
SSAB – the use of Ultra High-Strength Steels · Docol 900 M Docol 1100 M Docol 1200 M Docol 1300...
61
SSAB – the use of Ultra High-Strength Steels
Transcript of SSAB – the use of Ultra High-Strength Steels · Docol 900 M Docol 1100 M Docol 1200 M Docol 1300...

SSAB – the use of Ultra High-Strength Steels

SSAB in brief
57 BILLION SEK
annual net sales in 2015
Steel making since
1878 16,000 professionals
in 50 countries
8.8 MILLION TONNES
Annual steel production capacity:
OUR BUSINESSES: SSAB Special Steels,
SSAB Europe, SSAB Americas, Tibnor,
Ruukki Construction

Strong globally and locally
SSAB main production sites SSAB production sites
SSAB tubes production
Sales coverage
Luleå, Sweden Raahe, Finland Hämeenlinna, Finland Borlänge, Sweden Oxelösund, Sweden
Montpelier, Iowa, USA Mobile, Alabama, USA
Tube production in the Nordics

Steel production base in the Nordics
Luleå, Sweden ► Established: 1941 ► Steel production ► SSAB Europe ► Employees: 1,200
► Established: 1878 ► Strip products ► SSAB Europe ► Employees: 2,000
► Established: 1913 ► Steel production, heavy
plates ► SSAB Special Steels ► Employees: 2,300
► Established: 1960 ► Steel production, heavy
plates and strip products ► SSAB Europe ► Employees: 2,700
► Established: 1972 ► Strip products and tubes ► SSAB Europe ► Employees: 900
Borlänge, Sweden
Oxelösund, Sweden
Raahe, Finland
Hämeenlinna, Finland

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Main Applications for UHSS ROOF BOW
C-PILLAR REINFORCEMENT
B-PILLAR REINFORCEMENT
CROSS MEMBER
TUNNEL REINFORCEMENT
SILL REINFORCEMENT
SIDE IMPACT BEAM
BUMPER REINFORCEMENT
CRASH BOX SYSTEM
FRONT SIDE MEMBER
SUSPENSION HEAD
DOOR MECHANISM
TUBE FOR DASHBOARD
A-PILLAR REINFORCEMENT
ROOF RAIL

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Rocker reinforcement– Docol 1400 MZE
First chassis part in Docol 1400 MZE
Rollformed Global platform

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Bumper – Docol 1300 M
Rollformed and seam-welded As light as aluminium

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Door beam – Docol 1200 M
Door beam in Docol 1200 M Change from hot stamping
to cold forming due to cost reasons
Same weight and crash properties as hot formed version

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Chassis part AHSS/UHSS – Control arm
Lightweigth Static load Dynamic load Fatigue properties
Domex 700 MC, 3,0 mm

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Formability of high-strength steels

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Experimental setup - Tensile test
11
Measuring: Force; F vs. Displacement; DL F
L+DL

