
stage ciment
46
I.S.E.T.G Introduction Lors de la production du clinker, suite à des états d’instabilité instantanée des fours, du clinker de qualité moyenne (partiellement cuit) peut être produit. Ce clinker représente une perte pour la cimenterie. L’objectif de notre étude est de déterminer les proportions optimales d’intégration du clinker partiellement cuit avec du bon clinker pour la fabrication d’un ciment conforme aux normes, afin de valoriser ce produit de moyenne qualité. Dans ce cadre se situe notre projet de fin d’étude intitulé Influence du rapport ″clinker mal cuit/Bon clinker″, sur les caractéristiques du ciment. En plus d’une introduction générale et d’une conclusion, le présent rapport comporte essentiellement deux grandes parties : La première est consacrée à une étude bibliographique dans la quelle nous présentons un aperçu sur la chimie du ciment Portland ainsi qu’une présentation du procédé de fabrication du ciment. RHIMI.A & MNASSRI.F PFE 1
-
Upload
kacem-mokded -
Category
Documents
-
view
135 -
download
7
description
stage ciment
Transcript of stage ciment

I.S.E.T.G
Introduction
Lors de la production du clinker, suite à des états d’instabilité instantanée des fours, du
clinker de qualité moyenne (partiellement cuit) peut être produit.
Ce clinker représente une perte pour la cimenterie. L’objectif de notre étude est de
déterminer les proportions optimales d’intégration du clinker partiellement cuit avec du bon
clinker pour la fabrication d’un ciment conforme aux normes, afin de valoriser ce produit de
moyenne qualité.
Dans ce cadre se situe notre projet de fin d’étude intitulé Influence du rapport ″clinker
mal cuit/Bon clinker″, sur les caractéristiques du ciment.
En plus d’une introduction générale et d’une conclusion, le présent rapport comporte
essentiellement deux grandes parties :
La première est consacrée à une étude bibliographique dans la quelle nous
présentons un aperçu sur la chimie du ciment Portland ainsi qu’une
présentation du procédé de fabrication du ciment.
La seconde partie est consacrée au suivi des caractéristiques du ciment en
fonction de l’incuit ajouté.
RHIMI.A & MNASSRI.F PFE
1
I.S.E.T.G
Présentation de
l’entreprise
Les sociétés de ciments en Tunisie ne cessent d’évoluer au cours de ces dernières
années. En effet, elles subissent des évolutions technologiques au niveau des équipements et
des méthodes d’analyses.
La société des ciments de Gabes a été implantée en Juin 1974. Après une étude
approfondie des voies de communication et ressources locales en matières premières et
énergie, l’usine a été implantée affleurement calcaire, en bordure de la route d’El Hamma et
raccordée au réseau national des chemins de fer Tunisiens. Elle est destinée essentiellement à
la fabrication des ciments CEMI32.5N, CEMI42.5R, CEMII/AL32.5N, CEMI42.5N HRS et
de la chaux artificielle.
L’énergie électrique nécessaire à la production est approvisionnée à partir du central
thermique de Gannouch. Le gaz naturel utilisé est distribué par pipe à partir du gisement d’El
Borma.
La chaîne de production de la cimenterie de Gabes est composée de deux lignes
identiques dont la capacité de production a passé de 2000T/J à 3000T/J depuis Juillet 2003.
En Janvier 2000 la cimenterie a été achetée par le groupe Portugais CECIL.
RHIMI.A & MNASSRI.F PFE
2

I.S.E.T.G
Partie 1 :
Etude
bibliographique
RHIMI.A & MNASSRI.F PFE
3

I.S.E.T.G
A / Ciment PortlandHistorique :
L’utilisation des liants hydrauliques dans la construction remonte à des époques très
lointaines dans l’histoire de l’humanité. En effet, l’utilisation de l’argile naturelle comme liant
revient à l’homme préhistorique.
Au fil des siècles l’homme découvrit le grillage des matériaux extrait sur place,
essentiellement du gypse donnant le plâtre et les calcaires livrant la chaux.
Les égyptiens anciens construisent aussi les pyramides en utilisant les mortiers à plâtre
et à chaux.
Les romains ont obtenu le ciment par mélange de la chaux à la pouzzolane (roche
naturelle).Ils l’ont utilisaient jusqu’au 19ièmme siècle.
En 1842 un briquetier anglais transformait la boue et la poussière des rues à ballast
calcaire en un ciment ressemblaient en couleur et en résistance à une pierre provenant des
carrières de l’île Portland d’où le terme gévenique de tous les ciments actuelles.
Et c’était en 1844 que ce briquetier avait pousser la température de cuisson jusqu’au
frittage (1450°C) donnant ainsi le premier ciment au sens qu’on donne aujourd’hui à ce terme.
II-Définition :
Le ciment, matériau se présentant sous forme de poudre cristalline très fine est utilisée
comme liant hydraulique .Il est formé des constituants anhydres, cristallisés ou vitreux,
constitués essentiellement en oxydes de calcium, de silice, d’alumine et de fer, remplissant les
conditions fixées par les normes pour leur durcissement et leur stabilité.
III-Chimie de ciment Portland :
RHIMI.A & MNASSRI.F PFE
4

I.S.E.T.G
III-1-Composition :
III-1-1-Silicate tricalcique (C3S) :
Sa résistance initiale et sa chaleur d’hydratation sont assez élevées .Le silicate
tricalcique se décompose en CaO et C2S.
Cette décomposition atteint son maximum à 1175°C et s’accélère par la présence de
l’un ou de l’autre des produits de décomposition C2S ou CaO.
3CaO, SiO2 2CaO, SiO2+CaO
La chaux ainsi obtenue est dite chaux secondaire.
III-1-2-Silicate bi calcique (C2S) :
Il existe au moins quatre formes cristallines du silicate bi calciques, entre la
température ambiante et au de là de 2000°C , dont les domaines de stabilité différent au
chauffage et au refroidissement .Le silicate bi calcique fournit au ciment sa résistance à long
temps.
III-1-3-Aluminate tricalcique (C3A) :
Sa structure est cubique, les cristaux formés ont un aspect variable suivant le mode de
refroidissement de la matière. Ils sont petits et mal formés si le refroidissement est rapide, ils
sont grands et rectangulaires dans le cas inverse.
Le C3A est le composé qui possède la prise la plus rapide et la chaleur d’hydratation la
plus élevée. En effet, il joue un rôle important dans la résistance à court temps et dans la
teneur du ciment à certaines eaux agressives (telles que l’eau de mer).
III-1-4-L’alumine-ferrite tétra calcique (C4AF) :
Ce composé ne participe pratiquement pas aux résistances des ciments .Le C4AF
apparaît en cristaux de formes variables suivant le mode de refroidissement. Il fond de façon
congruente à 1415°C.
RHIMI.A & MNASSRI.F PFE
5

