
STEP-NC compliant process planning as an enabler for … Integrated... · Robotics and...
12
Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 STEP-NC compliant process planning as an enabler for adaptive global manufacturing A. Nassehi , S.T. Newman, R.D. Allen Department of Mechanical Engineering, University of Bath, Bath, BA2 7AY, UK Received 10 October 2005; accepted 14 November 2005 Abstract Manufacturing firms are seeking more efficient methods of CNC manufacture. ISO14649 informally known as STEP-NC has been proposed as a high-level hierarchical manufacturing information model as a replacement for the low-level machining instructions of ISO6983 and RS274D. In this paper, the applicability of STEP-NC as an enabler for creating an adaptive global manufacturing system is examined. The overall framework of the system is presented followed by an outline of its information requirements. Suitability of STEP- NC to support each requirement is then studied with the necessary additions highlighted. Finally, a test component is used in conjunction with a prototype of the advanced global manufacturing system to demonstrate the applicability of the STEP-NC standard to support manufacturing information in such a system. r 2006 Elsevier Ltd. All rights reserved. Keywords: CAD; CAM; CNC; STEP-NC; Information modelling; Integrated manufacturing 1. Introduction The global demand for CNC-manufactured products has been on the rise since the advent of numerical control. Due to this ever-increasing demand and the increase in the transportation costs, in many cases it is no longer profit- able to manufacture a product at one site and ship it to destinations around the world. To maintain profitability, companies have started moving their production facilities closer to their markets where cheaper labour is available. It is not uncommon for a company nowadays, to have several satellite CNC manufacturing venues around the world to address the demand of the global market. One of the problems for implementing this ‘‘global’’ manufacturing model is the fact that the facilities, manufacturing capabilities, knowledge and systems avail- able in each local manufacturing venue can be different to those that exist in other venues. Having diverse CNC machining resources entails coping with numerous pro- gramming specifications. This frequently translates into the requirement for additional post-processors, manufacturing engineers and in many cases rework. Current CNC manufacturing chains are incapable of satisfying the requirements of a global manufacturing enterprise due to the resource-specific nature of the manufacturing information they rely on (i.e., G&M Code post-processing) and the restricted information flow among the components. To create an adaptive global manufacturing system that can manufacture identical products using different re- sources, it is necessary to utilise a resource-independent interoperable process plan. This process plan should include the information required to manufacture a component without being specific to the resources, which will be used in the manufacturing process. This paper explores the application of ISO14649 (STEP- NC) compliant process plans to support an adaptable global manufacturing system. A review of current integra- tion techniques for CAD/CAM/CNC chains is presented followed by an overall framework for the adaptive manufacturing system. Information requirements within the framework for representing manufacturing data are then outlined. The applicability of STEP-NC compliant ARTICLE IN PRESS www.elsevier.com/locate/rcim 0736-5845/$ - see front matter r 2006 Elsevier Ltd. All rights reserved. doi:10.1016/j.rcim.2005.11.003 Corresponding author. Tel.: +44 1225 384801; fax: +44 1225 386928. E-mail address: [email protected] (A. Nassehi).
Transcript of STEP-NC compliant process planning as an enabler for … Integrated... · Robotics and...

ARTICLE IN PRESS
0736-5845/$ - se
doi:10.1016/j.rc
�CorrespondE-mail addr
Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467
www.elsevier.com/locate/rcim
STEP-NC compliant process planning as an enablerfor adaptive global manufacturing
A. Nassehi�, S.T. Newman, R.D. Allen
Department of Mechanical Engineering, University of Bath, Bath, BA2 7AY, UK
Received 10 October 2005; accepted 14 November 2005
Abstract
Manufacturing firms are seeking more efficient methods of CNC manufacture. ISO14649 informally known as STEP-NC has been
proposed as a high-level hierarchical manufacturing information model as a replacement for the low-level machining instructions of
ISO6983 and RS274D. In this paper, the applicability of STEP-NC as an enabler for creating an adaptive global manufacturing system is
examined. The overall framework of the system is presented followed by an outline of its information requirements. Suitability of STEP-
NC to support each requirement is then studied with the necessary additions highlighted. Finally, a test component is used in conjunction
with a prototype of the advanced global manufacturing system to demonstrate the applicability of the STEP-NC standard to support
manufacturing information in such a system.
r 2006 Elsevier Ltd. All rights reserved.
