
SKRIPSI - repository.ipb.ac.id · perusahaan. Observasi dilakukan untuk mengetahui kondisi pada...
89
SKRIPSI PENINGKATAN KUALITAS KERJA BERDASARKAN ASPEK ERGONOMIKA PADA PACKING AND VANNING DIVISION PT. TOYOTA MOTOR MANUFACTURING INDONESIA (KASUS MAGANG DI PT. TMMIN SUNTER 1) Oleh : ALI MASROCHAN F14052530 DEPARTEMEN TEKNIK PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR 2009
Transcript of SKRIPSI - repository.ipb.ac.id · perusahaan. Observasi dilakukan untuk mengetahui kondisi pada...

SKRIPSI
PENINGKATAN KUALITAS KERJA BERDASARKAN ASPEK
ERGONOMIKA PADA PACKING AND VANNING DIVISION
PT. TOYOTA MOTOR MANUFACTURING INDONESIA
(KASUS MAGANG DI PT. TMMIN SUNTER 1)
Oleh :
ALI MASROCHAN
F14052530
DEPARTEMEN TEKNIK PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
2009
ii
ALI MASROCHAN. F14052530. Peningkatan Kualitas Kerja Berdasarkan Aspek Ergonomika pada Packing and Vanning Division PT. Toyota Motor Manufacturing Indonesia, Sunter 1 Plant Jakarta. Di bawah bimbingan Dr. Ir. Sam Herodian, MS. dan Anys Yudianto, ST.
RINGKASAN
Ergonomika merupakan permasalah dalam bidang industri yang sangat
menarik dan penting untuk dikaji. Penerapan aspek ergonomika dalam bidang industri dapat meningkatkan keselamatan dan kesehatan kerja yang akan meningkatkan produktivitas baik dari segi kualitas maupun kuantitas produk yang dihasilkan. Selain itu, penerapan aspek ergonomika juga dapat meningkatkan kesejahteraan pekerja dari segi kualitas kesehatan. Semua hal tersebut pada akhirnya akan mendatangkan keuntungan baik bagi perusahaan maupun karyawan.
Istilah ergonomi sendiri berasal dari bahasa Yunani: Ergo (kerja) dan nomos (peraturan, hukum). Ergonomi dapat didefinisikan sebagai suatu ilmu atau aturan yang mengkaji kemampuan, keterbatasan, dan karakteristik manusia serta interaksinya dengan lingkungan, peralatan, mesin, dan prosedur kerja untuk mencapai kondisi keselamatan, kenyamanan, kesehatan, dan produktivitas kerja yang optimal. Kesehatan dan Keselamatan Kerja (K3) merupakan suatu kondisi yang bebas dari gangguan secara fisik dan psikis yang disebabkan oleh lingkungan kerja serta selamat dari penderitaan dan kerusakan atau kerugian di tempat kerja yang berupa penggunaan mesin, peralatan, bahan-bahan dan proses pengolahan, lantai tempat bekerja dan lingkungan kerja, serta metode kerja.
Kegiatan magang di PT. TMMIN adalah bertujuan memberikan pengalaman kerja nyata bagi mahasiswa dan memberikan kontribusi secara langsung maupun tidak kepada perusahaan. Dalam kegiatan magang ini, mahasiswa diberikan tugas untuk meningkatkan kualitas kerja dengan mengkaji aspek ergonomika pada manual material handling di Packing and Vanning Division. Kegiatan yang dilakukan adalah observasi ke lapangan, studi literatur, diskusi dengan pihak terkait, dan kemudian mengusulkan improvement untuk perusahaan. Observasi dilakukan untuk mengetahui kondisi pada tempat kerja. Penilaian kondisi tempat kerja itu sendiri dilakukan dengan menggunakan tabel evaluasi resiko yang terkait dengan postur kerja yang memberikan poin pada setiap elemen kerja yang terkait dengan postur tubuh. Tabel evaluasi ini merupakan bagian dari Occupational Safety and Health Management System (OSHMS), suatu sistem standar Toyota untuk menerapkan prinsip-prinsip keselamatan dan kesehatan kerja.
Perbaikan dilakukan pada proses stacking line welding 3 yang memiliki masalah ergonomi paling banyak dibanding line yang lainnya. Pengamatan dilakukan untuk stacking pada salah satu modul yaitu modul A7 dengan kumulatif poin ergonomi sebesar 3122 sebelum improvement.
Perbaikan mesin dengan penambahan base stacking akan menurunkan poin kumulatif sebesar 2245 (72%). Perbaikan metode akan menurunkan poin kumulatif sebesar 504 (16%).

iii
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
PENINGKATAN KUALITAS KERJA BERDASARKAN ASPEK
ERGONOMIKA PADA PACKING AND VANNING DIVISION
PT. TOYOTA MOTOR MANUFACTURING INDONESIA (KASUS
MAGANG DI PT. TMMIN SUNTER 1)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknik Pertanian
Fakultas Teknologi Pertanian
Oleh
ALI MASROCHAN
F14052530
Dilahirkan di Batang pada tanggal 26 September 1987
Tanggal Lulus : September 2009
Menyetujui,
Dr. Ir. Sam Herodian, MS. Anys Yudianto, ST.
Pembimbing I Pembimbing II
Mengetahui,
Dr. Ir. Desrial, M.Eng.
Ketua Departemen Teknik Pertanian

iv
RIWAYAT HIDUP
Penulis dilahirkan di Batang, Propinsi Jawa Tengah
pada tanggal 26 September 1987. Penulis merupakan anak
pertama dari Bapak Su’ud Askuri dan Ibu Kuni Farida.
Tahun 1999, penulis lulus dari MI Mentosari,
kemudian pada tahun 2002 penulis menyelesaikan studi di
MTs 04 Muallimin Weleri, Kendal. Selanjutnya penulis
lulus dari SMAN 1 Kendal pada tahun 2005.
Tahun 2005 penulis diterima di IPB melalui jalur USMI. Selanjutnya pada
tahun 2006 penulis diterima sebagai mahasiswa Departemen Teknik Pertanian,
Fakultas Teknologi Pertanian.
Pada tahun 2008, penulis menjadi asisten praktikum mata kuliah Motor
Bakar di Departemen Teknik Pertanian. Penulis juga aktif dalam Himpunan
Mahasiswa Teknik Pertanian (HIMATETA) dan juga Organisasi Mahasiswa
Daerah (OMDA) Kabupaten Kendal. Pada tahun 2008, penulis melaksanakan
Praktek Lapang di Sampoerna Agro, sebuah perusahaan swasta di Sumatera
Selatan yang bergerak di bidang budidaya dan pengolahan kelapa sawit.

v
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah melimpahkan rahmat dan
hidayah-Nya sehingga penulis dapat menyelesaikan Skripsi yang berjudul
PENINGKATAN KUALITAS KERJA BERDASARKAN ASPEK
ERGONOMIKA PADA PACKING AND VANNING DIVISION PT.
TOYOTA MOTOR MANUFACTURING INDONESIA, SUNTER 1 PLANT
JAKARTA. Pada kesempatan ini, penulis mengucapkan terima kasih kepada,
1. Dr. Ir. Sam Herodian, MS., selaku pembimbing akademik penulis yang telah
banyak membimbing penulis dalam pelaksanaan magang dan penyusunan
skripsi ini,
2. Orang tua dan keluarga tercinta yang telah banyak memberikan dukungan
moril dan materil kepada penulis,
3. Bp. Miftahudin, selaku Departemen Head Toyota Training Centre, yang telah
mengijinkan dan memfasilitasi penulis untuk kegiatan magang di
PT. TMMIN,
4. Dr. Ir. M. Faiz Syuaib, M.Agr., selaku dosen penguji yang juga telah banyak
memberikan saran dan masukan dalam penyusunan skripsi ini,
5. Bp. Gentur Upadi, Bp. Anys Y., Selaku Departemen Head dan Section Head
SHE Division,
6. Bp. Yunan T., Bp. Heru R., Bp. Damay S., Selaku pimpinan dan staff di
Packing and Vanning Division,
7. Ibu Johana J., selaku Direktur SHE dan PVD, Bp. Made GM dan Bp.
Siswijono, Selaku Division Head SHE dan PVD,
8. Seluruh pimpinan dan operator line packing Sunter 1 dan 2,
9. Deni Setiawan, Miftakhul Zaim, Kokoh Baiquni, dan Heni Fauziah, sebagai
teman seperjuangan di Toyota,
10. Teman-teman Teknik Pertanian khususnya angkatan 42,

vi
11. Dewi Yulianti, atas segala dukungan dan motivasi yang sangat berarti,
12. Dan seluruh pihak yang tidak dapat disebutkan satu persatu yang telah
berkontribusi secara langsung maupun tidak dalam penyusunan skripsi ini.
Penulis menyadari bahwa skripsi ini belum sempurna. Oleh karena itu,
saran dan masukan yang membangun sangat diharapkan agar penulis dapat
menghasilkan karya yang lebih baik di masa mendatang. Besar harapan penulis
agar skripsi ini dapat bermanfaat bagi berbagai pihak.
Bogor, Agustus 2009
Penulis

vii
DAFTAR ISI
RINGKASAN .................................................................................................... ii
LEMBAR PENGESAHAN .............................................................................. iii
RIWAYAT HIDUP ........................................................................................... vi
KATA PENGANTAR ....................................................................................... v
DAFTAR ISI ...................................................................................................... vii
DAFTAR TABEL ............................................................................................. x
DAFTAR GAMBAR ......................................................................................... xi
DAFTAR LAMPIRAN ..................................................................................... xii
BAB I. PENDAHULUAN ................................................................................. 1
A. Latar Belakang ........................................................................................... 1
B. Tujuan ........................................................................................................ 2
BAB II. TINJAUAN PUSTAKA ...................................................................... 3
A. Ergonomika ................................................................................................ 3
B. Manual Material Handling ........................................................................ 5
C. Postur Kerja ................................................................................................ 6
D. Muscolesceletal Disorder (MSD) .............................................................. 8
1. Symptom/Keluhan MSD ....................................................................... 10
2. Dampak MSD ...................................................................................... 11
E. Back Support .............................................................................................. 12
BAB III. METODOLOGI ................................................................................ 13
A. Waktu dan Tempat Kegiatan ...................................................................... 13
B. Pelaksanaan Kegiatan................................................................................. 13
1. Mempelajari Ruang Lingkup Perusahaan dan Divisi SHE (Safety
Health Environment) ............................................................................ 13
2. Penugasan ............................................................................................. 14
3. Observasi .............................................................................................. 14
4. Diskusi ................................................................................................. 14
5. Perencanaan Improvement ................................................................... 15
viii
6. Improvement Trial ................................................................................ 15
7. Evaluasi ................................................................................................ 15
8. Implementasi ........................................................................................ 15
C. Peralatan ..................................................................................................... 16
1. Handycam ............................................................................................ 16
2. Komputer dan Alat Tulis ...................................................................... 16
3. Stopwatch ............................................................................................. 16
4. Meteran ................................................................................................ 16
BAB IV. KEADAAN UMUM PERUSAHAAN .............................................. 17
A. Sejarah Singkat Toyota .............................................................................. 17
B. Perkembangan Toyota ................................................................................ 19
C. Visi dan Misi Perusahaan ........................................................................... 22
D. Struktur Organisasi PT. TMMIN ............................................................... 22
E. Toyota Internship Programme ................................................................... 25
F. Lokasi Perusahaan ...................................................................................... 26
G. Kegiatan Divisi-divisi Perusahaan ............................................................. 28
BAB V. PELAKSANAAN KEGIATAN ......................................................... 32
A. General Induction ...................................................................................... 32
1. Dunia Kerja .......................................................................................... 32
2. Toyota Production System.................................................................... 32
3. Safety Rule Toyota................................................................................ 34
B. Observasi .................................................................................................... 35
1. Perhitungan Resiko .............................................................................. 36
2. Packing and Vanning Division ............................................................ 38
a. Assy line ......................................................................................... 41
a.1. Receiving Chek ...................................................................... 41
a.2. Supply & Shortir ................................................................... 41
a.3. Boxing ................................................................................... 41
a.4. Stacking ................................................................................. 42