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
12
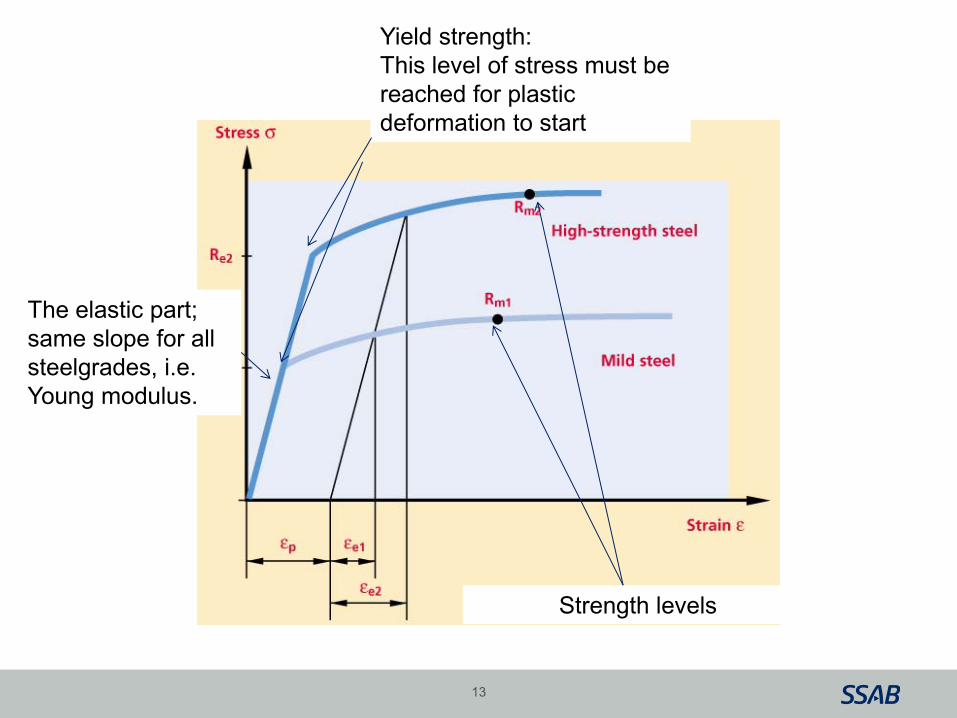
Stress- strain diagram
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
13
The elastic part; same slope for all steelgrades, i.e. Young modulus.
Yield strength: This level of stress must be reached for plastic deformation to start
Strength levels

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
14
Design criteria
Forming operations in general
Shearing & Cutting operations

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
0
200
400
600
800
1000
1200
1400
1600
1800
Docol900 M
Docol1100 M
Docol1200 M
Docol1300 M
Docol1400 M
Docol1500 M
Docol1700 M
Tens
ile S
tren
gth
(MPa
)
Mechanical properties Docol Steels are made for cold forming Elongation A80 for martensitic grades usually around 3-5% Docol steels can have same strength as hot formed steels
15

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
– Limiting Drawing Ratio (LDR) – Stretch-forming capability – Flangability – hole expansion – Bendability – Forming Limit Curve (FLC)
600 DP 800 DP 1200 M 1000 DP 1400 M DC06
Formability of high-strength steels

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
0,00
0,10
0,20
0,30
-0,20 -0,10 0,00 0,10 0,20 0,30
Maj
or S
trai
n
Minor strain
Forming limit diagram

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
18
Forming limit diagram
emax
emin
Fracture
Risk for fracture
Thinning
Good
Insufficient stretching
Thickening
Wrinkles

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
19
Forming Limit Curves, t=2,0 mm
0
0.1
0.2
0.3
0.4
0.5
0.6
-0.3 -0.2 -0.1 0 0.1 0.2 0.3
Minor true strain (-)
Maj
or tr
ue s
trai
n (-)
DC04 600DP 800DP 1000DP 1200M 1400M

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Formability and elongation
Measured length on virgin tensile test 80mm After tensile test 88mm Elongation 10%
Locally 20% strain

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Tens
ile s
treng
th (M
Pa)
A80
, FLD
, 2m
m (%
)
39
29 25
21 17
14
7 10
Elongation vs Forming Limit Curve

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Different forming types in one piece

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Forming Simulation at SSAB

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Forming Simulation at SSAB
Avoid problems – Simulate in early stage
of projects (after design)
– Define forming process for safe and efficient production
– Which tolerances can be achieved?
“Fix problems” – Simulate after tooling
is made – Design improvement
on blank and tools, to avoid high springback or cracks
– Find out the parameters for variation in process

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Remember the “times10 factor”.
1 hour to change an error in design department gives: – 10 hours work in tool-shop to adjust
And if not seen there: – 100 hours in production (if the parts have been
manufactured with errors)

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Simulation in a new project

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
First simulation run
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
What to do?
Tool change Blank size Process change Geometrical change

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Optimize blank

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
OK forming.