Keywords: CAD; CAM; CNC; STEP-NC; Information modelling; Integrated manufacturing
1. Introduction
The global demand for CNC-manufactured products hasbeen on the rise since the advent of numerical control. Dueto this ever-increasing demand and the increase in thetransportation costs, in many cases it is no longer profit-able to manufacture a product at one site and ship it todestinations around the world. To maintain profitability,companies have started moving their production facilitiescloser to their markets where cheaper labour is available. Itis not uncommon for a company nowadays, to have severalsatellite CNC manufacturing venues around the world toaddress the demand of the global market.
One of the problems for implementing this ‘‘global’’manufacturing model is the fact that the facilities,manufacturing capabilities, knowledge and systems avail-able in each local manufacturing venue can be different tothose that exist in other venues. Having diverse CNCmachining resources entails coping with numerous pro-gramming specifications. This frequently translates into the
e front matter r 2006 Elsevier Ltd. All rights reserved.
im.2005.11.003
ing author. Tel.: +441225 384801; fax: +44 1225 386928.
ess: [email protected] (A. Nassehi).
requirement for additional post-processors, manufacturingengineers and in many cases rework.Current CNC manufacturing chains are incapable of
satisfying the requirements of a global manufacturingenterprise due to the resource-specific nature of themanufacturing information they rely on (i.e., G&M Codepost-processing) and the restricted information flow amongthe components.To create an adaptive global manufacturing system that
can manufacture identical products using different re-sources, it is necessary to utilise a resource-independentinteroperable process plan. This process plan shouldinclude the information required to manufacture acomponent without being specific to the resources, whichwill be used in the manufacturing process.This paper explores the application of ISO14649 (STEP-
NC) compliant process plans to support an adaptableglobal manufacturing system. A review of current integra-tion techniques for CAD/CAM/CNC chains is presentedfollowed by an overall framework for the adaptivemanufacturing system. Information requirements withinthe framework for representing manufacturing data arethen outlined. The applicability of STEP-NC compliant

ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 457
interoperable process plans containing manufacturingprocess and product data models for achieving resourceindependence and enabling adaptability is then studied asthe major emphasis of this research. A test case is thenpresented where a prismatic component is process plannedusing a multi-agent-based STEP-NC compliant processplanning system. The generated process plan is theninterpreted both as a feature-based manufacturing instruc-tion file (i.e., the Siemens ShopMill CAM suite) and a low-level G&M Code ISO6983 compliant part program file bythe adaptive manufacturing system to demonstrate theinteroperability of the STEP-NC compliant process plan.
2. Current status of CAD/CAM/CNC integration
Currently, for a manufacturing firm to manufacture aproduct on various machines with different controllers andtooling configurations, CAD files are sent across the world
Fig. 1. Current CAD/CAPP/CAM
to the company’s subsidiaries. The files are then interpretedby engineers at each facility and local process plans aregenerated according to that facility’s particular configura-tion. [1,2].Fig. 1 shows a typical CAD/CAPP/CAM/CNC integra-
tion chain currently in use. In this chain, the part design iscomputerised through the use of CAD software. The CADdrawing is then passed onto the CAPP/CAM software byusing one of the industry standards, i.e. IGES, DXF orSTEP. The CAPP/CAM software then determines thetoolpaths necessary to manufacture the part based on apre-defined machine, controller and tooling configuration.A manufacturing engineer supervises the toolpath genera-tion process and after verifying the generated instructionspasses them through a postprocessor, which createsmachine-optimised instructions. The result is a manufac-turing instruction file that is passed onto the controller.The part is then manufactured by sequential execution of
/CNC integration schemes.

ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467458
the instructions. It is notable that for each machineconfiguration the manufacturing engineer needs to super-vise and verify toolpath generation.
While this category of solutions might be practical insome cases, there are many situations where there is a needto transfer some specific manufacturing instructionstogether with the geometry information of the part whichis not possible through CAD models. Furthermore localinterpretation of CAD models in different facilities canresult in different process plans for one part. This de-standardisation of the manufacturing processes can beundesirable. For example, if a defect is found in a partfurther down the supply chain, it would be impossible totrace it back to a specific part of the process as for eachpart the process might have been slightly different.
As process planning has a very prominent role inachieving seamless integration [3,4], a better solution forglobal manufacturing would be to have an interoperableprocess plan for each product that can be interpretedaccording to the machining facilities available at eachvenue. This process plan is capable of transferring thenecessary requirements of the design without it being boundto a specific manufacturing resource. The STEP standardhas started to emerge as the common platform forengineering and manufacturing data transfer and STEP-NC [5] proposes a hierarchical data structure for manu-facturing information. Integration chains based on STEP-NC process plans have been proposed by the researchers [6].A typical STEP-NC integration chain can be seen in Fig. 2.
Fig. 2. STEP-NC CAD/CAPP
In the STEP-NC CNC manufacturing chain, the partdesign is computerised using a feature-based CAD systemwhere the part geometry is constructed by choosing theindividual features from feature sets based on definitions inSTEP (AP224). This feature-based CAD file is then passedonto a STEP-NC compliant process planner where aSTEP-NC interoperable process plan is generated [7,8].This plan is then passed onto a STEP-NC interpreter,where machine-specific instructions are generated accord-ing to the contents of the interoperable process plan.Through the use of the interoperable process plan, the
manufacturing engineer needs to supervise the workplangeneration for creating a component only once andtherefore redundant engineering resources will be elimi-nated. Even though interoperability is achieved in thischain, the different interpretations of the STEP-NCprocess plan by the interpreters can result in productsmanufactured differently in a global scenario. NeverthelessSTEP-NC shows significant potential for the storage ofproduct and process models and can thus be used as anenabler for an adaptive global manufacturing system by theaddition of a process control mechanism.
3. Adaptive manufacturing system framework
To implement process control through the CAD/CAPP/CAM/CNC manufacturing chain, it is necessary to create abidirectional information exchange mechanism that is ableto provide each individual manufacturing system with the
/CAM/CNC integration.

ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 459
relevant information in an accurate, timely and reliablemethod. The proposed adaptive manufacturing systemshown in Fig. 3 utilises an integrated platform for processplanning and control. This platform is a software-basedintegration structure that can support CNC manufacturingapplications by handling their information needs effi-ciently. Each component of the CNC manufacturing chaincommunicates with the platform through a messagetransport layer. This layer decodes the queries andinformation received from each link in the chain andpasses them onto the process control engine. The processcontrol engine relying on the manufacturing knowledge ofthe enterprise captured in the adaptive manufacturingknowledgebase decides on the best course of action. If newinformation is received from a link in the chain, therelevant existing data in the adaptive manufacturingdatabase is updated accordingly. If queries are received,they are passed onto the database and the results arepassed back to the message transport layer, which sendsthem back to the query originator link.
In the adaptive manufacturing system verificationresources, i.e. CMM machines and probes installed onCNC machines gather information on the manufacturedpart and pass it back to the process control layer where theprocess control logic engine decides upon the best course ofaction.
As all manufacturing information is stored in theadaptive manufacturing database, it is necessary todetermine the requirements for the information modelcapable of supporting the adaptive manufacturing system.