ix
b. Welding line ................................................................................... 42
b.1. Receiving Chek ...................................................................... 42
b.2. Supply & Shortir ................................................................... 42
b.3. Wiring .................................................................................... 42
b.4. Stacking ................................................................................. 43
C. Diskusi ....................................................................................................... 43
BAB VI. PENINGKATAN KUALITAS KERJA (IMPROVEMENT) ......... 44
A. Machine Improvement ................................................................................ 44
B. Method Improvement ................................................................................. 47
C. Man Improvement ...................................................................................... 50
BAB VII. KESIMPULAN DAN SARAN ........................................................ 54
A. Kesimpulan ................................................................................................ 54
B. Saran ........................................................................................................... 54
DAFTAR PUSTAKA ........................................................................................ 56
LAMPIRAN ....................................................................................................... 57

x
DAFTAR TABEL
Tabel 1. Sejarah perkembangan Toyota ...................................................... 20
Tabel 2. Poin evaluasi resiko ......................................................................... 37
Tabel 3. Kategori resiko ................................................................................ 37
Tabel 4. Hasil tes operator ............................................................................ 49

xi
DAFTAR GAMBAR
Gambar 1. APD back support ......................................................................... 12
Gambar 2. Struktur organisasi PT. TMMIN ............................................... 24
Gambar 3. Tata letak PT. TMMIN Plant Karawang ................................... 27
Gambar 4. Produk PT. TMMIN .................................................................... 31
Gambar 5. Ilustrasi muda, mura, muri .......................................................... 34
Gambar 6. Alur proses PVD Sunter 1 plant .................................................. 40
Gambar 7. Base stacking yang terlalu rendah .............................................. 45
Gambar 8. Daerah kerja optimal ................................................................... 46
Gambar 9. Rancangan pneumatic base stacking ........................................... 46
Gambra 10. (a) Training teoritis, (b) Training praktek ................................. 48
Gambar 11. Proses prepare module (a) Sebelum improvement (b) Setelah
improvement .................................................................................. 48
Gambar 12. Proses scanning part (a) Sebelum improvement (b) Setelah
improvement .................................................................................. 50
Gambar 13. (a) APD back support (b) Pemakaian back support ................... 51
Gambar 14. Hasil trial pemakaian back support ............................................. 51
Gambar 15. Pengurangan ergonomic risk point (machine improvement) ..... 52
Gambar 16. Pengurangan ergonomic risk point (method improvement) ....... 53
Gambar 17. Peta lokasi head office dan Plant Sunter 2................................. 58
Gambar 18. Peta lokasi Plant Sunter 1 ............................................................ 59
Gambar 19. Peta Lokasi Plant Karawang ....................................................... 60

xii
DAFTAR LAMPIRAN
Lampiran 1. Lokasi PT. TMMIN .................................................................. 58
Lampiran 2. Check sheet trial APD back support ......................................... 62
Lampiran 3. Gambar piktorial rancangan pneumatic base stacking .......... 63
Lampiran 4. Gambar tampak depan pneumatic base stacking ................... 64
Lampiran 5. Gambar tampak samping pneumatic base stacking ............... 65
Lampiran 6. Lay out plant Sunter 1 ............................................................... 66
Lampiran 7. A3 Report .................................................................................... 67
Lampiran 8. OSHMS Scoring ........................................................................ 68
Lampiran 9. Risk assesement PVD Area ........................................................ 69
Lampiran 10. Laporan trial back support ........................................................ 70
Lampiran 11. Risk assesement stacking w3 case A7 MP A ............................. 71

1
BAB I
PENDAHULUAN
A. Latar Belakang
Perkembangan teknologi yang semakin maju membuat manusia selalu
ingin mencapai hasil yang lebih baik dalam bekerja. Pada awalnya, berbagai
perbaikan sistem kerja yang dilakukan hanya bertujuan untuk meningkatkan
laju produksi tanpa memperhatikan aspek kesehatan dan keselamatan
pekerjanya.
Seiring berjalannya waktu, kesadaran akan kesehatan dan keselamatan
pekerja semakin meningkat baik dari pihak perusahaan, pekerja itu sendiri,
bahkan hingga ke kalangan konsumen. Perbaikan-perbaikan sistem kerja yang
dilakukan tidak hanya untuk meningkatkan produksi, namun juga untuk
keselamatan dan kesehatan pekerja. Pekerja merupakan aset perusahaan yang
sangat berharga dan perusahaan juga memiliki tanggung jawab terhadapnya.
Peningkatan keselamatan dan kesehatan kerja akan mendatangkan
keuntungan bagi perusahaan dan juga untuk pekerja itu sendiri. Karena jika
suatu pekerjaan dilakukan dengan aman dan nyaman, maka kualitas dan
kuantitas produk yang dihasilkan akan lebih baik.
Salah satu perusahaan yang sangat peduli akan kesehatan dan
keselamatan pekerjanya adalah Toyota Motor Coorporation (TMC) yang saat
ini merupakan salah satu podusen mobil terbesar di dunia. Anak perusahaan
TMC di Indonesia adalah PT. Toyota Motor Manufacturing Indonesia yang
bergerak di bidang produksi mobil dan PT. Toyota Astra Motor yang bergerak
di bidang pemasaran dan pelayanan purna jual produk Toyota. Kepedulian
Toyota diwujudkan dalam komitmennya untuk menerapkan safety standard
yang telah banyak disusun oleh internal tim dan juga peningkatan terus
menerus (kaizen) oleh seluruh elemen perusahaan. Berbagai penelitian dan
kerja sama dengan berbagai institusi, termasuk pendidikan, juga terus
dilakukan Toyota untuk meningkatkan kualitas kerja yang pada ujungnya akan
2
memberikan keuntungan bagi semua pihak yang terlibat di dalamnya,
khususnya bagi perusahaan sendiri.
Berbagai kegiatan yang penulis lakukan di PT. TMMIN juga merupakan
salah satu bentuk kerja sama Toyota dengan institusi pendidikan dalam rangka
meningkatkan kualitas kerja terutama dalam bidang ergonomika yang
memang sedang dikembangkan oleh pihak perusahaan. Hasil dari kegiatan ini
diharapkan dapat diterapkan di berbagai bidang selain untuk industri
manufaktur, termasuk bidang pertanian yang merupakan dasar keilmuan
penulis.
B. Tujuan
1. Tujuan Umum
Memberikan pengalaman kerja bagi mahasiswa dan berkontribusi secara
nyata bagi perusahaan.
2. Tujuan Khusus
a. Mengurangi resiko cidera otot pada kegiatan manual material handling
di Packing and Vanning Division, PT. TMMIN,
b. Mengembangkan metode manual material handling yang lebih aman
dan nyaman di Packing and Vanning Division, PT. TMMIN.

3
BAB II
TINJAUAN PUSTAKA
A. Ergonomika
Ergonomi berasal dari bahasa Yunani, yaitu “ergon” dan “nomos”.
Ergon artinya pekerjaan atau kerja, dan nomos artinya aturan atau tata cara
(Oborne, 1995). Dengan demikian, ergonomi dapat diartikan sebagai ilmu atau
aturan tentang bagaimana seharusnya melakukan suatu kerja. Terdapat
beberapa pengertian ergonomi, antara lain :
a. Ergonomi adalah aplikasi dari informasi ilmiah yang menitikberatkan pada
hubungan manusia terhadap disain suatu alat, sistem, dan lingkungan
untuk digunakan oleh manusia. Ergonomi adalah ilmu yang menyesuaikan
antara pekerjaan dengan pekerja dan produk dengan penggunanya
(Pheasant, 1991).
b. Ergonomi adalah cara memandang dunia, berpikir tentang manusia, dan
bagaimana interaksinya dengan seluruh aspek dalam lingkungannya,
perelengkapannya, dan situasi kerjanya (Oborne, 1995).
c. Ergonomi merupakan ilmu yang lebih menitikberatkan penyesuaian pola
kerja terhadap tenaga fisik dari tubuh pekerja untuk menyesuaikan dengan
pekerjaan (OSHA, 2000:1).
d. American Industrial Hygiene Association mendefinisikan ergonomi
sebagai multidisiplin ilmu yang mengaplikasikan prinsip-prinsip fisika dan
psikologi terhadap kapabilitas manusia untuk menciptakan atau
memodifikasi pekerjaan, peralatan, produk, dan tempat kerja (Di Nardi,
1997).
e. Ergonomi adalah ilmu yang mempelajari interaksi manusia, mesin, dan
lingkungan yang bertujuan untuk menyesuaikan pekerjaan dengan manusia
(Bridger, 1995).
4
Di beberapa negara, istilah ergonomi tidak digunakan untuk disiplin
ilmu ini. Seperti di Amerika Utara menggunakan istilah Human Engineering
atau Human Factor Engineering dan Labour Science (Roudou Kagaku) yang
digunakan di Jepang. Meskipun ada perbedaan istilah, namun definisi, prinsip,
dan tujuannya sama.
Secara umum, ergonomi dapat didefinisikan sebagai suatu ilmu atau
aturan yang mengkaji kemampuan, keterbatasan, dan karakteristik manusia
serta interaksinya dengan lingkungan, peralatan, mesin, dan prosedur kerja
untuk mencapai kondisi keselamatan, kenyamanan, kesehatan, dan
produktivitas kerja yang optimal.
Ergonomi merupakan multidisiplin ilmu yang ruang lingkupnya meliputi
ilmu kedokteran dan anatomi, ilmu psikologi, dan ilmu fisika dan teknik.
a. Ilmu kedokteran dan anatomi, memberikan gambaran bentuk tubuh
manusia, kemampuan tubuh/anggota gerak untuk mengangkat atau
ketahanan terhadap suatu gaya yang diterimanya, satuan ukuran besaran
dan panjangnya suatu anggota tubuh.
b. Ilmu psikologi, memberikan gambaran untuk memahami cara bagaimana
seseorang mengambil sikap, memahami, mempelajari, mengingat serta
mengendalikan proses motorik.
c. Ilmu fisika dan teknik, untuk memberikan informasi teknis mengenai
peralatan, mesin, dan lingkungan kerja untuk kebutuhan analisis dan juga
perancangan atau disain peralatan, mesin, dan lingkungan kerja.
Sehingga seorang ahli ergonomi mendapatkan informasi yang
terintegrasi untuk memaksimalkan keselamatan operator, efisiensi, dan
reliabilitas. Kemampuan untuk membuat tugas lebih mudah dipelajari,
dilakukan dan dapat meningkatkan kenyamanan dan kepuasan (Oborne,
1995).