I.S.E.T.G
III-2-Mecanisme de formation de ces composées :
Au cours de l’échauffement de la matière, il se produit les transformations suivantes :
Une fraction de CaO se combine aux oxydes de fer Fe2O3 et d’aluminium Al2O3 pour
donner un liquide formé principalement décelite ; on forme C4AF puis, l’alumine non
utilisée dans la combinaison C4AF se combine avec la quantité nécessaire de CaO
pour former le C3A.
La chaux (CaO) qui n’entre pas dans les combinaisons précédentes réagit avec la
Silice. Il se forme, en premier lieu, le C2S jusqu’à ce que toute la silice soit
consommée. Puis le C2S se combine avec l’excès de chaux pour donner le C3S.Elle
reste sous forme de chaux non combinée est dangereuse pour le ciment du faite que
son hydratation s’accompagne d’un gonflement. Par conséquent, on veille à ce que la
quantité de chaux libre ne dépasse pas un seuil bien déterminé, limiter à 1, 5% en
masse.
Le MgO cristallisé apparaît au cours d’un refroidissement très lent du clinker peut
donner des gonflements ultérieurement, dangereux pour les ouvrages.
III-3-Calcul de la composition potentielle :
Le calcul des compositions minéralogiques potentielles, à savoir les teneures en C3S, C2S,
C3A et C4AF a été donné par les formules de Bogue (voir annexes 1).
On a :
C4AF= 3,04Fe2O3.
C3A= 2,65Al2O3 – 1,69Fe2O3.
C2S= 2,87SiO2 - 0,754C3S.
C3S= 4,07CaO – [7,6SiO2 +6,71Al2O3 + 1,43Fe2O3].
III-4-Hydratation du ciment Portland:
On ajoute de l’eau au ciment, il s’ensuit une série de réaction en vertu des quelles le
produit atteint une telle résistance aux efforts de compression. Les principaux composés du
RHIMI.A & MNASSRI.F PFE
6

I.S.E.T.G
Ciment Portland sont : C3S, C2S, C3A, C4AF, le gypse et éventuellement les alcalis, la
chaux et la manganèse libre.
En présence de l’eau, la chaux, le sulfate et les alcalis passent très rapidement en
solution.
Le cas ou C3S et C2S subissent une légère hydratation pour donner un hydrate
secondaire et de la chaux Ca (OH) 2 selon les schémas qui suivent :
3CaO , SiO2 + 3H2O CaO, SiO2, H2O + 2Ca (OH) 2.
2CaO , SiO2 + 2H2O CaO, SiO2, H2O + Ca (OH) 2.
Ensuite la chaux libre CaO et les sulfates SO3 se combinent au C3A suivant la double
schémas :
3CaOAl2O3 + Ca (OH) 2 + 12H2O 4CaO, Al2O3, 13H2O
Aluminates de calcium
3CaOAl2O3 + 3(CaOSO4, 2H2O) + 26H2O 3CaO, Al2O3, 3CaSO4, 32H2O.
Ettringite.
L’hydratation de C3A entraîne d’abord la formation d’un gel, puis la cristallisation de C3AH4
et C4AH13 en plaquettes hexagonales et en fin l’apparition de cristaux cubiques de C3AH6. La
précipitation immédiate des aluminates bloquerait l’hydratation des autres constituants du
ciment et du C3Sen particulier si on n’ajoutait pas le régulateur de prise qui est le gypse
(CASO4, 2H2O).Cette hydratation donne naissance à une série de sulfoaluminates.
A ce moment la phase de durcissement commence par la formation progressive des
composés suivant :
2(3CaO, SiO2) + 6H2O 3CaO, 2SiO2, 3H2O + 3(Ca (OH) 2).
2(CaO, SiO2) + 4H2O 3CaO, 2SiO2, 3H2O + Ca (OH) 2.
Tobermonite Portlindie
RHIMI.A & MNASSRI.F PFE
7

I.S.E.T.G
B/ ClinkerI-Définition:
Le clinker est considéré comme constituant principal du ciment, il est obtenu par la
cuisson ; d’un mélange broyé ; dans un four rotatif à une température de 1450°C.
II-Constituants :
Les principaux constituants du clinker sont :
Silicate tricalcique (C3S):3CaSiO2=55%
Silicate calcique (C2S): 2CaO, SiO2=20%
Aluminates tricalcique (C4AF):3CaO, Al2O3=10%
Ferroaluminecalcique (C4AF): 4CaO, Al2O3, Fe2O3=10%
La connaissance de ces compositions permet de calculer les différents modules
caractéristiques du clinker tels que le module silicique et le module alumino-ferrique.
Module silicique = SiO2/ (Al2O3 + Fe2O3) dont la valeur
est comprise entre 1,8 et 3,4.
Module alumino-ferrique = Al2O3/ Fe2O3 dont la valeur
est comprise entre 1,5 et 2,5.
III-Clinkerisation :
Au cours de la cuisson il se passe plusieurs réactions entre les différentes constituants
dite ; clinkérisation; tel que :
RHIMI.A & MNASSRI.F PFE
8
I.S.E.T.G
950°C à 1200°C : formation de silicate bi calcique
(bélite).
2CaO + SiO2 (CaO)2 , SiO2 .
1200 à 1300°C : formation de l’aluminate tricalcique
(Aluminate).
3CaO + Al2O3 (CaO) 3, Al2O3.
Formation de ferro-aluminate tetra-calcique (Alumino-
ferrite) (1200 à 1300°C).
4CaO + Al2O3 ( CaO )4 + Al2O3, Fe2O3.
1280 à 1450°C : formation de silicate tricalcique
(Alite).
3CaO + SiO2 (CaO) 3, SiO2.
RHIMI.A & MNASSRI.F PFE
9

