Steel Bumper
186
STEEL BUMPER SYSTEMS for PASSENGER VEHICLES and LIGHT TRUCKS An in-depth report on steel bumper systems, including information on: • Material Properties • Manufacturing • Product Design www.autosteel.org Fifth Edition, May 2013
-
Upload
manideep219 -
Category
Documents
-
view
116 -
download
0
description
details of bumper
Transcript of Steel Bumper

STEEL BUMPERSYSTEMSfor PASSENGERVEHICLESand LIGHTTRUCKS
An in-depth report onsteel bumper systems,including information on:• Material Properties• Manufacturing• Product Design
www.autosteel.org
Fifth Edition, May 2013

Steel Bumper Systems forPassenger Cars and Light Trucks
Fifth EditionMay 2013
Steel Market Development Institute

Copyright © Steel Market Development Institute
This publication is for general information only. The information in itshould not be used without first securing competent advice withrespect to its suitability for any given application. The publication ofthe information is not intended as a representation or warranty onthe part of Steel Market Development Institute - or any other personnamed herein - that the information is suitable for any general or particular use or freedom from infringement of any patent or patents.Anyone making use of the information assumes all liability from suchuse.
First Edition, June 1998First Edition (revision), March 2001Second Edition, February 2003Third Edition, June 2006Fourth Edition, May 2011Fifth Edition, May 2013

Contents
Contents i
Figures vi
Tables viii
Preface ix
Introduction x
Objective xiii
1. Bumper systems and components
1.1 Bumper systems 1-1
1.1.1 System selection
1.1.2 Metal facebar system
1.1.3 Plastic fascia and reinforcing beam system
1.1.4 Plastic fascia, reinforcing beam and energy absorption system
1.2 Bumper components 1-3
1.2.1 Fascia
1.2.2 Energy absorbers
1.2.3 Facebar
1.2.4 Reinforcing beam
1.3 Types of Bumper Beams 1-5
1.3.1 Steel Reimforcing Beams
1.3.2 Steel Facebars
1.3.3 Plastic Reinforcing Beams
1.3.4 Aluminum Reinforcing Beams
2. Steel materials 2-1
2.1 Introduction 2-1
2.2 Typical properties of steel grades for facebars 2-2
2.3 Typical properties of steel grades for brackets, supports, and reinforcing beams 2-2
2.4 FutureSteelVehicle Materials Portfolio for Automotive Applications 2-5
2.5 Elongation versus tensile strength 2-5
2.6 Elongation versus after-fabrication yield strength 2-6
2.7 Elongation versus tensile strength for hot-formed steel 2-11
2.8 Yield strength versus strain rate 2-12
2.9 Sheet steel descriptors 2-14
2.10 SAE J2329 Low-carbon sheet steel 2-15
2.10.1 Steel grade
2.10.2 Types of cold rolled sheet
2.10.3 Types of hot rolled sheet
i

Contents
2.12 SAE J1562 Zinc and zinc-alloy coated sheet steel 2-18
2.12.1 Galvanizing processes
2.12.2 Types of coatings
2.12.3 Coating mass
2.12.4 Surface quality
2.12.5 Coated sheet thickness
2.12.6 Coating designations
2.13 SAE J403 Carbon steel chemical compositions 2-20
2.13.1 Carbon sheet steel
2.13.2 Boron sheet steel
2.14 SAE J405 Wrought stainless steels 2-21
2.15 SAE Specification and ordering descriptions 2-22
2.16 ASTM A463 Aluminized sheet steel 2-24
3. Manufacturing processes3.1 Stamping 3-1
3.1.1 Stretching
3.1.2 Drawing
3.1.3 Bending
3.1.4 Bending and straightening
3.1.5 Forming limits
3.2 Roll forming 3-4
3.3 Hydroforming 3-6
3.4 Hot forming 3-7
ii
2.11 SAE J2340 Dent resistant, high-strength and ultra high-strength sheet steel 2-16
2.11.1 Steel grade
2.11.2 Steel type
2.11.3 Hot rolled, cold reduced and metallic coated sheet
2.11.4 Surface conditions for cold reduced and metallic coated sheet
2.11.5 Conditions for hot rolled sheet

Contents
4. Manufacturing considerations4.1 Forming considerations 4-1
4.1.1 Guidelines for roll forming high-strength steel
4.1.2 Guidelines for roll forming ultra high-strength steel
4.1.3 General guidelines for stamping high-strengthand ultra high-strength steels
4.1.4 Guidelines for hat sections stamped from high-strength or ultra high-strength steels
4.1.5 Rules of thumb for high-strength steel stampings
4.2 Welding considerations 4-214.2.1 Steel chemistry
4.2.2 High-strength and ultra high-strength steels
4.2.3 Welding processes
4.2.3.1 Gas metal arc welding (GMAW)
4.2.3.2 Flux cored arc welding (FCAW)
4.2.3.3 Resistance spot welding (RSW)
4.2.3.4 Resistance projection welding (RPW)
4.2.3.5 Resistance seam welding (RSeW)
4.2.3.6 Resistance projection seam welding (RPSeW)
4.2.3.7 High frequency and induction resistance seam welding (RSeW-HF&I)
4.2.3.8 Upset welding (UW)
4.2.3.9 Friction welding (FRW)
4.2.3.10 Laser beam welding (LBW)
4.2.3.11 Laser beam and plasma arc welding (LBW/PAW)
4.2.4 Weldability of bumper materials
4.2.5 Ranking of welding processes
iii
3.5 Bumper beam coatings 3-8
3.5.1 Zinc or zinc-iron coatings
3.5.2 Aluminum coating
3.5.3 Polishing
3.5.4 Chromium coating
3.5.5 Conversion coating
3.5.6 Electrocoating (E-coating)
3.5.7 Paint coating
3.5.8 Autodeposition coating
3.5.9 Powder coating

Contents
5.8 Bumper design for pedestrian impact 5-39
5.8.1 Impact tests
5.8.2 EuroNCAP leg to bumper impacts with a “leg-form” impactor
5.8.3 Government regulations
5.8.4 Design approaches
5.8.4.1 Cushioning the impact
5.8.4.2 Supporting the lower limb
5.8.5 Design solutions
6. Relevant safety standards in North America and Europe 6-1
6.1 United States National Highway Traffic Safety Administration (49CFR), Part 581 Bumper Standard 6-2
6.1.1 Requirements
6.1.2 Vehicle
6.1.3 Pendulum corner impacts
6.1.4 Pendulum longitudinal impacts
6.1.5 Impacts into a fixed collision barrier
6.2 Canadian Motor Vehicle Safety Regulations Section 615 of Schedule IV 6-6
6.2.1 Requirements
6.3 United National Economic Commissions for Europe – ECE Regulation 42 6-6
6.3.1 Requirements
6.3.2 Test Vehicle
6.3.3 Impact device
6.3.4 Longitudinal test procedure
6.3.5 Corner test procedure
iv
5. Design concepts5.1 Sweep (roll formed sections) and depth of draw (stampings) 5-1
5.2 Tailor products 5-1
5.3 Latest benchmark bumper beams 5-7
5.4 Bumper weights, materials and coatings 5-14
5.5 Current steel bumper design - passenger cars 5-325.5.1 Typical bumper design - North American passenger cars
5.5.2 Typical bumper design - North American and Europe passenger cars
5.6 Current steel bumper design - pickups, full size vans and sport utilities 5-34
5.7 Auto/Steel Partnership high speed steel bumper design - North American passenger cars 5-365.7.1 Quantech design criteria for high speed steel bumper system
5.7.2 Flow Chart for high speed system

6.4 Insurance Institute for Highway Safety: Bumper Test Protocol (Version VII) 6-9
6.4.1 Requirements
6.4.2 Test vehicles
6.4.3 Impact barrier
6.4.4 Full-overlap impact
6.4.5 Corner impact
6.5 Consumers Union bumper-basher tests 6-13
6.6 Research Council for Automotive Repairs (RCAR) Low-Speed Offset Crash Test 6-13
6.6.1 Requirements
6.6.2 Test vehicle
6.6.3 Front impact
6.6.4 Rear impact
6.7 Research Council for Automotive Repairs (RCAR) Bumper Test 6-17
6.7.1 Requirements
6.7.2 Bumper barrier
6.7.3 Full overlap impact
Contents
7. Summary/Conclusions 7-1
8. References 8-1
v

NORTH AMERICAN BUMPER SYSTEM MARKET SHARE BY UNITS FOR KNOWN SYSTEMS xii1.1 COMMON BUMPER SYSTEMS 1-21.2 COMMON REINFORCING BEAM CROSS SECTIONS 1-62.1 ELONGATION VERSUS TENSILE STRENGTH 2-92.2 INCREASE IN YIELD STRENGTH THROUGH WORK HARDENING AND BAKE
HARDENING 2-102.3 TRANSITIONS IN HF STEEL 2-112.4 STRESS VERSUS STRAIN AT DIFFERENT STRAIN RATES FOR DP 600 2-132.5 STRESS VERSUS STRAIN AT DIFFERENT STRAIN RATES FOR DP 600 2-133.1 TYPICAL CIRCLE GRID PATTERN 3-23.2 REPRESENTATION OF STRAINS BY ETCHED CIRCLES 3-23.3 TYPICAL FORMING LIMIT DIAGRAM 3-54.1 a) RULES OF THUMB - SPRINGBACK 4-44.1 b) RULES OF THUMB - SPRINGBACK 4-54.1 c) RULES OF THUMB - SPRINGBACK 4-64.2 RULES OF THUMB - DIE FLANGE STEELS 4-74.3 RULES OF THUMB - HAT SECTION 4-84.4 RULES OF THUMB - RADIUS SETTING 4-94.5 a) RULES OF THUMB
- COMBINATION FORM AND FLANGE DIE 4-104.5 b) RULES OF THUMB
- COMBINATION FORM AND FLANGE DIE 4-114.6 RULES OF THUMB - FORMING BEADS 4-124.7 RULES OF THUMB - FORMING AN EMBOSS 4-134.8 RULES OF THUMB - EDGE SPLITTING 4-144.9 RULES OF THUMB - PART DESIGN 4-154.10 RULES OF THUMB - DIE CONSTRUCTION 4-164.11 RULES OF THUMB - DEVELOPED BLANKS 4-174.12 RULES OF THUMB - TRIMMING 4-184.13 RULES OF THUMB - DIE SHEAR 4-194.14 GAS METAL ARC WELDING (GMAW) 4-244.15 FLUX CORED ARC WELDING (FCAW) 4-274.16 RESISTANCE SPOT WELDING (RSW) 4-294.17 RESISTANCE PROJECTION WELDING (RPW) 4-294.18 RESISTANCE SEAM WELDING (RSeW) 4-334.19 RESISTANCE PROJECTION SEAM WELDING (RPSeW) 4-334.20 HIGH FREQUENCY AND INDUCTION RESISTANCE SEAM WELDING
(RSeW-HF&I) 4-364.21 UPSET WELDING (UW) 4-364.22 FRICTION WELDING (FRW) 4-404.23 LASER BEAM WELDING (LBW) 4-404.24 HARDNESS IN HEAT-AFFECTED ZONE OF ARC WELDS 4-464.25 RESISTANCE SPOT WELDING COMPARISON 4-475.1 DEFINITION OF SWEEP 5-25.2 DEFINITION OF DEPTH OF DRAW 5-55.3 EXAMPLES OF TAILOR WELDED BLANKS 5-65.4 ROLL FORMED BEAMS 5-85.5 STAMPED FACEBARS 5-95.6 HOT-STAMPED BEAMS 5-10
Figures
vi

5.7 SHEET HYDROFORMED FACEBAR 5-115.8 TYPICAL BUMPER DESIGN FOR PASSENGER CARS AND MINIVANS 5-355.9 AUTO/STEEL PARTNERSHIP BUMPER DESIGN FOR HIGH SPEED SYSTEM
NORTH AMERICAN PASSENGER CARS 5-385.10 EuroNCAP PEDESTRIAN TESTS 5-425.11 EuroNCAP LEG FORM IMPACTOR 5-435.12 EuroNCAP “LEG FORM” IMPACT CRITERIA (2010) 5-446.1 IMPACT PENDULUM 6-46.2 PENDULUM 6-46.3 SAMPLE IMPACT APPARATUS 6-56.4 IMPACT DEVICE 6-86.5 IIHS IMPACT BARRIER 6-106.6 STEEL BUMPER BARRIER 6-116.7 STEEL BACKSTOP 6-116.8 OVERLAP FOR FRONT CORNER TEST 6-126.9 RCAR FRONT CRASH PROCEDURE 6-156.10 RCAR REAR CRASH PROCEDURE 6-166.11 RELEVANT BUMPER ENGAGEMENT 6-186.12 BUMPER BARRIER 6-196.13 BUMPER BARRIER WITH BACKSTOP AND ENERGY ABSORBER 6-19
Figures
vii

2.1 STEEL GRADES FOR POWDER COATED, PAINTED AND CHROME PLATED
FACEBARS 2-3
2.2 STEEL GRADES FOR BRACKETS, SUPPORTS AND REINFORCING BEAMS 2-4
2.3 FSV MATERIALS PORTFOLIO 2-7
2.4 FSV MATERIALS PORTFOLIO (continued) 2-8
2.5 SAE J2329 LOW-CARBON COLD ROLLED SHEET — MECHANICAL
PROPERTIES 2-25
2.6 SAE J2329 LOW-CARBON HOT ROLLED SHEET – MECHANICAL
PROPERTIES 2-25
2.7 SAE J2329 LOW-CARBON HOT & COLD ROLLED SHEET –
CHEMICAL COMPOSITION 2-26
2.8 SAE J2340 DENT RESISTANT SHEET STEEL 2-26
2.9 SAE J2340 HIGH-STRENGTH SOLUTION STRENGTHENED AND LOW-ALLOY
SHEET STEEL 2-27
2.10 SAE J2340 HIGH-STRENGTH RECOVERY ANNEALED SHEET STEEL 2-27
2.11 SAE J2340 ULTRA HIGH-STRENGTH DUAL PHASE & MARTENSITE SHEET STEEL 2-28
2.12 SAE J1562 COATING MASS FOR GALVANIZED SHEET STEEL 2-29
2.13 SAE J403 CARBON STEEL COMPOSITIONS FOR SHEET 2-30
2.14 SAE J405 CHEMICAL COMPOSITIONS OF WROUGHT STAINLESS STEELS 2-30
4.1 SAE J2340 STEELS AND STRENGTH GRADES 4-23
4.2 SAE J2340 CHEMICAL LIMITS ON UNSPECIFIED ELEMENTS. 4-23
4.3 RANKING OF WELDING PROCESSES BY BUMPER MATERIAL 4-44
5.1 SWEEP NUMBERS (CAMBER, X, INCHES). 5-3
5.2 SWEEP NUMBERS (CAMBER, X, MILLIMETERS). 5-4
5.3 LATEST BENCHMARK BUMPER BEAMS. 5-12
5.4 ROLL FORMED BUMPER BEAMS - 2009 MODEL YEAR 5-15
5.5 STAMPED FACEBARS - 2009 MODEL YEAR 5-23
5.6 HOT FORMED BUMPER BEAMS - 2009 MODEL YEAR 5-27
Tables
viii

Preface
This publication is the fourth revision of Steel Bumper Systems forPassenger Cars and Light Trucks. It is a living document. Asexperience in its use is gained, further revisions and expansionswill be issued. The standards discussed in this document refer tothe editions of the standards as of January 2013.
Please note in the event that these standards are replaced bynewer editions, users of this document are encouraged to investigate the possibility of using the most recent standards. Insome cases new vehicles may adopt new edition standards,while current venicles may continue to use the standard editionin place at the time of vehicle development.
This publication brings together materials properties, product designinformation, manufacturing information and cost information. Ithas been prepared to suit the needs of OEM bumper stylists,bumper engineers and bumper purchasers. It is also intended tosuit the needs of the Tier 1 and Tier 2 bumper suppliers and steelindustry marketing personnel.
This publication was prepared by the Bumper Project Group of theSteel Market Development Institute. The efforts of the followingmembers are acknowledged:
AK Steel Corporation
AGS Automotive Systems
Amino North America Corporation
ArcelorMittal USA LLC
Benteler Automotive
Cosma International
Chrysler Group LLC
Flat Rock Metal Inc.
Flex-N-Gate
Ford Motor Company
General Motors Company
Multimatic Engineering Services
Nucor Corporation
Shape Corporation
ThyssenKrupp Steel USA
United States Steel Corporation
Steel Market Development InstituteMay 2013
ix

Introduction
In 2012, approximately 12.8 million vehicles were sold in NorthAmerica with 25.6 million bumpers attached. Approximately83% of these bumpers were steel, approximately 16% were aluminum, and less than 1% were composites. Today there is anincreased use of ultra high strength steels (UHSS) which makesteel bumpers more mass competitive while also making it moredifficult to justify the additional cost of alternative materials.
Bumper systems have changed dramatically over the last 30years. More demanding government regulations and different styling concepts have resulted in new designs.
Steel bumper systems fall into two categories: beams and face-bars. Bumper beams are either roll-formed, hot-stamped, or usea combination of both manufacturing processes. For example,the 2011 Ford Mustang bumper beams have roll-formed closedsections that are subsequently hot-stamped and direct waterquenched. Unlike bumper beams, facebars are exposed andhave an internal supporting structure. They are all stampedexcept for the 2011 Ford Raptor bumper which is sheet hydroformed.
Roll-formed bumpers are the most common type in NorthAmerica with approximately 72% of the steel bumper market.They are usually manufactured from cold rolled uncoated UHSSwith a tensile strength range of 860 to 1500 MPa and a thicknessrange of 1.1 to 2.0 mm. The most common UHSS grades currently used for roll-formed bumpers are recovery annealed,DP980, and Martensitic Steel.
Hot-stamped bumpers make up approximately 10% of the steelbumper market in North America. However, they are expectedto gradually gain market share with increased hot-stampingcapacity. Hot-stamped bumpers can be manufactured fromeither aluminized coated or uncoated MnB steel with a minimumtensile strength of 1500 MPa after hot-stamping. Both hot rolledand cold rolled MnB steels are used for hot-stamped bumperswith a thickness range of 1.0 to 4.0 mm. Hot stamped bumpershave the lowest average mass of all steel bumper systems.
Facebars are most commonly used on light-, medium- and heavy-duty trucks. Facebars account for 18% percent of the steelbumper market and have an internal supporting structure.Facebars are typically stamped from mild- or high-strength low-alloy steels with tensile strengths up to 500 MPa and a thickness range of 1.6 to 2.3 mm. Since facebars are exposed,cold-rolled steel is typically used to improve surface quality andcoating appearance. Facebars are polished either prior to or afterstamping, or both, and then chromed or painted on the exposedsurfaces, depending on customer preference.
x

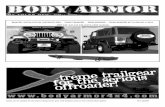
Steel is well positioned in the bumper system market with 83% market share. However, the graphs on page xii show that aluminumis starting to gain ground as mass reduction becomes more important to automotive OEMs. Steel bumpers must be further opti-mized due to the strong focus on weight reduction and improvingvehicle fuel economy. This can be accomplished by increasing thestrength levels of UHSS. In the near future, stronger UHSS will beavailable with minimum tensile strengths up to 1900 MPa. Work isalso underway evaluating the use of AHSS in bumper facebar applications. Bumper suppliers will also be looking harder atadvanced manufacturing technologies to reduce mass. Theseinclude, but are not limited to, tailored blanks, tailor welded coils, tailor rolled blanks, tailor rolled coils, 3D roll-forming, and sheethydroforming.
The steel bumper market, at approximately 400,000 tons per year, isimportant to the North American steel industry. For this reason, theAutomotive Applications Council of the Steel Market DevelopmentInstitute (SMDI) established a Bumper Project Team. SMDI’s BumperProject Team is a group of experts from the steel industry, Tier-1bumper suppliers, and OEMs. The Team is dedicated to keepingsteel the material of choice for bumper applications. They accomplish this by sharing information related to Bumper manufacturing processes, steel grades, and regulations, solving problems associated with steel bumper development, and completing R&D projects that address new design challenges forbumpers and/or make them more cost and mass efficient. TheBumper Project Team prepared this technical information bulletin toprovide fundamental background information on North Americanbumper systems.
xi

100%90%80%70%60%50%40%30%20%10%0%
NORTH AMERICAN BUMPER SYSTEM MARKETSHARE BY MATERIAL
1996 1999 2002 2006 2009
ALUMINUM
1996 1999 2002 2006 2009
COMPOSITES
1996 1999 2002 2006 2009
STEEL
Source: Ducker Worldwide (Reference 1.1)
xii
2012
2012
2012
100%90%80%70%60%50%40%30%20%10%0%
100%90%80%70%60%50%40%30%20%10%0%

Objective
The purpose of this publication is to increase the reader’sunderstanding of passenger car and light truck bumper systems.It is an overview of an automotive component system, which hasundergone significant change in recent years. The informationprovided is aimed at automotive industry design, manufacturing,purchasing and safety related staffs; and steel industry sales andmarketing groups. The emphasis is on materials, design, manufacturing, government regulations and cost. This document is intended to give the reader in depth knowledgeregarding the bumper industry. While the attempt is made tocover all materials, manufacturing methods and bumperdesigns, some information may not be present. An emphasishas been placed on presenting the most common practices andmaterials, however additional information has also been presented to give the reader some ideas for possible futurebumper designs, manufacturing methods and materials. It is aliving document and revisions and additions will be made as experience is gained. The Bumper Project Group hopes this publication will increase the reader’s knowledge of bumper systems and help overcome engineering challenges.
xiii

1-1
1. Bumper systems and components
1.1 Bumper systems
There are several factors that an engineer must consider whenselecting a bumper system. The most important factor is the abilityof the bumper system to absorb enough energy to meet the OEMsinternal bumper standard. Weight, manufacturability and cost arealso important factors that engineers consider during the designphase. The formability of materials is important for high-sweepbumper systems. Another factor considered is recyclability of materials, which is a definite advantage for steel.
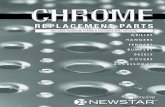
As shown in Figure 1.1, there are five bumper systems in commonuse today:
A. Metal facebar
B. Plastic fascia and reinforcing beam
C.Plastic fascia, reinforcing beam and mechanicalenergy absorbers
D.Plastic fascia, reinforcing beam and foam or honeycomb energy absorber
E. Plastic fascia, reinforcing beam, foam, and mechanical energy absorbers
1.1.2 Metal facebar system
1.1.1 System selection
A metal facebar system, as shown in Figure 1.1 A, consists of asingle metallic bumper that decorates the front or rear end of avehicle and acts as the primary energy absorber in a collison.
The bumper regulations in the United States require passenger carsto withstand a 2.5 mph (4 km/h) impact at the curb position plus orminus two inches (50mm) with no visual damage and no damageto safety related items. The North American OEMs voluntarilydesign their passenger car bumpers to withstand a 5 mph (8km/h) impact with no visual damage and no damage to safetyitems. Current facebar systems can only withstand a 2.5 mph (4km/h) impact at the curb position plus or minus 2 inches (50mm)with no visual damage and no damage to safety items. For thisreason, the use of current facebar systems is restricted to lighttrucks, often to meet voluntary internal OEM design standards.The aesthetics of facebars match the styling trend for full sizevans, pickups and sport utilities. Thus, most facebars are presentlybeing applied to these vehicles.
If the voluntary internal OEM design standard for light truckbumpers were to rise to the 5 mph (8 km/h) voluntary passengercar standard, then the facebar systems used on full size vans, pickups and sport utilities would have to be redesigned. For thereason of weight, such redesigns would likely revert to systemsthat employ a reinforcing beam.

1-2
FIGURE 1.1COMMON BUMPER SYSTEMS
A.
B.
C.
D.
E.

1.1.3 Plastic fascia and reinforcing beam system
This system, as shown in Figure 1.1 B, consists of a plastic fasciaand a reinforcing beam that is fastened directly to the vehicle frameor motor compartment rails. It is primarily used for rear bumpersystems in passenger cars since the crash requirements are lesssevere and there is less need for mechanical energy absorbersand foam.
1.1.4 Plastic fascia, reinforcing beam and energy absorption system
Bumper systems with a plastic fascia, reinforcing beam and energyabsorption systems are the most common type of bumper systemin North America. They are used on both front and rear bumpersystems and readily meet the 5 mph (8 km/h) voluntary bumperstandard set by North American OEMs. While most passenger cars,SUVs, crossovers, and minivans, have this type of bumper system,the energy absorption method varies. The reinforcing beam alwaysabsorbs a significant amount of energy while additional energy canbe absorbed by mechanical energy absorbers (Fig. 1.1C), foam orhoneycomb (Fig. 1.1D), or both (Fig. 1.1E).
1.2 Bumper components
Bumper fascias (Figure 1.1) are designed to meet several requirements. They must be aerodynamic to control the flow of theair around the car and the amount of air entering the enginecompartment. They must be aesthetically pleasing to the consumer.Typical fascias are styled with many curves and ridges to givebumpers dimension and to distinguish vehicles from competingmodels. Another requirement of bumper fascias is that they be easyto manufacture and light in weight. Virtually all fascias are madefrom one of three materials: polypropylene, polyurethane orpolycarbonate.
1.2.1 Fascia
Energy absorbers (Figure 1.1) are designed to absorb a portion ofthe kinetic energy from a vehicle collision. Energy absorbers arevery effective in a low speed impact, where the bumper springsback to its original position. Energy absorber types include foam,honeycomb and mechanical devices. All foam and honeycombabsorbers are made from one of three materials: polypropylene,polyurethane or low-density polyethylene. Mechanical energyabsorbers, also referred to as crush cans, are metallic and some-times resemble shock absorbers. Although mechanical energyabsorbers have several times the weight of a foam energyabsorber, they are also capable of absorbing several times theenergy. Most front bumper systems use mechanical energyabsorbers due to higher energy absorption requirements.
1.2.2 Energy absorbers
1-3

Facebars (Figure 1.1) are usually stamped from steel with plasticor stainless steel trim to dress them up. Steel facebars, for formabilityreasons, are usually made from steels with a low to medium yieldstrength. Higher strength steels are being investigated for facebarsto reduce the thickness and weight. After stamping, steel facebarsare chrome plated or painted for appearance and corrosionprotection reasons.
1.2.3 Facebar
The reinforcing beams (Figure 1.1) are key components of thebumper systems that employ them. Reinforcement beams helpabsorb the kinetic energy from a collision and provide protection tothe rest of the vehicle. By staying intact during a collision, beamspreserve the frame. Design considerations for reinforcing beamsinclude strength, manufacturability, weight, recyclability and cost.
Steel reinforcing beams are usually roll formed or hot stampedusing ultra high-strength steel. Typical cross sections are shown inFigure 1.2. Roll formed beams are the most common but hotstamped beams have the lowest average mass of all steel bumpersystems and are becoming more popular as a result. The mostcommon cross section for roll formed beams is the B-section andthe most common sections for hot stamped beams are box andhat sections. Sometimes a stamped or roll formed face or backplate is welded to a roll formed or hot stamped C-section to createa boxed section. Additional reinforcements are sometimes weldedto reinforcing beams, such as pole protectors and bulkheads.
All steel reinforcing beams receive corrosion protection. Somebeams are made from hot-dip galvanized or electrogalvanizedsheet. The zinc coating on these products provides excellentcorrosion protection. Other beams are protected after fabricationwith a paint system such as E-coat. Since steel reinforcing beamsare becoming stronger and lighter with thinner gauges beingused, more beams are using both zinc coating and E-coating tomeet corrosion protection requirements.
1.2.4 Reinforcing beam
1-4

1.3 Types of bumper beams1.3.1 Steel Reinforcing Beams
Steel reinforcing beams are produced using the cold stamping, hot forming or roll forming processes. The tensile strength of cold stamped and roll formed beams ranges from 900-1500 MPa (130-218 ksi). The tensile strength of hot stamped beams, after heating and quenching, ranges from 1200-1400 MPa (174-203 ksi). All steel beams have an elastic modulus of 207,000 MPa (30,000 ksi). Steel reinforcing beams are protectedfrom corrosion by zinc coatings, aluminum coatings or electrocoatings. After mounting to a vehicle frame, reinforcingbeams are covered by cosmetic or energy absorbing fascias.
Steel facebars are typically cold stamped from low-carbon and high-strength steels having tensile strengths from 350-500 MPa (50-72 ksi) and an elastic modulus of 207,000 MPa (30,000 ksi). They are either chrome plated or painted for corrosion protectionand appearance before being mounted to a vehicle’s frame. Most facebars are dressed up with plastic trim.
There are two types of plastic beams — glass reinforced plastic or unreinforced plastic. Examples of glass reinforced plastic beams include polypropylene (compression molded), unsaturated polyester (compression molded) and polyurethane (reaction injection molded). Examples of unreinforced plastic beams include polycarbonate/polybutylene (injection or blow molded), polyethylene (blow molded) and polypropylene (blow molded). Plastic beams have tensile strengths up to 275 MPa (40 ksi) and flexural moduli up to 15,000 MPa (2,200 ksi).
Typically, aluminum beams are made by stretch or press formingextruded shapes made from the 6000 and 7000 aluminum series. After forming and heat treating, the beams have tensile strengths up to 550 MPa (80 ksi) and an elastic modulus of 69,000 MPa (10,000 ksi).
1.3.2 Steel Facebars
1.3.3 Plastic Reinforcing Beams
1.3.4 Aluminum Reinforcing Beams
1-5

1-6
FIGURE 1.2COMMON REINFORCING BEAM CROSS SECTIONS
Roll Formed ‘B’ Section
Hat Section Welded
to Face or Back Plate
Hat SectionRoll Formed Box Section
Roll Formed ‘C’
Channel Section

2. Steel materials
Flat rolled steels are versatile materials. They provide strength andstiffness with favorable mass-to-cost ratios, and they allow highspeed fabrication. In addition, they offer excellent corrosion resistance when coated, high energy absorption capacity, goodfatigue properties, high working hardening rates, aging capability,excellent paintability, and complete recyclability. These characteristics,plus the availability of high-strength and ultra high-strength steels,have made sheet steel the material of choice in the automotiveindustry.
Numerous steel types and grades offer designers a wide choice forany given application. Bumper steels with elongations up to 50%facilitate forming operations. Bumper steels with tensile strengthsover 1900 MPa (280 ksi) facilitate mass reduction.
Low-carbon steels have excellent ductility. They are widely usedfor body and underbody components that are formed by stamping,roll forming or hydroforming. However, in order to reduce component mass, low-carbon steels are gradually being replacedby steels of greater strength. As the name implies, dent resistantsteels are commonly used for body panels such as quarter, doorand hood. Their relatively low as-received yield strength facilitatesforming. Cold work of forming and bake hardening during theautomotive paint cycle increase their yield strength and dent resistance. Microalloy steels usually have less ductility than low-carbon and dent resistant steels. However, they can be suppliedwith the necessary ductility to produce most automotive parts.Carbon-Boron steel has good formability and high yield strengthafter heat treating. Dual phase steel also offers good formability. Itsstrength increases significantly through cold work during the fabrication process. Recovery annealed and martensitic steels haveultra high yield strengths. However, their formability limits their useto roll formed sections and less severe stampings. Stainless steelsoffer excellent corrosion resistance, excellent formability and highyield strength.
2-1
2.1 Introduction