5
B. Manual Material Handling
Handling adalah tangan pekerja menggerakkan suatu benda dengan
mengangkat, menurunkan, mengisi, mengosongkan, atau membawanya
(OSHA, 2007 : 131). Manual material handling berarti memberikan suatu
pembebanan ke tubuh manusia untuk menggerakkan suatu benda. Jika
pembebanan tersebut tidak sesuai dengan fungsi tubuh, hal ini dapat
menyebabkan terjadinya kerusakan atau cidera otot pada pekerja. Seperti
misalnya mengangkat/mengambil benda yang ada di lantai dilakukan dengan
membungkukkan badan. Hal ini dapat menyebabkan terjadinya cidera tulang
belakang/punggung karena punggung memang bukan berfungsi untuk
mengangkat namun untuk menunjang tubuh bagian atas. Seharusnya
pengangkatan yang demikian dilakukan dengan posisi jongkok sehingga
beban pengangkatan dibebankan ke otot-otot kaki.
Hampir 25% kecelakaan kerja di Indonesia disebabkan oleh penanganan
material (Silalahi dkk, 1991). Para ahli yakin bahwa cidera tulang belakang
memiliki hubungan yang sangat erat dengan kegiatan manual material
handling, terutama untuk pengangkatan beban. Beberapa penelitian
menunjukkan bahwa :
a. Kurang lebih 25% kecelakaan yang ada pada industri di Amerika setiap
tahunnya berhubungan dengan pengangkatan material secara manual.
Sedangkan di Inggris 24% (Rowe, 1983)
b. 50% cidera karena beban yang berlebihan terjadi pada punggung
c. 60% orang yang menderita sakit pada tulang belakang bagian bawah (low
back pain) menyebabkan 1/3 dari pasien kehilangan waktu kerjanya
sebelum ia mendapat kembali waktu kerjanya seperti biasa. (Pulat, B.M.,
1992)
d. Mengangkat dan menurunkan beban menyebabkan 50-60% dari
kecelakaan tulang belakang. (Stubbs, D.A. & Nicholson, AS, 1989)
e. Posisi kerja tubuh yang salah menyebabkan 12-19% kecelakaan kerja

6
C. Postur Kerja
Postur tubuh adalah posisi relatif bagian tubuh tertentu. Postur yang
dilakukan oleh seseorang merupakan adaptasi dimensi tubuh orang tersebut
dan dimensi ukuran peralatan. Lamanya seseorang mempertahankan postur
tertentu tergantung dari jumlah dan sifat alami kekuatan antara orang dan
lingkungan kerja (Pheasant, 1986).
Dalam melakukan pekerjaan, seseorang harus menjaga sikap yang
ergonomis, yaitu sikap yang seimbang, sehingga dapat dicapai suatu efisiensi
dan produktivitas kerja yang optimal dengan tetap memperhatikan rasa
nyaman dalam bekerja. Dalam bekerja perlu diperhatikan stabilitas yang
bergantung pada :
a. Luas dasar penyangga lantai
b. Tinggi dari titik gaya berat
Terdapat dua jenis keseimbangan, yaitu :
a. Keseimbangan statis, yaitu keseimbangan yang dilakukan pada kondisi
postur stabil.
b. Keseimbangan dinamik, yaitu keseimbangan yang dilakukan pada kondisi
postur tidak stabil. Misalnya berpijak pada dasar yang sempit, sehingga
diperlukan koreksi secara terus menerus.
Hal-hal yang mempengaruhi postur tubuh antara lain adalah human
diversity (keterbatasan kemampuan manusia), kelainan-kelainan pada sistem
musculeskeletal seperti peradangan sendi dan ketegangan otot, disain dan
posisi yang kaku atau salah.
Postur normal atau biasa disebut postur netral adalah postur dalam
proses kerja yang sesuai dengan anatomi tubuh sehingga tidak terjadi
pergeseran atau penekanan pada bagian tubuh seperti organ tubuh, syaraf,
tendon otot, dan tulang. Dengan postur ini maka keadaan akan menjadi rileks

7
dan tidak menyebabkan keluhan sistem musculeskeletal atau sistem tubuh
lainnya (Satrya, 2002).
Postur janggal adalah deviasi atau pergeseran dari pergerakan tubuh atau
anggota gerak yang dilakukan oleh pekerja saat melakukan aktivitas dari
postur/posisi normal secara berulang-ulang dan dalam waktu yang relatif lama
(Royas, 2003). Postur janggal menyebabkan kondisi di mana transfer tenaga
dari otot ke jaringan rangka tidak efisien, sehingga mudah menimbulkan lelah.
Termasuk dalam postur janggal adalah pengulangan dalam jangka waktu
lama, dalam kondisi menggapai, berputar, memiringkan badan, berlutut,
jongkok, memegang dengan kondisi statis dan menjepit dengan tangan.
Postur punggung yang merupakan faktor resiko MSD adalah
membungkukkan badan, sehingga membentuk sudut 20° terhadap vertikal dan
berputar dengan beban objek 9 kg atau lebih, durasi lebih dari 10 detik dan
frekuensi lebih dari 2 kali per menit atau total lebih dari 4 jam sehari
(Humantech, 1995).
Postur bahu yang merupakan faktor risiko MSD adalah melakukan
pekerjaan dengan lengan di atas bahu lebih dari 4 jam sehari (Departement of
Labour and Industries, 2001), atau lengan atas membentuk sudut 45° ke arah
samping/ke arah depan terhadap badan selama lebih dari 10 detik dengan
frekuensi lebih dari 2 kali/menit dan beban lebih dari 4,5 kg (Humantech,
1995).
Departement of Labour and Industries menyatakan bahwa postur kaki
yang menjadi faktor risiko MSD adalah dengan melakukan pekerjaan dengan
membengkokan kaki lebih dari 45° terhadap horizontal, bertumpu di atas satu
kaki atau berlutut selama total lebih dari 4 jam/hari, atau dengan frekuensi
lebih dari 2 kali/menit (Humantech, 1995).
Postur kerja yang baik menjamin kerja otot statis seminim mungkin,
sehingga memungkinkan seseorang melakukan pekerjaan dengan tangan
seefektif mungkin tanpa memerlukan kerja otot tambahan (Satrya, 2002).
Untuk mempertahankan postur tubuh tertentu, maka seseorang harus
melakukan usaha melawan gaya yang berasal dari luar tubuh, yaitu dengan

8
mengkontraksikan otot. Gaya tersebut dapat berupa gaya gravitasi bumi atau
beban yang dipikul. Dalam hal ini terjadi interaksi antara gaya beban dan gaya
yang berasal dari otot sehingga dicapai keadaan yang seimbang. Dalam
ergonomi, sistem tubuh yang paling sering diperhitungkan dengan postur
tubuh adalah sistem musceloskeletal. Sesuai dengan tingkat keseringan
timbulnya gangguan bagian tubuh yang sering menderita MSD, berturut-turut
adalah bagian lumbar, leher, bahu, dan lengan bawah.
Postur yang tidak seimbang dan berlangsung dalam waktu yang agak
lama, maka dapat mengakibatkan ”stres” pada bagian tubuh tertentu. Ini
biasanya disebut dengan postural stress. Hal ini disebabkan karena
keterbatasan tubuh manusia untuk melawan beban dalam jangka waktu yang
lama, di mana dapat terjadi berbagai akibat yang merugikan tubuh, seperti
timbulnya fatigue otot (kelelahan otot), tidak tenang, gelisah dan nyeri.
D. Musculeskeletal Disorder (MSD)
Istilah Musculoskeletal Disorders (MSD) pada beberapa negara
mempunyai sebutan yang berbeda, misalnya di Amerika Serikat istilah ini
dikenal dengan nama Cumulative Trauma Disorder (CTD), di Inggris dan
Australia disebut dengan nama Repetitive Strain Injury (RSI), sedangkan di
Jepang dan Skandinavia lebih dikenal dengan sebutan Occupational
Cervicobrachial Disorders (OCD). Istilah lain yang berbeda adalah Overuse
Syndrome (Pheasant, 1991).
MSD merupakan salah satu penyakit yang berkaitan dengan jaringan
otot, tendon, ligamen, kartilago, persendian, sistem syaraf, struktur tulang, dan
pembuluh darah. Bagian tubuh yang menjadi fokus perhatian MSD adalah
leher, bahu, lengan bawah, lengan, pergelangan tangan dan kaki. MSD pada
awalnya menyebabkan sakit, nyeri, mati rasa, kesemutan, bengkak, kekakuan,
gemetar, gangguan tidur, dan rasa terbakar (Humantech, 1995). Pada akhirnya
mengakibatkan ketidakmampuan seseorang untuk melakukan pergerakan dan
koordinasi gerakan anggota tubuh atau ekstremitas. Sehingga dapat dilihat

9
bahwa MSD akan mengakibatkan efisiensi kerja dan produktivitas kerja
menurun.
MSD bukanlah diagnosis klinis, akan tetapi merupakan label untuk
persepsi penyakit kronis yang terjadi akibat akumulasi faktor-faktor resiko
karena MSD adalah salah satu penyakit multifaktorial. Faktor penyebab
terjadinya MSD antara lain adalah:
a. Faktor pekerjaan
Faktor pekerjaan antara lain adalah gerakan repetitif, postur kerja
janggal, statis dan penggunaan tenaga yang besar (Bernard, 1997;
Pheasant, 1991; Di Nardi, 1997; Riihmaki, 1998). Menurut Bernard
(1997), postur menunjukkan bukti yang kuat sebagai faktor yang
berkontribusi terhadap MSD dan menimbulkan terjadinya gangguan pada
leher, punggung dan bahu. Gerakan repetitif menjadi faktor risiko MSD
karena pergerakan repetitif dapat meningkatkan fase kontraksi dan sedikit
relaksasi. Tubuh yang mengalami gerakan repetitif berarti terjadi
akumulasi trauma mekanik yang akan mengakibatkan meningkatnya risiko
MSD. Gerakan repetitif tidak dapat dibedakan dengan kerja statis dalam
hal pembentukan dan pertahanan postur tubuh dalam jangka waktu
tertentu. Perubahan patologis yang terjadi pada gerakan repetitif juga
terjadi pada kerja statis. Penggunaan tenaga yang besar dan terus-menerus
juga menjadi faktor risiko MSD.
b. Faktor perorangan/personal
Faktor perorangan antara lain adalah umur, jenis kelamin, kekuatan
otot, dll. (Pheasant, 1991). Umur berkaitan dengan perubahan degeneratif
fungsi fisiologi tubuh. Pertambahan umur berarti terjadi perubahan pada
jaringan tubuh dan tubuh menjadi semakin rentan, sehingga seiring dengan
bertambahnya umur, maka akan meningkatkan risiko MSD (Riihmaki,
1998). Akan tetapi, menurut Guo (2004) hubungan antara umur dengan
risiko MSD tidak selalu linear.
10
c. Faktor lingkungan
Faktor lingkungan yang berpengaruh terhadap kejadian MSD yaitu
suhu dingin, vibrasi (Riihmaki, 1998), dan tingkat luminasi (Bridger,
1995).
d. Faktor psikososial
Faktor psikososial yaitu kepuasan kerja, stres mental, dan organisasi
kerja (shift kerja, waktu istirahat, dll (Di Nardi, 1997)).
1. Symptom/Keluhan MSD
Gejala MSD biasanya disertai dengan keluhan yang sifatnya subjektif
sehingga sulit untuk menentukan derajat keparahan penyakit tersebut. Menurut
Humantech (1995), terdapat beberapa tanda awal yang menunjukkan
terjadinya masalah terhadap musculeskeletal, yaitu bengkak (swelling),
gemetar (numbness), kesemutan (tingling), rasa tidak nyaman (discomfort),
rasa terbakar (burning sensation), iritasi, insomnia dan rasa kaku.
Walaupun derajat keparahan sulit untuk ditentukan, Kroemer seperti
yang disadur oleh Oborne (1995) mengungkapkan symptom/keluhan yang
menggambarkan tingkat keparahan penyakit MSD tersebut, yaitu:
a. Tahap 1
Nyeri dan kelelahan pada saat bekerja, tetapi setelah beristirahat
yang cukup tubuh akan pulih kembali. Tidak mengganggu kapasitas
kerja.
b. Tahap 2
Symptom rasa nyeri tetap adasetelah lewat waktu semalam/istirahat,
timbul gangguan tidur dan sedikit mengurangi perform kerja.
c. Tahap 3
Rasa nyeri tetap ada walaupun telah beristirahat, nyeri dirasakan saat
bekerja, saat melakukan gerakan berulang, tidur menjadi terganggu dan