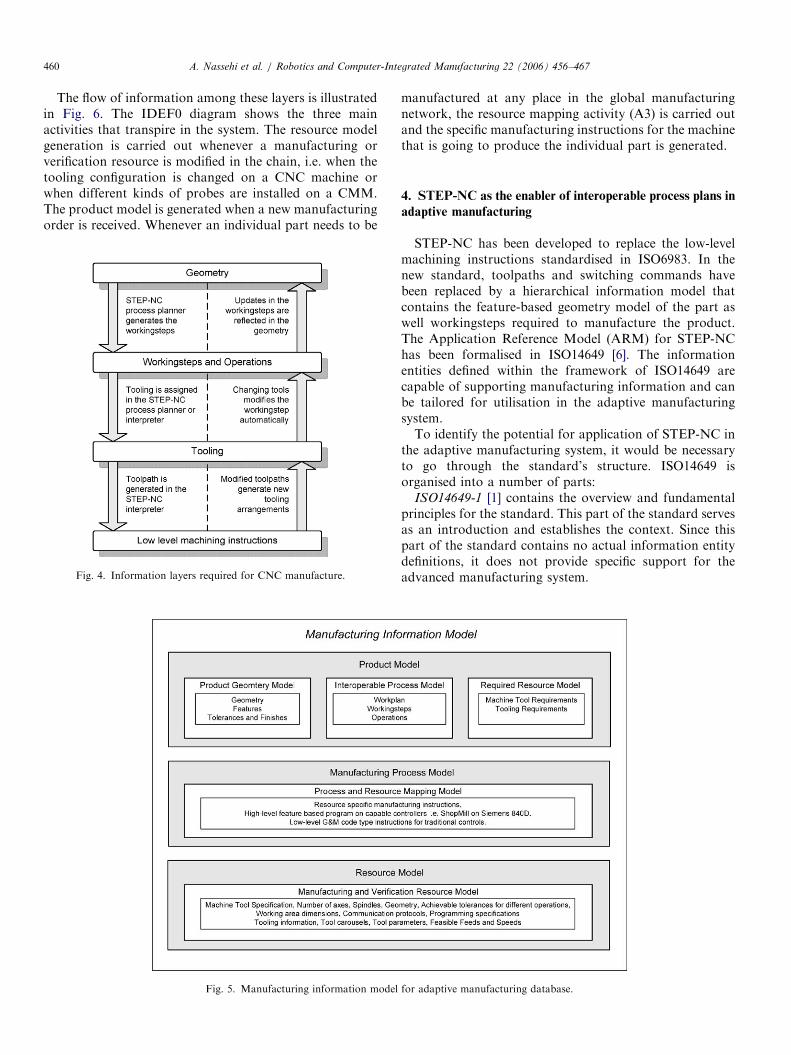
While the CNC manufacture chain starts with thedefinition of geometry and tolerances of a part, it is onlypossible to manufacture the part by utilising low-levelmachining instructions understandable by the CNC con-
Fig. 3. Adaptive manu
troller of a machine tool. These machine controllers haveevolved from the conventional controllers of the ’80s toopen PC-CNCs, which are becoming more capable ofunderstanding high-level instructions. But even in feature-based controllers such as those running the SiemensSHOPMillr CAM software, the low-level instructions(i.e. G&M codes) are created prior to machining althoughinvisible to the user.Fig. 4 identifies the various layers of information that are
necessary to support CNC manufacture. The first layer isthe geometry with part design and tolerances. Theinformation in this layer is utilised to generate theoperations required to manufacture the part. These genericmanufacturing operations are grouped in a number of‘‘workingsteps’’. After this layer is populated, the datacontained within it is employed to choose suitable tools formanufacture of individual features. By having access to theshape of the features and the tools that will be used tomachine the feature, the toolpath can be generated. Thelow-level machining instructions can then be generatedbased on the toolpath.To accommodate the information requirements the
information model depicted in Fig. 5 is proposed.This model consists of three main components. TheProduct model contains the geometry and the workingstepsrequired to manufacture the product together with a listof resource capabilities necessary to machine the part.The resource model shall contain specifications of theavailable manufacturing and verification resources togetherwith their capabilities. The manufacturing process modelcontains the low-level manufacturing instructions. Depend-ing on the machine controller, the contents of thismodel can be feature-based instructions or low-levelG&M codes.
facturing system.
ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467460
The flow of information among these layers is illustratedin Fig. 6. The IDEF0 diagram shows the three mainactivities that transpire in the system. The resource modelgeneration is carried out whenever a manufacturing orverification resource is modified in the chain, i.e. when thetooling configuration is changed on a CNC machine orwhen different kinds of probes are installed on a CMM.The product model is generated when a new manufacturingorder is received. Whenever an individual part needs to be
Fig. 4. Information layers required for CNC manufacture.
Fig. 5. Manufacturing information model
manufactured at any place in the global manufacturingnetwork, the resource mapping activity (A3) is carried outand the specific manufacturing instructions for the machinethat is going to produce the individual part is generated.
4. STEP-NC as the enabler of interoperable process plans in
adaptive manufacturing
STEP-NC has been developed to replace the low-levelmachining instructions standardised in ISO6983. In thenew standard, toolpaths and switching commands havebeen replaced by a hierarchical information model thatcontains the feature-based geometry model of the part aswell workingsteps required to manufacture the product.The Application Reference Model (ARM) for STEP-NChas been formalised in ISO14649 [6]. The informationentities defined within the framework of ISO14649 arecapable of supporting manufacturing information and canbe tailored for utilisation in the adaptive manufacturingsystem.To identify the potential for application of STEP-NC in
the adaptive manufacturing system, it would be necessaryto go through the standard’s structure. ISO14649 isorganised into a number of parts:
ISO14649-1 [1] contains the overview and fundamentalprinciples for the standard. This part of the standard servesas an introduction and establishes the context. Since thispart of the standard contains no actual information entitydefinitions, it does not provide specific support for theadvanced manufacturing system.
for adaptive manufacturing database.

ARTICLE IN PRESS
Fig. 6. IDEF0 representation of the information flow in the adaptive manufacturing system.
Fig. 7. STEP-NC as the enabler for adaptive global manufacturing system.
A. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 461

ARTICLE IN PRESS
Fig. 8. An excerpt from the complicated STEP-NC information model.
A. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467462
ISO14649-10 [9] contains generic process data. This partof the standard is process independent and containsdescription of entities like manufacturing features, generalprogram structure definitions and workingsteps. Thefeature definitions can support the product geometrymodel in the adaptive manufacturing system. The programstructure and workingstep definitions are useful forcreating the framework for the interoperable process plans.The definitions, however, need to be modified with someattributes of the entities marked as optional to allow trueinteroperability by discarding resource dependency.
ISO14649-10 is also the link between ISO14649 and thebroader ISO10303-AP238 [10] serving as the ARM withthe AP238 as the Application Interpreted Model (AIM).
ISO14649-parts 11, 12, 13 and 14 [11] contain processspecific data for milling, turning, wire-EDM and sink-
EDM, respectively. These parts of the standard containentities describing the manufacturing process and thus canbe utilised to support the interoperable process plan in theproduct model. Currently the process definitions in thesestandards regard tooling information as a non-optionalparameter for each manufacturing process. If interoper-ability is to be achieved, it is necessary to relax thisrequirement and therefore while entities defined in thesestandards can be utilised to support interoperable processplans a number of relations between the entities should beconsidered optional.
ISO14649-parts 111 and 121 [12] contain entities todescribe manufacturing tools for milling and turning,respectively. These information models can be used tosupport tooling in the manufacturing resource models inthe adaptive manufacturing system.

ARTICLE IN PRESS
Fig. 9. A graphical representation of STEP-NC information for Example 1 in ISO14649-11.
Fig. 10. Example 1 from ISO14649-11.
A. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 463
ISO14649-part 16 embodies the process-specific data formeasurement operations. This part of the standard cansupport the information for computer-aided verification(CAV) process in the adaptive global manufacturingsystem.
