
PN Groenkloof - A4 company profile and branding catalogue ...

Standard Profile Catalogue
October 2012

Content

Introduction
SynopsisThis Hulamin Extrusions Standard Profile Catalogue lists the range of standard dies available at the time of going to press.
RangeThe range of extrusions available is constantly changing and enquiries for shapes not listed can be made through any of our sales offices. Please also refer to our website, www.hulaminextrusions.co.za for the latest version of this catalogue.
ShapeAll dimensions are expressed in millimeters (mm). Fully dimensioned die drawings are available from any one of our sales offices which can provide complete details of any section required.
MassAll profile masses are expressed in kilograms per metre (kg/m).
Content

Hulamin Extrusions
Hulamin Extrusions has a proud record of extrusion supply both locally and throughout the world. Our commitment is to build a reputation with our customers for quality and service.
Company Profile
The aluminium extrusion business of Hulamin Extrusions was founded 40 years ago by Alcan.
Today Hulett Extrusions have production plants in Olifantsfontein, Pietermaritzburg and a sales office in Cape Town. Our expertise and reputation emanates from our diverse shareholder background which includes
Alcan - the founding company.«Huletts Corporation - who acquired the majority «
shareholding from Alcan in 1974.Tongaat Hulett - Huletts Corporation merged with the «
Tongaat Group in 1981 and the name was changed to Hulett Aluminium in 1982. Alcan subsequently sold its remaining 26% shareholding and Hulett Aluminium became a wholly owned subsidiary of Tongaat Hulett in 1986.
Hydro Aluminium Extrusions - one of the world's leading «extruders became a shareholder in the extrusion division during the period 1997 to 2008.
Hulamin Extrusions - in June 2007 Hulamin listed on the «Johannesburg Stock Exchange and subsequently Hulett-Hydro Extrusions changed its name to Hulamin Extrusions.
In 2008 Hulamin acquired the Hydro Aluminium «shareholding to become the sole shareholder of Hulamin Extrusions.
Hulamin Extrusion's customer base covers all the major market segments in the Southern African market, extending into the demanding engineering markets within the United Kingdom, Europe and North America.
In Southern Africa Hulamin Extrusions are the leaders in developing extrusions for a diverse range of markets which design products and solutions using the benefits of extruded aluminium.
Quality from Start to Finish
Hulamin Extrusions operates a quality management system approved to ISO 9001:2000 and dimensional tolerances to EN 755. This system allows quality management from an initial contract review through to product shipment. Laboratory facilities are also available to assist with quality assurance and any necessary metallurgical testing.
Hulamin Extrusions also boast the prestigious ISO 14001:2004 Environmental Management Systems accreditation, proudly looking after our environment and promoting the recycling of aluminium and other process waste.
Content

Contents
4Hulamin Extrusions Standard Profile Catalogue
How to order 5The Properties of Aluminium 6Alloys 7Technical Grade 11Manufacturing Limits 11Dimensions 12Lengths 12General 12Forms of Corrosion 13Corrosion Resistance in Different Environments 14Surface Treatment 14
Extruded Rods 27Extruded Tubes 28
Square Bars 35Hexagonal Bars 35Rectangular Hollows 36
Square Hollows 39I - Sections 41
TeesType 1 42Type 2 43
Z - Sections 43
Engineering Data for Structural Shapes 44
AngleType 1 44Type 2 47Type 3 48Type 4 49Type 5 53
ChannelType 1 55Type 2 59Type 3 60
I - Sections 62
TeesType 1 63Type 2 64
Index 65
AnglesType 1 15Type 2 16Type 3 16Type 4 17Type 5 19Type 6 20Type 13 20
ChannelsType 1 21Type 2 24Type 3 24Type 4 25Type 5 25Type 7 25Type 11 26
Flat BarsType 1 31Type 2 33Type 3 34
Type 6 54
Type 4 & 5 61
Rectangular Oval Hollows 38
October 2012

5 Hulamin Extrusions Standard Profile Catalogue
How to order
Essential information required for entry of enquiries or orders
Complete specifications:
Shipping tolerancesExtruded products will, within practical limits, be supplied in the number of pieces ordered. Unless otherwise stated, orders for production by Hulamin Extrusions will be subject to a mass or piece quantity tolerance of ± 10%.
Supply of an exact number of pieces or other shipping tolerances closer than those stated will be subject to enquiry, and may incur a price premium.
Other requirementsOrders should be clearly detailed with any special requirements.
Minimum acceptable quantities per itemThe process is such that a minimum length of extrusion emerges from the extrusion cycle. This results in certain minimum quantities being readily produced. All enquiries will be handled by our sales offices who will advise on minimum quantities. A price premium is applied to smaller orders.
MassesThe masses shown for sections in this catalogue are for guidance and may vary slightly according to the alloy and the dimensional accuracy achieved when produced and within the permissible tolerances.
If over-shipment is not permissible the order shall be endorsed “Do not over-ship mass” (or “Pieces” as is applicable) in whichcase an under-shipment of 10% may be supplied.
alloy/condition«drawing number/die number«part number where applicable«lengths«special tolerances«finishing requirements - painting and anodising (type, colour and micron thickness of anodising)«whilst the exact finishing and anodising perimeters are shown, the price for painting/anodising might be based on a minimum finishing perimeterfabrication related specification details to ensure material conforms to detailed requirements«
Additional information:End use: Brief detail on end use of material«Delivery requirements: State specific delivery requirements«
PackingUnless otherwise specified on the order, normal Hulamin Extrusions packing methods will be used.
October 2012
Content

Aluminium’s physical properties compared to other common construction materials.
Aluminium 6063 Copper Steel 371 Plastic
225
10 to 24
69 000
2 700
600 to 655
-250 to 150
35
200
23
Yes
Yes
250
25
125 000
8 900
1 080
-200 to 300
55
400
17
Yes
Yes
400
20
210 000
7 800
1 500
-50 to 500
7
76
12
No
Yes
50
25
3 000
1 400
80
-50 to 80
-
0,15
60 to 100
Yes
Yes
Strength / Breaking strength (MPa)
Ductility / Expansion (%)
Elasticity E, Young’s modulus (MPa)3
Density (kg/m )o
Melting point ( C)
2Electrical conductivity m/Ohm-mm
Heat conductivity (W/mK) o-6Coefficient of linear expansion x 10 / C
Non-magnetic
Weldable
The Properties of Aluminium
Aluminium has a unique and unbeatable combination of pro-perties that make it a versatile, highly usable and an attractive construction material.
Mass3
Aluminium is a light metal with a density of 2,700 kg/m , one 3
third that of steel. (8,400 kg/m )
ElasticityThe Young's modulus for aluminium (E=69 000 MPa) is a third that of steel. This means that the moment of inertia has to be three times as great for an aluminium extrusion to achieve the same deflection as a steel profile.
JoiningAluminium can be joined using all the normal methods avail-able such as welding, brazing, adhesive bonding and riveting.
Corrosion resistanceA thin layer of oxide is formed when exposed to air. This pro-vides very good protection against corrosion even in corrosive environments. This layer can be further strengthened by sur-face treatments such as anodising or powder coating.
ConductivityThe thermal and electrical conductivities are excellent, even when compared with copper. Furthermore, an aluminium conductor has only half the weight of an equivalent copper conductor.
Linear expansionAluminium has a relatively high coefficient of linear expan-sion compared to other metals. This should be taken into account at the design stage to compensate for differences in expansion.
Non-toxicAluminium is non-toxic and is therefore highly suitable for the preparation and storage of food.
ReflectivityAluminium is a good reflector of both light and heat.
6Hulamin Extrusions Standard Profile Catalogue
StrengthAluminium is strong with a tensile strength between 70 and 700 MPa, depending on the alloy and manufacturing process. Extrusions of the right alloy and design can be as strong as structural steel.
FormabilityAluminium has good formability in both hot and cold condition, a characteristic that is used in full in the extrusion process. Aluminium can also be cast, drawn and rolled.
MachiningAluminium is very easy to machine. Ordinary fabrication equipment (saws and drills) and machining equipment (lathes and milling machines) can be used.
Thermal ConductivityAluminium thermal conductivity is half that of the equivalent
3sized copper element (8 900 kg/m ), but has a density (2 700 3kg/m ) of less than a third of that of the copper element. The
equivalent aluminium element therefore comes at less than half the price and is much easier to handle because of the light weight.
6Working temperature range (x 10 / m)
October 2012
Content

Alloy EN Equivalent Previous German Equivalent
1070A Al 99,7 Al 99,7
6063 Al Mg0,7Si AlMgSi 0,5 F226061 Al MgSiCu -
6082 Al Si1MgMn AlMgSi 1
6005A Al SiMg (A) AlMgSi 0,7
Alloy Designations
AlloysTechnical Information
Alloy Nomenclature
Important:The four-digit system of alloy nomenclature used by Hulamin Extrusions, in common with the Aluminium Federation, uses a block number to indicate the main alloying constituents.
1xxx2xxx3xxx4xxx5xxx6xxx7xxx
Alloy Series
SiliconMagnesium
Magnesium and SiliconZinc, Magnesium and/or Copper
Main alloying constituentAluminium, 99.0% minimum and greater
CopperManganese
7 October 2012
1070A
Alloy Temper Overmm
Thickness
Up to and including
mm
0,2%Proofstress
Min MPa
MinMPa
MaxMPa
A %Min
A50 mm
%mm
Ultimate tensile strength Elongation Min
F - - -All 60 25 23
6063
OT4T5T5T6T6
---
-
- ------
3
10
100253
251080
65130110170160
120175160215195
130 18148788
16126566
6061OT4T6
---
- - ---
2580
110240
180260
150 16158
14136
6082
OFT4T6T6
----
--
----- -5
10010080580
110250260
110205290310
160 16131488
1412126
6005AHOLLOW
PROFILES
T4T6T6
--
---
---5
510
15
90215200
180255250
1366
6005ASOLID
PROFILES
T4T6
--
5
90 ---- 610
1051080
225215200
180270260250
15888
1366
T6T6
Guaranteed Mechanical Properties - Extruded Products
Content

Alloy
Percentages
Si Fe Cu Mn Mg Cr Zn TiOthers
Each Total
1070A 0,20 0,25 0,03 0,03 0,03 - 0,07 0,03 0,03 -
6061 0,40-0,8 0,7 0,8-1,2 0,04-0,35 0,25 0,15 0,05 0,150,15-0,40 0,15
6005A 0,5-0,9 0,35 0,50 0,40-0,7 0,30 0,20 0,10 0,05 0,150,30
6082 0,7-1,3 0,6-1,2 0,25 0,20 0,10 0,05 0,150,100,50 0,40-1,0
6063 0,20-0,6 0,35 0,10 0,10 0,45-0,9 0,10 0,10 0,10 0,05 0,15
Alloy Compositions.
The choice of material is a critical decision in all product de-velopment. Aluminium makes it possible to give the product suitable physical and mechanical properties at the same time as achieving an aesthetically attractive appearance.
Furthermore, the extrusion technique, combined with the
number of application opportunities. It also forms the basis for product improvement. Pure aluminium is only used in a limited way commercially. The majority of extrusions are made from aluminium alloyed with other metals.
sions for windows and doors, lighting, awnings, handrails and furniture. This material is highly suitable for anodising, both for decorative and protective reasons.
The 6005 alloy has higher strength than 6063 but is slightly harder to extrude. The material withstands comparatively little elon-gation before there is permanent deformation in the heat treated condition. This alloy can be exposed to greater inter-crystalline corrosion than 6063 and 6082, it is suitable for anodising for protective purposes but the quality of the surface
Tempers
Temper Description ApplicationF As fabricated Forging stock: Maximum formabilityO Annealed Forging stock: Maximum formability
T6Where highest mechanical properties are required
T4 Solution heat treated and naturally aged Formability with higher properties than F or O conditions
T5Cooled from an elevated shaping process and Where highest mechanical properties are
not required by end use (i.e. non-structural)
The most common elements used are magnesium (Mg), silicon (Si), manganese (Mn), zinc (Zn) and copper (Cu). They form between 0.2 and 0.7 per cent of aluminium alloys.
Aluminium alloys used for extrusions are generally designatedwith the following serial numbers:1000 series - Al6000 series - Al + Mg + Si
The 1000 series is not heat treatable. These alloys are often chosen in products where high thermal and electrical con-ductivity are desired. They have low strength.
The 6000 series are heat treatable. They are the most com-monly used extrusion alloys and have a wide range of appli-cations.
The 6000 series has good extrudability and can be solution heat treated at the extrusion temperature. Furthermore, these alloys have medium to high strength, are easy to weld and offer good resistance to corrosion, even in marine en-vironments. The bulk of the extruded material for load bear-ing constructions is made from these qualities. They are used for load bearing constructions both on land and at sea.
The 6063 alloy offers medium strength and is easy to extrude even for complicated cross sections. This alloy is one of the most used extrusion alloys. It has good formability during bending in the T4 condition. Typical applications are extru-
The 6061/6082 alloys have high strength qualities and are suitable for extrusion of cross-sections that are not too com-plicated. Typical applications are load carrying structures in ships, offshore transport, and the building industry such as platforms, bridges, stairs, scaffolds and handrails. The material is suitable for anodising for protective purposes.
Temperature – mechanical propertiesCare should be taken when using aluminium at high tempera-
at temperatures above 100°C, especially if the material has been thermally hardened or cold worked.
In general the 6063, 6005, 6061 and 6082 alloys should not be used in structures at temperatures above 100°C. The tensile strength decreases as the temperature increases while elong-ation on fracturing usually increases. It should be noted that the characteristics are dependent on alloy, temperature, and time. If the designer is unfamiliar with the exact temperature characteristics for a given alloy, it can be assumed as a starting point that properties such as tension, shear and fatigue strength vary in proportion to the tensile strength.
Low temperature propertiesIn contrast to steel, aluminium alloys do not become brittle at low temperatures. In fact aluminium alloys increase in strength and ductility whilst impact strength remain unchanged. As the temperature decreases, below 0°C, the yield strength and tensile strength of aluminium alloys increase.
8October 2012
Content

Values for the mechanical properties can vary for different process parameters. The values given are typical and can be guaranteed on the assumption that a special agreement has been reached.
The relationship between some accepted methods for measuring hardness.
Brinell
Vickers
Rockwell ‘F’
Rockwell ‘E’
Rockwell ‘B’
Rockwell ‘K’
Webster
Hardness Number
45 50 55 60 65 70 75 80 85 90 95 100 105 110
46 51 56 61 66 71 76 82 87 92 98 103 109 115
36 46 54 61 67 71 76 79 82 85 87 89 91
47 55 62 68 72 77 80 83 86 88 90 92 94 96
12 23 32 39 45 50 56 60 63 66
15 25 35 41 48 53 58 62 66 70 73 76 78
13121110975 13-14 14-25 15 15-16 16 16-17 17
- - - -
-
-
Summary of Alloys
Hulamin Extrusion Alloys Condition 1070A 6063 6005 6061 6082
O 20 - - - -
F 25 - - - -
T4 - 95 70 145 125T6 - 225 260 275 290O 75 - - - -
F 80 - - - -
T4 - 190 160 220 225T6 - 250 285 310 315T4 - 24 22 20 20T6 - 10 8 10 10T4 - 47 47 65 65
T6 - 81 92 100 100
2 700 2 700 2 700 2 700 2 710
69 000 69 000 69 000 69 000 69 000
Electrical conductivity % IACS - 62 52 52 46 46Melting Point ( C)
o - 645-658 600-655 615-655 580-650 580-650EN-AW 6063A 6005A 6061 6082
Yield strength, (MPa)
Tensile strength, (MPa)
Elongation, A5 %
Brinell Hardness, HB
Density (kg/m )2
Young's Modulus (MPa)
Coefficient of expansion20-100 C
o -6(x 10 / C)
o - 24 23 23 24 23
200 180 180Thermal conductivity
20oC (W/mK)
- 229 200
-
-
9 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

Metal Thickness Chart
Definitions
1. Flat solid shapes:Shape to be basically flat.Thickness to be uniform.No dovetails or screw receiving slots.
2. Regular solid shapes:1 3H = / D W = / D3 4
Medium depth channels:1 1H = / D W = / D3 2
3.
Deep solid channels:1H = / D to 3W2
4.
DH
W
10Hulamin Extrusions Standard Profile Catalogue
Semi-hollow and hollow shapes5.
4.00
3.80
3.60
3.40
3.20
3.00
2.80
2.60
2.40
2.20
2.00
1.80
1.60
1.40
1.20
4.00
3.80
3.60
3.40
3.20
3.00
2.80
2.60
2.40
2.20
2.00
1.80
1.60
1.40
1.20
20 40 60 80
100
120
140
160
180
200
220
240
260
280
mm
Diameter of Circumscribing Circle (D)
Min
imu
m r
eco
mm
en
de
d m
eta
l th
ick
ne
ss (
T)
Min
imu
m r
eco
mm
en
de
d m
eta
l th
ick
ne
ss (
T)
mmmm
Sem
i-hol
low a
nd h
ollo
w shap
es (5
)
Deep s
olid c
hann
els (4
)
Medium depth channels,
angles, tees (
3)
Regular solid shapes (2)
Flat solid shapes (1)
October 2012
Content

Technical GradeTechnical grade implies that the following tests will be carried out.
Ultrasonic testingThe aluminium billet to be used will be ultrasonically tested to a pre-determined level to detect inclusions and cracks. Should a customer require the billet to be to a higher standard, the standard of acceptance shall be agreed with the customer prior to manufacture and clearly stated on the order.
Etch test piecesFor extruded lengths or bars or sections produced, test pieces of the full cross-section shall be taken from the front end and back end of the extruded length. The specimen shall be suitably prepared, etched and inspected. The etched sur-
Dface shall be free from harmful defects . If any specimen reveals a harmful defect, the relevant length of bar or section shall be scrapped.
DDefinition - Harmful defects in the above context refers to any physical defect such as cracks and over extrusion, which can be seen with the naked eye. It is up to the pur-chaser to inform the manufacturer of any other possible defects for which the product should be checked.
Longer than normal discardsFor each billet extruded, a longer than normal discard will be set and maintained so as to obviate the risk of over extrusion.
Drift testingAll hollow sections with wall thickness up to 12 mm produced by the porthole type extrusion die shall have test pieces cut from every extruded length. Test pieces shall be subjected to an expansion test to determine the soundness of the extruded seam welds. HE can however not provide a 100% guarantee on the weld soundness even though the above testing has been carried out. It is the responsibility of the end user to ensure that the product is entirely suitable for its intended use. Profiles with wall thickness greater than 12 mm cannot be drift tested.
TraceabilityAll test pieces and heat treatment records relating to Tech-nical Grade lots are kept for a period of six months and five years respectively to enable traceability and ongoing evalu-ation of quality.
Manufacturing Limits
General NotesManufacturing limits are imposed by available production facilities and also by the nature of the extrusion process. The size and power of available extrusion presses limit the overall cross-sectional dimensions of sections. The stretching, hand-ling and heat-treatment equipment limit cross-sectional areas and lengths. Lengths may also be limited by transport restrictions. Minimum thickness, shape configuration and complexity of detail may be limited by the extrusion process as well as by press capacity. Manufacturing limits for sections of complicated shape and abnormal design may be narrower than stated. The limits given are for sections designed accor-ding to accepted extrusion design practice. The maximum circumscribing circle diameters given on Page 12 are a guide and must not be read as being available at the minimum thickness shown in the adjacent column. A guide as to this ratio of circumscribing circle to minimum thickness may be obtained from the diagram on Page 10. The maximum limits as dictated by press capacity, are given on Page 12.
Manufacturing TolerancesAs with all manufacturing and fabrication processes, the pro-cess whereby aluminium is extruded sets a range of manufac-turing tolerances within which aluminium extrusion products can be expected to vary.
The extrusion process is remarkable in its ability to produce lengths of intricate shapes within close shape and dimen-sional tolerances. Normal deviations are proved to be small and to have little impact in a very wide range of applications. Although dies are produced to exact size with virtually no tolerances allowed in manufacture, the extruded profile emer-ging from the die is subject to:
«Extrusion flow effects (influenced by die design and shape design)
«Cooling effects (both cooling medium and profile design can lead to irregular cooling)
«Handling effects (transfer and stretching)
Minor deviations to shape and size can be expected to occur no matter how experienced the die designer, how good the handling equipment or how well-trained the operating staff. It is against this background that extrusion tolerances need to be part and parcel of the extrusion process. In no way are published tolerances to be seen as the extruder's choice of how accurately he decides or wishes to work. Rather, extru-sion tolerances need to be seen and understood to be the range of shape and dimensional variations, which can be expected from the process.
The choice open to the extruder faced with requests for closer than standard or published tolerances depends on the nature of the request.
«If a metal dimension is involved, i.e. across the web of a channel, the prospects are good that closer than normal tolerances may be achieved provided the dimension is measurable. Shorter die life is likely to be incurred because the die may need to be replaced earlier than normally is the case, due to die wear.
«If a space dimension is involved, i.e. the width across the open flanges of a channel. Only in exceptional cases where it is vital for an assembly, will closer than Data Book tolerances be considered.
The straightness of a length of extrusion can depend on the degree to which the shape can be stretcher-straightened without incurring shape distortion. A compromise between straightness and shape may result. Both straightness and twist can be influenced by imbalance of the shape itself.
It is most important that new users of extruded products are aware from the design stage that machining tolerances can-not be expected from the extrusion process. All too often de-signers and draughtsman have had experience of machine shop tolerances only and need guidance in the understan-ding of extrusion tolerances or they are likely to specify the tolerances they are most familiar with. This can result in needless communications with producer plants, possibly obscuring, as a result, very real needs a designer may have for closer than normal tolerances.
The time to discuss extrusion tolerances is thus at the design stage rather than after delivery of the product which may be found to be difficult to use because allowance has not been made for normal tolerances.
11 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

Maximumcircumscribing
circlediameter mm
Alloy
Minimumthicknessmm (2)
Range of cross-sectional areas and weight
Maximum Minimum
Area2mm (3)
Masskg/m
Area2mm
Masskg/m
Dimensional Capability Guide
1.20
1.20
1.50
1.75
1.25
1.25
1.50
1.751.60
5000
5000
5000
5000
5000
5000
5000
5000
13
13
13
13
13
13
13
13
26
29
55
55
55
55
195
195
0.07
0.08
0.15
0.15
0.15
0.15
0.53
0.53
320
320
320
320
200
200
200
200
1070A
6063
6061
6082
1070A
6063
6061
6082HO
LL
OW
SS
OL
IDS
The tolerances used by our extrusion plants as published in the Data Book are those published by the British Standards institute in BS EN 755. Tolerances for tubes may vary fromBS EN 755 and are as published in the Data Book.
Requests for tighter tolerances than these may be considered. Requests to produce to other specifications such as DIN, ASTM, BS EN 12020 and ISO will be considered but this must be made clear to the producing plant at the enquiry stage.
DimensionsNotes: (Refer to table below)
1.The manufacturing limits below are given as guidelines only and profiles outside of these limits may be available upon request.
2.The minimum thickness at which a section can be extruded is dependent on the alloy, circumscribing circle diameter, shape configuration and the complexity of detail. A guide to the relationship between circumscribing circle diameter and minimum wall thickness is shown on page 10. The minimum thickness listed above does thus not relate to the maximum circumscribing circle diameters.
3.The maximum limit on cross-sectional area is imposed by extrusion ratio and stretching capacity. Sections of greater cross-sectional area may be supplied in the unstretched condition, on enquiry, but mechanical properties and straightness will not be guaranteed.
Hollow ProfilesTube and hollow shapes for the architectural and general engineering markets are produced by the porthole extrusion process. In this process the seam welds are formed in the dies during the extrusion process. Although considerable tonnages of hollow shapes and tubing are regularly and successfully extruded and put to good use, it is possible for weld soundness to be adversely affected by process factors. In spite of all measures normally taken during extrusion to achieve sound welds, the weld quality may vary along the extruded length. Notwithstanding the successful use made regularly of hollow shapes and tubing produced by the port-hole extrusion method, it is not possible to guarantee such welds. Drift testing as described in the section of Technical Grade, can be performed and gives a reasonable degree of assurance of the seam weld quality. However, this test can only be carried out on the ends of hollow profiles and tubes. Where physical injury or danger can result from seam weld
failure, e.g. hang glider tubing, yacht masts, drift testing is recommended. Where tubing is required to contain pressu-rised fluids, pressure testing is recommended before use.
Lengths
Maximum lengthsThe normal maximum straight length is 12 metres but 14,5 metre lengths may be available, subject to enquiry and de-pendent on transport conditions. Maximum length may also be limited by the maximum mass of section that can be supplied.
Minimum lengthsPieces less than 500 mm in length are generally available but are subject to enquiry.
Random lengthsWhere customer accepts random lengths and orders are en-dorsed accordingly, between 3 metres and 8 metres will be supplied. It is possible to supply most of an order to a length suitable to the customer within this range, and the balance only in random lengths.
Multiple LengthsSections can be supplied in multiples of the required unit length. In calculating the overall length an allowance of 5mm must be made for each saw cut.
Specified LengthsWhen a specified length is ordered, all lengths will be cut to specification within the limits of the length tolerance.
General
Products outside the limits outlined below will be subject to enquiry.
Tubing and Hollow Sections
Maximum LimitsMaximum Wall Thickness 12,0 mm Maximum Mass per Metre 13,0 kg/m
Minimum LimitsMinimum Tube Wall Thickness 1,2 mmMinimum Tube outside Diameter 10,0 mm
12Hulamin Extrusions Standard Profile Catalogue October 2012
Content

Rod and Bar
Maximum Limits for Normal ExtrusionMaximum Diameter 80 mm (area 5 000 mm²)
Maximum Limits for Extrusion of Forging StockMaximum Diameter 100 mm (area 7 850 mm²)
Spreader Sections
All spreader sections are prone to defective areas at the front and back of each extruded length (apart from the front of the very first billet during a production run), which necessitates the removal of a rejection of up to 3 meters of metal from the front and 1 meter from the back end of the pressed lengths.
Maximum Mass per Metre = 13,6 kg/mMaximum Length of a 13,6 kg/m section = 3,6 me.g. Maximum Length of a 10 kg/m section = 6,5 mMaximum Useable Billet Mass (length 910 mm) = 105 kg
Important: Due to high mass per metre, profiles greater than 12 kg/m will be supplied in Technical Grade only.
Forms of Corrosion
One of the principal reasons for choosing aluminium and its alloys for construction applications is their high corrosion resistance. Although aluminium is a chemically active metal, its behaviour is stabilised by the formation of a protective film of oxide on the surface. Generally, this film is stable in aqueous solutions with pH 4.5 – 8.5. Further considerations need to be made if the pH exceeds these limits or the environ-ment contains chloride.
Although generally very stable, the most common types of corrosion, which can occur on aluminium alloys, are summarised below:
Uniform attackThe corrosion proceeds homogeneously over the whole sur-face of the metal. With aluminium and its alloys this type of corrosion is mainly seen in very alkaline or acid environments where the solubility of the natural oxide film is high.
Pitting corrosionPitting corrosion is the most common type of corrosive pheno-mena with light alloys, and is characterised by local discon-tinuities in the oxide film, i.e. locally reduced film thickness, rupture, localised concentrations of impurities/alloying ele-ments, etc. Aluminium is sensitive to pitting when chloride ions are present (e.g. sea water). Pits develop at weak spots in the surface films and at sites where the oxide film is mechani-cally damaged.
Pitting can penetrate several millimetres during a short period of time if the surrounding conditions are extremely unfavour-able. The pits can be of different shapes, wide or narrow. The narrow pits can often be dangerous since the pits could be deep and difficult to detect.
The correct choice of alloy and surface treatment e.g. anodis-ing, powder coating, coating with anodic layer (Zn), cathodic protection with sacrificial anodes or applied current, or by use of inhibitors, are methods which can be used to limit or prevent pitting corrosion. Frequent cleaning, as well as ventila-tion of dense constructions and a profile design avoiding accumulation of stagnant water, are recommended.
Intergranular corrosion(IGC) is a selective corrosion around the grains and in the ad-jacent zones without any appreciable attack on the grain itself. The reason for the IGC is a difference in corrosion potential between grain boundaries and the bulk of the immediately adjacent grains. The difference in potential may be caused by the difference in chemical composition between the two zones. This situation may for example develop as a result of slow cooling after the extrusion process.
In this case the grains will be larger and the intermetallic par-ticles will precipitate on the grain boundaries, thus increasing the potential difference between the grain boundaries and the interior of the grain.
Due to the low metal consumption, intercrystalline corrosion is difficult to detect visually and even less by measurements of weight loss. However, if the corrosion is permitted to propa-gate into the metal, the mechanical properties of the material will be severely deteriorated.
Alloys in 6000 series are normally resistant to IGC, however, this is dependent on the chemical composition. Recrystall-ised structures in addition to high content of Si or Cu, may give corrosion of this type. Addition of Mn/Cr will prevent or minimise recrystallisation. IGC of alloys in 7000 series is linked to MgZn precipitates, which are very anodic compared to aluminium.
One action to prevent IGC is the correct choice of alloy. In ad-dition, see the actions mentioned under “Pitting Corrosion”.
Crevice corrosionCrevice corrosion may occur in narrow crevices, filled with liquid (e.g. water). Use of sealant prior to joining may prevent penetration of moisture. By use of correct profile design, it is possible to minimise the risk of crevice corrosion.
Water staining is a type of crevice corrosion and is caused by water or moisture entrapped between, for example, densely stacked profiles. Water staining is a very common corrosion type. The appearance varies from iridescent in mild cases, to white, grey or black in more severe instances. Water staining on profiles is normally removed by finishing (grinding) or pow-der coating.
Profiles without any surface treatment should never be stored outdoors, even though plastic wrapping is used, because of risk of condensation. Storing should be carried out in places with a maximum relative humidity of RH 45 %, and a maxi-
±mum temperature variation of 5°C. During transportation from a cold to a warmer area, the temperature should be increased gradually to avoid condensation on the metal.
Galvanic corrosionGalvanic corrosion is the type of corrosion that occurs when two metallic materials are in contact in the presence of an electrolyte. Corrosion will increase on the least noble material (the anode) and decrease on the noblest (the cathode). Since aluminium is less noble than most commonly used construc-tion materials, with the exception of zinc, magnesium and cadmium, this can be a serious form of corrosion with alumi-nium.
The protective effect from the oxide layer can be seriously compromised by the coupling to a more noble material. This is especially dangerous in atmospheres or water with high concentrations of chlorides or other aggressive substances.
Most types of aluminium corrosion can be related to some
13 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