I.S.E.T.G
C/ Procédé de
fabrication du cimentLa fabrication de ciment s’effectue en trois phases :
Préparation et broyage du cru.
Cuisson.
Broyage du ciment.
I- Préparation et broyage du cru :
Des roches naturelles, telleques les marnes ou le calcaire argileux, ayant une
composition proche de 80% en calcaire et 20% en argiles sont utilisés comme matières
premières.
Cette phase comporte les étapes suivantes :
I-1-Préparation du cru :
I-1-1-Concassage :
Cette étape a pour but de réduire la granulométrie de la matière entre 50 et 100mm au
maximum. Le concasseur alimenté par deux trémies et deux chaînes transporteuses.
RHIMI.A & MNASSRI.F PFE
10

I.S.E.T.G
I-1-2-Echantillonnage :
Ayant pour objectif de contrôler l’homogénéité et la composition du mélange concassé
et conduit à une éventuelle correction.
I-1-3-Pré-homogéneisation :
Dans le hall de préhomogéneisation sont stockés trois tas de matières premières
concassées, à savoir.
Un tas de calcaire réservé à la correction et sert à l’ajout dans l’atelier de broyage du
cru et du ciment
Deux tas de mélange cru : un en formation tan disque
l’autre en reprise.
La formation des tas est assurée par un stock en mouvement de translation permettant
une répartition de la matière par couche. Ensuite, ce mélange est transmis pour alimenter le
broyeur cru.
I-2-Bryage du cru :
Afin de favoriser les combinaisons ultérieures, on ajoute au mélange issu du hall de
préhomogéneisation les produits suivants :
Le calcaire pour corriger le titre en CaCO3.
Le fer qui assure la correction des modules silicique et
alumino-ferrique.
Le mélange cru obtenu est amené dans un séparateur dynamique séché où s’effectue
un séchage partiel de la matière et une sélection de la granulométrie :
Les produits de bonnes dimensions sont évacués par
l’aéroglisseur.
RHIMI.A & MNASSRI.F PFE
11

I.S.E.T.G
Les grosses particules retournent dans le broyeur a
travers la gaine de rejet ou s’effectue une réduction granulométrique et un
séchage complémentaire.
A la sortie du broyeur, la matière séchée est séparée des gaz dans la séparateur statique
et retourne, grâce à l’élévateur, au séparateur dynamique. Ainsi, on obtient une farine dont
l’humidité et la granulométrie sont stables.
Les matières premières utilisées contiennent généralement de 5 à 10% d’eau d’où une
humidité inférieure à 1,5%. Une partie du gaz (80%) sortant du préchauffer, à 350°C environ,
est amenée grâce à un ventilateur de tirage au séparateur dynamique et au broyeur ou elle
assure le séchage de la matière. Le reste passe vers la tour de conditionnement pour avoir une
température et une humidité convenable au bon fonctionnement de l’electro-filtre. Le gaz est
ensuite, conduit au filtre électrostatique qui assure un ultime dépoussiérage avant le rejet dans
l’atmosphère.
II-Homogénésation :
Elle est conçue pour réduire les écarts sur le titre en carbonate de calcium (CaCO 3) à
l’entrée du four.
Ainsi, on obtient une matière la plus stable possible à l’entrée du four, ce ci pour avoir
une conduite régulière de ce dernier et une bonne qualité du clinker.
III-La cuisson du cru :
La cuisson constitue l’opération fondamentale de la préparation du ciment. Le pré
chauffeur est un système destiné à chauffer la farine et ramène sa température à 800°C à
l’entrée du four .Ainsi la farine descend d’étage en un autre par un trajet dont la longueur et la
durée garantissent l’efficacité des échanges thermiques, pour pénétrer enfin dans le four dans
un état de décarbonatation partielle.
La décarbonatation complète et la clinkérisation se font dans un four d’inclinaison 3%
à une haute température. Les éléments volatils des proportions variées Cl,Na2O,K2O,SO3,…)
se volatilisent dans la zone de cuisson pour se condenser dans l’étage inférieure du tour
échangeur.
RHIMI.A & MNASSRI.F PFE
12