The steel grades that are commonly used for facebars are shown withtheir typical properties in Table 2.1. Most facebars are made from high-strength steel [minimum yield strength higher than 240 MPa (35 ksi)].Although dual phase steels are not listed in Table 2.1, successful trialshave been completed and facebars are expected to switch over to thisgrade for mass reduction.
For comparative purposes, Table 2.1 also includes similar SAE grades.The Society of Automotive Engineers (SAE) designates SAE steelgrades. These are four digit numbers which represent chemical composition standards for steel specifications. It is important to notethat the similar SAE grades are not equivalent grades. That is, there areminor differences between the SAE grades and the common grades towhich they are similar. The differences might be significant in someapplications. Some OEM’s specify grades that can be proprietary innature.
Facebars, due to their depth of draw and complex shape, are produced by the stamping process. Steels of high formability arerequired and all of the grades shown in Table 2.1 can be supplied tomeet the demanding requirements of a facebar stamping. Facebars areeither powder coated, painted or chrome plated and a high-qualitysurface is required on the steel sheet. In addition, the majority ofthe sheet steel used for plated facebars is flat polished prior to thestamping operation.
The steel grades that are commonly used for brackets, supports andreinforcing beams, are shown with their typical properties in Table 2.2.Most reinforcing beams are made from ultra high-strength steel [minimum tensile strength greater than 550 MPa (80 ksi)].
For comparative purposes, Table 2.2 also includes similar SAE grades.It is important to note that the similar SAE grades are not equivalentgrades. That is, there are minor differences between the SAE gradesand the common grades they are similar to. The differences might besignificant in some applications.
All of the high-strength steel grades in Table 2.2 can be supplied withsufficient formability for the production of stamped brackets, supportsand reinforcing beams. They can also be readily roll formed into reinforcing beams.
Generally speaking, the ultra high-strength steel grades in Table 2.2have less formability than the high-strength grades listed. However,they offer significant weight reduction opportunities and are commonly used for less severe stampings and roll formed reinforcingbeams. Grades 120XF and 135XF have sufficient ductility to producestampings, including reinforcing beams, provided the amount of drawis minimal. Grade 140T has a relatively low as-delivered yield strength,which facilitates stamping and roll forming operations. An advantageof this grade is the fact it work-hardens significantly during forming. Infact, the yield strength after forming approaches 965 MPa (140 ksi).Thus, 140T offers sufficient formability to produce roll formed beamswith a large sweep and it provides high yield strength in the finishedpart. Grades 140XF and M130HT through M250HT have low formabilityand their use is generally restricted to roll formed reinforcing beamssince roll forming is a process of gradual bending without drawing.The Carbon-Boron grades can be used to produce complex partsthrough the hot stamping process. After quenching, the parts haveyield strengths up to 1300 MPa (190 ksi) and tensile strengths up to2000 MPa (290 ksi). The stainless steel grades are readily stamped orroll formed. Their excellent corrosion resistance eliminates the needfor protective coatings.
2.2 Typical properties of steel grades for facebars
2-2
2.3 Typical properties of steel grades for brackets, supports and reinforcing beams

EAS RALIMISLACIPYTLACIPYTLACIPYTLACIPYTNOITPIRCSEDEDARGLAIRETAM
EDARG"n"GNOLE ELISNETDLEIY NOMMOC(EULAV)%(HTGNERTSHTGNERTS)EMAN
)isk( aPM)isk( aPM
0101 304J91.053)0.65( 683)0.93( 962nobrac-woL0101/8001RH2 edarG 9232J71.053)0.95( 704)0.84( 133yollaorciMFLX53RH
X043 0432J71.013)6.96( 084)5.85( 304yollaorciMFLX05RHX083 0432J61.092)2.37( 505)7.36( 934yollaorciMFLX55RHX024 0432J51.072)0.77( 135)9.86( 574yollaorciMFLX06RHX094 0432J31.062)0.78( 006)5.67( 725yollaorciMFLX07RHX055 0432J21.022)6.79( 376)1.58( 785yollaorciMFLX08RH
0101 304J02.053)0.84( 133)9.24( 692nobrac-woL0101/8001RCA012 0432J02.004)2.25( 063)9.13( 022tnatsiser tneD012RDRC
2 edarG 9232J71.053)0.85( 004)3.14( 582yollaorciMFLX53RCX003 0432J61.033)6.16( 524)7.54( 513yollaorciMFLX04RCX043 0432J51.082)9.86( 574)5.45( 673yollaorciMFLX05RCX083 0432J41.072)7.27( 105)6.06( 814yollaorciMFLX55RCX024 0432J41.062)5.67( 725)5.66( 954yollaorciMFLX06RCX094 0432J21.002)1.98( 416)8.67( 035yollaorciMFLX07RCX055 0432J80.091)0.001( 096)8.58( 295yollaorciMFLX08RC
00103S 504J54.006)0.011( 857)04( 672citinetsuA103TSS00402S 504J44.095)0.001( 986)8.35( 073citinetsuA402TSS
TABLE 2.1STEEL GRADES FOR POWDER COATED, PAINTED & CHROME PLATED FACEBARS
TYPICAL PROPERTIES AS-SHIPPED FROM THE STEEL MILL
NOTES:
HR Hot rolled sheet
CR Cold rolled sheet
1008/1010 Low-carbon commercial quality (CQ). Mechanical properties are not certified.
DR Dent resistant quality. Strength increases due to work hardening during forming.Designation number (e.g. 210) is minimum yield strength in MPa.
XLF Microalloy quality. Strength is obtained through small quantities of alloying elements such as vanadium and niobium. Designation number (e.g. 50) is minimum yield strength in ksi.
SS Stainless steel
2-3

( )
480 (69.6) 31 0.17 J2340 340X 505 (73.2) 29 0.16 J2340 380X 531 (77.0) 27 0.15 J2340 420X 600 (87.0) 26 0.13 J2340 490X 673 (97.6) 22 0.12 J2340 550X
475 (68.9) 28 0.15 J2340 340X 501 (72.7) 27 0.14 J2340 380X 527 (76.5) 26 0.14 J2340 420X 614 (89.1) 20 0.12 J2340 490X 690 (100.0) 19 0.08 J2340 550X
453 (65.7) 30 0.17 J2340 340X 492 (71.4) 28 0.16 J2340 380X 531 (77.0) 26 0.15 J2340 420X 662 (96.0) 15 0.11 J2340 550X
480 (69.6) 18 N/A J403 10B21
500 (72.5) 27 N/A J403 15B21 500 (72.5) 27 N/A J403 15B24
A 500 (72.5) 27 N/A J403 15B21
883 (128) 12 N/A J2340 830R 985 (143) 7.0 N/A --
C 1028 (149) 5.6 N/A --
889 (129) 11 N/A J2340 700R
1055 (153) 5.4 N/A J2340 900M 1179 (171) 5.1 N/A J2340 1100M 1420 (206) 5.1 N/A J2340 1300M 1627 (236) 4.7 N/A J23401500M
1055 (153) 5.4 N/A J2340 900M 1179 (171) 5.1 N/A J2340 1100M 1420 (206) 5.1 N/A J2340 1300M 1627 (236) 4.7 N/A J23401500M
862 (125) 25 0.25 J405 S30100 1193 (173) 25 0.22 J405 S20400
1034 (150)634 (92)834 (121)
132418
N/AN/AN/A
J2340 950DL––
TABLE 2.2STEEL GRADES FOR BRACKETS, SUPPORTS AND REINFORCING BEAMS
TYPICAL PROPERTIES AS-SHIPPED FROM THE STEEL MILL
NOTES:
HR Hot rolled sheet
CR Cold rolled sheet
HDG (CR) Hot-dip galvanized (cold rolled base) sheet
EG (CR) Electrogalvanized (cold rolled base) sheet
Aluminized (CR) Hot dip aluminized (cold rolled base) sheet
SS Stainless steel
XLF Microalloy quality. Strength is obtained through small quantities of alloying elements such as vanadium and niobium. Designation number (e.g. 50) is mimimum yield strength in ksi.
..B..(M) Carbon-Boron quality (Modified). Properties are for the steel as-shipped from the steel mill. Strengthis achieved through heating and quenching. After quenching, the yield strength is about 1140 MPa(165ksi)
..B.. Carbon-Boron quality. Properties are for the steel as-shipped from the steel mill. Strength is achievedthrough heating and quenching. After quenching, the yield strength is about 1140 MPa (165ksi)
XF Recovery annealed quality. Strength is achieved primarily through cold work during cold rolling atthe steel mill. Designation number (e.g. 120) is minimum yield strength in ksi.
140T Dual phase quality. Structure contains martensite in ferrite matrix. Properties are for the steel as-shipped from the steel mill. Designation number (e.g. 140) is the minimum tensile strength in ksi.
M...HT Martensitic quality. Strength is determined by carbon content. Designation number (e.g. 130) is theminimum tensile strength in ksi.
N/A Not applicable. The Carbon-Boron steels listed are intended for hot forming. The RecoveryAnnealed and Martensitic steels are primarily used in roll forming operations. However, they may beused for stampings provided the amount of draw is minimal. The “n” value for dual phase steels isvery dependent on the range over which it is calculated.
2-4
TYPICAL TYPICAL TYPICAL SIMILAR SAE ( TENSILE ELONG "n" GRADE
N STRENGTH (%) VALUEM MPa (ksi)
( )
403 (58.5) 439 (63.7) 475 (68.9) 527 (76.5) 587 (85.1)
376 (54.5) 418 (60.6) 459 (66.5) 530 (76.8) 592 (85.8)
379 (54.9) 415 (60.2) 452 (65.5) 641 (93.0)
320 (46.4)
330 (47.9) 330 (47.9)
330 (47.9)
869 (126) 969 (141) 1010 (147)
876 (127)
923 (134) 1020 (148) 1214 (176) 1420 (206)
923 (134) 1020 (148) 1214 (176) 1420 (206)
517 (75) 779 (113)
634 (92)371 (54)518 (75)
HIGH-STRENGTH STEEL GRADES
HR 50XLF Microalloy 403 HR 55XLF Microalloy 439 HR 60XLF Microalloy 475 HR 70XLF Microalloy 527 HR 80XLF Microalloy 587
CR 50XLF Microalloy 376 CR 55XLF Microalloy 418 CR 60XLF Microalloy 459 CR 70XLF Microalloy 530 CR 80XLF Microalloy 592
HDG (CR) 50XLF Microalloy 379 HDG (CR) 55XLF Microalloy 415 HDG (CR) 60XLF Microalloy 452 HDG (CR) 80XLF Microalloy 641
ULTRA HIGH-STRENGTH STEEL GRADES HR 10B21(M) Carbon-Boron
CR 15B21(M) Carbon-Boron CR 15B24 Carbon-Boron
Aluminized (CR) 15B21(M) Carbon-Boron
CR 120XF Recovery Annealed 8 CR 135XF Recovery Annealed 9 CR 140XF Recovery Annealed 1
HDG (CR) 120XF Recovery Annealed 8
CR M130HT Martensitic CR M160HT Martensitic CR M190HT Martensitic CR M220HT Martensitic
EG (CR) M130HT Martensitic EG (CR) M160HT Martensitic EG (CR) M190HT Martensitic EG (CR) M220HT Martensitic
SS T301 1/4 Hard Condition SS T204 20% Cold Worked 7
CRCRCR
140T590T780T
Dual PhaseDual PhaseDual Phase
TYPICAL TYPICAL TYPICAL TYPICAL SIMILAR SAE ( YIELD TENSILE ELONG "n" GRADE
N STRENGTH STRENGTH (%) VALUEMPa (ksi) MPa (ksi)
H
MATERIAL GRADE DESCRIPTION TYPICAL TYPICAL TYPICAL TYPICAL SIMILAR SAE (
GRADE DESCRIPTION TYPICAL TYPICAL TYPICAL TYPICAL SIMILAR SAE (COMMON YIELD TENSILE ELONG "n" GRADE
NAME) STRENGTH STRENGTH (%) VALUEM
DESCRIPTION TYPICAL TYPICAL TYPICAL TYPICAL SIMILAR SAE (

AHSS (advanced high-strength steel) Guidelines published byWorld Auto Steel (www.worldautosteel.org) (Reference 2.2) provide a comparison between the various families of steel products in the form of tensile strength versus percent total elongation(Figure 2.1). The latter is a good measure of the formability foreach material class. Each bubble in the graph represents the typical properties of all steel products in each category of steels, asproduced by most of the major steel makers around the world.The steel grades shown in the bubbles are:• IF (interstitial free) products• IS (isotropic) products• Mild (mild steel) products• BH (bake hardenable) products• CMn (carbon-manganese and carbon-boron) products• HSLA (high-strength low-alloy) products• TRIP (transformation induced plasticity) products• DP, CP (dual phase, complex phase) products• AUST. SS (austenitic stainless steel) • MART (martensitic) products• Boron (hot stamped steel)• L-IP (liquid-induced plasticity)• TWIP (twinning-induced plasticity)
The above bubbles may be placed into four groups: ConventionalHSS (high-strength steel), Stainless Steels, AHSS (advanced high-strength steel), and UHSS (ultra high-strength steel). A fifth group,3rd Generation AHSS, is expected to emerge in the near future,offering ultra high-strengths with higher elongation.
2.5 Elongation versus tensile strength
2-5
2.4 FutureSteelVehicle Materials Portfolio for Automotive ApplicationsThe Future Steel Vehicle (FSV) materials portfolio (Reference 2.1)summarizes steel grades considered in the design of FSV. All arecommercially available now or will be in the near future. TheAHSS family of products in the portfolio provides a key role forfuture automotive applications. The combination of new designtechnologies along with emerging steel grades and advanced steelprocessing technologies enable optimal component and vehiclelightweighting. AHSS grade development has been driven by theneed to achieve better performance in crash energy managementwith material gauge reduction and subsequent lower mass.
Tables 2.3 and Table 2.4 show the steel grades and their generalizedproperties available for future steel vehicle design including facebars,brackets, supports, and reinforcing beams. There are currently sufficientworldwide steel products available globally from steel producers tomeet demand.
Detailed information about AHSS grades is available in theWorldAutoSteel AHSS Applications Guidelines document online athttp://www.worldautosteel.org.

It is clear from the graph that most of the traditional steel productsobey an inverse relationship between strength and ductility.Bucking this trend are the dual phase and complex phase familiesof steel products. These products, although available for at leasttwenty-five years, have just recently attracted the attention theydeserve for their excellent combination of higher strength and verygood ductility, making them suitable for energy-absorption applications. Carrying this concept a step further are the TRIP(TRansformation Induced Plasticity) steels. Although the principlesunderlying these steel products were available and understood atleast thirty years ago, only now are these steels becoming availablefor automotive body applications. TRIP steels provide furtherenhanced potential for energy absorption at thinner gauges, thusmaking it possible for a vehicle structure to provide improved safety at lower mass.
The above data are all based on tensile properties obtained fromundeformed materials. In actual service the steel sheets arestrained during fabrication, which is known to increase theirstrength and decrease their ductility. Many of the formed parts arealso subsequently painted and baked to cure the paint. Althoughnot all steels respond to the straining and baking process many ofthem do. Key among them are the so-called Bake Hardening (BH),Dual Phase (DP) and TRIP steels. Figure 2.2 shows the yieldstrength increase from straining and baking for several steel grades.This has no significant effect on forming of the steel but it can certainly affect its performance in service. The effect is usuallybeneficial as straining and baking increase the stress levels at whichpermanent deformation begins.
2.6 Elongation versus after-fabrication yield strength
2-6
2.5 Elongation versus tensile strength (continued)

2-7
TABLE 2.3FSV MATERIALS PORTFOLIO

TABLE 2.4FSV MATERIALS PORTFILIO (Continued)
2-8

FIGURE 2.1ELONGATION VERSUS TENSILE STRENGTH
2-9
0 300 600 900 1200 2000
Tensile Strength (MPa)
*See Page 2-11 for MnB

2-10
FIGURE 2.2INCREASE IN YIELD STRENGTH THROUGH WORK HARDENING (WH)
AND BAKE HARDENING (BH)

2-11
2.7 Elongation versus tensile strength for hot-formed steelThe implementation of press-hardened applications and the utilizationof hardenable steels are promising alternatives for optimized partgeometries with complex shapes and no springback issues. Hotstamped or press hardened steels typically use blanks that are heated up, formed in a press and rapidly cooled. Hot Formed (HF)steel is typically boron-based, containing 0.002-0.005 percentboron, and is usually referred to as “boron steel.” (Reference 2.3)The processes used to produce boron steel bestow a unique combination of properties. “Direct hot-forming” may be used todeform the blank in the austenitic state (at high temperatures) or“indirect hot-forming” may be used to heat and finish the piece aftermost forming is completed at room temperature. In either case, thesteel undergoes a series of transitions in elongation and strength (asshown in Figure 2.3 below), finishing with a rapid cooling toachieve the final desired mechanical properties.
Figure 2.3: Boron steel property transitions in direct hot formingprocess.1: Initial, room temperature state where the steel is blanked.2: Raised temperature state prior to forming.3: Final strength-elongation achieved after forming and rapid cooling.
In direct hot-forming, the boron-based steel is blanked at roomtemperature and then heated to high enough temperature for austenization. The steel is then formed while hot and quenched inthe forming tool, developing the martensitic microstructure. Somespecial post-forming work may be required to finish the pieces,which are exceptionally high-strength. For indirect-hot forming, thesteel is blanked and pre-formed at room temperature. The part isthen heated and forming is completed while the steel is in this lowstrength, high elongation state. A final quench in the die producesthe final properties and shape.
Parts made from boron steel benefit from several material advantages,including ultra high-strength and improved (reduced) springback.The part remains in the die through the cooling phase, and so spring-back is virtually nonexistent. The use of hot formed boron steel isgrowing rapidly due to its ultra high-strength and good formingproperties.

More recently, consideration was given to the impact of the rate ofstraining of a particular material or component on its performance.Since steel is a strain rate sensitive material, its yield and tensilestrength increases as the loading rate increases. This provides further benefits in its ability to sustain and absorb higher loads andhigher input energy, such as in the case of deformation of abumper or other structural component. Again, this is not a newdiscovery but it was only through the introduction of the advancedvehicle concepts phase of the ULSAB (UltraLight Steel Auto Body) development that this benefit of steel began to be introduced instructural design of automobile components. Considerable effortwas then expended in various laboratories around the world togenerate tensile data at straining rates ranging from quasi-static (10-3 s-1) to 103 s-1 for many of the above steel grades. The effectof the higher strain rate on the strength and ductility for TRIP 600and DP 600 steels is provided in Figures 2.4 and 2.5, respectively.The data for these steels and other products of interest for bumperconstruction are available from many steel producers and can bemade available for use in the design of bumpers and other energy-absorbing components.
2.8 Yield strength versus strain rate
2-12
Use of the tensile properties of steels at higher rates of loading hasbegun in automotive design and is expected to be universally usedas more data for more steel grades become available and as automotive designers become more comfortable with the reliabilityof this data.

2-13
FIGURE 2.4STRESS VERSUS STRAIN AT DIFFERENT STRAIN RATES FOR TRIP 600.
THE DATA AT 1000 s-1 WERE OBTAINED USING THE SPLIT HOPKINSON BAR (SHB) METHOD
FIGURE 2.5STRESS VERSUS STRAIN AT DIFFERENT STRAIN RATES FOR DP 600.
THE DATA AT 1000 s-1 WERE OBTAINED USING THE SPLIT HOPKINSON BAR (SHB) METHOD

Sheet steel is a complex product and there are many methodsused to describe it. The following descriptors are often associatedwith automotive sheet steel:
a) Type Chemical composition, microstructure processing method or end use are all used to describe the type of steel. Examples include low-carbon, dent resistant, microalloy, high-strength low alloy, recovery annealed, dual phase, bainitic and martensitic sheet.
b) Grade Physical properties such as yield strength, tensile strength or elongation are used to denote a grade. Examples include 180 MPa minimum yield strength and 1500 MPa minimum tensile strength.
c) Steel Product The final process that steel receives before shipment from a steel mill is often used to describe a steel product. Examples include hot rolled, cold rolled and coated sheet.
d) Metallic Coating The process used to apply a metallic coating or the type of metal in the metallic coating are used to describe steel. Examples include hot-dip galvanized, electrogalvanized and zinc coated sheet.
e) Surface Condition Surface smoothness is used to describe sheet steel. Examples are exposed, semi-exposed or unexposed body sheet.
In practice, when specifying sheet steel, most (if not all) of theabove descriptors are required to fully describe the desired steelproduct. Published documents, such as those of the Society ofAutomotive Engineers (SAE) greatly facilitate the correct specification of sheet steel. In this context, the relevant SAE documents are:
• Categorization and Properties of Low-Carbon Automotive Sheet Steels, SAE J2329 (Reference 2.5)
• Categorization and Properties of Dent Resistant, high-strength and Ultra high-strength Automotive Sheet Steel, SAE J2340 (Reference 6.4)
• Selection of Galvanized (Hot Dipped and Electrodeposited) Steel Sheet, SAE J1562 (Reference 2.6)
• Chemical Compositions of SAE Carbon Steels, SAE J403 (Reference 2.7)
• Chemical Compositions of SAE Wrought Stainless Steels, SAE J405 (Reference 2.8)
2.9 Sheet steel descriptors
2-14

This SAE Recommended Practice furnishes a categorization procedure to aid in selecting low-carbon sheet steel. The systememploys four characters. The first two alphabetic charactersdenote hot rolled (HR) or cold rolled (CR) method of manufacture.The third character defines grade (one through five) based on yieldstrength range, minimum tensile strength, minimum percent elongation, minimum rm value, and minimum n-value.
The fourth alphabetic character (E,U,R,F,N or M) classifies the steeltype with regards to surface quality and/or aging character. Anoptional fifth character may be used to restrict carbon content to aminimum of 0.015%. If the sheet steel is a metallic coated product, then the E-coating would be specified in accordance withSAE J1562 (see Section 2.10).
Examples of typical specification and ordering descriptions forautomotive sheet steel are given in Section 2.13.
There are five grades of cold rolled sheet and three grades of hotrolled sheet. Mechanical properties are shown in Tables 2.5 and 2.6, while chemical composition is shown in Table 2.7 (page 2-26).
There are two types of cold rolled sheet, either in the bare or coated condition:
• E Exposed. Intended for critical exposed applications where painted surface appearance is of primary importance.
• U Unexposed. Intended for unexposed applications.
There are four types of hot rolled sheet, either bare or in the metallic coated condition:
• R A coiled product straight off the hot mill, typically known as hot roll black band.
• F A processed product in coils or cut lengths. The product may be susceptible to aging and coil breaks.
• N A processed product in coils or cut lengths. The product is non-aging at room temperature but is susceptible to coil breaks.
• M A processed product in coils or cut lengths. This product is non-aging at room temperature and free from coil breaks.
When specifying a hot rolled sheet, the surface condition shouldalso be indicated (E or U as per Section 2.8.2).
2.10 SAE J2329 Low-carbon sheet steel
2-15
2.10.1 Steel grade
2.10.2 Types of cold rolled sheet
2.10.3 Types of hot rolled sheet

This SAE Recommended Practice defines mechanical properties fordent resistant, high-strength and ultra high-strength sheet steel. Theproperties for dent resistant steels are shown in Table 2.8, the properties for high-strength steels in Tables 2.9 and 2.10, and theproperties for ultra high-strength steels in Table 2.11 (page 2-28).
It should be noted that the yield and tensile strength values for theultra high-strength steels covered by J2340 (Table 2.11) are thosecommonly used in Europe. For example, J2340 and Europe use values such as 600, 800, 1000 and 1200. On the other hand, values such as 590, 780, 980 and 1180 are widely used in NorthAmerica and Japan. Currently, SAE’s Iron and Steel TechnicalCommittee is revising J2340 to cover ultra high-strength steelgrades widely used not only in Europe but also in North Americaand Japan.
SAE J2340 also furnishes a categorization procedure to aid inselecting dent resistant, high-strength and ultra high-strength steels.The system employs several characters:
• The first two characters denote hot rolled (HR) or cold rolled (CR) method of manufacture.
• The next three or four characters denote the grade of steel. Minimum yield strength in MPa is used for dent resistant and high-strength steels and minimum tensile strength in MPa is used for ultra high-strength steels. Refer to Tables 2.8 - 2.11. The final set of characters denotes the steel type. Refer to Section 2.9.2.
If the sheet steel is a metallic coated product, then the E-coatingwould be specified in accordance with SAE J1562 (see Section2.10).
Examples of typical specification and ordering descriptions forautomotive sheet are given in Section 2.13.
In Tables 2.8, 2.9 and 2.10 (dent resistant and high-strength steels)grade is the minimum yield strength in MPa. In Table 2.11, (ultrahigh-strength steels) grade is the minimum tensile strength in MPa.
2.11 SAE J2340 Dent resistant, high-strength and ultra high-strength sheet steel
2-16
2.11.1 Steel grade

In Tables 2.6 to 2.9, type is defined by one or two letters as follows:
• A A non-bake hardenable dent resistant steel in which increase in yield strength due to work hardening results from strain during forming.
• B A bake hardenable dent resistant steel in which increase in yield strength due to work hardening results from strain during forming and an additional increase in yield strength that occurs during the paint-baking process.
• AT, BT These types are similar to Types A and B respectively, except that the steel is interstitial free.
• S A high-strength steel, which is solution strengthened using C and Mn in combination with P or Si.
• X A high-strength steel typically referred to as HSLA. It is alloyed with carbide and nitride forming elements (commonly Nb (Cb), Ti and V) in combination with C, Mn, P and Si.
• Y A high-strength steel similar to Type X, except the spread between the minimum yield and tensile strengths is larger (100 MPa versus 70 MPa).
• SF,XF,YF These types are similar to types S, X and Y respectively, except they are sulphide inclusion controlled.
• R A high-strength steel that has been recovery annealed or stress-relief annealed. Its strength is primarily achieved through cold work during cold rolling at the steel mill.
• DL A dual phase ultra high-strength steel. Its microstructure is comprised of ferrite and martensite. The strength level is dictated by the volume of low-carbon martensite. DL dual phase has a low ratio of yield-to-tensile strength (less than or equal to 0.7).
• DH A dual phase ultra high-strength steel similar to Type DL, except it has a high ratio of yield to tensile strength (greater than 0.7).
• M A martensitic ultra high-strength steel whose carbon content determines the strength level.
The steels in Tables 2.8 to 2.11 can be specified as either hot rolledsheet or cold rolled sheet in either the bare or metallic coated condition. Hot-dipped or electrogalvanized coated sheets are covered by SAE J1562 (Section 2.12). All of the steels shown inTables 2.8 to 2.11 may not be commercially available in all types ofcoatings. Consult your steel supplier. Also, hot rolled sheet for thesteels shown in Tables 2.8 to 2.11 may not be commercially available in thicknesses below 1.5-2.5 mm. Again, consult yoursteel supplier.
2-17
2.11.2 Steel type
2.11.3 Hot rolled, cold reduced and metallic coated sheet

2.12 SAE J1562 Zinc and zinc-alloy coated sheet steel
Cold reduced and metallic coated sheet steel is available in threesurface conditions:
• E Exposed. Intended for critical exposed applications where painted surface appearance is of primary importance.
• U Unexposed. Intended for unexposed applications.• Z Semi-exposed. Intended for non-critical exposed
applications.
Four conditions of hot rolled sheet are available:
• P A coiled product straight off the hot mill, typically known as hot roll black band.
• W A processed product in coils or cut lengths. The product may be susceptible to aging.
• N A processed product in coils or cut lengths. The mechanical properties do not deteriorate at room temperature.
• V A processed product in coils or cut lengths. The mechanical properties do not deteriorate at room temperature. The product is free of coil breaks.
When specifying a hot rolled sheet, the desired surface conditionshould also be indicated (E,U or Z as per Section 2.11.4).
This SAE Recommended Practice defines preferred product characteristics for galvanized coatings applied to sheet steel. A galvanized coating is defined as a zinc or zinc-alloy metallic coating.
Two generic processes for metallic coated sheets are currentlyused in the automotive industry:
•Hot-dip process. A coil of sheet steel is passed continuously through a molten metal bath. Upon emergence from the bath, the molten metal coating mass is controlled by air (or other gas) knives or mechanical wipers before the coating solidifies. This process produces a sheet with a coating on two sides.
• Electrodeposition process. This continuous coating process uses cells in which the metallic coating is electrodeposited on a coil of sheet steel. This process can produce a sheet with a coating on either one or two sides.
2-18
2.11.4 Surface conditions for cold reduced and metallic coated sheet
2.11.5 Conditions for hot rolled sheet
2.12.1 Galvanizing processes

The types of commercially produced metallic coatings include:• Hot-dip galvanized. Essentially a pure zinc coating applied by the hot-dip galvanizing process.
• Electrogalvanized. Essentially a pure zinc coating applied by the electrodeposition galvanizing process.
• Galvannealed. A zinc-iron alloy coating applied by the hot-dip galvanizing process. The coating typically contains 8-12% iron by weight.
• Alloy. Aluminum-zinc silicon alloy (55%, 43% and 2% by weight respectively) and zinc-aluminum alloy (5% aluminum by weight) coatings are applied by the hot-dip galvanizing process. Zinc-iron alloy (<20% iron by weight) and zinc-nickel (<20% nickel by weight) coatings are applied by the electrodeposition process.
Zinc coated sheet (hot-dip galvanized and electrogalvanized) offerssuperior corrosion resistance. Through sacrificial electrochemicalaction, zinc coatings protect bare (cut) edges. Galvanneal, due toits lighter zinc content, has less corrosion resistance than pure zinccoatings. However, its iron content provides enhanced spot weldability and paintability. Hot-dip galvanized, electrogalvanizedand galvanneal are, by far, the most commonly used coatings forvehicle components. Zinc-aluminum and zinc-nickel coatings haveniche applications. For example, zinc-aluminum alloy offersimproved corrosion resistance to acids; hence, it is often used formufflers.
Coating mass is expressed in g/m2. The approximate thickness ofa coating in microns = g/m2 x 0.14. The approximate thickness ofa coating in mils = g/m2 x 0.006. The heavier the coating mass,the greater the corrosion resistance of a metallic coated sheet.However, spot weldability decreases with an increase in coatingmass.
Three surface qualities may be specified:
• Exposed • Semi-exposed• Unexposed
The thickness of metallic coated sheet steel is determined by measuring, as a single unit, the combination of the base sheet steeland all metallic coatings.
2.12.2 Types of coatings
2.12.3 Coating mass
2.12.4 Surface quality
2.12.5 Coated sheet thickness
2-19

SAE J2329 uses a nine-character designation system to identify thegalvanizing process, the E-coating type and mass of each side ofthe sheet and surface quality.
• The first and second characters denote the galvanizing process:
HD = hot-dip galvanizedEG = electrogalvanized (electrodeposition)
• The third and fourth characters denote the coating mass of the unexposed side in accordance with Table 2.12 (page 2-30).
• The fifth character denotes the E-coating type of the unexposed side:
G = pure zincA = zinc-ironN = zinc-nickelX = other than G, A or N
• The sixth and seventh characters denote the E-coating mass of the exposed side in accordance with Table 2.12
• The eighth character denotes the E-coating type of the exposed side:
G = pure zincA = zinc-ironN = zinc-nickelX = other than G, A or N
• The ninth character denotes surface quality:
E = ExposedZ = Semi-exposedU = Unexposed
Examples of typical specification and ordering descriptions forautomotive sheet steel are given in Section 2.15.
This SAE Recommended Practice provides chemical compositionranges for carbon steels supplied to certified chemical compositionrather than to certified mechanical properties. SAE J403 uses afour or five character system to designate steel grade:
• The first two characters are the number “10”, which indicate that the grade is carbon steel.
• The last two characters represent the nominal carbon content of the grade in points of carbon. One point of carbon is 0.01% carbon by weight. Five points would be shown as “05”, fifteen points as “15”, etc.
• If boron is added to a carbon steel to improve hardenability, the letter “B” is inserted between the first two characters and the last two characters.
Examples of typical specification and ordering descriptions forautomotive sheet are given in Section 2.15.
2.12.6 Coating designations
2-20
2.13 SAE J403 Carbon steel chemical compositions

SAE J403 provides compositions for carbon grade sheet steels.Table 2.13 (page 2-30) shows the compositions for grades 1006through 1025. SAE J403 provides compositions for grades 1006through 1095. However, grades above 1025 have relatively lowformability and weldability due to their relatively high carbon content. Thus, grades above 1025 are seldom used for automotivesheet applications.
It is important to note that sheet steels specified or ordered to SAEJ403 are not supplied with certified mechanical properties. If certified mechanical properties are required, automotive sheetsteel should be specified or ordered in accordance with SAE J2329(Section 2.10) or SAE J2340 (Section 2.11).
The addition of boron to carbon sheet steel improves its hardenability. For this reason, boron sheet steel is an ideal materialfor hot stampings. As an example, 10B21 (Modified) is used forhot stamped bumper reinforcing beams. As received, this steel hasa yield strength in the range 345-515 MPa. Following hot stampingand quenching in liquid-cooled dies, the yield strength is raised toabout 1140 MPa.
Currently, SAE’s Iron and Steel Technical Committee is revisingJ403 to more appropriately cover sheet steel used for hot stampings.
This SAE Standard provides chemical composition requirements forwrought stainless steels supplied to chemical composition ratherthan to certified mechanical properties. The standard uses threeseries to designate stainless steel grades: S20000, S30000 andS40000. S20000 designates nickel-chromium-manganese, corrosion resistant types that are nonhardenable by thermal treatment. S30000 designates nickel-chromium, corrosion resistantsteels, nonhardenable by thermal treatment. S40000 includes botha hardenable, martensitic-chromium steel and nonhardenable, ferritic-chromium steel.
Table 2.14 (page 2-30) shows the chemical compositions for twostainless steel grades that are appropriate not only for bumperfacebars but also for bumper reinforcing beams.
2.13.1 Carbon sheet steel
2.13.2 Boron sheet steel
2-21
2.14 SAE J405 Wrought stainless steels

2-22
2.15 SAE Specification and ordering descriptions
The following examples represent typical specification and ordering descriptions for automotive sheet steel:
a) SAE J2329 CR2E Cold rolled sheet steel, grade 2 (Tables 2.5 & 2.7), exposed surface condition.
b) SAE J2329 HR3MU Hot rolled sheet steel, grade 3 (Tables 2.6 & 2.7), non-aging at room temperature and free from coil breaks, unexposed surface condition.
c) SAE J2329 CR4C EG60G60GE Cold rolled sheet steel, grade 4 (Tables 2.5 & 2.7), minimum carbon 0.015%, each side electrogalvanized coated to 60g/m2, critical exposed surface condition.
d) SAE J2329 HR2M 45A45AU Hot rolled sheet steel, grade 2 (Tables 2.6 & 2.7), non-aging at room temperature and free from coil breaks, each side galvannealed coated to 45g/m2, unexposed surface condition.
e) SAE J2340 CR 180A Cold reduced sheet steel, grade HD70G70GZ 180 non-bake hardenable dent
resistant (Table 2.8), each side hot-dip galvanized coated to 70g/m2, semi-exposed surface condition.
f) SAE J2340 CR 250B Cold reduced sheet steel, grade EG70G70GE 250 bake hardenable dent
resistant (Table 2.8), each side electrogalvanized coated to 70g/m2, critical exposed surface condition.
g) SAE J2340 HR 340XU Hot rolled sheet steel, grade 340 high-strength low-alloy (Table 2.9), unexposed surface condition.
h) SAE J2340 CR 1300MU Cold reduced sheet steel, grade 1300 ultra high-strength martensitic (Table 2.11), unexposed surface condition.
i) SAE J1562 EG70G70GE Electrogalvanized sheet having a 70 g/m2 minimum zinc coating (Table 2.12) on each side for an exposed application.