11
kesulitan dalam menjalankan pekerjaan yang akhirnya mengakibatkan
terjadinya inkapasitas.
2. Dampak MSD
Dampak yang diakibatkan oleh MSD pada aspek ekonomi perusahaan,
yiatu (Pheasant, 1991):
a. Pada aspek produksi, yaitu berkurangnya output, kerusakan materi,
produk yang akhirnya menyebabkan tidak terpenuhinya deadline
produksi, pelayanan yang tidak memuaskan, dll.
b. Biaya yang timbul akibat absensi pekerja yang akan menyebabkan
penurunan keuntungan, biaya untuk melatih karyawan yang
menggantikan karyawan yang sakit, biaya untuk menyewa jasa
konsultasi/agensi.
c. Biaya penggantian karyawan (turn over) untuk rekruitmen dan pelatihan.
d. Biaya asuransi.
e. Biaya lainnya (opportunity cost).
MSD juga berdampak pada peningkatan hari kerja hilang. Berdasarkan
survei SWI tahun 2001-2002 dan 2002-2003, hari kerja hilang berjumlah 12,3
juta hari kerja hilang. Hal ini tentu saja akan menyebabkan produktivitas kerja
berkurang dan terjadinya inefisiensi kerja. Pheasant (1991) menyatakan bahwa
terjadi peningkatan turn over pada para pekerja, yaitu sebesar 25% pada
pekerja produksi, 30% pada pekerja bagian assembly.

12
E. Back Support
Back support merupakan APD yang berfungsi untuk menunjang
pinggang operator dan juga mendorong operator untuk tetap menjaga
pinggangnya tetap pada posisi natural/normal (tidak membungkuk). Back
support dikenakan di daerah pinggang dan memiliki batang penyangga di
sekelilingnya. Penyangga inilah yang berperan untuk men-support pinggang
operator.
Gambar 1. APD back support
Meskipun APD ini berfungsi untuk mendorong pekerja untuk
mempertahankan posisi normal tulang belakangnya, namun pekerja masih bisa
membungkuk. Hal ini dikarenakan pertimbangan faktor kenyamanan dan
fleksibilitas yang diperlukan dalam bekerja.
Tali suspender
Perekat
Penyangga

13
BAB III
METODOLOGI
Kegiatan magang merupakan bagian dari Toyota Internship Programme,
yaitu suatu program kerjasama Toyota dengan pihak universitas/institusi
pendidikan yang diharapkan akan mengutungkan kedua belah pihak. Pelaksana
magang/mahasiswa diijinkan untuk belajar dalam dunia kerja nyata. Pada
kesempatan ini, mahasiswa melaksanakan magang di Divisi SHE (Safety Health
Environment) yang menangani masalah K3 (Kesehatan dan Keselamatan Kerja)
dan lingkungan kerja. Selama pelaksanaan kegiatan magang ini, mahasiswa ikut
membantu kegiatan/aktivitas divisi SHE seperti penyusunan format safety rule
dan safety standard. Selain itu, mahasiswa juga mendapatkan tugas untuk
melakukan pengamatan dan pengkajian aspek ergonomika pada manual material
handling di Packing and Vanning Division yang menjadi pilot project SHE
Division dalam pengembangan bidang ergonomika.
A. Waktu dan Tempat
Kegiatan magang ini dilaksanakan selama 4 bulan terhitung mulai
tanggal 10 Maret hingga 10 Juli 2009 bertempat di SHE dan Packing and
Vanning Division Plant Sunter 1 dan Sunter 2 PT. Toyota Motor
Manufacturing Indonesia.
B. Pelaksanaan Kegiatan
1. Mempelajari Ruang Lingkup Perusahaan dan Divisi SHE (Safety
Health Environment)
Pengetahuan mengenai latar belakang perusahaan diperlukan agar
mahasiswa dapat lebih mudah menyesuaikan diri dengan lingkungan
perusahaan. Pengetahuan mengenai ruang lingkup perusahaan dan divisi

14
SHE juga menjadikan mahasiswa mengetahui akan peran dan tanggung
jawabnya dalam lingkup organisasi perusahaan.
2. Penugasan
Dalam pelaksanaan magang ini, mahasiswa diberi tugas khusus untuk
mengkaji aspek ergonomika, terutama yang terkait dengan postur kerja
pada kegiatan manual material handling di Packing and Vanning Division,
PT. TMMIN. Pengkajian ini juga sebagai bagian dari pilot project SHE
Division dalam pengembangan bidang ergonomika di PT. TMMIN.
3. Observasi dan Pengambilan Data
Observasi dan pengambilan data dilakukan sebelum dan sesudah
dilakukan improvement. Observasi sebelum improvement dilakukan
sebagai mapping permasalahan ergonomi pada Packing and Vanning
Division dan observasi setelah improvement digunakan untuk melihat
kemajuan yang tercapai setelah penerapan improvement pada pos/line
kerja yang bersangkutan. Pengambilan data sendiri dilakukan dengan
beberapa cara, antara lain : perekaman menggunakan kamera
video/handycam, pencatatan, dan wawancara.
a. Perekaman proses kerja, perekaman dilakukan untuk mendapatkan
dokumentasi proses kerja yang dapat dipisah-pisahkan berdasarkan
elemen-elemen kerjanya. Dan dari hasil perekaman tersebut juga dapat
dilihat posisi/postur pekerja dengan lebih akurat.
b. Pencatatan Data, data yang diambil dalam kegiatan ini adalah proses
kerja yang dilakukan, waktu yang dibutuhkan untuk melaksanakannya,
dimensi peralatan dan tempat kerja.
c. Wawancara, wawancara dilakukan terhadap beberapa karyawan untuk
mendapatkan beberapa hal mengenai keadaan tempat kerja dan
pemahaman pekerja mengenai ergonomi.
4. Diskusi
Diskusi diperlukan untuk menyampaikan rencana dan laporan kegiatan
yang akan dan sudah dilaksanakan kepada pembimbing lapang dan juga

15
manager dan staf Packing and Vanning Division. Diskusi juga
dimanfaatkan sebagai sarana tukar pendapat diantara mahasiswa dan
perusahaan mengenai kegiatan yang tengah dilakukan maupun mengenai
permasalahan kerja yang ada di perusahaan, khususnya yang berhubungan
dengan bidang ergonomi.
5. Perencanaan Improvement
Permasalah yang didapat dari hasil observasi kemudian dianalisis faktor
penyebab dan dampak yang mungkin ditimbulkannya. Pemecahan dari
permasalahan tersebut mengacu ke empat hal, yaitu perbaikan pada
peralatan atau tempat kerja, metode kerja yang digunakan, manusia atau
pekerja itu sendiri, dan material yang ditangani.
Perbaikan pada peralatan atau tempat kerja merupakan prioritas pertama
dalam pelaksanaan improvement. Perbaikan peralatan atau tempat kerja
dapat meliputi penambahan alat baru ataupun perubahan posisi atau lay
out tempat kerja. Proses desain atau perancangan alat atau tata letak yang
baru dapat dilakukan dengan menggunakan software autocad.
6. Improvement Trial
Trial adalah kegiatan uji coba penerapan improvement yang telah
dirancang sebelumnya. Dari trial ini diharapkan dapat diketahui
kekurangan dan kelemahan dari rencana improvement tersebut.
7. Evaluasi
Evaluasi dilakukan untuk menilai kinerja atau efektivitas dari improvement
yang sedang di-trial . Kekurangan yang masih ada akan dibahas dalam
diskusi dan dicari pemecahannya.
8. Implementasi
Implementasi merupakan tahapan akhir dari rencana improvement, yaitu
penerapan langsung di lapangan. Implementasi dilakukan setelah proses
trial dilewati dan menunjukkan hasil sesuai dengan yang diharapakan.

16
C. Peralatan
Peralatan yang digunakan dalam kegiatan magang ini adalah
1. Handycam
Handycam digunakan untuk merekam aktivitas/pekerjaan yang dilakukan
di Packing and Vanning Division terutama aktivitas manual material
handling. Handycam yang digunakan masih menggunakan format miniDV
sebagai media penyimpanan datanya sehingga diperlukan proses capture
menggunakan kabel firewire untuk mengubahnya menjadi format digital.
Hasil perekaman yang diperoleh akan digunakan sebagai data utama dalam
pengamatan proses kerja.
2. Komputer dan Alat Tulis
Komputer digunakan untuk memindahkan dan mengubah format video
dari miniDV ke format digital. Komputer juga digunakan untuk mengolah
dan menganalisa rekaman kerja. Pengolahan data video menggunakan
software windows movie maker dan ulead 10 untuk memisahkan video ke
dalam siklus-siklus kerja dan melihat proses kerja dalam slow motion.
Software lain yang digunakan adalah autocad 2007 yang digunakan untuk
perancangan alat sebagai improvement yang dihasilkan dari pengamatan
dan analisa.
3. Stopwatch
Stopwatch digunakan untuk menghitung waktu siklus dari tiap proses kerja
sebelum dan setelah dilakukan improvement. Waktu yang dihitung
tersebut akan dibandingkan dengan standar perusahaan yang ada. Sehingga
dapat dilihat pengaruh improvement tersebut terhadap waktu proses.
4. Meteran
Meteran digunakan untuk mengukur dimensi alat dan tempat kerja.
Misalnya tinggi rak penyimpanan part.