I.S.E.T.G
La matière sortant du four sous forme de clinker est refroidie de 1450à1100°C à
l’entrée d’un refroidisseur à grilles. Ce dernier est constitué par une série d’éléments mobiles
favorisant l’avancement du clinker et à travers les quels circule l’aire de refroidissement
fourni par six ventilateurs. Les débits des trois ventilateurs (V1,V2,V3) sont utilisées comme
air de combustion(air/matière).
A la sortie, les trois autres ventilateurs(V4,V5,V6) débitent un air suffisant pour
baisser la température du clinker jusqu’à environ 110°C.
IV-Préparation et expédition du ciment :
IV-1-Evacuation et stockage :
Les transporteurs à godets sont reliés par des trémies qui sont aussi reliés par des
élévateurs qui vont évacués le clinker dans des silos de stockage .Si les silos sont remplis, on
évacue le clinker à partir de l’ouverture inférieure des trémies et le stockage sera ailleurs.
IV-2-Ajout du gypse et du calcaire :
Le gypse :
On procède à cette étape à l’ajout du gypse comme matériaux régulateur de prise
(retardateur ou accélérateure de prise).
En effet, le gypse apporté au cours du broyage, mis en présence d’eau au moment du
gâchage, forme une pellicule de gel autour de chaque grain de ciment qui a la propriété de
freiner l’hydratation du ciment. Par la suite cette pellicule réagit avec les composées du
ciment et disparaît.
Pendant tout le temps ou cette pellicule existe, l’hydratation du ciment n’a pas lieu et il est
possible de mettre en place le mortier ou le béton.
Le calcaire :
RHIMI.A & MNASSRI.F PFE
13
I.S.E.T.G
On ajoute le calcaire lors de broyage de clinker a fin de régulariser la composition du
ciment. En effet, selon les quantités de calcaires ajoutées on détermine le type de liant
hydraulique à fabriquer.
IV-3-Broyage du clinker et expédition :
Le broyage du clinker se fait de la même manière que celle décrite dans l’atelier de
broyage des matières crues. Seule l’opération de séchage n’existe pas. Elle est remplacée par
une aspiration d’air.
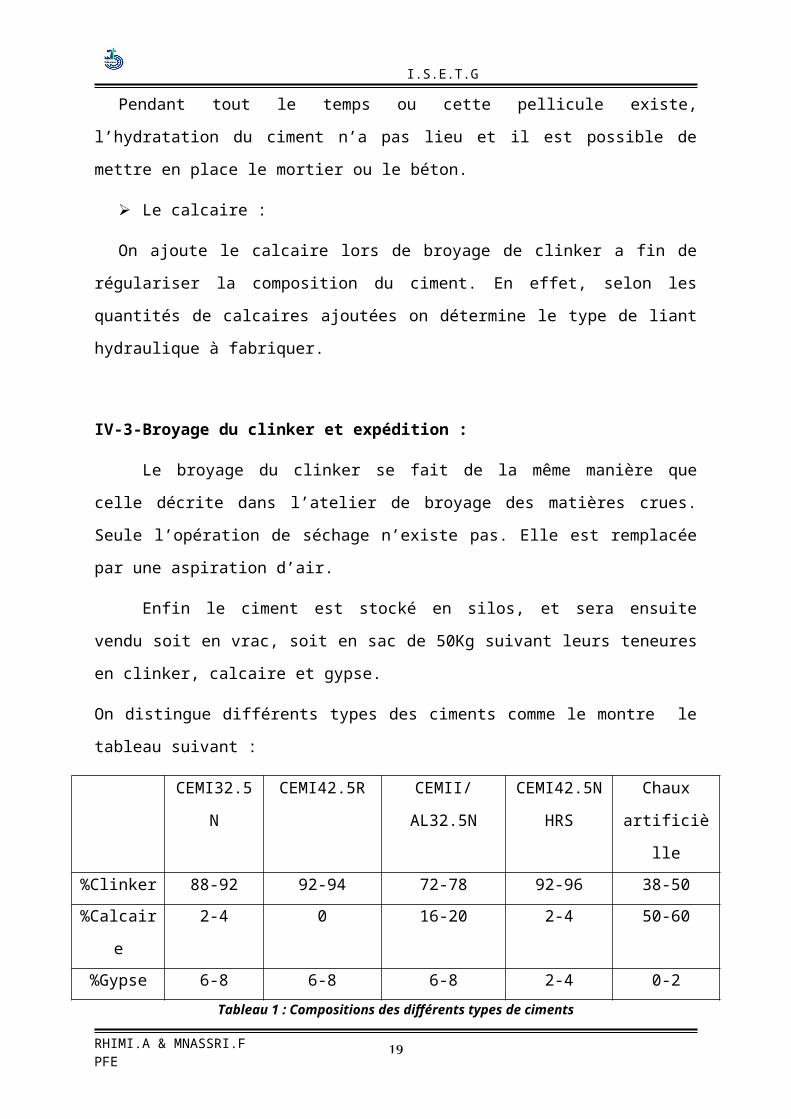
Enfin le ciment est stocké en silos, et sera ensuite vendu soit en vrac, soit en sac de
50Kg suivant leurs teneures en clinker, calcaire et gypse.
On distingue différents types des ciments comme le montre le tableau suivant :
CEMI32.5N CEMI42.5R CEMII/AL32.5N CEMI42.5N
HRS
Chaux
artificièlle
%Clinker 88-92 92-94 72-78 92-96 38-50
%Calcaire 2-4 0 16-20 2-4 50-60
%Gypse 6-8 6-8 6-8 2-4 0-2
Tableau 1 : Compositions des différents types de ciments
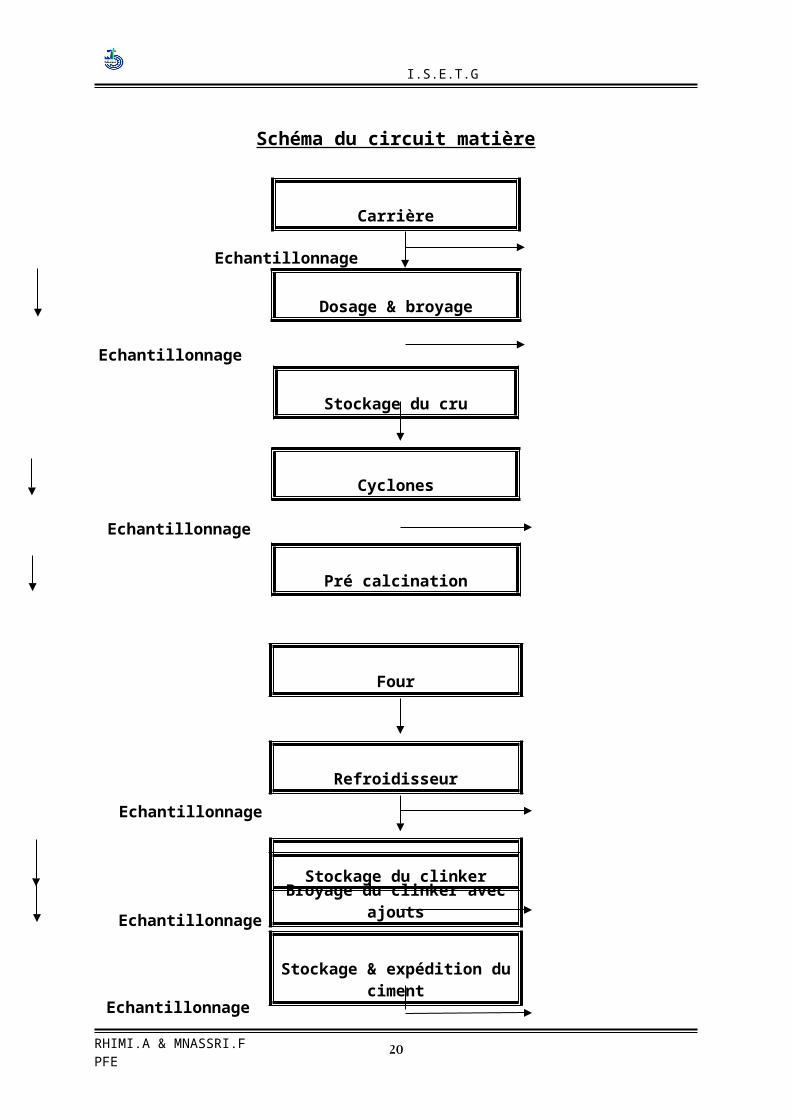
Schéma du circuit matière
Echantillonnage
Dosage & broyage
Echantillonnage
Echantillonnage
RHIMI.A & MNASSRI.F PFE
Carrière
Stockage du cru
Cyclones
Pré calcination14