2-23
j) SAE J1562 HD70G20AE Hot-dip galvanized sheet having a 70g/m2 minimum zinc coating (Table 2.12) on the unexposed side and a 20g/m2 minimum zinc-iron coating (Table 2.12) on the exposed side for an exposed application.
k) SAE J1562 HD90G90GU Hot-dip galvanized sheet having a 90g/m2 minimum coating (Table 2.12) on each side for an unexposed application.
l) SAE J1562 HD45A45AU Hot-dip galvanized sheet having a 45g/m2 minimum zinc-iron coating (Table 2.12) on each side for an unexposed application.
m) SAE J1562 EG30N30NE Electrogalvanized sheet having a 30g/m2 minimum zinc-nickel coating (Table 2.12) on each side for an exposed application.
n) SAE J1562 EG70G00XE Electrogalvanized sheet having a 70g/m2 minimum zinc coating (Table 2.12) on the unexposed side and no coating on the exposed side for an exposed application.
o) SAE J403 HR1010U Hot rolled sheet steel, grade 1010 (Table 2.13), unexposed surface condition.
p) SAE J403 Hot rolled sheet steel, grade HR1008HD90G90GU 1008 (Table 2.13), having a
90g/m2 minimum coating on each side for an unexposed application.

2-24
Aluminized sheet steel is intended principally for heat resistingapplications and for uses where corrosion resistance and heat areinvolved. One application is hot formed bumper beams.Aluminized sheet has an aluminum-silicon alloy on each sideapplied by a continuous hot-dip process. The coated sheet has thesurface characteristics of aluminum with the superior strength andlower cost of steel.
One specification, which describes aluminized steel, is ASTMA463 (Reference 2.8). The quality of the sheet steel can be commercial (CS Types A, B and C), forming (FS), deep drawing(DDS), extra deep drawing (EDDS), structural (SS), high-strengthlow-alloy (HSLAS), high-strength low-alloy with improved formability (HSLAS-F) and ferritic stainless steel (FSS Types 409 and439). Chemical and mechanical properties are given for all qualities. A463 also defines the type of aluminum-zinc coating andcoating weights.
For hot formed bumper beams (see Section 3.4), boron steel witha Type 1 coating is commonly used. The mechanical properties ofthe boron steel are discussed in Section 2.13.2. The Type 1 aluminum coating contains about 10% silicon. The coating weight(total both sides) is typically 120-160 g/m2 (0.4-0.5 oz/ft2).
2.16 ASTM A463 Aluminized sheet steel

TABLE 2.5SAE J2329 LOW-CARBON COLD ROLLED SHEET
MECHANICAL PROPERTIES
GRADE YIELD MINIMUM MINIMUM MINIMUM MINIMUMSTRENGTH TENSILE ELONGATION rm VALUE n-VALUE(MPa) STRENGTH (%)
(MPa)
1 N/R N/R N/R N/R N/R
2 140-260 270 34 N/R 0.16
3 140-205 270 38 1.5 0.18
4 140-185 270 40 1.6 0.20
5 110-170 270 42 1.7 0.22
N/R = Not Required
TABLE 2.6SAE J2329 LOW-CARBON HOT ROLLED SHEET
MECHANICAL PROPERTIES
GRADE YIELD MINIMUM MINIMUM MINIMUMSTRENGTH TENSILE ELONGATION n-VALUE(MPa) STRENGTH (%)
(MPa)
1 N/R N/R N/R N/R
2 180-290 270 34 0.16
3 180-240 270 38 0.18
N/R = Not Required
2-25

180A 180 310 0.20 215
180B 180 300 0.19 245
210A 210 330 0.19 245
210B 210 320 0.17 275
250A 250 355 0.18 285
250B 250 345 0.16 315
280A 280 375 0.16 315
280B 280 365 0.15 345
TABLE 2.7SAE J2329 LOW-CARBON HOT & COLD ROLLED SHEET
CHEMICAL COMPOSITION
GRADE MAXIMUM MAXIMUM MAXIMUM MAXIMUM MINIMUMCARBON MANGANESE PHOSPHORUS SULPHUR ALUMINUM(%) (%) (%) (%) (%)
1 0.13 0.60 0.035 0.035 —
2 0.10 0.50 0.035 0.030 0.020
3 0.10 0.50 0.030 0.030 0.020
4 0.08 0.40 0.025 0.025 0.020
5 0.02 0.30 0.025 0.025 0.020
TABLE 2.8SAE J2340 DENT RESISTANT SHEET STEEL
GRADE & AS RECEIVED AS RECEIVED AS RECEIVED YIELD YIELDTYPE YIELD TENSILE n-VALUE STRENGTH STRENGTH
STRENGTH STRENGTH AFTER AFTER(MPa) (MPa) 2% STRAIN STRAIN & BAKE
(MPa) (MPa)
2-26
Type A = Non-bake HardenableType B = Bake Hardenable

GRADE &TYPE
300S
300X
300Y
340S
340X
340Y
380X
380Y
420X
420Y
490X
490Y
550X
550Y
TABLE 2.9SAE J2340 HIGH-STRENGTH SOLUTION STRENGTHENED
AND LOW-ALLOY SHEET STEEL
2-27
Type S = Solution strengthened using C and Mn in combination with P or Si.Type X = HSLA. Alloyed with carbide and nitride forming elements (commonly Nb, Ti and V) in combination with
C, Mn, P and Si.Type Y = Similar to Type X, except the spread between minimum yield and tensile strengths is larger
(100 MPa versus 70 MPa).
MINIMUMYIELD
STRENGTH(MPa)
300
300
300
340
340
340
380
380
420
420
490
490
550
550
MAXIMUMYIELD
STRENGTH(MPa)
400
400
400
440
440
440
480
480
520
520
590
590
680
680
MINIMUMTENSILESTRENGTH(MPa)
390
370
400
440
410
440
450
480
490
520
560
590
620
650
COLDREDUCEDMINIMUMELONGATION
(%)
24
24
21
22
22
20
20
18
18
16
14
12
12
12
HOTROLLEDMINIMUMELONGATION
(%)
26
28
25
24
25
24
23
22
22
19
20
19
18
18
GRADE &TYPE
490R
550R
700R
830R
TABLE 2.10SAE J2340 HIGH-STRENGTH RECOVERY ANNEALED SHEET STEEL
Type R = Recovery annealed or stress-relief annealed.
MINIMUMYIELD
STRENGTH(MPa)
490
550
700
830
MAXIMUMYIELD
STRENGTH(MPa)
590
650
800
960
MINIMUMTENSILESTRENGTH(MPa)
500
560
710
860
MINIMUMELONGATION
(%)
13
10
8
2

2-28
GRADE &TYPE
500 DL
500 DH
600 DL1
600 DL2
700 DH
800 DL
950 DL
1000 DL
800 M
900 M
1000 M
1100 M
1200 M
1300 M
1400 M
1500 M
TABLE 2.11SAE J2340 ULTRA HIGH-STRENGTH DUAL PHASE & MARTENSITE SHEET STEEL
Type DL = Dual phase with a yield-to-tensile ratio less than or equal to 0.7.Type DH = Dual phase with a yield-to-tensile ratio greater than 0.7.Type M = Martensitic.
MINIMUMYIELD
STRENGTH(MPa)
300
500
350
280
550
500
550
700
600
750
750
900
950
1050
1150
1200
MINIMUMTENSILESTRENGTH(MPa)
500
600
600
600
700
800
950
1000
800
900
1000
1100
1200
1300
1400
1500
MINIMUMELONGATION
(%)
22
14
16
20
12
8
8
5
2
2
2
2
2
2
2
2

MINIMUM MASSPER SIDE1
FOR HOT-DIP ORELECTROGALVANIZED
(g/m2)
00
20
30
40
45
50
55
60
70
90
98
2-29
CATEGORY(DESIGNATION)
00
20
30
40
45
50
55
60
70
90
98
TABLE 2.12SAE J1562 COATING MASS FOR GALVANIZED SHEET STEEL
1. Single spot test. Approximate thickness in microns equals coating mass in g/m2
multiplied by 0.14. Approximate thickness in mils = coating mass in g/m2 multiplied by 0.006.
2. Not applicable.
MAXIMUM MASSPER SIDE1
FOR HOT-DIP(g/m2)
NA2
50
60
70
75
80
85
90
100
120
130
MAXIMUM MASSPER SIDE1 FOR
ELECTROGALVANIZED(g/m2)
00
30
45
55
60
70
75
80
90
110
130

2-30
GRADE
1006
1008
1009
1010
1012
1015
1016
1017
1018
1019
1020
1021
1022
1023
1025
TABLE 2.13SAE J403 CARBON STEEL COMPOSITIONS FOR SHEET
TABLE 2.14SAE J405 CHEMICAL COMPOSITIONS OF WROUGHT STAINLESS STEELS, %
(maximum unless a range is indicated)
Max = Maximum
CARBON(%)
0.08 Max
0.10 Max
0.15 Max
0.08-0.13
0.10-0.15
0.12-0.18
0.12-0.18
0.14-0.20
0.14-0.20
0.14-0.20
0.17-0.23
0.17-0.23
0.17-0.23
0.19-0.25
0.22-0.28
MANGANESE(%)
0.45 Max
0.50 Max
0.60 Max
0.30-0.60
0.30-0.60
0.30-0.60
0.60-0.90
0.30-0.60
0.60-0.90
0.70-1.00
0.30-0.60
0.60-0.90
0.70-1.00
0.30-0.60
0.30-0.60
PHOSPHOROUS(Max %)
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
SULFUR(Max %)
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
0.035
DESIGNATION
S20400
S30100
C
0.030
0.15
Mn
7.00-9.00
2.00
P
0.040
0.045
S
0.030
0.030
Si
1.00
1.00
Cr
15.00-17.00
16.00-18.00
Ni
1.50-3.00
6.00-8.00
N
0.15-0.10
0.10

3.1 StampingThe art of science of sheet metal stamping processes arechallenged daily to accommodate higher strength and thinnermaterials. Further, these materials must be transformed into morecomplex shapes with fewer dies and increased quality in the finalpart. And, of course, all must be accomplished while reducingcosts. Such pressures require a rigorous approach to assessing thecurrent state of a stamping process. A detailed discussion onstamping operations is given in Reference 4.2. However, anoverview is outlined below.
The concept of major and minor strain can be used to describedifferent kinds of sheet forming processes. In cases where the sheetis stretched over a punch, the major strain is always positive. Forstretching, the minor strain is usually positive as well. Differentpunch and clamping configurations can create a variety of majorand minor strain levels.
For stretching, a pulling load in the major strain direction is pairedwith a zero or positive load applied in the minor strain direction.The minor strain can vary from slightly negative (no applied load inthe minor strain direction, as in stretching a strip by pulling on itsends) to positive strain equal to the level of the major strain. Aminor strain of zero is a special case, which is often called planestrain. In plane strain, all deformation takes place in only twodimensions; the major strain direction and the thickness direction.All stretching is accommodated by thinning of the material.
In circle grid analysis (CGA), small circles are etched on the surface ofthe steel sheet prior to stamping (Figure 3.1). After stamping, thedeformed circles are compared to the original circles (Figure 3.2).For the condition of plane strain, the deformed circle is an ellipsewith the minor strain diameter equal to the original diameter of theunderformed circle. A minor strain equal to the major strain isindicated by an original circle, which remains circular afterdeformation. However, the diameter of the circle after deformationis larger than the diameter before deformation. This condition iscalled equi-biaxial stretch because the amount of the stretch isequal regardless of the direction in the plane of the sheet.
3.1.1 Stretching
3-1
3. Manufacturing processes

3-2
FIGURE 3.1TYPICAL CIRCLE GRID PATTERN
FIGURE 3.2REPRESENTATION OF STRAINS BY ETCHED CIRCLES

When a sheet is pulled into a die cavity, and must contract to flowinto the cavity in areas such as at a corner or in the flange of acircular cup, the sheet is said to be undergoing drawing. Drawing,also known as deep drawing, generates compressive forces in theflange area being drawn into the die cavity. Negative minor strainsare generated. In contrast to failures in stretching, failures indrawing do not normally occur in the flange area where thecompression and flow of sheet metal is occurring. Instead, neckingand fracture occur in the wall of the stamping near the nose of thepunch. Failure occurs here because the force causing thedeformation in the flange must be transmitted from the punchthrough this region. If the force required to deform the flange is toogreat, it cannot be transmitted by the wall without overloading thewall.
3.1.2 Drawing
Bending differs from drawing and stretching, because thedeformation present in bending is not homogeneous through thethickness of the material. For pure bending, where there is nosuperimposed tension or compression on the bending process, thecenter of the sheet has zero strain. The outer surface is elongated,with a tensile strain equal to t/2r (t=steel thickness, r=bend radius tothe midpoint of the steel thickness). The inner surface iscompressed, with a compressive strain equal to t/2r. The strainvaries from compressive at the inner radius, through zero at themidpoint of the thickness, to tensile at the outside radius. In purebending, the compressive and tensile strains are equal.
Because the strain varies through the thickness, forming limitanalysis (Section 3.1.5) does not directly apply. Materials with verylittle capacity to be formed can frequently undergo bendingoperations successfully. The tendency to thin locally, with neckingand fracture, is not present in bending. Cold working of thematerial does take place. However, the amount of work hardeningdepends on the radius of the bend and the thickness of the material.A sharper radius (smaller r) or thicker material (greater t) causes anincrease in strain at the surface. Bending is a plane strainoperation. The length of the bend does not change during bending,except for localized distortion at the edge of the sheet.
3.1.3 Bending
As material passes through a draw bead or over a die lip, it is bent,straightened, and sometimes re-bent in the opposite direction. Thenet strain at the end of this process is small, although cold work hasoccurred and the material is harder than it was before the processbegan. As a result, the ability to deform the material in subsequentoperations is decreased.
3.1.4 Bending and straightening
3-3

The measurement of strain provides an important tool fordetermining the local deformation that occurs in a complicatedprocess. Sharply changing levels of strain usually indicate alocalization of deformation and a higher likelihood of necking andfailure during forming. For sheet metal, it has been found that alimit to the major strain exists for each level of minor strain. Thisphenomenon has been studied in the laboratory and has resulted inthe creation of forming limit diagrams.
First, flat sheets of a given material are etched with circles as shownin Figure 3.1. The flat sheets are then deformed in a variety ofconfigurations to develop a large range of major and minor strains.If the forming process for any given configuration is continued untilfailure (as defined by localized necking), the major and minorstrains at failure, as shown in Figure 3.2, can be measured for thatconfiguration.
By plotting the failure strains of the various configurations, aboundary line indicating the major strain limit for each minor strainis obtained (Figure 3.3). While this limit is not absolute, there is avery high probability of failure above this boundary line and a lowprobability of failure below this line. The boundary line isfrequently called the forming limit curve, and the entire graph, theforming line diagram (FLD). A second forming limit curve, plottedwith major strains 10% below those of the boundary line, issometimes used to provide a safety factor. Each combination ofmaterial properties and thickness results in a different FLD.
3.1.5 Forming limits
3.2 Roll formingCold roll forming is a process whereby a sheet or strip of metal isformed into a uniform cross section by feeding the stocklongitudinally through a roll forming mill. The mill consists of atrain with pairs of driven roller dies, which progressively form the flatstrip until the finished shape is produced.
The number of pairs of rolls depends on the type of material beingformed, the complexity of the shape being produced, and thedesign of the particular mill being used. A conventional rollforming mill may have as many as 30 pairs of roller dies mountedon individually driven horizontal shafts.
Roll forming is one of the few sheet metal forming processes that isconfined to a single primary mode of deformation. Unlike mostforming operations that have various combinations of stretching,drawing, bending, bending and straightening, and other formingmodes, the roll forming process is nothing more than a carefullydesigned series of bends. In roll forming, metal thickness is notchanged except for a slight thinning at the bend radii.
3-4

FIGURE 3.3TYPICAL FORMING LIMIT DIAGRAM
3-5

The roll forming process is particularly suited to the production oflong lengths of complex shapes held to close tolerances. Largequantities of these parts can be formed with a minimum of handlingand manpower. The process can be continuous by coil feeding andexit cutting to length. Operations such as notching, slotting,punching, embossing and curving can easily be combined with con-tour roll forming to produce finished parts off the exit end of the rollforming mill. In fact, ultra high-strength steel reinforcing beams,with sweeps up to 50, only need to have the mounting bracketswelded to them before shipment to the assembly line.
3.3 HydroformingThere are two types of hydroforming - sheet and tubular. Sheethydroforming is typically a process where only a female die isconstructed and a bladder membrane performs as the punch. Highpressure fluid (usually water) forces the bladder against the steelsheet until it takes the shape of the female die. Sheet hydroforminghas several advantages versus stamping such as lower tooling costsand less friction during forming. However, it is limited to lower vol-ume applications due to its higher cycle time.
In tubular hydroforming, a straight or pre-bent tube is laid into alower die. The upper and lower dies are then clamped together.Next, conical nozzles are inserted and clamped into each end ofthe tube. Finally, a fluid (usually water) is forced at a high pressureinto the tube until it takes the shape of the die. While tubehydroforming technology has been around for decades, the massproduction of automotive parts only became cost effective inabout 1984.
The benefits of hydroforming are usually found via partconsolidation and the elimination of engineered scrap. Boxsections, consisting of two hat sections welded together, lendthemselves to cost-effective replacement by a single hydroformedpart. Punches, mounted in the forming dies, are used to pierceholes during forming, eliminating subsequent machine operations.
The structural integrity of a hydroformed part, made from a singlecontinuous tube, is superior to that of a part made from two ormore components. Weight savings of 10 to 20% can be achievedvia both reducing gauge and eliminating weld flanges. If flangesare necessary for attachment, they can be created by pinching thetube during the hydroforming process.
High volume tubular hydroformed parts are currently incorporatedinto automotive components such as subframes, ladder frames,IP beams, roof rails, and exhaust components.
3-6

3.4 Hot formingGenerally speaking, as the strength of steel increases, its ductilitydecreases. One method used to overcome the reduced formabilityof ultra high-strength steel is hot forming. Hot formed bumperbeams have very high-strength. They offer not only mass reductionbut also large and compound sweeps. Highly complex beams canbe produced in one piece. The repeatability of dimensions is verygood and there is no springback, a phenomenon which is com-mon with cold forming processes.
The hot forming process involves the following steps:• Blanking• Heating• Forming/Quenching• De-scaling (if required)
The typical material used for hot stamping is boron steel having0.22% carbon, 0.002% boron, an as-delivered yield strength of330 MPa (47.9 ksi), an as-delivered tensile strength of 500 MPa(72.5 ksi) and a 15-20% elongation. The boron steel may be bareor aluminized. If aluminized, a hot dip Type 1 coating (10% silicon)and a coating mass of 120-160 g/m2 (0.7-1.0 mils) are common.
After heating and quenching, a hot formed part has very high hardness (470 HV). Thus, it is best to punch any required holesinto the blank.
The developed blanks or pre-formed parts are continuously fedinto a furnace. They are heated to austenitizing temperatures,approximately 900ºC (1650ºF). If bare steel is used, the furnaceusually has a non-oxidizing atmosphere to suppress scale formation. However, on transfer to the forming/quenching press,some scale will form. If aluminized steel is used, a Fe-Al alloy formsin the furnace on the surface of the steel sheet and scaling isavoided.
In the forming/quenching press, the blank/pre-formed section isformed to its final shape using dies maintained at room temperature. The part is held in the die until it is sufficientlyquenched. Some tempering is usually required. Tempering may beaccomplished by ejecting the part from the forming/quenchingdies while it is still fairly hot or by baking the quenched part in anoven. The yield strength of the final hot formed part for a common10B21 boron steel has increased to about 1140 MPa (165 ksi) andthe tensile strength to about 1520 MPa (220 ksi). Elongation hasdecreased to less than 6%.
A part made from aluminized sheet has a hard Fe-Al-Si coating system and is scale free, eliminating the need for de-scaling.Further, this coating system provides corrosion protection for thefinished part. A part made from bare sheet does have scale andde-scaling is often employed.
3-7

3.5 Bumper beam coatingsSteel bumper beams are coated for one or more of the followingreasons: • To improve appearance• To slow or prevent corrosion• To increase resistance to wearThe frontside of a facebar is an exposed automotive part andappearance is critical. However, in addition to appearance, thecoatings applied to facebars made from hot or cold rolled sheetmust also provide adequate corrosion protection and resistance torock chipping. Zinc coated sheet is not commonly used for facebars. One exception, though, is when the thickness of a facebar is less than 1.00 mm (0.039 inches). In such cases, the zincprovides the extra corrosion protection and rock-chip resistanceneeded to meet design requirements. Successful trials have beenconducted on facebars made from stainless steel. An inherentadvantage of such facebars is their corrosion resistance. Thus,stainless steel facebars need only be coated to meet appearanceand rock-chip requirements.
A reinforcing beam is an unexposed part and the main reason forcoating it is to improve corrosion resistance. Sometimes, however,reinforcing beams are given a coating to provide not only corrosion resistance but also appropriate underbody appearance.Steel reinforcing beams are made from hot rolled, cold rolled orzinc coated sheet.
Bumper beam coatings may be applied by a steel mill, an automotive supplier or an OEM. Steel mills supply sheet withmetallic coatings (e.g., zinc, zinc-iron) that have been applied byhot dipping or electrocoating. Automotive suppliers apply metallic(e.g., chromium), organic (e.g., E-coat, paint), autodeposition andpowder coatings. The OEMs often apply E-coat on their assemblylines.
The coatings applied to current bumper beams are shown inTables 5.4, 5.5 and 5.6. It may be seen that facebars are typicallycoated with chromium or paint, while reinforcing beams typicallyreceive E-coat.
These coatings are described in Section 2.12.
This coating is described in Section 3.4.
3-8
3.5.1 Zinc or zinc-iron coatings
3.5.2 Aluminum coating

In order to achieve a high quality surface after painting or chromium coating, the steel blanks used to stamp facebars mustbe smooth and free of surface defects. Traditionally, hot rolledsheet has been used for facebars and the following steps taken forthe blanks:• Ordering to special surface and flatness requirements • Pickling • Polishing• Phosphating and lubricating
Chromium coatings are applied using the electroplating process,which places a thin layer of metal on an object through the use ofelectricity. Although there are variations, the following steps aretypically used to place a chromium coating on a fabricated facebar:• Polishing manually or automatically to remove die marks, orangepeel and shock lines introduced during the stamping process.
• Cleaning to remove lubricants, polishing compounds and shop soils.• Pickling to remove oxides, rust, scale and weld smoke.• Rinse.• Semi-bright nickel electroplating.• Rinse.• Bright nickel electroplating.• Rinse.• Decorative chromium electroplating.• Rinse. In the electroplating steps described above, the metal coating isdeposited onto the facebar by applying an electrical potentialbetween the facebar (cathode) and a suitable anode in the presence of an electrolyte. The electrolyte usually consists of awater solution containing a salt of the metal to be deposited andvarious other additions that contribute to the electroplatingprocess. When the metallic salt dissolves in the water, the metalatoms are freed to move about. The atoms lose one or more electrons and become positively charged ions. The metallic ionsare attracted to the negatively charged facebar. They coat thefacebar and regain their lost electrons to become metal once again.
Typical coating thickness applied to the significant (visible) surfaces of steel facebars is:
Total nickel 30 micrometers (1.2 mils) min.
Semi-bright nickel 40-60% of total nickel
Bright nickel 40-60% of total nickel
Chromium 0.25 micrometers (0.01 mils) min. 0.40 micrometers (0.016 mils) max.
3-9
3.5.3 Polishing
3.5.4 Chromium coating

During electroplating, the process is tightly controlled to place therequired thickness of nickel and chromium on the surfaces withhigh visibility. The frontside of a facebar must have excellentappearance and corrosion resistance. Often, a corrosion resistance of 44 hours using the CASS test outlined in ASTM B368is specified. To avoid unnecessary cost, the electroplating processis designed to place an absolute minimum of nickel and chromiumon the hidden surfaces.
Phosphate conversion coatings are employed to enhance paintadhesion. By enhancing paint adhesion, they indirectly enhancecorrosion resistance. There are several varieties of phosphate coatings (e.g., iron, zinc or manganese).
Prior to the application of a conversion coating, the metal surfacemust be free of shop soils, oil, grease, lubricants and rust. Themetal surface must be receptive to the formation of a uniform,adherent chemical film or coating. Surfaces may be cleaned bymechanical methods or, more commonly, by immersion or spraycleaner systems.
A phosphate coating is applied by immersing a clean metal part ina hot processing solution for 4-6 minutes, depending on bathchemistry. The weight (thickness) of the conversion coating isdependent on the manner in which the part is cleaned, the immersion time, the composition of the processing bath and thecomposition of the metal itself.
E-coat is an organic coating applied by the electrocoating method.Electrocoating has the ability to coat all areas of complex partsincluding recessed areas and edges. E-coat is a durable, lastingcoating. It is used as a primer, top coat or both.
Parts are usually E-coated via a conveyor system in one continuousprocess. Although there are variations, the usual steps in applyingE-coat to a steel part are: alkaline cleaner, water rinse, surface conditioner, zinc phosphate coating (see Section 3.5.4), rinse, sealcoating, de-ionized water rinse, E-coat application, permeate rinse,final de-ionized water rinse, and curing oven.
E-coating systems are known as anodic or cathodic depending onwhether the part is the anode or the cathode in the electrochemicalprocess. Cathodic systems are common since they require lesssurface preparation and they provide better corrosion resistance.
The E-coat process requires a coating tank or bath in which toimmerse the part. The bath, containing water and paint, is given apositive charge (cathodic system). The part, with a negativecharge, when immersed in the bath, attracts the positively chargedpaint particles. The paint particles coalesce as a coating (E-coat)on the part surface. E-coat thickness typically applied to bumperbeams ranges from 20 to 25 micrometers (0.8 to 1.0 mils).
3-10
3.5.5 Conversion coating
3.5.6 Electrocoating (E-coating)

3.5.7 Paint coating
Paint is a cost effective corrosion protection method. It acts as abarrier to a corrosive solution or electrolyte and it prevents, orretards, the transfer of electrochemical charge from a corrosivesolution to the metal beneath the paint.
Paint is a complex mixture of materials designed to protect thesubstrate and to enhance appearance. It is composed of binders,carriers, pigments and additives. Binders provide the major properties to the paint while the carriers (solvents and/or water)adjust the viscosity of the paint for the application. Pigmentsimpart specific properties such as corrosion resistance and color.The type of pigment and its volume are critical to the optimizationof properties such as adhesion, permeability, resistance to blistering and gloss. Additives include thickeners, flow agents, catalysts and inhibitors.
Paints are often identified by the type of polymers employed.Commonly used paint coatings include:• Alkyd and epoxy ester (air dried or baked)• Two-part coatings such as urethane• Latex coatings such as vinyl, acrylic or styrene polymer combinations
• Water soluble coatings (versions of alkyd, epoxy ester or polyester)
Baked enamel basecoat/rigid clearcoat systems are commonlyapplied to the frontside of facebars. The process steps include:• Conversion coating (see Section 3.5.3)• E-coating (see Section 3.5.4)• Enamel basecoating• Enamel clearcoating• Baking.
Autodeposition is a waterborne process that depends on chemicalreactions to achieve deposition. The composition of an autodeposition bath includes a mildly acidic latex emulsion polymer, de-ionized water and proprietary ingredients. The chemical phenomenon consists of the mildly acidic bath attackingthe steel parts being immersed and causing an immediate surfacereaction that releases iron ions. These ions react with the latex insolution causing a deposition on the surface of the steel parts. Thenewly deposited organic film is adherent yet quite porous. Thus,the chemical activators can rapidly diffuse to reach the surface ofthe metal, allowing continued coating formation.
The coating thickness is time and temperature related. Initially, theprocess is quite rapid, but slows down as the film begins to build.As long as the parts being coated are in the bath, the process willcontinue. Typically, film thickness is from 15 to 25 micrometers(0.6 to 0.8 mils).
Autodeposition will coat any metal the liquid touches. Thus, anadvantage of this coating is its ability to coat the inside of tubingand deep cavities. Autodeposition does not require a conversioncoating and the coating cures at a relatively low temperature.
3-11
3.5.8 Autodeposition coating

3.5.9 Powder coating
In the powder coating process, a dry powder is applied to a cleanobject. After application, the coated object is heated, fusing thepowder into a smooth continuous film. Powders are available in awide range of chemical types, coating properties and colors. Themost widely used types include acrylic, vinyl, epoxy, nylon, polyester and urethane. Modern application techniques for applying powders fall into four basic categories: fluidized bedprocess, electrostatic bed process, electrostatic spray process andplasma spray process.
The electrostatic spray process is the most commonly usedmethod for applying powders. In this process, the electrically conductive and grounded object is sprayed with charged, non-conducting powder particles. The charged particles are attracted to the substrate and cling to it. Oven heat then fuses theparticles into a smooth continuous film. Coating thicknesses in therange of 25 to 125 micrometers (1 to 5 mils) are obtained.
3-12

4-1
4. Manufacturing considerations
4.1 Forming considerationsHigh-strength and ultra high-strength steels have less ductility, andhence less formability, than lower strength steels. Thus, care must be taken in part design and forming method selection. In addition,springback increases with yield strength and it must be accountedfor in the process design. Sections 4.1.1 through 4.1.5 provide“Guidelines” and “Rules of Thumb” for the roll forming and stampingprocesses. The Guidelines and Rules of Thumb are based on practicalexperience. Their use will help alleviate formability and springbackissues associated with the roll forming and stamping of high-strengthand ultra high-strength steels.
4.1.1 Guidelines for roll forming high-strength steel
All of the high-strength steels in Table 2.2 can be roll formed, pre-pierced and swept after roll forming.
The following Guidelines apply (Reference 4.3):
Do:• Select the appropriate number of roll stands for the materialbeing formed. Remember that the higher the steel strength,the greater the number of stands required on the roll former.
• Use the minimum allowable bend radius for the material inorder to minimize springback.
• Position holes away from the bend radius to help achievedesired tolerances.
• Establish mechanical and dimensional tolerances for successful part production.
• Use appropriate lubrication.
• Use a suitable maintenance schedule for the roll forming line.
• Anticipate end flare (a form of springback). End flare iscaused by stresses that build up during the roll formingprocess.
• Recognize that as a part is being swept (or reformed afterroll forming), the compression of metal can cause sidewallbuckling, which leads to fit-up problems.
Don’t:• Do not roll form with worn tooling, as the use of worn toolsincreases the severity of buckling.
• Do not expect steels of similar yield strength from different steel sources to behave similarly.
• Do not over-specify tolerances.