kind of galvanic coupling with a dissimilar material.Galvanic corrosion can be avoided or minimised by means of the following actions:
«If possible, avoid the use of materials far from each other in the galvanic potential difference series of the environ-ment where it will be used (stainless steel not included). However, if that is not a practical solution, the different material qualities have to be properly electrically insulated. It is important to use insulation material of proper electri-cal resistance and to avoid metallic contact in the entire construction. This can be checked by resistant measure-ments using a multimeter.
«Aluminium may be protected by means of sacrificial anodes. The most noble material can be surface treated with e.g. a metallic coating (Al/Zn), organic coating, (lacquer, paint, plastic, rubber) or a special coating for screws and bolts. The surface treatment has to be carried out correctly, that means treatment shall not be done only on the less noble material. As a consequence, a defect in the surface coating may generate a very unfavourable cathode/anode ratio (a big cathode area in relation to a small anode area gives considerable corrosion). Galvanic corrosion in, combination with crevice corrosion, may give concentrated attacks. Based on that, it is important to avoid entrapment of water or other liquids in crevices between materials of varying nobleness.
«Avoid transfer of ions of noble materials to aluminium sur-faces, for instance droplets from a copper tube on an alumi-nium surface will generate precipitation of copper metal. The result is corrosion of aluminium (deposition corrosion). The next step will be micro-galvanic corrosion between aluminium and the copper particles in the aluminium sur-face. Severe pitting may occur within a few weeks.
Filiform corrosion (FFC)Filiform corrosion on passivated surfaces exhibits itself as thin, threadlike and shallow attacks progressing below sur-face layers such as paint. The corrosion normally starts in coating defects (e.g. on mitres) and follows certain directions, like for example the extrusion direction. The front of the attack is supported by moisture, which penetrates the surface layer and becomes depleted of oxygen making the area anodic.
FFC is mainly an aesthetical problem, but corrosion products may cause deformation in narrow crevices or delamination of surface treatment. The extensive FFC attack observed during corrosion testing can be attributed to a reactive uppermost surface region showing an unpredictable chemical composi-tion, which may be formed during thermo-mechanical trans-formation of the alloy. It is proven that sufficient metal removal of aluminium 2 g/m² by chemical etching prior to properly performed chromating is required. Providing this is done properly, aluminium extrusions in 6060/6063 will exhibit high FFC resistance.
Corrosion resistance in different environments
The atmosphereCorrosion is insignificant in clean country air. Aluminium does not corrode where there are high levels of sulphur dioxide but can under certain circumstances become dark or matt in appearance.
WaterPitting can occur in stagnant water. The composition of the water is the important factor as the presence of copper, cal-cium, chloride and bicarbonate ions increase the risk signifi-cantly. This can be prevented however by regular cleaning and drying. In this way the aluminium is highly suitable for making saucepans for example.
SeawaterAlloys containing silicon, magnesium and manganese show good resistance to corrosion in seawater. Copper alloys on the other hand should be avoided.
SoilThe resistance to corrosion is to a great degree dependent on the moisture in the soil and its pH. Aluminium surfaces in contact with the soil are best treated with a thick layer of bitumen or a powder coating.
AcidsThe majority of inorganic acids have a very corrosive effect on aluminium – except nitric acid. High temperature, high acid concentrations and high levels of impurities in the level of the aluminium increase the rate of corrosion significantly.
AlkalisStrong alkalis are very corrosive. Sodium hydroxide reacts violently with aluminium. The rate of corrosion can be reduced in environments where the pH is between 9 and 11 by using silicates. Wet cement has a high pH and therefore corrodes aluminium alloys.
Organic compoundsAluminium is highly resistant to the majority of organic com-pounds. Corrosion can occur however with some anhydrous liquids.
Other materialIn practice the corrosion problem caused by the contact with other materials is for the most part small. The natural oxide layer provides protection.
Surface Treatment
In its natural state, Aluminium has a clean and attractive sur-face with good corrosion resistance. There are a number of types of surface treatments that improve resistance to corro-sion and mechanical wear. They can also provide a decorative appearance or in other ways alter the properties of the surface.
AnodisingAnodising is an electrochemical process where the thickness of the oxide film on the aluminium surface is increased artifi-cially. The process involves lowering the extrusion into an elec-trolytic bath where a DC current is connected to the extrusion, which acts as the anode in the circuit. While the natural oxide film is only 0.02 um, anodising increases the oxide layer to between 5 and 25 um depending on the product characteristics required. With the anodising process, aluminium's natural colour (naturally anodized) can be retained or a colour from a wide range of alternatives can be chosen.
Powder coatingPowder coating offers a virtually unlimited choice of colours and is very durable.
Other methods of surface treatmentOther methods of surface treatment include screen printing and the use of protective foils. Grinding, polishing and barrel processing are examples of mechanical surface treatments.
14Hulamin Extrusions Standard Profile Catalogue October 2012
Content
Type 1
R1
A
A
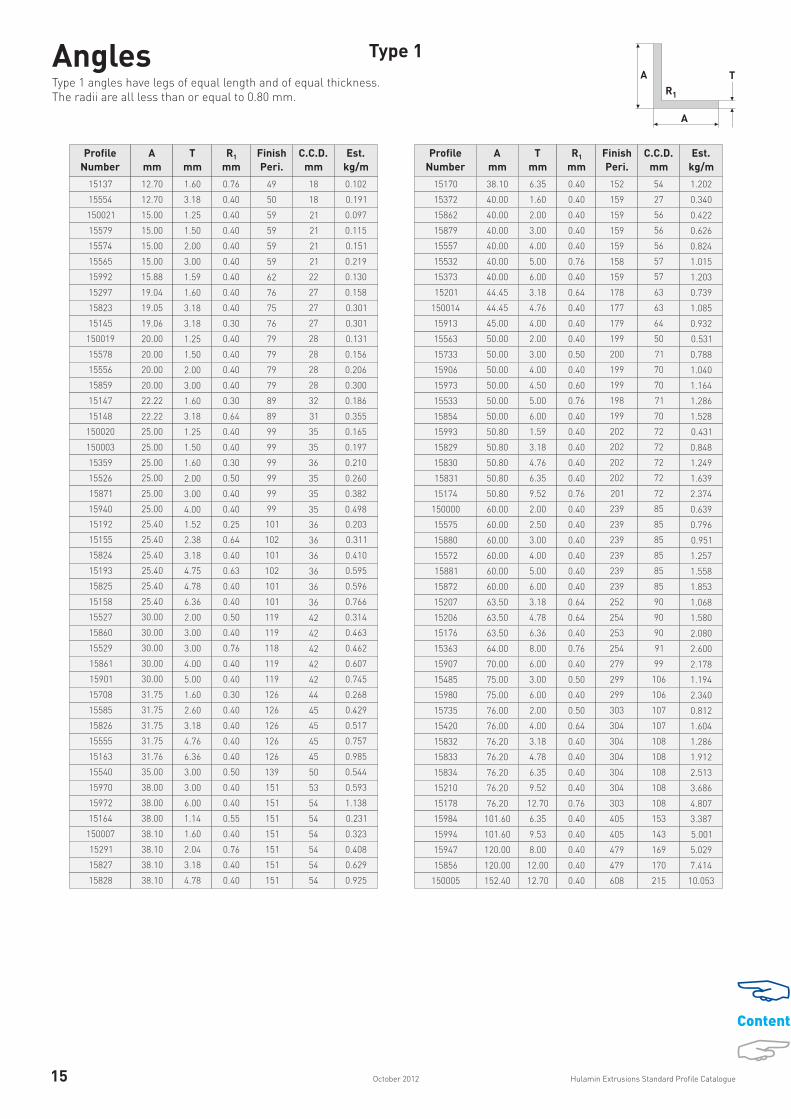
TAngles
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
T
mm
R1
mm
15176 6.36 0.40 253 90 2.080
15363 8.00 0.76 254 91 2.600
63.50
64.00
15907 6.00 0.40 279 99 2.178
15485 3.00 0.50 299 106 1.194
15980 6.00 0.40 299 106 2.340
15735 2.00 0.50 303 107 0.812
15420 4.00 0.64 304 107 1.604
15832 3.18 0.40 304 108 1.286
15833 4.78 0.40 304 108 1.912
15834 6.35 0.40 304 108 2.513
15210 9.52 0.40 304 108 3.686
15178 12.70 0.76 303 108 4.807
15984 6.35 0.40 405 153 3.387
15994 9.53 0.40 405 143 5.001
70.00
75.00
75.00
76.00
76.00
76.20
76.20
76.20
76.20
76.20
101.60
101.60
15947 8.00 0.40 479 169 5.029
15856 12.00 0.40 479 170 7.414
150005
120.00
120.00
152.40 12.70 0.40 608 215 10.053
15906 4.00 0.40 199 70 1.040
15854 6.00 0.40 199 70 1.528
15993 1.59 0.40 202 72 0.431
15829 3.18 0.40 202 72 0.848
15830 4.76 0.40 202 72 1.249
15831 6.35 0.40 202 72 1.639
15174 9.52 0.76 201 72 2.374
150000 2.00 0.40 239 85 0.639
15575 2.50 0.40 239 85 0.796
15880 3.00 0.40 239 85 0.951
15572 4.00 0.40 239 85 1.257
15881 5.00 0.40 239 85 1.558
15872 6.00 0.40 239 85 1.853
50.00
50.00
50.80
50.80
50.80
50.80
50.80
60.00
60.00
60.00
60.00
60.00
60.00
15973 4.50 0.60 199 70 1.16450.00
15533 5.00 0.76 198 71 1.28650.00
150014 4.76 0.40 177 63 1.085
15913 4.00 0.40 179 64 0.932
44.45
45.00
15201 3.18 0.64 178 63 0.73944.45
15862
15879
15557
15532
15373
40.00
40.00
40.00
40.00
40.00
2.00
3.00
4.00
5.00
6.00
0.40
0.40
0.40
0.76
0.40
159
159
159
158
159
56
56
56
57
57
0.422
0.626
0.824
1.015
1.203
15137 12.70 1.60 0.76 49 18 0.102
15554 12.70 3.18 0.40 50 18 0.191
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
T
mm
R1
mm
Finish
150021 15.00 1.25 0.40 59 21 0.097
15579 15.00 1.50 0.40 59 21 0.115
15574 15.00 2.00 0.40 59 21 0.151
15565 15.00 3.00 0.40 59 21 0.219
15992 15.88 1.59 0.40 62 22 0.130
15297 19.04 1.60 0.40 76 27 0.158
15823 19.05 3.18 0.40 75 27 0.301
15145 19.06 3.18 0.30 76 27 0.301
150019 20.00 1.25 0.40 79 28 0.131
15578 20.00 1.50 0.40 79 28 0.156
15556 20.00 2.00 0.40 79 28 0.206
15859 20.00 3.00 0.40 79 28 0.300
15147 22.22 1.60 0.30 89 32 0.186
15148 22.22 3.18 0.64 89 31 0.355
150020 25.00 1.25 0.40 99 35 0.165
150003 25.00 1.50 0.40 99 35 0.197
15359 25.00 1.60 0.30 99 36 0.210
15526 25.00 2.00 0.50 35 0.260
15871 25.00 3.00 0.40 99 35 0.382
15940 25.00 4.00 0.40 99 35 0.498
99
15192
15155
15824
15193
15825
15158
15527
15860
15529
15861
15901
15708
15585
15826
15555
15163
15540
15970
15972
150007
15291
15827
15828
15164
25.40
25.40
25.40
25.40
25.40
25.40
30.00
30.00
30.00
30.00
30.00
31.75
31.75
31.75
31.75
31.76
35.00
38.00
38.00
38.10
38.10
38.10
38.10
38.00
1.52
2.38
3.18
4.75
4.78
6.36
2.00
3.00
3.00
4.00
5.00
1.60
2.60
3.18
4.76
6.36
3.00
3.00
6.00
1.60
2.04
3.18
4.78
1.14
0.25
0.64
0.40
0.63
0.40
0.40
0.50
0.40
0.76
0.40
0.40
0.30
0.40
0.40
0.40
0.40
0.50
0.40
0.40
0.40
0.76
0.40
0.40
0.55
101
102
101
102
101
101
119
119
118
119
119
126
126
126
126
126
139
151
151
151
151
151
151
151
36
36
36
36
36
36
42
42
42
42
42
44
45
45
45
45
50
53
54
54
54
54
54
54
0.203
0.311
0.410
0.595
0.596
0.766
0.314
0.463
0.462
0.607
0.745
0.268
0.429
0.517
0.757
0.985
0.544
0.593
1.138
0.323
0.408
0.629
0.925
0.231
15170 38.10 6.35 0.40 152 54 1.202
15372 40.00 1.60 0.40 159 27 0.340
Type 1 angles have legs of equal length and of equal thickness.The radii are all less than or equal to 0.80 mm.
15 Hulamin Extrusions Standard Profile CatalogueOctober 2012
2.00 0.40 199 50 0.53150.0015563
3.00 0.50 200 71 0.78850.0015733
3.18 0.64 252 90 1.06863.5015207
4.78 0.64 254 90 1.58063.5015206
Content

Type 2 Angles
Type 3
R1
R2
A
A
T
R1
R2
A
A
T
15949 50.00 5.00 1.20 1.20 197 70 1.284
15545 50.80 3.18 6.35 3.18 197 72 0.860
15546 50.80 4.76 6.35 3.18 197 72 1.260
15547 50.80 6.35 6.35 3.18 197 72 1.650
15543 76.20 6.35 7.93 6.35 295 108 2.503
15544 76.20 9.53 7.93 6.35 295 108 3.679
15135 101.60 6.36 9.52 6.36 396 144 3.399
15813 101.60 9.53 9.53 6.35 396 144 5.007
R2
mmFinishPeri.
C.C.D.mm
Est.
kg/mProfile
NumberA
mmT
mmR1
mm
15103 38.10 4.74 5.34 0.64 150 54 0.938
15104 38.10 6.36 5.34 0.64 150 54 1.220
15110 50.80 3.18 6.10 0.64 204 72 0.872
15111 50.80 4.76 6.10 0.64 185 72 1.269
15112 50.80 6.36 6.10 0.64 199 72 1.662
15113 50.80 7.92 6.10 0.64 201 72 2.035
15119 63.50 7.92 6.86 0.64 250 90 2.582
15121 76.20 6.36 7.62 0.76 302 107 2.547
15122 76.20 7.96 7.62 0.64 300 108 3.148
15123 76.20 9.52 7.62 0.64 300 107 3.719
15125 88.90 6.36 8.38 0.64 351 126 2.994
15234 88.90 7.95 8.38 0.64 351 126 3.699
15127 88.90 9.52 8.38 0.64 351 126 4.381
15128 88.90 12.70 8.38 0.64 351 126 5.722
15130 101.60 9.52 9.14 0.64 401 144 5.044
15132 127.00 9.52 10.66 0.76 502 180 6.372
15294 127.00 12.70 6.36 0.76 504 180 8.327
15286 152.40 9.52 12.18 0.76 603 216 7.703
15287 152.40 12.70 12.18 0.76 603 216 10.138
R2
mm
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
T
mm
R1
mm
Type 2 angles have legs of equal length and of equal thickness.The radii are all greater than 0.80 mm.
Type 3 angles have legs of equal length and of equal thickness.The inside corner radius is greater than 0.80 mm.Other radii are less than or equal to 0.80 mm.
16Hulamin Extrusions Standard Profile Catalogue October 2012
Content

AnglesR1
A
B
TType 4 angles have legs of unequal length but of equal thickness.The radii are all less than or equal to 0.80 mm.
17 Hulamin Extrusions Standard Profile Catalogue
Type 4
15408 15.88 9.52 1.60 0.64 49 18 0.102
15441 19.06 9.54 2.38 0.76 55 22 0.168
15038 19.06 12.70 1.58 0.76 62 23 0.128
15039 19.06 12.70 3.18 0.64 62 23 0.247
15322 20.00 9.00 3.00 0.50 58 24 0.211
15909 20.00 10.00 2.00 0.40 59 22 0.151
15885 20.00 15.00 2.00 0.40 69 25 0.179
15041 22.22 7.96 3.18 0.30 60 23 0.232
15042 22.22 9.52 1.60 0.76 62 24 0.129
150027 25.00 10.30 1.30 0.50 69 27 0.119
15347 25.00 12.50 1.50 0.30 74 28 0.146
15928 25.00 15.00 2.00 0.40 79 29 0.206
15985 25.00 20.00 3.00 0.40 89 32 0.341
15241 25.40 12.70 1.60 0.64 75 28 0.157
15050 25.40 12.70 3.18 0.25 76 29 0.301
15051 25.40 15.88 1.60 0.64 83 30 0.172
15264 25.40 15.88 3.18 0.64 83 30 0.329
15731 30.00 10.00 2.00 0.25 79 31 0.206
15567 30.00 15.00 2.00 0.40 89 33 0.233
15558 30.00 15.00 3.00 0.40 89 34 0.341
15875 30.00 20.00 2.00 0.40 99 36 0.259
15559 30.00 20.00 3.00 0.40 99 36 0.382
15926 30.00 20.00 4.00 0.40 99 36 0.498
15057 31.76 19.06 3.18 0.40 102 37 0.410
15058 31.76 25.40 3.18 0.64 113 40 0.465
15882 35.00 20.00 3.00 0.40 109 40 0.422
15061 38.10 12.70 3.18 0.64 102 40 0.409
15837 38.10 19.05 3.18 0.40 113 43 0.465
15838 38.10 25.40 3.18 0.40 126 46 0.519
15845 38.10 25.40 4.75 0.50 126 46 0.756
15581 40.00 10.00 2.00 0.40 99 41 0.258
150002 40.00 20.00 1.60 0.40 119 44 0.253
15876 40.00 20.00 2.00 0.40 119 44 0.314
15886 40.00 20.00 3.00 0.40 119 44 0.463
15576 40.00 20.00 4.00 0.40 119 45 0.607
15950 40.00 25.00 2.00 0.40 129 47 0.341
15986 40.00 25.00 3.00 0.40 129 47 0.504
15931 40.00 30.00 2.00 0.40 139 50 0.368
15562 40.00 30.00 3.00 0.40 139 50 0.544
15258 44.46 19.05 3.18 0.64 127 48 0.520
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
B
mm
T
mm
R1
mm
15236 12.70 9.53 1.57 0.64 45 16 0.087
15346 12.70 6.35 1.40 0.30 37 14 0.066
150018 38.00 25.00 3.00 0.40 125 45 0.487
15064 44.46 22.22 2.04 0.64 132 50 0.356
15065 44.46 22.22 3.18 0.76 132 50 0.545
15067 44.46 38.10 3.18 0.76 163 59 0.683
15892 45.00 20.00 3.00 0.40 129 49 0.504
15339 46.00 17.00 2.00 0.50 125 49 0.330
15308 46.00 34.00 3.00 0.76 158 57 0.625
15523 48.00 25.00 2.00 0.50 146 54 0.385
15877 50.00 20.00 2.00 0.40 139 54 0.368
15937 50.00 20.00 3.00 0.40 139 54 0.544
150012 50.00 25.00 1.60 0.40 149 56 0.318
October 2012
15987 50.00 25.00 3.00 0.40 149 56 0.585
Content

Type 4AnglesR1
A
B
TType 4 angles have legs of unequal length but of equal thickness.The radii are all less than or equal to 0.80 mm.
18Hulamin Extrusions Standard Profile Catalogue
15924 60.00 40.00 3.00 199 72 0.788
15929 60.00 40.00 4.00 199 72 1.041
15888 60.00 40.00 5.00 200 72 1.287
15959 60.00 40.00 6.00 199 72 1.528
15899 60.00 50.00 2.00 219 78 0.585
15570 60.00 50.00 4.00 219 79 1.148
15078 63.50 25.40 3.18 178 68 0.731
150010 63.50 38.10 3.18 202 74 0.848
15903 63.50 38.10 4.76 202 74 1.249
15989 63.50 38.10 6.35 202 74 1.639
15262 63.50 50.80 6.36 229 81 1.860
15375 70.00 50.00 1.50 239 86 0.482
150025 70.00 60.00 2.00 258 92 0.693
15348 75.00 20.00 5.00 189 78 1.219
15520 75.00 25.00 2.00 200 79 0.531
15999 75.00 50.00 3.00 249 90 0.991
15517 75.00 50.00 4.00 249 90 1.311
15571 50.00 30.00 2.00 159 58 0.422
15932 50.00 30.00 3.00 159 58 0.626
15933 50.00 30.00 4.00 159 58 0.824
15564 50.00 40.00 3.00 179 64 0.707
15073 50.80 25.40 2.02 152 57 0.409
15976 50.80 12.70 3.18 126 52 0.519
15839 50.80 19.05 3.18 139 54 0.574
15840 50.80 25.40 3.18 151 57 0.629
15849 50.80 25.40 4.76 151 57 0.921
15841 50.80 38.10 3.18 177 64 0.738
15902 50.80 38.10 4.76 177 63 1.086
15894 55.00 15.00 2.00 139 57 0.368
15927 60.00 15.00 2.00 149 62 0.395
15582 60.00 25.00 2.00 169 65 0.449
15923 60.00 25.00 2.50 169 65 0.559
15857 60.00 30.00 3.00 179 67 0.707
15953 60.00 30.00 4.00 179 67 0.932
15248 50.80 25.40 1.60 151 56 0.322
15075 50.80 25.40 6.36 152 57 1.204
15573 60.00 30.00 5.00 179 67 1.151
15969 75.00 50.00 6.00 249 90 1.935
15569 76.00 22.00 1.50 195 79 0.392
15504 76.00 22.00 2.00 196 79 0.520
15355 76.00 38.00 2.00 227 85 0.606
15421 76.20 25.40 2.03 203 80 0.548
15842 76.20 25.40 3.18 202 80 0.848
15085 76.20 38.10 3.18 228 85 0.957
15252 76.20 38.10 4.74 229 85 1.410
15988 76.20 38.10 6.35 228 85 1.857
15843 76.20 50.80 3.18 253 92 1.067
150015 76.20 50.80 4.50 253 91 1.493
15263 76.20 50.80 6.35 252 91 2.078
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
B
mm
T
mm
R1
mm
15086 76.20 63.50 7.96 277 99 2.840
15936 80.00 20.00 2.00 199 82 0.531
15925 80.00 30.00 3.00 219 85 0.869
15920 80.00 40.00 3.00
0.40
0.40
0.40
0.40
0.40
0.50
0.76
0.40
0.40
0.40
0.64
0.30
0.60
0.30
0.50
0.40
0.50
0.40
0.40
0.40
0.40
0.76
0.50
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.64
0.76
0.40
0.40
0.40
0.40
0.50
0.76
0.40
0.30
0.64
0.40
0.40
0.40
0.64
0.76
0.40
0.40
0.40 239 89 0.951
October 2012
15870 80.00 40.00 4.00 0.40 239 89 1.257
Content

AnglesR1
A
B
T
Type 5
R1
R2
A
B
T
15852 63.50 50.80 4.76 6.35 3.18 222 81 1.425
15816 76.20 50.80 6.36 7.94 4.76 246 92 2.089
15333 100.00 75.00 5.00 2.00 2.50 346 125 2.298
15847 101.60 76.20 6.35 9.53 6.35 345 127 2.957
15819 127.00 76.20 9.53 9.53 7.94 395 148 4.981
15474 140.00 63.50 6.35 9.53 4.76 400 154 3.432
Profile
Number
A
mm
B
mm
T
mm
Est.
kg/m
R1
mm
R2
mm
Finish
Peri.
C.C.D.
mm
15459 152.00 102.00 6.36 9.90 1.50 500 183 4.311
Type 4 angles have legs of unequal length but of equal thickness.The radii are all less than or equal to 0.80 mm.
Type 5 angles have legs of unequal length but of equal thickness.The radii are all greater than 0.80 mm.
19 Hulamin Extrusions Standard Profile Catalogue
15863 80.00 40.00 5.00 0.40 239 89 1.558
15356 100.00 35.00 3.00 0.50 269 105 1.072
15919 100.00 40.00 3.00 0.40 279 107 1.113
15878 100.00 50.00 3.00 0.40 299 112 1.195
15518 100.00 50.00 4.00 0.76 300 112 1.580
15858 100.00 50.00 5.00 0.40 299 112 1.964
15887 100.00 50.00 6.00 0.40 299 112 2.341
15900 100.00 70.00 2.00 0.40 339 122 0.910
15844 101.60 50.80 3.18 0.40 304 114 1.286
15977 101.60 50.80 6.35 0.40 304 113 2.513
150008 101.60 76.20 6.35 0.40 355 127 2.950
15524 110.00 25.00 2.00 0.50 270 113 0.721
15519 115.00 25.00 2.00 0.50 280 118 0.748
15962 120.00 60.00 8.00 0.40 359 133 3.728
15944 120.00 80.00 3.00 0.40 399 144 1.601
15943 120.00 100.00 4.00 0.40 439 156 2.341
15290 127.00 50.00 2.00 0.76 352 136 0.947
15971 130.00 100.00 8.00 0.50 459 164 4.812
15952 150.00 50.00 4.00 0.40 399 158 2.124
150017 150.00 50.00 6.00 0.50 399 158 3.154
15958 150.00 100.00 10.00 0.40 499 180 6.504
150006 152.40 76.20 6.35 0.40 456 170 3.824
15983 152.40 76.20 9.53 0.40 456 170 5.657
15587 110.00 55.00 2.80 0.50 328 123 1.230
15379 120.00 50.00 3.00 0.50 339 130 1.357
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
B
mm
T
mm
R1
mm
Type 4
October 2012
Content

Type 6 AnglesR1
A
B
T
R2
15002 38.10 25.40 3.18 5.08 0.64 123 46 0.519
15214 50.80 25.40 3.18 5.33 0.64 150 57 0.646
15272 50.80 38.10 6.34 6.34 0.76 173 64 1.440
15216 63.50 38.10 3.18 6.10 0.64 201 74 0.869
15010 63.50 50.80 3.18 6.60 0.64 226 81 0.983
15012 63.50 50.80 6.36 6.60 0.64 224 81 1.885
15013 76.20 25.40 6.36 7.92 0.64 198 81 1.677
15016 76.20 50.80 6.36 6.86 0.64 250 92 2.106
15017 76.20 50.80 7.96 6.36 0.64 250 85 2.594
15225 88.90 63.50 9.54 7.62 0.64 302 109 3.726
15228 88.90 76.20 12.70 8.13 0.64 325 117 5.282
15271 101.60 50.80 9.52 8.12 0.76 300 114 3.723
15024 101.60 63.50 6.36 8.12 0.64 327 120 2.774
15025 101.60 76.20 9.52 8.38 0.64 351 127 4.381
15027 127.00 76.20 9.52 9.14 0.64 401 148 5.037
15350 150.00 45.00 5.00 5.00 0.50 387 157 2.588
15028 152.40 76.20 9.52 9.90 0.64 452 170 5.708
15231 152.40 76.20 12.70 9.90 0.64 451 170 7.486
15457
15486
152.40
228.60
88.90
76.20
9.52
6.34
10.42
12.96
0.76
0.64
487
603
176
241
6.037
5.225
Est.
kg/m
R1
mm
R2
mm
Finish
Peri.
C.C.D.
mm
Profile
Number
A
mm
B
mm
T
mm
15011 63.50 50.80 9.52 7.96 0.76 224 81 2.738
15227 88.90 76.20 7.94 8.13 0.64 325 117 3.417
Type 13
R1
R3
A
B
T
R2
15295 25.40 25.40 2.39 0.76 2.39 1.19 99 35 0.301
15323 54.00 25.00 3.00 5.00 0.50 8.00 152 60 0.594
15996 190.50 76.20 12.70 12.20 1.00 1.00 526 205 8.826
C.C.D.
mm
Est.
kg/m
R1
mm
R2
mm
R3
mm
Finish
Peri.
Profile
Number
A
mm
B
mm
T
mm
15341 22.00 16.00 3.00 0.50 1.00 1.00 74 27 0.281
Type 6 angles have legs of unequal length but of equal thickness.The inside corner radius is greater than 0.80 mm.Other radii are less than or equal to 0.80 mm.
Type 13 angles have legs of unequal length but of equal thickness.The inside corner radius and radii on legs may be greater than 0.80 mm.The external corner radius is greater than 0.80 mm.
20Hulamin Extrusions Standard Profile Catalogue October 2012
Content

Type 1 ChannelsA T1
T1
B
R1Type 1 channels are of a uniform thickness with all radii less than or equal to 0.80 mm.
21 Hulamin Extrusions Standard Profile Catalogue
16007 9.52 9.52 1.60 0.76 51 13 0.109
16008 9.52 12.70 1.60 0.76 67 16 0.138
16502 9.52 19.06 1.58 0.50 90 21 0.190
16009 10.00 10.00 1.50 0.26 54 14 0.110
16895 10.00 10.00 2.00 0.40 55 14 0.141
16472 12.00 10.00 1.50 0.40 60 16 0.117
16016 12.70 9.52 1.52 0.76 51 16 0.117
16214 12.70 12.70 1.52 0.76 71 18 0.146
16018 12.70 12.70 2.00 0.76 70 18 0.183
16020 12.70 12.70 3.18 0.64 68 18 0.273
16824 12.70 19.05 3.18 0.40 94 23 0.383
16473 15.00 10.00 1.50 0.40 66 18 0.130
16465 15.00 15.00 1.50 0.40 86 21 0.170
16885 15.00 15.00 2.00 0.40 85 21 0.222
16026 15.87 12.70 1.63 0.76 79 20 0.168
16027 15.88 15.80 1.60 0.40 91 23 0.192
160042 15.88 15.88 3.18 0.40 88 22 0.355
16028 16.44 15.88 1.28 0.64 92 23 0.157
160037 17.00 20.00 1.45 0.40 110 26 0.212
16348 19.00 20.00 1.50 0.50 115 28 0.230
16223 19.05 19.05 3.18 0.64 106 27 0.438
16031 19.00 12.70 1.60 0.76 83 23 0.178
16032 19.05 12.70 3.17 0.64 83 23 0.324
16464 20.00 10.00 2.00 0.40 75 22 0.195
16341 20.00 15.00 2.00 0.50 96 25 0.249
16867 20.00 20.00 2.00 0.40 115 28 0.303
16035 20.66 19.84 1.98 0.76 114 28 0.301
16396 21.00 21.00 1.20 0.30 122 30 0.196
16902 21.00 25.00 2.50 0.50 135 33 0.446
16907 21.80 21.80 6.00 0.50 117 31 0.868
160027 22.22 22.22 3.17 0.50 125 31 0.518
16710 22.23 22.23 1.63 0.50 128 31 0.280
16357 22.61 69.85 1.78 0.50 320 73 0.765
16919 23.00 25.00 2.00 0.50 140 34 0.373
16220 23.17 23.17 1.27 0.38 138 33 0.232
16041 23.24 22.98 1.40 0.76 133 31 0.251
16043 23.82 50.80 1.60 0.64 245 56 0.528
16421 24.00 38.00 3.00 0.50 194 45 0.764
16923 25.00 12.00 1.50 0.50 93 28 0.186
16395 25.00 20.00 1.50 0.30 126 32 0.251
16428 25.00 20.00 3.50 0.20 123 32 0.550
16446 25.00 25.00 2.00 0.40 145 35 0.384
16448 25.00 25.00 3.00 0.40 143 35 0.561
16045 25.40 12.70 1.60 0.64 96 29 0.207
16825 25.40 12.70 3.18 0.40 94 29 0.383
R1
mm
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
B
mm
T1
mm
16397 19.00 21.00 1.20 0.50 118 28 0.190
16342 19.52 19.52 1.26 0.50 113 27 0.191
16048 25.40 15.88 1.60 0.64 111 30 0.234
16826 25.40 19.05 3.18 0.40 119 32 0.492
16827 25.40 25.40 3.18 0.40 145 36 0.601
16828 25.40 50.80 3.18 0.40 246 57 1.039
16881 25.70 23.60 1.60 0.50 141 35 0.302
160002 27.00 20.00 3.00 0.50 127 33 0.495
October 2012
16371 27.16 25.00 3.00 0.50 147 37 0.578
Content

22Hulamin Extrusions Standard Profile Catalogue
Type 1 ChannelsA T1
T1
B
R1Type 1 channels are of a uniform thickness with all radii less than or equal to 0.80 mm.
16339 29.00 12.70 1.20 0.50 106 32 0.169
16530 29.00 65.00 3.00 0.50 311 71 1.243
16056 29.84 15.88 3.18 0.76 117 34 0.475
16889 30.00 20.00 2.00 0.40 135 36 0.357
16449 30.00 30.00 3.00 0.40 173 42 0.683
16830 31.75 31.75 3.18 0.40 183 45 0.766
16059 31.76 12.70 3.18 0.64 106 34 0.438
16061 31.76 25.40 2.64 0.76 160 41 0.553
16384 32.00 12.00 1.50 0.50 107 34 0.214
16067 32.20 19.04 1.56 0.64 135 37 0.282
160014 35.20 100.00 2.00 0.50 465 106 1.253
16568 36.00 15.48 1.40 0.20 129 39 0.241
16372 38.00 25.00 2.00 0.20 171 45 0.455
16408 38.00 50.00 6.00 0.25 264 63 2.049
16832 38.10 19.05 3.18 0.40 145 43 0.601
16833 38.10 25.40 3.18 0.40 170 46 0.711
16834 38.10 38.10 3.18 0.40 221 54 0.930
160035 38.10 38.10 6.35 0.40 215 54 1.748
16426 39.20 32.00 1.70 0.76 200 51 0.458
16450 40.00 20.00 2.00 0.40 155 45 0.412
16463 40.00 32.00 3.00 0.50 200 51 0.796
16890 40.00 40.00 3.00 0.40 233 56 0.926
16383 42.00 25.00 2.00 0.50 178 49 0.476
16462 43.00 50.00 2.00 0.50 280 66 0.752
160043 44.00 17.00 2.00 0.30 151 47 0.401
16092 44.02 28.58 1.78 0.76 196 52 0.469
160044 44.10 19.00 1.57 0.30 159 48 0.334
16268 44.44 15.88 1.62 0.76 146 47 0.317
16094 44.46 25.40 3.18 0.76 182 51 0.765
16831 38.10 12.70 3.18 0.30 119 40 0.492
16460 40.00 20.20 8.00 0.50 143 44 1.395
16332 48.51 12.70 1.60 0.30 145 50 0.305
16423 48.90 19.06 1.80 0.50 168 52 0.406
16461 49.00 40.00 2.00 0.50 251 63 0.675
16588 50.00 25.00 1.50 0.50 195 56 0.394
16451 50.00 30.00 3.00 0.40 213 58 0.845
160034 50.00 50.00 3.00 0.40 293 70 1.170
160003 50.00 50.00 4.00 0.40 291 70 1.539
16110 50.80 14.48 1.78 0.76 153 53 0.366
16836 50.80 25.40 3.18 0.40 195 57 0.820
16882 50.80 25.40 4.76 0.40 192 57 1.188
16872 50.80 25.40 6.35 0.40 189 57 1.529
160029 50.80 38.10 6.35 0.40 240 63 1.967
16856 50.80 50.80 3.18 0.40 297 72 1.258
16837 50.80 50.80 6.35 0.40 291 72 2.404
16369 51.60 25.90 1.80 0.50 203 58 0.486
16413 47.31 19.06 1.43 0.50 166 51 0.319
16927 50.00 23.00 2.00 0.50 186 56 0.498
R1
mm
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
B
mm
T1
mm
16119 59.54 21.60 3.30 0.76 196 63 0.858
16452 60.00 20.00 2.00 0.40 195 63 0.520
16870 60.00 40.00 3.00 0.40 273 72 1.089
16869 55.00 50.00 2.00 0.40 305 74 0.818
October 2012
16398 60.00 40.00 4.00 0.30 271 73 1.430
16874 60.00 40.00 5.00 0.40 269 72 1.761
Content

23 Hulamin Extrusions Standard Profile Catalogue
Type 1 ChannelsA T1
T1
B
R1Type 1 channels are of a uniform thickness with all radii less than or equal to 0.80 mm.
16457 60.00 50.00 3.00 0.40 313 78 1.252
16458 60.00 60.00 3.00 0.40 353 85 1.414
16841 63.50 38.10 3.18 0.40 272 74 1.149
16453 65.00 25.00 2.50 0.40 224 69 0.745
16447 70.00 35.00 3.00 0.40 273 78 1.089
16406 70.50 17.00 2.00 0.50 204 73 0.544
160045 71.00 40.00 4.00 0.50 292 81 1.549
160024 75.00 50.00 6.00 0.40 337 90 2.650
16434 76.00 20.00 1.50 0.50 227 79 0.459
16281 76.20 14.30 1.60 0.64 203 78 0.441
16248 76.20 25.40 3.18 0.64 248 80 1.037
16126 76.20 38.10 3.18 0.64 298 85 1.258
160030 76.20 38.10 4.76 0.40 294 85 1.843
160039 76.20 38.10 6.36 0.40 291 85 2.407
16127 76.20 44.46 3.18 0.64 324 88 1.367
160038 76.20 50.80 3.18 0.40 348 91 1.477
16880 76.20 50.80 6.35 0.40 342 91 2.841
16587 80.00 35.00 2.00 0.50 296 87 0.791
16876 100.00 40.00 3.00 0.40 353 108 1.414
16879 86.00 40.00 3.00 0.40 325 95 1.300
16597 90.00 20.00 3.00 0.50 252 92 1.008
16477 96.10 19.80 1.50 0.50 267 98 0.539
16877 100.00 50.00 5.00 0.40 389 112 2.574
16133 101.60 50.80 3.18 0.78 397 113 1.695
160032 101.60 50.80 6.00 0.40 393 113 3.109
16911 104.00 42.00 2.00 0.50 370 112 0.997
160006 105.00 38.00 2.00 0.50 356 111 0.959
16801 108.74 44.45 3.17 0.78 386 117 1.642
16135 111.24 38.10 4.56 0.76 363 118 2.208
16865 120.00 45.00 10.00 0.40 399 128 5.149
16570 125.00 45.00 3.18 0.80 421 132 1.797
160041 127.00 34.93 9.53 0.75 372 131 4.591
16140 139.70 18.26 2.38 0.64 346 141 1.105
160040 152.40 76.20 4.76 0.40 599 170 3.809
16556 158.75 50.80 3.18 0.80 512 166 2.190
160016 175.00 45.00 2.25 0.50 524 181 1.588
16868 180.00 64.00 4.00 0.40 607 191 3.252
63.50 25.40 3.18 0.40 221 68 0.930160036
16414 80.75 24.22 2.00 0.64 252 84 0.676
16129 82.55 38.10 2.38 0.64 311 91 0.997
140.00 40.00 8.00 0.50 422 146 4.422160055
R1
mm
Finish
Peri.
C.C.D.
mm
Est.
kg/m
Profile
Number
A
mm
B
mm
T1
mm
October 2012
Content