I.S.E.T.G
Echantillonnage
Echantillonnage
Echantillonnage
D/ Contrôle de la
matièrePour obtenir un ciment ayant les propriétés physiques et chimiques souhaitées la
matière subie tout le long du chemin de fabrication des essais de contrôle afin de pouvoir
corriger la dose si nécessaire.
I-Carrière :
L’argile et les déchets de briques (ajoutés pour augmenter le taux d’alumine dans le
mélange) sont contrôlés une fois par mois :
Analyse des éléments C, S, A, F, SO3, K2O, Cl- par FluorexenceX.
Détermination de la perte au feu (PF) à 1000°C.
RHIMI.A & MNASSRI.F PFE
Four
Refroidisseur
Stockage du clinker
Broyage du clinker avec ajouts
Stockage & expédition du ciment
15

I.S.E.T.G
L’humidité (%H2O) à110°C.
II-Pré-homogénéisation :
Pour chaque rotation (20 camions calcaire marneux et argile), on fait une analyse des
éléments C, S, A, F, k2O, Cl- et SO3 par FluorexenceX.
Cette analyse permet d’obtenir le module calcique ∆ et le rapport silice sur alumine S/A, et
corrigé s’il est nécessaire.
III-Broyage du cru :
Prélèvement d’un échantillon toutes les deux heures.
Les analyses faites sont :
Les éléments C, S, A, F, Cl-, K2O et SO3 par FluorexenceX.
Détermination de l’humidité à 110°C.
Détermination de la finesse : refus de tamis à maille 100µm et 200µm.
Suivant les valeurs de ∆ (module calcique), MS (module silicique) et A/F (module
alumino-ferrique), l’opérateur détermine les quantités de calcaire et de minerai de fer
nécessaires pour corriger la composition du mélange.
IV-Homogénéisation :
Prélèvement d’un échantillon toutes les quatre heures .On fait une analyse des
éléments :C, S, A,F, Cl-, K2O et SO3 par Fluorexence X, pour avoir une idée sur la qualité de
la farine à cuire.
V-Piège et cyclone 4 :
Un prélèvement d’un échantillon chaque quatre heures à l’entrée du four (cyclone 4).
Les analyses sont :
Analyse du chlorure et du trioxyde de sulfate par FluorexenceX.
Le pourcentage de chlore et de trioxyde de sulfate est pris comme critère de mise en
marche ou d’arrêt du piège à alcalis.
Détermination de la perte au feu.
RHIMI.A & MNASSRI.F PFE
16
I.S.E.T.G
VI-Clinker :
Prélèvement d’un échantillon toutes les deux heures.
On détermine le taux de la chaux libre toutes les quatre heures.
On fait aussi:
Une analyse des éléments C, A, S, F, SO3, MgO, K2O et Na2O par FluorexenceX.
Perte au feu à 1000°C et à 500°C.
VII-Ciment :
Prélèvement d’un échantillon toutes les deux heures :
Analyses chimiques :
La perte au feu à 1000°C et à 500°C.
Une analyse de SO3 une fois par poste (huit heures).
Analyses physiques et mécaniques (deux fois par semaine) :
Détermination du refus de tamis à maille 40µm.
Essais de prise et d’expansion.
Essai de la résistance à la compression.
Partie 2 :
RHIMI.A & MNASSRI.F PFE
17
I.S.E.T.G
Sujet :
Influence du rapport (clinker
mal cuit/ bon clinker) sur les
caractéristiques du ciment.
Le clinker mal cuit représente une perte pour la cimenterie de point de vue financier,
notre but est de déterminer l’influence de l’ajout de ce clinker ; à différents pourcentages ; au
ciment 32,5N. C’est à ce but on a suivre les étapes suivantes :
Préparation des échantillons avec défirent pourcentages d’ajout de clinker mal cuit.
Essai d’avoir des échantillons semblables de point de vue finesse.
Réaliser toutes les analyses physiques et chimiques.
A/Préparation des échantillons :
RHIMI.A & MNASSRI.F PFE
18
I.S.E.T.G
A l’échelle laboratoire on a essayé de réaliser des opérations de broyage comparables
à celle pratiquées à l’usine.
Des échantillons de 3270g chacun, ont été préparer par mélange du clinker bon cuit,
clinker mal cuit, gypse et calcaire dans les proportions suivantes :
Bon clinker Clinker mal cuit Gypse Calcaire
Ech Masse(g) % Masse(g) % Masse(g) % Masse(g) %
1 3000 91,74 0 0 180 5,5 90 2,75
2 2850 87,15 150 4,58 180 5,5 90 2,75
3 2700 82,56 300 9,17 180 5,5 90 2,75
4 2550 77,98 450 13,76 180 5,5 90 2,75
5 2400 73,39 600 18,34 180 5,5 90 2,75
6 2250 68,8 750 22,93 180 5,5 90 2,75
Tableau -2-Compositions des échantillons
Ces échantillons ont été introduites ensuite dans un broyeur à boulets (d = 25/30 mm).
On a essayé d’obtenir des échantillons qui ont la même finesse en jouant sur le temps de
broyage. La taille des grains est contrôlée par la quantité de matière retenue dans un tamis de
maille 40 micromètres et par la mesure de la surface spécifique de Blain (S.S.B).
Les masses du gypse et du calcaire ajoutées sont constantes pour tous les échantillons
préparés.
Le gypse est utilisé pour son rôle de régulateur de prise (retardateur ou accélérateur
de prise) sa teneur est fixée par la norme Tunisienne NT 47.01 des liants hydrauliques (max
3.5% en SO3).
Dans nos analyses on a suivi les caractéristiques du ciment en fonction du R2.
R2 est le rapport du clinker mal cuit sur le clinker bon cuit.
Ech 1 2 3 4 5 6R2(%) 0 5,26 11,11 17,64 25 33,33
Tableau-3-Rapport d’ajout du clinker mal cuit
Remarques :
RHIMI.A & MNASSRI.F PFE
19
I.S.E.T.G
La température du broyeur au laboratoire ne dépasse pas 40°C. Tandisque celle du
broyeur clinker est supérieure à 90°C. Afin de réduire l’écart entre ces températures
on a mis nos échantillons dans une étuve pendant 2heures à une température de l’ordre
de 100°C.
Le clinker mal cuit ajouté est déjà hydraté par les conditions atmosphériques
(humidité, pluie…).
B/ Analyses des échantillons :
I- Analyses chimiques :
I-1-Détermination de la perte au feu :
I-1-1-Définition :
Perte au fer 500°C : elle a pour but d’éliminer l’eau lié du gypse selon la réaction
suivante :
CaSO4,2H2O CaSO4
Perte au fer 1000°C : Il s’agit de calculer la quantité de dioxyde de carbone et du
sulfate qui se dégagent .En faite, le calcaire présent dans le ciment se décompose à
cette température selon les réactions suivantes :
CaCO3 CaO + CO2
CaSO4 CaO +SO3
I-1-2-Mode opératoire :
Peser le creuset vide et noter son poids P0.
Mettre quelques grammes de chaque échantillons dans
la creuset et peser de nouveau, soit P1 son poids.
Mettre le creuset dans un four pendent 20mn.
Après avoir calciner le mélange, peser de nouveau et
noter P2 le poids pesé.
RHIMI.A & MNASSRI.F PFE
20
I.S.E.T.G
I-1-3-Resultats et interprétations :
I-1-3-1-Resultats :
Le pourcentage en perte au feu peut être calculé de la manière suivante :
PF (% ) = ( P1 – P2 ) *100 / ( P1 – P0 )
Cet essai permit de vérifier le pourcentage d’ajout calcaire dans le ciment et le
corriger si sa valeur dépasse 5%.
Suivant la formule :
Ajout calcaire = [PF (1000°C) – PF (500°C)]/ 0.42
Avec 0.42 représente la teneur de CO2 dans le calcaire.
R2(%) 0 5,26 11,11 17,64 25 33,33
PF(%)1000°C 2,39 2,81 3 3,1 3,4 3,47
PF(%)500°C 0,98 1,1 1,14 1,22 1,36 1,43
A.C (%) 3,35 4,07 4,24 4,47 4,85 4,86Tableau-4-Résultats de l’influence de l’ajout du clinker mal cuit sur la perte au feu.
RHIMI.A & MNASSRI.F PFE
21