4-2
4.1.2 Guidelines for roll forming ultra high-strength steel.
All of the ultra high-strength steels in Table 2.3 can be roll formed,pre-pierced and swept after roll forming.
The following Guidelines apply (Reference 6.1):
1. The minimum bend radius should be two times the thickness of the steel to avoid fracture.
2. Springback magnitude can range from ten degrees for120X steel to 30 degrees for M220HT steel, as comparedto one to three degrees for mild steel. Springbackshould be accounted for when designing the roll forming process.
3. Due to the higher spingback, it is difficult to achieve reasonable tolerances on sections with large radii (radiigreater than 20 times the thickness of the steel).
4. Rolls should be designed with a constant radius and anevenly distributed overbend from pass to pass.
5. About 50% more passes (compared to mild steel) arerequired when roll forming ultra high-strength steel. The number of passes required is affected by themechanical properties of the steel, section depth-to-steelthickness ratio, tolerance requirements, pre-punchedholes and notches.
6. Due to the higher number of passes and higher materialstrength, the horsepower requirement for forming isincreased.
7. Due to the higher material strength, the forming pressure is also higher. Larger shaft diameters should be considered. Thin, slender rolls should be avoided.
8. During roll forming, avoid undue permanent elongationof portions of the cross section that will be compressedduring the sweeping process.
4.1.3 General guidelines for stamping high-strength and ultra high-strength steels.
All of the high-strength streels in Table 2.1 may be stamped intobumper beams. Additionally, some ultra high-strength steels in Table2.2, such as 120X, 590T, 780T and 140T, may be stamped, bendstretched, drawn and flanged.
The following guidelines apply (Reference 6.2):
PRODUCT DESIGN• Avoid designing parts that require a draw forming operation(i.e., metal must flow or stretch off the binder).
• Maintain gentle shape changes and constant cross sectionswherever possible in part design. These factors becomemore important as material strength is increased.

4-3
• Keep the depth of the part to a minimum when the parthas excessive sweeps in the plan view or elevation.
• Avoid designing parts with closed corners that requiredraw die operations.
• Keep the flanges as short as possible when there is adeep-formed offset flange.
DIE PROCESS• Try to form the parts completely to the depth desired inthe first forming operation.
• Minimize stretch and compression of metal to reduce residual strains that cause springback and twist in the part.
• Use high pressure on the draw binder and balancing blocks.They allow the sheet metal to flow without wrinkling.
• Keep the side walls perpendicular (90 degrees to the baseof the die).
• Avoid open-angle forming. Overbend the flanges 6 to 10degrees.
• On straight channel-shaped parts, consider a solid form die.
• Pre-forming the sheet steel is a method commonly used toaccumulate enough material to ensure that adequatemetal is available for forming without splitting or excessive thinning.
DIE DESIGN• Maintain die forming radii as sharp as possible. Try to fold the metal rather then stretch it over a radius. Foldingreduces curl of the sidewalls and springback of the weldflanges.
• Maintain an even draw depth and length of line.
• Design robust dies to minimize flexing of the die components.
DIE CONSTRUCTION / TRYOUT• Sidewalls should be as tight as possible to lessen springback.
• To reduce shock and press tonnage requirements, aminimum shear of four to six times metal thicknesses is required for cutting dies. This minimum shear alsoreduces noise on break through.
• Trim and pierce dies should have 7% to 10% die clearance.

4-4
2
FIGURE 4.1 a)RULES OF THUMB - SPRINGBACK
Refer to Figure 4.1a)
1) Restrike the flange at an overbend angle between 3 and 7 degrees, depending on the material strength and/or thickness.
2) Set up part in die to allow for overbend.
3) Undercut the lower die steel and let the metal overbend.
4) Pre-form the top part surface prior to flanging and flatten the part using the die pad.
The techniques shown in Figures 4.1 a) through 4.1 c) can helpcompensate for springback when forming a 90-degree bend if a sharp radius or a tight flange (see Figure 4.3) is not adequate.

4-5
FIGURE 4.1 b)RULES OF THUMB - SPRINGBACK
Refer to Figure 4.1b)
5) The addition of stiffening darts helps maintain a 90-degree flange.
6) Coining a flange radius as the die bottoms will help maintain form and helps prevent springback.
7) An extension of the upper flange steel allows for extra pressure to be applied on the formed radius. This is a difficult process tocontrol, but it could help in special conditions, particularly onheavier gauge steels.

4-6
FIGURE 4.1 c)RULES OF THUMB - SPRINGBACK
Refer to Figure 4.1c)
8) Providing a vertical step in the flange stiffens and straightens theflange, stopping sidewall curl as well as springback.
9) Rotary benders are used by many manufacturers to control springback, as the metal is rolled around the radius instead of flanging. Positive comments on thismethod promote its ability to overbend the flange.
10) Place a 90 durometer urethane behind flanging steels in a freestate (not compressed). Clearance holes through the flangingsteels allow the screws to hold the urethane in place. Pleasenote the urethane must stay 0.25 inches (6.4 mm) off the bottomof the pocket. This space leaves room for the urethane deflection.Tighten clearance until desired effect is achieved.
11) By adding a horizontal step along the flange, the flange is stiffened,resulting in reduced springback.

4-7
FIGURE 4.2RULES OF THUMB - DIE FLANGE STEELS
Refer to Figure 4.2
1) Flange steel clearance should be 90% of metal thickness, butno greater than metal thickness. Maintaining a tight conditionhelps to prevent springback.
2) Because of the tight clearance, the die steels should be as hardas possible. Therefore, it is recommended that air-hardenedtool steel or harder material be used, and a surface coating beapplied to increase hardness and improve lubricity.
3) Air-hardened tool steel (D2) is recommended for flange steel(Rockwell 58 - 62 on the C-scale). However, other materials maybe used as long as they have a surface coating applied whichresists scoring.
4) All flanging radii should be as sharp as possible without fracturingthe sheet metal during forming. The flange radii should be some-thing less than metal thickness. Start by just breaking the sharpcorner and work from there until you can make the flange withoutsplitting the sheet metal.

4-8
FIGURE 4.3RULES OF THUMB - HAT SECTION
Refer to Figure 4.3
1) Maintain a constant depth on hat sections, if at all possible.
2) The size of the radius is to be kept as small as possible, normallyless than metal thickness.
3) Form 90-degree side walls on the hat section whenever possible.
4) If the sidewall is not 90 degrees, try to balance the forming withthe same angle on the opposite side of the hat section.
5) Unequal residual strain and/or compression on opposite side-walls has a tendency to twist the entire rail.

4-9
FIGURE 4.4RULES OF THUMB - RADIUS SETTING
When forming a hat section, the action of the die can aid the retention of shape by setting the corner radii.
Refer to Figure 4.4
1) As the flange steels make contact with the sheet metal blank, aninitial crown is formed.
2) The flange steels then enter over the die-post radii and force themetal to conform to the lower die. The crown remains in thepart. It is best if both sides enter simultaneously.
3) The die is now very close to its home position. The crown remains and the lower flanges are starting to form.
4) As the die is closed, the lower flanges are formed with cornerradii as sharp as possible. The top corners are forced outward as the crown is hit home by the upper die. If the part retains acrown, then a negative crown can be incorporated to minimizespringback.

4-10
FIGURE 4.5 a)RULES OF THUMB - COMBINATION FORM & FLANGE DIE
Refer to Figure 4.5a)
1) The upper pressure pad gives the sheet metal blank its initial contour and holds the blank in location.
2) The lower ring (known also as a lower pressure pad) controlsthe flow of the metal and prevents wrinkling as the part is beingformed (See 5 and 6 on Figure 4.5 b).
Using a combination form-and-flange die is basic to meeting high-strength steel requirements. A general idea of how this dieworks follows.
The die initially forms the contour in the developed blank using theupper pressure pad. The metal is then locked, using the lock beadsto prevent feeding the metal in from the ends. The metal is allowedto flow in freely from the sides without restrictions within the ring,just a metal thickness apart to stop wrinkling.
The flange steels are maintained as sharp as possible, and the sidewalls are tight. This procedure controls the springback and sidewallcurl in order to produce a quality part. If the part is straight, seeFigure 4.4 for more information.
The four-piece form and flange die shown above incorporates features that lend themselves to the production of hat sectionparts. Remember that in order for this type of die to work, the finished part must be off the ring when the part is completelyformed in order to avoid upstroke deformation. The unique features of this die are as follows:

4-11
FIGURE 4.5 b)RULES OF THUMB - COMBINATION FORM & FLANGE DIE
AIR PINS
Refer to Figure 4.5a) and Figure 4.5b)
3) Flange steels should be kept tight to the lower post to help prevent sidewall curl.
4) A smaller-than-metal thickness radius on the lower post helps prevent springback.
5) Restraining beads are used to restrain the flow in at the ends of the rail. The metal must flow off the ring and on to the die post toprevent the panel from being deformed by the upstroke of the die.
6) Metal thickness clearance between the upper and lower ringunder high pressure is needed to allow the metal to flow in fromthe sides without buckling.
7) Balancing blocks (leveling blocks, kiss blocks or spacer blocks) are used to control the clearance between the upper form steelsand the lower ring surfaces in order to adjust for metal flow.
8) If the rail is open-ended, there is no need to restrict metal flowunless stretch is required to help prevent twist.

4-12
FIGURE 4.6RULES OF THUMB - FORMING BEADS
Refer to Figure 4.6
1) Half-round draw beads are used to control metal flow. Theyrestrict the flow and force the metal to stretch or control feed asrequired to produce the draw shape of the part.
2) Lock beads are generally used to stop the metal from moving.This condition is pure stretch. In general, it is recommended thatthis type of bead be avoided in dies used to form high-strengthsteel material.
3) Start lock bead configurations with radii small enough to shear the sheet metal blank. Then uniformly dress the radii to eliminatecutting, but still locking the metal flow. When the beads needreworking, repeat this procedure.

4-13
FIGURE 4.7RULES OF THUMB - FORMING AN EMBOSS
Refer to Figure 4.7
1) This formation is totally within the part’s perimeter and does notextend to the trim.
2) This example shows the formation open to the part’s trim edge.This formation causes excess or loose metal along the edge.Therefore, it is recommended that a short flange and/or small bead be added to stiffen and eliminate this condition.
When forming an emboss or surface formation into a relatively flathigh-strength steel part, the break lines need to be sharp and crisp.You must coin these lines into the part to set them and reduce anyspringback or distortion. Sidewalls of the embossment must be 45 degrees or less from the surface.

4-14
FIGURE 4.8RULES OF THUMB - EDGE SPLITTING
Refer to Figure 4.8
1) When forming an outside corner, the trim edge has a tendencyto wrinkle. In order to minimize this wrinkling condition, it isrecommended that the flange in the area of the wrinkle be asshort as possible.
2) Inside corners have a tendency to split. Therefore, try to makethe trim line as long as possible by scalloping the edge.
A combination of shortening the flange and lengthening the trim line should help stop the splitting.
If not, a formation change has to be made to add material to thesplit area.
It is important that the trim quality be maintained to prevent edge-splitting from work hardening.

4-15
FIGURE 4.9RULES OF THUMB - PART DESIGN
Refer to Figure 4.9
1) The following are general characteristics of high-strength steel(HSS) that should be taken into consideration during the partdesign phase:
• HSS will stretch, generally in the range of 2% to 6%.• HSS will resist compression due to the hardness of the material.
These characteristics of HSS generally require that parts be designedfor form and flange die processes rather than draw dies.
2) In some cases, it is necessary to compensate for these materialcharacteristics by designing in darts and/or notches to equalize the length of line and to help maintain part dimensional integrity.
3) The above diagram shows how these darts and notches could beapplied to an HSS part.

4-16
FIGURE 4.10RULES OF THUMB - DIE CONSTRUCTION
Refer to Figure 4.10
1) Due to the forces exerted during the forming process of high-strength steel, dies must be built with extra strength. Extra strength is necessary to prevent die flexing. The followingare ways to compensate for the unwanted flexing in the die:
• Block in or heel cam drivers. • Use heavy-duty guide pins and bushings.• Key in the sections and use large fasteners.• Provide for positive returns.• Provide heavy-duty die shoes with appropriate reinforcement.
2) Provide for die adjustability during construction. It is importantto provide these adjustments because it is undesirable tomachine the hardened and coated die details.
3) It is of prime importance to balance the forces exerted on thedie during forming. When practical, form two parts at a time, orproduce the right and left hand part in the same die.

4-17
FIGURE 4.11RULES OF THUMB - DEVELOPED BLANKS
Refer to Figure 4.11
1) When using high-strength steel material for BIW (Body-In-White)structural parts, testing has demonstrated that the recommendedtype of forming is with a flange or form die. This type of die utilizesa developed blank.
2) This blank should be as close to finish trim as possible. Only inareas where the trim is critical should a finish trim operation beadded.

4-18
FIGURE 4.12RULES OF THUMB - TRIMMING
Refer to Figure 4.12
1) Because high-strength steel (HSS) is more brittle and harder thanmild steel, and because it is not as ductile as a result of thestrengthening mechanisms in the metallurgy, it is more difficult totrim. HSS requires approximately the same die clearance betweenthe upper and lower trim steels as mild sheet steel. This clearanceis approximately 7% to 10% of metal thickness per side. The rangeof the hardness and the thickness determines the exact amount.
2) Dies must be sharpened more frequently when trimming HSS.They also require rigidity to prevent the die from flexing, whichcan cause dulling of the trim steels.
3) It is recommended that extremely hard cutting edges be providedon trim steels. Therefore, use of S-7 or other shock-resistant steelwith a minimum of 58-62 Rockwell (C-scale) is recommended.

4-19
FIGURE 4.13RULES OF THUMB - DIE SHEAR
Refer to Figure 4.13
1) Due to excessive shock during blanking or trimming of high-strength steel, a full four times (4x) metal thickness shear is recommended to protect both press and die.
In order to prolong the die life of either a blank or trim die, dieshear must be added.
Advantages of the die shear
1) Lessens tonnage requirements.
2) Saves the press; reduces shock on the press.
3) Lengthens the die life between tune-ups and sharpening.

4-20
4.1.4 Guidelines for hat sections stamped from high-strength or ultra high-strength steels.
Basic guidelines for designing and processing hat section parts ofhigh-strength or ultra high-strength steel are (Reference 6.3):
Do:• Form channels as close to finished shape as possible.
• Avoid closed ends on channels.
• Utilize small die radii.
• A combination of low pad pressure and tight clearanceminimizes curl and springback.
• Allow for extra development time.
Don’t:• Assume high-strength and ultra high-strength steel willbehave like mild steel.
• Depend on traditional die design criteria.
4.1.5 Rules of Thumb for high-strength steel stampings.
Common concerns associated with the use of high-strength steel in a stamping operation include springback, splitting, tolerances, diedesign, die life and blank design. The automotive industry routinelyproduces stamped high-strength steel parts. Over the past severalyears, many lessons have been learned through extensive practicalexperience. These lessons have been summarized in the form ofRules of Thumb in Figures 4.1 through 4.14 (Reference 6.2). The application of the Rules of Thumb will alleviate issues associated withhigh-strength steel at the part design and die design stages. They willshorten die development time and help ensure production successin the stamping of high-strength steel parts.
4.2 Welding considerationsHigh-strength and ultra high-strength steels are routinely welded on aproduction basis. Most assemblies can be welded with conventionalequipment using weld cycles similar to conventional ones. In mostapplications, high-strength or ultra high-strength steel is welded tomild steel using gas metal arc or high-frequency welding. Whenwelding ultra high-strength steels, specific weld windows should bedeveloped. With nominal modification to standard weld procedures,weight reduction may be achieved with high-strength and ultra high-strength bumper beam assemblies.

4.2.1 Steel chemistry
Welding procedures must suit the chemistry of the steel grade beingwelded. Steel specifications traditionally set limits on the main elementsin a steel grade (e.g., carbon, manganese). However, most steelgrades contain additional elements that have not been specified.Thus, when selecting suitable welding procedures, it is important toidentify the levels of any unspecified elements in a bumper steelgrade. Recommended Practice, SAE J2340 (Reference 6.4), recognizesthis fact and places limits on unspecified elements. The high-strengthand ultra high-strength steels covered by SAE J2340 are shown inTable 4.1. The unspecified elements permitted in the SAE J2340grades are shown in Table 4.2.
4.2.3 Welding processes
4.2.2 High-strength and ultra high-strength steels.
When welding high-strength and ultra high-strength steels, it isimportant to consider several factors usually not considered whenwelding low-strength steels (e.g., welding process, welding parametersand material combinations). Integration of these considerations canresult in a successful welding system. For instance, a low heat inputresistance seam welding method has been successfully employed forcommercial production of bumper beams made from M190HT steel.
Various welding methods (arc welding, resistance welding, laserwelding and high-frequency welding) all have unique advantages for the welding of specific sheet steel combinations. Factors such as production rate, heat input, weld metal dilution and weld locationaccess may make one welding system more desirable than anothersystem. For instance, a high-strength steel that is problematic forspot welding may not exhibit the same difficulty in arc or high-frequency welding.
It is important to consider material combinations when employingwelding processes that solidify from a molten pool, or that are constrained by thickness ratio. In general, caution should be exercised when spot welding a high-strength or ultra high-strengthsteel to itself because of possible weld metal interfacial fracture tendencies. However, even a problematic higher strength steel canbe spot welded to a mild steel.
On behalf of the Bumper Project of the American Iron and SteelInstitute, David Dickinson, The Ohio State University, conducted a survey on bumper component welding (Reference 4.5). The surveyidentified the welding processes that are currently used in bumper manufacturing, or were used to produce prototype bumpers. Theprocesses are:
1. Gas metal arc welding (GMAW)2. Flux cored arc welding (FCAW)3. Resistance spot welding (RSW)4. Resistance projection welding (RPW)5. Resistance seam welding (RSeW)6. Resistance projection seam welding (RPSeW)7. High frequency and induction resistance seam welding (RSeW-HF&I)
8. Upset welding (UW)9. Friction welding (FRW)10. Laser beam welding (LBW)11. Laser beam and plasma arc welding (LBW/PAW)
A brief description of each welding process is given in Sections4.2.3.1. to 4.2.3.11.
4-21

4-22
Notes: 1) P= phosphorus S= sulphur Cu= copper Ni= nickel Cr= chromiumMo= molybdenum
2) Maximum phosphorus shall be less than 0.050 on grades 180A & 180B.
3) The sum of Cu, Ni, Cr and Mo shall not exceed 0.50% when none of these elements are specified. When one or more of Cu, Ni, Cr or Mo are specified, the sum limit of 0.50% does not apply. However, the individual limits for the unspecified elements apply.
TABLE 4.1 SAE J2340 STEELS AND STRENGTH GRADES
Steel Description Grade Type Available Strength Grade - MPa
Dent Resistant Non Bake Hardenable A 180, 210, 250, 280
Dent Resistant Bake Hardenable B 180, 210, 250, 280
High-Strength Solution Strengthened S 300, 340
High-Strength low-alloy X & Y 300, 340, 380, 420, 490, 550
High-Strength Recovery Annealed R 490, 550, 700, 830
Ultra High-Strength Dual Phase DH & DL 500, 600, 700, 800, 950, 1000
Ultra High-Strength Low Carbon Martensite M 800, 900, 1000, 1100, 1200, 1300, 1400, 1500
Element Type A, B & R Type S Type X & Y Type D & M
P 0.100 0.100 0.060 0.020
S 0.015 0.020 0.015 0.015
Cu 0.200 0.200 0.200 0.200
Ni 0.200 0.200 0.200 0.200
Cr 0.150 0.150 0.150 0.150
Mo 0.060 0.060 0.060 0.06
TABLE 4.2SAE J2340 CHEMICAL LIMITS ON UNSPECIFIED ELEMENTS
Maximum Percent Allowed

This process, schematically illustrated in Figure 4.15a), utilizes adirect current electrical power supply with the electrode positive(DCEP). The positive electrode attracts electrons flowing in the circuit.The electrons act to melt the electrode wire that deposits withinthe weld metal, mixing with molten material from the base metal.Shielding to prevent oxidation of the hot wire and molten weldpool region is provided by an inert shielding gas directed into theweld region by the gas nozzle. The consumable electrode materialis selected to match the strength (and other important characteristics)of the base metal. The wire guide and contact tube must beperiodically replaced in order to maintain good electrical contact.Also, the gas nozzle must be occasionally cleaned of spatteredmaterial.
The welding current is varied by changing the wire feed speed.Higher wire feed speeds produce higher welding currents. The arclength can be varied by changing the voltage setting. Higher voltagesproduce longer arcs.
As illustrated in Figure 4.15b), there are four basic methods inwhich the wire is transferred to the molten weld pool: short-circuiting,globular, pulsed spray and spray transfer. These transfer modeshave been used to describe the GMAW process itself. Terms suchas “short arc”, “dip transfer MIG” and “spray” are all commonnon-standard terms used to describe the GMAW process and themode of operation.
4.2.3.1 Gas metal arc welding (GMAW)
Short-circuiting transfer characteristics At low current and voltage,short circuit transfer occurs. The weld is a shallow, penetrating onewith low heat input. Using GMAW in this mode allows welding inall positions since the weld puddle is small. In comparison to theother three modes of transfer, this method is slowest (low productivity).This mode produces large amounts of spatter if welding variablesare not optimized. This mode, also know as short arc or dip transfer,is used primarily for sheet metal applications.
Globular transfer characteristics This mode of transfer is obtainedat intermediate current and voltage levels or at high current andvoltage levels with 100% CO2 shielding gas. It has higher heatinput and penetration than short circuit transfer. A larger weld poolmakes it more difficult to weld in the over-head position. It producessignificant amounts of spatter.
Pulsed spray and spray transfer characteristics Spray is achievedat higher welding current and voltage with argon or helium basedshielding gas (over 80%Ar). This high-heat, deep-penetrating weldlimits the application to the flat position. This mode produces littleor no spatter and is known for the high deposition rate (higherproductivity). Pulsing the current where spray transfer occursallows for better control for out-of-position welding.
4-23

4-24
FIGURE 4.14GAS METAL ARC WELDING (GMAW)
a) SCHEMATIC
b) METHODS OF WIRE TRANSFER
c) EFFECT OF SHIELDING GAS

In GMAW, the shielding gas (used for atmospheric shielding) alsoaffects the type of metal transfer in the process, penetration depth,and the bead shape. These factors are schematically illustrated inFigure 4.14c). The ionization potential of the gas is the ability of thegas to give up electrons and is the characteristic that determines theplasma characteristics of the arc. The ionization potential (IP) of thegas can have an effect on welding characteristics such as arc heat,stability, & starting:
• Helium, with high ionization potential, inhibits spray transfer in steels.
• CO2, with moderate ionization potential also has limited spray transfer.
• Argon, with low IP, promotes the spray mode - particularly at higher currents.
Surface tension of the weld pool and metal droplets are also affectedby the type of shielding gas. Surface tension affects:
• The drop size.• Puddle flow.• Spatter
Argon results in high surface tension with shallower penetration.CO2 results in low surface tension with deeper penetration.
The advantages and limitations of GMAW are:
Advantages Limitations• High deposition rates • Equipment is more expensive and • High Productivity complex than some manual welding • No slag removal processes• Continuous welding • Process variants/metal transfer • Easily automated mechanisms make the process more • Joint fit-up tolerance complex and the process window more
difficult to control• Restricted access (the GMAW gun is larger than other electrode holders)
• Spatter• Porosity (especially with coated materials)• Higher heat input than some processes
In summary, the GMAW process is ideally suited for many bumperbeam applications because of its high deposition rate that results inhigh weld productivity. It is a process that is used on automated andcontinuous welding lines and is often linked with robots and roboticmanufacturing cells. It is tolerant to moderate joint misalignment andthus is suited for welding materials that might experience some forming springback. It is a relatively clean process requiring no slagremoval from the weldment as do other types of welding processes.It requires only occasional tip and gas cap maintenance.
4-25

As illustrated in Figure 4.15a), FCAW uses a tubular wire that isfilled with a flux. The arc is initiated between the continuous wireelectrode and the workpiece. The flux, which is contained withinthe core of the tubular electrode, melts during welding, supplyingsome cleaning action for the weld metal. It resolidifies as a slagbehind the weld shielding the hot weld from oxidation. Vaporformant materials, contained in the flux core, decompose andadditionally shield the weld pool from the atmosphere. Directcurrent, electrode positive (DCEP) is commonly employed as theFCAW process.
There are two basic variants of the FCAW process as shown inFigure 4.15b):
1. Self-shielded (without shielding gas).2. Gas-shielded (with shielding gas).
Each variant uses different agents in the flux core. Usually, self-shielded FCAW contains significant quantities of gas forming powderthat make this variant useful in outdoor conditions where windwould blow away a shielding gas. The fluxing agents in self-shieldedFCAW are designed not only to shield the weld pool and metaldroplets from the atmosphere, but also to deoxidize the weld pool.In gas-shielded FCAW, supplemental shielding gas is provided.Thus, the flux generates only a secondary source of gas shieldingfrom the atmosphere. The main role of the flux is to support theweld pool for out-of-position welds. Gas-shielded FCAW is oftenused to increase the productivity of out-of-position welding and toachieve deeper penetration welds.
The advantages and limitations of FCAW are:
GMAW equipment is more expensive than most manual weldingequipment. The complexity of process variants makes processcontrol more difficult, thus requiring experienced personnel. Theweld gun may have difficulty reaching into restricted spaces; thus,design of parts and supplemental machinery must be considered.Spatter and porosity discontinuities may occur if process parametersare not fairly accurately controlled, leading to the need for weldmentinspection and possibly clean up and post weld repair. Finally,heat input may need to be controlled, particularly when weldinghigh-strength and ultra high-strength bumper steels.
A useful reference document for GMAW is ANSI/AWS/SAESpecification for Automotive and Light Truck Component WeldQuality - Arc Welding (Reference 6.7).
4.2.3.2 Flux cored arc welding (FCAW)
Advantages Limitations• High deposition rates • Slag must be removed • Deep penetration • More smoke and fumes than GMAW• High-quality • Spatter • Less pre-cleaning • FCAW wire is expensive than GMAW • Equipment is more expensive and
• Slag covering helps complex than that for manualwith larger weldingout-of-position welds
• Self-shielded FCAWis draft tolerant
4-26

4-27
FIGURE 4.15FLUX CORED ARC WELDING (FCAW)
a) SCHEMATIC
b) PROCESS VARIANTS (Reference 4.6)

4-28
In summary, the FCAW process offers deeper penetration andhigher deposition rates than the GMAW process, particularly inout-of-position welds. Perhaps one of the most important advantagesof FCAW, particularly in bumper welding, is a tolerance for materialthat has not been rigorously cleaned as the flux aids in the cleaningoperation during welding. However, slag must be removed fromthe weldment, and smoke must be removed from themanufacturing environment. If weld parameters are not set properly,spatter on the weldment may become a problem.
A useful reference document for FCAW is ANSI/AWS/SAESpecification for Automotive and Light Truck Component WeldQuality – Arc Welding (Reference 6.7).
4.2.3.3 Resistance spot welding (RSW)
Resistance spot welding is the most common of the resistancewelding processes. It is used extensively in the automotive,appliance, furniture, and aircraft industries to join sheet materials.In this process, water-cooled, copper electrodes, as illustrated inFigure 4.16a), are used to clamp the sheets to be welded intoplace. The force applied to the electrodes insures intimate contactbetween all the parts in the weld configuration. A current is thenpassed across the electrodes through the sheets. The contactresistances, which are relatively high compared to the bulk materialresistance, cause heating at the contact surfaces. The combinationof heat extraction by the chilled electrodes and rapid contactsurface heating causes the maximum temperature to occur roughlyaround the faying surface. As the material near the faying surfaceheats, the bulk resistance rises rapidly while the contact resistancefalls. Again, the peak resistance is near the faying surface, resultingin the highest temperatures in that region. Eventually meltingoccurs at the faying surface, and a molten nugget develops. Ontermination of the welding current, the weld cools rapidly underthe influence of the chilled electrodes and causes the nugget tosolidify, joining the two sheets.
Acceptable-sized weld nuggets can be produced over a range ofcurrents as illustrated in the operating window or “lobe curve” presentedin Figure 4.16b). At the lower end of the current range is the minimumnugget size, which can be found in a resistance-welding manual andis based on the diameter of the electrode face. At the upper endof the current range is the expulsion limit. Expulsion is a conditionin which the weld nugget grows to a size that cannot be containedby the electrode force; molten metal bursts out of the weld seam.
The current range over which an acceptable nugget size isobtained is a measure of the robustness of the welding process. Awide current range indicates that significant variations in theprocess can occur while maintaining some minimum weld quality.A narrow range, on the other hand, indicates that minor variationsin process conditions can result in unacceptable weld quality.
The lobe curve graphically represents the range of acceptablewelding currents as a function of welding time. The minimum andexpulsion currents are determined for a number of welding timesat a particular electrode force. Separate lines are drawn to connectthe minimum weld size currents and the expulsion currents.
The required current level for making a consistently sized weld(presumably just below expulsion) is probably the simplest methodof defining weldability. This measure of weldability is an indicationof the size of welding transformers required to weld the materialsof interest.