ChannelsA T2
T1
B
R1
Type 2
16806 8.50 22.00 2.00 1.50 0.75 99 24 0.207
16148 15.88 23.02 8.74 3.96 0.64 106 28 0.682
16150 25.40 22.22 3.18 1.60 0.64 133 34 0.385
16118 58.82 25.40 3.30 3.03 0.76 210 64 0.889
Est.kg/m
T2
mmR1
mmFinishPeri.
C.C.D.mm
Profile Number
Amm
Bmm
T1
mm
Type 3
A T2
T1
B
R1
R2
16303 16.36 15.68 1.60 1.60 3.00 0.76 88 23 0.202
16443 50.80 25.40 3.30 3.30 2.54 0.60 193 56 0.856
16197 50.80 31.75 6.35 6.35 3.18 0.64 216 60 1.760
16178 63.50 26.18 3.18 3.18 1.58 0.67 223 69 0.945
16386 64.00 35.00 2.00 2.00 1.00 0.50 262 72 0.704
160013 72.22 35.00 3.18 3.18 3.18 0.64 274 80 1.181
16155 76.20 38.10 6.35 7.93 7.62 0.64 285 86 2.744
16185 93.86 22.22 1.78 1.78 1.60 0.64 270 96 0.651
160022 101.60 50.80 6.35 7.94 9.15 0.50 385 114 3.758
16293 104.02 48.00 8.00 11.43 1.58 0.76 381 115 4.734
16236 127.00 50.80 6.36 7.96 9.14 0.64 442 137 4.105
16158 127.00 63.50 6.36 9.52 10.66 0.64 484 142 5.268
16266 130.00 60.00 4.00 6.00 6.00 0.76 485 143 3.270
16566 150.00 35.00 10.00 25.00 11.10 0.80 408 154 7.594
16235 152.40 50.80 6.36 7.96 9.14 0.64 493 161 4.543
16159 152.40 63.50 6.36 7.92 10.66 0.64 537 165 5.215
16289 152.40 76.20 6.36 9.52 12.18 0.64 585 170 6.401
16524 152.40 76.20 9.52 12.70 12.20 0.62 578 170 8.694
16539 177.80 50.80 6.36 9.52 9.14 0.76 536 185 5.455
16000 177.80 76.20 6.34 11.12 12.20 0.62 636 193 7.437
16234 177.80 88.90 7.92 12.70 13.72 0.64 683 199 9.608
16598 203.00 89.00 9.52 14.28 14.28 0.64 728 222 11.625
16541 203.20 65.02 11.84 11.84 12.70 0.80 630 213 10.100
16001 203.20 76.20 7.14 11.10 7.14 0.62 689 217 8.144
160023 203.20 76.20 9.52 12.70 12.20 0.64 680 217 10.004
Profile Number
Amm
Bmm
T1
mmC.C.D.
mmEst.
kg/mT2
mmR1
mmR2
mmFinishPeri.
160051 101.60 50.80 8.00 8.00 6.00 0.60 384 114 4.099
16538 228.60 76.20 9.52 12.70 12.20 0.76 731 241 10.658
Type 2 channels have the web and flanges of different thicknessesand all radii are less than or equal to 0.80 mm.
Type 3 channels may have the web and flanges of different thicknesses.The two inside corner radii are always greater than 0.80 mm.All other radii are less than or equal to 0.80 mm.
24Hulamin Extrusions Standard Profile Catalogue October 2012
Content

ChannelsA T2
T1
B
R1
R2
R3
Type 4
16459 14.00 35.00 1.30 1.30 0.20 1.80 0.20 164 38 0.284
16518 29.46 25.40 2.04 2.04 1.14 3.18 1.02 153 39 0.409
16442 38.30 30.00 1.40 1.40 1.00 2.40 0.50 191 49 0.357
16412 54.60 13.00 1.20 1.20 3.00 4.20 0.25 156 56 0.245
160021 127.00 63.00 8.00 8.00 2.00 4.00 0.50 487 142 5.123
16583 150.00 100.00 10.00 10.00 7.50 1.00 15.00 671 180 8.744
154.40 50.80 4.76 6.35 9.14 1.00 1.00 488 161 3.644
FinishPeri.
C.C.D.mm
Est.kg/m
T2
mmR1
mmR2
mmR3
mmProfile
NumberA
mmB
mmT1
mm
160054
11 88.90 44.46 38.12 3.18 3.18 6.36 3.18 3.18 2.38 331 89 1.748
76 139.70 38.10 101.62 3.18 3.18 3.18 3.18 6.36 3.18 408 140 1.733
Profile Number
Amm
FinishPeri.
C.C.D.mm
Cmm
T1
mmB
mmT2
mmT3
mmR1
mmR2
mmR3
mmEst.
kg/m
Type 5
Type 5 channels may have the web and flanges of different thicknesses. The radii on both the inside and outside corners of the channel are greater than 0.80 mm.The radii of the legs are less than or equal to 0.80 mm.
Type 7
A
C
T1
T2
T3
B R3
R2
R1
A T2
T1
B
R1
R2
R3
16327 31.25 23.80 1.60 1.60 0.78 2.36 0.80 152 40 0.321
16326 34.93 25.40 1.60 1.60 0.78 2.36 0.80 166 43 0.351
16817 51.00 50.00 3.00 3.00 2.00 0.50 5.00 293 71 1.154
16522 76.20 50.80 6.34 6.34 6.34 0.76 12.70 325 92 2.702
Finish
Peri.
C.C.D.
mm
Est.
kg/m
T2
mm
R1
mm
R2
mm
R3
mm
Profile
Number
A
mm
B
mm
T1
mm
16267 200.02 88.90 11.12 11.12 13.72 0.76 13.72 709 219 10.731
Type 4 channels may have the web and flanges of different thicknesses.The radii on both the inside corners of the channel and inside cornersof the legs are greater than 0.80 mm.
Type 7 channels are sometimes referred to as “top hats”. The web, flanges and legsmay differ in thickness. They usually have a radius on the inside of the angle formedbetween the web and flange and between the flange and legs.The radii of the legs are less than or equal to 0.80 mm.
25 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

Channels Type 11
Type 11 channels are sometimes referred to as “C” sections. The web, flanges and feet may alldiffer in thickness. They usually have a radius on the inside of the angle formed between theweb and flange and the flange and the feet. Other radii are less than or equal to 0.80 mm.
A
T2
T1
B
CR1
R2
16340 12.70 12.70 5.50 1.28 1.28 0.50 0.50 80 18 0.139
282 22.24 9.54 9.52 2.04 2.04 0.78 0.64 89 24 0.235
16926 30.00 9.00 12.00 2.00 2.00 0.50 0.50 117 32 0.314
16900 30.00 9.20 11.30 2.35 2.35 0.50 1.18 116 32 0.364
16910 35.00 18.00 20.00 2.00 2.00 0.50 1.00 156 39 0.420
H448 38.10 28.58 12.70 3.18 3.18 0.76 0.76 218 48 0.930
16942 41.60 4.10 35.60 1.30 1.30 0.30 0.30 102 42 0.178
16930 110.00 65.00 70.00 3.00 3.00 0.50 0.50 539 123 2.178
Est.
kg/m
Profile
Number
A
mm
B
mm
T1
mm
T2
mm
R1
mm
R2
mm
C
mm
Finish
Peri.
C.C.D.
mm
26Hulamin Extrusions Standard Profile Catalogue October 2012
Content

Extruded RodsAn extruded rod, or round bar, is a solid which is circular in shape.
A
6.00 19 6 0.077
8.00 25 8 0.136
9.00 28 9 0.172
10.00 31 10 0.213
11.00 35 11 0.258
12.00 38 12 0.305
12.70 40 13 0.343
13.00 41 13 0.360
14.00 44 14 0.417
15.00 47 15 0.479
16.00 50 16 0.545
18.00 57 18 0.690
19.00 60 19 0.768
20.00 63 20 0.851
21.00 66 21 0.939
22.00 69 22 1.030
23.00 72 23 1.126
25.00 79 25 1.330
25.40 80 25 1.373
26.00 82 26 1.439
27.00 85 27 1.552
28.00 88 28 1.669
29.00 91 29 1.790
30.00 94 30 1.916
Amm
FinishPeri.
C.C.D.mm
Est.kg/m
6.36 20 6 0.086
9.52 30 10 0.193
14.20 45 14 0.429
18.50 58 19 0.728
28.58 90 29 1.739
31.00 97 31 2.045
32.00 101 32 2.180
31.75 100 32 2.146
33.00 104 33 2.318
35.00 110 35 2.607
Amm
FinishPeri.
C.C.D.mm
Est.kg/m
36.00 113 36 2.758
65.00 204 65 8.993
38.10 120 38 3.090
40.00 126 40 3.405
42.00 132 42 3.755
44.00 138 44 4.121
44.45 140 44 4.205
45.00 141 45 4.310
46.00 145 46 4.504
48.00 151 48 4.904
50.00 157 50 5.321
50.80 160 51 5.493
54.00 170 54 6.207
55.00 173 55 6.439
57.15 180 57 6.952
60.00 188 60 7.662
63.00 198 63 8.448
70.00 220 70 10.429
71.00 223 71 10.729
72.00 226 72 11.034
75.00 236 75 11.972
76.20 239 76 12.359
80.00 251 80 13.622
41.28 130 41 3.627
27 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content
W.T.
A
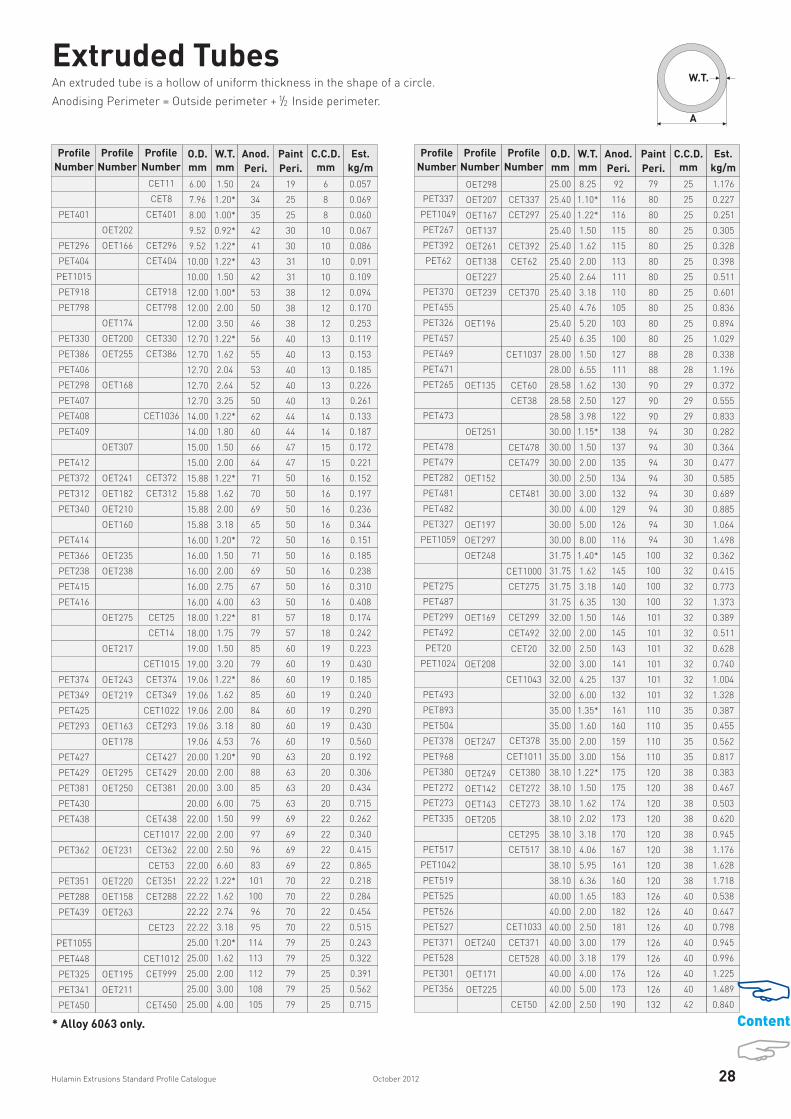
Extruded Tubes
* Alloy 6063 only.
O.D.
mm
W.T.
mm
Anod.
Peri.
Est.
kg/m
C.C.D.
mm
Paint
Peri.
9.52
10.00
10.00
12.00
12.00
12.00
12.70
12.70
12.70
12.70
12.70
14.00
14.00
15.00
15.00
15.88
15.88
15.88
15.88
16.00
16.00
16.00
16.00
16.00
18.00
18.00
19.00
19.00
19.06
19.06
19.06
19.06
19.06
20.00
20.00
20.00
20.00
22.00
22.00
22.00
22.00
22.22
22.22
22.22
22.22
25.00
25.00
25.00
25.00
6.00
7.96
8.00
9.52
25.00
1.22*
1.22*
1.50
1.00*
2.00
3.50
1.22*
1.62
2.04
2.64
3.25
1.22*
1.80
1.50
2.00
1.22*
1.62
2.00
3.18
1.20*
1.50
2.00
2.75
4.00
1.22*
1.75
1.50
3.20
1.22*
1.62
2.00
3.18
4.53
1.20*
2.00
3.00
6.00
1.50
2.00
2.50
6.60
1.22*
1.62
2.74
3.18
1.20*
1.62
2.00
3.00
1.50
1.20*
1.00*
0.92*
4.00
0.086
0.091
0.109
0.094
0.170
0.253
0.119
0.153
0.185
0.226
0.261
0.133
0.187
0.172
0.221
0.152
0.197
0.236
0.344
0.151
0.185
0.238
0.310
0.408
0.174
0.242
0.223
0.430
0.185
0.240
0.290
0.430
0.560
0.192
0.306
0.434
0.715
0.262
0.340
0.415
0.865
0.218
0.284
0.454
0.515
0.243
0.322
0.391
0.562
0.057
0.069
0.060
0.067
0.715
10
10
10
12
12
12
13
13
13
13
13
14
14
15
15
16
16
16
16
16
16
16
16
16
18
18
19
19
19
19
19
19
19
20
20
20
20
22
22
22
22
22
22
22
22
25
25
25
25
6
8
8
10
25
30
31
31
38
38
38
40
40
40
40
40
44
44
47
47
50
50
50
50
50
50
50
50
50
57
57
60
60
60
60
60
60
60
63
63
63
63
69
69
69
69
70
70
70
70
79
79
79
79
19
25
25
30
79
41
43
42
53
50
46
56
55
53
52
50
62
60
66
64
71
70
69
65
72
71
69
67
63
81
79
85
79
86
85
84
80
76
90
88
85
75
99
97
96
83
101
100
96
95
114
113
112
108
24
34
35
42
105
An extruded tube is a hollow of uniform thickness in the shape of a circle.1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
28Hulamin Extrusions Standard Profile Catalogue
1.50
1.62
2.00
2.64
3.18
4.76
5.20
6.35
1.50
6.55
1.62
2.50
3.98
1.15*
1.50
2.00
2.50
3.00
4.00
5.00
8.00
1.40*
1.62
3.18
6.35
8.25
1.22*
1.10*
1.35*
1.22*
1.50
2.00
2.50
3.00
4.25
6.00
1.60
2.00
3.00
1.50
1.62
2.02
3.18
4.06
5.95
6.36
1.65
2.00
2.50
3.00
3.18
4.00
5.00
115
115
113
111
110
105
103
100
127
111
130
127
122
138
137
135
134
132
129
126
116
145
145
140
130
92
116
116
146
145
143
141
137
132
161
160
159
156
175
175
174
173
170
167
161
160
183
182
181
179
179
176
173
25
25
25
25
25
25
25
25
28
28
29
29
29
30
30
30
30
30
30
30
30
32
32
32
32
25
25
25
32
32
32
32
32
32
35
35
35
35
38
38
38
38
38
38
38
38
40
40
40
40
40
40
40
0.305
0.328
0.398
0.511
0.601
0.836
0.894
1.029
0.338
1.196
0.372
0.555
0.833
0.282
0.364
0.477
0.585
0.689
0.885
1.064
1.498
0.362
0.415
0.773
1.373
1.176
0.251
0.227
0.389
0.511
0.628
0.740
1.004
1.328
0.387
0.455
0.562
0.817
0.383
0.467
0.503
0.620
0.945
1.176
1.628
1.718
0.538
0.647
0.798
0.945
0.996
1.225
1.489
25.40
25.40
25.40
25.40
25.40
25.40
25.40
25.40
28.00
28.00
28.58
28.58
28.58
30.00
30.00
30.00
30.00
30.00
30.00
30.00
30.00
31.75
31.75
31.75
31.75
25.00
25.40
25.40
32.00
32.00
32.00
32.00
32.00
32.00
35.00
35.00
35.00
35.00
38.10
38.10
38.10
38.10
38.10
38.10
38.10
38.10
40.00
40.00
40.00
40.00
40.00
40.00
40.00
80
80
80
80
80
80
80
80
88
88
90
90
90
94
94
94
94
94
94
94
94
100
100
100
100
79
80
80
101
101
101
101
101
101
110
110
110
110
120
120
120
120
120
120
120
120
126
126
126
126
126
126
126
October 2012
Profile
Number
Profile
Number
Profile
NumberO.D.
mm
W.T.
mm
Anod.
Peri.
Est.
kg/m
C.C.D.
mm
Paint
Peri.
Profile
Number
Profile
Number
Profile
Number
PET401
PET296
PET404
PET1015
PET918
PET798
PET330
PET386
PET406
PET298
PET407
PET408
PET409
PET412
PET372
PET312
PET340
PET414
PET366
PET238
PET415
PET416
PET374
PET349
PET425
PET293
PET427
PET429
PET381
PET430
PET438
PET362
PET351
PET288
PET439
PET1055
PET448
PET325
PET341
PET450
OET202
OET166
OET174
OET200
OET255
OET168
OET307
OET241
OET182
OET210
OET160
OET235
OET238
OET275
OET217
OET243
OET219
OET163
OET178
OET295
OET250
OET231
OET220
OET158
OET263
OET195
OET211
CET11
CET8
CET401
CET296
CET404
CET918
CET798
CET330
CET386
CET1036
CET372
CET312
CET25
CET14
CET1015
CET374
CET349
CET1022
CET293
CET427
CET429
CET381
CET438
CET1017
CET362
CET53
CET351
CET288
CET23
CET1012
CET999
CET450 2.50 190 42 0.84042.00 132
PET337
PET1049
PET267
PET392
PET62
PET370
PET455
PET326
PET457
PET469
PET471
PET265
PET473
PET478
PET479
PET282
PET481
PET482
PET327
PET1059
PET275
PET487
PET299
PET492
PET20
PET1024
PET493
PET893
PET504
PET378
PET968
PET380
PET272
PET273
PET335
PET517
PET1042
PET519
PET525
PET526
PET527
PET371
PET528
PET301
PET356
OET298
OET207
OET167
OET137
OET261
OET138
OET227
OET239
OET196
OET135
OET251
OET152
OET197
OET297
OET248
OET169
OET208
OET247
OET240
OET171
OET225
OET249
OET142
OET143
OET205
CET1043
CET50
CET295
CET517
CET299
CET492
CET20
CET378
CET1011
CET380
CET272
CET273
CET1033
CET371
CET528
Content
CET337
CET297
CET392
CET62
CET370
CET1037
CET60
CET38
CET478
CET479
CET481
CET1000
CET275

Extruded TubesW.T.
A
An extruded tube is a hollow of uniform thickness in the shape of a circle.1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
29 Hulamin Extrusions Standard Profile Catalogue
50.80
50.80
51.00
52.00
55.00
56.00
58.00
58.00
58.00
60.00
60.00
60.00
60.00
44.45
44.45
44.46
44.46
45.00
45.00
45.00
45.00
45.00
46.00
46.45
46.45
46.45
46.70
46.70
48.00
48.00
48.00
49.00
50.00
50.00
50.00
50.00
50.00
50.00
50.00
50.00
50.00
50.80
50.80
50.80
50.80
50.80
50.80
50.80
50.80
50.80
50.80
50.80
60.00
1.62
6.35
1.28*
3.18
2.00
2.50
3.00
5.00
5.50
3.00
8.88
9.63
10.88
4.01
5.08
2.50
3.00
4.50
4.50
1.00*
1.20*
1.50
2.00
2.50
3.00
3.50
5.00
10.00
1.05*
1.22*
1.27*
1.62
2.04
2.54
3.18
3.25
4.06
4.78
6.36
8.23
9.53
1.60
3.00
7.25
3.00
6.00
8.50
12.00
1.20*
1.68
2.00
2.50
3.00
204
190
205
200
206
204
203
196
195
207
191
189
185
207
204
218
217
212
217
232
232
231
229
228
226
225
220
204
236
236
235
234
233
231
229
229
227
224
219
214
209
235
236
236
254
254
247
236
279
277
276
275
273
44
44
44
44
45
45
45
45
45
46
46
46
46
47
47
48
48
48
49
50
50
50
50
50
50
50
50
50
51
51
51
51
51
51
51
51
51
51
51
51
51
51
52
55
56
58
58
58
60
60
60
60
60
0.590
2.059
0.470
1.117
0.732
0.904
1.072
1.702
1.849
1.098
2.839
3.017
3.293
1.457
1.799
0.968
1.149
1.666
1.704
0.417
0.498
0.619
0.817
1.011
1.200
1.385
1.915
3.404
0.445
0.515
0.535
0.678
0.846
1.043
1.289
1.315
1.615
1.872
2.405
2.981
3.347
0.673
1.251
2.946
1.353
2.655
3.581
4.698
0.600
0.834
0.987
1.223
1.455
140
140
140
140
141
141
141
141
141
145
146
146
146
147
147
151
151
151
154
157
157
157
157
157
157
157
157
157
160
160
160
160
160
160
160
160
160
160
160
160
160
160
163
173
176
182
182
182
188
188
188
188
188
63.50
63.60
63.60
65.00
65.00
67.00
68.00
68.00
70.00
70.00
70.00
73.00
75.00
75.00
75.00
76.20
76.20
76.20
76.20
76.20
76.20
76.20
76.20
76.20
76.20
76.20
60.00
60.85
63.50
63.50
63.50
76.20
80.00
80.00
80.00
80.00
80.00
80.00
80.00
80.00
83.00
85.00
86.00
86.00
87.00
89.00
90.00
90.00
90.00
90.00
96.00
96.00
97.00
6.36
13.48
16.08
1.68
3.70
2.50
9.38
10.30
1.27*
2.25
5.00
7.00
1.20*
2.50
5.00
1.05*
1.27
1.62
2.00
2.50
3.18
3.25
4.76
5.40
6.36
9.53
5.00
9.80
1.62
2.50
3.18
11.35
1.68
3.00
4.00
5.00
6.00
8.00
10.00
15.00
3.18
11.00
4.20
18.38
8.50
2.00
1.68
6.00
7.12
10.00
3.00
18.00
3.50
279
257
249
301
295
308
291
288
326
323
314
322
350
346
338
356
355
354
353
351
349
349
344
342
339
329
267
256
294
291
289
323
372
368
364
361
358
352
346
330
381
366
392
348
383
413
419
405
402
393
443
396
446
64
64
64
65
65
67
68
68
70
70
70
73
75
75
75
76
76
76
76
76
76
76
76
76
76
76
60
61
64
64
64
76
80
80
80
80
80
80
80
80
83
85
86
86
87
89
90
90
90
90
96
96
97
3.093
5.750
6.503
0.905
1.930
1.372
4.679
5.058
0.743
1.297
2.766
3.932
0.754
1.542
2.979
0.672
0.810
1.028
1.263
1.568
1.976
2.018
2.894
3.254
3.780
5.407
2.340
4.257
0.853
1.298
1.632
6.264
1.120
1.966
2.587
3.191
3.778
4.902
5.957
8.297
2.160
6.927
2.924
10.577
5.678
1.481
1.263
4.289
5.022
6.808
2.374
11.948
2.785
60.00 3.60 271 60 1.728188
188
191
199
199
199
199
200
200
204
204
210
214
214
220
220
220
229
236
236
236
239
239
239
239
239
239
239
239
239
239
239
239
251
251
251
251
251
251
251
251
261
267
270
270
273
280
283
283
283
283
302
302
305
October 2012
O.D.
mm
W.T.
mm
Anod.
Peri.
Est.
kg/m
C.C.D.
mm
Paint
Peri.
Profile
Number
Profile
Number
Profile
NumberO.D.
mm
W.T.
mm
Anod.
Peri.
Est.
kg/m
C.C.D.
mm
Paint
Peri.
Profile
Number
Profile
Number
Profile
Number
100.00 2.00 465 100 1.668314
* Alloy 6063 only.
CET860
CET280
CET547
CET18
CET49
CET36
CET1047
CET568
CET569
CET571
CET52
CET360
CET315
CET342
CET352
CET575
CET580
CET585
CET1013
CET599
CET1003
CET1009
OET150
OET190
OET198
OET270
OET303
OET176
OET218
OET156
OET244
OET177
OET229
OET185
OET212
OET318
OET221
OET304
PET860
PET541
PET542
PET280
PET320
PET547
PET548
PET549
PET550
PET554
PET555
PET398
PET819
PET901
PET568
PET348
PET286
PET569
PET375
PET571
PET572
PET307
PET1045
PET360
PET315
PET342
PET574
PET352
PET575
PET577
PET578
PET580
PET581
PET582
PET584
PET585
PET820
PET590
PET597
PET1001
PET1048
PET599
PET600
PET601
PET283
PET864
CET303
CET346
CET1018
CET22
CET389
CET634
CET21
CET1007
CET391
CET640
CET319
CET656
CET1016
CET37
CET1035
CET1020
OET173
OET216
OET144
OET187
OET151
OET183
OET191
OET258
OET260
OET189
OET319
PET303
PET609
PET610
PET612
PET346
PET617
PET1035
PET350
PET619
PET914
PET1034
PET1011
PET622
PET274
PET1012
PET625
PET317
PET313
PET321
PET389
PET634
PET391
PET635
PET969
PET639
PET640
PET644
PET645
PET653
PET319
PET654
PET656
PET657
PET658
PET659
PET661
PET865
PET668
PET670
PET671
PET681
PET987
PET840
PET684
PET1058
PET1005
PET688
PET690
Content

Extruded TubesW.T.
A
An extruded tube is a hollow of uniform thickness in the shape of a circle.1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
30Hulamin Extrusions Standard Profile Catalogue
100.00
100.00
100.00
100.00
100.00
101.60
101.60
101.60
101.60
101.60
101.60
101.60
101.60
101.60
110.00
110.00
112.00
112.00
114.00
114.30
114.30
115.00
120.00
120.00
120.00
120.00
125.00
127.00
4.00
5.00
10.00
12.00
15.00
1.27*
1.62
1.82
2.64
3.18
3.26
3.66
4.76
6.36
2.00
5.00
3.50
7.75
19.00
3.18
6.36
10.00
4.00
8.00
10.00
15.00
2.50
OET215
1.50
459
456
440
434
424
475
474
473
470
469
469
467
464
459
512
503
517
503
478
529
519
511
553
540
534
518
581
594
100
100
100
100
100
102
102
102
102
102
102
102
102
102
110
110
112
112
114
114
114
115
120
120
120
120
125
127
3.268
4.042
7.659
8.987
10.850
1.084
1.378
1.545
2.223
2.663
2.728
3.050
3.923
5.155
1.838
4.468
3.232
6.876
15.361
3.007
5.842
8.936
3.949
7.625
9.361
13.403
2.606
1.602
314
314
314
314
314
319
319
319
319
319
319
319
319
319
346
346
352
352
358
359
359
361
377
377
377
377
393
399
127.00
127.00
127.00
130.00
133.00
138.00
138.00
140.00
150.00
150.00
150.00
150.00
152.40
152.40
152.40
152.40
152.40
158.00
160.00
160.00
160.00
160.00
162.00
162.00
169.28
169.60
169.60
3.50
5.00
6.36
10.00
4.00
2.25
3.00
8.00
3.00
5.00
8.00
10.00
2.00
2.50
3.25
5.00
6.36
4.00
4.00
5.00
6.00
10.00
2.20
3.50
3.70
4.85
11.30
587
583
578
581
614
643
641
635
697
691
682
675
712
710
708
702
698
732
741
738
735
723
756
752
786
784
764
127
127
127
130
133
138
138
140
150
150
150
150
152
152
152
152
152
158
160
160
160
160
162
162
169
170
170
3.678
5.191
6.529
10.212
4.391
2.599
3.447
8.987
3.753
6.170
9.667
11.914
2.560
3.189
4.125
6.272
7.904
5.242
5.310
6.595
7.863
12.765
2.992
4.721
5.214
6.800
15.223
399
399
399
408
418
434
434
440
471
471
471
471
479
479
479
479
479
496
503
503
503
503
509
509
532
533
533
October 2012
* Alloy 6063 only.
O.D.
mm
W.T.
mm
Anod.
Peri.
Est.
kg/m
C.C.D.
mm
Paint
Peri.
Profile
Number
Profile
Number
Profile
Number
127.00 3.18 588 127 3.351399
O.D.
mm
W.T.
mm
Anod.
Peri.
Est.
kg/m
C.C.D.
mm
Paint
Peri.
Profile
Number
Profile
Number
Profile
Number
CET385
CET311
CET333
CET703
CET706
OET254
OET316
OET181
OET203
OET299
PET693
PET694
PET697
PET698
PET699
PET311
PET700
PET701
PET1016
PET702
PET703
PET704
PET706
PET715
PET716
PET957
PET849
PET1019
PET717
PET721
PET813
PET724
PET727
PET728
PET795
PET734
PET735
PET736
PET737
PET739
PET740
PET741
PET743
PET935
PET745
PET943
PET751
PET752
PET754
PET755
PET757
PET758
PET760
PET761
PET762
PET899
PET765
PET766
PET767
PET768
PET770
PET771
PET345
PET778
PET861
Content

