Steam Applications in the Oil & Petrochemical Sector
40
Steam Applications in the OPC Sector
-
Upload
spirax-sarco-engineering-plc -
Category
Business
-
view
29 -
download
4
Transcript of Steam Applications in the Oil & Petrochemical Sector

Steam Applications in the OPC Sector

Agenda
1. Steam used around the distillation column:
Furnaces
Stripping
Re-boilers
2. Tank Farms
3. Flares

3
Steam applications around the distillation column:3
HP steam
MP steam
LP steam

4
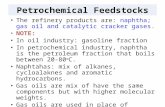
Fired Heaters / Furnaces
Furnaces are used to heat the product to high temperatures before entering the distillation column.
Found throughout the refining / petrochemical process. Examples include:• Crude Distillation Unit (CDU)• Vacuum Distillation• Visbreaking• Hydrodesulpherisation & fractionation• Hydrotreating• Hydrocracking

5
Fired Heaters / Furnaces

Steam usage around furnaces
Key steam applications include:
• Purging the combustion chamber
• Fuel atomisation
• Snuffing in case of fire
• Soot blowing
• Hydrocarbon dilution
• Air pre-heaters (covered earlier – boiler house)

7
Furnaces – Steam Applications
Steam Purging:
Eliminates risk of explosion when lighting furnaces due to potential build up of volatile gases
Typical steam loads: 130 kg/h per m3 of furnace volume
(Visbreaker (5,000kg/h - 2” line) : Hydrocracker (20,000kg/h - 4” line))
Pressures: Typically MP steam (<42 barg)
Customer issues:
Slow start up due to build up of layer of condensate in furnace, affecting the photocells used as part of burner start up
SxS Solution:
Separator & trap set upstream of control valve
Trap set or APT downstream of control valve

8
Furnaces – Steam Applications
Atomising Steam:
Used to atomise fuel increasing combustion efficiency.
Flow rate: 0.15 – 0.35 kg / kg oil
Pressure: approx 8 bar g
Temperature: 30°C superheat
Customer issues:
Steam must be dry
SxS Solution:
Separator and trap set upstream of control valve – removes condensate formed during shutdown

9
Furnaces – Steam Applications
Snuffing Steam:
Prevents or snuffs out fire if process line ruptures, there is an electrical failure, or a flame-out situation.
Flow rate: 130 kg/h per m3 of furnace volume 3,000 to 20,000 kg/h – dependent on application
Pressure: Typically MP / HP steam (<42 barg) Preferably with some superheat
Customer issues:
Potential water hammer in the combustion chamber (rapid opening of valves)
SxS Solution:
Separator and trap set upstream of valve to allow dry steam when activated.

10
Furnaces – Steam Applications
Soot Blowing:
Removes residual oil and soot forming on heating surfaces impeding heat transfer to product
Flow rate: 10,000 to 20,000 kg/h
Pressure: Typically MP / HP steam (<42 barg)
Customer requirement:
Steam should be dry to limit erosion problems
SxS Solutions:
Separator and trap set upstream of valve to allow dry steam when activated.

11
Furnaces – Steam Applications
Dilution of hydrocarbons:
Prevents coking so increasing the yield.
Increases heat transfer in the heating coils, by reducing fouling on heat transfer surfaces.
Steam is injected directly in with the hydrocarbon prior to entering the furnace.
Customer issues:
Steam should be dry
SxS Solutions:
Separators and trap sets

12
Furnaces – Steam Applications
Air Pre-heaters:
Pre-heating combustion air increases heat output from furnace.
Pre-heaters use either steam or waste heat from process
Flow rate: 2,000 to 5,000 kg/h
Pressure: LP steam (approx 3.5 bar g)
Customer issue:
Poor temperature control due to heat exchanger stalling.
If temperature too low can lead to SOx condensing out producing sulphuric acid in flue – corrosion issues. (Covered in steam generation presentation)
SxS Solutions:
APT or pump trap combinations.

13
Steam Stripping
Feed stream to stripping column Cooling
Water out
Water cooled condenser
Condensed steam and volatile components to gravity separator
Stripping SteamDirect steam injector
Stripped product stream
Side draw
Cooling Water in
Steam stripping enables higher recovery efficiency of volatile components to be achieved.
Steam desorbs and entrains the dissolved volatiles lifting them up the distillation column.

Steam Stripping - Applications
Steam Stripping is through direct steam injection.
Typical Applications include:
Side columns - e.g. atmospheric crude distillation columns
Bottom of a distillation tower – aimed at stripping hydrocarbons from heavy residue
In the riser of the reactor in a catalytic cracker – steam introduced with the catalyst giving “lift” to the mixture and to separate out the catalyst from the hydrocarbon in the higher disengagement chamber

15
Catalytic cracker15

Steam Stripping – Steam requirements16
Typical steam pressures: • 3.5 bar g – naphthas, kerosene, & diesel side strippers• 10 bar g – gas oil side strippers and bottom stripper• 8.6 – 10 bar g – reactor in the cat cracker
Typical steam loads:
0.1 – 0.2 kg/h per US gallon (3.8 litres)
Requirements:
Dry or slightly superheated steam.
SxS Solutions:
Steam conditioning and condensate removal upstream of stripper

17
Reboilers:Typical distillation column
Reboilers take a portion of the distillate, adding energy, typically before returning it to the distillation column.
Bottom Pump
Reflux Drum (Accumulator)
Overhead Line
Distillation Column
Steam
Reflux Return
Preheater Feed Riser
Reboiler
DowncomerStraight Run Residue (Liquid)
Gas
To Liquid Storage
Steam
Overhead Condenser
Reflux Pump

Typical re-boiler applications
• Gas plants • Light-ends unit• Vapour recovery unit• Alkylation units (HF and sulphuric)• Sulphur recovery units• Aromatics recovery units• BTX (benzene, toluene, xylenes)• Benzene/cumene• Aromatics extraction process• Catalytic reformers.