FIGURE 4.16RESISTANCE SPOT WELDING (RSW)
4-29
a) SCHEMATIC
b) LOBE CURVE
FIGURE 4.17RESISTANCE PROJECTION WELDING (RPW)
SEQUENCE OF PROJECTION COLLAPSE

RPW, as illustrated in Figure 4.17, is a variation on resistance spotwelding. Basically, a protrusion (projection) is placed on one of thetwo materials to be welded. This projection is then brought intocontact against the second material.
The welding sequence is similar to that for resistance spot welding.The welding electrodes are used to apply both force and currentacross the configuration. The projection constricts current flow (Itis a point of high resistance in the welding circuit, and heatingoccurs preferentially at this point). As the material heats, itbecomes soft, and the projection collapses under the force appliedby the welding electrodes. Due to the amount of plastic flowinvolved, melting is not always necessary to form a sound weld.
The sequence of events during the formation of a projection weldis shown in Figure 4.17. In illustration (a), the projection is shown incontact with the mating sheet. In illustration (b), the current hasstarted to heat the projection to welding temperature. The electrodeforce causes the heated projection to collapse rapidly and fusiontakes place as show in illustration (c). The completed weld isshown in illustration (d).
4-30
The advantages and limitation of RSW are:
Advantages Limitations• High speed, (<0.1 • Higher equipment costs than arc seconds in automotive weldingspot welds) • Surface indentation
• Excellent for sheet • Nondestructive testingmetal applications • Low tensile and fatigue strength[thickness <6.4 mm • Not portable (0.25 inches)] • Electrode wear
• No filler metal • Lap joint requires additional metal
RSW is widely used in bumper manufacturing because of its highspeed and excellent adaptability for sheet materials. However,RSW requires a sizable investment in equipment and theequipment is mostly non-portable. RSW welds are difficult toinspect nondestructively and they often have lower tensile andfatigue properties than the base metal. Well-maintainedelectrodes are required to ensure the highest quality spot-welds.In addition, surface indentations are often observed at the locationwhere the welds are made. In many applications these are notobjectionable. However, in cases where surface appearance iscritical, the resistance projection welding process should be used.
Two useful references on the evaluation of resistance spot weldsare the Weld Quality Test Method Manual published by theAuto/Steel Partnership (Reference 6.5) and the ANSI/AWS/SAEStandard Recommended Practices for Test Methods for Evaluatingthe Resistance Spot Welding Behavior of Automotive Sheet SteelMaterials (Reference 6.6). It should be noted that these standardtest methods are intended for yield strengths up to 420 MPa (60.9ksi) and modifications may be required for higher yield strengths.
4.2.3.4 Resistance projection welding (RPW)

RPW offers significant production advantages. The welding electrodesare flat and contact a large surface area on the parts being joined.Also, electrode life is improved and the electrodes require lessattention and maintenance that those used in resistance spot welding.
In resistance spot welding, if the welds are too closely spaced, thewelding current is shunted through a previously finished weld. InRPW, multiple welds may be made simultaneously. Thus, shuntingis less of an issue and welds may be more closely spaced than inresistance spot welding. However, if more that three projectionsare welded simultaneously, the height of the projections must beuniform to avoid some projections fusing before others have madecontact. Alternately, ample pressure in conjunction with a doubleweld cycle (one schedule) may be run. The first weld should beshort in time and high in current. The first hit buries and evens outthe projections. The second weld should be longer in time andlower in current. The second hit tempers the welds.
In conventional spot welding, parts may be located by an assemblyfixture and moved to make a second or third spot-weld. Whenusing projection welding, the parts are simply placed in a nest and,with one operation of the machine; all welds are made at once.One part may be located in relation to the other by punching holesin one and matching them with semi-punchings from the other.
4-31
Projection welding is not limited to sheets. Any joint whose projection(contact area) is small compared to the thickness of the parts beingwelded is a candidate for projection welding.
The purpose of a projection is to localize the heat and pressure at aspecific location in a joint. The projection design determines thecurrent density required. Projections in sheet metal parts aregenerally made by embossing, as opposed to projections in solidmetal pieces that are made by either machining or forging. In thecase of stamped parts, projections are generally located on theedge of the stamping.
The advantages and limitations of RPW are:
Advantages Limitations• Satisfactory heat • Requires an additional operation to balance for welding form projectionsdifficult combinations • Requires accurate control of projection
• Uniform results height and precise alignment of the• Increased output welding dies with multiple weldsbecause welds are • Requires higher capacity equipment being made than spot weldingsimultaneously • Sheet metal thickness limited by ability
• Longer electrode life to form projections• Welds may be closelyspaced
• Parts easily welded inassembly fixture
• Improved surfaceappearance
• Parts welded thatcannot be resistancespot welded

Small parts, such as brackets or handles, are difficult to locate in aspot welding machine, which results in misplaced spots or extrudedmetal. Neat embossing would be less unsightly and a fitted electrodewould not mark the exposed surface.
RPW has some limitations. The formation of projections mayrequire an additional operation unless the parts are press-formed todesign shape. With multiple welds, accurate control of projectionheight and precise alignment of the welding dies are necessary toequalize the electrode force and welding current. With sheetmetal, the RPW process is limited to the thickness in which projectionswith acceptable characteristics can be formed.
RSeW is a variation on resistance spot welding. In this case, thewelding electrodes are motor driven wheels, which produce a“rolling” resistance or seam weld. There are three independentparameters: power supply and control, welding wheel configurationand sheet configuration.
Power supply and control governs the frequency with which currentis applied to the workpiece. Depending on this frequency and thespeed with which the material is being welded, the weld will be acontinuous seam weld, an overlapping seam weld or a roll spotweld as illustrated in Figure 4.18a).
Seam welds are typically used to produce continuous gas-tight orliquid-tight joints in sheet assemblies, such as automotive fuel tanks.The process is also used to weld longitudinal seams in structuraltubular sections such as bumper beams. In fuel tanks, the use ofoverlapping or continuous seam welds is mandatory. However,bumper beams do not require leak-tight seams and roll spot weldsmay be used.
Typical lobe curves for RSeW are presented in Figures 4.18b) andc)(Reference 4.7). The major variables that control the quality ofseam welds are current (impulse or continuous), speed and force.These variables are plotted for both uncoated and hot-dip galvanizedsteels. It can be noted that as the speed increases, a limit isreached where a non-continuous seam is produced. Likewise, asthe current is increased, a point is reached where surface eruptionsor expulsion occurs and the copper from the electrodes melts andmay cause additional cracking. In general, increased electrodeforce tends to increase the acceptable lobe size and move it tohigher current levels. For coated steels, the speed tends to bereduced and the current increased.
The advantages and limitations of RSeW are:
4-32
4.2.3.5 Resistance seam welding (RSeW)
Advantages Limitations• High Speed • Higher equipment costs than arc welding• Excellent for sheet • Power line demandsmetal applications • Nondestructive testing[<6.35mm • Low tensile and fatigue strength(0.25 inches)] • Not portable
• No filler metal • Electrode wear• Ability to produce • Lap joint requires additional metalleak-tight joints

4-33
FIGURE 4.18RESISTANCE SEAM WELDING (RSeW)
a) SEAM VARIATIONS b) LOBE CURVE FOR UNCOATEDLOW CARBON STEEL
c) LOBE CURVE FOR HOT-DIP GALVANIZED LOW CARBON STEEL
FIGURE 4.19RESISTANCE PROJECTION SEAM WELDING (RPSeW)
a) SCHEMATIC b) SEAM GEOMETRY
Surface Eruption, Cu Contamination Cracking
CURREN
T, kA
CURREN
T, kA
Lower SpeedHigher Current
FORCE N
FORCE lb.
FORCE lb.FORCE N
Non-ContinuousSeam
SPEED, in
./min.
SPEED, m
m/sec
SPEED, m
m/secSPEE
D, in./min
.
Unitsas perb

The advantages of high speed, applicability to sheet materials andno need for filler metal make RSeW ideally suited for the closurewelding of bumper beam tubes in a high speed automated fabricationline. Often these lines consist of a steel coil (slit to the properwidth) being fed from a pay-off reel into a continuous roll formingline. The line forms the required tubular cross section. The seamwelder then closes the open tube. The formed and welded tubularsection may then go through an induction heat-treating device orinto a sweep forming device, and finally into a cutter, which cutsthe beam to length.
The limitations of RSeW include higher initial equipment costscompared to arc welding and higher power costs compared to arcwelding. In addition, electrode wear and maintenance and the lackof non-destructive testing techniques to assure good welds must beaddressed. Finally, because RSeW is suited to lap joints (rather thanbutt joints as used in arc welding), a slight increase in part weightoccurs.
4-34
In conventional projection welding (RPW), the current is concentratedexactly at the weld location. A relatively new process, resistanceprojection seam welding as illustrated in Figure 4.19a), does thesame thing in seam welding (Reference 4.8). In RSeW, a projectionis rolled into one of the sheets to be welded on a roll forming line.The sheet with the projection, and the sheet to which it is to bewelded, are presented into the resistance seam-welding machinewhere current is passed through two opposed rolls. The currentmust flow through the projection thus concentrating its density asin conventional projection welding.
The shape of the projection has been studied and both the continuousprojection geometry and the dimple projection geometry (asillustrated in Figure 4.19b), have been successfully used. Thecontinuous projection makes a continuous weld, but requires moretotal energy input. The dimple projection makes an intermittentseam; but requires less total energy input.
The advantages and limitations of RPSeW are:
4.2.3.6 Resistance projection seam welding (RPSeW)
Advantages Limitations• Satisfactory heat • Requires an additional operation to formbalance for welding projectionsdifficult combinations • Requires accurate control of projection
• Uniform results height and precise alignment of the• Reduced total energy welding diesconsumption • Sheet metal thickness limited by
• Longer electrode life ability to form projections• Parts easily weldedin assembly fixturesurface
• Improved surfaceappearance
• Parts welded thatcannot be resistancespot welded

The advantages of RPSeW are: heat balance problems are solved,the welds are uniform, welding speed is increased and total energyconsumption is reduced. The preparation of the projection, however,requires an additional step. This issue may not be too great aconcern if the projection is formed on the same roll forming lineused to make a part. However, control of the projection size anddesign is still an issue.
4-35
High frequency welding includes those processes in which thecoalescence of metals is produced by the heat generated from theelectrical resistance of the work to high frequency current, usuallywith the application of an upsetting force to produce a forgedweld.
There are two processes (Reference 4.9) that utilize high frequencycurrent to produce the heat for welding: high frequency resistancewelding (HFRW), as illustrated in Figure 4.20a), and high frequencyinduction welding (HFIW), sometimes called induction resistancewelding, as illustrated in Figure 4.20b). The heating of the work inthe weld area and the resulting weld are essentially identical withboth processes. With HFRW, the current is conducted into thework through electrical contacts that physically touch the work.With HFIW, the current is induced in the work by coupling with anexternal induction coil. There is no physical electrical contact withthe work. A characteristic of high frequency current is that it travelsas close to the “vee” edge as possible, thus treating only thesurfaces that are to be welded.
Although the welding process depends upon the heat generatedby the resistance of the metal to high frequency current, otherfactors must also be considered for successful high frequency welding.Because the concentrated high frequency current heats only asmall volume of metal (just where the weld is to take place), theprocess is extremely energy efficient, and welding speeds can byvery high. Materials handling, forming and cutting limit themaximum line speed. Minimum line speed is set by materialproperties and weld quality requirements.
The fit of the surfaces to be joined and the manner in which theyare brought together is important if high-quality joints are to beproduced. Flux is not usually used but can be introduced to theweld area in an inert gas stream. Inert gas shielding of the weldingarea is generally needed only for joining reactive metals such astitanium and certain stainless steel products.
The advantages and limitations of high frequency welding processesare:
Advantages Limitations• Produces welds with • Special care must be taken to avoidvery narrow heat- radiation interference in the plant’saffected zones vicinity
• High welding speed • Uneconomical for products requiredand low power in small quantitiesconsumption • Needs proper fit-up
• Able to weld very • Hazards of high frequency currentthin wall tubes
• Minimizes oxidationand discoloration aswell as distortion
4.2.3.7 High frequency and induction resistance seam welding (RSeW - HF&I)

4-36
FIGURE 4.20HIGH FREQUENCY AND INDUCTION RESISTANCE SEAM WELDING (RSeW-HF&I)
a) HIGH FREQUENCY RESISTANCE WELDING b) HIGH FREQUENCY INDUCTION WELDING
FIGURE 4.21UPSET WELDING (UW)
a) SCHEMATIC b) PLATEN MOTION

4-37
High frequency welding processes offer several advantages overlow frequency and direct current resistance welding processes.One characteristic of the high frequency processes is that they canproduce welds with very narrow heat-affected zones. The highfrequency welding current tends to flow only near the surface ofthe metal because of the “skin effect” and along a narrowcontrolled path because of the “proximity effect”. The heat forwelding, therefore, is developed in a small volume of metal alongthe surfaces to be joined. A narrow heat-affected zone is generallydesirable because it tends to give a stronger welded joint than thewider zone produced by many other welding processes. Withsome alloys, the narrow heat-affected zone and absence of caststructure may eliminate the need for post-weld heat treatment toimprove the metallurgical characteristics of the welded joint. Theshallow and narrow current flow path results in extremely highheating rates and therefore, high welding speeds and low-powerconsumption. A major advantage of the continuous high frequencywelding processes is their ability to weld at very high speeds. highfrequency welding can also be used to weld very thin wall tubes.Wall thicknesses down to 0.13mm(0.005 inches) is presently beingwelded on continuous production mills. The processes areadaptable to many steels including low carbon, low-alloy andstainless steels. Because the time at welding temperature is veryshort and the heat is localized, oxidation and discoloration of themetal as well as distortion of the part are minimal.
As with all processes, there are limitations. Because the equipmentoperates in the radio frequency range, special care must be takenin its installation, operation, and maintenance to avoid radiationinterference in the plant’s vicinity. As a general rule, the minimumspeed for carbon steel is about 7.6m/min(25 feet/min). Forproducts that are only required in small quantities, the highfrequency processes may be uneconomical unless the technicaladvantages justify the application. Because the high frequencyprocesses utilize localized heating in the joint area, proper fit-up isimportant. Equipment is usually incorporated into mill or lineoperation and must be fully automated. The process is limited tothe use of coil, flat, or tubular stock with a constant joint symmetrythroughout the length of the part. Any disruption in the currentpath or change in the shape of the vee can cause significantproblems. Special precautions must be taken to protect plantpersonnel from the hazards of high frequency. The high frequencyprocesses have found applications in the seam welding of bumperreinforcement beams on continuous lines.

UW is a resistance welding process that produces coalescenceover the entire area of faying surfaces, or progressively along abutt joint, by the heat obtained from the resistance to the flow ofwelding current through the area where those surfaces are incontact. Usually DC current is used for the heating, with theparts clamped in electrical contacting dies, one stationary andthe other movable as illustrated in Figure 4.21a). Pressure is usedto complete the weld.
The movable clamping die (or platen motion) is presented inFigure 4.21b). At first, the motion brings the parts into intimatecontact. Then the weld current is energized. In joints withnormal fit-up, some thermal expansion may be seen as the partsheat. Joints with poor fit-up tend to experience a joint seatingmotion during this period. At a point in time when sufficientheating has occurred, a rapid forging force is applied and theabutting parts are rapidly forced into each other, causing someoutward material flow.
With this process, welding is essentially done in the solid state.The metal at the joint is resistance heated to a temperaturewhere recrystallizaion can rapidly take place across the fayingsurfaces. A force is applied to the joint to bring the fayingsurfaces into intimate contact and then upset the metal. Upsethastens recrystallization at the interface and, at the same time,some metal is forced outward from this location. This tends topurge the joint of oxidized metal.
Upset welding has two variations:
1. Joining two sections of the same cross section end-to-end (butt joint).
2. Joining of sections with differing cross sections such as a stud to a plate.
The first variation can also be accomplished by flash welding.The second variation is also done with resistance projectionwelding.
The advantages and limitations of UW are:
The upset welding of butt joints is fast and can be automated.There is some flexibility in joint design. However, control of thejoint tolerances is critical. The process requires large amounts ofcurrent so DC rectified current is usually used to improveefficiency. In some applications, the weld flash must beremoved.
The upset butt process involves relatively slow heating and nomeasures are taken to protect the joint from air. Consequently, agenerous upset is required to exude oxidized metal. For this reason,other butt welding processes such as flash, percussion or frictionwelding are often preferred.
4.2.3.8 Upset welding (UW)
4-38
Advantages Limitations• Some flexibility in • Produces unbalance on three-phasecross section shape primary power lines so often DC
• Rapid process, can current is usedbe automated • Requires special equipment for
• Impurities can be removal of flash metalremoved during • Difficult alignment for workpiecesupset with small cross sections
• Can weld rings and • Requires part cross sectionvarious cross sections consideration

FRW is a process that produces a weld under a compressiveforce (Reference 4.10). As illustrated in Figure 4.22a), the workpieces are brought into contact and rotated very rapidly toproduce heat. Usually one piece is rotated against a stationarypiece to produce the heat at the junction. The rotation time andforce are adjusted until the temperature in the joint reaches theforging temperature of the material at which time the rotation isstopped and an axial force is applied to forge weld the piecestogether. As such, the process is a solid-state bonding process.
Geometries that have a rotational symmetry are particularlysuitable for friction welding. Applications include round bars andtubes to each other, as well as bars or tubes to sheet steel.
Linear friction welding is used for parts with non-rotationalsymmetry. In this application, one part is oscillated back andforth against the other (Figure 4.22b).
The advantages and limitations of FRW are:
FRW is fast and can join many different materials. It is one ofonly a few welding processes that has this material variability. Itis easily automated. However, part geometry can be a limitation;and, in general, the materials to be joined must be hot forgeable.
4.2.3.9 Friction welding (FRW)
“LASER” is an acronym for “light amplification by stimulatedemission of radiation.” A laser beam that becomes highlyfocused is an excellent source of concentrated energy. This energyis used for many welding applications and also for cutting andheat treating.
Two basic types of lasers are used in welding: solid-state and gas(Reference 4.10). Solid-state lasers are made of a single elongatedcrystal rod. Nd:YAG (a doped crystal of neodymium with yttrium,aluminum, and garnet) is the most common solid-state laser usedfor welding today. The end surfaces of the rod are ground flatand parallel. These ends usually have a reflectivE-coating placedon them. While one end is totally reflective, the other end is partiallyreflective, leaving a small area for photons to escape. The Ndions excite their electrons to a higher energy level. By doing this,photons are emitted at a wavelength of 1.06 microns. After thephotons are emitted, the electrons are allowed to return to theiroriginal state.
4.2.3.10 Laser beam welding (LBW)
4-39
Advantages Limitations• Faster than most • Start-up cost is highother processes • Parts must be able to rotate about an
• Can join dissimilar axis of symmetrymaterial together • Free machining alloys are difficult to(e.g.) Copper to weldsteel • Non-forgeable materials cannot be
• Easily automated friction weldedfor high-volumeproduction

4-40
FIGURE 4.22FRICTION WELDING (FRW)
a) PART ROTATION b) PART OSCILLATION
FIGURE 4.23LASER BEAM WELDING (LBW)
b) BEAM FOCUS
a) CARBON DIOXIDE LASER

4-41
The most common gas laser is the carbon dioxide laser (seeFigure 4.23a). It is also the laser used for most welding applications.An electrical charge excites the carbon dioxide molecules, whichon their return to their normal energy state emit some photons.Much like solid-state lasers, reflective surfaces are placed at theends of the tube in which the gas is contained. The one end istotally reflective, while the other allows a small amount of light topass. This light is emitted at a wavelength of 10.6 microns.
Factors affecting the choice between gas and solid-state lasers are:
Nd:YAG lasers: most metals absorb its wavelength better thanthe CO2 laser wavelength, versatile fiber-optic delivery, easybeam alignment, easier maintenance, smaller equipment, andmore expensive safety measures than CO2 because of its wave-length.
CO2 lasers: higher power, better beam quality in terms of focusability, higher speeds and deeper penetration for materials thatdon’t reflect its light, and lower start-up and operation.
In laser welding, the beam can be focused for different applicationsas illustrated in Figure 4.23b). Usually, a small focus size is usedfor cutting and welding, while a larger focus is used for heat treatmentor surface modification. The focal spot of the beam can also bevaried based on the application.
The advantages and limitations of LBW are:
LBW advantages include the very rapid weld travel speed andthe low heat input that results in very little distortion. However,initial equipment costs for laser welding are high. Additionalcosts to assure good part fit-up may be of some disadvantage.Coatings on steel can be a problem in plume formation throughwhich the laser beam cannot adequately penetrate. Fume controlshielding gas may be required.
There have been a number of experimental developments inwelding processes using the laser welding process as a base andcoupling a second welding process (such as plasma arc welding)with it. The benefit is that the high travel speed associated withthe laser process is combined with the metal fill, the less stringentpart fit-up and the favorable bead shape associated with the plasmaarc process. Two variations of the LBW/PAW process aredescribed in two patents (References 4.11 and 4.12).
Advantages Limitations• Single pass weld • High initial start-up costspenetration in • Part fit-up and joint tracking aresteel up to 19mm critical(0.75 inches) thick • Not portable
• Materials need • High cooling rates may lead tonot be conductive material problems
• No filler metalrequired
• Low heat inputproduces lowdistortion
4.2.3.11 Laser beam and plasma arc welding (LBW/PAW)

The heat of welding causes changes in the microstructures andmechanical properties in a region of heated steel that is referredto as the heat-affected zone (HAZ). The resulting microstructurein the HAZ will depend on the composition of the steel and therate at which the steel is heated and cooled. The degree ofhardening in the HAZ is an important consideration determiningthe weldability of a carbon or low-alloy steel. Weldability andresistance to hydrogen cracking generally decrease with increasingcarbon or martensite in the weld metal or the HAZ, or both.
Although carbon is the most significant alloying element affectingweldability, the effects of other elements can be estimated byequating them to an equivalent amount of carbon. Therefore,the effect of total alloy content can be expressed in terms of acarbon equivalent (CE). One empirical formula that may be usedfor judging the risk of underbead cracking in carbon steel is:
CE = C + Mn + Cr + Mo + V + Ni + Cu
6 5 15
Generally, steels with low CE values (e.g., 0.2 to 0.3) have excellentweldability; however, the susceptibility to underbead crackingfrom hydrogen increases when the CE exceeds 0.40.
David Dickinson, The Ohio State University, used his experienceand the results of a State-of-the-Art Welding Survey (Reference4.5), to rank the suitability of various welding processes for joining bumper steels. His “poor”, “acceptable”, “better” and“best” rankings are given in Table 4.3. Note: The rankings for10B21 Modified were added to the Table by the American Ironand Steel Institute’s Bumper Project Group. The rankings are subjective and should not be taken as absolute. However, theydo provide a starting point for the selection of a welding process.
The welding processes in Table 4.3 were all identified inDickinson’s SOA Survey as ones that are currently used inbumper manufacture, or were used to produce prototypebumpers. The processes, described in Sections 4.2.3.1 to4.2.3.11, are:
1. Gas metal arc welding (GMAW)2. Flux cored arc welding (FCAW)3. Resistance spot welding (RSW)4. Resistance projection welding (RPW)5. Resistance seam welding (RSeW)6. Resistance projection seam welding (RPSeW)7. High frequency and induction resistance seam welding (RSW-HF&I)
8. Upset welding (UW)9. Friction welding (FRW)10. Laser beam welding (LBW)11. Laser beam and plasma arc welding (LBW/PAW)
4.2.4 Weldability of bumper materials
4-42
4.2.5 Ranking of welding processes

4-43
TABLE 4.3RANKING OF WELDING PROCESSES BY BUMPER MATERIAL
BUMPERMATERIAL1
MATERIALSTANDARD2
WELDING PROCESSES 3, 4
UNCOATED
CQ
DQSK
DQAK
35XLF
50XLF
55XLF
80XLF
120XF
135XF
140T
M190HT
10B21 (Modified)
COATED
HDG/EG
SAEJ2329 (Grade 1)
SAEJ2329 (Grades 2 & 3)
SAEJ2329 (Grades 2 & 3)
SAEJ1392 (035XLF)
SAEJ1392 (050XLF)
SAEJ1392 Modified
SAEJ1392 (080XLF)
SAEJ2340 (830R)
SAEJ2340 Modified
SAEJ2340 (950DL)
SAEJ2340 (1300M)
SAEJ403 (10B21 Modified)
—
B
B
B
B
B
B
B
b
b
b
b
B
b
B
B
B
B
B
B
B
b
b
b
b
B
b
B
B
B
B
B
B
B
B
B
B
b
g
g
B
B
B
B
B
B
B
B
B
B
b
g
g
B
B
B
B
B
B
B
B
B
B
b
b
g
B
B
B
B
B
B
B
B
B
b
b
g
g
B
B
B
B
B
B
B
B
B
B
b
B
g
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
b
p
b
b
b
b
b
b
b
b
b
b
b
b
p
GMAW
FCAW
RSW
RPW
RSeW
RPSeW
RSeW-HF&1
UW
FRW
LBW
LBW/PAW
1. Refer to Section 4.2.5 and Tables 2.1, 2.2, 2.3, 5.4 and 5.5 for bumper material definitions and properties.
2. See References 4.13, 4.14, 4.15 and 6.4.
3. Refer to Section 4.2.3 for welding process definitions.
4. p = poor g = acceptable b = better B = best

All of the materials in Table 4.3 are commonly used for productionbumpers. Examples are given in Tables 5.4 and 5.5 along with adescription of each bumper material. In Table 4.3, the weldingprocesses are ranked for the following materials:
Hot rolled or cold rolled (uncoated) sheet steel
1. CQ Commercial quality2. DQSK Drawing quality, special killed de-oxidation
practice.3. DQAK Drawing quality, aluminum killed.4. 35XLF High-strength low-alloy with sulphide inclusion
control, low carbon, 240 MPa (35 ksi) yield strength.
5. 50XLF High-strength low-alloy with sulphide inclusion control, low carbon, 345MPa (50ksi) yield strength.
6. 55XLF High-strength low-alloy with sulphide inclusion control, low carbon, 380MPa(55ksi) yield strength.
7. 80XLF High-strength low-alloy with sulphide inclusion control, low carbon, 550MPa (80ksi) yield strength.
8. 120XF High-strength low-alloy with sulphide inclusion control, low carbon 830MPa (120ksi) yield strength.
9. 135XF High-strength low-alloy with sulphide inclusion control, low carbon 920MPa (135ksi) yield strength.
10. 140T Dual phase structure contains martensite in ferrite matrix, excellent formability prior to strain aging, 965MPa (140ksi) tensile strength.
11. M190HT Martensitic quality, 1310MPa (190ksi) tensile strength.
12. 10B21 Carbon-Boron steel, 1140MPa (165ksi) yield (Modified) strength after hot forming and quenching.
hot-dip galvanized or electrogalvanized sheet steel
13. HDG/EG Includes materials one through 12 (above) that have been hot-dip galvanized or electrogalvanized.The ranking of the welding processes for individual materials (one through 12) in the galvanized condition becomes quite complex because of the dual effect of steel grade and metallic coating on weld ability. Thus, one overall ranking is given for each of materials onethrough 12 in either the hot-dip galvanized or the electrogalvanized condition for each welding process.
4-44

4-45
The following is an overall explanation of the rankings assigned inTable 4.3:
Arc welding (GMAW and FCAW)
In general, all steel bumper materials may be arc welded withoutdifficulty. Selection of an appropriate filler metal with properstrength is all that is required. Welding consumable manufacturerscan assist with this selection.
Consideration should be given to the heat-affected zone in arcwelded joints. The graphs in Figure 4.24 are diagrammaticrepresentations of the heat-affected zone for arc welded steelbumper materials. Actual plots are available from steel suppliersand welding consumable manufacturers.
Figure 4.24 indicates that as the carbon content in the steelincreases, the hardness at the fusion line increases. For example,the carbon content of a martensitic steel depends on its strengthlevel. A higher strength level has a higher carbon content. Figure4.24 indicates that a martensitic steel with a higher carbon contenthas increased hardness at the fusion line. Dual phase steel isanother example. The carbon content of dual phase steel dependson its production process - as rolled, batch annealed or continuousannealed. All three have different carbon levels and differentfusion line hardness.
Figure 4.24 also indicates that some steel materials undergo softeningand a loss of strength in the heat-affected zone (e.g., microalloy,dual phase, recovery annealed and martensitic materials). Lowerheat input during welding helps reduce the degree of softening.
Higher strength materials are slightly more difficult to weld thanlower strength materials because of the springback associated withhigher strength parts. Fixturing, to hold the parts firmly in placeduring welding, is often required to get defect free welds.
Galvanized coatings on steel can cause minor difficulties with arcwelding. For example, zinc has a much lower melting andvaporization point than steel. Thus, during welding, zinc fumes aregenerated. They may be captured by a ventilation system. Also,intermetallic zinc inclusions may be formed during welding.However, inclusions may be minimized by using the FCAWprocess. The flux scavenges the inclusions and they are removedalong with the flux.
Resistance welding (RSW, RPW, RSeW and RPSeW)
A comparison of resistance spot weldabilty is given in Figure 4.25for hot rolled, cold rolled and galvanized sheets. Welding lobesare given for representative bumper materials. The lobes are some-what arbitrary. However, they do allow a rough comparison of thespot weldability of steel materials. For a given material, a weldinglobe is expressed as weld time verses weld current at a constantelectrode force level.

4-46
FIGURE 4.24HARDNESS IN HEAT-AFFECTED ZONE OF ARC WELDS
Distance From Fusion Line
Ha
rdn
ess

4-47
FIGURE 4.25RESISTANCE SPOT WELDING COMPARISON
c) GALVANIZED SHEET
a) HOT ROLLED SHEET
b) COLD ROLLED SHEET

Each lobe is a three dimensional diagram. The larger rectangularplane in a lobe represents the base line of weldability. Thisbase line diminishes into the depth of the page to a smallerplane. The reduction in plane size represents sensitivity tosome weld parameter such as electrode force. Thus, whenthe two planes are almost the same size, the material is weldableover a wide range of parameters. On the other hand, if oneplane is considerably smaller than the other, weldability lossesare expected with a change in parameter. For galvanized sheets,the coating has a marked effect on weldability. To representthe effect of the coating, a square has been placed onto thesmaller plane.
The lobes in Figure 4.25 are sometimes referred to as operatingwindows. Weld current and time must be within an operatingwindow to achieve a sound weld. A small operating windowmeans a high degree of control is required in the weldingprocess. Thus, materials with small operating windows areregarded as less weldable than materials with large windows.
CQ and DQ hot and cold rolled materials are weldable over awide range of welding currents and times. Their excellentweldability is often taken as the base against which othermaterials are compared. CQ and DQ are only minimallyaffected by electrode force (A high electrode force reducescontact resistance. Thus, either more current or a longer weldtime is required). Weld nuggets in CQ and DQ materials areductile and strong.
The hot and cold rolled XLF materials have excellent weldability.They closely match the weldability of CQ and DQ. The XLFmaterials obtain their strength from microalloying elements(precipitation hardening) and controlled rolling (fine grainsize). During welding, loss of precipitation hardening andgrain growth may occur, resulting in strength loss in the heat-affected zone. Usually, the effect is minimal and does not hinderthe application of XLF materials.
120XF and 135XF hot and cold rolled sheets generally obtaintheir strength through cold work and recovery annealing.While there is no problem welding these materials, a reductionin hardness and strength in the heat-affected zone can occur.Using the lowest current and shortest weld time prevents overwelding and improves heat-affected zone strength.
Weldability tests on hot and cold rolled dual phase (e.g. 140T)steels show they respond very similar to other steels at theirstrength level.
Martensitic hot or cold rolled sheet (e.g., M190HT) obtains itsstrength through the quench hardening of somewhat highercarbon steel to martensitic steel. Resistance weld nuggetstend to be brittle and subject to cracking failure. Also,strength loss, through tempering of the base metal, can occurin the heat-affected zone. Regardless, martensitic steels areresistance weldable provided some precautions are taken duringwelding.
4-48

Galvanized coatings add a complexity to welding. In general, asthe strength level of the base steel increases, weldability decreases.Also, as strength increases, the required electrode force increases.The effect of the coating on the electrode, plus the higher weldingforce, cause reduced weldability as indicated by the smalleroperating windows for galvanized materials. Coatings alsoreduce electrode life; thus, the condition of the electrodes mustbe closely monitored during welding. Frequent dressing orreplacement of the electrodes is required.
High-frequency welding (RSeW-HF&I)
All of the current bumper materials are readily joined by highfrequency welding. High frequency welds have only a smallheat-affected zone because the welding current is concentratedon the surfaces to be welded. In addition, the squeeze at thepoint of weld consummation forces any inclusions in the moltenweld metal out of the weld zone. Galvanized coatings have littleaffect on weldability since the heated region of a joint is small.Also, there is little vaporization of the coating and fuming.
Upset and friction welding (UW and FRW)
Upset and friction welding both result in relatively low heating.Thus, the heat-affect zone not only is small but also containsminimal softening. It is very difficult to align sheet steel partswith these processes. Thus, they are mainly used for bar stockand thicker steel.
Laser welding (LBW and LBW/PAW)
A laser beam is finely focused and usually associated with highertravel speed, therefore, a laser weld has a very small heat-affectedzone due to the higher cooling rate. Thus, any loss of strength inthe welded materials, even higher strength ones, is minimal. Thisprocess requires excellent fit-up, which is sometimes difficult toachieve during production, especially with higher strength materialsdue to springback. The vaporization of galvanized coatings cancause a plume, which blocks the laser beam. In such a case, afume control shielding gas may be used.
4-49

5.1 Sweep (roll formed sections) and depth of draw (stampings)The current styling trend for vehicles is toward rounded,aerodynamic shapes. This trend has impacted bumper design andchallenged bumper manufacturers to provide the highly roundedshapes desired by vehicle stylists. Steel bumper manufacturers havemet the challenge and are providing the contours required for bothreinforcing beams and facebars.
A convenient way of defining the degree of roundness for astamped or roll formed reinforcing beam is to use the concept ofsweep. Sweep expresses the degree of curvature of the outerbumper face, or the face farthest removed from the inside of thevehicle. Sweep is defined in Figure 5.1 and Tables 5.1 and 5.2.Sweep in the camber, X, for a 60 inch (1524 mm) chord length, L,of a given circle of radius, R. Sweep is expressed as the number ofone-eighth inches (3.18 mm). For example, if X is 5 inches (127mm) for an L of 60 inches (1524 mm), the sweep would be 40.Tables 5.1 and 5.2 indicate that a sweep number of 40 correspondsto a radius of curvature of 92.5 inches or 2350 mm. Tables 5.1 and5.2 also list the cambers for chord lengths smaller than 60 inches(1524 mm). For example, if the camber is 2.711 inches (68.9 mm)and the chord length is 40 inches (1016 mm), the sweep number is50. The concept of sweep applies well to a reinforcing beambecause it has a near constant radius of curvature and no wraparounds at the end of the reinforcing beam.
Depth of draw is often used to describe the amount of roundingand wrap around on a bumper section, and in particular, a stampedfacebar. As shown in Figure 5.2, depth of draw is the distance, X,between the extreme forward point on a bumper and the extremeaft point on a bumper. This distance has a physical significance inthat it cannot exceed the opening available with a given stampingpress. X is usually stated in inches (millimeters).
5.2 Tailored ProductsThere are two types of tailored products used for bumper beams:laser welded blanks and tailor rolled blanks.
A laser welded blank joins two or more flat steel blanks togetherwith laser welding prior to forming. The blanks can have differentstrengths and thicknesses so that the formed end product hasextra thickness and/or strength where it is needed. Examples oflaser welded blanks are shown in Figure 5.3.
A tailor rolled blank is created by sending a steel coil through a tailorrolling process where the thickness is reduced in certain areas withcompressive rollers. The variable thickness coil can then beblanked to create a tailor rolled blank. The tailor rolled blank canthen be stamped or hot formed into a component that has extrathickness where it is needed. In the future, it may even be possibleto send a tailor rolled coil through a roll forming line to produceroll formed parts with variable thicknesses.
Both laser welded blanks and tailor rolled blanks have been implemented into production for bumper beams and are considereda viable method of mass reduction for steel bumper systems.
5. Design concepts
5-1

FIGURE 5.1DEFINITION OF SWEEP
5-2

TABLE 5.1SWEEP NUMBERS (CAMBER, X, INCHES)
SWEEPNO.
CHORD LENGTH, L, INCHES RADIUS(inches)
30 35 40 45 50 55 60
1
10
15
20
25
30
35
40
45
50
55
60
0.031
0.311
0.466
0.622
0.773
0.926
1.072
1.224
1.373
1.513
1.659
1.790
0.043
0.424
0.635
0.847
1.052
1.263
1.474
1.670
1.872
2.067
2.264
2.449
0.056
0.554
0.830
1.107
1.374
1.652
1.924
2.188
2.455
2.711
2.973
3.218
0.070
0.701
1.050
1.402
1.749
2.095
2.445
2.776
3.167
3.449
3.782
4.103
0.087
0.866
1.297
1.732
2.164
2.592
3.023
3.442
3.867
4.282
4.703
5.106
1.105
1.048
1.569
2.098
2.621
3.143
3.673
4.182
4.701
5.214
5.731
6.236
0.125
1.250
1.875
2.500
3.125
3.750
4.375
5.000
5.625
6.250
6.875
7.500
3600.0
360.6
240.9
181.3
145.6
121.9
104.9
92.5
82.8
75.1
68.9
63.8
5-3

RADIUS(mm)
TABLE 5.2SWEEP NUMBERS (CAMBER, X, MILLIMETERS)
SWEEPNO.
CHORD LENGTH, L, MILLIMETERS
762 889 1016 1143 1270 1397 1524
1
10
15
20
25
30
35
40
45
50
55
60
0.79
7.90
11.8
15.8
19.6
23.5
27.2
31.1
34.9
38.4
42.1
45.5
1.09
10.8
16.1
21.5
26.7
32.1
37.4
42.4
47.5
52.5
57.5
62.2
1.42
14.1
21.1
28.1
34.9
42.0
48.9
55.6
62.4
68.9
75.5
81.7
1.78
17.8
26.7
35.6
44.4
53.2
62.1
70.5
80.4
87.6
96.1
104
2.21
22.0
32.9
44.0
55.0
65.8
76.8
87.4
98.2
109
119
130
2.67
26.6
39.9
53.3
66.6
79.8
93.3
106
119
132
146
158
3.18
31.8
47.6
63.5
79.4
95.3
111
127
143
159
175
191
91440
9159
6119
4605
3698
3096
2664
2350
2103
1908
1750
1619
5-4

FIGURE 5.2DEFINITION OF DEPTH OF DRAW
5-5

FIGURE 5.3EXAMPLES OF TAILOR WELDED BLANKS
5-6

5-7
5.3 Latest benckmark bumper beamsExamples of recent bumper beams are given in Table 5.3 and Figures5.4 and 5.5. The examples clearly illustrate that steel bumper beamsreadily meet the challenges faced by bumper designers -styling,weight, cost and structural integrity.