Content
Flat BarsType 1 flat bars have uniform corner radii. A
T
R1
101178 30.00 5.00 0.40 69 30 0.406
10005 9.52 3.18 0.76 24 10 0.081
101203 10.00 4.00 0.40 27 11 0.108
10429 12.00 2.50 0.50 28 13 0.081
10465 12.00 6.00 0.76 36 13 0.195
10579 12.00 7.20 0.40 38 14 0.234
101132 12.70 3.18 0.40 31 13 0.109
101192 12.70 4.76 0.40 34 13 0.163
101194 12.70 6.35 0.40 37 14 0.218
10015 12.70 9.52 0.40 44 16 0.328
101273 15.00 3.00 0.40 35 15 0.122
10548 15.00 5.00 0.40 39 16 0.203
10567 15.00 6.00 0.40 41 16 0.243
10573 15.00 8.00 0.50 45 17 0.324
10363 15.00 10.00 0.40 49 18 0.406
10477 19.00 2.50 0.64 43 20 0.129
10022 19.05 4.78 0.76 48 20 0.246
10023 19.06 6.36 0.40 50 20 0.328
10024 19.06 9.52 0.40 56 21 0.491
101592 19.06 15.88 0.40 69 24 0.820
10546 20.00 2.00 0.40 43 20 0.108
10547 20.00 3.00 0.40 45 20 0.162
10568 20.00 5.00 0.40 49 20 0.271
10503 20.00 6.00 0.50 52 21 0.325
101265 20.00 8.00 0.40 55 21 0.433
101175 20.00 10.00 0.40 59 22 0.542
10558 20.00 15.00 0.40 69 25 0.813
101504 20.00 17.00 0.50 73 26 0.921
10577 25.00 2.00 0.40 53 26 0.135
101244 25.00 3.00 0.40 55 25 0.203
10569 25.00 5.00 0.40 59 25 0.338
101261 25.00 6.00 0.40 61 26 0.406
101176 25.00 8.00 0.40 65 26 0.542
101243 25.00 10.00 0.40 69 27 0.677
101209 25.00 15.00 0.40 79 29 1.016
10559 25.00 20.00 0.40 89 32 1.355
10229 25.40 2.38 0.76 54 26 0.162
101127 25.40 3.18 0.50 56 26 0.218
10231 25.40 4.78 0.40 60 26 0.325
10533 25.40 6.35 0.50 63 27 0.437
101547 25.40 7.94 0.50 66 26 0.546
101134 25.40 9.53 0.40 70 27 0.656
101158 25.40 12.70 0.40 76 28 0.874
101551 25.40 15.88 0.40 82 30 1.093
101162 25.40 19.05 0.40 88 32 1.311
10509 30.00 2.00 0.25 64 30 0.163
101177 30.00 3.00 0.40 65 30 0.244
10570 30.00 4.00 0.40 67 30 0.325
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
101133 15.88 3.18 0.40 37 16 0.136
10021 19.05 3.18 0.30 44 19 0.164
101196 19.06 12.70 0.40 63 23 0.655
10029 22.22 4.36 0.76 53 23 0.265
10027 22.23 3.18 0.76 49 23 0.190
10745 25.00 1.40 0.50 52 25 0.094
31
Type 1
October 2012 Hulamin Extrusions Standard Profile Catalogue
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
101179 30.00 8.00 0.40 75 31 0.650
101180 30.00 10.00 0.40 79 31 0.812
101264 30.00 12.00 0.40 83 32 0.975
101181 30.00 15.00 0.40 89 34 1.219
101182 30.00 20.00 0.40 99 36 1.626
101204 30.00 25.00 0.40 109 39 2.032
10248 31.75 3.18 0.38 69 32 0.273
101191 31.75 12.70 0.40 88 34 1.092
10249 31.76 4.78 0.76 73 32 0.411
10250 31.76 6.36 0.40 76 33 0.547
10251 31.76 9.52 0.76 83 33 0.819
10167 31.76 15.88 0.40 95 36 1.366
10253 31.76 19.06 0.76 100 37 1.639
101593 31.76 25.40 0.40 114 40 2.186
10517 32.00 2.00 0.76 68 32 0.173
101313 34.00 3.00 0.50 73 35 0.276
10469 34.00 8.00 0.76 84 35 0.737
101270 35.00 5.00 0.40 79 35 0.474
101508 35.00 20.00 0.40 109 40 1.897
10809 38.10 2.03 0.50 79 38 0.210
101135 38.10 3.18 0.40 82 38 0.328
101165 38.10 4.78 0.40 85 39 0.493
10534 38.10 6.35 0.50 88 39 0.655
101596 38.10 7.94 0.40 91 39 0.819
101164 38.10 9.53 0.60 94 39 0.983
10537 38.10 12.70 0.50 101 41 1.311
10036 38.10 15.88 0.76 107 41 1.638
101136 38.10 19.05 0.40 114 43 1.967
101155 38.10 25.40 0.40 126 46 2.622
101575 38.10 31.75 0.40 139 49 3.278
101212 40.00 2.00 0.40 83 40 0.216
101213 40.00 3.00 0.40 85 40 0.325
10561 40.00 4.00 0.40 87 40 0.433
101183 40.00 5.00 0.40 89 40 0.542
101258 40.00 6.00 0.40 91 40 0.650
10504 40.00 7.00 0.50 94 41 0.759
101184 40.00 8.00 0.40 95 41 0.867
10730 40.00 10.00 0.40 99 42 1.084
101185 40.00 15.00 0.40 109 42 1.626
101169 40.00 20.00 0.40 119 45 2.168
101218 40.00 25.00 0.40 129 47 2.710
101224 40.00 30.00 0.40 139 50 3.252
10044 44.45 6.36 0.76 102 45 0.767
101585 44.45 7.94 0.40 104 45 0.956
101586 44.45 15.88 0.40 120 47 1.913
101546 44.45 19.06 0.50 126 48 2.295
101537 44.45 25.40 0.40 139 51 3.059
101588 44.45 31.75 0.40 152 54 3.824
10042 44.45 3.18 0.30 95 45 0.383
10043 44.45 4.78 0.64 98 45 0.574
10045 44.45 9.52 0.76 108 45 1.148
10560 30.00 6.00 0.40 71 30 0.487
101629 44.45 38.10 0.40 164 59 4.589
101221 45.00 3.00 0.40 95 45 0.365

Content
Flat Bars Type 1
AT
R1
Type 1 flat bars have uniform corner radii.
32Hulamin Extrusions Standard Profile Catalogue
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
101609 45.00 10.30 0.50 110 46
101606 45.00 17.50 0.50 124 48
10493 45.00 20.00 0.50 129 50
101613 45.00 23.50 0.50 135 50
101608 45.00 33.50 0.50 156 56
10578 50.00 3.00 0.40 105 51
10562 50.00 4.00 0.40 107 50
101186 50.00 5.00 0.40 109 50
101272 50.00 6.00 0.40 111 50
101269 50.00 8.00 0.40 115 51
101298 50.00 10.00 0.40 119 51
101217 50.00 12.00 0.40 123 51
101187 50.00 15.00 0.40 129 52
10555 50.00 20.00 0.40 138 54
10564 60.00 25.00 0.40 169 65
101651 62.00 21.00 5.00 157 63
10369 63.00 2.36 0.40 130 64
10265 63.50 3.18 0.76 133 64
10387 50.80 2.04 0.50 106 51
101137 50.80 3.18 0.40 107 51
101138 50.80 4.76 0.40 110 51
10535 50.80 6.35 0.50 113 52
101128 50.80 9.52 0.50 120 52
10542 50.80 12.70 0.50 126 53
101159 50.80 15.88 0.40 133 53
101139 50.80 19.05 0.40 139 54
10540 50.80 25.40 0.40 152 57
101156 50.80 31.75 0.40 164 60
101152 50.80 38.10 0.40 177 64
10399 53.00 1.60 0.75 108 53
101535 58.00 26.00 4.50 160 61
101266 60.00 3.00 0.40 125 60
101228 60.00 4.00 0.40 127 60
101188 60.00 5.00 0.40 129 60
10574 60.00 6.00 0.40 131 60
101267 60.00 8.00 0.40 135 61
10563 60.00 12.00 0.40 143 61
10550 60.00 15.00 0.40 149 62
10520 60.00 10.00 0.76 138 61
101210 60.00 20.00 0.40 159 63
1.256
2.134
2.438
2.865
4.085
0.406
0.542
0.677
0.813
1.084
1.355
1.626
2.032
2.710
4.065
3.470
0.403
0.548
101166 63.50 6.35 0.40 139 64
10267 63.50 7.96 0.76 142 64
101140 63.50 9.53 0.40 145 65
101130 63.50 12.70 0.50 152 65
10270 63.50 15.88 0.76 157 66
101154 63.50 19.05 0.40 164 66
101151 63.50 25.40 0.40 177 69
10273 63.50 31.76 0.76 189 71
101153 63.50 38.10 0.40 203 74
101572 63.50 50.80 0.40 228 81
101245 75.00 1.40 0.50 152 75
1.092
1.368
1.640
2.185
2.731
3.278
4.371
5.464
6.556
8.742
0.284
0.281
0.437
0.655
0.874
1.310
1.748
2.186
2.622
3.496
4.371
5.245
0.228
4.039
0.487
0.650
0.813
0.975
1.300
1.951
2.439
1.625
3.252
10490 75.00 6.50 0.76 163 75 1.321
10726 75.00 12.00 0.76 173 76 2.438
101332 75.00 15.50 0.40 180 77 3.150
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
101555 75.00 20.00 0.50 189 77 4.064
101563 75.00 25.00 0.50 199 79 5.081
10512 76.20 1.91 0.50 155 77 0.394
101141 76.20 3.18 0.40 158 76 0.656
10280 76.20 4.78 0.40 161 76 0.987
10541 76.20 6.35 0.50 164 77 1.311
10286 76.20 8.53 0.79 170 77 1.966
101129 76.20 9.52 0.50 171 77 1.965
10538 76.20 12.70 0.50 177 78 2.622
10289 76.20 15.88 0.76 182 78 3.280
101123 76.20 19.05 0.40 190 79 3.934
101126 76.20 25.40 0.50 202 80 5.245
101157 76.20 31.75 0.40 215 83 6.556
101124 76.20 38.10 0.50 228 85 7.867
101142 76.20 50.80 0.40 253 92 10.490
101286 80.00 3.00 0.40 165 80 0.650
10565 80.00 4.00 0.40 167 80 0.867
10566 80.00 5.00 0.40 169 80 1.084
101238 80.00 6.00 0.40 171 80 1.300
101189 80.00 8.00 0.40 175 80 1.734
101240 80.00 10.00 0.40 179 81 2.168
101168 80.00 15.00 0.40 189 81 3.252
10551 80.00 20.00 0.40 199 83 4.336
10553 80.00 25.00 0.40 209 84 5.420
101173 80.00 30.00 0.40 219 85 6.504
101524 80.00 50.00 0.75 259 94 10.839
October 2012
10925 84.00 5.00 0.50 177 85 1.138
101587 88.90 3.18 0.40 183 89 0.766
10074 88.90 6.35 0.64 191 90 1.531
101598 88.90 7.94 0.40 193 89 1.913
10319 88.90 9.53 0.64 197 89 2.298
101578 88.90 12.70 0.40 203 90 3.059
10076 88.90 15.88 0.76 208 91 3.824
101574 88.90 19.05 0.40 215 91 4.589
101573 88.90 25.40 0.40 228 92 6.119
101597 100.00 3.00 0.40 205 100 0.813
10365 100.00 5.00 0.76 209 100 1.355
101234 100.00 6.00 0.40 211 101 1.625
101190 100.00 10.00 0.40 219 101 2.710
10946 100.00 12.50 0.50 224 101 3.387
101236 100.00 15.00 0.40 229 102 4.065
101170 100.00 20.00 0.40 239 102 5.420
101171 100.00 25.00 0.40 249 103 6.775
101282 100.00 30.00 0.40 259 104 8.130
10409 101.60 2.04 0.75 206 102 0.560
10321 101.60 3.18 0.25 209 103 0.875
10081 101.60 4.77 0.76 213 102 1.315
10536 101.60 6.35 0.50 215 102 1.748
101581 101.60 7.94 0.40 218 102 2.186
101144 101.60 9.53 0.40 222 102 2.624
10539 101.60 12.70 0.50 228 105 3.496
10209 101.60 15.88 0.76 234 103 4.373
101145 101.60 19.05 0.40 241 103 5.245
101146 101.60 25.40 0.40 253 104 6.993

Flat Bars Type 1
AT
R1
Type 2
AT
R1
R2
10114 25.40 3.18 1.60 0.64 56 26 0.215
25.40 3.18 2.38 0.64 55 26 0.211
10118 31.75 3.18 1.60 0.64 70 32 0.271
10122 38.00 3.00 1.50 0.64 81 38 0.325
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
R2
mm
10115
Type 1 flat bars have uniform corner radii.
33 Hulamin Extrusions Standard Profile Catalogue
Type 2 flat bars have radii of more than 0.80 mm on the top corners.The other two corners have radii of less than or equal to 0.80 mm.
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
101571 101.60 31.75 0.50 266 106 8.741
101528 101.60 38.10 0.80 278 109 10.489
101206 120.00 5.00 0.40 249 121 1.626
101263 120.00 8.00 0.40 255 120 2.601
101237 120.00 10.00 0.40 259 120 3.252
101113 120.00 20.00 0.50 279 122 6.503
101594 120.00 25.00 0.40 289 124 8.129
10094 127.00 6.35 0.76 267 127 2.187
10095 127.00 9.53 0.64 273 127 3.281
10096 127.00 12.70 0.64 279 128 4.375
10216 127.00 15.88 0.76 284 128 5.464
10324 127.00 19.04 0.64 291 129 6.552
10097 127.00 25.40 0.64 305 130 8.749
101214 130.00 10.00 0.40 279 130 3.523
101591 140.00 6.00 0.40 291 140 2.276
101202 140.00 10.00 0.40 299 140 3.794
101115 140.00 20.00 0.50 319 141 7.587
101595 140.00 25.00 0.50 329 142 9.484
101231 150.00 5.00 0.40 309 150 2.030
101200 150.00 10.00 0.40 319 151 4.065
101527 150.00 12.00 0.40 323 150 4.878
101279 150.00 15.00 0.40 329 151 6.097
101147 152.40 6.35 0.40 317 153 2.622
101577 152.40 7.94 0.40 320 153 3.279
101148 152.40 9.53 0.40 323 154 3.936
101149 152.40 12.70 0.40 330 153 5.245
10104 152.40 15.88 0.76 309 154 6.558
10105 152.40 19.06 0.76 343 154 7.875
10106 152.40 25.40 0.76 356 155 10.499
10777 160.00 10.00 0.80 339 161 4.334
10921 200.00 10.00 0.80 419 200 5.419
101289 200.00 20.00 0.40 439 201 10.840
101602 200.00 25.00 0.50 449 201 13.549
10360 228.60 9.52 0.76 475 229 5.896
10358 152.40 3.18 0.76 311 153 1.311
101658 203.20 12.70 0.70 431 204
101515 228.60 19.05 1.00 494 229 11.799
6.992
Est.
kg/mProfile
Number
A
mm
T
mm
R1
mm
Finish
Peri.
C.C.D.
mm
October 2012
Content

AT
R1
R2
Flat Bars Type 3
10132 12.70 3.18 1.59 1.59 29 13 0.103
101199 18.00 8.00 4.00 4.00 45 18 0.353
10351 24.77 7.92 3.96 3.96 59 26 0.495
10142 25.40 3.18 1.59 1.59 54 26 0.213
10397 44.20 3.74 1.87 1.87 93 44 0.439
101281 70.00 20.00 10.00 10.00 163 70 3.561
101518 70.00 30.00 15.00 15.00 174 70 5.167
10492 75.00 1.90 0.95 0.95 152 75 0.384
101516 82.00 26.00 13.00 13.00 194 82 5.384
Est.
kg/mProfile
Number
Amm
Tmm
R1
mm
Finish
Peri.
C.C.D.mm
R2
mm
10383 50.80 3.96 1.98 1.98 106 51 0.536
10484 75.00 1.30 0.65 0.65 151 75 0.263
Type 3 flat bars have radius so that the sum of the two side radii mustequal the thickness of the bar.
34Hulamin Extrusions Standard Profile Catalogue October 2012
Content

Square Bars A square bar is a solid with all four sides equal in length.It is identified by the size measurement across the flats.
R
A
Hexagonal Bars A hexagonal is a solid with six equal sides.All corners will be broken with radii less than or equal to 0.80 mm.It is identified by the size measurement across the flats.
AR
11.00 0.50 38 13 0.284
13.00 0.50 45 15 0.397
14.00 0.76 48 16 0.458
17.00 0.50 59 20 0.678
18.04 0.76 62 21 0.763
19.00 0.76 66 22 0.847
A
mm
Finish
Peri.
C.C.D.
mm
Est.
kg/m
R
mm
22.00 0.50 76 25 1.136
Est.
kg/m
Profile
Number
A
mm
Finish
Peri.
C.C.D.
mm
R
mm
8.00 0.50 31 11 0.173
10.00 0.40 39 14 0.271
12.00 0.50 47 17 0.390
12.70 0.40 50 18 0.437
38101 15.00 0.50 59 21 0.609
16.00 0.40 63 22 0.693
18.00 0.40 71 25 0.878
19.06 0.76 75 27 0.983
20.00 0.40 79 28 1.084
21.80 0.40 86 31 1.287101326
25.40
25.00
0.40
0.40
101
99
36
35
1.748
1.693
30.00 0.40 119 42 2.439
22.00 0.50 87 31 1.311
6.30 0.40 25 9 0.107
9.52 0.40 37 13 0.245
35 Hulamin Extrusions Standard Profile Catalogue
31.76 0.40 126 45 2.733
35.00
32.00
0.40
0.40
139
127
49
45
3.319
2.775
38.10 0.40 152 54 3.933
40.00 2.50 156 56 4.321
45.00 0.40 179 63 5.487
50.00 0.40 199 70 6.775
39955 50.80 0.76 202 72 6.992
57.15 0.40 228 80 8.851
60.00 0.76 239 85 9.755
63.50 0.76 253 89 10.926
65.00 2.00 257 92 11.440
Est.
kg/m
Profile
Number
A
mm
Finish
Peri.
C.C.D.
mm
R
mm
24.00 0.50 83 28 1.352
25.00 0.50 87 29 1.467
27.00 0.25 93 31 1.710
27.94 0.76 96 32 1.832
30.00 0.50 104 35 2.112
32.00 0.50 111 37 2.403
45.50 0.76 153 53 4.859
A
mm
Finish
Peri.
C.C.D.
mm
Est.
kg/m
R
mm
October 2012
Content

TR1
R2
A
B
A rectangular hollow is a hollow of uniform thickness in the shape of a rectangle.The inside corner radii may or may not equal the outside corner radii.
1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
36Hulamin Extrusions Standard Profile Catalogue
Rectangular Hollows
H6545 15.00 10.00 1.50 0.40 0.40 68
H5441 17.20 10.90 1.70 0.75 1.20 75
H1485 18.00 12.00 1.20 0.76 0.76 84
H4932 20.00 10.00 1.50 0.40 0.40 83
H6560 20.00 10.00 2.00 0.40 0.40 81
H6543 20.00 10.00 3.00 0.40 0.40 77
H4895 20.00 15.00 2.00 0.40 0.40 96
H6932 24.00 18.00 1.20 2.30 3.50 113
H4707 30.00 20.00 2.00 0.40 0.40 141
H1561 33.00 20.00 1.25 2.25 3.50 146
H2497 33.00 20.00 1.50 2.00 3.50 145
H4912 34.00 20.00 2.00 0.40 0.40 153
H5852 34.92 25.40 1.30 1.08 2.38 171
H4893 35.00 20.00 2.00 0.40 0.40 156
H6541 35.00 25.00 2.00 0.40 0.40 171
H8339 38.00 15.00 1.50 0.40 0.40 152
H8161 38.00 25.00 1.50 1.50 3.00 177
H1568 38.10 19.00 3.17 0.25 0.25 159
H8088 38.10 19.05 1.63 0.40 0.40 164
H4605 38.10 25.40 1.57 1.60 3.18 177
H8047 38.10 25.40 3.25 0.40 0.40 176
H2547 40.00 20.00 1.20 3.80 5.00 163
H4689 40.00 20.00 2.00 0.40 0.40 171
H6641 40.00 20.00 3.00 0.40 0.40 167
H4764 40.00 30.00 2.00 0.40 0.40 201
H7043 42.88 27.94 1.27 0.20 0.20 207
H8341 44.00 37.00 1.50 0.40 0.40 236
H0102 44.46 25.40 3.18 0.64 0.64 195
H2591 45.00 20.00 1.20 1.80 3.00 184
18 0.179
20 0.225
22 0.180
22 0.220
22 0.282
22 0.390
25 0.336
30 0.241
36 0.499
39 0.325
39 0.388
39 0.542
44 0.396
40 0.553
43 0.607
41 0.407
43 0.472
43 0.872
43 0.476
46 0.498
46 1.004
45 0.350
44 0.607
45 0.878
50 0.715
51 0.469
57 0.634
51 1.094
49 0.396
49
54
59
59
59
59
69
78
H4729 25.00 15.00 2.00 0.40 0.40 111
H4730 25.00 20.00 2.00 0.40 0.40 126
H4125 25.20 20.00 2.00 1.50 2.50 122
H4318 25.35 14.60 1.30 1.00 1.00 112
H5440 28.40 12.40 1.70 0.80 1.40 113
H4091 30.00 10.00 1.50 0.50 0.50 113
29 0.390
32 0.444
32 0.437
29 0.263
31 0.341
32 0.300
H4993 25.00 15.00 1.50 0.40 0.40 113 29 0.30179
79
89
86
78
79
79
99
100
100
107
117
109
119
105
121
114
114
122
126
111
119
119
139
141
161
139
125
Profile Number
Amm
Bmm
Tmm
R1
mmR2
mmAnod.Peri.
C.C.D.mm
Est.kg/m
PaintPeri.
H2262 20.00 10.00 1.20 0.30 0.30 84 22 0.18059
H9154 25.00 15.00 1.20 0.30 1.50 112 29 0.23977
H7222 30.00 19.00 1.30 2.20 3.50 134 33 0.31092
H7529 49.20 18.20 1.50 1.00 2.50 191
H4792 50.00 20.00 2.00 0.40 0.40 201
H5775 50.00 20.00 2.00 0.50 1.50 199
H4731 50.00 20.00 3.00 0.40 0.40 197
H7020 50.00 25.00 1.50 0.30 0.30 218
H3115 50.00 25.00 2.00 0.50 0.50 216
52 0.511
54 0.715
54 0.711
54 1.041
56 0.585
56 0.770
131
139
137
139
149
149
H8101 50.00 25.00 3.00 0.40 0.40 212
H4092 50.00 30.00 2.00 0.50 0.50 231
56 1.122
58 0.823
149
159
H8130 50.00 40.00 2.00 0.40 2.50 257
H4969 50.00 40.00 4.00 0.40 0.40 253
62 0.918
64 1.778
176
179
H6442 50.80 25.40 3.18 0.50 0.50 215
H4694 50.80 25.40 3.25 0.40 0.40 215
H6444 50.80 38.10 3.18 0.50 0.50 253
H4855 51.10 20.45 1.50 1.50 3.00 202
H3209 55.00 24.00 1.50 2.50 4.00 222
57 1.204
57 1.228
64 1.423
53 0.542
60 0.595
152
152
177
138
151
October 2012
Content

37 Hulamin Extrusions Standard Profile Catalogue
TR1
R2
A
B
A rectangular hollow is a hollow of uniform thickness in the shape of a rectangle.The inside corner radii may or may not equal the outside corner radii.
1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
Rectangular Hollows
H0532 56.80 20.82 2.04 0.78 0.78 223
H2045 56.80 31.40 3.00 0.80 0.80 251
H4933 60.00 20.00 2.00 0.40 0.40 231
H4747 60.00 25.00 3.00 0.40 0.40 242
H6569 60.00 30.00 2.00 0.40 0.40 261
H4985 60.00 30.00 3.00 0.40 0.40 257
H4975 60.00 40.00 2.50 0.40 2.00 286
H6637 60.00 40.00 3.00 0.40 0.40 287
H4721 60.00 40.00 4.00 0.40 0.40 283
H6516 63.50 31.76 2.00 0.80 0.80 276
H0247 63.50 31.76 2.04 2.38 4.42 268
H1569 63.50 38.10 3.17 0.25 0.25 291
H6557 64.00 24.00 1.30 2.70 4.00 250
H4748 70.00 25.00 2.50 0.40 0.40 274
H4147 70.00 30.00 3.00 0.50 0.50 287
H6668 70.00 60.00 2.00 0.40 0.40 381
H6558 74.00 24.00 1.30 2.70 4.00 280
H3523 76.00 38.00 2.00 0.50 1.00 332
H6443 76.20 25.40 3.18 0.50 0.50 291
H8102 76.20 25.40 3.25 0.40 0.40 291
61 0.813
65 1.336
63 0.824
65 1.285
67 0.932
67 1.366
71 1.278
72 1.528
72 1.995
71 0.989
71 0.976
74 1.637
68 0.582
74 1.220
76 1.528
92 1.366
78 0.652
85 1.191
80 1.642
80 1.675
154
175
159
169
179
179
197
199
199
189
183
203
169
189
199
259
189
226
202
203
H6339 65.00 20.00 1.78 2.38 4.08 239 68 0.726163
H0637 76.20 38.10 3.18 0.76 0.76 328
H4582 76.20 44.45 3.18 0.40 0.40 348
H8107 76.20 50.80 3.00 0.40 0.40 368
H4583 76.20 50.80 3.18 0.40 0.40 367
H3576 78.00 32.00 2.00 0.50 0.50 321
H4890 80.00 18.00 1.80 0.40 0.40 286
H6547 80.00 20.00 1.50 0.40 0.40 293
H6548 80.00 20.00 2.00 0.40 0.40 291
H3197 80.00 40.00 2.00 0.50 0.50 351
H4913 80.00 40.00 3.00 0.40 0.40 347
H5396 80.00 40.00 4.00 0.50 0.50 343
H4488 80.00 50.00 2.00 0.50 0.50 381
H6639 100.00 20.00 2.00 0.40 0.40 351
85 1.860
88 1.970
91 1.967
92 2.079
84 1.149
82 0.921
83 0.789
83 1.041
90 1.257
89 1.854
89 2.428
94 1.366
102 1.257
227
241
253
253
219
195
199
199
239
239
239
259
H4915 80.00 50.00 4.00 0.40 0.40 373
H4744 80.00 60.00 3.00 0.40 0.40 407
H6556 87.00 25.00 1.30 2.60 4.00 322
H6602 97.00 25.00 1.30 2.70 4.00 352
H4026 99.00 38.00 2.00 2.00 4.00 382
94 2.645
100 2.179
91 0.749
100 0.821
102 1.370
259
279
217
237
267
239
Profile Number
Amm
Bmm
Tmm
R1
mmR2
mmAnod.Peri.
C.C.D.mm
Est.kg/m
PaintPeri.
H4750 100.00 30.00 3.00 0.40 0.40 377
H6638 100.00 40.00 3.00 0.40 0.40 407
H4983 100.00 40.00 4.00 0.40 0.40 403
H4788 100.00 50.00 2.00 0.40 0.40 441
H4977 100.00 50.00 3.00 0.40 0.40 437
H6473 100.00 50.00 4.00 0.50 0.50 433
H4691 100.00 60.00 4.00 0.40 0.40 463
H1639 100.00 90.00 6.30 1.70 8.00 530
H0454 100.34 50.80 3.18 2.38 3.18 433
104 2.016
107 2.179
108 2.862
112 1.583
112 2.341
112 3.079
116 3.295
135 5.915
112 2.485
259
279
279
299
299
299
319
366
297
H8055 101.60 25.40 3.25 0.40 0.40 367
H0668 101.60 38.10 3.18 0.30 0.30 406
H0803 101.60 44.46 3.18 0.50 0.50 424
H6446 101.60 50.80 3.18 0.50 0.50 443
H1358 101.60 50.80 6.34 0.76 0.76 430
H2071 101.60 76.20 3.00 0.75 0.75 519
105 2.123
109 2.295
111 2.408
114 2.517
114 4.812
127 2.797
253
279
291
304
303
354
October 2012
Content

38Hulamin Extrusions Standard Profile Catalogue
Rectangular Hollows
Rectangular Oval Hollows
TR1
R2
A
B
A rectangular hollow is a hollow of uniform thickness in the shape of a rectangle.The inside corner radii may or may not equal the outside corner radii.
1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
A rectangular oval hollow is a hollow of uniform thickness in the shape of a rectangle.1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
H4751 120.00 30.00 2.00 0.40 0.40 441
H4745 120.00 40.00 2.50 0.40 0.40 469
H4937 120.00 40.00 4.00 0.40 0.40 463
H4916 120.00 50.00 4.00 0.40 0.40 493
H4891 120.00 80.00 3.00 0.40 0.40 587
H4665 125.00 50.00 2.00 0.50 0.50 516
H4520 127.00 50.80 3.18 0.50 0.50 519
H4522 127.00 76.20 3.18 0.50 0.50 596
H4742 140.00 40.00 3.00 0.40 0.40 527
H4736 140.00 80.00 4.00 0.40 0.40 643
H10078 150.00 38.00 2.00 0.50 0.50 555
124 1.583
125 2.100
126 3.295
130 3.512
144 3.154
134 1.854
137 2.955
148 3.393
145 2.829
161 4.596
155 1.995
299
319
319
339
399
349
355
406
359
439
375
H4737 150.00 40.00 4.00 0.40 0.40 553 155 3.946379
H8166 150.00 50.00 3.00 0.50 0.50 587
H4738 150.00 50.00 4.00 0.40 0.40 583
H4732 150.00 100.00 3.00 0.40 0.40 737
H4521 152.40 50.80 3.18 0.50 0.50 596
158 3.154
158 4.163
180 3.968
161 3.393
399
399
499
406
H4739 160.00 60.00 5.00 0.40 0.40 639
H4733 180.00 40.00 4.00 0.40 0.40 643
H3308 190.00 80.00 3.00 0.50 0.50 797
H8207 197.00 97.00 8.50 0.50 0.50 847
H3176 200.00 50.00 3.00 0.50 0.50 737
H4917 200.00 50.00 4.00 0.40 0.40 733
171 5.691
184 4.596
206 4.292
220 12.761
206 3.967
206 5.247
439
439
539
587
499
499
H2961 150.00 50.00 2.25 0.80 2.00 587 158 2.376397
Profile Number
Amm
Bmm
Tmm
R1
mmR2
mmAnod.Peri.
C.C.D.mm
Est.kg/m
PaintPeri.
TR1
R2
A
B
Profile Number
Amm
Bmm
Tmm
R1
mmR2
mmAnod.Peri.
C.C.D.mm
Est.kg/m
PaintPeri.
H1204 19.06 12.22 2.54 3.57 6.11 70 19 0.30352
H6918 30.00 16.00 1.75 6.25 8.00 112 30 0.34478
H1885 35.00 25.00 1.50 11.00 12.50 143 35 0.38199
H4900 40.00 25.00 2.00 10.50 12.50 157 40 0.554109
H4797 45.00 22.40 2.90 8.30 11.20 164 45 0.837116
H0007 63.50 25.40 1.90 10.80 12.70 228 64 0.772156
October 2012
Content
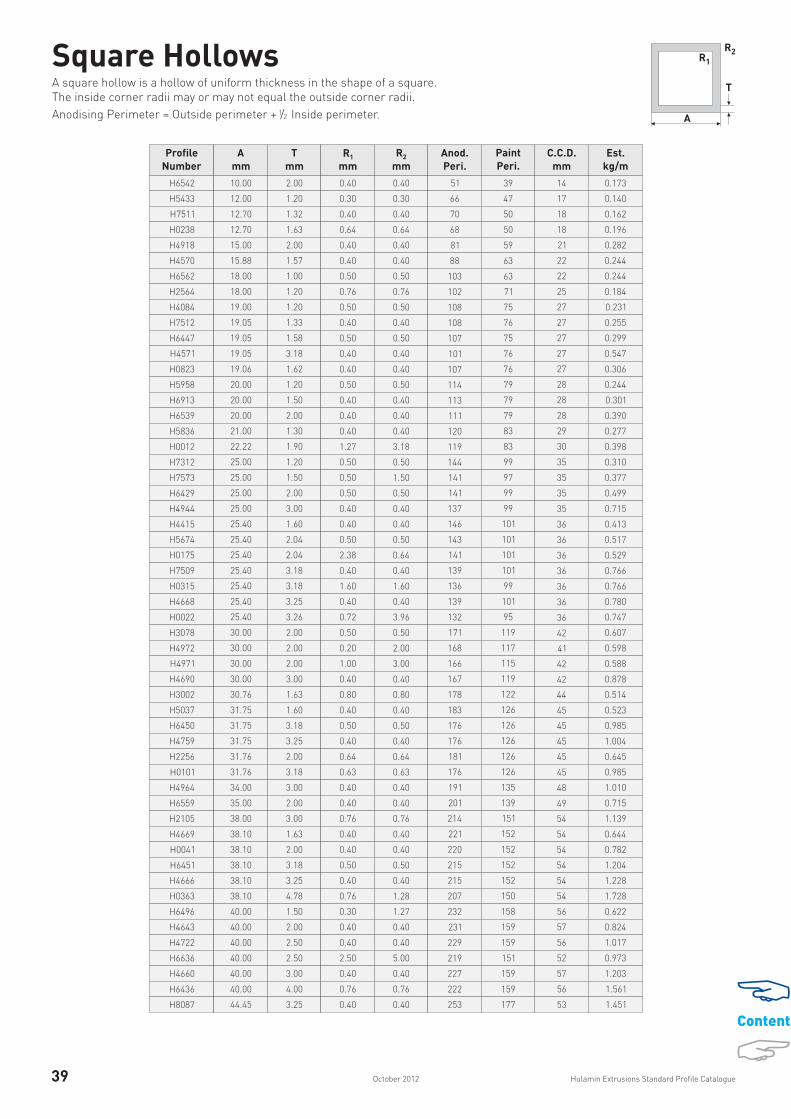
Square Hollows T
R1
R2
A
A square hollow is a hollow of uniform thickness in the shape of a square.The inside corner radii may or may not equal the outside corner radii.
1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
39 Hulamin Extrusions Standard Profile Catalogue
H6542 10.00 2.00 0.40 0.40
H5433 12.00 1.20 0.30 0.30
H7511 12.70 1.32 0.40 0.40
14 0.173
17 0.140
18 0.162
Profile Number
Amm
Tmm
C.C.D.mm
Est.kg/m
R1
mmR2
mmAnod.Peri.
PaintPeri.
H4918 15.00 2.00 0.40 0.40
H4570 15.88 1.57 0.40 0.40
21 0.282
22 0.244
H2564 18.00 1.20 0.76 0.76
H4084 19.00 1.20 0.50 0.50
H7512 19.05 1.33 0.40 0.40
25 0.184
27 0.231
27 0.255
H4571 19.05 3.18 0.40 0.40
H0823 19.06 1.62 0.40 0.40
H5958 20.00 1.20 0.50 0.50
H6913 20.00 1.50 0.40 0.40
H6539 20.00 2.00 0.40 0.40
H5836 21.00 1.30 0.40 0.40
H0012 22.22 1.90 1.27 3.18
H7312 25.00 1.20 0.50 0.50
H7573 25.00 1.50 0.50 1.50
H6429 25.00 2.00 0.50 0.50
H4944 25.00 3.00 0.40 0.40
H4415 25.40 1.60 0.40 0.40
27 0.547
27 0.306
28 0.244
28 0.301
28 0.390
29 0.277
30 0.398
35 0.310
35 0.377
35 0.499
35 0.715
36 0.413
H0175 25.40 2.04 2.38 0.64
H7509 25.40 3.18 0.40 0.40
H4668 25.40 3.25 0.40 0.40
36 0.529
36 0.766
36 0.780
H0315 25.40 3.18 1.60 1.60 36 0.766
H4971 30.00 2.00 1.00 3.00
H4690 30.00 3.00 0.40 0.40
H3002 30.76 1.63 0.80 0.80
H5037 31.75 1.60 0.40 0.40
H6450 31.75 3.18 0.50 0.50
H4759 31.75 3.25 0.40 0.40
H2256 31.76 2.00 0.64 0.64
42 0.588
42 0.878
44 0.514
45 0.523
45 0.985
45 1.004
45 0.645
H4964 34.00 3.00 0.40 0.40
H4669 38.10 1.63 0.40 0.40
H0041 38.10 2.00 0.40 0.40
H6451 38.10 3.18 0.50 0.50
H4666 38.10 3.25 0.40 0.40
H0363 38.10 4.78 0.76 1.28
H6496 40.00 1.50 0.30 1.27
H4643 40.00 2.00 0.40 0.40
H4722 40.00 2.50 0.40 0.40
H6636 40.00 2.50 2.50 5.00
H4660 40.00 3.00 0.40 0.40
48 1.010
54 0.644
54 0.782
54 1.204
54 1.228
54 1.728
56 0.622
57 0.824
56 1.017
52 0.973
57 1.203
H6559 35.00 2.00 0.40 0.40 49 0.715
H2105 38.00 3.00 0.76 0.76 54 1.139
H0238 12.70 1.63 0.64 0.64 18 0.196
H6562 18.00 1.00 0.50 0.50 22 0.244
H6447 19.05 1.58 0.50 0.50 27 0.299
H5674 25.40 2.04 0.50 0.50 36 0.517
H0022 25.40 3.26 0.72 3.96 36 0.747
H3078 30.00 2.00 0.50 0.50 42 0.607
H4972 30.00 2.00 0.20 2.00 41 0.598
H0101 31.76 3.18 0.63 0.63
51
66
70
81
88
102
108
108
101
107
114
113
111
120
119
144
141
141
137
146
141
139
139
136
166
167
178
183
176
176
181
191
221
220
215
215
207
232
231
229
219
227
201
214
68
103
107
143
132
171
168
176 45 0.985
39
47
50
59
63
71
75
76
76
76
79
79
79
83
83
99
97
99
99
101
101
101
101
99
115
119
122
126
126
126
126
135
152
152
152
152
150
158
159
159
151
159
139
151
50
63
75
101
95
119
117
126
H6436 40.00 4.00 0.76 0.76 222 56 1.561159
H8087 44.45 3.25 0.40 0.40 253 53 1.451177
October 2012
Content
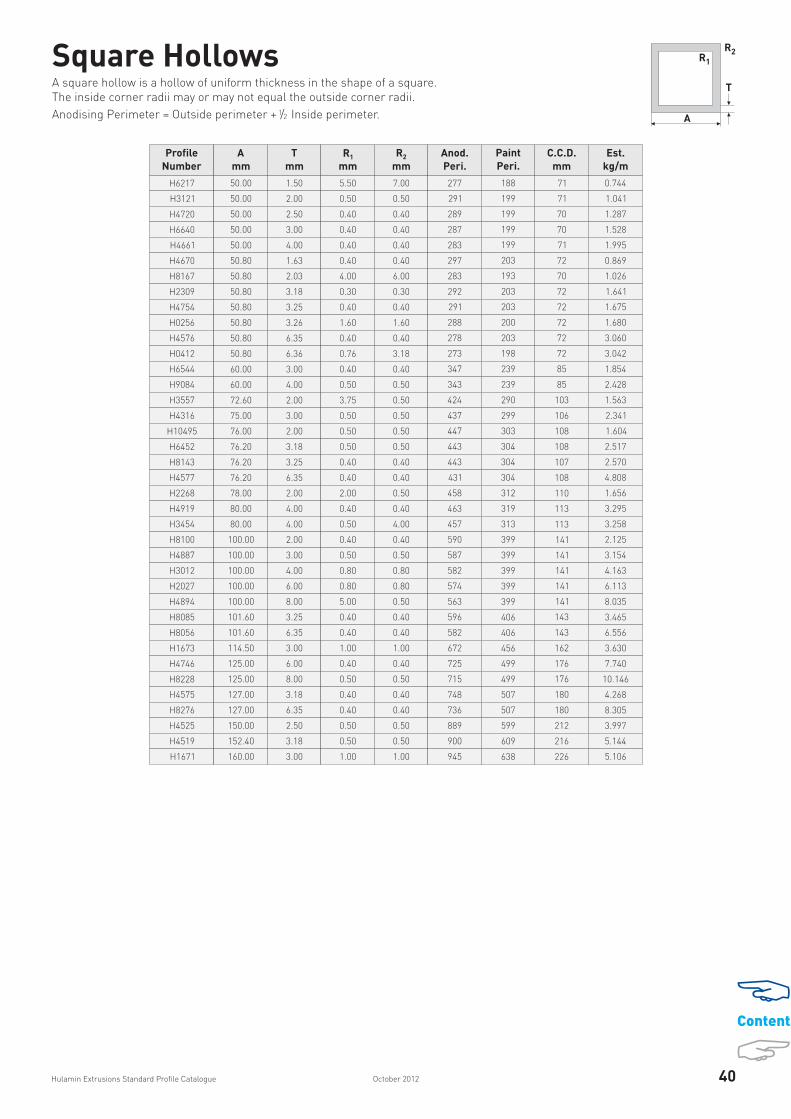
Square HollowsT
R1
R2
A
40Hulamin Extrusions Standard Profile Catalogue
H2309 50.80 3.18 0.30 0.30 292
H4754 50.80 3.25 0.40 0.40 291
H0256 50.80 3.26 1.60 1.60 288
H4576 50.80 6.35 0.40 0.40 278
72 1.641
72 1.675
72 1.680
72 3.060
203
203
200
203
H6544 60.00 3.00 0.40 0.40 347 85 1.854239
H3557 72.60 2.00 3.75 0.50 424
H4316
H10495
75.00
76.00
3.00
2.00
0.50
0.50
0.50
0.50
437
447
H6452 76.20 3.18 0.50 0.50 443
H8143 76.20 3.25 0.40 0.40 443
H4577 76.20 6.35 0.40 0.40 431
H2268 78.00 2.00 2.00 0.50 458
H4919 80.00 4.00 0.40 0.40 463
103 1.563
106
108
2.341
1.604
108 2.517
107 2.570
108 4.808
110 1.656
113 3.295
290
299
303
304
304
304
312
319
H8100 100.00 2.00 0.40 0.40 590
H4887 100.00 3.00 0.50 0.50 587
H3012 100.00 4.00 0.80 0.80 582
H2027 100.00 6.00 0.80 0.80 574
H4894 100.00 8.00 5.00 0.50 563
H8085 101.60 3.25 0.40 0.40 596
H8056 101.60 6.35 0.40 0.40 582
H1673 114.50 3.00 1.00 1.00 672
H4746 125.00 6.00 0.40 0.40 725
H8228 125.00 8.00 0.50 0.50 715
H4575 127.00 3.18 0.40 0.40 748
H8276 127.00 6.35 0.40 0.40 736
H4525 150.00 2.50 0.50 0.50 889
H4519 152.40 3.18 0.50 0.50 900
H1671 160.00 3.00 1.00 1.00 945
141 2.125
141 3.154
141 4.163
141 6.113
141 8.035
143 3.465
143 6.556
162 3.630
176 7.740
176 10.146
180 4.268
180 8.305
212 3.997
216 5.144
226 5.106
399
399
399
399
406
456
499
507
507
599
609
638
399
406
499
H6217 50.00 1.50 5.50 7.00 277
H3121 50.00 2.00 0.50 0.50 291
71 0.744
71 1.041
H4720 50.00 2.50 0.40 0.40 289
H6640 50.00 3.00 0.40 0.40 287
H4661 50.00 4.00 0.40 0.40 283
H4670 50.80 1.63 0.40 0.40 297
H8167 50.80 2.03 4.00 6.00 283
70 1.287
70 1.528
71 1.995
72 0.869
70 1.026
188
199
199
199
199
203
193
H0412 50.80 6.36 0.76 3.18 273 72 3.042198
H9084 60.00 4.00 0.50 0.50 343 85 2.428239
H3454 80.00 4.00 0.50 4.00 457 113 3.258313
Profile Number
Amm
Tmm
C.C.D.mm
Est.kg/m
R1
mmR2
mmAnod.Peri.
PaintPeri.
A square hollow is a hollow of uniform thickness in the shape of a square.The inside corner radii may or may not equal the outside corner radii.
1Anodising Perimeter = Outside perimeter + / Inside perimeter.2
October 2012
Content