17
BAB IV
KEADAAN UMUM PERUSAHAAN
A. Sejarah Singkat Toyota
Sakichi Toyoda sebagai pendiri organisasi Toyota di Jepang , lahir
1867 sebagai anak tukang kayu yang mulai hidupnya saat Jepang mulai
memodernisasi negaranya, banyak menyumbang kemajuan Jepang melalui
beberapa penemuannya yang paling terkenal yaitu alat tenun otomatis.
Karakteristik dari penemuannya itu adalah bila benang putus maka mesin akan
berhenti otomatis. Kebiasaan mesin berhenti apabila terdapat kasalahan adalah
sebagai salah satu prinsip yang penting bagi Toyota dewasa ini.
Sakichi banyak membuat pembaruan dalam penyelidikannya agar alat
tenunnya lebih efisien dan ekonomis. Pada tahun 1926, didirikan Toyoda
Automatic Loom Works yang akan melahirkan Toyota Motor Corporation.
Sakichi Toyoda memberikan sebagian dari hasil pembuatan alat tenun tersebut
kepada putranya yaitu Kiichiro yang ingin berbuat hal yang sama terhadap
mobil setelah berkeliling ke Amerika Serikat dan Eropa untuk melihat
penggunaan mobil, sehingga ia berpendapat bahwa zaman mobil akan datang
ke Jepang. Maka pada tahun 1933 ditambahkanlah divisi mobil dalam Toyoda
Automatic Loom Works. Tahun 1935, dilakukan pembuatan bentuk asli
pertama kendaran yang bermuatan 5 penumpang disebut Toyota A1 dan Truck
G1. Dua tahun kemudian Kiichiro memisahkan diri dari Toyoda Automatic
Loom Works, kemudian mendirikan Toyota Motor Company sebagai
kelembagaan yang menetapkan just-in time production (melakukan
pengiriman part yang betul, pada waktu yang tepat, dengan jumlah yang betul,
dan tidak ada kelebihan stock atau tidak diperlukan gudang).
Setelah perang dunia kedua, ekonomi Jepang menggalami krisis yang
berpengaruh pula pada keuangan perusahaan Toyota. Akibatnya perusahaan
tidak mampu membayar gaji para karyawannya, sehingga untuk

18
menanggulangi permasalahan keuangan tersebut pada bulan april 1950 Toyota
dipecah menjadi Toyota Motor Company dan Toyota Motor Sales Company.
Pada bulan juni 1950, pertentangan karyawan mengenai
ketidakmampuan membayar gaji berakhir dan perusahaan mulai beroperasi
dengan manajemen baru. Tahun 1951, dua orang staf Toyota mengunjungi
Amerika Serikat untuk belajar metode manajemen modern, dan di Ford Motor
Company mereka melihat sistem saran atau ide perbaikan dan slogan
“Kualitas dan Keselamatan Kerja“ yang memberikan ide untuk menempatkan
sistem yang sama di Toyota. Dengan ide tersebut, dipilih “Produk Yang Baik
Dari Pemikiran Baik” sebagai slogan Toyota tahun 1953.
Pada tahun 1953, fasilitas produksi pertama yang aklusif untuk
membuat kendaraan penumpang bagi keluarga yaitu Motomachi Plant selesai
dibagun dengan menanamkan modal yang merupakan resiko yang besar pada
saat itu. Tahun 1955, Toyota memperkenalkan “Crown” yang dikembangkan
tanpa memanfaatkan bantuan dari luar, lalu dua tahun kemudian Toyota mulai
mengekspor mobil tersebut ke Amerika Serikat walaupun akhirnya gagal
karena tidak dapat melawan jalan jauh dan cepat di Amerika Serikat.
Selama tahun 1960, industri mobil Jepang tumbuh pesat baik untuk
pasar ekspor dan dalam negeri. Toyota memperkenalkan TQC (Total Quality
Control) dengan maksud meningkatkan derajat produksi mobil yang
berstandard mutu internasional pada tahun 1961.
Untuk mempunyai daya saing lebih besar yang diperlukan agar sukses
dalam pasar yang ketat pada tahun 1980an maka Toyota Motor Company dan
Toyota Motor Sales Company bergabung membentuk Toyota Motor
Comporation. Perubahan besar dalam sejarah Toyota termasuk pembentukan
NUMMI yaitu suatu usaha kolektif antara Toyota dengan Amerika Serikat
pada tahun 1984 sampai saat ini memproduksi jenis kendaraan Prims “GM
dan Corolla” untuk Toyota.

19
B. Perkembangan Toyota
PT. Toyota Astra Motor sebagai perusahaan pelopor industri otomotif
Indonesia memiliki komitmen untuk selalu mengutamakan kepuasan
pelanggan dan senantiasa terus-menerus menciptakan inovasi terbaiknya.
Guna mewujudkan visi perusahaan Toyota untuk menjadi perusahaan industri
otomotif berkelas internasional, Toyota juga mempunyai misi untuk tetap
unggul di bidang otomotif dan kepuasan pelanggan, selalu memberikan
konstribusi bagi pembangunan ekonomi dan sosial, meningkatkan
kesejateraan melalui pembinaan kepercayaan dengan karyawan, dealer dan
pemasok, memelihara kelangsungan hidup dan keselamatan kerja, serta
menjunjung tinggi kemampuan individu tanpa mengesampingkan kerja sama
tim.
PT. Toyota Astra Motor diresmikan pada tanggal 12 April 1971,
mempunyai peranan semula hanya sebagai importir kendaraan Toyota namun
setahun kemudian sudah berfungsi sebagai distributor. Demi kepuasan produk
yang dimiliki para penggunanya, Toyota juga menghadirkan beragam produk
terbaiknya yang terbukti banyak diminati. Variasi produk andalannya meliputi
kendaraan serba guna diantaranya : Kijang dan Dyna; sedan unggulannya :
Soluna, Corolla dan Camry; serta kendaraan Completely Built-up (CBU) yang
mewah : Crown, Previa, RAV4, dan Land Cruiser Turbo.
PT. Toyota Astra Motor menyadari bahwa inovasi dalam menciptakan
mobil berkualitas tinggi mutlak dilakukan demi memenuhi komitmen utama
yaitu kepuasan pelanggan. Itulah yang mendorong Toyota yang melengkapi
setiap fasilitas produksinya dengan teknologi tinggi, misalnya : robotisasi
yang digunakan pada proses penggecetan dan pencetakan body untuk menjaga
konsistensi dan hasil yang prima, rancang bagun dengan CAD / CAM
digunakan untuk analisa hasil proses dengan komputer serta penggelasan
berteknologi mutakir, dan spot welding untuk memberikan hasil yang lebih
akurat.
Pada tahun 1998, pabrik mesin Toyota berhasil meraih penghargaan
internasional berupa sertifikasi ISO 9002 untuk manajemen pengendalian

20
kualitas di bidang manufaktur. Di lain pihak, pabrik perakitan di Sunter
berhasil mendapatkan setifikasi ISO 14001 untuk pengelolaan lingkungan.
Oleh karena itu, perusahaan Toyota benar-benar menerapkan teknologi
canggih yang berwawasan lingkungan adalah dengan adanya instalasi
pengelolahan air limbah.
Tabel 1. Sejarah Perkembangan Toyota
1971 PT Toyota-Astra Motor (TAM) resmi didirikan sebagai importir dan
distributor kendaraan Toyota di Indonesia
1973 Didirikan pabrik perakitan PT Multi Astra
1976 Mendirikan PT Toyota Mobilindo, pabrik komponen kendaraan niaga
1977 Peluncuran Kijang generasi pertama
1982 Peresmian Parts Center
1982 Pabrik mesin PT Toyota Engine Indonesia mulai beroperasi
1987 Ekspor perdana Kijang ke beberapa negara Asia-Pasifik
1989 Peluncuran Kijang ke 200.000 & produksi Toyota ke-500.000
1995 Kijang Lintas Nusa, Banda Aceh-Larantuka sekitar 6000 Km,
memperingati "Indonesia Emas" (50 tahun merdeka)
1996 Peluncuran unit produksi Toyota ke 1.000.000
2000 Peresmian pabrik mobil modern di Karawang
2003
TAM berubah menjadi PT. Toyota Motor Manufacturing Indonesia
[TMMIN] dan didirikan TAM sebagai distributor. Produksi Kijang ke-
1.000.000 unit.
2004
Peluncuran Toyota Avanza sebagai kendaraan hasil kolaborasi TAM-
TMMIN dan PT. Astra Daihatsu Motor.
Peluncuran Toyota Kijang generasi V dan Kijang Inova.

21
Terhitung sejak 15 Juli 2003, didirikan PT. Toyota Motor
Manufacturing Indonesia (TMMIN) dan Toyota-Astra Motor (TAM) sebagai
distributor. Dengan kepemilikan saham yaitu PT. Astra International Tbk
sebesar 5% dan Toyota Motor Corporation sebesar 95%. Dengan aktivitas
utamanya yaitu sebagai pabrik perakit produk Toyota, pabrik pembuat mesin,
jig, dies dan komponen otomotif, juga sebagai eksportir kendaraan Toyota dan
part komponen kendaraan.
PT. Toyota Motor Manufacturing Indunesia memiliki kantor pusat
(Head Office) yang berlokasi sama dengan TAM yaitu di Sunter Jakarta Utara,
sedangkan untuk produksinya PT. TMMIN memiliki dua lokasi kawasan
produksi yaitu pertama yang berada di Sunter dengan jenis kegiatan produksi
pabrik pengecoran, pencetakan, mesin, perakitan. Dan satu lagi berlokasi di
Karawang International Industries City (KIIC) Karawang Barat dengan
kegiatan produksi pabrik pencetakan dan perakitan. Karawang Plant mulai
beroperasi semenjak Februari 1998, terletak di tol Jakarta-Cikampek KM 47,
Teluk Jambe, Karawang, Jawa Barat. Di bangun di atas lahan seluas 1.000.000
m2. Karawang plant dirancang untuk memproduksi mobil-mobil Toyota
khusus kendaraan penumpang dengan kapasitas 30.000 unit pertahun dan kini
telah ditingkatkan hingga 100.000 unit pertahun. Kegiatannya mulai dari
Stamping (beberapa panel), Welding, Painting, Assembling untuk mobil
penumpang misalnya : Kijang, Soluna, Corolla, Camry.
Pada saat ini, lokasi yang dulunya jauh dari pemukiman masyarakat,
baik masyarakat yang bekerja di PT. Toyota Astra Motor maupun masyarakat
umum. Ini merupakan tantangan tersendiri bagi perusahaan agar kegiatan
kegiatan sehari-hari perusahaan tidak menggangu masyarakat sekitar. Pihak
perusahaan telah berupaya mengurangi dampak buruk, baik berupa limbah,
polusi udara, ataupun suara dengan cara melakukan perbaikan dan
pengelolahan limbah.Hal ini di lakukan selain untuk menjaga lingkungan juga
untuk mendapatkan sertifikasi standar ISO 14001 sehingga PT. Toyota Motor
Manufacturing Indonesia menjadi pabrik yang ramah lingkungan.

22
C. Visi dan Misi Perusahaan
Visi : Menjadi yang terdepan di dalam bidang manufacturing maupun
distribusi sebagai upaya untuk menjadi perusahaan otomotif berkelas
internasional.
Misi :
a. Menjadi pemimpin dalam industri otomotif Indonesia
b. Selalu mengutamakan kepuasan pelanggan
c. Selalu memberikan kontribusi bagi pembangunan ekonomi dan sosial
d. Meningkatkan kesejahteraan melalui pembinaan kepercayaan dengan karyawan,
dealer dan pemasok
e. Memelihara kelangsungan lingkungan hidup dan keselamatan kerja
f. Menjunjung tinggi kemampuan individu tanpa mengesampingkan kerjasama tim
Filosofi :
a. Memproduksi barang dan jasa yang berkualitas tinggi dengan langkah-
langkah yang professional guna memberikan kontribusi kepada negara,
bangsa dan masyarakat.
b. Berkembang bersama karyawan, dealer dan supplier atas dasar
kepercayaan dan saling menghargai.
D. Stuktur Organisasi PT. TMMIN
Bagi suatu perusahaan, keberadaan struktur organisasi memberikan
beberapa sumbangan dukungan yang sangat berarti dan positif. Hal ini
didasarkan pada apa yang terkandung di dalam struktur keorganisasian itu
sendiri yang memuat gambaran tentang suatu wewenang dan tanggung jawab
yang terarah di antara pelaku di perusahaan. Seperti kita ketahui bahwa
efektivitas suatu perusahaan akan tergantung dari pada manajemen yang
ditetapkan pada perusahaan tersebut, serta manajemen yang baik akan tercapai
23
apabila tugas serta wewenang yang diemban oleh masing-masing pelaku
organisasi perusahaan dapat terarah dan memberikan informasi yang jelas.
Struktur organisasi dari satu perusahaan berkaitan erat dengan
pembagian tugas, wewenang dan tanggung jawab sesuai dengan job
description masing-masing komponen. Struktur organisasi juga terdiri dari
beberapa hubungan yang relatif tetap dan mantap antara pekerjaan dan
kelompok pekerjaan. Tujuan utama dari kelompok organisasi adalah
menyalurkan prilaku orang dan kelompok di dalam suatu pekerjaan untuk
menghasilkan hasil yang efektif dan efisien.
Empat keputusan penting dari manajemen dalam menentukan struktur
organisasi adalah menentukan spesialisasi pekerjaan, departemenisasi,
menentukan tentang kendala dan penampilan wewenang. Keempat keputusan
penting tersebut saling berhubungan dan saling berkaitan satu sama lain.
Walaupun masing-masing mempunyai persoalan khusus tertentu yang dapat
dipertimbangkan terpisah dari yang lain.
Pada PT TMMIN, keberadaan struktur organisasi sama halnya dengan
perusahaan-perusahaan lainnya yang menganggap penting dan positif. Dalam
hal ini struktur organisasi yang ditetapkan oleh PT TMMIN adalah organisasi
staf dan organisasi garis. Hal tersebut dipilih dengan pertimbangan agar fungsi
personal dan administrasi secara struktural, baik vertikal maupun horizontal
dapat tetap berjalan secara serasi dan seimbang.
Struktur organisasi di PT TMMIN, didasarkan pada pembagian tugas
dan tanggung jawab yang sesuai dengan kegiatan atau usaha di perusahaan
tersebut. Badan tertinggi adalah Board Of Director (BOD).