5-8
FIGURE 5.4ROLL FORMED BEAMS
A.) 2012 NISSAN JUKE (REAR)M190 BOX SECTION
B.) 2012 HONDA CRV (FRONT)M190 B-SECTION
C.) 2012 LINCOLN NAVIGATOR (FRONT)120XF BOX SECTION
D.) 2013 FORD ESCAPE (REAR)M190 BOX SECTION

5-9
E.) 2012 DODGE RAM 1500 (FRONT)35XLF
FIGURE 5.5STAMPED FACEBARS
F.) 2012 TOYOTA TUNDRA (REAR)MILD STEEL

5-10
FIGURE 5.6HOT-FORMED BEAMS
G.) 2012 FORD MUSTANG (FRONT)1500 MPA BORON STEEL BOX SECTION
H.) 2012 JAGUAR XF (REAR)1500 MPA BORON STEEL BOX SECTION
I.) 2012 FORD FOCUS (FRONT)1500 MPA BORON STEEL HAT SECTION WITH FACE PLATE
J.) 2012 FORD ESCAPE (FRONT)1500 MPA BORON STEEL HAT SECTION WITH FACE PLATE

5-11
K.) 2010 FORD RAPTOR (FRONT)MILD STEEL
FIGURE 5.7SHEET HYDROFORMED FACEBAR

VEHICLE DESCRIPTION MASS PRODUCTION
LOCATION MATERIAL THICKNESS FEATURES
(model year, make, model)
METHOD (front or rear)
(mm)
2012 Nissan Juke
3.3 kg Roll Forming Rear 190T / 1.1 mm Lightweight roll formed bumper with
1300MPa
UHSS M190
2012 Honda CRV
5.8 kg Roll Forming Front 190T / 1.2 mm Variable radii roll formed UHSS B-section
1300MPa
2010 Ford Raptor
Facebar = 9.7 kg Sheet
Front Mild Steel
1.6 mm Industry first sheet hydroformed facebar
Assembly = 18.7 kg Hydroforming
2012 Dodge Ram 1500
28.2 kg Stamping Front 035XLF 1.8 mm
The EA system is specially designed and tuned
to allow multiple front bumper modules
2012 Toyota Tundra
25.9 kg
Stamping Rear
Mild Steel 1.6 mm
Full-size, deep-drawn bumper with lightweight
bracing
2012 Lincoln Navigator Beam = 2.6 kg
Roll Forming Front
120XF 1.7 mm Low cost design with crash compatibility
2012 Ford Mustang
4.5 kg
Roll/Hot Front MnB 1500 1.2 mm
1500 MPa boron steel with closed section,
Forming (ACCRA)
aluminized coating, and variable sweep / section
2012 Jaguar XF 5.6 kg Roll/Hot
Rear 22MnB5
1.2 mm
1500 MPa boron steel with closed section,
Forming (ACCRA)
aluminized coating, and variable sweep / section
2012 Ford Focus (C346)
9.48 kg
Hot Stamped Front 10B21MnB 1.8 mm
Global design produced in North America,
Europe, Russia and China
2013 Ford Escape (C520)
10.47 kg
Hot Stamped Front 10B21MnB 1.7 mm
Carry over press parts from C346
2013 Ford Escape
7.4 kg Roll Forming
Rear M190T 1.8 mm
Lightweight, ultra high-strength steel bumper
solution
5-12
TABLE 5.3
LATEST BEN
CHMARK BUMPER BEA
MS

5-13
TABLE 5.3 (continued)LATEST BENCHMARK BUMPER BEAMS
DEFINITIONS
XF — High-strength low-alloy (HSLA). Designation number is yield strength in ksi.
XLF — High-strength low-alloy (HSLA) with low carbon. Formability of this quality is superior to XF quality. Designation number is yield strength in ksi.
T — Martensitic quality.
MPa — Mega Pascal.
MnB — Manganese Boron

5-14
5.4 Bumper weights, materials and coatingsBeams produced by the roll forming production method areshown in Table 5.4, beams produced by the cold stampingmethod are shown in Table 5.5 and beams produced by the hotforming method are shown in Table 5.6. This data may be used toestablish bumper beam benchmarks.
In Tables 5.4, 5.5 and 5.6, the bumper beams are grouped bysteel grade. The steel grades are defined in the Notes at the endof each table (see also Tables 2.1 and 2.2). For any given steelgrade, the bumper beams are listed in decreasing order of steelbeam thickness. The vehicle make and model is given for eachbeam.
There are five weight columns in Tables 5.4, 5.5 and 5.6. The firstcolumn indicates the weight of the roll formed, cold stamped orhot formed beam itself. For facebars, the weight is that of a painted beam. Chrome facebars are 0.37 kg (1.0 pound) heavier.The second column is the weight of any reinforcements welded tothe plain beam. The third column is the combined weight of theplain beam and attached reinforcements. The fourth column tabulates the weight of mounting brackets. The fifth column is theweight of a plain bumper beam, its reinforcements and its mounting brackets. It should be noted that many spaces in thefive weight columns are left blank. A blank space indicates thatthe weight being tabulated is unavailable.
The steel products used to manufacture the bumper beams arelisted in Tables 5.4, 5.5 and 5.6. Note that both hot rolled (HR)and cold rolled (CR) sheets are delivered in the bare condition.For hot-dip galvanized (HDG) and electrogalvanized (EG) sheets,the coating type and weight are shown. See Section 2.14 for adescription of aluminized (CR) sheet.
Corrosion protection coatings may be applied by the bumper supplier or by the OEM on the assembly line. The corrosion resistance of a bumper beam depends on all of the coatingsapplied to it. Thus, the coatings applied by both the bumper supplier and OEM are included in Tables 5.4, 5.5 and 5.6.
Sweep or curvature is often imparted to bumper beams duringroll forming. For the roll formed beams in Table 5.4, the amount ofsweep is shown. A small sweep radius indicates a large amount ofcurvature to help achieve a high degree of styling.

TABLE 5.4ROLL FORMED BUMPER BEAMS
2009 MODEL YEAR

3.20 (0.126)
1.60 (0.063)
1.73 (0.068)
3.50 (0.138)
1.10 (0.043)
1.10 (0.043)
1.14 (0.045)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.067)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
2673
(105)
3295
(10)
2628
(103)
2628
(103)
2400
(95)
2243
(88)
2350
(93)
2350
(93)
2200
(87)
3348
(132)
2348
(92)
2348
(92)
2200
(87)
3348
(132)
590R
80XLF
120XF
WEIGHT [kg (pounds)]
5-15
TABLE 5.4
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
mm (inches)
Honda
Chev
Jeep
Chev
Pontiac
Saturn
Nissan
Ford
Chrysler
Chrylser
Chrysler
Chrysler
Dodge
Dodge
Dodge
Dodge
Ridgeline
Tahoe
Wrangler
Tahoe
Solstice
Sky
Sentra
P150 Ranger
Sebring
Sebring Conv
300
300
Caliber
Caliber
Charger
Charger
rear
front
front
rear
rear
rear
front
front
front
front
front
rear
front
rear
front
rear
7.79
(17.16)
6.20
(13.68)
7.40
(16.32)
5.85
(12.90)
5.85
(12.90)
5.74
(12.65)
2.70
(5.94)
5.71
(12.60)
5.71
(12.60)
6.71
(14.80)
6.75
(14.88)
4.99
(11.00)
6.03
(13.30)
6.71
(14.80)
6.75
(14.88)
4.58
(10.08)
1.88
(4.14)
15.20
(33.51)
2.44
(5.36)
2.55
(5.61)
2.55
(5.61)
2.9
(6.38)
7.79
(17.16)
6.20
(13.68)
22.60
(49.83)
5.85
(12.90)
5.85
(12.90)
5.74
(12.65)
7.02
(15.44)
8.26
(18.21)
8.26
(18.21)
6.71
(14.80)
6.75
(14.88)
7.89
(17.36)
6.03
(13.30)
6.71
(14.80)
6.75
(14.88)HR
HR
CR
HR
CR
CR
CR
60G60G
CR
CR
CR
CR
CR
CR
CR
CR
E-coat
E-coat
none
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
none
none
none
none
none
35 28 36 36 39 42 40 40 43 28 40 40 43 28

40 40 40 40 49 34 37 36 49 34 59 49 36 27 27
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
10.45
(23.04)
6.03
(13.30)
11.76
(25.93)
6.03
(13.30)
15.84
(34.92)
7.97
(17.58)
8.73
(19.25)
11.59
(25.56)
15.84
(34.92)
7.97
(17.58)
11.59
(25.66)
15.84
(34.92)
7.09
(15.61)
7.39
(16.30)
6.74
(14.85)
Compass
Compass
Patriot
Patriot
Enclave
Malibu
Impala
Acadia
Acadia
Aura
Outlook
Outlook
Impala
Malibu
Camaro
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.30 (0.051)
1.40 (0.055)
1.40 (0.055)
5-16
2349
(93)
2349
(93)
2349
(93)
2348
(93)
1926
(76)
2743
(108)
2550
(100)
2624
(103)
1925
(76)
2743
(108)
1624
(64)
1926
(76)
2620
(103)
340
(136)
3441
(136)
120XF
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Jeep
Jeep
Jeep
Jeep
Buick
Chev
Chev
GMC
GMC
Saturn
Saturn
Saturn
Chev
Chev
Chev
front
rear
front
rear
rear
rear
rear
front
rear
rear
front
rear
front
front
front
4.99
(11.00)
6.03
(13.30)
5.23
(11.53)
6.03
(13.30)
6.56
(14.47)
5.53
(12.19)
6.31
(13.91)
4.63
(10.20)
6.56
(14.47)
5.53
(12.19)
4.63
(10.20)
6.56
(14.47)
6.84
(15.07)
6.19
(13.64)
6.74
(14.85)
2.17
(4.78)
1.15
(2.25)
2.17
(4.78)
1.15
(2.55)
2.17
(4.78)
5.46
(12.04)
6.53
(14.40)
7.11
(15.67)
2.44
(5.39)
2.42
(5.34)
5.81
(12.81)
7.11
(15.67)
2.44
(5.39)
5.81
(12.81)
7.11
(15.67)
0.25
(0.54)
1.20
(2.66)
none
none
none
none
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
E-coat
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R
8.73
(19.25)
5.78
(12.75)
8.73
(19.25)
5.78
(12.85)
8.73
(19.25)

1.40 (0.055)
1.40 (0.055)
1.50 (0.059)
1.50 (0.059)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.70 (0.067)
1.73 (0.068)
1.80 (0.071)
1.80 (0.071)
5-17
1624
(64)
3441
(136)
0 (0) 0 (0)
2061
(81)
2061
(81)
3348
(132)
1689
(67)
2500
(98)
3659
(144)
3310
(130)
1981
(78)
2160
(85)
2710
(107)
3602
(142)
3602
(142)
120XF
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Buick
Saturn
Chev
Chev
Chrysler
Chrysler
Dodge
Chev
Nissan
Subaru
Ford
Ford
Ford
Subaru
Mitsubishi
Mitsubishi
Enclave
Aura
Corvette
Corvette
Sebring
Sebring Conv
Challenger
Camaro
Sentra
Tribecca
Escape
Escape
U222
Navigator
Tribecca
Galant
Eclipse
front
front
front
rear
rear
rear
rear
rear
rear
rear
front
rear
front
front
front
front
5.49
(12.11)
6.19
(13.64)
7.76
(17.11)
7.26
(16.01)
9.77
(21.54)
8.07
(17.79)
7.61
(16.78)
6.29
(13.88)
6.92
(15.25)
7.39
(16.29)
6.60
(14.54)
6.60
(14.54)
6.64
(14.66)
9.95
(21.93)
1.15
(2.55)
1.88
(4.14)
5.81
(12.81)
1.20
(2.66)
3.87
(8.53)
0.36
(0.79)
12.45
(27.47)
7.39
(16.30)
7.76
(17.11)
7.26
(16.01)
9.77
(21.54)
13.82
(30.46)
7.61
(16.78)
6.29
(13.88)
7.28
(16.04)
7.39
(16.29)
6.60
(14.54)
6.60
(14.54)
CR
CR
70G70G EG
70G70G EG
CR
CR
CR
CR
CR
CR
60G60G EG
60G60G EG
CR
CR
CR
CR
E-coat
E-coat
E-coat
E-coat
none
none
none
E-coat
none
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
none
none
59 27 0 0 46 46 28 57 38 25 28 48 44 35 26 26
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R

Eclipse Spyder
D258 Taurus
Town Car
Crown
Victoria
Endeavor
Cobalt
MKS
Taurus
Solara
Galant
Eclipse
Endeavor
Accord
Accord
Crossover
Accord
6.60
(14.54)
11.57
(25.46)
10.26
(22.58)
10.26
(22.58)
5.65
(12.45)
6.69
(14.74)
7.34
(16.19)
6.84
(15.08)
6.84
(15.08)
CR
CR
60G60G EG
60G60G EG
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
1.80 (0.071)
1.90 (0.075)
1.90 (0.075)
1.91 (0.075)
1.20 (0.047)
1.40 (0.055)
1.50 (0.059)
1.50 (0.059)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
3602
(142)
2530
(100)
5109
(201)
5109
(201)
3600
(142)
2908
(115)
2700
(106)
2700
(106)
2700
(106)
1509
(59)
3558
(140)
120XF
140T
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Mitsubishi
Ford
Lincoln
Ford
Mitsubishi
Chev
Ford
Ford
Toyota
Mitsubishi
Mitsubishi
MItsubishi
Honda
Honda
Honda
front
rear
rear
rear
front
front
rear
rear
rear
rear
rear
rear
front
front
rear
6.60
(14.54)
6.60
(14.54)
10.26
(22.58)
10.26
(22.58)
5.65
(12.45)
6.58
(14.50)
7.34
(16.19)
6.84
(15.08)
6.84
(15.08)
3.66
(8.05)
0.11
(0.24)
E-coat
none
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
none
none
none
none
none
none
26 37 18 18 26 32 35 35 35 65 26
5-18
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R

5-19
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R
1.80 (0.071)
2.00 (0.079)
2.00 (0.079)
2.00 (0.079)
2.00 (0.079)
1.10 (0.043)
1.10 (0.043)
1.10 (0.043)
1.10 (0.043)
1.10 (0.043)
1.10 (0.043)
1.14 (0.045)
1.14 (0.045)
1.14 (0.045)
1.14 (0.045)
1.20 (0.047)
2240
(88)
3994
(157)
3994
(157)
2500
(98)
2500
(98)
2500
(98)
3994
(157)
2740
(108)
2740
(108)
2740
(108)
4006
(158)
4843
(191)
140T
M190HT
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Honda
Honda
Acura
Acura
Honda
Chev
Pontiac
Nissan
Nissan
Nissan
Suzuki
Ford
Lincoln
Mercury
Suzuki
Ford
Accord
Crossover
Element
MDX
MDX
Crossover
Pilot
Equinox
Torrent
Altima
Altima Coupe
Maxima
XL-7
Fusion
MKZ
Milan
XL-7
Taurus
rear
rear
front
front
front
front
front
front
front
front
front
rear
rear
rear
rear
front
5.73
(12.64)
3.81
(8.40)
3.81
(8.40)
4.92
(10.85)
4.92
(10.85)
5.85
(12.90)
3.81
(8.40)
5.74
(12.65)
5.74
(12.65)
5.74
(12.65)
4.00
(8.82)
7.26
(15.97)
1.22
(2.68)
1.00
(2.21)
2.58
(5.68)
2.58
(5.68)
0.83
(1.84)
4.92
(10.82)
5.03
(11.07)
5.85
(12.90)
6.39
(14.08)
5.74
(12.65)
5.74
(12.65)
5.74
(12.65)
4.83
(10.66)
7.74
(17.03)
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
30G30G
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
E-coat
none
none
none
none
none
E-coat
42 23 23 38 38 38 23 34 34 34 23 19
6.95
(15.32)
4.81
(10.61)
6.39
(14.08)
6.39
(14.08)
4.83
(10.66)
1.31
(2.88)
0.11
(0.24)
0.48
(1.06)
8.26
(18.17)
4.81
(10.61)
6.39
(14.08)

5.79
(12.76)
5.62
(12.38)
9.81
(21.62)
9.81
(21.62)
10.12
(22.31)
8.14
(17.95)
8.14
(17.95)
6.69
(14.74)
6.35
(13.98)
5.13
(11.30)
6.69
(14.74)
5.78
(12.73)
1.20 (0.047)
1.20 (0.047)
1.30 (0.051)
1.30 (0.051)
1.30 (0.051)
1.33 (0.052)
1.33 (0.052)
1.40 (0.055)
1.40 (0.055)
1.40 (0.055)
1.40 (0.055)
1.40 (0.055)
1.40 (0.055)
1.40 (0.055)
4006
(158)
4006
(158)
4000
(158)
4000
(158)
4000
(158)
2543
(100)
2543
(100)
2325
(92)
3500
(138)
3500
(138)
2325
(92)
7934
(312)
M190HT
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Chev
Pontiac
Nissan
Nissan
Nissan
Dodge
Chrysler
Ford
Ford
Lincoln
Lincoln
Pontiac
Acura
Honda
Equinox
Torrent
Altima
Altima
Maxima
Caravan
Town &
Country
Flex
Edge
MKX
MKT
G8
MDX
Odyssey
rear
rear
rear
rear
rear
rear
rear
front
rear
rear
front
front
rear
rear
4.79
(10.55)
4.79
(10.55)
6.22
(13.70)
6.22
(13.70)
6.22
(13.70)
8.14
(17.95)
8.14
(17.95)
2.79
(6.15)
5.13
(11.30)
5.13
(11.30)
2.79
(6.15)
5.78
(12.73)
1.00
(2.21)
0.83
(1.83)
0.31
(0.69)
3.90
(8.59)
3.90
(8.59)
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
E-coat
none
none
23 23 23 23 23 37 37 41 27 27 41 12
3.59
(7.92)
3.59
(7.92)
3.59
(7.92)
1.22
(2.68)
5.79
(12.76)
5.62
(12.38)
6.53
(14.39)
6.69
(14.74)
6.69
(14.74)
5-20
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R

1.54 (0.061)
1.54 (0.061)
1.54 (0.061)
1.54 (0.061)
1.50 (0.059)
1.50 (0.059)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.80 (0.071)
2148
(85)
2148
(85)
2500
(98)
3400
(134)
3096
(122)
3096
(122)
3403
(134)
3403
(134)
5000
(197)
3403
(134)
1981
(78)
2181
(86)
M190HT
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Chrysler
Dodge
Honda
Honda
Ford
Lincoln
Ford
Lincoln
Lincoln
Mercury
Chev
Chev
Chev
Ford
Honda
Town &
Country
Caravan
CR-V
CR-V
Crown
Victoria
Town Car
Fusion
MKZ
MKT
Milan
Cobalt
HHR
HHR
Explorer
Ridgeline
front
front
front
rear
front
front
front
front
rear
front
rear
front
rear
front
front
7.72
(17.02)
7.72
(17.02)
3.34
(7.36)
3.41
(7.52)
4.42
(9.74)
4.42
(9.74)
5.49
(12.11)
4.42
(9.74)
5.40
(11.90)
0.94
(2.07)
2.29
(5.06)
10.95
(24.14)
10.95
(24.14)
5.37
(11.84)
7.47
(16.49)
4.42
(9.74)
4.42
(9.74)
6.03
(13.29)
4.42
(9.74)
10.09
(22.24)CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
none
none
none
44
44 38 27 30 30 27 27 18 27 42 43
3.23
(7.12)
3.23
(7.12)
1.09
(2.41)
1.77
(16.49)
0.54
(1.18)
4.69
(10.34)
4.28
(9.43)
5.70
(12.58)
5-21
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R

5-22
DEFINITIONS:
590R
Ferrite-bainite transformation strengthening grade. Minimum tensile strength is 590 MPa.
XFRecovery annealed quality. Strength is achieved primarily through cold work during cold rolling at the steel mill. Designation number (e.g. 50) is minimum yield
strength in ksi.
XLF
Microalloy quality. Strength is obtained through small quantities of alloying elements such as vanadium and niobium. Designation number (e.g. 120) is
minimum yield strength in ksi.
TDual phase quality. Structure contains martensite in ferrite matrix. Designation number (e.g. 140) is minimum tensile strength in ksi.
M..HT
Martensitic quality. Strength is determined by carbon content. Designation number (e.g. 190) is minimum tensile strength in ksi.
CR
Cold rolled sheet.
HR
Hot rolled sheet.
EGElectrogalvanized sheet. The six-character descriptor designatescoating type and weight. Two numeric characters (e.g. 60) denote coating weight in
g/m2. An alphabetic character denotes coatingtype. Thefirst three characters denote coating weight and type on one sideof the sheet and the last
three characters denote coating weightand type on the opposite side of the sheet.
GHot-dip galvanized sheet. The six-character descriptor designatescoating type and weight. Two numeric characters (e.g. 90) denote coating weight in
g/m2. An alphabetic character denotes coatingtype. Thefirst three characters denote coating weight and type on one sideof the sheet and the last
three characters denote coating weightand type on the opposite side of the sheet.
NOTES:
1.A blank cell means that data is unavailable for that cell.
2.A zero (0) sweep number means the beam is straight/flat.
3.Sweep numbers are rounded to the nearest whole number. Sweep radii are actual radii.
TABLE 5.4 (continued)
ROLL FORMED BUMPER BEA
MS
2009 M
ODEL YEA
R
1.80 (0.071)
1.45 (0.057)
1.45 (0.057)
1.70 (0.067)
2181
(86)
2148
(86)
M190HT
M220HT
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
SWEEP
NUMBERSWEEP
RADIUS
[mm (inches)]
Honda
Cadillac
Cadillac
Ford
Odyssey
CTS
CTS
MKS
front
front
rear
rear
6.76
(14.88)
7.88
(17.34)
1.06
(2.34)
1.12
(2.46)
8.94
(19.68)
CR
CR
CR
60G60G
E-coat
E-coat
E-coat
none
none
none
none
E-coat
43 44

TABLE 5.5STAMPED FACEBARS2009 MODEL YEAR

5-23
1.40 (0.055)
1.60 (0.063)
1.60 (0.063)
1.60 (0.063)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.90 (0.071)
2.00 (0.079)
2.00 (0.079)
2.00 (0.079)
2.01 (0.079)
1008/
1010
WEIGHT [kg (pounds)]
TABLE 5.5
STAMPED FACEBARS
2009 M
ODEL YEA
R
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
Toyota
Toyota
Toyota
Nissan
Dodge
Mitsubishi
Nissan
Nissan
Nissan
Nissan
GM
Ford
Mazda
Ford
Tundra
Tundra
Tacoma
Frontier
Dakota
Raider
Frontier
Titan
Xterra
Titan
Hummer 3
Ranger
B-series
Econoline
(Step)
front
rear
rear
front
rear
rear
rear
front
rear
rear
rear
rear
rear
rear
10.59
(23.33)
10.28
(22.65)
8.53
(18.80)
9.11
(20.08)
9.66
(21.30)
9.66
(21.30)
8.26
(18.20)
14.56
(32.08)
6.94
(15.30)
10.93
(24.09)
7.12
(15.7)
7.12
(15.7)
13.42
(29.6)
6.35
(14.0)
11.29
(26.1)
11.29
(26.1)
18.84
(41.55)
4.17
(10.4)
4.17
(10.4)
5.42
(11.95)
10.59
(23.33)
10.28
(22.65)
8.53
(18.80)
9.11
(20.08)
9.66
(21.30)
9.66
(21.30)
8.26
(18.20)
14.56
(32.08)
6.94
(15.30)
10.93
(24.09)
11.29
(26.1)
11.29
(26.1)
25.17
(55.5)
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
front side - chrome or paint
back side - thermoplastics, water
based compound
none
none
none
none
none
none
none
none
none
none
none
none
none
none
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - paint
back side - none
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - paint

5-24
TABLE 5.5 (continued)
STAMPED FACEBARS
2009 M
ODEL YEA
R
2.29 (0.090)
2.29 (0.090)
2.29 (0.090)
2.29 (0.090)
2.30 (0.090)
2.50 (0.098)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.60 (0.063)
1.90 (0.075)
1.90 (0.075)
1.64 (0.065)
1.80 (0.071)
1008/
1010
DR210
BH210
35SLK
35XLF
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
Chev
Chev
Chev
GMC
Ford
GM
Ford
Ford
Ford
Chev
GMC
Chev
Dodge
Dodge
Tahoe
Suburban
Silverado
Sierra 400
Econoline
Hummer 3
Super Duty
Super Duty
Econoline
Silverado
Canyon
Colorado
Ram 1500
Ram HD
rear
rear
rear
rear
rear
front
front
rear
front
front
rear
rear
rear
rear
21.19
(46.71)
21.19
(46.71)
21.19
(46.71)
21.19
(46.71)
13.15
(29.0)
17.05
(37.59)
8.44
(18.60)
14.43
(31.81)
20.23
(44.60)
20.23
(44.60)
9.54
(20.99)
13.28
(29.29)
9.55
(21.06)
13.15
(29.0)
14.92
(32.9)
17.05
(37.59)
8.44
(18.60)
14.43
(31.81)
9.54
(20.99)
22.83
(50.35)HR
HR
HR
HR
CR
CR
CR
CR
CR
CR
CR
CR
CR
CR
none
none
none
none
none
none
none
none
none
none
none
none
none
none
135
(5.3)
135
(5.3)
135
(5.3)
135
(5.3)
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - paint
back side - none
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - acrylic compound
front side - chrome or paint
back side - paint
13.28
(29.29)
1.77
(3.9)
165
(6.5)
165
(6.5)
92 (3.6)
front side - chrome or paint
back side - none
front side - chrome or paint
back side - none
front side - chrome
back side - none
front side - chrome or paint
back side - none
front side - chrome or paint
back side - acrylic compound
front side - chrome or paint
back side - acrylic compound
21.19
(46.71)
21.19
(46.71)
21.19
(46.71)
21.19
(46.71)
20.23
(44.60)
20.23
(44.60)

CR
CR
CR
CR
CR
CR
CR
HR
HR
CR
CR
CR
CR
CR
CR
CR
5-25
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.91 (0.075)
1.91 (0.075)
1.91 (0.075)
2.01 (0.079)
2.01 (0.079)
1.80 (0.071)
1.91 (0.075)
1.91 (0.075)
1.91 (0.075)
2.00 (0.079)
2.00 (0.079)
2.00 (0.079)
35XLF
50XLF
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
Chev
GMC
Dodge
Dodge
Chev
Mazda
Ford
Chev
GMC
Dodge
Ford
Ford
Ford
GMC
Chev
GMC
Silverado
Sierra
Ram 1500
Ram HD
Colorado
B Series Pickup
Ranger
Express 600
Savana 600
Ram 2DR
F-150
F-150 Styleside
(5000 lb. tow)
F-150 Styleside
(10500 lb. tow)
Sierra
Express
Savana
rear
rear
front
front
front
front
front
rear
rear
front
front
rear
rear
front
front
front
7.42
(16.35)
7.42
(16.35)
13.91
(30.66)
15.30
(33.71)
7.26
(16.00)
7.26
(16.00)
10.94
(24.12)
10.94
(24.12)
17.24
(38.00)
13.51
(29.8)
6.44
(14.2)
6.44
(14.2)
9.61
(21.18)
16.32
(35.96)
16.32
(35.96)
3.57
(7.86)
3.57
(7.86)
1.97
(4.36)
8.97
(19.79)
9.90
(21.83)
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - acrylic compound
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - paint or E-coat
front side - chrome or paint
back side - none
front side - chrome or paint
back side - none
front side - chrome or paint
back side - acrylic compound
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
none
none
none
none
none
none
none
none
none
none
none
none
none
none
none
none
140
(5.5)
117
(4.6)
117
(4.6)
132
(5.2)
132
(5.2)
191
(7.5)
140
(5.5)
160
(6.3)
160
(6.3)
TABLE 5.5 (continued)
STAMPED FACEBARS
2009 M
ODEL YEA
R
10.83
(23.86)
10.83
(23.86)
15.49
(34.16)
15.41
(33.99)
16.34
(36.03)
1.19
(2.62)
1.19
(2.62)
6.38
(14.07)
6.38
(14.07)
5.67
(12.50)
5.8
(12.8)
4.55
(10.04)
5.87
(12.96)
7.42
(16.35)
7.42
(16.35)
13.91
(30.66)
15.30
(33.71)
12.01
(26.48)
12.01
(26.48)
17.32
(38.2)
17.32
(38.2)
22.91
(50.5)
27.09
(59.60)
19.97
(44.03)
22.21
(48.99)
9.61
(21.18)
16.32
(35.96)
16.32
(35.96)

CR
CR
CR
HR
HR
HR
HR
HR
HR
22.84
(50.35)
13.91
(30.66)
15.30
(33.71)
15.30
(33.71)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
5-26
2.00 (0.079)
2.00 (0.079)
2.00 (0.079)
2.26 (0.089)
2.26 (0.089)
2.26 (0.089)
2.26 (0.089)
2.26 (0.089)
2.26 (0.089)
1.32 (0.050)
50XLF
55XLF
80XLF
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
Dodge
Dodge
Dodge
Chev
Chev
Chev
GMC
Chev
GMC
Honda
front
front
front
front
front
front
front
front
front
front
13.28
(29.29)
13.91
(30.66)
15.30
(33.71)
15.30
(33.71)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
14.29
(31.50)
13.28
(29.29)9.55
(21.06)
none
none
none
none
none
none
none
none
none
none
127
(5.0)
127
(5.0)
127
(5.0)
127
(5.0)
127
(5.0)
127
(5.0)
Ram
Ram 1500
Ram HD
Suburban
Suburban 430
Tahoe
Yukon
Silverado
Sierra HD
Element
TABLE 5.5 (continued)
STAMPED FACEBARS
2009 M
ODEL YEA
R
NOTES:
1. A blank cell means that data are unavailable for that cell.
2. Beam weight is for a painted beam. Add 0.37 kg (1.0 pound) for a chrome beam.
DEFINITIONS
1008/1010— Low carbon quality. Mechanical properties are not certified.
DR210 — Dent resistant quality. Minimum yield strength of 210MPa (30 ksi) as-shipped from the steel mill. Strength increases due to work hardening during forming.
BH 210
— Bake hardenable quality. Minimum yield strength of steel is 210 MPa (30 ksi) as-shipped from the steel mill. Strength increases due to work hardening during
forming and baking during coating.
SLK
— Structural quality. Killed, fine grain practice. Designation numbr (e.g. 35) is minimum yield strength in ksi.
XLF
— Microalloy quality. Strength is obtained through small additions of alloying elements such as vanadium and niobium. Designation number (e.g. 50) is minimum
yield strength in ksi.
CR — Cold rolled sheet.
HR — Hot rolled sheet.
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome or paint
back side - paint
front side - chrome or paint
back side - thermplastics, water
based compound
front side - chrome or paint
back side - thermoplastics, water
based compound
front side - chrome
back side - none
front side - chrome
back side - none
front side - chrome or paint
back side - none
front side - chrome or paint
back side - none
front side - chrome or paint
back side - none
front side - chrome or paint
back side - none