I.S.E.T.G
Figure-1-Variation de perte au feu en fonction du clinker mal cuit ajouté.
I-1-3-2-Interprétations :
L’augmentation de perte au feu est due à l’élévation de la teneur du calcaire dans les
échantillons.
I-1-4-Conclusion :
On constate que tous les échantillons sont dans les normes de point de vue ajout
calcaire. En plus l’incuit a tendance d’augmenter la perte au feu.
I-2-Détermination de la chaux libre :
I-2-1-Définition :
C’est le pourcentage de la chaux qui n’a pas combiné pour donner le C2S puis le
C3S.Ce pourcentage est déterminé par dosage volumétrique.
I-2-2-Mode opératoire :
Peser 1g de chaque échantillon.
Ajouter quelques gouttes de phénol phtaléine.
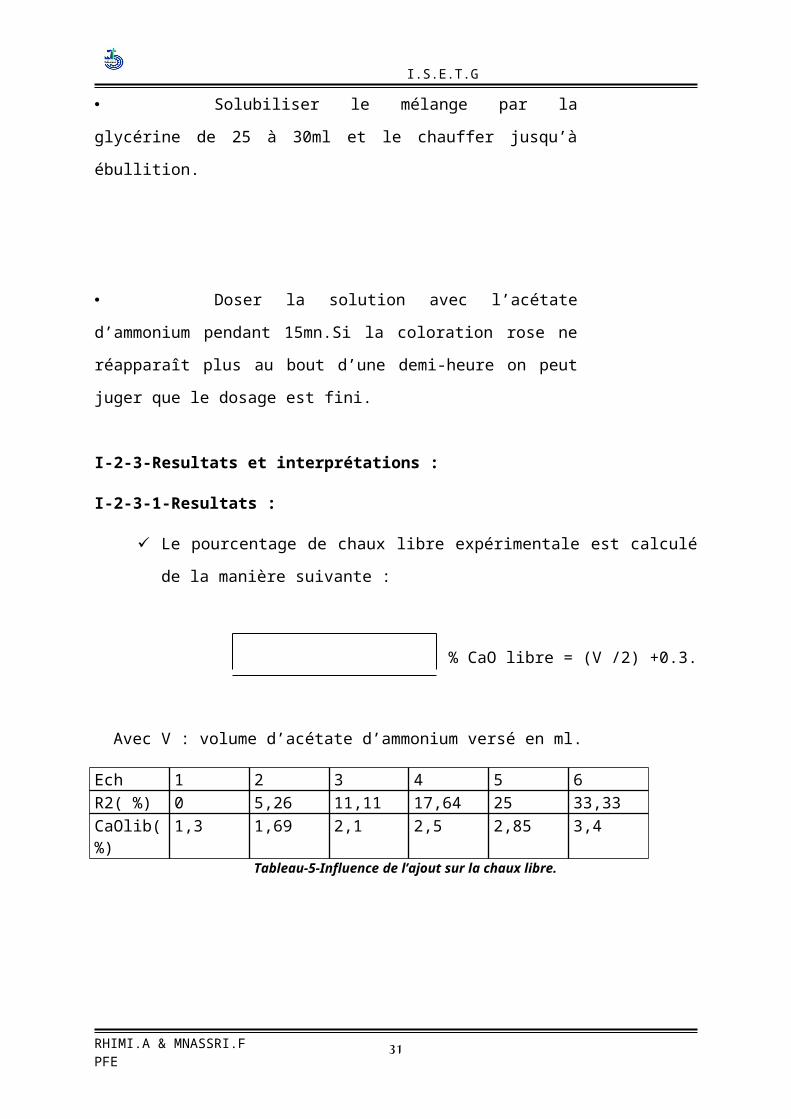
Solubiliser le mélange par la glycérine de 25 à 30ml et
le chauffer jusqu’à ébullition.
Doser la solution avec l’acétate d’ammonium pendant
15mn.Si la coloration rose ne réapparaît plus au bout d’une demi-heure on
peut juger que le dosage est fini.
I-2-3-Resultats et interprétations :
I-2-3-1-Resultats :
Le pourcentage de chaux libre expérimentale est calculé de la manière suivante :
RHIMI.A & MNASSRI.F PFE
22