24
Gambar 2. Sttuktur Organisasi Perusahaan
Internal Audit
External Affair
Direktur
KI-J Promoting
Strategic Planning & Production Engineering
Quality Assurance
Engineering
Operation Management Consulting
ISTD
Purchasing
Human Resources & General Affair
Finance
Safety, Health & Environment
Production & Logistic Control
Packing & Vanning
Sunter Plant
Karawang Plant
Human
General Affair
Export Import
Production
Machining
Stamping
Casting
Design & Fabrication
Administration
Manufacturing
Administration
Manufacturing
Quality Control
Assembly & Painting
Press & Welding
25
E. Toyota Intership Programe
Toyota Motor Coorporation sebagai salah satu perusahaan otomotif
terbesar dunia kian hari mengalami pangsa pasar yang terus meningkat. Secara
langsung hal ini jelas akan meningkatkan kuntitas produksi per harinya.
Untuk mencapai target kuantitas tersebut dibutuhkan pula tenaga lebih,
baik berupa mesin, equipment maupun tenaga manusia. Tenaga manusia yang
dibutuhkanpun harus benar-benar handal. Oleh karena itu Toyota
menggunakan beberapa metode untuk melakukan perekrutan karyawan.
Beberapa metode tersebut adalah seperti dibawah ini :
1. Langsung
Merekrut secara langsung dari masyarakat umum melalui informasi di
internet maupun lewat media cetak dan informasi.
2. Kerjasama dengan universitas
Perekrutan melalui universitas-universitas yang dianggap cukup
berkualitas. Melalui hal ini diharapkan perusahaan mendapat bibit yang
bernar-benar bermutu dan mampu bersaing.
3. Intership Program
Proses kerjasama dengan universitas yang saling menguntungkan. Dari
pihak Universitas sendiri akan mempermudah bagi para mahasiswanya
untuk mendapatkan tempat kerja praktek. Bagi pihak Toyota mahasiswa
tersebut diharapkan mampu memberikan inovasi maupun improvement
untuk meningkatkan unjuk kerja perusahaan tersebut.
Toyota Internship Program memberi kewajiban bagi para pesertanya
untuk melakukan improvement dan mempresentasikannya di Head Office
yaitu di Human Resources Division (HRD). Di program ini terlihat hubungan
timbal balik, bagi mahasiswa sendiri yang membutuhkan tempat kerja praktek.
Bagi Toyota program ini juga merupakan salah satu jalan untuk melakukan
perekrutan karyawan.

26
Perekrutan karyawan baru ditinjau dari beberapa aspek. Selain dilihat
dari unjuk kerja di Lapangan, yaitu dengan cara rekomendasi dari mentor
supaya orang yang bersangkutan ditarik untuk menjadi karyawan Toyota.
Perekrutan juga dilihat dari hasil penilaian pada saat proses presentasi
improvement yang telah dibuat.
F. Lokasi Perusahaan
PT. TMMIN mempunyai beberapa lokasi kantor dan plant yaitu:
a. Kantor Pusat (Head Office)
Jl. Yos Sudarso, Sunter II, Jakarta 14330
Website: http://www.toyota.co.id
Telp. (62-21) 651 5551
Faks. (62-21) 651 5327
b. Sunter I Plant
Jl. Laks. Yos Sudarso, Sunter I, Jakarta 14330
Telp. (62-21) 651 8989
Faks. (62-21) 653 04122
c. Sunter II Plant
Jl. Gaya Motor Raya, Sunter II, Jakarta 14330
Telp. (62-21) 651 1210
Faks. (62-21) 651 2287
d. Karawang Plant
Jl. Permata Raya Lot DD-1, Kawasan Industri KIIC (Tol Jakarta-
Cikampek Km 47) Karawang, West Java 41361

27
Telp. (62-21) 890 4222
Faks. (62-21) 890 4228
Karawang Plant mulai dibangun pada tanggal 26 Mei 1996 dan mulai
beroperasi pada tanggal 10 Maret 1998. Pada plant dengan luas 1.000.000 m2
ini terdapat empat shop dan beberapa gedung lainnya yaitu:
a. Press Shop dengan luas bangunan 6.000 m2
b. Welding Shop dengan luas bangunan 20.000 m2
c. Painting Shop dengan luas bangunan 13.200 m2
d. Assembly Shop dengan luas bangunan 24.000 m2
Gedung lainnya dengan luas bangunan 15.000 m2
Untuk lebih jelasnya, berikut ini adalah tata letak Karawang Plant PT.
TMMIN, yaitu:
Gambar 3. Tata letak PT. TMMIN Plant Karawang

28
G. Kegiatan Divisi-divisi Perusahaan.
Kegiatan yang dilakukan di PT. Toyota Motor Manufacturing
Indonesia dapat dispesifikasikan sebagai kegiatan tiap-tiap plant yaitu :
1. Stamping Plant
• Manufaktur bagian-bagian body stamping untuk keperluan
pembuatan kendaraan komersial Toyota.
• Manufaktur frame untuk kendaraan komersial Toyota.
• Manufaktur bagian-bagian sub-assembly dari body seperti :
engine-hood, back-door, rear-door, front-door.
• Manufaktur tanki bahan bakar, pipa pengeluaran untuk kendaraan
komersial dan kendaraan penumpang.
• Manufaktur peralatan stamping dan alat bantu perakitan untuk
pembuatan body.
• Mengekspor peralatan stamping ke Thailand dan Filipina serta
alat bantu perakitan ke Venezuela, Jepang dan Pakistan
2. Engine Plant
Luas dari Engine 7K Plant adalah 15.327 m2 dengan kapasitas produk
4.400 unit/bulan. 7K Engine Plant memproduksi mesin tipe 7K dan
14B untuk Kijang Pick Up dan Truk Dyna.
Beberapa pekerjaan diselesaikan di Engine Plant, seperti :
• Pembuatan komponen mesin
• Perakitan mesin tipe 7K (270 M/C)
• Perakitan dan pengepakan dari mesin tipe TR ( IMV Series) dan
komponen mesin TR dimana akan dikirim ke Thailand
(komponen), dan Venezuela, Afrika Selatan, dan Filiphina (rakitan
mesin).

29
Engine TR Plant, dengan luas area sebesar 19.000 m2, memiliki
kapasitas produksi 15.000 unit /bulan untuk Machining Line dan
13.000 unit/bulan untuk Assy Line. Engine TR Plant juga dilengkapi
peralatan dengan fasilitas seperti:
1. Machining Line :
a. Mesin N/C dengan Meldas C64T dan Fanuc controller yang
juga digunakan oleh TMC dan di Negara lainnya.
b. Hardening machine untuk Cam Shaft dan Crank Shaft
c. Leak Tester untuk quality assurance.
2. Assembly Line :
a. Flexible Module Conveyor yang dapat disamakan dengan
siklus waktu produksi.
b. Torque Control untuk penghitungan akurat dalam jangka waktu
pendek.
c. Interlock system untuk mencegah kesalahan yang dilakukan
dengan panel program touch screen.
d. Supply Part System untuk memenuhi permintaan mensetting
part mesin.
e. Leak Tester untuk ujicoba leaking level di C/H, unit E/G
dengan volume yang tepat dengan tipe mesin
f. Test Bench.
3. Casting Plant
Membuat blok silinder, crank-shaft, crank-cap dan flywheel untuk
proses lebih lanjut pada mesin di engine plant.
4. Parts Center
Memproduksi, menjual, mendistribusikan bagian-bagian dari
kendaraan yang di jual oleh Toyota.

30
5. Training Center
Melakukan training baik bagi para mekanik Toyota maupun unutk
umum, yang diantaranya mencakup kegiatan kerja magang bagi para
pelajar.
6. Assembly Plant
Assembling Shop yang memiliki luas area 37.500 m2 merupakan tempat
perakitan satu body kendaraan utuh menjadi sebuah kendaraan utuh siap
jalan. Di Assembling Shop inilah dilakukan proses perakitan atau
pemasangan seluruh komponen kendaraan pada satu body kendaraan.
Mulai dari mesin hingga roda kendaraan.
Assembling Shop memiliki fasilitas Main Assembly Line dengan door
less system assembly yang memberikan jaminan kualitas terbaik dan
peningkatan produktifitas kerja. Selain itu juga dilengkapi dengan Final
Test Facility yang mengecek setiap unit kendaraan untuk mewujudkan
kepuasan pengguna kendaraan tersebut.
o Luas area : 37.500 m2
o Fasilitas : Interior Assembling
Wheel Alignment
7. Welding Plant
Welding Shop memiliki area 23.000 m2. Di sinilah proses
penyambungan/pengelasan bagian-bagian body kendaraan untuk
menghasilkan satu bagian utuh. Prosesnya adalah dengan menyatukan
seluruh pressed part yang diproduksi oleh Stamping Shop. Hasil akhir
dari proses ini adalah satu body kendaraan utuh.
Untuk menjamin tingkat presisi dan keakuratan yang tinggi
Welding Shop dilengkapi fasilitas Welding Main Body line, Coordinate
Measuring Machine dan Shell Body Line dengan Slat Conveyor.
Disamping itu juga didukung dengan 34 buah robot las (MB 16, UB 6

31
dan Fr 12) dan GBL (Global Body Line) yang memberikan jaminan
kualitas permukaan luar (proses clamp dari sisi dalam).
� Luas Area : 23.000 m2
� Fasilitas :
Welding Main Bodyline
Coordinate Measuring Machine
Shell Body Line
Slat Conveyor
Gambar 4. Produk PT. TMMIN
32
BAB IV
PELAKSANAAN KEGIATAN
A. General Induction
Setiap orang yang akan masuk ke dalam lingkungan PT. TMMIN
wajib mendapatkan induksi atau pengenalan mengenai perusahaan serta
aturan-aturan dan prosedur keselamatan yang berlaku di dalam lingkungan
perusahaan. Hal ini bertujuan untuk menjaga keselamatan diri sendiri dan juga
orang lain dari hal-hal yang tidak diinginkan, seperti kecelakaan. Dalam
induksi ini, diperkenalkan profil perusahaan dan prinsip yang dianut (Toyota
Way) seperti prinsip dalam ketenagakerjaan/dunia kerja, Toyota Production
System (TPS), dan berbagai prosedur keselamatan yang berlaku di PT.
TMMIN.
1. Dunia Kerja
Dalam hal ketenagakerjaan, karyawan PT. TMMIN harus memiliki
lima peran dan dua tindakan dalam melaksanakan pekerjaannya sehari – hari.
Kelima peran tersebut adalah : ikhlas dalam melaksanakan pekerjaan,
melaksanakan kewajiban yang dibebankan dengan hati lapang, melaksanakan
kewajiban-kewajiban dengan teliti dan sempurna, menghormati atasan dan
menghargai rekan kerja dan memberikan ide-ide untuk mengembangkan
perusahaan. Dan kedua tindakan adalah : inisiatif dalam menjalankan
pekerjaan dan konsentrasi dalam menjalankan pekerjaan.
2. Toyota Production System (TPS)
Toyota Production System merupakan prinsip kerja Toyota dalam
melakukan standarisasi dalam menghasilkan produknya. Pilar yang digunakan
dalam TPS ini adalah berdasarkan keingingan konsumen yang pada umumnya
menginginkan tiga hal pada suatu produk, yaitu kualitas sebaik mungkin,