TABLE 5.6HOT FORMED BUMPER BEAMS2009 MODEL YEAR

HR
HR
HR
HR
HR
HR
HR
HR
HR
5-27
4.0 (0.157)
3.50 (0.138)
3.00 (0.118)
2.75 (0.108)
2.70 (0.108)
2.70 (0.106)
2.50 (0.098)
2.50 (0.098)
2.50 (0.098)
2.50 (0.098)
2.35 (0.093)
2.14 (0.084)
2.14 (0.084)
10B21(M
)
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
BMW
VW
VW
SEAT
VW
VW
VW
VW
Seat
VW
VW
VW
VW
6 Series
A4 Jetta USA
C1 USA
New Beetle
Ibiza
B5 USA Passat
B5 USA Passat
PQ24 Brazil
New Polo
PQ24 A04
New Polo
PQ24 S04
New Ibiza
Tiguan
Scirocco
Golf
Jetta
rear
rear
rear
rear
front
rear
rear
rear
rear
front
front
rear
front
6.00
(13.23)
6.50
(14.33)
8.00
(17.64)
2.00
(4.41)
2.80
(6.17)
2.80
(6.17)
4.00
(8.82)
4.20
(9.26)
3.50
(7.72)
6.00
(13.23)
6.00
(13.23)
7.20
(15.87)
8.00
(17.64)
5.00
(11.03)
5.00
(11.03)
5.00
(11.03)
4.00
(8.82)
4.00
(8.82)
6.00
(13.23)
11.6
(25.52)
0.70
(1.54)
3.00
(6.61)
2.20
(4.85)
2.20
(4.85)
2.50
(5.51)
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
E-coat
none
none
none
none
none
none
none
yes
yes
none
none
65 (2.6)
80 (3.1)
82 (3.2)
105 (4.1)
70 (2.8)
70 (2.8)
70 (2.8)
50 (2.0)
60 (2.4)
65 (2.6)
65 (2.6)
TABLE 5.6
HOT FO
RMED BUMPER BEA
MS
2009 M
ODEL YEA
R
3.1
(6.82)

5.10
(11.24)
4.80
(10.58)
7.22
(15.92)
5.00
(11.03)
5.00
(11.03)
5.00
(11.03)
5.00
(11.03)
6.00
(13.23)
4.97
(10.96)
10.20
(22.49)HR
HR
HR
HR
HR
HR
HR
HR
HR
5-28
2.14 (0.084)
2.00 (0.079)
2.00 (0.079)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.80 (0.071)
1.75 (0.069)
1.60 (0.063)
10B21
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
VW/
Skoda
Opel
Smart
VW
Saab
Saab
VW-
China
VW-
Seat
VW
VW
VW
T5 New 307
Zafira
Pure Coupe
SE241
New Cordoba
602 New 9-5
440 New 9-3
X4 (X41, X42)
New Xantia
W456 Brasil
former (SUV)
C1 USA New
Beetle
C1 ECE New
Beetle
D1 (Phaeton)
rear
rear
rear
front
front
front
front
rear
front
front
front
3.30
(7.28)
4.30
(9.48)
4.09
(9.02)
2.00
(4.41)
2.80
(6.17)
2.80
(6.17)
2.80
(6.17)
2.80
(6.17)
3.60
(7.94)
1.80
(3.97)
0.50
(1.10)
3.13
(11.62)
3.00
(6.61)
2.20
(4.85)
2.20
(4.85)
2.20
(4.85)
3.20
(7.05)
6.60
(14.55)
E-coat
E-coat
Zinc coated
E-coat
E-coat
E-coat
E-coat
E-coat
raw/CB-Zinc
none
none
none
none
none
yes
yes
none
yes
85 (3.3)
40 (1.6)
60 (2.4)
60 (2.4)
60 (2.4)
60 (2.4)
75 (3.0)
85 (3.3)
TABLE 5.6 (continued)
HOT FO
RMED BUMPER BEA
MS
2009 M
ODEL YEA
R

10.05
(22.16)
10.33
(22.77)
3.6
(7.92)
5.47
(11.90)
3.12
(6.88)
3.82
(8.41)
3.80
(8.36)
4.3
(9.46)
4.2
(9.24)
7.15
(15.76)
4.95
(10.91)
5.5
(12.13)
6.1(13.42)
8.9
(19.58)
8.1(17.82)
HR
HR
HR
HR
5-29
1.50 (0.059)
1.50 (0.059)
1.50 (0.059)
1.50 (0.059)
1.25 (0.049)
1.20 (0.047)
1.20 (0.047)
1.20 (0.047)
1.20 (0/047)
10B21
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
VW
Ford
BMW
Chrysler
VW
Toyota
Toyota
Ford
Ford
VW
BMW
BMW
BMW
BMW
BMW
W456 Brasil
former (SUV)
Mondeo
5 Series
A-Class
Polo A05
Auris
Verso
Mustang
Mustang
D1 (Phaeton)
3 Series
MINI
MINI
MINI
Countryman
X5
front
front
rear
rear
rear
rear
rear
front
rear
rear
front
front
rear
front
front
2.10
(4.63)
2.85
(6.28)
1.82
(4.01)
1.8
(3.96)
4.15
(9.15)
7.20
(15.88)
2.0
(4.4)
2.0
(4.4)
3.00
(6.61)
Zinc coated
E-coat
E-coat
E-coat
E-coat
none
yes
none
none
none
27 (1.1)
80 (3.1)
80 (3.1)
70 (2.8)
TABLE 5.6 (continued)
HOT FO
RMED BUMPER BEA
MS
2009 M
ODEL YEA
R

5.5
(12.1)
8.93
(19.69)
8.6
(18.92)
3.3
(7.26)
10.0
(22.0)
4.53
(10.0)
10.0
(22.05)
5.00
(11.03)
5.00
(11.03)
10.4
(22.88)
5.00
(11.03)
6.00
(13.23)
4.97
(10.96)
10.20
(22.49)
10.20
(22.49)
7.,27
(16.03)
5-30
10B21
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
BMW
Chrysler
Ford
Ford
Ford
Ford
Ford
Ford
Ford
PSA
Saab
Saab
Saab
SEAT
SEAT
SEAT
X5 E-class
Fiesta
Fiesta
Focus C-Max
Focus C-Max
S-Max/Galaxy
S-Max/Galaxy
Mondero
Peugeot 3-7
9-3
9-3 Convert
9-5
Ibiza
Leon
Leon
rear
rear
front
rear
front
rear
front
rear
rear
rear
front
front
front
front
front
rear
TABLE 5.6 (continued)
HOT FO
RMED BUMPER BEA
MS
2009 M
ODEL YEA
R
1.8mm
2.0mm

5.1(11.22)
6.0
(13.2)
5.68
(12.5)
3.84
(8.4)
7.1(15.62)
2.6
(5.72)
5.4
(11.88)
4.5
(9.9)
3.9
(8.58)
5-31
10B21
WEIGHT [kg (pounds)]
STEEL
GRADE1THICKNESS
[mm (inches)]
MAKE
MODEL
FRONT OR
REAR
BUMPER
Beam
Performance
ReinforcementsSubtotalMounting
BracketsTotal
STEEL
PRODUCT
BUMPER SUPPLIER
COATING
ASSEMBLY
LINE
COATING
DEPTH
OF DRAW
[mm (inches)]
SEAT
SEAT
AUDI
VOLVO
VOLVO
MERCEDES
VW
VW
Mazda
Mazda
VW
FIAT
FIAT
Altea
Altea
A3
XC60
S60
GL
SLW Caddy
Touran
Mazda 6
Mazda 6
Russland
FIAT 500
FIAT 500
front
rear
rear
rear
rear
rear
front
front
front
rear
front
front
rear
TABLE 5.6 (continued)
HOT FO
RMED BUMPER BEA
MS
2009 M
ODEL YEA
R
NOTES:
1. A blank cell means that data are unavailable for that cell.
DEFINITIONS
10B21
— Carbon-Boron quality (SAE 10B21 modified). Beams are hot formed. After quenching, the yield strength is about 1140 MPa (165ksi).

5.5 Current steel bumper design - passenger carsA flow chart for designing passenger car bumpers is shown inFigure 5.8. There are two paths. One path is for vehicles sold onlyin North America and the other path is for vehicles sold in bothNorth America and Europe.
Two types of standards influence bumper design: mandatory government standards and voluntary insurance industry standards.
In the United States, the federal standard regulating bumperdesign is referred to as the National Highway Traffic SafetyAdministration standard (see Section 6.1). The federal standardthat regulates bumper design in Canada (see Section 6.2) allowsthe use of the NHTSA standard. Thus, the NHTSA standard coversvehicles to be sold in both Canada and the United States.
In Europe, the Economic Commissions for Europe standard (seeSection 6.3), which is similar to the NHTSA standard, regulatesbumper design. In addition, front bumpers must conform toPedestrian Protection regulations (see Section 5.8).
The Insurance Institute for Highway Safety (IIHS) in an effort toreduce the cost of passenger vehicle bumper repairs, has developeda test standard that simulates a broader range of impacts occurringin actual on-the-road crashes (see Section 6.4). The voluntary IIHStests are more severe than the NHTSA tests. The IIHS standardprovides a weighted damage estimate that is used when determiningoverall rating for a vehicle to be sold in North America. This targetis used when designing the vehicle’s bumpers.
Similar to IIHS, the European insurance industry publishes two voluntary tests to prevent unnecessary damage in low speedcrashes. These tests are referred to as the RCAR Structural Test(see Section 6.6) and the RCAR Bumper Test (see Section 6.7).
5-32
In Figure 5.8, the designer’s first step is to determine the OEMInternal design requirements. For example, are the IIHS tests tobe included in the design process? Are there OEM requirements,such as packaging, that are not included in the flow chart? If theanswer to the latter question is yes, the designer must modify theflow chart.
If there are no IIHS requirements, the designer moves directly toa NHTSA Base Design. Thus, it is suggested the corner impactbe used to establish the base design. The designer then moveson to the longitudinal pendulum and barrier impacts. If theNHTSA damage and A+B planes force criteria have been satisfied, a final design has been reached.
If the OEM has specified IIHS requirements, it is suggested thedesigner start by satisfying the OEM IIHS requirements. Usually,these requirements are more demanding than the NHTSA criteria, especially if the IIHS target is a zero or minimal damageestimate.
5.5.1 Typical bumper design - North American passenger cars

The designer may be designing a front bumper, a rear bumper orboth bumpers. If only a front or rear bumper is being designed,the designer must establish the IIHS damage estimate desired bythe OEM for the bumper. If both a front and rear bumper arebeing designed, the designer must establish the desired IIHSweighted damage estimate. In the flow chart, the only differencebetween the “front or rear” and the “front and rear” paths is theacceptance criterion. The criterion for a single bumper is the damageestimate for that bumper. The criterion if both bumpers are beingdesigned is the weighted damage estimate, which is calculatedusing the damage estimate for each of the two bumpers.
Once an acceptable IIHS design has been achieved, the designerverifies that the NHTSA criteria have been met before reaching afinal design.
In Figure 5.8, the designer’s first step is to determine the OEMinternal design requirements. For example, are the IIHS and RCARtests to be included in the design process? Are there OEM requirements, such as packaging, that are not included in the flowchart? If the answer to the latter question is yes, the designer mustmodify the flow chart.
In general, the NHTSA and ECE requirements are similar as are theIIHS and RCAR Bumper Test Requirements. However, the requirements associated with the RCAR Structural Test are moredemanding than the NHTSA, ECE and RCAR Bumper Test requirements. For this reason, plus the fact a European frontbumper must have pedestrian protection, the flow chart goesthrough the European path before the North American path.
A European front bumper must meet Pedestrian Protection requirements. Thus, a design concept that will provide the required Pedestrian Protection must be selected and it is logical tocommence the design process here for a front bumper. Afterpreparing a Base Design that satisfies Pedestrian Protectionrequirements, and if there are no RCAR requirements, the designeraddresses the ECE requirements. Often, the pendulum cornerimpact is the most demanding ECE case. Thus, it is suggested thecorner impact be used first to verify the Base Design. After thedesigner has satisfied the ECE requirements, the designer wouldproceed through the North American bumper path as outlined inSection 5.5.1 to reach a Final Design.
For a front bumper, if RCAR requirements are to be met, it is suggested the RCAR requirements be addressed before the ECErequirements because the RCAR requirements are more demanding. The RCAR Structural Test is more demanding than theRCAR Bumper Test. Thus, if the RCAR Structural Test is a requirement, it should be addressed before the RCAR Bumper Test.Once a design that is acceptable from the RCAR point of view hasbeen achieved, the designer moves through the ECE requirementsand then the North American bumper path as outlined in Section5.5.1 to reach a Final Design.
5-33
5.5.2 Typical bumper design - North American and Europe passenger cars

A rear bumper would essentially follow the same path as a frontbumper. However, one major difference is that PedestrianProtection is not a requirement and this step in the design processis bypassed.
5-34
5.6 Current steel bumper design - pickups, full size vans and sport utilitiesThere are no federal regulations in the United States or Canadafor bumpers on pickups, full size vans or SUVs. These bumpersare designed to meet OEM internal specifications. Thus, a designershould develop a design flow chart using Figure 5.8 as a model.

NO
5-37
DET
ERM
INE
OEM
INTE
RN
AL
DES
IGN
REQ
UIR
EMEN
TS IIHS
REQ
UIR
EMEN
TS?
YES
NO
FIN
AL
DES
IGN
FIG
URE
5.6
TYPI
CAL
BU
MPE
RD
ESIG
N F
OR
PASS
ENG
ER C
ARS
AN
D M
INIV
AN
S
FRO
NT
OR
REA
RO
RFR
ON
T &
REA
R
ESTA
BLI
SH D
ESIR
EDIIH
SD
AM
AG
E ES
TIM
ATE
FRO
NT
OR
REA
RB
ASE
DES
IGN
•IIH
S 10
km/h
OV
ERLA
P•
IIHS
5km
/h C
OR
NER
FRO
NT
BA
SE D
ESIG
N•
IIHS
10km
/h O
VER
LAP
•IIH
S 5k
m/h
CO
RN
ER
ESTA
BLI
SH D
ESIR
EDIIH
S W
EIG
HTE
DD
AM
AG
E ES
TIM
ATE
AC
CEP
TAB
LED
AM
AG
EES
TIM
ATE
?
YES
FRO
NT
OR
REA
RFR
ON
T &
REA
R
REA
RB
ASE
DES
IGN
•IIH
S 10
km/h
OV
ERLA
P•
IIHS
5km
/h C
OR
NER
AC
CEP
TAB
LEW
EIG
HTE
DD
AM
AG
EES
TIM
ATE
?
NO
2000
lbs.
<A
+ B
PLA
NES
FOR
CE?
NO
N-B
UM
PER
VIS
UA
L O
R S
AFE
TY
8 FU
NC
TIO
NA
L IT
EMD
AM
AG
E?
NH
TSA
BA
SE D
ESIG
N
PEN
DU
LUM
–•
2.5
mph
LO
NG
• 1
.5 m
ph C
OR
NER
BA
RR
IER
–•
2.5
mph
NO
YES
YES
NO
AC
CEP
TAB
LED
AM
AG
EAB
ILIT
Y&
REP
AIR
AB
ILIT
YR
EQU
IREM
ENTS
?
RC
AR
REQ
UIR
EMEN
TS?
AC
CEP
TAB
LE
ESTA
BLI
SH
DES
IRED
DA
MA
GEA
BIL
ITY
&
REP
AIR
AB
ILIT
Y
REQ
UIR
EMEN
TS
BA
SE D
ESIG
N
STR
UC
TUR
AL
TEST
–•
15
km/h
FR
ON
T•
15 k
m/h
REA
R
BU
MPE
R T
EST
–•
10
km/h
FR
ON
T•
10k
m/h
REA
R
NO
YES
NO
N-B
UM
PER
SAFE
TY &
FUN
CTI
ON
AL
DA
MA
GE?
ECE
BA
SE D
ESIG
N
• 2
.5 m
ph L
ON
G•
1.5
mph
CO
RN
ER
YES
NO
NO
YES
YES
N. A
MER
ICA
OR
N. A
MER
ICA
& E
UR
OPE
FRO
NT
OR
REA
R
PED
ESTR
IAN
PRO
TEC
TIO
NB
ASE
DES
IGN
NO
N.A
.
N.A
. &EU
RO
PE
REA
R
FIGURE 5.8
TYPICAL BUMPER
DESIGN FOR
PASSEN
GER CARS
AND M
INIVANS
5-35

5-36
Quantech, in consultation with A/SP, established the designcriteria for a high speed bumper system as:1. No bumper damage or yielding after a 5mph (8km/h)frontal impact into a flat, rigid barrier. Note: This criterion does not apply to low speed bumpers, where controlled yielding and deformation are beneficial.
2. No intrusion by the bumper system rearward of the engine compartment rails for all impact speeds less than 9mph (15km/h).
3. Minimize the lateral loads during impacts in order to reduce the possibility of lateral buckling of the rails.
4. Full collapse of the system during Danner (RCAR), NCAP, and IIHS high speed crash without inducing buckling of the rails.
5. Absorb 1% of the total energy every millisecond.6. Absorb 15% of the total energy in the NCAP crash, including engine hit.
7. Use the front-end crush space efficiently.8. Meet the air bag sensor requirements in low, medium and high speed impacts.
9. No detrimental affect on baseline body-in-white static ordynamic stiffness.
Bumpers should protect car bodies from damage in lowspeed collisions - the kind that frequently occurs in congestedurban traffic. The IIHS Low Speed Crash Test Protocol (seeSection 6.4) addresses this issue. For marketing reasons,many current bumper systems are designed to ensure no orminimal “cost of repair” after the IIHS 5mph (8km/h) barrierimpact. A/SP believes all future vehicles should meet thisrequirement. Thus, Criterion 1 was set to achieve zero damage and no or minimal “cost of repair” after the IIHS5mph (8km/h) barrier impact.
Criterion 4 addresses three high speed load cases:1. 40%-9mph Danner (RCAR Test - see Section 6.6 and Reference 6.10). This load is a 9mph (15km/h) impact ata 40% offset into a rigid barrier. The A/SP objective is to have no damage to the radiator and other costly equipment in the front-end and to have no damage to the rail beyond 300mm (12inches).
5.7.1 Quantech design criteria for high speed steel bumper system
5.7 Auto/Steel Partnership high speed bumper design - North American passenger carsThe Auto/Steel Partnership (A/SP) commissioned QuantechGlobal Services to conduct a study on the front-end of a four-door,mid-size sedan. The objective was to reduce the cost and mass ofthe front end structure through the use of advanced high-strengthsteels. The study included the development of a high speedbumper system.
Current North American passenger cars have low speed bumpersystems. Thus, Quantech’s first task for the high speed bumpersystem was to establish design criteria and a design process.Sections 5.7.1 and 5.7.2 outline the results of Quantech’s researchinto these two areas.

2. 35 mph NCAP (NHTSA New Car Assessment Program, Reference 5.2). This load is a 35mph (56km/h) impact into a rigid barrier. The A/SP objective is to maximize the energy absorbed in the bumper system.
3. 40%-40mph IIHS (Reference 5.3). This load case is a 40mph (64km/h) impact at a 40% offset into a deformable barrier. The A/SP objective is to ensure the bumper system does not break and is capable of transferring the load to the right rail, thereby minimizing the damage.
A major objective of A/SP is to reduce vehicle weight usingsteel as the material of choice. Criterion 6 addresses thisobjective. Traditional bumper systems absorb about 8-11% ofthe energy in the 35mph (56km/h) NCAP crash. If bumpersystems were to dissipate higher levels, there would be anopportunity for mass savings in the front end structure. Tocapitalize on this opportunity, A/SP set 15% energy absorptionas a stretch goal for future bumper systems.
5-37
For the reason of low cost with lightweight, steel is the materialof choice for future, as well as current, bumper beams. Theflow chart in Figure 5.8 outlines the design process developedby Quantech for a high speed bumper system having a steelbeam. The process is a logical route to satisfying the designcriteria outlined in Section 5.7.1.
First, a base design is prepared. It is checked against the IIHSlow speed [5mph (8km/h)] flat frontal barrier load case. Ifthere is damage or yielding, the base design is modified. Ifnot, the three high speed load cases are analyzed in the followingsequence:1. 40% offset - 9mph (15km/h) Danner.2. 35mph (56km/h) NCAP.3. 40% offset - 40mph (64km/h) IIHS.
The results from the analyses of the three high speed loadcases are compared to the design criteria in Section 5.7.1. Ifall of the criteria are met, the designer assesses the amount ofenergy absorption. Energy absorption should be maximizedbecause the higher the amount, the greater the opportunityto reduce mass in the front end structure. If the designerbelieves energy absorption has been maximized, a viabledesign has been captured. If not, the learning from the threehigh speed load cases is used to improve the base design andreach a viable design.
Usually, three or four viable design alternatives are developedusing the above process. The designer then selects one ofthe alternatives as the Preferred Design. The PreferredDesign should be lightweight and easy to manufacture. Also,it should be easy to assemble and integrate with the rails.Cost is also a consideration when selecting the PreferredDesign.
5.7.2 Flow Chart for high speed system

NO/MINIMUMDAMAGEABILITY
OF RAIL
40%-40 mph (IIHS)
5-38
FIGURE 5.9AUTO/STEEL PARTNERSHIP BUMPER DESIGN FOR HIGH SPEED SYSTEM
NORTH AMERICAN PASSENGER CARS
BASE DESIGN
LOW SPEED5 mph
DANNER40% OFFSET
15 km/h (9 mph)
HIGH SPEED35 mph (NCAP)
USE LEARNINGFOR AN IMPROVED
DESIGN
CAPTURE AVIABLE DESIGN
PREFERREDDESIGN
ACCEPTABLE?
ENERGYABSORPTIONMAXIMIZED?
AIR BAG SENSORREQUIREMENTS
AIR BAG G
Source: Auto/Steel Partnership and Quantech Global Services
YES
YES
NO
NO

5-39
The European Union has been subjecting select vehicles to abattery of tests (frontal, side and pedestrian) as part of itsnew car assessment program (EuroNCAP, Reference 5.5). TheEuroNCAP pedestrian tests (Figure 5.9) consist of:• leg to bumper impacts with a “leg-form” impactor,• upper leg to hood edge impacts with an upper “leg-form” impactor,
• head to hood top impacts with two different “head-form” impactors.
The European Union typically subjects a vehicle to three legto bumper impacts, three upper leg to hood edge impactsand up to 18 head to hood top impacts. The results arereported with a four-star rating system, similar to that used inthe United States NCAP program.
Japan’s NCAP program includes tests that simulate pedestrianhead to hood top impacts. However, leg to bumper andupper leg to hood edge impacts are not included.
Currently, North American NCAP programs do not includepedestrian requirements. However, the high number ofpedestrian accidents in North America and the trend to global vehicle design, likely mean that pedestrian impactrequirements will come to North America in the longer term.
This test significantly influences bumper design. Thus, a briefdiscussion of the requirements is in order. First, it should bestated that the purpose of this test is to reduce severe lowerlimb injuries in pedestrian accidents. The most commonlower limb injuries are intra-articular bone fractures, ligamentruptures and comminuted fractures.
In this test, a “leg-form” impactor is propelled toward a stationary vehicle at a velocity of 40 km/h (25 mph) parallelto the vehicle’s longitudinal axis. The test can be performedat any location across the face of the vehicle, between the30° bumper corners.
5.8.1 Impact tests
5.8.2 EuroNCAP leg to bumper impacts with a “leg-form” impactor
5.8 Bumper design for pedestrian impactPedestrian safety is a globally recognized safety concern. Effortstowards modifying vehicle designs to offer some protection forpedestrians began in earnest in the 1970s. At the same time, testprocedures to evaluate the performance of new designsdeveloped. Pedestrian safety has improved significantly sincethen.
The Steel Market Development Institute wished to learn how pedestrian safety might affect steel bumper systems. Thus, itretained Dr. Peter Schuster, California Polytechnic State University,to study this topic. The following information is based on his work(Reference 5.4).

5-40
As of June 2005, there were no government regulations forpedestrian impact. However, the European Union and majorvehicle associations have negotiated an agreement(Reference 5.6). The agreement states that new vehicles willachieve a limited level of pedestrian impact performancestarting in 2005, with an increased performance in 2010. Thelimits shown in Figures 5.9 and 5.11 are the targets for 2010.For 2005, the leg to bumper targets are:• knee bending < 20°• knee shear < 6mm (0.24 inches)• acceleration < 200g
There are two general approaches to designing a frontbumper system for pedestrian safety:• Provide front end vehicle components to cushion the impact and support the lower limb
• Provide sensors and external airbags to cushion the impact and support the lower limb
Cushioning reduces the severity of bone fractures. It is directly related to the acceleration impact criterion shown inFigure 5.11. Limiting the lower limb acceleration to 150grequires a bumper stiffness lower than that usually providedto satisfy the damageability criteria associated with low-speed[8 km/h (5 mph)] vehicle impact. Thus, a pedestrian friendlybumper system must be capable of limiting “leg-form” acceleration without sacrificing vehicle damageability in alow-speed impact.
Supporting the lower limb reduces the risk of knee jointinjuries such as ligament ruptures and intra-articular fractures.It is directly related to the knee bend angle criterion in Figure5.11. Enough support must be provided below the mainbumper to limit the bending angle to 15°. Any support provided must not conflict with styling requirements or resultin unacceptable low-speed [8 km/h (5 mph)] impact damage.
5.8.3 Government regulations
5.8.4 Design approaches
5.8.4.1 Cushioning the impact
5.8.4.2 Supporting the lower limb
The “leg-form” impactor is shown in Figure 5.10. It consists of twosemi-rigid 70mm (27.6 inches) diameter core cylinders (the “tibia”and “femur”) connected by a deformable “knee joint.” This corestructure is wrapped in 25mm (1 inch) of foam “flesh” covered by6mm (0.24 inches) of neoprene “skin.”
The performance criteria proposed for 2010 are shown in Figure5.11. The maximum acceleration of the tibia is intended to prevent fracture of the tibia due to bumper contact. The maximum knee bend angle and shear deformation are intendedto prevent severe knee joint injuries such as ligament ruptures andintra-articular bone fractures.

5-41
As bumper systems meeting the requirements of pedestrianleg impact are only beginning to hit the marketplace inEurope, Australia and Japan, it is too early to identify themost popular designs. However, a thorough review of articlesand patents does indicate the most popular design solutionsfor passenger cars. There is limited production of vehicleswith exposed bumper beams (facebars) in these areas.Hence, there has been little activity devoted to adapting facebars to meet pedestrian impact requirements. For passenger cars with reinforcing beams, the most commonlyproposed design solutions are:
1. Front End Vehicle Component Solutions a) Lower stiffener. A new component called a stiffener or spoiler may be located below the bumper system to prevent the lower part of the leg form from moving further toward the vehicle than the knee. The stiffener may be a fixed component or a component that deploysbased on impulse or speed.
b) Energy absorbers. To cushion impact, an energy absorber may be placed between the bumper beam and the pedestrian. Alternately, an energy absorber may be placed behind the bumper beam. The most commonly proposed energy absorbers are plastic foams (single or multi-density) and molded plastic “egg crates”. However, several proposed design solutions incorporate “spring steel”, composite steel/foam and crush can absorbers.
c) Beam design. A tall front-view bumper height may be used to provide leg support.
d) “Bull-bars”. Structures may be added to the front of an existing bumper system to provide energy absorption and to support the lower limb.
2. Sensor and Airbag SolutionAny current bumper system may be covered with an airbag. In this way, the energy absorption capability of the bumper becomes irrelevant. The key disadvantages to this design approach are cost and sensor capability.
All of the Front End Vehicle Component Solutions listedabove may be used in conjunction with steel reinforcingbeam bumper systems. The Sensor and Airbag Solutionwould appear to have the greatest potential for use with steelfacebar bumper systems such as those used on pickup trucks.
5.8.5 Design solutions

5-42
FIGURE 5.10EuroNCAP PEDESTRIAN TESTS (2010 CRITERIA)
s u p T s Cal Poly L O
D . Peter Schuster Page 3 of 15 D ecemb er 3 1 , 2 0 0 4
Eu N A . V p f b s s s v b p v g, s pp s
Eu p J p s uf u s s sing s ss s g s.
T J p s N A (JN A , p://ww w . s v . g . j p / s s s s / . ) w p f s
t s s s u g p s p s f s. Th s p u s
u bu p g p s, w v .
Leg
to BumperUpper Leg
to Hood EdgeHead
to Hood Top
Knee bending < 15°
Knee shear < 6 mm
Tibia acceleration < 150 g
Total load < 5 kN
Bending moment < 300 Nm
HIC < 1000
F u : Ped estrian I mp c oc du
Gov m R u o
T y s g g v gul f p s s f y pass g s s
qu Eu p . w v , gu y activ ity in Europe and Jap s s
s g f y in the last . I p u, E u rope N g Ag s
y b b w j uf u ss s E u rope
ss . T s g s s v s w v v f p s
p p f s g 2005, w s p f s g 2010. (T s
s pp y y f w v u s, s v f p f w g. ) Th
g ff v y s f f w without gu y v s g . Th s
s w gu 1 p s g s f 2010. 2005, g s ss
s g . 2005, g p qu s (b g < 20º, s < 6 ,
< 200 g). M f N g A g reement can be f u
p://www. .b /A EA/11072001.p f .
T J p s g v s s s g p g p s p
gu s, w g p p y f w f u tur . s p
qu s f subj s f Inte rnational Harmonized Research Ac tiv ity

5-43
FIGURE 5.11EuroNCAP LEG FORM IMPACTOR

5-44
FIGURE 5.12EuroNCAP “LEG FORM” IMPACT CRITERIA (2010)

The bumpers on passenger cars sold in the United States must conform to United States National Highway Traffic SafetyAdministration (NHTSA) 49 C.F.R. Part 581 – Bumper Standard (see Section 6.1).
The bumpers on passenger cars sold in Canada must conform toCanadian Motor Vehicle Safety Regulations Section 615 ofSchedule IV (see Section 6.2). This regulation states a bumper mustmeet the United States NHTSA Bumper Standard or ECERegulation 42 as explained in Section 6.2 of this publication.
Typically, although not mandatory, the bumpers on minivans sold inthe United States and Canada meet the NHTSA requirements forpassenger car bumpers. There are no federal regulations in theUnited States or Canada for bumpers on pickups, full size vans orSUVs. These bumpers are designed to meet OEM internal specifications.
The Insurance Institute for Highway Safety (IIHS), in an effort toreduce the cost of passenger vehicle bumper repairs, has developed a test protocol that stimulates a broader range of impactsoccurring in actual on-th-road crashes (see Section 6.4). The IIHStests, conducted on passenger cars and minivans, are more severethat the NHTSA tests. The IIHS protocol is not a pass or fail protocol. Rather, it provides a weighted damage estimate that isused to determine the overall rating for a passenger vehicle. ManyOEMs select a target overall rating for a vehicle to be sold in theUnited States and Canada. This target is used when designing thevehicle’s bumpers. IIHS is currently conducting research and testingin order to develop a test protocol for SUVs and pickups.
Most passenger vehicles sold in Europe have bumpers that conform to United Nations Economic Commission for Europe –ECE Regulation 42 (see Section 6.3). Euro NCAP provides an independent assessment of the safety performance of cars sold inEurope. Pedestrian protection is an integral part of NCAP’s overallrating scheme. Of particular significance in bumper design is theleg to bumper impact requirements in the Euro NCAP PedestrianProtection Test (see Section 5.8.2). In addition, many Europeanbumpers are voluntarily designed to perform well in ResearchCouncil for Automotive Repairs (RCAR) tests. RCAR’s Low-SpeedOffset Insurance Crash Test (see Section 6.6) was developed to prevent unnecessary damage to the structure of passenger cars inlow- speed crashes. This test is now referred to as the RCARStructural Test. Even if a vehicle performs well in the RCARStructural Test, it may not exhibit good crash behaviour in realworld accidents (often due to override or underride). To overcomethis possibility, RCAR developed a test to assess how well a vehicle’s bumper system protects the vehicle from damage in low-speed impacts. This test is the RCAR Bumper Test (see Section 6.7).
6. Relevant safety standards inNorth America and Europe
6-1