I.S.E.T.G
% CaO libre = (V /2) +0.3.
Avec V : volume d’acétate d’ammonium versé en ml.
Ech 1 2 3 4 5 6R2( %) 0 5,26 11,11 17,64 25 33,33CaOlib(%) 1,3 1,69 2,1 2,5 2,85 3,4
Tableau-5-Influence de l’ajout sur la chaux libre.
Figure-2-Variation de la chaux libre en fonction de R2.
I-2-3-2-Interprétations :
Le clinker mal cuit a augmenté la teneur en chaux libre. Cette augmentation est
expliquée de faite que le clinker mal cuit n’a pas atteint la zone de transformation de CaO
en C2S puis en C3S.
I-2-4-Conclusion :
On peut juge que les échantillons 1et 2 sont dans le norme de point de vue
pourcentage en chaux libre, on peut accepter difficilement l’échantillon 2.
I-3-La spectrométrie à rayon X (Fluo-X) :
RHIMI.A & MNASSRI.F PFE
23
I.S.E.T.G
I-3-1-Definition :
Comme son nom l’indique, c’est une technique utilisant la réflexion des rayons X pour
la détermination des teneurs des différents éléments existants dans la matière.
I-3-2-Principe :
L’échantillon est irradié par un faisceau de rayon X de forte énergie et intensité. Ce
faisceau déstabilise les couches les plus profondes de l’atome en émettant des photons dont la
longueur d’onde et l’intensité servent à l’identification des différents éléments constituants
l’échantillon ainsi qu’à la détermination de leur teneur.
I-3-3-Mode opératoire :
Peser 14g de chaque échantillon plus 2g de cellulose.
Introduire le mélange dans le récipient de mouture.
Broyer ce mélange pendent 100s avec le sur broyeur.
Verser le mélange homogène et sur broyé dans une
coupelle logé dans la pastilleuse.
Compresser avec la pastilleuse préalablement réglée de
15à 25s.
Fermer en servant le dispositif de compression.
En fin de cycle la pastilleuse s’arrête automatiquement.
Dresser et enlever la pastille.
La pastille obtenue est ensuite introduite dans la Fluo X.
I-3-4-Résultats et interprétations :
I-3-4-1-Résultats :
Ech Si % Al% Fe% SO3
%
K2O
%
MgO
%
C3S% C2S% C3A% C4A% CaO
%
1 20.6 4.63 3.15 2.43 0.49 1.33 53.9 18.4 6.96 9.56 64.95
2 20.5 4.5 3. 2.7 0.5 1.31 52.7 19 6.66 9.26 64.76
RHIMI.A & MNASSRI.F PFE
24
I.S.E.T.G
3 20.6 4.4 3. 2.74 0.52 1.16 49.9 21.5 6.54 9.27 65.03
4 20.5 4.4 3. 2.82 0.5 1.17 48.5 22.4 6.64 9.23 65
5 20.4 4.4 3 2.97 0.64 1.31 47.6 22.7 6.45 9.3 64.94
6 20.5 4.37 3.11 3 0.54 1.18 45.7 24.4 6.32 9.46 65
Tableau-7-Compositions chimiques des échantillons
I-3-4-2-Interprétations :
La variation remarquée en teneur de C2S et C3S peut être expliquée de faite que leurs
transformations ne sont pas achevées car la zone de clinkérisation n’est pas atteinte.
I-3-5-Conclusion :
D’après les résultats précédentes on constate que la teneur en C2S a augmenté tan disque celle
en C3S a diminué, en augmentant le pourcentage du clinker mal cuit.
Pour les autres compositions on peut les considérés comme constantes.
II-Analyses physiques et mécaniques:
II-1-Influence de l’incuit sur le temps de broyage :
Pour nos analyses on a essayé d’avoir la même finsse pour tous nos échantillons (Rf
40µm) .
Chaque fois qu’on ajoute plus du clinker mal cuit, on constate l’augmentation du
temps de broyage et ceci s’explique par le fait que l’incuit apporté de l’extérieure est un peut
humide, il colmate sur le blindage et les boulets du broyage. Par conséquence l’ajout
de l’incuit nécessite plus de l’énergie.
II-2-Essai de prise :
II-2-1-But :
L’objectif de cet essai est de déterminer le temps de début de prise.
II-2-2-Mode opératoire :
RHIMI.A & MNASSRI.F PFE
25