I - SectionsI - sections may have web and flanges of different thicknesses. A
B
R1R2
T2
T1
17010 9.55 21.43 1.60 2.39 0.80 0.76 97 24 0.224
17211 13.50 22.00 1.75 1.75 0.40 0.40 109 26 0.256
17068 15.62 6.36 1.02 1.02 0.50 0.50 52 17 0.072
17108 15.88 15.88 1.60 1.60 0.80 0.80 88 23 0.191
17131 16.60 19.06 1.30 1.30 0.60 0.25 105 25 0.183
17110 19.52 19.52 1.26 1.26 0.50 0.50 112 28 0.191
17123 21.00 21.00 1.20 1.20 0.60 0.30 121 30 0.195
17515 22.00 22.00 3.00 2.00 0.90 0.90 124 31 0.443
17043 23.24 22.98 1.40 1.40 0.76 0.76 136 33 0.251
17207 32.00 20.00 1.50 1.50 0.50 0.50 138 38 0.280
17107 47.83 27.50 1.50 1.50 0.30 0.30 203 53 0.406
17408 48.50 27.40 2.00 2.00 0.64 0.64 203 56 0.539
17022 48.90 19.06 2.04 2.04 0.76 0.76 166 52 0.457
17209 49.00 78.00 2.00 2.00 1.00 0.50 402 95 1.085
17102 50.00 65.00 5.00 5.00 1.50 4.00 338 82 2.333
17411 50.80 50.80 3.18 3.18 0.25 3.18 292 72 1.282
17415 57.20 25.40 1.60 1.60 0.76 0.50 209 63 0.452
17071 63.50 44.46 3.18 3.18 0.64 3.18 293 78 1.281
17206 75.20 44.00 2.10 1.60 0.50 0.50 323 84 0.809
17208 76.00 20.00 1.50 1.50 0.50 0.50 226 79 0.459
17502 120.00 120.00 10.00 10.00 1.00 7.00 684 169 9.324
17013 127.00 76.20 9.52 6.36 0.64 9.40 530 148 5.997
17529 130.00 50.00 6.00 4.00 0.40 4.00 444 139 2.942
17073 130.00 100.00 5.00 5.00 0.76 5.00 639 164 4.392
17527 150.00 150.00 3.80 3.80 0.50 3.00 885 211 4.576
17069 152.40 101.60 6.36 6.36 0.78 0.78 694 183 5.909
17092 177.80 101.60 9.54 9.54 0.76 0.76 739 205 9.356
17507 177.80 101.60 11.11 7.94 1.50 11.50 721 205 9.763
17091 203.20 101.60 11.12 7.94 0.80 11.43 775 227 10.320
Est.kg/m
Profile Number
Amm
FinishPeri.
C.C.D.mm
Bmm
T1
mmT2
mmR1
mmR2
mm
17401 9.53 17.48 1.60 1.60 0.30 0.30 84 20 0.179
17511 10.50 29.00 1.50 3.00 0.40 2.50 127 31 0.291
41 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

Tees Type 1 A
B
T
T
R1
14518 15.00 15.00 1.50 0.40 59 19 0.115
14005 19.05 19.05 3.18 0.76 74 24 0.300
14214 20.00 20.00 1.50 0.40 79 28 0.159
14116 22.20 22.20 2.00 0.25 88 31 0.229
14108 22.20 22.20 3.00 0.50 89 52 0.337
14013 22.22 45.24 3.18 0.40 133 48 0.553
14117 25.00 25.00 1.60 0.30 99 32 0.209
14017 25.40 25.40 3.18 0.64 99 31 0.409
14085 25.40 31.76 1.28 0.38 114 36 0.196
14019 25.40 38.10 3.18 0.64 127 41 0.520
14091 25.40 44.45 3.18 0.20 139 49 0.574
14511 30.00 30.00 3.00 0.40 119 38 0.463
14215 35.00 35.00 3.00 0.40 139 44 0.544
14032 38.10 12.70 1.14 0.50 100 39 0.153
14067 38.10 38.10 2.38 0.80 153 48 0.475
14536 38.10 38.10 6.35 0.76 151 48 1.201
14068 38.45 38.45 3.20 0.63 154 48 0.629
14121 40.00 20.00 3.00 0.20 119 41 0.463
14209 40.00 40.00 3.00 0.40 159 50 0.626
14512 40.00 40.00 4.00 0.40 159 50 0.823
14096 50.00 25.00 3.00 0.80 148 50 0.584
14506 50.00 50.00 4.00 0.40 199 62 1.040
14520 50.80 31.75 6.35 0.30 164 53 1.311
14507 60.00 60.00 4.00 0.40 239 75 1.257
14508 60.00 60.00 6.00 0.40 239 75 1.853
14529 76.20 76.20 6.36 0.40 304 96 2.517
14505 100.00 60.00 5.00 0.40 319 116 2.100
Est.kg/m
Profile Number
Amm
FinishPeri.
C.C.D.mm
Tmm
R1
mmB
mm
14514 25.00 25.00 2.00 0.40 98 31 0.260
14539 50.00 50.00 1.50 0.50 200 63 0.400
14080 50.80 25.40 2.03 0.76 150 51 0.407
14072 50.80 50.80 6.35 0.40 202 64 1.639
14208 80.00 60.00 3.60 0.40 280 87 1.330
Type 1 tees are of a uniform thickness.The head and body of the tee may not be equal in length.All radii are less than or equal to 0.80 mm.
42Hulamin Extrusions Standard Profile Catalogue October 2012
Content

14538 20.60 11.25 1.25 0.30 0.50 62 21 0.103
14524 32.00 75.00 6.00 3.00 0.50 211 79 1.652
14047 38.10 38.10 4.78 5.84 0.64 147 48 0.966
14531 50.00 75.00 5.00 6.00 0.40 244 84 1.668
14532 50.00 100.00 5.00 6.00 0.40 294 107 2.006
14050 50.80 50.80 6.36 6.36 0.64 198 58 1.687
14052 63.50 63.50 6.36 6.36 0.64 247 73 2.135
14523 65.00 100.00 8.00 3.00 0.50 326 111 3.413
14502 76.00 76.00 6.50 7.00 0.50 297 95 2.619
14533 76.20 152.40 9.50 9.52 1.00 449 162 5.743
14043 99.40 51.30 3.15 0.82 0.82 298 72 1.258
14503 102.00 102.00 6.50 7.00 0.50 401 128 3.535
14058 127.00 101.60 9.52 9.90 0.76 447 141 5.764
14097 152.40 76.20 9.50 9.52 1.00 449 153 5.743
Est.
kg/m
Profile
Number
A
mm
Finish
Peri.
C.C.D.
mm
T
mm
R1
mm
B
mm
R2
mm
Tees Type 2
Z - Sections B
C
T2T1
A
17128 10.50 12.00 12.00 2.00 2.00 63 26 0.165
736 19.05 19.05 25.40 3.17 3.17 113 44 0.463
38396 25.00 17.00 17.00 2.00 2.00 113 41 0.298
33 28.58 19.05 19.06 3.18 3.18 125 45 0.519
38397 40.00 40.00 40.00 3.00 3.00 233 87 0.927
Est.kg/m
Profile Number
Amm
FinishPeri.
C.C.D.mm
Cmm
T1
mmB
mmT2
mm
A
B
T
T
R1
R2
Type 2 tees are of a uniform thickness.The head and body of the tee may not be equal in length.The inside corners may have radii greater than 0.80 mm.
Z-sections are profiles in the shape of a “Z” with a uniform thickness throughout.The radii are all less than or equal to 0.80 mm.
43 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

Typ
e 1
T
o9
0
A
A
T
y2
Cy
y
Cx
1
x
21
x
Engineering Data for Structural ShapesA
ng
leTy
pe 1
ang
les
have
legs
of e
qual
leng
th a
nd o
f equ
al th
ickn
ess.
The
radi
i are
all
less
than
or
equa
l to
0.80
mm
.
44Hulamin Extrusions Standard Profile Catalogue October 2012
1500
2025
.00
1.25
0.40
0.16
560
.96.
76.
73.
820
77.
93.
820
77.
96.
034
210
.01.
516
05.
045
.0
1500
0325
.00
1.50
0.40
0.19
772
.86.
86.
84.
524
67.
84.
524
67.
87.
140
49.
91.
818
75.
045
.0
1535
925
.00
1.60
0.30
0.21
077
.46.
86.
84.
726
17.
84.
726
17.
87.
642
89.
91.
919
75.
045
.0
1552
625
.00
2.00
0.50
0.26
096
.07.
07.
05.
832
17.
85.
832
17.
89.
252
29.
82.
323
74.
945
.0
1587
125
.00
3.00
0.40
0.38
214
1.0
7.4
7.4
8.2
465
7.6
8.2
465
7.6
13.0
737
9.6
3.4
325
4.9
45.0
1594
025
.00
4.00
0.40
0.49
818
4.0
7.7
7.7
10.4
599
7.5
10.4
599
7.5
16.3
925
9.4
4.4
400
4.9
45.0
1519
225
.40
1.52
0.25
0.20
374
.96.
96.
94.
725
78.
04.
725
78.
07.
642
210
.11.
919
65.
145
.0
1515
525
.40
2.38
0.64
0.31
111
5.2
7.2
7.2
7.1
390
7.8
7.1
390
7.8
11.3
628
9.9
2.9
282
5.0
45.0
1582
425
.40
3.18
0.40
0.41
015
1.4
7.5
7.5
9.1
506
7.7
9.1
506
7.7
14.4
800
9.7
3.7
352
5.0
45.0
1519
325
.40
4.75
0.63
0.59
221
8.7
8.1
8.1
12.4
718
7.5
12.4
718
7.5
19.5
1088
9.4
5.3
468
4.9
45.0
1582
525
.40
4.78
0.40
0.59
622
0.0
8.1
8.1
12.5
722
7.5
12.5
722
7.5
19.6
1092
9.4
5.4
470
4.9
45.0
1515
825
.40
6.36
0.40
0.76
628
2.6
8.6
8.6
15.4
916
7.4
15.4
916
7.4
23.7
1321
9.2
7.0
574
5.0
45.0
1552
730
.00
2.00
0.50
0.31
411
6.0
8.2
8.2
10.2
469
9.4
10.2
469
9.4
16.3
767
11.8
4.1
353
6.0
45.0
1586
030
.00
3.00
0.40
0.46
317
1.0
8.6
8.6
14.6
681
9.2
14.6
681
9.2
23.2
1094
11.7
5.9
489
5.9
45.0
1552
930
.00
3.00
0.76
0.46
217
1.0
8.6
8.6
14.6
681
9.2
14.6
681
9.2
23.2
1094
11.7
5.9
489
5.9
45.0
1586
130
.00
4.00
0.40
0.60
722
4.0
9.0
9.0
18.6
882
9.1
18.6
882
9.1
29.4
1387
11.5
7.7
607
5.9
45.0
1590
130
.00
5.00
0.40
0.74
527
5.0
9.3
9.3
22.2
1072
9.0
22.2
1072
9.0
34.9
1647
11.3
9.4
712
5.8
45.0
1570
831
.75
1.60
0.20
0.26
899
.08.
58.
59.
942
610
.09.
942
610
.015
.870
512
.64.
033
06.
345
.0
1558
531
.75
2.60
0.40
0.42
915
8.3
8.9
8.9
15.4
673
9.9
15.4
673
9.9
24.5
1092
12.4
6.2
495
6.3
45.0
1582
631
.75
3.18
0.40
0.51
719
1.8
9.1
9.1
18.3
809
9.8
18.3
809
9.8
29.2
1299
12.3
7.5
580
6.2
45.0
1555
531
.75
4.76
0.40
0.75
727
9.6
9.7
9.7
25.6
1159
9.6
25.6
1159
9.6
40.5
1802
12.0
10.7
783
6.2
45.0
1516
331
.76
6.36
0.40
0.98
536
3.5
10.2
10.2
32.0
1487
9.4
32.0
1487
9.4
50.1
2231
11.7
13.9
960
6.2
45.0
1554
035
.00
3.00
0.50
0.54
420
1.0
9.9
9.9
23.6
940
10.8
23.6
940
10.8
37.7
1522
13.7
9.6
688
6.9
45.0
1597
038
.00
3.00
0.40
0.59
321
9.0
10.6
10.6
30.5
1115
11.8
30.5
1115
11.8
48.7
1813
14.9
12.4
824
7.5
45.0
1597
238
.00
6.00
0.40
1.13
842
0.0
11.7
11.7
54.7
2079
11.4
54.7
2079
11.4
86.4
3215
14.3
23.0
1392
7.4
45.0
1516
438
.10
1.14
0.55
0.23
185
.610
.010
.012
.644
612
.112
.644
612
.120
.174
615
.35.
035
87.
745
.0
1500
0738
.10
1.60
0.40
0.32
311
9.4
10.1
10.1
17.3
619
12.0
17.3
619
12.0
27.7
1028
15.2
7.0
486
7.6
45.0
1529
138
.10
2.04
0.76
0.40
915
1.3
10.3
10.3
21.7
781
12.0
21.7
781
12.0
34.7
1288
15.1
8.7
600
7.6
45.0
1582
738
.10
3.18
0.40
0.62
923
2.2
10.7
10.7
32.4
1183
11.8
32.4
1183
11.8
51.7
1918
14.9
13.1
868
7.5
45.0
1582
838
.10
4.78
0.40
0.92
534
1.4
11.3
11.3
45.9
1712
11.6
45.9
1712
11.6
72.9
2705
14.6
19.0
1188
7.5
45.0
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
T
mm
mm
Ma
ss
kg
/m
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m
J4
mm
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
r 1R
xR
yr 1
r 2
32 55 66 128
423
981
58 218
510
1645
1675
3811
155
513
513
1195
2292 85 357
647
2112
4902
603
657
5040 37 102
210
783
2600
1517
038
.10
6.35
0.40
1.20
244
3.5
11.8
11.8
57.7
2195
11.4
57.7
2195
11.4
90.9
3375
14.3
24.4
1458
7.4
45.0
5962
1537
240
.00
1.60
0.40
0.34
012
5.4
10.6
10.6
20.1
684
12.7
20.1
684
12.7
32.1
1136
16.0
8.1
538
8.0
45.0
107
1586
240
.00
2.00
0.40
0.42
215
6.0
10.7
10.7
24.8
846
12.6
24.8
846
12.6
39.6
1399
15.9
10.0
655
8.0
45.0
208
Content
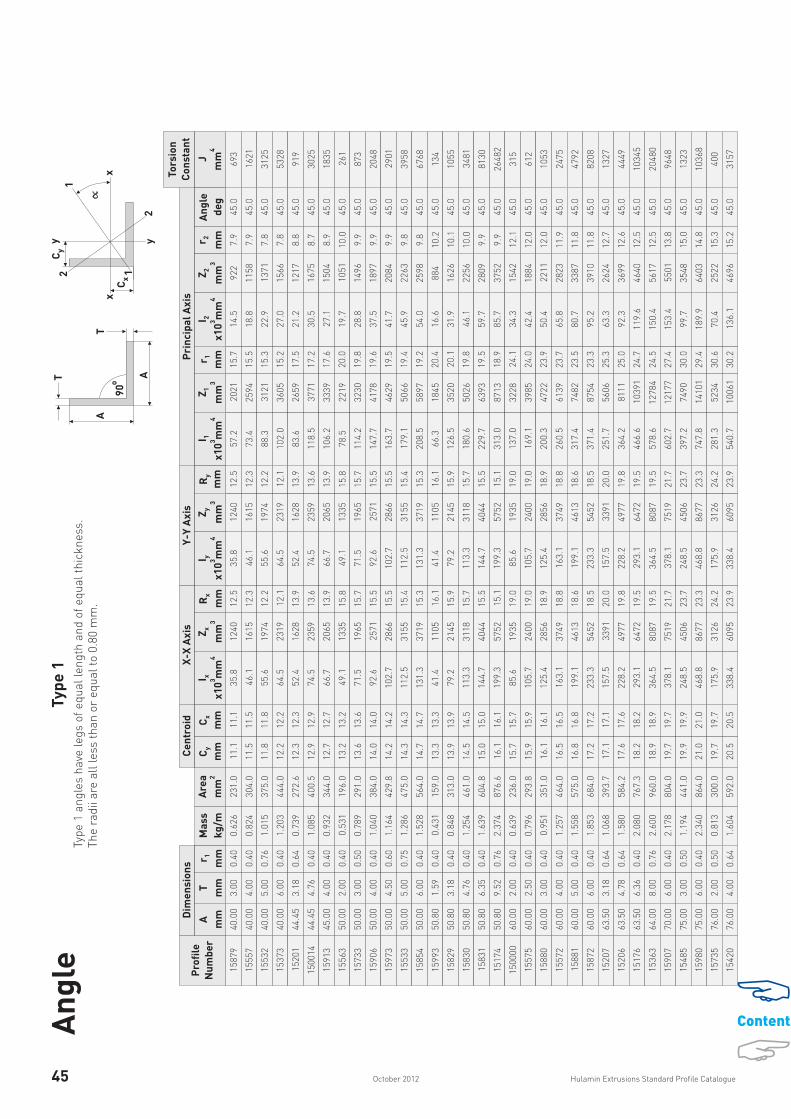
T
o9
0
A
A
T
y2
Cy
y
Cx
1
x
21
x
An
gle
Typ
e 1
Ty
pe 1
ang
les
have
legs
of e
qual
leng
th a
nd o
f equ
al th
ickn
ess.
The
radi
i are
all
less
than
or
equa
l to
0.80
mm
.
45 Hulamin Extrusions Standard Profile CatalogueOctober 2012
1587
940
.00
3.00
0.40
0.62
623
1.0
11.1
11.1
35.8
1240
12.5
35.8
1240
12.5
57.2
2021
15.7
14.5
922
7.9
45.0
693
1555
740
.00
4.00
0.40
0.82
430
4.0
11.5
11.5
46.1
1615
12.3
46.1
1615
12.3
73.4
2594
15.5
18.8
1158
7.9
45.0
1621
1553
240
.00
5.00
0.76
1.01
537
5.0
11.8
11.8
55.6
1974
12.2
55.6
1974
12.2
88.3
3121
15.3
22.9
1371
7.8
45.0
3125
1537
340
.00
6.00
0.40
1.20
344
4.0
12.2
12.2
64.5
2319
12.1
64.5
2319
12.1
102.
036
0515
.227
.015
667.
845
.053
28
1500
1444
.45
4.76
0.40
1.08
540
0.5
12.9
12.9
74.5
2359
13.6
74.5
2359
13.6
118.
537
7117
.230
.516
758.
745
.030
25
1591
345
.00
4.00
0.40
0.93
234
4.0
12.7
12.7
66.7
2065
13.9
66.7
2065
13.9
106.
233
3917
.627
.115
048.
945
.018
35
1556
350
.00
2.00
0.40
0.53
119
6.0
13.2
13.2
49.1
1335
15.8
49.1
1335
15.8
78.5
2219
20.0
19.7
1051
10.0
45.0
261
1520
144
.45
3.18
0.64
0.73
927
2.6
12.3
12.3
52.4
1628
13.9
52.4
1628
13.9
83.6
2659
17.5
21.2
1217
8.8
45.0
919
1573
350
.00
3.00
0.50
0.78
929
1.0
13.6
13.6
71.5
1965
15.7
71.5
1965
15.7
114.
232
3019
.828
.814
969.
945
.087
3
1590
650
.00
4.00
0.40
1.04
038
4.0
14.0
14.0
92.6
2571
15.5
92.6
2571
15.5
147.
741
7819
.637
.518
979.
945
.020
48
1597
350
.00
4.50
0.60
1.16
442
9.8
14.2
14.2
102.
728
6615
.510
2.7
2866
15.5
163.
746
2919
.541
.720
849.
945
.029
01
1553
350
.00
5.00
0.75
1.28
647
5.0
14.3
14.3
112.
531
5515
.411
2.5
3155
15.4
179.
150
6619
.445
.922
639.
845
.039
58
1585
450
.00
6.00
0.40
1.52
856
4.0
14.7
14.7
131.
337
1915
.313
1.3
3719
15.3
208.
558
9719
.254
.025
989.
845
.067
68
1599
350
.80
1.59
0.40
0.43
115
9.0
13.3
13.3
41.4
1105
16.1
41.4
1105
16.1
66.3
1845
20.4
16.6
884
10.2
45.0
134
1582
950
.80
3.18
0.40
0.84
831
3.0
13.9
13.9
79.2
2145
15.9
79.2
2145
15.9
126.
535
2020
.131
.916
2610
.145
.010
55
1583
050
.80
4.76
0.40
1.25
446
1.0
14.5
14.5
113.
331
1815
.711
3.3
3118
15.7
180.
650
2619
.846
.122
5610
.045
.034
81
1583
150
.80
6.35
0.40
1.63
960
4.8
15.0
15.0
144.
740
4415
.514
4.7
4044
15.5
229.
763
9319
.559
.728
099.
945
.081
30
1517
450
.80
9.52
0.76
2.37
487
6.6
16.1
16.1
199.
357
5215
.119
9.3
5752
15.1
313.
087
1318
.985
.737
529.
945
.026
482
1500
0060
.00
2.00
0.40
0.63
923
6.0
15.7
15.7
85.6
1935
19.0
85.6
1935
19.0
137.
032
2824
.134
.315
4212
.145
.031
5
1557
560
.00
2.50
0.40
0.79
629
3.8
15.9
15.9
105.
724
0019
.010
5.7
2400
19.0
169.
139
8524
.042
.418
8412
.045
.061
2
1588
060
.00
3.00
0.40
0.95
135
1.0
16.1
16.1
125.
428
5618
.912
5.4
2856
18.9
200.
347
2223
.950
.422
1112
.045
.010
53
1557
260
.00
4.00
0.40
1.25
746
4.0
16.5
16.5
163.
137
4918
.816
3.1
3749
18.8
260.
561
3923
.765
.828
2311
.945
.024
75
1588
160
.00
5.00
0.40
1.55
857
5.0
16.8
16.8
199.
146
1318
.619
9.1
4613
18.6
317.
474
8223
.580
.733
8711
.845
.047
92
1587
260
.00
6.00
0.40
1.85
368
4.0
17.2
17.2
233.
354
5218
.523
3.3
5452
18.5
371.
487
5423
.395
.239
1011
.845
.082
08
1520
763
.50
3.18
0.64
1.06
839
3.7
17.1
17.1
157.
533
9120
.015
7.5
3391
20.0
251.
756
0625
.363
.326
2412
.745
.013
27
1520
663
.50
4.78
0.64
1.58
058
4.2
17.6
17.6
228.
249
7719
.822
8.2
4977
19.8
364.
281
1125
.092
.336
9912
.645
.044
49
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
T
mm
mm
Ma
ss
kg
/m
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m
J4
mm
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
r 1R
xR
yr 1
r 2
1517
663
.50
6.36
0.40
2.08
076
7.3
18.2
18.2
293.
164
7219
.529
3.1
6472
19.5
466.
610
391
24.7
119.
646
4012
.545
.010
345
1536
364
.00
8.00
0.76
2.60
096
0.0
18.9
18.9
364.
580
8719
.536
4.5
8087
19.5
578.
612
784
24.5
150.
456
1712
.545
.020
480
1590
770
.00
6.00
0.40
2.17
880
4.0
19.7
19.7
378.
175
1921
.737
8.1
7519
21.7
602.
712
177
27.4
153.
455
0113
.845
.096
48
1548
575
.00
3.00
0.50
1.19
444
1.0
19.9
19.9
248.
545
0623
.724
8.5
4506
23.7
397.
274
9030
.099
.735
4815
.045
.013
23
1598
075
.00
6.00
0.40
2.34
086
4.0
21.0
21.0
468.
886
7723
.346
8.8
8677
23.3
747.
814
101
29.4
189.
964
0314
.845
.010
368
1573
576
.00
2.00
0.50
0.81
330
0.0
19.7
19.7
175.
931
2624
.217
5.9
3126
24.2
281.
352
3430
.670
.425
2215
.345
.040
0
1542
076
.00
4.00
0.64
1.60
459
2.0
20.5
20.5
338.
460
9523
.933
8.4
6095
23.9
540.
710
061
30.2
136.
146
9615
.245
.031
57
Content

T
o9
0
A
A
T
y2
Cy
y
Cx
1
x
21
x
1583
276
.20
3.18
0.40
1.28
647
4.5
20.2
20.2
275.
549
2324
.127
5.5
4923
24.1
440.
481
7430
.511
0.6
3864
15.3
45.0
1600
1583
376
.20
4.78
0.40
1.91
270
5.6
20.8
20.8
401.
672
5223
.940
1.6
7252
23.9
641.
411
903
30.1
161.
954
9615
.145
.053
74
1583
476
.20
6.35
0.40
2.51
392
7.4
21.4
21.4
517.
994
5023
.651
7.9
9450
23.6
825.
815
327
29.8
210.
069
3915
.045
.012
465
1521
076
.20
9.52
0.40
3.68
613
60.2
22.5
22.5
732.
113
644
23.2
732.
113
644
23.2
1162
.221
569
29.2
302.
194
7614
.945
.041
092
1517
876
.20
12.7
00.
764.
807
1774
.223
.723
.792
2.5
1756
122
.892
2.5
1756
122
.814
54.6
2699
728
.639
0.4
1166
414
.845
.095
386
1598
410
1.60
6.35
0.40
3.38
712
50.0
27.8
27.8
1265
.117
131
31.8
1265
.117
131
31.8
2020
.328
122
40.2
509.
812
988
20.2
45.0
1680
1
1599
410
1.60
9.53
0.40
5.00
118
45.7
28.9
28.9
1815
.024
971
31.4
1815
.024
971
31.4
2891
.540
248
39.6
738.
618
061
20.0
45.0
5587
5
1594
712
0.00
8.00
0.40
5.02
918
56.0
33.0
33.0
2610
.229
990
37.5
2610
.229
990
37.5
4167
.349
113
47.4
1053
.022
586
23.8
45.0
3959
5
1585
612
0.00
12.0
00.
407.
414
2736
.034
.434
.437
32.6
4361
636
.937
32.6
4361
636
.959
42.6
7003
446
.615
22.5
3127
823
.6
23.6
45.0
1313
28
1500
0515
2.40
12.7
00.
4010
.05
3709
.742
.842
.882
86.3
7560
047
.382
86.3
7560
047
.313
213.
212
2613
59.7
3359
.455
509
45.0
1994
44
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
T
mm
mm
Ma
ss
kg
/m
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m
J4
mm
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
r 1R
xR
yr 1
r 2
An
gle
Typ
e 1
Ty
pe 1
ang
les
have
legs
of e
qual
leng
th a
nd o
f equ
al th
ickn
ess.
The
radi
i are
all
less
than
or
equa
l to
0.80
mm
.
46Hulamin Extrusions Standard Profile Catalogue October 2012
Content