6-2
6.1 United States National Highway Traffic Safety Administration (49 C.F.R.),Part 581 - Bumper Standard
This standard (Reference 6.8) is summarized in Sections 6.1.1through 6.1.5. The reader is cautioned that these sections areonly a summary. The reader must refer to the actual regulatorydocument in order to obtain a complete understanding of thestandard.
The Bumper Standard only applies to passenger cars.
A passenger vehicle is subjected to three impact procedures:1. The pendulum corner impacts - front and rear.2. The pendulum longitudinal impacts - front and rear.3. The impacts into a fixed collision barrier - front and rear.
Following the three impact procedures, the vehicle shall meetthe following damage criteria:1. Each lamp or reflective device except license plate lamps shall be free of cracks and shall comply with applicable visibility requirements. The aim of each headlamp shall be adjustable to within the beam aim inspection limits.
2. The vehicle’s hood, trunk and doors shall operate in the normal manner.
3. The vehicle’s fuel and cooling systems shall have no leaks or constricted fluid passages and all sealing devices and caps shall operate in the normal manner.
4. The vehicle’s exhaust system shall have no leaks or constrictions.
5. The vehicle’s propulsion, suspension, steering and braking systems shall remain in adjustment and shall operate in the normal manner.
6. A pressure vessel used to absorb impact energy in an exterior protection system by the accumulation of gas or hydraulic pressure shall not suffer loss of gas or fluid accompanied by separation of fragments from the vessel.
7. The vehicle shall not touch the test device, except on theimpact ridge shown in Figures 6.1 and 6.2, with a force thatexceeds 2000 pounds (907kg) on the combined surfaces ofPlanes A and B (see Figure 6.3) of the test device.
8. The exterior surfaces shall have no separations of surfacematerials, paint, polymeric coatings, or other coveringmaterials from the surface to which they are bonded, andno permanent deviations from their original contours30 minutes after completion of each pendulum and barrierimpact, except where such damage occurs to the bumperface bar and the components and associated fasteners thatdirectly attach the bumper face bar to the chassis frame.
9. Except as provided in Criterion 8 (above), there shall be nobreakage or release of fasteners or joints.
6.1.1 Requirements

6-3
1. See Figure 6.3.2. Impact speed of 1.5mph (2.4km/h).3. Impact one front corner at a height of 20 inches (500mm) using Figure 6.1 pendulum.
4. Impact other front corner at a height from 16 to 20 inches (400 to 500mm) using Figure 6.2 pendulum.
5. Impact one rear corner at a height of 20 inches (500mm) using Figure 6.1 pendulum.
6. Impact other rear corner at a height from 16 to 20 inches (400 to 500mm) using Figure 6.2 pendulum.
7. The plane containing the pendulum swing shall have a 60 degree angle with the longitudinal plane of the vehicle.
8. Impacts must be performed at intervals not less than 30 minutes.
9. Effective impacting mass of pendulum equals mass of vehicle.
6.1.3 Pendulum corner impacts
1. See Figure 6.3.2. Impact speed of 2.5mph (4km/h). 3. Two impacts on front surface, inboard of corner.4. Two impacts on rear surface, inboard of corner. 5. Impact line may be any height from 16 to 20 inches (400 to 500mm). If height is 20 inches (500mm), use Figure 6.1 pendulum. If height is between 20 and 16 inches (500 and 400mm), use Figure 6.2 pendulum.
6. Pendulum Plane A (see Figures 6.1 and 6.2) is perpendicular to the longitudinal plane of the vehicle.
7. For each impact, the impact line must be at least 2 inches (50mm) in the vertical direction from its position in any prior impact, unless the midpoint of the impact line is morethan 12 inches (300mm) apart laterally from any prior impact.
8. Impacts must be performed at intervals not less than 30 minutes apart.
9. Effective impacting mass of pendulum equals mass of vehicle.
6.1.4 Pendulum longitudinal impacts
1. The vehicle is at unloaded vehicle weight.2. Trailer hitches, license plate brackets, and headlampwashers are removed. Running lights, fog lamps andequipped mounted on the bumper face bar are removedif they are optional equipment.
6.1.2 Vehicle

6-4
FIGURE 6.1IMPACT PENDULUM(20” Impact Height)
(Source: Reference 6.8)
FIGURE 6.2PENDULUM
(20-16” Impact Height)(Source: Reference 6.8)

6-5
FIGURE 6.3SAMPLE IMPACT APPARATUS
Source: Transport Canada, Safety and Security
NOTES:
1. Drawing not to scale.2. The arc described by any point on impact line shall be constant with a minimum
radius of 3.3m and lie in a plane perpendicular to Plane A.
Sample impact apparatuswith supports
Sample impact apparatuswithout supports
Plane B
ImpactSurface
Plane A
Weight equalsunloaded vehicleweight +0, -10kg•• •
•

1. Impact speed of 2.5mph (4km/h).2. Impact into a fixed collision barrier perpendicular to line of travel while travelling longitudinally forward.
3. Impact into a fixed collision barrier perpendicular to line of travel while travelling longitudinally rearward.
6.1.5 Impacts into a fixed collision barrier
6.2 Canadian Motor Vehicle Safety Regulations Section 615 of Schedule IVThis regulation (Reference 6.9) is summarized in Section 6.2.1.The reader is cautioned that this section is only a summary. Thereader must refer to the actual regulatory document in order toobtain a complete understanding of the regulation.
A passenger car shall be equipped with bumpers that conformto either:a) the requirements set out in title 49, part 581 of the United States Regulations or
b) the requirements set out in paragraph 6, and the low-speed-impact test procedure set out in Annex 3, except for paragraph 4 of that Annex, of ECE Regulation No. 42.
6.2.1 Requirements
6-6
The requirements apply to a vehicle with at least four wheels forthe carriage of passengers comprising not more than eight seats inaddition to the driver’s seat. A passenger vehicle is subjected totwo impact procedures:1. The longitudinal test procedure with an impact device - twoimpacts at 4 km/h on the front surface and two impacts at4 km/h on the rear surface.
2. The corner test procedure with an impact device - oneimpact at 2.5 km/h on a front corner and one impact at2.5 km/h on a rear corner.
After each impact test, the vehicle shall meet the following requirements:1. The lighting and signalling devices shall continue to operatecorrectly and to remain visible. Bulbs may be replaced in the event of filament failure.
2. The hood, trunk lid, and doors shall be operable in the normalmanner. The side doors shall not open during the impact.
3. The vehicle’s fuel and cooling systems shall have neither leaksnor constricted fluid passages, which prevent normalfunctioning. Sealing devices and caps shall be operable in thenormal manner.
4. The vehicle’s exhaust system shall not suffer any damage ordisplacement, which would prevent its normal function.
5. The vehicle’s propulsion, suspension (including tires), steeringand braking systems shall remain in adjustment and shalloperate in a normal manner.
6.3.1 Requirements
6.3 United National Economic Commissions for Europe – ECE Regulation 42This regulation (Reference 6.10) is summarized in Sections 6.3.1through 6.3.5. The reader is cautioned that these sections are onlya summary. The reader must refer to the actual regulatory document in order to obtain a complete understanding of the regulation.

1. The protective devices and the mountings attaching them tothe vehicle structure may be repaired or replaced betweentests.
2. A vehicle of the same type may be used for each test.3. “Unladen weight” means the weight of the vehicle in runningorder, unoccupied and unladen but complete with fuel,coolant, lubricant, tools and a spare wheel (if provided asstandard equipment by the vehicle manufacturer.
6.3.2 Test vehicle
1. The impact device is shown in Figure 6.4.2. The impact device may be either secured to a carriage(moving barrier) or form part of a pendulum.
3. The effective mass shall be equal to the mass correspondingto the “unladen weight” of the vehicle.
4. With Plane A of the impact device vertical, the reference lineshall be horizontal.
5. The reference line height is 445mm.
6.3.3 Impact device
1. This procedure consists of four impacts at 4 km/h.2. Two impacts are on the front surface and two impacts are onthe rear surface.
3. On each surface, one impact is made with the vehicle under“unladen weight” and the other is made with the vehicleunder “laden weight.”
4. The choice of impact location for the first impact on eachsurface is free. The second should be at least 300mm fromthe first, provided the impact device does not overhang thecorner of the vehicle.
5. Plane A of the impact device shall be vertical and thereference line horizontal at a height of 445mm.
6.3.4 Longitudinal test procedure
1. This procedure consists of our impacts at 2.5 km/h.2. Two impacts are on the front surface and two impacts are onthe rear surface.
3. On each surface, one impact is at one corner with the vehicleunder “unladen weight” and the second impact is at the othercorner with the vehicle under “laden weight.”
4. The choice of impact location for the first impact on eachsurface is free. The second should be at least 300mm fromthe first, provided the impact device does not overhang thecorner of the vehicle.
5. Plane A of the impact device shall be vertical and thereference line horizontal at a height of 445mm./
6.3.5 Corner test procedure
6-7
Number of Number ofSeating Positions Passengers Distribution2 and 3 2 2 in the front seats4 and 5 3 2 in the front seats
1 in the back seat6 and 7 4 2 in the front seats
2 in the rearmost seats8 and 9 5 2 in the front seats
3 in the rearmost seatsWhen the rear row of seats hasonly two seating positions, oneperson shall be on the secondrow from the rear.

FIGURE 6.4IMPACT DEVICE
(Source: Reference 6.10)
6-8

Four tests (a front and a rear full-overlap test at 10 km/h and a frontand a rear corner test at 5 km/h) are conducted. After each test, adamage estimate is prepared as it would be done in a repair shop.A weighted damage estimate is calculated by adding the front full-overlap damage estimate to the rear full-overlap damage estimate and multiplying the total by two; adding to this amountthe front corner damage estimate and the rear corner damage estimate; then dividing the grand total by six to get a weightedaverage damage estimate. The weighted average damage estimateis used to determine the overall rating for a vehicle. Thegood/acceptable boundary is $500, the acceptable/marginalboundary is $1,000 and the marginal/poor boundary is $1,500.However, no vehicle can earn a rating of good or acceptable if thevehicle is deemed undrivable or unsafe because of severe headlamp or tail lamp damage, hood buckling, coolant loss or thelike.
6.4.1 Requirements
1. Two vehicles are purchased to conduct the four tests.2. The front and rear license plate brackets (if provided) and allassociated fasteners are removed. Bolt-on trailer hitchreinforcement members that are supplied as optionalequipment are removed, but their fasteners are reattached tothe vehicle where possible.
6.4.2 Test vehicles
1. The Impact Barrier is shown in Figure 6.5.2. The bumper barrier is constructed of 12.5mm steel plate(Figure 6.6) and mounted to a block of reinforced concreteweighing 145,150 kg.
3. A steel backstop is constructed of 12.5mm steel plate (Figure6.7). It is mounted to the upper surface of the bumper barrierrearward from the impact face of the bumper barrier.
4. A plastic energy absorber is affixed by nylon push-pin rivets tothe impact face of the bumper barrier.
5. An overlying plastic cover is mounted over the plastic energyabsorber on the bumper barrier.
6. An overlying plastic cover is mounted over the steel backstop.
6.4.3 Impact barrier
6.4 Insurance Institute for Highway Safety: Bumper Test Protocol (Version VII)This protocol (Reference 6.11) is summarized in Sections 6.4.1through 6.4.4. The reader is cautioned that these sections are onlya summary. The reader must refer to the actual protocol documentin order to obtain a complete understanding of the protocol.
6-9
1. Two tests - front into barrier and rear into barrier.2. Impact speed of 10 km/h.3. The forwarding portion of the bottom edge of the bumperbarrier is 457mm from the floor.
4. At impact, the vehicle centerline is aligned with the bumperbarrier centerline.
6.4.4 Full-overlap impact

FIGURE 6.5IIHS IMPACT BARRIER
(Source: Reference 6.4)
6-10

FIGURE 6.6STEEL BUMPER BARRIER(Source: Reference 6.4)
6-11
FIGURE 6.7STEEL BACKSTOP
(Source: Reference 6.4)

FIGURE 6.8OVERLAP FOR FRONT CORNER TEST
(Source: Reference 6.4)
6-12

1. Two tests - front corner into barrier and rear corner intobarrier.
2. Impact speed of 5 km/h. 3. The forwardmost portion of the bottom edge of the bumperbarrier is 406mm from the floor.
4. At impact, the vehicle overlaps the lateral edge of the barrierby 15% of the vehicle’s width at the wheel wells (includingmoldings and sheet metal protrusions) at the correspondingaxle - front axle for front corner test (Figure 6.8) and rear axlefor rear corner test.
6.4.5 Corner impact
6.5 Consumers Union bumper basher testsThis test (Reference 6.12), which is no longer used, consisted ofimpacting the front and rear bumpers of a vehicle three timeseach. An impact bar, similar to that shown in Figure 6.4, washydraulically propelled into the center, off-center and corner ofthe front and rear bumpers. Following the six impacts, the totalcost for parts and labor to repair the damage to the body andbumper for both the front and rear of the vehicle were publishedin Consumer Reports magazine.
The Consumers Union now relies on the IIHS Bumper TestProtocol (see Section 6.4).
6-13
Two impacts are conducted. The first is a 15 km/h (9mph) impactby the front of the test vehicle into a fixed barrier with a 40%offset. The second is a 15km/h (9mph) impact by a mobile barrier,with a 40% offset, into the rear of the test vehicle. After eachimpact, the replacement parts required to reinstate the vehicle toits pre-accident condition are recorded. Also, the number of hoursrequired to replace the damaged parts and to repair those itemscapable of repair, such that the vehicle is reinstated to the pre-accidentcondition are recorded. The cost of the replacement parts and thenumber of hours are estimated. Thus, the results of the crash testindicate the repairability and damageability status of the test vehicle.
6.6.1 Requirements
The test procedure applies to people driven passenber vehicles ofup to 2.5 times mass. The test vehicle shall be previously undamaged and representative of the series production. The testvehicle for the rear impact may be the same vehicle used for thefront impact, provided the damage sustained during the frontimpact has no effect on the results of the rear impact.
6.6.2 Test vehicle
6.6 Research Council for Automotive Repairs (RCAR) Low-Speed Offset Crash Test (Low-Speed Structural Test)This test (Reference 6.13) is summarized in Sections 6.6.1 through6.6.4. The reader is cautioned that these sections are only a summary. The reader must refer to the actual test document inorder to obtain a complete understanding of the test.
RCAR states its purpose of this test is to determine a vehicle’sdamageability and repairability features.

1. One impact into a non-deformable barrier/former (see Figure 6.5). The former can be adjusted laterally to accommodate various vehicle widths. The former may be secured to a fixed barrier or placed on the ground with arresting devices to restrict its movement. The front face of the former is perpendicular to the direction of travel of the test vehicle. The mass of the barrier/former exceeds twice that of the test vehicle. The steering column side of the vehicle contacts the former. The test vehicle overlaps the former by 40%.
2. The test vehicle impact speed is 15km/h (9mph).
6.6.3 Front impact
1. One impact by a mobile barrier into the test vehicle (Figure 6.6). The mobile barrier has a mass of 1000kg (2205 pounds).
2. The mobile barrier contacts the side of the vehicle opposite to the steering column side. The barrier overlaps the test vehicle by 40%. The barrier impact speed is 15 km/h (9mph).
6.6.4 Rear impact
6-14

FIGURE 6.9RCAR FRONT CRASH PROCEDURE
(Source: Reference 6.13)
6-15

FIGURE 6.10RCAR REAR CRASH PROCEDURE
(Source: Reference 6.13)
6-16

6-17
Bumper beams that have insufficient height will be presumed to failthe test. Also, bumper beams that use the barrier system backstopfor energy management will be regarded as unacceptable.
Bumper beams are likely to have insufficient height if the relevantbumper engagement is less than 75mm as shown in Figure 6.11.For a front bumper, the distance from the floor to the underside ofthe bumper barrier is 455mm. For a rear bumper, the distance fromthe floor to the underside of the bumper barrier is 405mm.
Bumper beams with a relevant engagement less than 75mm will betested if the qualifying bumper beam height is 100mm or more.Bumper beam height is measured in the center of the vehicle, infront of the left siderail and in front of the right siderail. The centerof the vehicle bumper height is weighted 50%. The left and rightsiderail bumper heights are each weighted 25%. The sum of thethree weighted heights is the qualifying bumper beam height.
The test involves either the front or rear of a moving car striking afixed bumper barrier at 10 km/h. The centerline of the car is alignedwith the center of the bumper.
RCAR does not assign vehicle ratings. It states that results from theRCAR Bumper Test may be used by RCAR members (or the associated test organizations) for rating or consumer informationpurposes to suit local market conditions.
6.7.1 Requirements
1. The bumper barrier is shown in Figures 6.11 - 6.14.2. The rigid bumper barrier is made from steel. It is 100mm deepand 1500mm wide. The flat front face has a radius of3400mm. The bumper barrier can be mounted at variousheights to the unyielding and immovable crash wall.
3. A rigid steel backstop is fixed on top of the barrier. It has thesame radius and width as the bumper barrier.
4. An energy absorber is firmly affixed to the face of the bumperbarrier.
5. A cover over the energy absorber is wrapped around thebumper barrier and fastened to the top and bottom plane ofthe barrier.
6.7.2 Bumper Barrier
6.7 Research Council for Automotive Repairs (RCAR) Bumper TestThis test is summarized in Sections 6.7.1 through 6.7.3. The readeris cautioned that these sections are only a summary. The readermust refer to the actual test documents (References 6.14 and 6.15)in order to obtain a complete understanding of the test.
The RCAR Bumper Test encourages vehicle manufacturers to produce effective bumper systems that feature tall energy absorbing beams and crash boxes, that are fitted at commonheights and can effectively protect the vehicle in low speed crashes. To this end, RCAR also publishes a Design Guide(Reference 6.16) to ensure good design practice for repairabilityand limitation of damage.
The RCAR test applies to passenger cars, pickups and SUVs.

FIGURE 6.11RELEVANT BUMPER ENGAGEMENT
(Source: Reference 6.14)
6-18

FIGURE 6.12BUMPER BARRIER
(Source: Reference 6.14)
6-19
FIGURE 6.13BUMPER BARRIER WITH BACKSTOP AND ENERGY ABSORBER
(Source: Reference 6.15)

6-20
1. Both the front and rear of a moving vehicle strike the fixedbumper barrier at 10 km/h.
2. The vehicle should be at normal curb weight plus a 75kgdummy or equivalent in the driver’s seat. In addition, the fueltank should be filled to 90% of capacity or weight equivalent.
3. The centerline of the vehicle is aligned with the center of thebumper.
4. For a front bumper test, the distance from the floor to theunderside of the bumper barrier is 455mm. For a rear bumpertest, the distance from the floor to the underside of thebumper barrier is 405mm. The distance for a rear bumper teston a pickup or SUV may be 455mm.
6.7.3 Full overlap impact

7-1
7. Summary/Conclusions
• STEEL BUMPER MARKET - Steel bumper systems currently makeup 83% of the market, Aluminum bumper systems have 16% market share, and the remaining 1% are composite bumper systems.
• BUMPER SYSTEM CATEGORIES - Steel bumper systems fall into two categories: beams and facebars. - Bumper beams are not visible on the vehicle because they are surrounded by plastic fascia. Most bumper beams are currently manufactured from roll-forming, hot-stamping, or a combinationof both processes. These advanced manufacturing processes enable the use of ultra high strength steels, which are essential for mass reduction. - Facebars, also referred to as truck bumpers, are clearly visible on the vehicle and are painted or chromed to improve surface appearance. Most facebars are manufactured by stamping mildor conventional high strength steels. However, facebars are expected to transition to advanced high strength steels in the future to facilitate mass reduction.
• ROLL FORMED BUMPER BEAMS - The roll-forming process can be used to make complex cross sections out of ultra high strength steels with very low elongation. Approximately 72% of steel bumper beams in North America are currently roll-formed and the most common cross sections are B-sections, box sections, and C-sections. The most common steel grades currently used for roll-formed bumper beams are Recovery Annealed (XF), DP980, and M190 Martensitic Steel. However, more roll-formed bumpers are expected to transition to higher strength Martensitic Steels, with over 1700 MPa minimum tensile strength, in the future to facilitate mass reduction.
• HOT FORMED BUMPER BEAMS - In the hot-forming process, steel is heated up to 900 ˚C for several minutes prior to forming. This enables the steel to be formed into deep complex shapes just prior to quenching. The quenching operation transforms the microstructure of the steel into martensite, thus transforming it into ultra high strength steel. Only Manganese-Boron (MnB) steels are used in the hot-forming process. But these steels can be hot-rolled, cold-rolled, bare, or coated. The most common MnB steel grade currently used for hot-formed bumper beams is 10B21 with a 1500 MPa minimum tensile strength after forming. However, more hot-formed bumpers are expected to transition tohigher strength MnB steels, with over 1900 MPa minimum tensilestrength, in the future to facilitate mass reduction. Most hot-formed beams are either hat-sections or hat-sections with front orback plates welded on to create a closed box section. But seamless closed box sections without weld flanges are also available from limited suppliers. Hot-formed beams are currently estimated to have 10% of the steel bumper market. However, this number is expected to rise in the future since hot-forming manufacturing facilities are steadily increasing and also because hot-formed bumpers have the lowest average mass of all steel bumper systems.

• BUMPER CORROSION PROTECTION - The coatings used influence the corrosion life of the bumper system. Metal facebars use bare steel which is e-coated and then painted or chromed. Most roll-formed bumper beams also use bare steel and are e-coated after forming. However, zinc coated steels (GI, GA, and EG) are increasingly being used to improve corrosion life since the gauges of the steel used are decreasing as the strength of the steel used is increasing. Most hot-formed bumperbeams have an aluminized coating which eliminates the need for shot blasting after forming and also provides barrier protection from corrosion. In addition, they are usually e-coated. However, the use of zinc coated MnB steels is expected to increase since they provide improved corrosion protection.
• BUMPER STEEL GRADE AND MANUFACTURING PROCESS COMPATIBILITY - It is important to consider the manufacturing process with the steel grade selection. For facebars, it is essentialto use a steel grade with decent elongation so that it can be stamped without splitting. In addition, the steel grade used must have good surface quality after forming and polishing. For roll-formed beams, elongation is not very important. However, higher elongation steel grades will allow tighter radii and higher sweep capability. For hot-formed beams, only MnB steels are used. However, different gauges, strength levels, and coatings are available that will affect the manufacturing process. For example, most hot-formed bumper beams with gauges over 2.0 mm use bare hot-rolled MnB steels that require a shot blasting operation after forming and quenching to remove the scale.
• BUMPER WELDING - Most front bumper beams, and to a lesser extent, rear bumper beams, have mechanical energy absorbers, also referred to as crush cans, attached to them by welding. MIGwelding is the preferred attachment method for most bumper beams. However, other welding methods described in this document can also be used. It is important that the welding method is compatible with the steel grades and coatings selected. For example, laser welding is not a preferredattachment method for aluminized hot-formed beams.
• BUMPER SWEEP - Bumper beam sweep is affected by the stylingof the vehicle. The greater the curvature or the plastic fascia, especially at the front of the vehicle, the greater the amount of bumper beam sweep is desired. If the fascia curvature does not match the bumper beam sweep, then more foam will be requiredto fill in the gap between the beam and fascia and this will increase the system cost.
• BUMPER DESIGN REQUIREMENTS - The main objective of the bumper system is to absorb energy during low speed impacts and minimize damage taken by more expensive components like the headlights, radiator, and sheet metal of the fender and hood. Most bumper design requirements, regardless of country of origin, reflect this objective. However, some tests are more severe than others and are also set up differently. Furthermore, Europe recently introduced pedestrian protection and corrosion life requirements. These factors lead to a very large number of design requirements for a bumper system that is sold in several different countries on a global platform. Unfortunately, more design requirements leads to greater bumper system mass. A global bumper system can weigh up to twice as much as a bumper system on a vehicle sold in only North America.
7-2

• BUMPER MASS REDUCTION - Mass reduction is critical to the future of steel bumper systems and can be accomplished in several ways:- Eliminate global bumper system platforms. Because all bumper systems are bolt-on components, it is possible to manufacturebumper systems specific to the country in which the vehicle is manufactured and sold.- Use higher strength steels. 3rd Generation AHSS will be available soon and higher strength MnB and Martensitic UHSS grades are available now to help bumper systems meet design requirements at lower gauges and mass.- Use tailored products. Both tailored blanks and tailor rolled blanks have been implemented into production for steel bumper systems. They reduce mass by allowing the bumper designer to put higher gauges only where they are needed to meet design requirements. - Geometry evolution. Continue to enhance geometries for facebars, bumper beams, and crush cans so they can absorb more energy at lower mass. Advanced manufacturing technologies such as 3D roll-forming and sheet hydroforming enable more radical geometries.
7-3

1.1 North American Bumper System Market study, 2008/2009 and 2012estimates, Ducker Worldwide, 1250 Maplelawn Drive, Troy, MI48084.
2.1 WorldAutoAsteel. (2011) FutureSteelVehicle – Final engineeringreport. Retrieved fromhttp://www.autosteel.org/Programs/Future%20Steel%20Vehicle.aspx
2.2 www.worldautosteel.org, AHSS Guidelines, AHSS Descriptions,Definitions
2.3 WorldAutoSteel. http://www.workdautosteel.org/[Web resources].2.4 I-CAR. (2004, May 10) “Working with Boron Steel.” Advantage
Online. http://www.i-car.com/pdf/advantage/online/2004/051004.pdf.
2.5 SAE J2329, Categorization and Properties of Low-CarbonAutomotive Sheet Steels, Society of Automotive Engineers, Inc., 400Commonwealth Drive, Warrendale, PA 15096-0001.
2.6 SAE J1562, Selection of Zinc and Zinc-Alloy (Hot-Dipped andElectrodeposited) Coated Sheet Steel, Society of AutomotiveEngineers, Inc., 400 Commonwealth Drive, Warrendale, PA 15096-0001.
2.7 SAE J403, Chemical Compositions of SAE Carbon Steels, Society ofAutomotive Engineers, Inc., 400 Commonwealth Drive, Warrendale,PA 15096-0001.
2.8 SAE J405, Chemical Compositions of SAE Wrought Stainless Steels,Society of Automotive Engineers, Inc., 400 Commonwealth Drive,Warrendale, PA 15096-0001.
2.9 www.astm.org, ASTM A463, Standard Specification for Sheet Steel,Aluminum-Coated, by the Hot Dip Process.
4.1 Sheet Steel Availability and Property Guide, insert to High-StrengthSteel Bulletin, Edition 10, Auto/Steel Partnership, 2000 Town Center,Suite 320, Southfield, MI 48075-1123.
4.2 Automotive Steel Design Manual, American Iron and Steel Institute,2000 Town Center, Suite 320, Southfield, MI 48075-1199.
4.3 High-Strength Steel Bulletin, Edition 5, Auto/Steel Partnership, 2000Town Center, Suite 320, Southfield, MI 48075-1123.
4.4 Inland Ultra-High-Strength Steels Selection Guide, Inland Steel, UltraHigh-Strength Steel Marketing, telephone 1-800-422-9422.
4.5 David W. Dickinson, Final Report to AISI Bumper Group, BumperComponent Welding, State-of-the-Art Survey, December 31,2000.
4.6 Linnert, Welding Metallurgy, American Welding Society, 1994.4.7 American Welding Society, Welding Handbook, Volume 4, 1998.4.8 Peterson High Speed Seam Welding, American Welding Society
Metal Welding Conference VI, 1994.4.9 Appreciating high-frequency welding, Welding Journal, July 1996.4.10 American Welding Society, Welding Handbook, 8th Edition, Volume 2.4.11 Walduck, R., Enhanced Laser Beam Welding, U.S. Patent 5886870,
February 2, 1999.4.12 Dykhno, I., et al, Combined Laser and Plasma Arc Welding Torch, U.S.
Patent 5700989, December 23, 1997.4.13 Categorization and Properties of Low-Carbon Automotive Sheet
Steels, SAE J2329, Society of Automotive Engineers, Inc., 400Commonwealth Drive, Warrendale, PA 15096-0001.
4.14 Steel, high-strength, Hot Rolled Sheet and Strip, Cold Rolled Sheetand Coated Sheet, SAE J1392, Society of Automotive Engineers, Inc.,400 Commonwealth Drive, Warrendale, PA 15096-0001.
4.15 Chemical Compositions of SAE Carbon Steels, SAE J403, Society ofAutomotive Engineers, Inc., 400 Commonwealth Drive, Warrendale,PA 15096-0001.
8-1
8. References

5.1 High-Strength Steel Bulletin, Edition 9, Auto/Steel Partnership, 2000Town Center, Suite 320, Southfield, MI 48075-1123.
5.2 NHTSA New Car Approval Program, Frontal-crash Test, web siteNHTSA.gov/NCAP.
5.3 Crashworthiness Evaluation of Offset Barrier Crash Test Protocol,(Version IX), May, 2002, Insurance Institute for Highway Safety, website carsafety.org
5.4 Schuster, Dr. Peter, “Current Trends in Bumper Design for PedestrianImpact”, December 31, 2004, www.autosteel.org
5.5 EuroNCAP (European New Car Assessment Program), www.euroncap.com
5.6 European Union/Vehicle Associations Pedestrian Safety Agreement,www.acea.be/ACEA/11072.001.pdf
6.1 High-Strength Steel Bulletin, Edition 17, Auto/Steel Partnership, 2000Town Center, Suite 320, Southfield, MI 48075-1123.
6.2 High-Strength Steel (HSS) Stamping Design Manual, Auto/SteelPartnership, 2000 Town Center, Suite 320, Southfield, MI 48075-1123.
6.3 High-Strength Steel Bulletin, Edition 4, Auto/Steel Partnership, 2000Town Center, Suite 320, Southfield, MI 48075-1123.
6.4 SAE J2340, Categorization of Dent Resistant, High-Strength andUltra High-Strength Automotive Sheet Steel, Society ofAutomotive Engineers, Inc., 400 Commonwealth Drive,Warrendale, PA, 15096-0001.
6.5 Weld Quality Test Method Manual, Auto/Steel Partnership, 2000Town Center, Suite 320, Southfield, MI 48075-1123.
6.6 ANSI/AWS/SAE Standard D8.9-97, Standard RecommendedPractices for Test Methods for Evaluating the Resistance SpotWelding Behavior of Automotive Sheet Steel Materials, Society ofAutomotive Engineers, Inc. 400 Commonwealth Drive, Warrendale,PA, 15096-0001.
6.7 ANSI/AWS/SAE Standard D8.8-97, Specification for Automotive andLight Truck Component Weld Quality - Arc Welding, Society ofAutomotive Engineers, Inc. 400 Commonwealth Drive, Warrendale,PA, 15096-0001.
6.8 United States, Code of Federal Regulations, Title 49 - Transportation,Part 581 - Bumper Standard, 2006.
6.9 Government of Canada, Motor Vehicle Safety Regulations, Section215 of Schedule IV, June 12, 2008.
6.10 United Nations Economic Commission for Europe, ECE RegulationNo. 42 - Uniform Provisions Concerning the Approval of Vehicleswith regard to Their Front and Rear Protective Devices (Bumpers,etc.), Addendum 41, Corrigendum 1, Amendment 1, June 12, 2001.
6.11 Insurance Institute for Highway Safety, Bumper Test Protocol (VersionVII), June 2009.
6.12 Consumer Reports, April 1990
6.13 RCAR Procedure for Conducting a Low Speed 15 km/h OffsetInsurance Crash Test to Determine the Damageability andRepairability Features of Motor Vehicles, Issue 2.1, September 2006,www.rcar.org/papers
6.14 RCAR Bumper Test, Issue 1.02, November 2008, www.rcar.org/papers
6.15 15 Appendix 1, Dimensions and Specifications of the RCAR BumperBarrier System, Issue 1, September 2007, www.rcar.org/papers
6.16 RCAR Design Guide, www.rcar.org/papers
8-2

Steel Market Development Institute2000 Town Center, Suite 320Southfield, Michigan 48075