I.S.E.T.G
II-2-2-1-Apparalleige :
L’appareil de Vicat : formé par une sonde cylindrique mobile suivant l’axe verticale
de masse 300g. (Voir annexe 3.1).
Le moule de Vicat : de forme tronconique destiné à contenir la pâte pendent l’essai est
fabriqué en caoutchouc.
Armoire humide : pour l’emplacement des moules dans les conditions suivantes :
Température de 20°C+-1.
Humidité de 90à98%.
Malaxeur : la durée de fonctionnement de malaxeur doit être de 3 min repartit
comme suit :
90 s à vitesse constante (62T/min) pour mélanger l’eau
et l’échantillon.
15S arrêt pour gratter la pâte adhérente à la cuve.
90s à vitesse constante (62T/min) pour malaxer de
nouveau la pâte.
II-2-2-2-Experience :
A partir d’une masse de 500g d’échantillon et un volume de 137ml d’eau on
prépare la pâte de prise.
Introduire immédiatement la pâte dans le moule.
Enlever l’excès de pâte par un mouvement de va et vient par une règle sur leur
surface.
Placer ensuite les moules dans l’armoire humide.
II-2-2-3-Resultats et interprétations :
II-2-2-3-1 -Résultat :
RHIMI.A & MNASSRI.F PFE
26
I.S.E.T.G
Temps de prise :
Après le réglage de l’appareil Vicat, on amène l’aiguille juste à la surface de la pâte
qui va pénétrer à des positions convenablement espacées à plus de 10mm. On relève
comme temps de début de prise le temps mesuré depuis l’instant au bout du quel la
distance entre l’aiguille et la plaque de base est de 4mm+-1.
Ech 1 2 3 4 5 6
R2 (%) 0 5,26 11,11 17,64 25 33,33
T.D.P 240 227 207 203 160 156
Tableau-9-Résultats de l’ essai de prise.
Figure-3- Variation du temps de prise en fonction de R2
II-2-2-3-2- Interprétations :
On remarque que :
♣ Plus le pourcentage de clinker mal cuit augmente plus le temps de prise diminue.
♣ D’après le tableau-7- l’augmentation du pourcentage du sulfate (SO3) est proportionnelle
à l’ajout du clinker mal cuit.
♣ D’après les résultats obtenus de début de prise, on peut juger que le sulfate joue un rôle
d’accélérateur de prise.
II-2-2-4- Conclusions :
-Les échantillons 1, 2,3 et 4 sont dans les normes qui exigent un temps de prise entre180 et
240min.
RHIMI.A & MNASSRI.F PFE
27
I.S.E.T.G
-L’ajout du clinker mal cuit a tendance de diminuer le temps de prise.
II-3-Essai d’expansion :
II-3-1- But :
Le but principal de l’essai de stabilité est d’apprécier le risque possible d’expansion.
II-3-2-Mode opératoire :
II-3-2-1-Appareillage :
L’éprouvette de Chatelier (voir annexe3.2).
Une armoire humide
Un bain chauffant d’eau : dans le quel il est possible d’intégrer les éprouvettes de
Chatelier.
II-3-2-2-Experience :
On remplis le moule de chatelier par la même pâte que l’essai de prise.
Couvrir la moule par deux paires de plaque en verre inférieure et supérieure.
Placer le moule dans l’armoire pendant 24h+-0.5h.
A près 24h on mesure l’écartement entre les points des aiguilles noté E1.
Chauffer le moule dans le bain d’eau à la température d’ébullition pendant
3h+-5min.
Apres ce temps laisser refroidir les moules jusqu’à 20°C et mesurer la nouvelle
distance entre les aiguilles noté E2.
II-3-3-Resultats et interprétations :
II-3-3-1-Resultats :
Ech E1 (mm) E2 (mm) E2-E1
1 6 6.5 0.5
2 11 12 1
3 20.5 21 0,5
4 11.5 12,5 1
5 19 20 1
6 19.5 20 0,5
RHIMI.A & MNASSRI.F PFE
28

I.S.E.T.G
Tableau-10-Essais d’expansion.
II-3-3-2-Interpretations :
L’examen de ces résultats montre que l’ajout du clinker mal cuit n’a pas un effet sur
l’expansion et ce là est explique par la qualité de ce clinker ajouté qui est déjà hydraté par les
conditions atmosphérique (humidité, pluie ...).
II-3-4Conclusion :
Le clinker mal cuit hydraté n’a pas un effet remarquable sur l’expansion .Toutes les
échantillons sont dans le norme au point de vu écartement des aiguilles.
II-4-Essai mécanique :
II-4-1-But :
La caractéristique mécanique d’un ciment consiste à déterminer les résistances à la
compression.
II-4-2-Mode opératoire :
II-4-2-1-Appareillages :
Les essais mécaniques sont réalisées sur des éprouvettes en mortier normalisées de
dimensions de 4*4*16cm (voir annexes 3.3).
Appareil de choc : elle a pour fonction de bien repartir la pâte dans l’éprouvette.
Malaxeur : la durée de fonctionnement du malaxeur doit être de 240s
répartit comme suit :
Vitesse lente (62tour/min) pendant 30s.
Temps de dessablage est de 30s.
Vitesse rapide (125tour/min) pendant 30s.
Temps d’arrêt est de 90s.
RHIMI.A & MNASSRI.F PFE
29

I.S.E.T.G
Temps de reprise à une vitesse lente est de 60s.
II-4-2-2-Experience :
Préparer une moule de mélange :
225ml d’eau.
450 g de ciment.
1350g de sable normalisé.
Remplir la moule et la placer sur l’appareil de choc.
La moule contenant les éprouvettes est conservée dans une armoire humide pendent
24h.
Après 24h démouler les éprouvettes et les conserver sous l’eau jusqu’à moment des
essais de résistance.
II-4-3-Résultats et interprétations :
Pour chaque échantillon on prépare 3 éprouvettes pour déterminer leurs résistances à 2jours,
7jours, 28jours.
II-4-3-1-Résultats :
R2(%) 0 5,26 11,11 17,64 25 33,33
RS
2J(MPa)
20,55 19,85 19,8 18,5 16,05 15,9
RS
7J(MPa)
36,8 33,2 33,1 32,1 28 27
RS
28J(MPa)
53,4 50,8 46,1 45,4 43,5 41,9
Tatbleau-12-Essais mécaniques
RHIMI.A & MNASSRI.F PFE
30
I.S.E.T.G
Figure-4-Variations des résistances en fonction de R2.
II-4-3-2-Interprétation :
La diminution de résistance est due à l’augmentation de pourcentage de l’incuit par
conséquence l’augmentation de teneur en chaux libre qui a un effet de dégradation de
résistance.
II-4-4-Conclusion :
Tant que le pourcentage d’incuit augmente, les résistances chutent à n’importe quel
age (2 ,7et28jours).
Tous les échantillons sont dans la norme.
RHIMI.A & MNASSRI.F PFE
31

I.S.E.T.G
C/Conclusion généraleNos études ont été consacrés à suivre l’influence de l’ajout de clinker mal cuit sur les
caractéristiques du ciment, qui nous ont aboutit aux résultats suivantes :
Cet ajout a tendance d’augmenter la chaux libre et que touts les échantillons sont hors
norme sauf celui 1, 2 et 3.
Jusqu’à l’ajout de 17,64% on a gardé la conformité de la norme au point de vue temps
de début de prise.
L’essai d’expansion conforme à la norme pour tous les échantillons.
Les résultats des essais mécaniques montrent une dégradation de résistance
proportionnelle à l’ajout du clinker mal cuit.
Malgré cette dégradation, tous les échantillons sont dans la norme (32,5MPa<=
RS<=52,5MPa).Ils sont de type CEMI32.5.
RHIMI.A & MNASSRI.F PFE
32
I.S.E.T.G
La cimenterie peut réutilise le clinker mal cuit en l’introduisant dans la chaîne de
production jusqu’à une pourcentage de l’ordre 25% par rapport au masse du clinker bon
cuit, en suivant les même paramètres de nos essais.
ANNEXES
RHIMI.A & MNASSRI.F PFE
33


