Typ
e 2
y2
Cy
y
Cx
1
x
2
x
1
R1
R2
R2
T
o9
0A
A
T
1594
950
.00
5.00
1.20
1.20
1.26
047
4.7
14.3
14.3
112.
131
4215
.411
2.1
3142
15.4
173.
749
1419
.150
.524
9310
.345
.039
58
1554
550
.80
3.18
6.35
3.18
0.86
031
7.3
13.5
13.5
76.8
2057
15.6
76.8
2057
15.6
115.
432
1319
.138
.220
0511
.045
.010
55
1554
650
.80
4.76
6.35
3.18
1.26
046
5.3
14.2
14.2
111.
030
3015
.411
1.0
3030
15.4
165.
646
1118
.956
.328
0611
.045
.034
81
1554
750
.80
6.35
6.35
3.18
1.65
060
9.2
14.8
14.8
142.
339
5715
.314
2.3
3957
15.3
211.
158
7618
.673
.535
0511
.045
.081
30
1554
376
.20
6.35
7.93
6.35
2.50
392
3.6
20.9
20.9
493.
589
1723
.149
3.5
8917
23.1
726.
813
488
28.1
260.
288
2216
.845
.012
465
1554
476
.20
9.53
7.93
6.35
3.67
913
57.7
22.2
22.2
709.
413
135
22.9
709.
413
135
22.9
1032
.419
160
27.6
386.
412
311
16.9
45.0
4121
9
1513
510
1.60
6.36
9.52
6.36
3.39
912
54.0
27.1
27.1
1224
.116
435
31.2
1224
.116
435
31.2
1841
.925
638
38.3
606.
415
812
22.0
45.0
1688
0
1581
310
1.60
9.53
9.53
6.35
5.00
718
47.9
28.5
28.5
1773
.424
259
31.0
1773
.424
259
31.0
2648
.736
868
37.9
898.
122
286
22.0
45.0
5587
5
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
mm
T
mm
r 2
mm
Ma
ss
kg
/m
r 1
mm
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
m
Rx
mm
I y3
4x
10
mm
Zy
3m
m
Ry
mm
I 13
4x
10
mm
Z1
3m
m
r 1
mm
J4
mm
I 23
4x
10
mm
Z2
3m
m
r 2
mm
An
gle
de
g
An
gle
Type
2 a
ngle
s ha
ve le
gs o
f equ
al le
ngth
and
of e
qual
thic
knes
s.Th
e ra
dii a
re a
ll gr
eate
r th
an 0
.80
mm
.
47 Hulamin Extrusions Standard Profile CatalogueOctober 2012
A
Content

Typ
e 3
y2
Cy
y
Cx
1
x
2
x
1
R1
R2
R2
T
o9
0A
A
T
1510
338
.10
4.74
5.34
0.64
0.93
834
4.7
11.2
11.2
45.7
1697
11.5
45.7
1697
11.5
72.3
2684
14.5
19.1
1212
7.5
45.0
2537
1510
438
.10
6.36
5.34
0.64
1.22
045
0.1
11.8
11.8
57.8
2195
11.3
57.8
2195
11.3
90.9
3376
14.2
24.6
1479
7.4
45.0
5989
1511
050
.80
3.18
6.10
0.64
0.87
032
0.8
13.6
13.6
79.8
2146
15.8
79.8
2146
15.8
126.
335
1519
.833
.217
2310
.245
.010
55
1511
150
.80
4.76
6.10
0.64
1.26
946
8.8
14.3
14.3
113.
831
1815
.611
3.8
3118
15.6
180.
450
2219
.647
.223
3110
.045
.034
81
1511
250
.80
6.36
6.10
0.64
1.66
261
3.5
14.9
14.9
145.
240
4815
.414
5.2
4048
15.4
229.
863
9719
.460
.628
699.
945
.081
67
1511
350
.80
7.92
6.10
0.64
2.03
574
9.8
15.5
15.5
173.
249
0815
.217
3.2
4908
15.2
273.
176
0319
.173
.333
389.
945
.015
513
1511
963
.50
7.92
6.86
0.64
2.58
295
3.0
18.7
18.7
353.
378
8219
.335
3.3
7882
19.3
559.
512
460
24.2
147.
155
7112
.445
.019
719
1512
176
.20
6.36
7.62
0.76
2.57
494
1.0
21.2
21.2
520.
594
6623
.552
0.5
9466
23.5
826.
415
338
29.6
214.
571
4815
.145
.012
523
1512
276
.20
7.96
7.62
0.64
3.14
811
62.0
21.8
21.8
631.
611
620
23.3
631.
611
620
23.3
1002
.118
599
29.4
261.
184
5215
.045
.024
283
1512
376
.20
9.52
7.62
0.64
3.71
913
72.5
22.4
22.4
733.
513
643
23.1
733.
513
643
23.1
1161
.821
563
29.1
305.
296
1814
.945
.041
092
1512
588
.90
6.36
8.38
0.64
2.99
411
05.3
24.4
24.4
841.
513
036
27.6
841.
513
036
27.6
1336
.621
263
34.8
346.
310
054
17.7
45.0
1470
2
1523
488
.90
7.95
8.38
0.64
3.69
913
65.2
25.0
25.0
1023
.916
020
27.4
1023
.916
020
27.4
1626
.225
869
34.5
421.
611
930
17.6
45.0
2844
8
1512
788
.90
9.52
8.38
0.64
4.38
116
16.9
25.6
25.6
1194
.818
872
27.2
1194
.818
872
27.2
1895
.930
159
34.2
493.
713
641
17.5
45.0
4839
7
1512
888
.90
12.7
08.
380.
645.
722
2111
.726
.826
.815
15.0
2438
726
.815
15.0
2438
726
.823
95.1
3810
133
.763
4.9
1676
817
.345
.011
2729
1513
010
1.60
9.52
9.14
0.64
5.04
418
61.6
28.7
28.7
1818
.324
957
31.3
1818
.324
957
31.3
2888
.340
203
39.4
748.
418
413
20.1
45.0
5570
2
1513
212
7.00
9.52
10.6
60.
766.
372
2351
.635
.035
.036
50.4
3969
039
.436
50.4
3969
039
.458
03.7
6462
749
.714
97.1
3022
225
.245
.070
313
1529
412
7.00
12.7
06.
360.
768.
327
3072
.936
.436
.446
86.0
5170
139
.146
86.0
5170
139
.174
53.7
8300
149
.319
18.2
3730
125
.045
.016
4758
1528
615
2.40
9.52
12.1
80.
767.
703
2842
.741
.341
.364
27.3
5785
147
.664
27.3
5785
147
.610
220.
994
846
60.0
2633
.645
092
30.4
45.0
8492
3
1528
715
2.40
12.7
012
.18
0.76
10.1
3837
41.3
42.6
42.6
8308
.775
642
47.1
8308
.775
642
47.1
1321
1.2
1225
9559
.434
06.3
5659
630
.245
.019
9444
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
T
mm
mm
Ma
ss
kg
/mm
m
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
mm
mm
J4
mm
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
r 2r 1
Rx
Ry
r 1r 2
An
gle
Type
3 a
ngle
s ha
ve le
gs o
f equ
al le
ngth
and
of e
qual
thic
knes
s.Th
e in
side
cor
ner
radi
us is
gre
ater
than
0.8
0 m
m.
Oth
er r
adii
are
less
than
or
equa
l to
0.80
mm
.
48Hulamin Extrusions Standard Profile Catalogue October 2012
Content

y2
Cyy
Cx
1x
2
x
1
T
o9
0
A
B
T
Typ
e 4
A
ng
leTy
pe 4
ang
les
have
legs
of u
nequ
al le
ngth
but
of e
qual
thic
knes
s.Th
e ra
dii a
re a
ll le
ss th
an o
r eq
ual t
o 0.
80 m
m.
49 Hulamin Extrusions Standard Profile CatalogueOctober 2012
1500
2725
.00
10.3
01.
300.
500.
119
44.2
2.0
9.4
2.9
186
8.1
0.3
382.
73.
018
88.
20.
231
2.2
11.0
25
1534
725
.00
12.5
01.
500.
300.
146
54.0
2.7
8.9
3.5
220
8.1
0.6
633.
43.
822
48.
40.
450
2.7
15.0
41
1592
825
.00
15.0
02.
000.
400.
206
76.0
3.6
8.6
4.9
297
8.0
1.3
118
4.2
5.4
306
8.4
0.8
893.
319
.910
1
1598
525
.00
20.0
03.
000.
400.
341
126.
05.
58.
07.
645
07.
84.
329
95.
99.
747
68.
82.
219
94.
231
.837
8
1524
125
.40
12.7
01.
600.
640.
157
58.4
2.7
9.1
3.9
242
8.2
0.7
693.
44.
224
68.
50.
455
2.7
14.9
50
1505
025
.40
12.7
03.
180.
200.
301
111.
03.
39.
77.
145
38.
01.
212
63.
37.
545
38.
20.
810
32.
713
.837
4
1505
125
.40
15.8
81.
600.
640.
171
63.5
3.7
8.4
4.3
251
8.2
1.3
108
4.6
4.8
261
8.7
0.8
813.
521
.654
1526
425
.40
15.8
83.
180.
640.
329
121.
24.
29.
07.
747
18.
02.
319
84.
48.
647
98.
41.
415
03.
420
.640
8
1573
130
.00
10.0
02.
000.
250.
206
76.0
2.1
12.1
7.0
390
9.6
0.4
532.
47.
139
09.
70.
346
2.0
7.5
101
1556
730
.00
15.0
02.
000.
400.
233
86.0
3.3
10.8
8.1
420
9.7
1.4
120
4.0
8.6
427
10.0
0.9
963.
214
.911
5
1555
830
.00
15.0
03.
000.
400.
341
126.
03.
611
.111
.561
09.
61.
917
13.
912
.261
59.
81.
313
83.
214
.337
8
1587
530
.00
20.0
02.
000.
400.
259
96.0
4.8
9.8
8.9
441
9.6
3.2
213
5.8
10.3
462
10.4
1.8
156
4.4
24.0
128
1555
930
.00
20.0
03.
000.
400.
382
141.
05.
110
.112
.764
19.
54.
630
65.
714
.766
310
.22.
622
44.
323
.542
3
1592
630
.00
20.0
04.
000.
400.
498
184.
05.
510
.516
.282
99.
45.
739
25.
618
.584
710
.03.
428
94.
323
.098
1
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
B
mm
r 1
mm
Ma
ss
kg
/m
T
mm
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
m
Rx
mm
I y3
4x
10
mm
Zy
3m
m
Ry
mm
I 13
4x
10
mm
Z1
3m
m
r 1
mm
J
4m
m
I 23
4x
10
mm
Z2
3m
m
r 2
mm
An
gle
de
g
1505
731
.76
19.0
63.
180.
400.
410
151.
54.
811
.115
.474
810
.14.
229
45.
317
.176
410
.62.
622
44.
119
.651
1
1505
831
.76
25.4
03.
180.
400.
465
171.
76.
810
.017
.178
410
.09.
752
27.
521
.883
711
.35.
034
85.
432
.057
9
1588
235
.00
20.0
03.
000.
400.
422
156.
04.
812
.319
.686
111
.24.
731
15.
521
.488
011
.72.
924
14.
318
.346
8
1506
138
.10
12.7
03.
180.
640.
409
151.
42.
915
.622
.198
212
.11.
313
32.
922
.598
112
.21.
011
72.
57.
251
0
1583
738
.10
19.0
53.
180.
400.
465
171.
64.
413
.925
.610
5912
.24.
430
05.
127
.210
7212
.62.
924
04.
114
.657
9
1583
838
.10
25.4
03.
180.
400.
519
191.
86.
312
.628
.411
1312
.210
.253
47.
332
.711
5813
.15.
939
15.
523
.764
7
1584
538
.10
25.4
04.
750.
500.
756
279.
16.
813
.239
.916
0112
.014
.175
97.
145
.616
4012
.88.
355
75.
523
.120
99
1558
140
.00
10.0
02.
000.
400.
258
96.0
1.8
16.8
15.5
669
12.7
0.4
552.
215
.666
912
.80.
349
1.9
4.8
128
1500
0240
.00
20.0
01.
600.
400.
253
93.4
4.0
14.0
16.0
613
13.1
2.9
178
5.5
17.0
628
13.5
1.8
142
4.4
15.3
80
1587
640
.00
20.0
02.
000.
400.
314
116.
04.
114
.119
.775
913
.03.
521
95.
520
.977
513
.42.
217
54.
415
.115
5
1588
640
.00
20.0
03.
000.
400.
463
171.
04.
514
.528
.311
1012
.94.
931
65.
430
.111
2613
.33.
225
34.
314
.751
3
1557
640
.00
20.0
04.
000.
400.
607
224.
04.
914
.936
.314
4512
.76.
240
65.
238
.414
5713
.14.
132
74.
314
.311
95
1595
040
.00
25.0
02.
000.
400.
341
126.
05.
613
.121
.278
813
.06.
634
07.
224
.082
313
.83.
925
65.
521
.816
8
1500
1838
.00
25.0
03.
000.
400.
487
180.
06.
112
.626
.610
4612
.29.
349
17.
230
.510
8913
.05.
336
175.
423
.354
0
1598
640
.00
25.0
03.
000.
400.
504
186.
05.
913
.430
.711
5412
.89.
449
37.
134
.511
9513
.65.
537
05.
521
.455
8
1593
140
.00
30.0
02.
000.
400.
368
136.
07.
212
.222
.681
212
.911
.148
69.
027
.887
414
.35.
834
16.
629
.318
1
1556
240
.00
30.0
03.
000.
400.
544
201.
07.
512
.532
.611
8912
.715
.970
88.
940
.112
6714
.18.
449
26.
529
.060
3
1525
844
.46
19.0
53.
180.
630.
520
191.
24.
116
.839
.12
1414
914
.34.
530
44.
940
.714
2914
.63.
125
24.
011
.464
7
1506
444
.46
22.2
22.
040.
640.
356
131.
94.
515
.627
.796
014
.54.
927
86.
129
.598
215
.03.
122
24.
915
.218
3
Content

y2
Cyy
Cx
1x
2
x
1
T
o9
0
A
B
T
An
gle
Typ
e 4
Ty
pe 4
ang
les
have
legs
of u
nequ
al le
ngth
but
of e
qual
thic
knes
s.Th
e ra
dii a
re a
ll le
ss th
an o
r eq
ual t
o 0.
80 m
m.
50Hulamin Extrusions Standard Profile Catalogue October 2012
1506
544
.46
22.2
23.
180.
640.
548
201.
94.
916
.041
.514
5914
.37.
241
56.
044
.014
8114
.84.
633
24.
814
.868
1
1506
744
.46
38.1
03.
180.
760.
683
252.
410
.013
.249
.915
9414
.134
.012
0811
.667
.717
5516
.416
.277
68.
036
.085
1
1589
245
.00
20.0
03.
000.
400.
504
186.
04.
216
.739
.213
8714
.55.
031
95.
240
.914
0114
.83.
326
24.
212
.255
8
1533
946
.00
17.0
02.
000.
500.
330
122.
03.
117
.627
.295
714
.92.
216
04.
327
.996
515
.11.
513
53.
59.
416
3
1530
846
.00
34.0
03.
000.
760.
625
231.
08.
314
.350
.115
8314
.723
.692
010
.161
.116
8916
.312
.664
67.
428
.469
3
1552
348
.00
25.0
02.
000.
500.
385
142.
05.
016
.534
.911
1015
.76.
934
77.
037
.511
4016
.34.
327
45.
516
.318
9
1587
750
.00
20.0
02.
000.
400.
368
136.
03.
618
.636
.111
5216
.33.
722
35.
237
.311
6416
.62.
518
64.
210
.718
1
1593
750
.00
20.0
03.
000.
400.
544
201.
04.
019
.052
.416
9216
.15.
132
25.
154
.017
0416
.43.
526
94.
210
.460
3
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
B
mm
mm
Ma
ss
kg
/m
T
mm
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m
J
4m
m
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
1500
1250
.00
25.0
01.
600.
400.
318
117.
44.
817
.331
.696
716
.45.
728
27.
033
.799
217
.03.
622
65.
515
.410
0
1598
750
.00
25.0
03.
000.
400.
585
216.
05.
317
.856
.717
6116
.29.
950
56.
860
.317
9416
.76.
340
35.
415
.064
8
1557
150
.00
30.0
02.
000.
400.
422
156.
06.
416
.441
.512
3616
.311
.849
88.
746
.412
8817
.26.
938
16.
720
.520
8
1593
250
.00
30.0
03.
000.
400.
626
231.
06.
816
.860
.418
1716
.216
.972
68.
567
.218
8217
.110
.055
36.
620
.269
3
1593
350
.00
30.0
04.
000.
400.
824
304.
07.
117
.178
.123
7616
.021
.594
18.
486
.724
4416
.913
.071
66.
519
.916
21
1556
450
.00
40.0
03.
000.
400.
707
261.
010
.015
.066
.619
0316
.038
.312
7712
.185
.620
7118
.119
.386
28.
632
.478
3
1597
650
.80
12.7
03.
180.
500.
519
191.
82.
621
.649
.316
9216
.01.
413
82.
749
.616
9016
.11.
112
62.
44.
664
7
1583
950
.80
19.0
53.
180.
400.
574
212.
03.
919
.756
.718
2416
.34.
730
84.
758
.118
3316
.63.
326
13.
99.
371
5
1584
050
.80
25.4
03.
180.
400.
629
232.
25.
518
.262
.719
2216
.411
.055
06.
966
.719
5616
.97.
043
95.
514
.978
3
1584
950
.80
25.4
04.
760.
400.
921
340.
16.
018
.789
.427
9016
.215
.278
66.
794
.728
1816
.710
.063
25.
414
.425
68
1584
150
.80
38.1
03.
180.
400.
738
272.
69.
415
.772
.220
5616
.335
.312
2811
.488
.822
0318
.118
.785
78.
329
.191
9
1590
250
.80
38.1
04.
760.
401.
086
400.
59.
916
.310
3.2
2989
16.1
49.9
1772
11.2
126.
331
5917
.826
.812
288.
228
.830
25
1589
455
.00
15.0
02.
000.
400.
368
136.
02.
422
.442
.513
0617
.71.
612
63.
443
.013
0917
.81.
211
12.
95.
818
1
1592
760
.00
15.0
02.
000.
400.
395
146.
02.
324
.854
.015
3619
.21.
612
73.
354
.415
3919
.31.
211
32.
95.
019
5
1558
260
.00
25.0
02.
000.
400.
449
166.
04.
522
.064
.016
8319
.67.
335
46.
666
.517
0620
.04.
829
25.
411
.522
1
1592
360
.00
25.0
02.
500.
400.
559
206.
34.
722
.278
.920
8519
.68.
843
56.
581
.821
1119
.95.
935
95.
311
.443
0
1524
850
.80
25.4
01.
600.
640.
322
119.
44.
917
.633
.299
816
.76.
029
27.
135
.410
2417
.23.
823
35.
615
.410
2
1507
350
.80
25.4
02.
020.
760.
409
149.
85.
017
.741
.312
4916
.67.
436
37.
044
.112
7917
.24.
729
05.
615
.320
4
1507
550
.80
25.4
06.
360.
761.
204
444.
26.
619
.311
3.9
3621
16.0
19.0
1010
6.5
120.
036
2716
.412
.882
55.
413
.859
89
r 1R
xR
yr 1
r 2
1592
460
.00
40.0
03.
000.
400.
788
291.
09.
119
.110
9.9
2689
19.4
40.3
1304
11.8
127.
528
3420
.922
.796
08.
824
.287
3
1592
960
.00
40.0
04.
000.
401.
040
384.
09.
519
.514
2.9
3527
19.3
51.9
1701
11.6
165.
336
9520
.729
.512
488.
824
.020
48
1595
360
.00
30.0
04.
000.
400.
932
344.
06.
521
.512
9.2
3358
19.4
22.5
959
8.1
137.
334
1520
.014
.476
66.
514
.918
35
1557
360
.00
30.0
05.
000.
401.
151
425.
06.
921
.915
7.3
4130
19.2
40.3
1304
11.8
127.
528
3420
.922
.796
08.
824
.287
3
1585
760
.00
30.0
03.
000.
400.
707
261.
06.
221
.299
.525
6219
.517
.673
98.
210
6.0
2616
20.1
11.2
590
6.5
15.1
783
1588
860
.00
40.0
05.
000.
401.
287
475.
09.
919
.917
4.2
4340
19.1
62.7
2081
11.5
200.
945
1720
.636
.015
248.
723
.739
58
Content

y2
Cyy
Cx
1x
2
x
1
T
o9
0
A
B
T
An
gle
Typ
e 4
Ty
pe 4
ang
les
have
legs
of u
nequ
al le
ngth
but
of e
qual
thic
knes
s.Th
e ra
dii a
re a
ll le
ss th
an o
r eq
ual t
o 0.
80 m
m.
51 Hulamin Extrusions Standard Profile CatalogueOctober 2012
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
B
mm
mm
Ma
ss
kg
/m
T
mm
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m
J
4m
m
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
1595
960
.00
40.0
06.
000.
401.
528
564.
010
.220
.220
3.9
5127
19.0
72.8
2446
11.4
234.
553
0320
.442
.217
918.
723
.567
68
1589
960
.00
50.0
02.
000.
400.
585
216.
012
.117
.180
.918
8619
.451
.813
6715
.510
7.7
2100
22.3
25.0
913
10.8
34.7
288
1557
060
.00
50.0
04.
000.
501.
148
424.
012
.817
.815
4.0
3652
19.1
97.9
2634
15.2
204.
040
0221
.947
.817
2910
.634
.522
61
1507
863
.50
25.4
03.
180.
760.
731
272.
64.
923
.911
5.6
2922
20.6
11.5
561
6.5
119.
429
4920
.97.
846
85.
310
.591
9
1500
1063
.50
38.1
03.
180.
400.
848
313.
08.
321
.013
3.2
3137
20.6
37.5
1259
10.9
148.
532
5921
.822
.296
08.
420
.310
55
1590
363
.50
38.1
04.
760.
401.
249
461.
08.
921
.619
1.9
4583
20.4
53.0
1819
10.7
213.
047
2221
.531
.813
848.
320
.034
81
1598
963
.50
38.1
06.
350.
401.
639
604.
89.
522
.224
6.5
5971
20.2
67.1
2347
10.5
272.
561
0121
.241
.017
898.
219
.681
30
1526
263
.50
50.8
06.
360.
641.
860
686.
513
.620
.027
2.7
6266
19.9
155.
141
7515
.034
8.1
6689
22.5
79.7
2783
10.8
32.0
9256
1537
570
.00
50.0
01.
500.
300.
482
177.
811
.021
.093
.319
0422
.941
.110
5415
.211
2.3
2054
25.1
22.1
764
11.2
27.3
133
1500
2570
.00
60.0
02.
000.
600.
693
256.
014
.619
.613
0.5
2590
22.6
89.7
1975
18.7
178.
029
1326
.442
.212
9912
.836
.234
1
1534
875
.00
20.0
05.
000.
301.
219
450.
04.
231
.725
3.1
5840
23.7
8.4
533
4.3
255.
058
3523
.86.
548
23.
85.
137
50
1552
075
.00
25.0
02.
000.
500.
531
196.
03.
928
.911
7.3
2545
24.5
7.6
360
6.2
119.
625
6424
.75.
330
75.
28.
226
1
1599
975
.00
50.0
03.
000.
400.
991
366.
011
.123
.621
8.0
4243
24.4
80.3
2066
14.8
253.
244
9026
.345
.115
2611
.124
.310
98
1551
775
.00
50.0
04.
000.
501.
312
484.
011
.524
.028
4.7
5583
24.3
104.
127
0514
.733
0.1
5879
26.1
58.8
1990
11.0
24.1
2581
1596
975
.00
50.0
06.
000.
401.
935
714.
012
.224
.741
0.2
8163
24.0
147.
939
1814
.447
3.5
8508
25.8
84.7
2871
10.9
23.8
8568
1556
976
.00
22.0
01.
500.
400.
392
144.
83.
130
.188
.519
2724
.74.
021
35.
389
.619
3724
.92.
918
54.
56.
610
9
1550
476
.00
22.0
02.
000.
400.
520
192.
03.
330
.311
6.6
2550
24.6
5.2
279
5.2
118.
025
6124
.83.
724
24.
46.
525
6
1535
576
.00
38.0
02.
000.
500.
606
224.
07.
126
.114
0.1
2808
25.0
25.5
824
10.7
149.
628
8525
.816
.065
98.
415
.529
9
1542
176
.20
25.4
02.
030.
760.
548
202.
14.
029
.412
4.8
2667
24.9
3.3
195
4.4
101.
922
4624
.72.
417
23.
85.
317
6
1584
276
.20
25.4
03.
180.
400.
848
313.
04.
529
.919
0.4
4108
24.7
11.9
570
6.2
193.
941
2924
.98.
448
85.
27.
910
55
1508
576
.20
38.1
03.
180.
400.
957
353.
47.
626
.621
9.0
4417
24.9
39.1
1282
10.5
233.
445
2025
.724
.710
238.
415
.211
91
1525
276
.20
38.1
04.
740.
641.
410
519.
38.
227
.231
5.8
6448
24.7
55.3
1846
10.3
335.
865
6325
.435
.314
748.
214
.938
89
1598
876
.20
38.1
06.
350.
401.
857
685.
58.
827
.840
9.2
8460
24.4
70.2
2394
10.1
433.
985
6525
.245
.619
208.
214
.692
13
1584
376
.20
50.8
03.
180.
401.
067
393.
711
.424
.124
1.7
4635
24.8
88.9
2255
15.0
280.
649
0126
.750
.016
6411
.324
.313
27
1500
1576
.20
50.8
04.
500.
401.
493
551.
311
.924
.633
3.0
6448
24.6
121.
431
1714
.838
5.7
6774
26.5
68.7
2291
11.2
24.1
3721
1526
376
.20
50.8
06.
350.
642.
078
766.
112
.525
.245
3.1
8889
24.3
163.
142
6214
.652
2.6
9253
26.1
93.5
3122
11.1
23.7
1029
7
r 1R
xR
yr 1
r 2
1592
580
.00
30.0
03.
000.
400.
869
321.
05.
330
.321
7.9
4384
26.1
18.7
758
7.6
223.
944
2426
.412
.863
66.
39.
796
3
1592
080
.00
40.0
03.
000.
400.
951
351.
07.
827
.824
0.7
4613
26.2
43.2
1343
11.1
256.
747
2527
.027
.210
728.
815
.310
53
1587
080
.00
40.0
04.
000.
401.
257
464.
08.
228
.231
4.5
6072
26.0
55.7
1752
11.0
334.
962
0026
.935
.313
988.
715
.124
75
1593
680
.00
20.0
02.
000.
400.
531
196.
02.
832
.813
0.1
2758
25.8
4.0
231
4.5
131.
127
6525
.92.
920
43.
95.
226
1
1508
676
.20
63.5
07.
960.
762.
840
1048
.717
.423
.759
4.1
1131
923
.837
4.6
8120
18.9
782.
312
169
27.3
186.
452
6113
.334
.222
148
1586
380
.00
40.0
05.
000.
401.
558
575.
08.
628
.638
5.3
7494
25.9
67.4
2145
10.8
409.
776
2826
.743
.017
138.
714
.947
92
1535
610
0.00
35.0
03.
000.
501.
072
396.
05.
738
.242
1.3
6822
32.6
30.7
1049
8.8
430.
868
7733
.021
.288
97.
38.
811
88
Content

y2
Cyy
Cx
1x
2
x
1
T
o9
0
A
B
T
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
B
mm
mm
Ma
ss
kg
/m
T
mm
Are
a 2m
m
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m
J
4m
m
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
1591
910
0.00
40.0
03.
000.
401.
113
411.
06.
936
.944
0.8
6986
32.7
45.3
1369
10.5
455.
870
7633
.330
.311
378.
610
.812
33
1587
810
0.00
50.0
03.
000.
401.
195
441.
09.
534
.547
5.8
7264
32.8
86.1
2126
14.0
507.
974
5633
.954
.116
9911
.115
.413
23
1551
810
0.00
50.0
04.
000.
761.
580
584.
09.
934
.962
4.2
9585
32.7
111.
727
8513
.866
5.5
9813
33.8
70.4
2223
11.0
15.3
3115
1585
810
0.00
50.0
05.
000.
401.
964
725.
010
.335
.376
7.8
1185
932
.513
6.0
3422
13.7
817.
612
110
33.6
86.2
2730
10.9
15.1
6042
1588
710
0.00
50.0
06.
000.
402.
341
864.
010
.635
.690
6.7
1408
732
.415
9.0
4039
13.6
964.
314
348
33.4
101.
432
2410
.815
.010
368
1590
010
0.00
70.0
02.
000.
400.
910
336.
015
.230
.236
1.1
5171
32.8
151.
627
6521
.243
0.3
5560
35.8
82.5
2021
15.7
26.5
448
1584
410
1.60
50.8
03.
180.
401.
286
474.
59.
735
.152
7.9
7937
33.4
95.4
2321
14.2
563.
481
4434
.559
.918
5411
.215
.416
00
1597
710
1.60
50.8
06.
350.
402.
513
927.
410
.936
.310
02.4
1535
132
.917
5.3
4395
13.7
1065
.715
626
33.9
112.
035
0911
.014
.912
465
1500
0810
1.60
76.2
06.
350.
402.
950
1088
.718
.731
.411
53.2
1642
632
.556
4.1
9809
22.8
1419
.217
601
36.1
298.
168
4716
.529
.114
633
1552
411
0.00
25.0
02.
000.
500.
721
266.
03.
245
.733
2.8
5173
35.4
8.0
368
5.5
334.
951
8535
.56.
032
74.
84.
535
5
1558
711
0.00
55.0
02.
800.
501.
230
454.
210
.337
.859
5.5
8243
36.2
8.0
368
5.5
334.
951
8535
.56.
032
74.
84.
535
5
1551
911
5.00
25.0
02.
000.
500.
748
276.
03.
148
.137
5.9
5618
36.9
8.1
369
5.4
377.
956
2837
.06.
133
04.
74.
236
8
1596
212
0.00
60.0
08.
000.
403.
728
1376
.013
.143
.120
66.9
2686
838
.836
0.1
7672
16.2
2196
.427
318
40.0
230.
661
3012
.914
.929
355
1594
412
0.00
80.0
03.
000.
401.
601
591.
017
.137
.191
3.8
1102
839
.333
9.5
5401
24.0
1063
.611
731
42.4
189.
840
0917
.924
.517
73
1594
312
0.00
100.
004.
000.
402.
341
864.
024
.234
.212
94.3
1508
938
.782
8.9
1093
831
.017
22.6
1679
844
.740
0.6
7303
21.5
34.7
4608
1529
012
7.00
50.0
02.
000.
760.
961
350.
07.
946
.461
3.6
7609
41.9
65.6
1534
13.6
644.
978
2642
.643
.512
7511
.111
.048
3
1597
113
0.00
100.
008.
000.
504.
812
1776
.024
.739
.730
73.6
3404
541
.616
02.1
2128
330
.038
44.3
3669
246
.583
1.5
1466
921
.630
.437
888
1595
215
0.00
50.0
04.
000.
402.
124
784.
07.
957
.918
76.2
2036
448
.912
1.3
2878
12.4
1913
.020
513
49.4
84.4
2453
10.4
8.2
4181
1500
1715
0.00
50.0
06.
000.
503.
154
1164
.08.
758
.727
48.3
3009
248
.617
2.9
4183
12.2
2799
.730
253
49.0
121.
535
7710
.28.
013
968
1595
815
0.00
100.
0010
.00
0.40
6.50
424
00.0
23.8
48.8
5580
.455
115
48.2
2026
.326
574
29.1
6455
.557
738
51.9
1151
.219
503
21.9
24.0
8000
0
1500
0615
2.40
76.2
06.
350.
403.
824
1411
.315
.153
.234
98.1
3528
049
.862
5.1
1023
921
.037
28.8
3610
351
.439
4.4
8171
16.7
15.3
1896
9
1537
912
0.00
50.0
03.
000.
501.
357
501.
08.
543
.577
9.0
1018
839
.436
0.1
7672
16.2
2196
.427
318
40.0
230.
661
3012
.914
.929
355
6320
315
983
152.
4076
.20
9.53
0.40
5.65
720
87.7
16.4
54.5
5076
.951
837
49.3
888.
014
839
20.6
5397
.852
762
50.8
567.
111
849
16.5
14.9
r 1R
xR
yr 1
r 2
An
gle
Typ
e 4
Ty
pe 4
ang
les
have
legs
of u
nequ
al le
ngth
but
of e
qual
thic
knes
s.Th
e ra
dii a
re a
ll le
ss th
an o
r eq
ual t
o 0.
80 m
m.
52Hulamin Extrusions Standard Profile Catalogue October 2012
Content

y2
Cy
y
Cx
1x
2
x
1
T
o9
0A
B
T
R1
R2
R2
An
gle
Typ
e 5
Ty
pe 5
ang
les
have
legs
of u
nequ
al le
ngth
but
of e
qual
thic
knes
s.Th
e ra
dii a
re a
ll gr
eate
r th
an 0
.80
mm
.
53 Hulamin Extrusions Standard Profile Catalogue
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
B
mm
mm
Ma
ss
kg
/m
T
mm
mm
Are
a
2
mm
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
m4
mm
I 23
4x
10
mm
Z2
3m
mm
m
An
gle
de
g
r 2r 1
Rx
Ry
r 1r 2
J
22.8
1585
263
.50
50.8
04.
766.
353.
181.
425
525.
713
.119
.120
8.6
4695
19.9
132.
535
8115
.927
2.6
5114
2446
11.4
34.1
3983
68.5
26.3
1581
676
.20
50.8
06.
367.
944.
762.
089
771.
113
.124
.744
3.6
8622
24.0
219.
058
0916
.953
1.9
9106
35.9
4679
13.0
28.0
1034
5
1533
310
0.00
75.0
05.
002.
002.
502.
298
848.
218
.230
.387
5.4
1256
932
.146
7.1
8222
23.5
1094
.813
616
36.0
5923
17.1
30.6
7083
1584
710
1.60
76.2
06.
359.
536.
352.
957
1090
.918
.930
.711
16.4
1573
532
.064
4.8
1125
724
.314
10.2
1705
883
1317
.931
.814
633
130.
7
247.
7
351.
0
1581
912
7.00
76.2
09.
539.
537.
944.
981
1838
.119
.242
.629
84.5
3536
340
.313
03.9
2287
226
.634
59.6
3703
8
46.9
1998
121
.225
.155
875
1547
414
0.00
63.5
06.
359.
534.
763.
432
1261
.713
.749
.825
91.8
2873
845
.368
4.1
1373
523
.327
76.2
2945
549
9.8
1354
219
.916
.516
827
1545
915
2.00
102.
006.
369.
901.
504.
311
1595
.123
.047
.338
70.3
3698
049
.315
32.9
1939
331
.045
19.6
3917
853
.288
3.7
1474
323
.525
.021
236
43.4
828.
9
October 2012
Content