33
harga yang pantas, dan tersedia pada saat yang dibutuhkan. Tiga hal yang
dianut dalam TPS berdasarkan keinginan konsumen tersebut adalah tidak
meneruskan produk yang cacat (jidoka), menghilangkan segala bentuk
pemborosan, dan just in time production.
Dasar pemikiran untuk jidoka adalah ’Proses Berikutnya adalah
Pelanggan’. Maksudnya setiap line proses melakukan pengecekan kualitas
sebelum masuk ke proses berikutnya. Proses berikutnya dianggap sebagai
pelanggan sehingga harus diberikan produk yang sebaik mungkin tanpa ada
cacat atau ketidaknormalan pada produk tersebut. Prinsip dasarnya adalah
menghentikan proses jika terjadi ketidaknormalan. Apapun proses yang
sedang dilakukan, jika terjadi suatu ketidaknormalan pada produk, maka
proses tersebut harus dihentikan. Hal ini untuk memudahkan inspektor untuk
menetapkan suatu kondisi normal atau tidak.
Menghilangkan segala bentuk pemborosan bertujuan untuk
menghasilkan produk yang lebih murah dengan tanpa mengurangi kualitasnya.
Dasar pemikirannya adalah profit dengan mengeliminir pemborosan. Terdapat
konsep untuk mengeliminir pemborosan tersebut yang dikenal dengan istilah
muda, mura, muri.
• Muda, artinya sesuatu yang tidak menghasilkan nilai tambah (waste)
seperti produksi berlebihan, menunggu, pengangkutan pada proses,
gerakan/pemindahan, inventory/stok, perbaikan, dll.
• Mura, artinya tidak merata/ketidakteraturan seperti volume produksi yang
selalu berubah sehingga peralatan, mesin, dan orang disesuaikan dengan
kondisi puncak meskipun kondisi tersebut hanya terjadi sewaktu – waktu.
• Muri, artinya membebani mesin atau orang melebihi batas kemampuan.

34
Gambar 5. Ilustrasi muda, mura, muri
Dalam TPS juga dikenal istilah Just In Time Production, yaitu
membuat barang sesuai dengan yang dibutuhkan dan pada saat diperlukan.
3. Safety Rule Toyota
Toyota menerapkan safety rule bagi siapa saja yang memasuki
lingkungan pabrik. Aturan ini bertujuan untuk mencegah terjadinya
kecelakaan atau hal – hal yang tidak diinginkan yang dapat membahayakan
diri sendiri maupun orang lain. Aturan di lingkungan pabrik antara lain adalah
berjalan di jalur hijau yang telah disediakan dan tidak menelpon dan
memasukkan tangan ke dalam saku saat berjalan. Berbagai aturan tersebut
ditampilkan dalam simbol/ilustrasi dan tulisan pada papan yang dipasang
ditempat yang mudah dilihat.
Aturan atau safety rule di dalam pabrik lebih komplek dan spesifik
baik bagi karyawan maupun visitor yang bekerja atau melakukan observasi di
dalamnya. Aturan tersebut antara lain harus mengenakan alat pelindung diri
(APD), seperti helm. Jika akan memasuki line produksi (di luar jalur hijau),
maka harus mengenakan safety shoes. Beberapa APD khusus untuk areal
Kapasitas angkut truk 4 ton Bagaimana cara mengangkut semua beban tersebut?
12 ton
4 ton

35
tertentu adalah masker untuk areal casting, safety vest untuk areal packing and
vanning, ear plug untuk stamping, dan kaca mata pelindung untuk machining.
Dalam proses produksi dikenal istilah STOP 6 (Safety Toyota 0/zero
Procedure 6) yaitu suatu prosedur di Toyota untuk mencegah terjadinya
kecelakaan yang sering terjadi, dikelompokkan menjadi 6 kategori, ABCDEF,
a. Apparatus, adalah kecelakaan atau insiden yang terjadi karena alat atau
mesin. Seperti terjepit, tersayat, dsb.
b. Big heavy, kejatuhan benda berat
c. Car, tertabrak mobil atau kendaraan lain seperti forklift, towing, atau truk
d. Drop, terjatuh
e. Electricity, tersengat listrik
f. Fire, kebakaran atau ledakan
Jika terjadi kecelakaan atau suatu ketidaknormalan, maka operator
harus melakukan porsedur SCW (Stop, Call, Wait), yaitu menghentikan proses
yang sedang dilakukan, memanggil atasan yang bersangkutan, dan menunggu
hingga ada instruksi atau saran dari atasan yang telah memeriksanya. Aturan –
aturan tersebut dibuat untuk menghindari terjadinya hal – hal yang tidak
diinginkan yang dapat menghambat produktivitas dan merugikan perusahaan
dan karyawan.
B. Observasi
Observasi merupakan kegiatan yang diperlukan untuk melihat kondisi
sebenarnya di lapangan. Dalam istilah Toyota, observasi ini disebut Genba.
Observasi dilakukan untuk mengamati kegiatan manual material handling atau
pekerjaan yang melibatkan penggunaan tenaga manusia pada areal packing
and vanning. Observasi difokuskan pada satu tempat dan satu proses tertentu.
Observasi dilakukan dua kali, yaitu sebelum improvement dan setelah
improvement. Observasi yang dilakukan sebelum improvement bertujuan
untuk mengetahui berbagai masalah yang ada pada kegiatan manual material

36
handling di PVD dan menentukan fokus objek observasinya. Penentuan fokus
objek observasi ini diperoleh dari hasil diskusi dengan divisi terkait dan juga
perhitungan menggunakan tabel evaluasi resiko dari OSHMS (Occupational
Safety and Health Management System) yang terkait dengan postur kerja.
Dari observasi yang telah dilakukan, terlihat bahwa permasalahan
dalam manual material handling di PVD didominasi oleh postur yang salah
dalam bekerja, terutama dalam mengangkat beban. Operator membungkuk
untuk mengangkat beban yang ada di bawah sehingga yang menjadi tumpuan
dalam pengangkatan adalah tubuh. Hal ini tidak sesuai dengan fungsi tulang
punggung sebagai penopang tubuh bagian atas. Jika hal ini dilakukan terus-
menerus, maka bantalan pada ruas-ruas tulang belakang dapat rusak dan
beresiko menyebabkan cidera permanen pada tulang belakang. Selain itu,
postur yang salah juga dapat memicu cidera pada bagian tubuh lain dan
menurunkan produktivitas.
Tingkat resiko dari beberapa line kerja di PVD berbeda sesuai dengan
proses kerja yang dilakukan. Perhitungan nilai resiko dan besarnya nilai resiko
yang didapat pada setiap line di PVD akan dijelaskan berikut ini.
1. Perhitungan Resiko
Perhitungan menggunakan tabel evaluasi resiko akan menghasilkan
suatu nilai untuk melihat potensi bahaya dari suatu pekerjaan, apakah
pekerjaan yang dilakukan memiliki potensi bahaya besar, sedang, atau
kecil. Perhitungan skor yang dilakukan di sini adalah berdasarkan faktor
ergonomi yang penilaiannya dilihat dari postur tubuh pekerja dalam
bekerja, peralatan yang menimbulkan getaran, berat beban, dan berat
pembebanan tangan dan ujung jari pekerja.

37
Tabel 2. Poin evaluasi resiko
Poin evaluasi
resiko (Nilai total
elemen resiko)
(1) Level
kecelakaan
+
(2) Frekuensi kerja
+
(3) Level
countermeasure
Elemen Resiko Poin
Level
kecelakaan
Kecelakaan fatal (a) 12 Kecelakaan yang memerlukan
cuti (b) 6
Kecelakaan tanpa cuti (c) 2
Frekuensi kerja
Tinggi 5
Sedang 4
Rendah 3
Level
countermeasure
Level efektivitas rendah, tidak ada countermeasure dalam hal safety
(termasuk tingkat kehatia-hatian orang) 8
Level efektivitas sedang,
countermeasure tergantung dari sebagian orang
4
Level efektivitas tinggi, countermeasure
tidak tergantung dari sebagian orang 1
Tabel 3. Kategori resiko
Poin evaluasi
resiko
Rank
resiko Isi resiko
Indikasi
rank
resiko
19 – 25 Rank
A
Bahaya
besar
Level kecelakaan : a Aa
Level kecelakaan : b Ab
10 – 18 Rank
B
Bahaya
sedang
Level kecelakaan : a Ac
Level kecelakaan : b Ba
Level kecelakaan : c Bb
6 – 9 Rank
C
Bahaya
kecil Level kecelakaan : c Cc
Perhitungan ergonomic risk point dilakukan dengan menjumlahkan
angka dari level kecelakaan, frekuensi kerja, dan level countermeasure
yang ada dari setiap elemen kerja. Level kecelakaan kerja memiliki tiga
kategori yaitu kecelakaan fatal yang dapat menyebabkan kematian atau
cacat dengan pemberian poin 12, kecelakaan yang memerlukan cuti/LWD
(loss working day) sehingga mengurangi hari kerja bagi karyawan dengan
pemberian point 6, dan kecelakaan yang tidak memerlukan cuti/non-LWD
atau ringan dengan point 2. Frekuensi kerja memiliki tiga kriteria yaitu
frekuensi tinggi, adalah untuk pekerjaan yang rutin dilakukan dengan
pemberian poin 5, frekuensi sedang untuk pekerjaan yang dilakukan pada
selang waktu tertentu seperti dilakukan setiap 1 bulan sekali dengan
pemberian poin 4, dan frekuensi rendah untuk pekerjaan yang jarang
dilakukan seperti perbaikan pada mesin dengan pemberian poin 3. Level

38
countermeasure adalah tingkat pencegahan kecelakaan atau cidera seperti
ada tidaknya alat bantu dalam pekerjaan tersebut termasuk tingkat kehati-
hatian operator. Kriteria tersebut dilihat pada setiap elemen dan poin yang
ada dijumlahkan sehingga diperoleh kategori resiko dari setiap elemen
yang ada.
Untuk memudahkan melihat poin resiko pada setiap elemen kerja,
maka poin resiko dari setiap pengamatan dijumlahkan dengan asumsi
bahwa kriteria pengamatan yang ada sama pada setiap elemennya. Lebih
jauh lagi, poin dari setiap elemen dijumlahkan untuk melihat poin resiko
pada setiap line kerja. Namun hasil penjumlahan poin resiko dari setiap
pengamatan ini tidak menunjukkan seberapa besar tingkat/kategori bahaya
dari pekerjaan tersebut. Hanya untuk membandingkan poin pekerjaan yang
satu dengan yang lainnya.
Observasi yang dilakukan setelah improvement bertujuan untuk
mengetahui bagaimana pengaruh dari improvement yang dilakukan di area
kerja tersebut. Pengaruh yang diamati antara lain adalah penurunan ergonomic
risk point, kenyamanan operator dan waktu kerjanya. Observasi dilakukan
dengan merekam setiap kegiatan pada pada setiap line produksi. Hasil
rekaman kemudian diubah ke format digital untuk memudahkan analisa secara
visual dari setiap element kerja. Hasil rekaman juga dapat digunakan untuk
menghitung waktu kerja dari setiap elemen kerja.
2. Packing and Vanning Division
Packing and vanning Division adalah divisi yang bertugas untuk
mengemas part untuk diekspor ke berbagai Negara seperti Malaysia,
Vietnam, dan Filipina. Packing and Vanning Division terbagi menjadi dua
areal yaitu area assy untuk packing part berukuran kecil dan sedang, dan
welding untuk packing dan vanning part berukuran sedang dan besar.
Kegiatan-kegiatan pada PVD meliputi receiving (penerimaan part
dari pabrik produksi atau supplier), Shortir (memilah part), supply
(mengantar part ke bagian produksi), produksi (pengemasan pada box dan
case), dan vanning (pengangkutan ke truk atau container).