Fig. 7 illustrates the use of STEP-NC to support theinformation modelling requirements of the adaptivemanufacturing system. Product Geometry model is sup-ported by the manufacturing feature and workpiecedefinitions within the standard. The interoperable processmodel is supported by the process-specific parts of thestandard together with the program structure definitions in
ISO14649-10. The Process and Resource mapping model,which should support the resource-specific manufacturingrequirements, utilises the standards supported by theindividual manufacturing or verification resource.While ISO14649 includes constructs suitable for sup-
porting various data models within the system, it lackssuitable entities to describe manufacturing and verificationresources. Standards for modelling manufacturing andverification resources are currently under development. Inthe meantime tooling definitions in ISO14649 can beutilised as a part of the resource models.Adoption of STEP-NC to support an adaptable
manufacturing system requires the resolution of anumber of issues associated with either the standard itselfor its suitability for the application in adaptive manufac-turing.The first problem is the issue of complexity. Fig. 8 shows
an excerpt of the ISO14649-based adaptive manufacturingmodel. This excerpt represents about 10% of the entitiesdefined within STEP-NC. In more complex componentswhere a great number of information constructs is requiredto support the manufacturing model, this complexity mightraise difficulties due to memory constraints or computerprocessing power available.Another issue also attributed to the complexity of the
model rises from the fact that bindings between differentparts of the manufacturing model occur extensively. Whilethese links are expected within the three main sections ofthe model, i.e. product, manufacturing process andmanufacturing resource models, links between the sectionscreate hurdles for achieving interoperability or hinder

ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467464
adaptation. One such example is illustrated in Fig. 9 wherethe manufacturing model for a simple part is representedgraphically. As observed in the figure, the geometry andprocess entities of the product model are closely linkedtogether. These links do not hinder interoperability as theybelong to the same part of the manufacturing model. Thelinks between the resource model and the product modelon the other hand can be a hindrance to interoperability,where different toolsets need to be assigned to the samepart when manufactured on different machines. To resolvethis issue, the closely bound tooling entities can containrequired resource information as opposed to actual toolinginformation. To enable such changes in informationstorage, it would be necessary to relax the informationrestrictions for manufacturing operations as defined bySTEP-NC.
Fig. 11. ISO10303-21 representation
5. Case study
In this section, a prototype version of the adaptive globalmanufacturing system utilising interoperable STEP-NCprocess plans has been used to demonstrate the manufac-turing process for a simple part. Fig. 10 shows the examplepart taken from the first example for a milling part inISO14649-11. This simple part comprises a simple pris-matic workpiece with two features; a round hole and arectangular pocket.Fig. 11 shows the STEP-NC manufacturing file created
for the part through the utilisation of a Multi-AgentSystem for STEP-NC process planning [8].The created STEP-NC interoperable process plan is then
loaded into the adaptive manufacturing system. Fig. 12shows the representation of the part within the adaptive
of Example 1 in ISO14649-11.

ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 465
manufacturing system. The STEP-NC structure is shownas an information tree with all the entities comprising themanufacturing model sorted in a predefined hierarchy.
Fig. 12. Representation of Example 1 in
Fig. 13. ISO 6983 G&M code interpretation
The final system will be capable of generating resource-specific manufacturing instructions for a variety ofmanufacturing and verification resources. At present, the
the adaptive manufacturing system.
of the STEP-NC code for Example 1.

ARTICLE IN PRESS
Fig. 14. ShopMillr interpretation of the STEP-NC code for Example 1.
A. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467466
current prototype can generate low-level G&M codeinstructions and feature-based ShopMill MPF instructionsfor prismatic components.
The ISO6983 compliant G&M codes by the system canbe seen in Fig. 13. Fig. 14 shows the MPF ShopMillrepresentation of the example part 1. It is notable that inthe feature-based manufacturing file the pocket and theround hole are maintained as the features, and thus if themanufacturing file is modified on the shop floor it would bepossible to transfer the changes back to the interoperableprocess plan, allowing a true bidirectional exchange ofinformation.
6. Discussion and further work
ISO14649 contains a very well formed structure forstoring manufacturing information. An adaptive globalmanufacturing system can utilise this structure to store itsmanufacturing data. As identified earlier, however, itwould be necessary to modify the standard to relax anumber of restrictions for storing generic process informa-tion. The alternative of creating new information models isnot only time consuming, but considering the possibility ofadoption of ISO14649 as the standard for the CNCmachine controllers [13,14] can also lead to severeincompatibility issues.