y2
Cy
y
Cx
1x
2
x
1
T
o9
0A
B
T
R1
R2
R2
An
gle
Typ
e 6
Ty
pe 6
ang
les
have
legs
of u
nequ
al le
ngth
but
of e
qual
thic
knes
s.Th
e in
side
cor
ner
radi
us is
gre
ater
than
0.8
0 m
m.
Oth
er r
adii
are
less
than
or
equa
l to
0.80
mm
.
54Hulamin Extrusions Standard Profile Catalogue
J
1500
238
.10
25.4
03.
185.
080.
640.
534
197.
26.
312
.629
.211
4212
.210
.655
37.
333
.711
8913
.16.
040
55.
523
.864
7
1521
450
.80
25.4
03.
185.
330.
640.
646
238.
15.
518
.064
.519
6816
.511
.357
06.
968
.620
0217
.07.
345
55.
515
.078
3
1527
250
.80
38.1
06.
346.
340.
761.
440
531.
810
.616
.913
4.0
3956
15.9
64.7
2351
11.0
163.
641
2517
.535
.116
158.
128
.770
13
1521
663
.50
38.1
03.
186.
100.
640.
869
320.
88.
420
.813
6.5
3200
20.6
38.4
1290
10.9
151.
933
2021
.823
.099
18.
520
.210
55
1501
063
.50
50.8
03.
186.
600.
640.
983
362.
512
.418
.615
0.1
3344
20.3
86.5
2251
15.4
192.
136
4623
.044
.415
4911
.132
.311
91
1501
263
.50
50.8
06.
366.
600.
641.
921
695.
713
.720
.027
6.9
6365
19.9
158.
042
5715
.135
3.8
6794
22.6
81.0
2837
10.8
32.1
9256
1501
376
.20
25.4
06.
367.
920.
641.
677
619.
05.
830
.936
3.2
8010
24.2
21.8
1113
5.9
369.
080
0624
.415
.997
15.
17.
481
67
1501
676
.20
50.8
06.
366.
860.
642.
106
777.
212
.625
.246
0.4
9029
24.3
166.
343
5114
.653
1.3
9397
26.1
95.4
3190
11.1
23.8
1034
5
1501
776
.20
50.8
07.
966.
860.
642.
594
957.
513
.225
.855
7.6
1107
424
.119
9.7
5310
14.4
641.
611
436
25.9
115.
738
8211
.023
.620
013
1522
588
.90
63.5
09.
547.
620.
643.
726
1375
.216
.829
.510
80.5
1818
828
.046
0.9
9875
18.3
1284
.218
946
30.6
257.
270
0013
.726
.441
346
1522
888
.90
76.2
012
.70
8.13
0.64
5.28
219
49.5
22.3
28.7
1453
.324
123
27.3
981.
018
199
22.4
1948
.925
575
31.6
485.
411
424
15.8
35.6
1040
58
1527
110
1.60
50.8
09.
528.
120.
763.
723
1374
.112
.237
.514
49.7
2261
332
.524
8.5
6438
13.4
1536
.322
837
33.4
162.
051
6610
.914
.541
092
1502
410
1.60
63.5
06.
368.
120.
642.
774
1023
.614
.633
.511
01.1
1617
032
.834
0.6
6970
18.2
1241
.116
802
34.8
200.
652
5614
.021
.513
612
1502
510
1.60
76.2
09.
528.
380.
644.
381
1616
.919
.932
.516
68.5
2416
332
.180
8.9
1436
822
.420
42.9
2553
235
.543
4.6
9964
16.4
28.8
4839
7
1502
712
7.00
76.2
09.
529.
140.
645.
044
1861
.617
.943
.231
02.6
3701
340
.885
9.1
1474
121
.534
44.7
3812
943
.051
7.0
1123
016
.720
.055
702
1535
015
0.00
45.0
05.
005.
000.
502.
588
955.
37.
359
.622
58.2
2498
848
.610
9.8
2912
10.7
2289
.425
091
49.0
78.6
2522
9.1
6.8
7917
1502
815
2.40
76.2
09.
529.
900.
645.
708
2106
.516
.454
.251
29.5
5226
049
.389
8.1
1501
920
.654
52.5
5318
450
.957
5.1
1201
016
.514
.963
008
1523
115
2.40
76.2
012
.70
9.90
0.64
7.48
627
62.8
17.6
55.6
6606
.668
227
48.9
1137
.019
412
20.3
7006
.469
074
50.4
737.
215
557
16.3
14.6
1474
15
1545
715
2.40
88.9
09.
5210
.42
0.76
6.03
722
29.6
20.0
51.6
5416
.753
715
49.3
1407
.220
430
25.1
5971
.655
384
51.8
852.
315
719
19.6
19.2
6666
0
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
Ce
ntr
oid
X-X
Ax
isY
-Y A
xis
Pri
nci
pa
l A
xis
A
mm
B
mm
mm
Ma
ss
kg
/m
T
mm
mm
Are
a
2
mm
Cy
mm
Cx
mm
I x3
4x
10
mm
Zx
3m
mm
m
I y3
4x
10
mm
Zy
3m
mm
m
I 13
4x
10
mm
Z1
3m
mm
mm
m
An
gle
de
g
1501
163
.50
50.8
09.
527.
960.
762.
739
1010
.914
.921
.238
6.4
9136
19.6
218.
560
8114
.748
9.7
9515
22.0
115.
240
1110
.731
.730
135
1522
788
.90
76.2
07.
948.
130.
643.
417
1261
.920
.526
.998
2.3
1583
127
.966
8.0
1199
923
.013
28.0
1726
832
.432
2.2
7676
16.0
35.9
2622
3
1548
622
8.60
76.2
06.
3412
.96
0.64
5.22
519
28.1
12.1
87.0
1075
0.3
7594
574
.768
6.0
1070
318
.910
953.
376
460
75.4
483.
091
5715
.88.
025
353
r 2r 1
Rx
Ry
r 1r 2
I 23
4x
10
mm
Z2
3m
m4
mmJ
October 2012
Content

Ch
an
ne
l T
ype
1
o9
0A
T1
T1
BR1
y y
xx
e
Cy
1692
325
.00
12.0
01.
500.
500.
186
69.1
6.3
506
9.6
0.9
107
3.6
3.5
3.4
52
1639
525
.00
20.0
01.
500.
300.
251
93.0
9.6
770
10.2
3.8
288
6.4
6.7
7.2
70
1642
825
.00
20.0
03.
500.
200.
550
203.
018
.014
429.
47.
761
26.
27.
45.
782
9
1644
625
.00
25.0
02.
000.
400.
384
142.
114
.811
8510
.29.
157
58.
09.
19.
318
9
1644
825
.00
25.0
03.
000.
400.
561
207.
120
.015
999.
812
.982
87.
99.
58.
562
1
1604
525
.40
12.7
01.
600.
640.
207
76.3
7.2
570
9.7
1.1
127
3.9
3.8
3.6
65
1682
525
.40
12.7
03.
180.
400.
383
141.
411
.993
59.
21.
922
93.
74.
32.
547
6
1604
825
.40
15.8
81.
600.
640.
234
86.5
8.7
684
10.0
2.1
197
5.0
5.0
5.1
74
1682
625
.40
19.0
53.
180.
400.
492
181.
816
.913
309.
66.
351
45.
96.
95.
561
2
1682
725
.40
25.4
03.
180.
400.
601
222.
221
.917
259.
914
.290
18.
09.
78.
674
9
1682
825
.40
50.8
03.
180.
401.
039
383.
742
.033
0610
.598
.533
7716
.021
.621
.012
93
1688
125
.70
23.6
01.
600.
500.
302
111.
612
.597
410
.66.
542
17.
68.
28.
995
1600
0227
.00
20.0
03.
000.
500.
495
183.
119
.714
5910
.47.
054
46.
27.
16.
054
9
1633
929
.00
12.7
01.
200.
500.
169
62.5
7.8
537
11.2
0.9
100
3.9
3.4
3.8
30
1653
029
.00
65.0
03.
000.
501.
243
459.
169
.347
7612
.319
3.8
5214
20.5
27.8
28.0
1377
1605
629
.84
15.8
83.
180.
760.
475
175.
921
.514
4111
.13.
936
84.
75.
23.
859
2
Ce
ntr
oid
Sh
ea
r
Ce
ntr
e
eJ
Cy
rr
I yB
T1
R1
Zy
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
AM
ass
Are
a
mm
4m
mm
mm
mm
mm
mm
mm
mm
mk
g/m
2m
m
1637
127
.16
25.0
03.
000.
500.
578
213.
624
.417
9510
.713
.384
17.
99.
28.
464
0
1688
930
.00
20.0
02.
000.
400.
357
132.
118
.612
4311
.95.
238
76.
36.
56.
617
6
1644
930
.00
30.0
03.
000.
400.
683
252.
136
.424
2712
.022
.912
169.
511
.110
.775
6
1683
031
.75
31.7
53.
180.
400.
766
282.
745
.728
8012
.728
.814
4310
.111
.811
.395
3
1605
931
.76
12.7
03.
180.
640.
438
161.
720
.913
1811
.42.
123
73.
64.
02.
254
5
1606
131
.76
25.4
02.
640.
760.
553
204.
332
.620
5512
.613
.279
68.
08.
88.
647
4
1638
432
.00
12.0
01.
500.
500.
214
79.6
11.4
716
12.0
1.0
111
3.5
3.1
3.1
60
1606
732
.20
19.0
41.
560.
640.
282
104.
917
.210
6812
.83.
828
36.
05.
76.
385
1600
1435
.20
100.
002.
000.
501.
253
462.
511
5.4
6559
15.8
463.
181
8031
.643
.445
.861
7
1656
836
.00
15.4
81.
400.
200.
241
89.8
17.3
959
13.9
2.0
174
4.7
4.1
4.6
59
1637
238
.00
25.0
02.
000.
200.
455
168.
039
.020
5215
.210
.661
77.
97.
88.
622
4
1640
838
.00
50.0
06.
000.
252.
049
756.
016
4.2
8642
14.7
185.
462
7615
.720
.517
.790
72
1683
238
.10
19.0
53.
180.
400.
601
222.
245
.523
9014
.37.
255
05.
75.
94.
974
9
1683
338
.10
25.4
03.
180.
400.
711
262.
557
.930
3814
.816
.496
97.
98.
47.
988
5
1683
138
.10
12.7
03.
180.
300.
492
181.
733
.217
4113
.52.
224
33.
53.
72.
061
2
I x 34
x1
0m
m3
4x
10
mm
Zx
3m
m3
mm
Type
1 c
hann
els
are
of a
uni
form
thic
knes
s w
ith
all r
adii
less
than
or
equa
l to
0.80
mm
.
55 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content
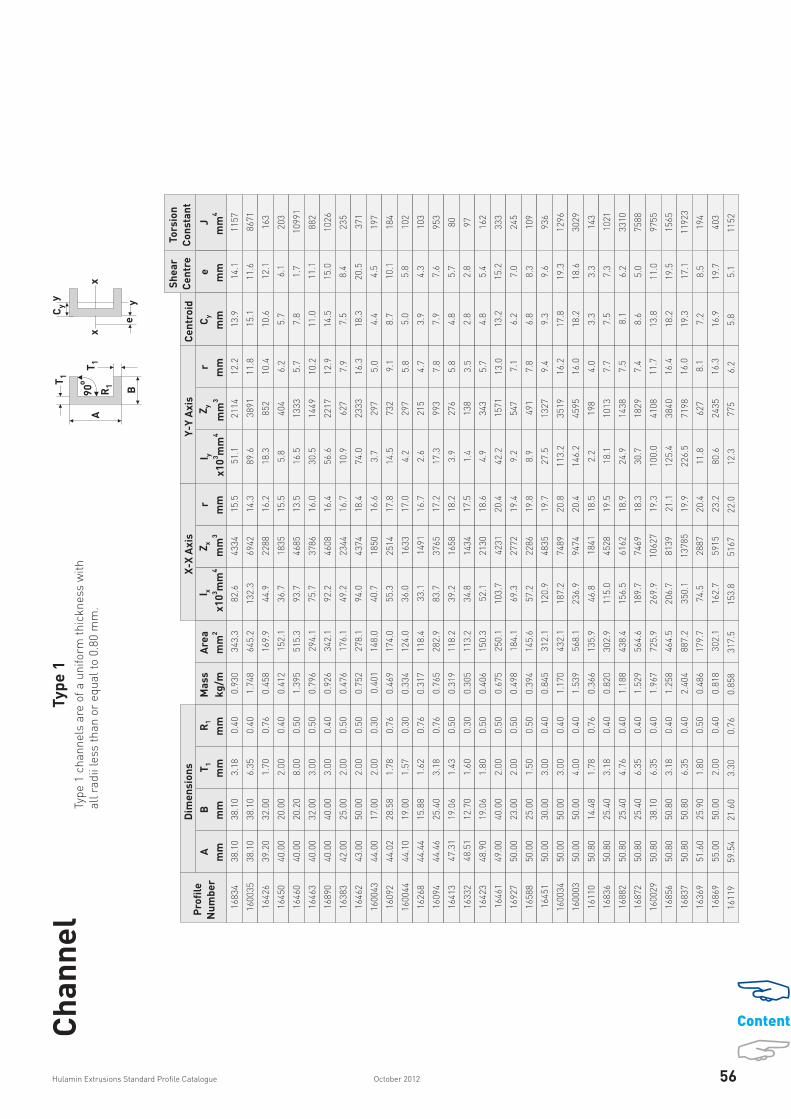
o9
0A
T1
T1
BR1
y y
xx
e
Cy
Ch
an
ne
l T
ype
1
Type
1 c
hann
els
are
of a
uni
form
thic
knes
s w
ith
all r
adii
less
than
or
equa
l to
0.80
mm
.
56Hulamin Extrusions Standard Profile Catalogue October 2012
1683
438
.10
38.1
03.
180.
400.
930
343.
382
.643
3415
.551
.121
1412
.213
.914
.111
57
1600
3538
.10
38.1
06.
350.
401.
748
645.
213
2.3
6942
14.3
89.6
3891
11.8
15.1
11.6
8671
1642
639
.20
32.0
01.
700.
760.
458
169.
944
.922
8816
.218
.385
210
.410
.612
.116
3
1645
040
.00
20.0
02.
000.
400.
412
152.
136
.718
3515
.55.
840
46.
25.
76.
120
3
1646
340
.00
32.0
03.
000.
500.
796
294.
175
.737
8616
.030
.514
4910
.211
.011
.188
2
1689
040
.00
40.0
03.
000.
400.
926
342.
192
.246
0816
.456
.622
1712
.914
.515
.010
26
1638
342
.00
25.0
02.
000.
500.
476
176.
149
.223
4416
.710
.962
77.
97.
58.
423
5
1646
243
.00
50.0
02.
000.
500.
752
278.
194
.043
7418
.474
.023
3316
.318
.320
.537
1
1646
040
.00
20.2
08.
000.
501.
395
515.
393
.746
8513
.516
.513
335.
77.
81.
710
991
Ce
ntr
oid
Sh
ea
r
Ce
ntr
e
eJ
Cy
rr
B
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
AM
ass
Are
a
mm
4m
mm
mm
mm
mm
mm
mm
mm
mk
g/m
1600
4344
.00
17.0
02.
000.
300.
401
148.
040
.718
5016
.63.
729
75.
04.
44.
519
7
1609
244
.02
28.5
81.
780.
760.
469
174.
055
.325
1417
.814
.573
29.
18.
710
.118
4
1600
4444
.10
19.0
01.
570.
300.
334
124.
036
.016
3317
.04.
229
75.
85.
05.
810
2
1626
844
.44
15.8
81.
620.
760.
317
118.
433
.114
9116
.72.
621
54.
73.
94.
310
3
1609
444
.46
25.4
03.
180.
760.
765
282.
983
.737
6517
.217
.399
37.
87.
97.
695
3
1641
347
.31
19.0
61.
430.
500.
319
118.
239
.216
5818
.23.
927
65.
84.
85.
780
1633
248
.51
12.7
01.
600.
300.
305
113.
234
.814
3417
.51.
413
83.
52.
82.
897
1642
348
.90
19.0
61.
800.
500.
406
150.
352
.121
3018
.64.
934
35.
74.
85.
416
2
1646
149
.00
40.0
02.
000.
500.
675
250.
110
3.7
4231
20.4
42.2
1571
13.0
13.2
15.2
333
1658
850
.00
25.0
01.
500.
500.
394
145.
657
.222
8619
.88.
949
17.
86.
88.
310
9
1645
150
.00
30.0
03.
000.
400.
845
312.
112
0.9
4835
19.7
27.5
1327
9.4
9.3
9.6
936
1600
3450
.00
50.0
03.
000.
401.
170
432.
118
7.2
7489
20.8
113.
235
1916
.217
.819
.312
96
1600
0350
.00
50.0
04.
000.
401.
539
568.
123
6.9
9474
20.4
146.
245
9516
.018
.218
.630
29
1611
050
.80
14.4
81.
780.
760.
366
135.
946
.818
4118
.52.
219
84.
03.
33.
314
3
1683
650
.80
25.4
03.
180.
400.
820
302.
911
5.0
4528
19.5
18.1
1013
7.7
7.5
7.3
1021
1688
250
.80
25.4
04.
760.
401.
188
438.
415
6.5
6162
18.9
24.9
1438
7.5
8.1
6.2
3310
1687
250
.80
25.4
06.
350.
401.
529
564.
618
9.7
7469
18.3
30.7
1829
7.4
8.6
5.0
7588
1600
2950
.80
38.1
06.
350.
401.
967
725.
926
9.9
1062
719
.310
0.0
4108
11.7
13.8
11.0
9755
1685
650
.80
50.8
03.
180.
401.
258
464.
520
6.7
8139
21.1
125.
438
4016
.418
.219
.515
65
1683
750
.80
50.8
06.
350.
402.
404
887.
235
0.1
1378
519
.922
6.5
7198
16.0
19.3
17.1
1192
3
1692
750
.00
23.0
02.
000.
500.
498
184.
169
.327
7219
.49.
254
77.
16.
27.
024
5
T1
R1
2m
m
I x 34
x1
0m
m
I y 34
x1
0m
m
Zx
3m
m
Zy
3m
m
1636
951
.60
25.9
01.
800.
500.
486
179.
774
.528
8720
.411
.862
78.
17.
28.
519
4
1686
955
.00
50.0
02.
000.
400.
818
302.
116
2.7
5915
23.2
80.6
2435
16.3
16.9
19.7
403
1611
959
.54
21.6
03.
300.
760.
858
317.
515
3.8
5167
22.0
12.3
775
6.2
5.8
5.1
1152
Content

o9
0A
T1
T1
BR1
y y
xx
e
Cy
Ch
an
ne
l T
ype
1
Type
1 c
hann
els
are
of a
uni
form
thic
knes
s w
ith
all r
adii
less
than
or
equa
l to
0.80
mm
.
57 Hulamin Extrusions Standard Profile CatalogueOctober 2012
1645
260
.00
20.0
02.
000.
400.
520
192.
196
.632
2122
.46.
542
55.
84.
75.
325
6
1687
060
.00
40.0
03.
000.
401.
089
402.
123
4.5
7818
24.2
65.2
2376
12.7
12.5
13.9
1206
1639
860
.00
40.0
04.
000.
301.
430
528.
029
8.2
9940
23.8
83.8
3093
12.6
12.9
13.2
2816
1687
460
.00
40.0
05.
000.
401.
761
650.
135
5.5
1184
923
.410
1.0
3777
12.5
13.3
12.5
5417
1645
760
.00
50.0
03.
000.
401.
252
462.
128
3.3
9444
24.8
120.
736
3216
.216
.818
.713
86
1645
860
.00
60.0
03.
000.
401.
414
522.
133
2.1
1107
025
.219
8.9
5120
19.5
21.2
23.6
1566
1684
163
.50
38.1
03.
180.
401.
149
424.
127
0.1
8508
25.2
61.1
2304
12.0
11.6
12.7
1429
1645
365
.00
25.0
02.
500.
400.
745
275.
116
7.2
5145
24.7
15.2
817
7.4
6.4
7.0
573
1644
770
.00
35.0
03.
000.
401.
089
402.
130
1.4
8612
27.4
47.3
1880
10.8
9.9
11.0
1206
1640
670
.50
17.0
02.
000.
500.
544
201.
112
8.9
3657
25.3
4.2
313
4.6
3.5
3.7
268
1600
4571
.00
40.0
04.
000.
501.
549
572.
144
3.0
1247
927
.888
.731
7512
.512
.112
.630
51
1600
2475
.00
50.0
06.
000.
402.
650
978.
184
1.0
2242
829
.323
8.4
7115
15.6
16.5
15.8
1173
6
1643
476
.00
20.0
01.
500.
500.
459
169.
613
2.0
3475
27.9
5.3
334
5.6
4.0
5.1
127
1628
176
.20
14.3
01.
600.
640.
441
162.
711
5.8
3039
26.7
2.1
182
3.6
2.6
2.7
139
1624
876
.20
25.4
03.
180.
641.
037
383.
830
6.0
8030
28.2
20.4
1067
7.3
6.3
6.3
1293
1612
676
.20
38.1
03.
180.
641.
258
464.
641
3.7
1085
829
.864
.823
6611
.810
.712
.115
65
1600
3076
.20
38.1
04.
760.
401.
843
680.
258
1.2
1525
329
.291
.534
1111
.611
.311
.051
37
1600
3976
.20
38.1
06.
360.
402.
407
888.
472
8.2
1911
428
.611
5.5
4396
11.4
11.8
9.8
1197
8
1612
776
.20
44.4
63.
180.
641.
367
505.
046
7.6
1227
430
.499
.831
8614
.113
.115
.117
02
1600
3876
.20
50.8
03.
180.
401.
477
545.
252
1.3
1368
230
.914
4.3
4111
16.3
15.7
18.1
1838
1688
076
.20
50.8
06.
350.
402.
841
1048
.592
4.7
2426
929
.726
2.7
7737
15.8
16.9
15.8
1409
1
1658
780
.00
35.0
02.
000.
500.
791
292.
128
6.3
7158
31.3
34.2
1310
10.8
8.9
11.3
389
1687
986
.00
40.0
03.
000.
401.
300
480.
154
1.6
1259
633
.673
.325
0412
.410
.712
.614
40
1600
3663
.50
25.4
03.
180.
400.
930
343.
319
6.6
6191
23.9
19.4
1044
7.5
6.8
6.8
1157
1641
480
.75
24.2
22.
000.
640.
676
250.
622
5.8
5594
30.0
12.1
640
7.0
5.3
6.4
334
1612
982
.55
38.1
02.
380.
640.
997
366.
738
5.1
9330
32.4
51.3
1826
11.8
10.0
12.3
692
Ce
ntr
oid
Sh
ea
r
Ce
ntr
e
eJ
Cy
rr
B
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
AM
ass
Are
a
mm
4m
mm
mm
mm
mm
mm
mm
mm
mk
g/m
T1
R1
2m
m
I x 34
x1
0m
m
I y 34
x1
0m
m
Zx
3m
m
Zy
3m
m
1659
790
.00
20.0
03.
000.
501.
008
372.
137
5.5
8345
31.8
10.1
639
5.2
4.2
3.7
1116
1647
796
.10
19.0
01.
500.
500.
539
199.
223
4.0
4870
34.3
5.5
334
5.2
3.5
4.5
149
1687
610
0.00
40.0
03.
000.
401.
414
522.
177
2.5
1545
038
.576
.625
5312
.110
.012
.015
66
1687
710
0.00
50.0
05.
000.
402.
574
950.
114
33.1
2866
138
.822
5.0
6310
15.4
14.3
15.3
7917
1613
310
1.60
50.8
03.
180.
781.
695
626.
210
12.2
1992
540
.215
8.4
4289
15.9
13.9
16.8
2110
1600
3210
1.60
50.8
06.
000.
403.
109
1147
.317
54.5
3453
739
.127
6.1
7690
15.5
14.9
14.9
1376
6
1691
110
4.00
42.0
02.
000.
500.
997
368.
160
4.0
1161
540
.561
.319
2312
.910
.113
.549
1
Content

o9
0A
T1
T1
BR1
y y
xx
e
Cy
1600
0610
5.00
38.0
02.
000.
500.
959
354.
157
5.2
1095
640
.346
.515
8711
.58.
711
.647
2
1680
110
8.74
44.4
53.
170.
781.
642
606.
710
69.8
1967
642
.011
1.0
3334
13.5
11.2
13.6
2013
1613
511
1.24
38.1
04.
560.
762.
208
813.
413
94.5
2507
341
.498
.834
4811
.09.
49.
756
36
1686
512
0.00
45.0
010
.00
0.40
5.14
919
00.1
3563
.559
392
43.3
305.
396
2712
.713
.38.
663
333
1657
012
5.00
45.0
03.
180.
801.
797
663.
715
05.5
2408
947
.611
9.8
3483
13.4
10.6
13.2
2236
1600
4112
7.00
34.9
39.
530.
754.
591
1694
.733
01.3
5198
844
.114
0.7
5588
9.1
9.8
4.3
5129
7
1614
013
9.70
18.2
62.
380.
641.
105
408.
389
7.9
1285
546
.96.
944
74.
12.
92.
577
0
1600
4015
2.40
76.2
04.
760.
403.
809
1405
.651
11.9
6708
560
.380
0.2
1444
823
.920
.825
.310
615
1655
615
8.75
50.8
03.
180.
802.
190
808.
028
94.5
3646
659
.917
9.8
4530
14.9
11.1
14.5
2723
1600
1617
5.00
45.0
02.
250.
501.
588
586.
124
41.0
2789
764
.594
.926
0012
.78.
512
.198
9
1686
818
0.00
64.0
04.
000.
403.
252
1200
.156
62.3
6291
468
.743
9.9
8941
19.1
14.8
19.0
6400
1600
5514
0.00
40.0
08.
000.
504.
422
1632
.140
62.7
5803
949
.919
0.2
6399
10.8
10.3
7.1
3481
6
Ce
ntr
oid
Sh
ea
r
Ce
ntr
e
eJ
Cy
rr
B
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
AM
ass
Are
a
mm
4m
mm
mm
mm
mm
mm
mm
mm
mk
g/m
T1
R1
2m
m
I x 34
x1
0m
m
I y 34
x1
0m
m
Zx
3m
m
Zy
3m
m
Ch
an
ne
l T
ype
1
Type
1 c
hann
els
are
of a
uni
form
thic
knes
s w
ith
all r
adii
less
than
or
equa
l to
0.80
mm
.
58Hulamin Extrusions Standard Profile Catalogue October 2012
Content

o9
0A
T2
T1
BR1
y y
xx
e
Cy
Ce
ntr
oid
1615
025
.40
22.2
23.
181.
600.
640.
385
141.
913
.010
249.
66.
844
06.
96.
75.
832
4
1611
858
.82
25.4
03.
303.
030.
760.
889
340.
216
8.7
5735
22.3
19.5
1068
7.6
7.1
6.9
1234
Sh
ea
r
Ce
ntr
e
e
mm
T2
mm
J
mm
r
mm
R1
mm
r
mm
Ma
ss
kg
/m
Are
a
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
A
mm
B
mm
T1
mm
Cy
4m
m2
mm
I x3
4x
10
mm
I y3
4x
10
mm
Zx
3m
m
Zy
3m
m
Ch
an
ne
l T
ype
2
Type
2 c
hann
els
have
the
web
and
flan
ges
of d
iffer
ent t
hick
ness
esan
d al
l rad
ii ar
e le
ss th
an o
r eq
ual t
o 0.
80 m
m.
59 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

o9
0A
T2
T1
BR1
R2
y y
xx
e
Cy
Ce
ntr
oid
1644
350
.80
25.4
03.
303.
302.
540.
600.
856
316.
111
9.7
4711
19.5
18.7
1044
7.7
7.5
7.1
1138
1619
750
.80
31.7
56.
356.
353.
180.
641.
760
649.
323
1.2
9102
18.9
59.1
2859
9.5
11.1
7.9
8671
1617
863
.50
26.1
83.
183.
181.
580.
670.
945
349.
120
1.7
6354
24.0
21.1
1104
7.8
7.1
7.1
1174
1638
664
.00
35.0
02.
002.
001.
000.
500.
704
260.
317
0.9
5340
25.6
31.9
1268
11.1
9.9
12.0
347
1600
1372
.22
35.0
03.
183.
183.
180.
641.
181
436.
234
5.5
9567
28.1
50.3
1989
10.7
9.7
10.7
1456
1615
576
.20
38.1
06.
357.
937.
620.
642.
744
1012
.284
3.7
2214
428
.912
7.9
4973
11.2
12.4
10.2
1705
9
1618
593
.68
22.2
21.
781.
781.
600.
640.
651
240.
427
7.4
5923
34.0
8.8
488
6.0
4.2
5.3
253
1600
2210
1.60
50.8
06.
357.
949.
150.
503.
758
1386
.921
66.6
4265
039
.532
6.7
9344
15.3
15.8
15.1
2350
5
1629
310
4.02
48.0
08.
0011
.43
1.58
0.76
4.73
417
47.4
2721
.452
324
39.5
344.
410
654
14.0
15.7
13.4
5757
3
1623
612
7.00
50.8
06.
367.
969.
140.
644.
105
1550
.936
98.1
5823
748
.835
1.0
9676
15.0
14.5
14.1
2583
3
1615
812
7.00
63.5
06.
369.
5210
.66
0.64
5.26
819
44.3
4977
.578
386
50.6
732.
116
910
19.4
20.2
20.8
4375
8
1626
613
0.00
60.0
04.
006.
006.
000.
763.
270
1207
.233
68.1
5181
652
.842
6.1
1018
918
.818
.221
.010
837
1656
615
0.00
35.0
010
.00
25.0
011
.10
0.80
7.59
428
02.6
7879
.710
5063
53.0
162.
964
427.
69.
76.
231
0417
1623
515
2.40
50.8
06.
367.
969.
140.
644.
543
1712
.457
26.3
7514
957
.837
0.4
9918
14.7
13.5
13.3
2801
1
1615
915
2.40
63.5
06.
367.
9210
.66
0.64
5.21
519
23.0
6815
.589
443
59.5
706.
515
493
19.2
17.9
18.9
3199
3
1628
915
2.40
76.2
06.
369.
5212
.18
0.64
6.40
123
62.5
8933
.211
7233
61.5
1313
.425
111
23.6
23.9
25.8
5324
1
1652
415
2.40
76.2
09.
5212
.70
12.2
00.
628.
694
3208
.211
330.
414
8693
59.4
1697
.632
638
23.0
24.2
23.2
1348
88
1653
917
7.80
50.8
06.
369.
529.
140.
765.
455
2012
.691
88.8
1033
6167
.642
1.8
1124
514
.513
.313
.540
809
1600
017
7.80
76.2
06.
3411
.12
12.2
00.
627.
437
2744
.714
136.
515
9016
71.8
1491
.428
315
23.3
23.5
26.0
7914
4
1623
417
7.80
88.9
07.
9212
.70
13.7
20.
649.
608
3545
.718
186.
520
4572
71.6
2649
.243
880
27.3
28.5
30.4
1400
29
1659
820
3.00
89.0
09.
5214
.28
14.2
80.
6411
.625
4289
.927
504.
527
0980
80.1
3096
.250
114
26.9
27.2
28.0
2126
78
1654
120
3.20
65.0
211
.84
11.8
412
.70
0.80
10.1
0037
34.1
2034
3.3
2002
2973
.812
05.5
2512
518
.017
.012
.717
1269
1600
120
3.20
76.2
07.
1411
.10
7.14
0.62
8.14
430
05.7
1932
3.6
1901
9380
.215
95.0
2944
823
.022
.024
.487
620
1600
2320
3.20
76.2
09.
5212
.70
12.2
00.
6410
.004
3691
.822
518.
722
1641
78.1
1859
.934
091
22.4
21.6
21.4
1494
98
Sh
ea
r
Ce
ntr
e
e
mm
T2
mm
R1
mm
I x3
4x
10
mm
Zx
3m
m
r
mm
I y
x1
03m
m4
Ma
ss
kg
/m
Are
a 2m
m
R2
mm
J4
mm
Cy
mm
Z y
mm
3
r
mm
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
A mm
B mm
T1
mm
1600
5110
1.60
50.8
08.
008.
006.
000.
604.
099
1512
.922
29.0
4387
938
.434
9.4
9912
15.2
15.5
13.2
3194
9
1653
820
3.60
76.2
09.
5212
.70
12.2
00.
7610
.658
3933
.629
859.
526
1.23
887
.119
26.7
3465
722
.120
.620
.515
6803
Ch
an
ne
l T
ype
3
Type
3 c
hann
els
may
hav
e th
e w
eb a
nd fl
ange
s of
diff
eren
t thi
ckne
sses
.Th
e tw
o in
side
cor
ner
radi
i are
alw
ays
grea
ter
than
0.8
0 m
m.
All o
ther
rad
ii ar
e le
ss th
an o
r eq
ual t
o 0.
80 m
m.
60Hulamin Extrusions Standard Profile Catalogue October 2012
Content
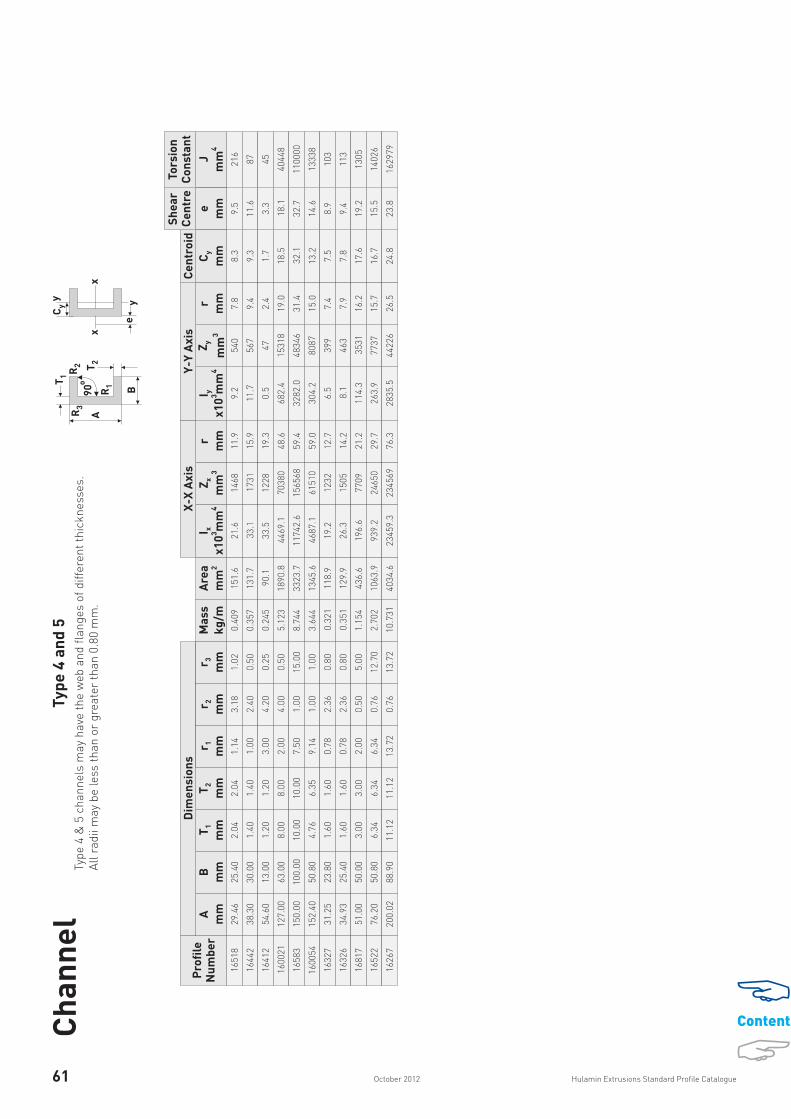
o9
0A
T2
T1
BR1
R2
R3
y y
xx
e
Cy
1651
829
.46
25.4
02.
042.
040.
409
151.
621
.614
6811
.99.
254
07.
88.
39.
521
6
1644
238
.30
30.0
01.
401.
400.
357
131.
733
.117
3115
.911
.756
79.
49.
311
.687
1641
254
.60
13.0
01.
201.
200.
245
90.1
33.5
1228
19.3
0.5
472.
41.
73.
345
1600
2112
7.00
63.0
08.
008.
005.
123
1890
.844
69.1
7038
048
.668
2.4
1531
819
.018
.518
.140
448
Ce
ntr
oid
Sh
ea
r C
en
tre
eJ
Cy
rI x
Zx
rI y
BT
1T
2Z
y
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
AM
ass
Are
a
mm
4m
mm
mm
m3
4x
10
mm
3m
mm
m3
4x
10
mm
mm
mm
mm
3m
mm
mk
g/m
2m
m
1658
315
0.00
100.
0010
.00
10.0
08.
744
3323
.711
742.
615
6568
59.4
3282
.048
346
31.4
32.1
32.7
1100
00
1600
5415
2.40
50.8
04.
766.
353.
644
1345
.646
87.1
6151
059
.030
4.2
8087
15.0
13.2
14.6
1333
8
1632
731
.25
23.8
01.
601.
600.
321
118.
919
.212
3212
.76.
539
97.
47.
58.
910
3
1632
634
.93
25.4
01.
601.
600.
351
129.
926
.315
0514
.28.
146
37.
97.
89.
411
3
1681
751
.00
50.0
03.
003.
001.
154
436.
619
6.6
7709
21.2
114.
335
3116
.217
.619
.213
05
1652
276
.20
50.8
06.
346.
342.
702
1063
.993
9.2
2465
029
.726
3.9
7737
15.7
16.7
15.5
1402
6
1626
720
0.02
88.9
011
.12
11.1
2
3.18
1.02
2.40
0.50
4.20
0.25
4.00
0.50
r 1r 2
r 3
mm
mm
mm
1.00
15.0
0
1.00
1.00
2.36
0.80
2.36
0.80
0.50
5.00
0.76
12.7
0
0.76
13.7
210
.731
4034
.623
459.
323
4569
76.3
2835
.544
226
26.5
24.8
23.8
1629
79
1.14
1.00
3.00
2.00
7.50
9.14
0.78
0.78
2.00
6.34
13.7
2
Ch
an
ne
l T
ype
4 a
nd
5
Type
4 &
5 c
hann
els
may
hav
e th
e w
eb a
nd fl
ange
s of
diff
eren
t thi
ckne
sses
.Al
l rad
ii m
ay b
e le
ss th
an o
r gr
eate
r th
an 0
.80
mm
.
61 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