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Springback
32

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Forming type
33
Crash Forming Drawing with blankholder

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Springback
Drawing concept Crash forming concept
Combined concept

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Design to prevent sidewall springback

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Stiffeners
36
Design to prevent sidewall springback

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
37 12/07/2016
Stretched flanges Be careful with stretched
flanges Ensure a good edge quality Turn the burr inwards if
possible Cut the part after stretching
if possible Don’t compare the results
from prototypes cut with laser to flanges cut with serial tooling

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Streched flanges
38
0
10
20
30
40
50
60
70
λ (%)
ISO 16630

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Slitting
39

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Cutting edge
12/07/2016 40
Rollover
Bright zone
Fracture zone
Burr

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Cutting clearance
12/07/2016 41
Cutting clearance is the distance between the shears
Optimal size depends on material strength and plate thickness
Choice of cutting clearance is critical for cut edge quality
s

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Cutting clearance Correct clearance
12/07/2016 42
Workpiece
Die
Punch
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
12/07/2016 43
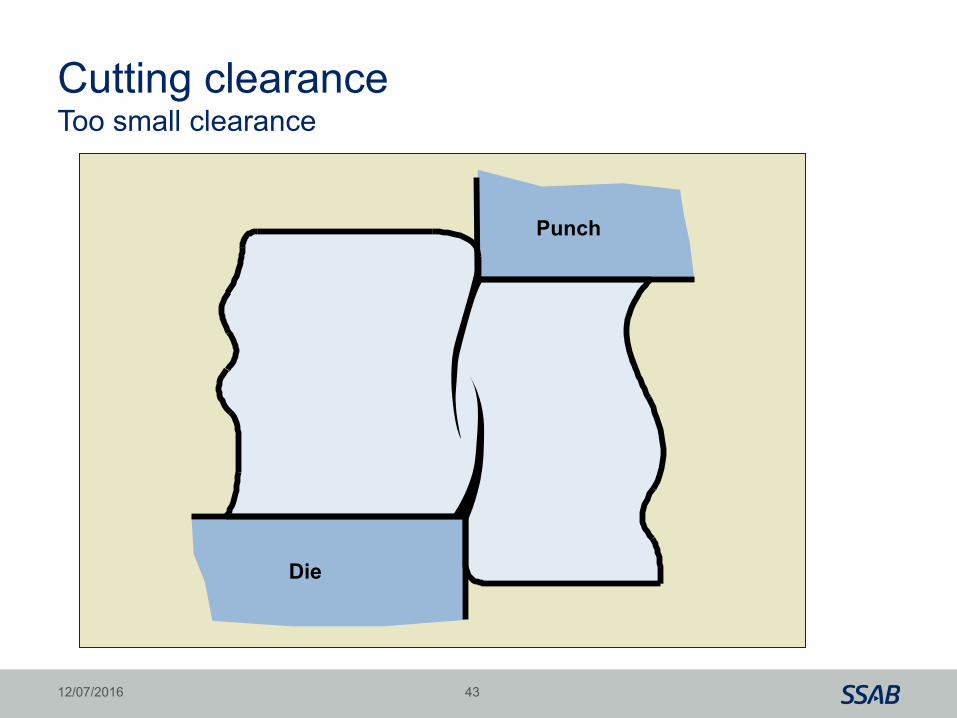
Die
Punch
Cutting clearance Too small clearance

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
12/07/2016 44
Secondary cracks
(size exaggerated)
Primary cracks
Punch
Die
Cutting clearance Too large clearance

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Cutting edge
12/07/2016 45
Initial wear Normal wear Damage
Burr height g
gi
0
Sharp tools Number of strokes
50000 100000
g