While the applicability of STEP-NC to constructmanufacturing information models can be adopted for anadaptive manufacturing system as observed in this paper,the other components of the system need to be developedto allow true adaptable functionality. In future research,the messaging system and information transfer protocols,the manufacturing knowledge storage system, individualcomponents of the manufacturing chain and the integra-tion framework itself shall be studied in detail.
7. Conclusions
�
The hierarchical manufacturing information model ofSTEP-NC contains the information necessary forcreating the product data model and parts of themanufacturing resource model to support an adaptiveglobal manufacturing system. � STEP-NC does not provide a method to store manu-facturing resource information. As a result, the adaptivemanufacturing system has to rely on additional stan-dards to handle resource information.
�
The current STEP-NC standard contains semanticrestrictions that hinder its applicability for interoperableuse in an adaptive manufacturing environment.The standard as a result needs to be extended withsome of the restrictions removed to allow adaptivemanufacturing.Acknowledgements
The authors would like to acknowledge the support ofSiemens A.G. and in particular the technical assistance ofMr. S. Clarke and Mr. P. Muller in providing access to theShopMill software.
References
[1] Lye SW, Yeo SH. Development of an integrated CAD/CAPP/CAM
system for turning operations. J Mater Process Technol 1992;29(1–3):
103–17.
[2] Kao YC, Lin GCI. CAD/CAM collaboration and remote machining.
Comput Integr Manuf Syst 1996;9(3):149–60.
[3] ElMaraghy A, et al. Evolution and future perspectives of CAPP.
CIRP Ann 1993;42.
[4] Luo JLH, Wong WCK, Ma L, Yan JQ. Object-oriented modelling
for CAPP open architecture. Int J Comput Integr Manuf 1997;
10(1–4):74–82.
[5] ISO 14649-1. Industrial automation systems and integration—
physical device control—data model for computerized numerical
controllers—Part 1: overview and fundamental principles. Draft
International Standard ISO TC184/SC4; 2002.
[6] Xu XW, Wang H, Mao J, Newman ST, Kramer TR, Proctor FM, et
al. STEP-Compliant NC research: the search for intelligent CAD/
CAPP/CAM/CNC integration. Int J Prod Res 2005;43(17):
3703–43.
[7] Allen RD, Harding JA, Newman ST. The application of STEP-NC
using agent-based process planning. Int J Prod Res 2005;43(4):
655–70.
[8] Nassehi A, Newman ST, Allen RD. The application of multi-
agent systems for STEP-NC computer aided process planning
of prismatic components. Int J Mach Tools Manuf 2006;46(5):
559–74.
[9] ISO 14649-10. Industrial automation systems and integration—
physical device control—data model for computerized numerical
controllers—Part 10: general process data. Draft International
Standard ISO TC184/SC4; 2002.
[10] ISO 10303-238. Industrial automation systems and integration—
product data representation and exchange — Part 238: application
protocol: Application Interpreted Model for computerized numerical
controllers. ISO TC184/SC4; 2004.
[11] ISO 14649-11. Industrial automation systems and integration—
physical device control—data model for computerized numerical

ARTICLE IN PRESSA. Nassehi et al. / Robotics and Computer-Integrated Manufacturing 22 (2006) 456–467 467
controllers—Part 11: process data for milling. Draft International
Standard ISO TC184/SC4; 2002.
[12] ISO 14649-111. Industrial automation systems and integration—
physical device control—data model for computerized numerical
controllers—Part 111: tools for milling. Draft International Standard
ISO TC184/SC4; 2002.
[13] Suh SH, Lee BE, Chung DH, Cheon SU. Architecture and
implementation of a shop-floor programming system for STEP-
compliant CNC. Comp Aided Des 2003;35:1069–83.
[14] Lee W, Bang Y. Design and implementation of an ISO14649-
compliant CNC milling machine. Int J Prod Res 2003;41(13):
3007–17.

