I -
Se
ctio
ns
y y
xx
o9
0
A
B
R1
R3
R2T
2
T1
T1
I-se
ctio
ns m
ay h
ave
web
and
flan
ges
of d
iffer
ent t
hick
ness
es..
62Hulamin Extrusions Standard Profile Catalogue
1720
732
.00
20.0
01.
501.
500.
500.
500.
280
103.
317
.010
6012
.82.
019
74.
478
1710
744
.83
27.5
01.
501.
500.
300.
300.
406
149.
755
.523
2119
.35.
237
75.
911
2
1740
848
.50
27.4
02.
002.
000.
640.
640.
539
198.
273
.830
4219
.36.
849
35.
826
5
1702
248
.90
19.0
62.
042.
040.
760.
760.
457
168.
757
.723
6118
.52.
324
13.
723
5
1720
949
.00
78.0
02.
002.
001.
000.
501.
085
400.
518
6.8
7623
21.6
155.
639
9119
.753
6
1710
250
.00
65.0
05.
005.
001.
504.
002.
330
859.
936
0.1
1440
620
.522
5.6
6941
16.2
7083
1741
150
.80
50.8
03.
183.
180.
253.
181.
282
473.
021
0.7
8294
21.1
69.6
2741
12.1
1565
1741
557
.20
25.4
01.
601.
600.
760.
500.
452
166.
983
.229
1022
.34.
233
35.
014
3
1707
163
.50
44.4
63.
183.
180.
643.
181.
281
472.
431
3.0
9858
25.7
46.5
2091
9.9
1566
1720
675
.20
44.0
02.
101.
600.
500.
500.
809
298.
229
4.4
7829
31.4
29.6
1347
10.0
369
1720
876
.00
20.0
01.
501.
500.
500.
500.
459
169.
313
1.6
3463
27.9
2.0
198
3.4
127
1750
212
0.00
120.
0010
.00
10.0
01.
007.
009.
323
3440
.382
07.0
1367
8348
.828
85.3
4808
929
.011
3333
1701
312
7.00
76.2
09.
526.
360.
649.
406.
004
2212
.658
86.1
9269
551
.670
9.7
1862
817
.953
088
1752
913
0.00
50.0
06.
004.
000.
404.
002.
942
1085
.529
01.2
4463
451
.712
5.7
5029
10.8
9717
1707
313
0.00
100.
005.
005.
000.
765.
004.
392
1620
.546
98.9
7229
153
.883
2.7
1665
522
.713
333
1752
715
0.00
150.
003.
803.
800.
503.
004.
576
1688
.470
43.6
9391
564
.621
35.8
2847
835
.680
92
4m
m
R
y m
m
Zx
3m
m
R
x
mm
I y3
4x
10
mm
Zy
3m
m
r 2
mm
Ma
ss
A
rea
2m
m
I x3
4x
10
mm
B
mm
T1
mm
T2
mm
r 1
mm
To
rsio
n
Co
nst
an
tP
rofi
le
Nu
mb
er
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
A
mm
kg
/m
1706
915
2.40
101.
606.
366.
360.
780.
785.
899
2180
.283
36.4
1094
0261
.811
12.0
2189
022
.629
403
1709
217
7.80
101.
609.
549.
540.
760.
769.
356
3452
.216
910.
219
0216
70.0
1676
.533
002
22.0
1047
46
1750
717
7.80
101.
6011
.11
7.94
1.50
11.5
09.
760
3602
.518
813.
521
1625
72.3
1953
.138
446
23.3
1188
44
1709
120
3.20
101.
6011
.12
7.94
0.80
11.4
310
.320
3807
.525
644.
025
2401
82.1
1962
.638
634
22.7
1233
30
J
October 2012
Content

Typ
e 1
T
- S
ect
ion
sA
B
T
T
R1
Cx
x
yy
x
o9
0
1411
725
.00
25.0
01.
600.
300.
209
77.4
6.3
0.4
0.3
2.1
0.2
0.2
7.3
74
1401
725
.40
25.4
03.
180.
640.
409
151.
412
.70.
70.
34.
40.
30.
28.
457
2
1408
525
.40
31.7
61.
280.
380.
198
71.5
6.0
0.3
0.3
3.4
0.2
0.2
6.4
44
1401
925
.40
38.1
03.
180.
640.
520
191.
816
.30.
90.
314
.70.
80.
36.
972
4
1409
125
.40
44.4
53.
180.
200.
574
212.
018
.51.
00.
323
.31.
00.
36.
480
0
1451
130
.00
30.0
03.
000.
400.
463
171.
020
.01.
00.
36.
80.
50.
29.
457
5
1421
535
.00
35.0
03.
000.
400.
544
201.
031
.91.
30.
410
.80.
60.
210
.667
5
1403
238
.10
12.7
01.
140.
500.
153
56.6
13.8
0.6
0.5
0.2
0.0
0.1
15.2
27
1406
738
.10
38.1
02.
380.
800.
475
175.
733
.11.
20.
411
.00.
60.
311
.037
2
1453
638
.10
38.1
06.
350.
761.
201
443.
584
.13.
40.
429
.91.
60.
313
.666
77
1406
838
.45
38.4
53.
200.
630.
629
235.
845
.21.
70.
415
.30.
80.
311
.690
2
1412
140
.00
20.0
03.
000.
200.
463
171.
041
.41.
70.
52.
10.
20.
115
.557
5
1420
940
.00
40.0
03.
000.
400.
626
231.
047
.91.
70.
516
.10.
80.
311
.977
6
1451
240
.00
40.0
04.
000.
400.
823
304.
063
.12.
30.
521
.51.
10.
312
.518
16
1409
650
.00
25.0
03.
000.
800.
584
216.
081
.02.
60.
64.
00.
30.
118
.972
6
1450
650
.00
50.0
04.
000.
401.
040
384.
012
4.5
3.6
0.6
41.9
1.7
0.3
15.0
2294
1452
050
.80
31.7
56.
350.
301.
311
483.
917
9.9
5.9
0.6
17.9
1.1
0.2
20.1
7284
1450
760
.00
60.0
04.
000.
401.
257
464.
021
6.7
5.1
0.7
72.3
2.4
0.4
17.5
2772
1450
860
.00
60.0
06.
000.
401.
853
684.
031
9.6
7.8
0.7
109.
03.
60.
418
.891
93
1452
976
.20
76.2
06.
360.
402.
517
928.
869
9.6
13.2
0.9
236.
06.
20.
523
.114
026
1450
510
0.00
60.0
05.
000.
402.
100
775.
010
95.7
16.8
1.2
91.0
3.0
0.3
34.8
7233
Ce
ntr
oid
J4
mm
Ma
ss
kg
/m
R1
mm
Pro
file
Nu
mb
er
A
mm
To
rsio
n
Co
nst
an
t
Are
a 2m
m
I x3
4x
10
mm
Zx
3m
m
B
mm
T
mm
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
r
mm
Cx
mm
r
mm
I y3
4x
10
mm
Zy
3m
m
1451
425
.00
25.0
02.
000.
400.
260
96.0
7.8
0.4
0.3
2.6
0.2
0.2
7.5
143
1453
950
.00
50.0
01.
500.
500.
400
147.
848
.01.
30.
615
.60.
60.
313
.412
4
1408
050
.80
25.4
02.
030.
760.
407
150.
657
.71.
80.
62.
80.
20.
118
.423
2
1407
250
.80
50.8
06.
350.
401.
639
604.
820
2.9
6.0
0.6
70.3
2.8
0.3
16.7
9105
1420
880
.00
60.0
03.
600.
401.
330
491.
042
1.5
7.7
0.9
65.1
2.2
0.4
25.3
2376
Type
1 te
es a
re o
f a u
nifo
rm th
ickn
ess.
The
head
and
bod
y of
the
tee
may
not
be
equa
l in
leng
th.
All r
adii
are
less
than
or
equa
l to
0.80
mm
.
63 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content
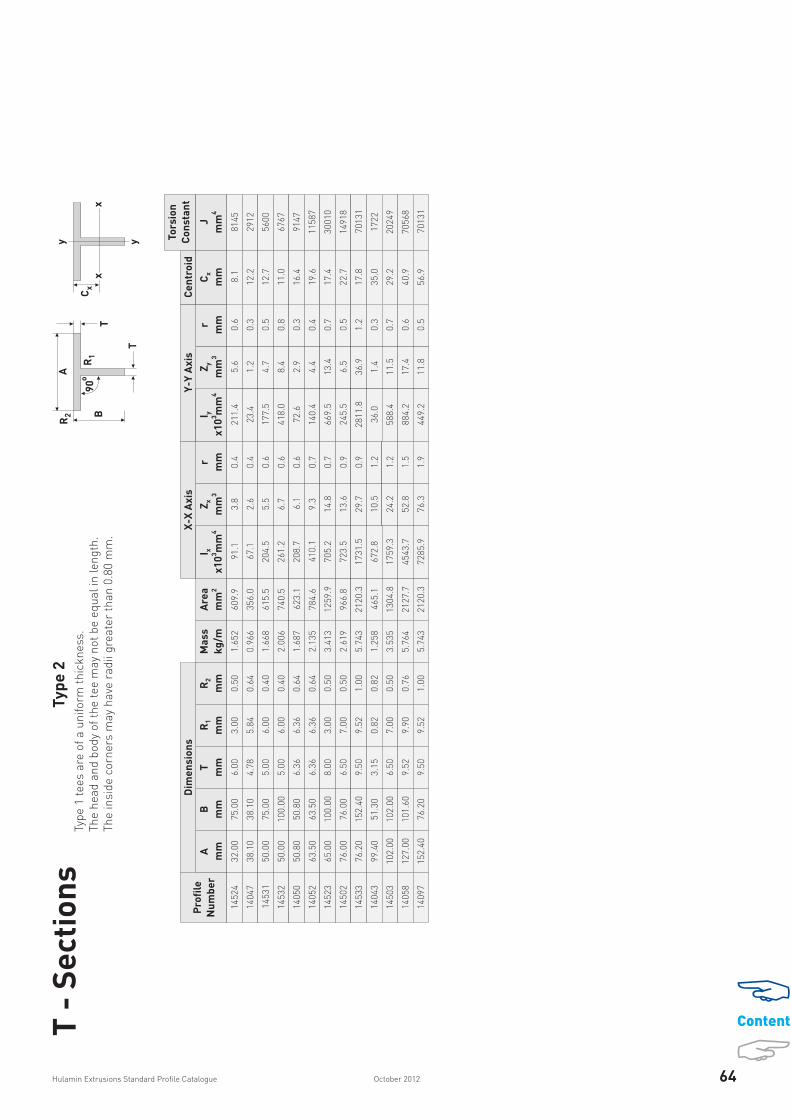
Typ
e 2
A
B
T
T
R1
R2
Cx
x
yy
x
o9
0
R2
mm
1452
432
.00
75.0
06.
003.
000.
501.
652
609.
991
.13.
80.
421
1.4
5.6
0.6
8.1
8145
1404
738
.10
38.1
04.
785.
840.
640.
966
356.
067
.12.
60.
423
.41.
20.
312
.229
12
1453
150
.00
75.0
05.
006.
000.
401.
668
615.
520
4.5
5.5
0.6
177.
54.
70.
512
.756
00
1453
250
.00
100.
005.
006.
000.
402.
006
740.
526
1.2
6.7
0.6
418.
08.
40.
811
.067
67
1405
050
.80
50.8
06.
366.
360.
641.
687
623.
120
8.7
6.1
0.6
72.6
2.9
0.3
16.4
9147
1405
263
.50
63.5
06.
366.
360.
642.
135
784.
641
0.1
9.3
0.7
140.
44.
40.
419
.611
587
1452
365
.00
100.
008.
003.
000.
503.
413
1259
.970
5.2
14.8
0.7
669.
513
.40.
717
.430
010
1450
276
.00
76.0
06.
507.
000.
502.
619
966.
872
3.5
13.6
0.9
245.
56.
50.
522
.714
918
1453
376
.20
152.
409.
509.
521.
005.
743
2120
.317
31.5
29.7
0.9
2811
.836
.91.
217
.870
131
1404
399
.40
51.3
03.
150.
820.
821.
258
465.
167
2.8
10.5
1.2
36.0
1.4
0.3
35.0
1722
1450
310
2.00
102.
006.
507.
000.
503.
535
1304
.817
59.3
24.2
1.2
588.
411
.50.
729
.220
249
1405
812
7.00
101.
609.
529.
900.
765.
764
2127
.745
43.7
52.8
1.5
884.
217
.40.
640
.970
568
1409
715
2.40
76.2
09.
509.
521.
0021
20.3
7285
.976
.31.
944
9.2
11.8
0.5
56.9
7013
15.
743
Ce
ntr
oid
J4
mm
Ma
ss
kg
/m
R1
mm
Pro
file
Nu
mb
er
A
mm
To
rsio
n
Co
nst
an
t
Are
a 2m
m
I x3
4x
10
mm
Zx
3m
m
B
mm
T
mm
Dim
en
sio
ns
X-X
Ax
isY
-Y A
xis
r
mm
Cx
mm
r
mm
I y3
4x
10
mm
Zy
3m
m
T -
Se
ctio
ns
Type
1 te
es a
re o
f a u
nifo
rm th
ickn
ess.
The
head
and
bod
y of
the
tee
may
not
be
equa
l in
leng
th.
The
insi
de c
orne
rs m
ay h
ave
radi
i gre
ater
than
0.8
0 m
m.
64Hulamin Extrusions Standard Profile Catalogue October 2012
Content

Index
65 Hulamin Extrusions Standard Profile Catalogue
Die Nr Pg
25432526433131313131313131313131313132323233333333333333333333333434313233313131313131313232323232323232323334333331323234323432323131313134323432
10104
10209
10005
10319
10409
113376
282736
10015100211002210023100241002710029100361004210043100441004510074100761008110094100951009610097
101051010610114101151011810122101321014210167
102161022910231102481024910250102511025310265102671027010273102801028610289
103211032410351103581036010363103651036910383103871039710399
104291046510469104771048410490104921049310503 31
Die Nr Pg
3131323132313132323132323232323131313232323231313131323232323231313131313231323132313133313332323333
10726
1080910921
101113
10504105091051210517105201053310534105351053610537105381053910540105411054210546105471054810550105511055310555105581055910560105611056210563105641056510566105671056810569105701057310574105771057810579
107301074510777
1092510946
10111532323231323232313131313132323232323232333333
101123101124101126101127101128101129101130101132101133101134101135101136101137101138101139101140101141101142101144
101146101147
33101148
Die Nr Pg
33101149
323232323132323132313131323231323232313131313131313131313132323232323131313134333331313331323131333231323132333232333232313132313133313132323231
101200
101151101152101153101154101155101156101157101158101159101162101164101165101166101168101169101170101171101173101175101176101177101178101179101180101181101182101183101184101185101186101187101188101189101190101191101192101194101196101199
101202101203101204101206101209101210101212101213101214101217101218101221101224101228101231101234101236101237101238101240101243101244101245101258101261101263101264101265101266101267101269101270
32101272
Die Nr Pg
31101273
33343232333231353231313334343233333231313131323233323232313332323131323133313133333132323332323232313232
101504
101602
101279101281101282101286101289101298101313101326101332
101508101515101516101518101524101527101528101535101537101546101547101551101555101563101571101572101573101574101575101577101578101581101585101586101587101588101591101592101593101594101595101596101597101598
101606101608101609101613101629101649101651
33424242634263426343644364436443644364
14005101658
1401314017140171401914019140321403214043140431404714047140501405014052140521405814058
4214067
Die Nr Pg
6342
1406714068
63426342634263426342634364424242634263426342634242634364436442634263426342634263426342634242634364436442634364436443644263434263205420542054
14108
15002
14068140721407214080140801408514085140911409114096140961409714097
1411614117141171412114121142081420814209142091421414215142151450214502145031450314505145051450614506145071450714508145081451114511145121451214514145141451814520145201452314523145241452414529145291453114531145321453214533145331453614536145381453914539
1500215010150101501115011
2054
1501215012
Die Nr Pg
2054
1501315013
2054205420542054205420541717171717491749174917491749175017501750185018501851185118511648164816481648164816481648164816481648164816481648
1501615016150171501715024150241502515025150271502715028150281503815039150411504215050150501505115051150571505715058150581506115061150641506415065150651506715067150731507315075150751507815078150851508515086150861510315103151041510415110151101511115111151121511215113151131511915119151211512115122151221512315123151251512515127151271512815128
16481648
15130151301513215132
Die Nr Pg
1647
1513515135
1515151515441544154415441544154515451546154415441545154515451546205420542054205420
15201
151371514515147151481515515155151581515815163151631516415164151701517015174151741517615176151781517815192151921519315193
15201152061520615207152071521015210152141521415216152161522515225152271522715228152281523115231152341523415236152411524115248152481525215252
542054164817174918501851
15258152581526215262152631526315264152641527115271152721527215286
17491851185117492054205416
152861528715287152901529015291
481648195215
October 2012
Die Nr Pg
1529115294
4416
1529415295152971530815308153221532315333153331533915339153411534615347153471534815348153501535015355153551535615356153591535915363153631537215372153731537315375153751537915379154081542015420
482015175017201953175020171749185120541851195215441545154515451851195217154618511720541953195315452054185118511952195218511750195215
15408
15504
15421154211544115457154571545915459154741547415485154851548615486
1550415517155171551815518155191551915520155201552315523155241552415526
441544154415
155261552715527155291552915532
4515
1553215533
Content

66Hulamin Extrusions Standard Profile Catalogue
IndexDie Nr Pg
451544164716471647164716471515441515451749174917491545185015174918511851185015451850151545174915151749185015441952154417491545154616
15708
15813
155331554015540155431554315544155441554515545155461554615547155471555415555155551555615557155571555815558155591555915562155621556315563155641556415565155671556715569155691557015570155711557115572155721557315573155741557515575155761557615578155791558115581155821558215585155851558715587
15708157311573115733157331573515735
471953195315
158131581615816158191581915823
Die Nr Pg
1544
1582415824
15441544154415441545154515451546154615461749174918501850185018511851195217491953185019531545154618501952151544154415451951195215
15825158251582615826158271582715828158281582915829158301583015831158311583215832158331583315834158341583715837158381583815839158391584015840158411584115842158421584315843158441584415845158451584715847158491584915852158521585415854158561585615857158571585815858158591586015860158611586115862158621586315863158701587015871
4415451749174917
1587115872158721587515875158761587615877
Die Nr Pg
5019
1587715878
5215451545154517491717491952185117501850185119521544185018511545154517154519521851185018501851174918501749185017491850185018
15900
15878158791587915880158801588115881158821588215885158861588615887158871588815888158921589215894158941589915899
159001590115901159021590215903159031590615906159071590715909159131591315919159191592015920159231592315924159241592515925159261592615927159271592815928159291592915931159311593215932159331593315936
51175015441952195215
15936159371593715940159401594315943159441594415947
Die Nr Pg
4616
1594715949
4717491952185019521851195218511544195215441545185019521545195215461749174918501851185115154515462018511545174915
150000
159491595015950159521595215953159531595815958159591595915962159621596915969159701597015971159711597215972159731597315976159761597715977159801598015983159831598415984159851598515986159861598715987159881598815989159891599215993159931599415994159961599915999
150000150002150002150003
44150003154619521544195218511750154518
150005150005150006150006150007150007150008150008150010150010150012150012150014150014150015
Die Nr Pg
5119
150015150017
1749151544151851174924602460212121212121212121212121212121552155225522552255225522562256225624592257235723
16000
16110
52150017150018150018150019150020150020150021150025150025150027150027
160001600116001160071600816009160161601816020160261602716028160311603216035160411604316045160451604816048160561605616059160591606116061160671606716092160921609416094
1611016118161181611916119161261612616127
5723572358235823582424592460
161271612916129161331613316135161351614016140161481615016150161551615516158161581615916159
24602460
Die Nr Pg
1617816178
2460
1618516185161971619716214162201622316234162341623516235162361623616248162481626616266162671626716268162681628116281162891628916293162931630316326163261632716327163321633216339163391634016341163421634816357163691636916371163711637216372
2460246021212124602460246023572460256122562357246024602425612561225622552621212121225722552255
1638316383163841638416386
2256225524
1638616395163951639616397163981639816406164061640816408164121641216413164131641416414164211642316423
6021552121235723572255256122562357212256
Die Nr Pg
1642616426
2256
16428164281643416434164421644216443164431644616446164471644716448164481644916449164501645016451164511645216452164531645316457164571645816458164591646016460164611646116462164621646316463164641646516472164731647716477
16518165181652216522165241652416530
215523572561246021552357215522552256225622572357235723572522562256225622562121212123572125612561246022
16502
165301653816538165391653916541165411655616556165661656616568165681657016570165831658316587165871658816588
552460246024602358246022552358256123572256
October 2012
Die Nr Pg
1659716597
2357
16598165981671016801168011680616817168171682416825168251682616826168271682716828168281683016830168311683116832168321683316833168341683416836168361683716837168411684116849168561685616861168651686516867168681686816869168691687016870168721687216874
24602123582425612121552155215521552255225522552255225622562256235726225626235821235822572257225623
1687416876168761687716877168791687916880168801688116881168821688216885168891688916890168901689516900169021690716910
5723572357235723572155225621225522562126212126
1691116911
2358
Content
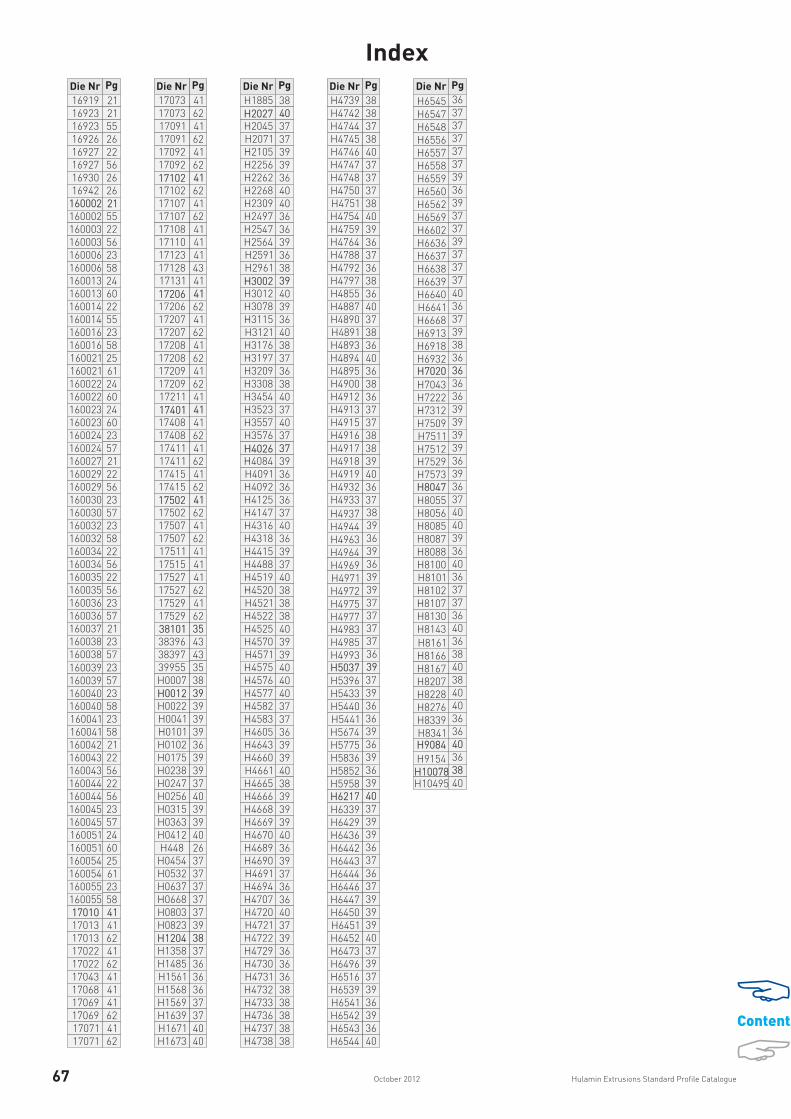
67 Hulamin Extrusions Standard Profile Catalogue
IndexDie Nr Pg
1691916923169231692616927169271693016942
160002160002160003160003160006160006160013160013160014160014160016160016160021160021160022160022160023160023160024160024160027160029160029160030160030160032160032160034160034160035160035160036160036160037160038160038
2121552622562626215522562358246022552358256124602460235721225623572358225622562357212357235723
160039160039160040
582358212256225623572460
160040160041160041160042160043160043160044160044160045160045160051160051
25612358414162416241414162
17010
160054160054160055160055
1701317013170221702217043170681706917069
Die Nr Pg
4162
1707117071
4162
1707317073
41624162
17091170911709217092
4162416241414143414162416241624162414141624162416241624162414141624162
17102
17206
17401
17502
1710217107171071710817110171231712817131
1720617207172071720817208172091720917211
174081740817411174111741517415
175021750717507175111751517527175271752917529
354343353839393939363939374039394026373737373739383736
38101
H0012
H1204
383963839739955H0007
H0022H0041H0101H0102H0175H0238H0247H0256H0315H0363H0412H448
H0454H0532H0637H0668H0803H0823
H1358H1485
Die Nr Pg
363637374040
H1561H1568H1569H1639H1671H1673
H4415H4488H4519H4520H4521H4522
3840373739393640403636393638394039364038373638403740373739363636374036393740383838
H2027
H3002
H4026
H1885
H2045H2071H2105H2256H2262H2268H2309H2497H2547H2564H2591H2961
H3012H3078H3115H3121H3176H3197H3209H3308H3454H3523H3557H3576
H4084H4091H4092H4125H4147H4316H4318
H4525H4570H4571H4575H4576H4577H4582H4583H4605H4643H4660H4661H4665H4666H4668H4669H4670H4689H4690H4691H4694H4707H4720H4721H4722H4729H4730
403939404040373736393940383939394036393736364037393636
Die Nr Pg
H4731H4732H4733H4736H4737H4738
363838383838
H4739H4742H4744H4745H4746H4747H4748H4750H4751H4754H4759H4764H4788H4792H4797H4855H4887H4890H4891H4893H4894H4895H4900H4912H4913H4915H4916H4917H4918H4919H4932H4933
3838373840373737384039363736383640373836403638363737383839403637383936393639393737
H4937H4944H4963H4964H4969H4971H4972H4975H4977
373736
H4983H4985H4993
39H5037373936363936393639403739393637
H6217
H5396H5433H5440H5441H5674H5775H5836H5852H5958
H6339H6429H6436H6442H6443
3637393939403739
H6444H6446H6447H6450H6451H6452H6473H6496
October 2012
Die Nr Pg
373936393640
H6516H6539H6541H6542H6543H6544
36H65453737373737393639373739373737
H6547H6548H6556H6557H6558H6559H6560H6562H6569H6602H6636H6637H6638H6639
403637
H6640H6641H6668
39383636363639
H7020
H6913H6918H6932
H7043H7222H7312
393939
H7509H7511H7512
36393637404039364036373736
H8047H7573
H8055H8056H8085H8087H8088H8100H8101H8102H8107H8130
H7529
3840
H8207H8228
3840
H8166H8167
36H816140H8143
H10495
40363640
40
H9084
H8276H8339H8341
H9154 36H10078 38
Content

68Hulamin Extrusions Standard Profile Catalogue October 2012
Notes
Content

Notes
69 Hulamin Extrusions Standard Profile CatalogueOctober 2012
Content

www.hulaminextrusions.co.za
Content

Head Office and Midrand OperationTel: +27 (11) 206 0200Fax: +27 (11) 206 0206Address: cnr Main & Olifantsfontein Road, OlifantsfonteinPO Box 25, Olifantsfontein, 1665, South Africa
GPS Co-ordinates: Latitude:Longitude:
Pietermaritzburg Operation and Export Sales OfficeTel: +27 (33) 395 6911Fax: +27 (33) 395 6244 (Local Sales) +27 (33) 394 7395 (Export Sales)Address: Moses Mabhida Road, PietermaritzburgPO Box 74, Pietermaritzburg, 3200, South Africa
GPS Co-ordinates: Latitude:Longitude:
Cape Town Sales OfficeTel: +27 (21) 507 9100Fax: +27 (21) 535 0041Address: Bertie Avenue, Epping Industria 2, Cape TownPO Box 160, Eppingdust, 7475, South Africa
GPS Co-ordinates: Latitude:Longitude:
South African Enquiries: [email protected] Enquiries: [email protected]: www.hulaminextrusions.co.za
25°57'32.98"S28°13'51.21"E
29°37'44.86"S30°21'41.03"E
33°55'57.31"S18°32'48.18"E
Content


