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Punching (blanking)
12/07/2016 46
Cutting clearance, s
Punch
Steelsheet
Die
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
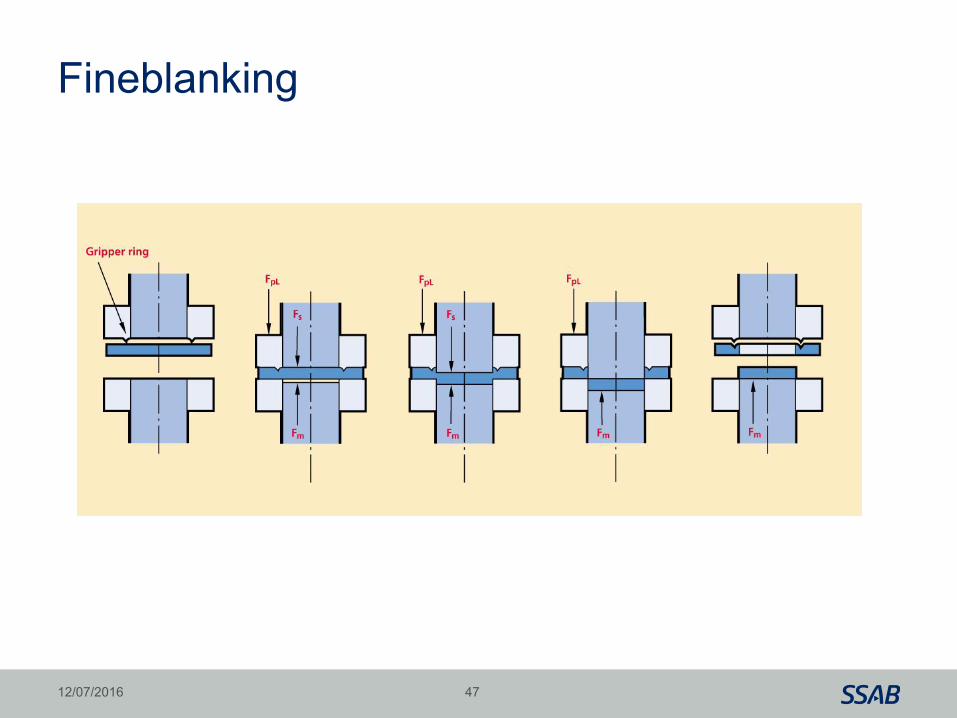
Fineblanking
12/07/2016 47

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Fineblanking
12/07/2016 48

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Improving edge ductility

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Improving edge ductility

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
2,0mm ≤ t cutting clearance 12%±1%
Improving edge ductility ISO 16630

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Improving edge ductility ISO 16630

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Improving edge ductility Pre-piercing

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Improving edge ductility Pre-piercing
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Improving edge ductility Pre-piercing
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Summary and conclusion • Pre-piercing increases the hole-expansion ratio for MC, CP and M steel
grades by ca 100%.
• To maximize hole-expansion ratio, the cutting clearance should be adapted to the used steel grade.
• ISO16630 shows not the full potential of AHSS due to a fix cutting clearance.

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Tooling setup as ISO16630 Punched hole with different cutting clearances Pre-piercing with different cutting clearances Specimen thickness: 2 mm 10 specimens per material Tested materials:
– Domex 700 MC – Docol HR 800 CP – Docol 1000 DP – Docol 1200 M – Docol 1500 M
Improving edge ductility Test procedure

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Cutting clearance 10% 12,5% 15% 17,5% 25%
Average HER [%] punched 42 48 52 51 67
Standard deviation 5,1 8,4 9,6 9,3 8,6
Average HER [%] pre-pierced 124 107 111 98 82
Standard deviation 9,7 22,6 23,6 24,9 11,9
Test procedure and results
0
20
40
60
80
100
120
140
1 2 3 4 5 6 7 8 9 10
HER
[%]
Sample
Docol HR 800 CP, punched
0
20
40
60
80
100
120
140
1 2 3 4 5 6 7 8 9 10
HER
[%]
Sample
Docol HR 800 CP, pre-pierced
10%12,5%15%17,5%25%

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
59
How to choose tool steel?
Number of parts to be produced
Type of work material
Thickness of work material
Hardness of work material

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
60
Exampels from wear study, Domex 700 MC
SLEIPNER 200 000 strokes
VANADIS 4 EXTRA 200 000 strokes
SLEIPNER + N 136 strokes
CALDIE + CVD 100 000 strokes CALDIE +N + PVD
80 000 strokes

Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
Grid
61
Tooling solutions
www.ssab.com


