19
Types of re-boilers
Kettle Re-boilerInternal Re-boiler
Horizontal Thermo-syphon
Forced CirculationVertical
Thermo-syphon

20
Kettle Type Reboiler
(Courtesy BSI . BS3274)

21
Typical kettle reboiler

22
Thermo-syphon re-boiler

23
Plate reboiler
Plate HTX are:
• Compact
• Creates high turbulence increasing heat transfer
• Typically requires between only 25% to 50% heat transfer area compared to shell and tube.
• High turbulence reduces fouling.
• Easily cleaned by removing end plates
• Costs 30% to 40% less than shell and tube
• Reduced footprint by a factor of 5
Process liquid/Vapour
CondensateProcess liquid
Steam

24
Plate re-boiler on stripper tower
These re-boilers operate at 125°C and 2.3 bara

Re-boiler
Steam conditions:• Typically between 3 bar g to 14 bar g • Saturated steam• Flow rates vary from process to process
Customer issues:
Poor temperature control / corrosion / erosion – Stall (discuss later)
Poor steam quality – no steam conditioning
Reduced life of control valves – poor installation practices
SxS Solutions:
Steam conditioning – separators / desuperheaters
Traps / pump traps around control valves
Efficient condensate removal from re-boiler (discussed later)

26
Typical control valve station
Resulting Customer Issues:
• Standing corrosion to the isolation valve and associated piping
• HTX temperature fluctuations
• Water hammer in the coils
• Product losses through poor repeatability
What is wrong with this installation?
Valve at low point with no condensate drainage.

27
Re-boilers – typical control systems
Steam flow control
Cascade control with steam flow control (Slave) and temperature control of process (Master).
Sometimes use feed forward control based on the process flow rate.
FC
TC

Re-boiler summary:
Common customer issues caused by:• Poorly conditioned steam
• Poor installation practices
• Poor condensate removal (Stall – discuss later)
SxS Solutions:• Steam conditioning upstream of re-boiler
• Condensate removal from the re-boiler

29
Steam usage in tank farms

Tank heating
Objectives: • Prevent solidification of stored product• Allow contents to be pumped to where they are required.
Steam is used in:• Heating coils within the tanks (Steam pressure typically < 3 bar g)• Outflow heaters (Steam pressures typically < 10 bar g)• Both heating coils and outflow heaters

31
Calculating steam / condensate loads
Using:Q = U.A.(Tt – Ta) = m.hfg
Steam / condensate loads can now be calculated.Allows sizing of SA controls and steam traps.
Loads are typically based on heat losses from tanks:

32
Tank Coils – Condensate RemovalUsual Method
What is the main problem with this design?
Group trapping
Coils B & C are likely to flood

33
Tank Coils – Condensate RemovalPreferred Method
Coils individually trapped
Typically a SA control is used, leading to possible stall issues.Potential for APT14.

34
Tank Coils - Preferred Traps
• First choice FT or IB
• Bimetallic can be used on excessively long coils (poor temperature control)
• TD’s can be used on short coils with a thermostatic air vent

35
Outflow Heaters
Purpose:
Heat process fluid to an elevated temperature for transportation. This allows fluid in tank to be stored at a lower temperature, so saving energy.

36
Temperature controls
Self acting controls preferred on tank farms.
Why? • Remote location of tank farms
• Intrinsically safe
• Minimum commissioning
• Minimum maintenance
• Perfect for steady loads
Pilot operated temperature control
Direct acting self-powered control.

37
Tank farms – other opportunities
PPP
Discharge to drain
Motive Steam
Exhaust
Drainage of tank sump pit:PPP’s ideal for this application
Light Hydrocarbons
Tank Roof
Tank roof "tilt" alarmsColima level alarms positioned around roof circumference.

Flare stacks

39
Typical Flare Gas System
Schematic of typical flare gas system with integrated flare gas recovery unit
LCLC
PI
TIC
LC
PI
LC
PI
FRC
Flare Gas Recovered Flare Gas
Recycle control valve
Three phase separator
Purge Gas
Igniter Line
Sealant Liquid Cooler
Steam to nozzle manifold for Smokeless burning
Fuel Gas to pilots
Flame Front Generator
MOL Seal
Air Supply
Steam
Liquid-ring Compressor
PI
Steam
Ratio
Flare StackWater
Water seal
To Sewer
To oil recovery or Slops
Knock-out Drum
From Relief or vent header system
Flow measuring element
TI
Steam
Recovered hydrogen liquid
Steam trap typically missing

NextCondensate Removal