39
Pada receiving area, part dari pabrik produksi maupun supplier
diturunkan dari truk pengangkut menggunakan forklift. Part tersebut
dikemas dalam palet atau tempat khusus berupa kayu atau besi. Palet yang
berisi part tersebut diletakkan di docking area untuk diperiksa
kesesuaiannya dengan pesanan yang dilakukan sebelumnya.
Palet yang telah selesai diperiksa kemudian diangkut menggunakan
forklift dan diletakkan di production line (p-line). Di tempat ini, palet
disusun berdasarkan waktu produksi yang telah terjadwal sebelumnya.
Terdapat 12 p-line dengan masing-masing memiliki dua baris area untuk
meletakkan palet.
Part yang ada di p-line kemudian dipilih (shortasi) untuk diproses
selanjutnya. Pada assy line, shortasi dilakukan sepenuhnya secara manual.
Operator membaca identitas yang ada pada palet untuk memilih part yang
akan diproses selanjutnya. Pada welding line, shortasi dilakukan secara
manual untuk part yang berukuran kecil dan sedang, dan menggunakan
forklift untuk part berukuran besar. Shortir untuk part berukuran besar
pada welding line juga sebagai supply untuk proses stacking karena part
besar tersebut langsung diantar ke area stacking.
Pada assy line, part yang telah dipilih ada yang diantar ke area
boxing dan sebagian ke flow rack, yaitu rak untuk menempatkan part
untuk sementara waktu sebelum proses stacking. Pada area boxing, part
yang berukuran kecil dimasukkan ke dalam kotak kardus/karton dengan
jenis dan jumlah yang telah ditentukan sebelumnya. Kardus yang telah
berisi part tersebut kemudian diletakkan di flow rack. Pada welding line,
part yang dipilih kemudian diantar ke wiring area untuk diikat
menggunakan kawat. Satu ikatan part berisi sepuluh part yang sama. Part
yang telah diikat kemudian diletakkan di flow rack. Pada welding area,
terdapat alat bantu untuk mengangkat part berupa hoist yang digerakkan
menggunakan tekanan udara. Untuk part berukuran besar, pengikatan
dilakukan di area stacking sebelum part dimasukkan ke dalam case.

40
Part yang ada di flow rack kemudian dipilih lagi oleh operator
untuk kemudian di kemas ke kotak besi (stacking). Pengambilan part di
flow rack disebut shoping atau picking. Pengambilan part sesuai dengan
daftar part yang akan dimasukkan ke dalam case.
Peralatan manual yang digunakan untuk transportasi part dari
mulai proses shortir hingga ke area stacking adalah doly atau kereta
dorong. Sebagian part berukuran besar pada welding line dibawa ke area
stacking menggunakan forklift.
Pada area stacking assy line, kardus yang berisi part didiletakkan
pada roll conveyor yang mengarah ke case untuk selanjutnya dimasukkan
ke dalam case. Sedangkan pada welding line, part yang telah diambil dari
flow rack diletakkan di doly, dan doly yang berisi part tersebut diletakkan
di sekitar area stacking.
Gambar 6. Alur proses pada PVD Sunter 1 Plant
Production
Vanning
Shortir & supply
supplier Receiving area
Assy line, Boxing stacking
Welding line, Wiring stacking

41
a. Assy line
a.1. Receiving Chek
Receiving check, untuk memeriksa part yang baru datang dari
supplier. Part yang baru datang dan masih di dalam kotak atau palet
dari supplier diangkat dari truk menggunakan forklift dan diletakkan di
receiving area untuk diperiksa oleh operator untuk mencocokkan jenis
dan jumlahnya dengan order yang/pemesanan yang telah dilakukan
sebelumnya. Berdasarkan perhitungan dengan menggunakan tabel
evaluasi resiko dari OSHMS, ergonomic risk point pada receiving chek
adalah sebesar 12. Nilai ini relatif rendah dibanding dengan line
lainnya karena kegiatan manual material handling pada line ini relatif
sedikit.
a.2. Supply & Shortir
Supply & shortir, untuk memindahkan part yang akan diproses
berikutnya. Dari receiving area, part kemudian dipisahkan atau shortir
untuk ditempatkan di flow rack dan dari flow rack ke area boxing dan
atau stacking. Flow rack adalah rak yang digunakan untuk meletakkan
part yang menunggu untuk proses stacking. Supply dari proses shortir
ke flow rack dan ke area boxing dan stacking dilakukan secara manual
dan pemindahannya menggunakan doly atau kereta dorong.
Berdasarkan perhitungan menggunakan tabel evaluasi resiko OSHMS,
ergonomic risk point pada line ini adalah 61 karena pada line ini
banyak dilakukan kegiatan manual material handling, seperti
mengangkat dan menurunkan part dari atau ke dalam doly.
a.3. Boxing
Boxing, untuk mengemas part ke dalam kotak karton. Beberapa
jenis part dari supplier masih harus dikemas lagi ke dalam kotak
karton sesuai dengan jenis dan jumlah tertentu. Jenis dan jumlah part
yang harus di-boxing sudah ditentukan. Ergonomic risk point pada line
boxing adalah sebesar 47. pekerjaan pada boxing dilakukan pada posisi
42
berdiri dan terkadang pekerja melakukan pengambilan part dengan
posisi pinggang memutar.
a.4. Stacking
Stacking, adalah proses untuk memasukkan box atau part ke
dalam modul untuk kemudian diekspor ke berbagai negara. Pemasukan
part ke dalam modul dilakukan satu persatu secara manual. Modul
diletakkan pada dudukan yang tidak terlalu tinggi sehingga pekerja
kadang membungkuk untuk meletakkan part ke dalam modul. Pada
assy line, terdapat 5 line pos stacking. Dua untuk part berukuran kecil
dan tiga untuk part yang lebih besar. Perhitungan poin ergonomi pada
stacking adalah 50.
b. Welding line
b.1. Receiving Chek
Kegiatan pada receiving chek pada welding line sama dengan
pada assy line. Perhitungan poin ergonomi pada pos ini adalah sama
dengan pada assy line yaitu 12.
b.2. Supply & Shortir
Supply & shortir pada welding line hampir sama dengan supply
pada assy line. Hanya saja sebagian proses pada welding line
dikerjakan menggunakan forklift dan juga terdapat alat bantu berupa
hoist pada supply pada flow rack sehingga ergonomic risk point pada
line ini sedikit lebih rendah dibanding line yang sama pada assy line,
yaitu 54 poin.
b.3. Wiring
Proses wiring atau pengikatan part menggunakan kawat
dilakukan dengan posisi berdiri. Pekerja terkadang harus mengambil
part yang posisinya berada di bawah sehingga posisi tubuh
membungkuk. Perhitungan poin ergonomi pada pos ini adalah 36.

43
b.4. Stacking
Berat part yang ada pada welding line relatif lebih berat
dibanding pada assy line sehingga ditambahkan alat bantu berupa hoist
untuk mengangkat part pada welding line. Terdapat 6 line stacking
pada welding line. Tiga line untuk stacking part berukuran besar
seperti bagian body mobil. Ergonomic risk point untuk tiga pos
stacking ini adalah 54.
Tiga pos stacking lainnya adalah untuk part yang ukurannya
sangat bervariasi. Stacking 1 dan 2 untuk part yang relatif lebih kecil
dibanding pada stacking 3. ergonomic risk point pada stacking 1
adalah 57 dan stacking 2 adalah 51. risk point pada stacking 1 lebih
tinggi karena dudukan pada stacking 1 lebih rendah dibanding stacking
2 sehingga posisi membungkuk pekerja menjadi lebih banyak
dibanding pada stacking 2. sedangkan ergonomic risk point pada
stacking 3 adalah 65. Risk point pada stacking 3 merupakan yang
paling tinggi dibanding pos lainnya karena part yang ditangani pada
pos ini lebih banyak dan tidak terdapat dudukan untuk modul.
Sehingga pekerja harus membungkuk untuk meletakkkan part ke
dalam modul. Tidak adanya dudukan untuk modul pada pos ini
dikarenakan terdapat beberapa ukuran modul yang digunakan. Tidak
pada stacking 1 dan 2 yang menggunakan ukuran modul yang sama.
C. Diskusi
Diskusi dilakukan untuk mengevaluasi kegiatan dan hasil sementara
yang diperoleh di lapangan. Diskusi ini dilakukan secara rutin setiap dua
minggu sekali dan dihadiri oleh pembimbing lapang dan pihak PVD. Dalam
diskusi, banyak ide dan masukan yang diberikan baik dari mahasiswa magang
kepada pihak perusahaan maupun sebaliknya.

44
BAB IV
PENINGKATAN KUALITAS KERJA (IMPROVEMENT)
Dari pengamatan yang telah dilakukan, maka dapat diketahui bahwa
kegiatan manual material handling di PVD belum memenuhi kriteria ergonomic
dan berpotensi menyebabkan terjadinya cidera otot (resiko MSD) pada pekerja.
Sehingga perusahaan perlu untuk segera melakukan improvement untuk
mengatasinya. Pada fokus objek yang diamati (stacking case A7), banyak terdapat
elemen kerja yang memiliki kategori resiko Ab atau bahaya besar, seperti pada
saat memasukkan salah satu part ke dalam case (Lampiran ).
Untuk menganalisa dan memecahkan suatu permasalahan dalam kerja,
biasa digunakan analisis 4M + E, yaitu Machine, Method, Man, Material, dan
Environment. Namun dalam kegiatan ini, improvement yang dilakukan difokuskan
dari aspek machine (mesin/perlatan kerja), method (metode kerja), dan man saja.
A. Machine Improvement (Peningkatan pada Mesin/Peralatan Kerja)
Berdasarkan perhitungan ergonomic risk point, penurunan resiko
ergonomi setelah dilakukan improvement pada mesin/perlatan stacking pada
assy line welding 3 case A7 adalah yang paling besar. Sebagian besar posisi
tidak ergonomis dalam proses stacking tersebut adalah membungkuk karena
modul yang digunakan untuk mengemas part berada di lantai, sehingga
operator harus membungkuk untuk meletakkan/mengambil part.
Improvement pada peralatan yang diusulkan adalah penambahan base
stacking dan panel roof hoist. Base stacking digunakan untuk meninggikan
posisi modul yang sebelumnya ada dilantai. Base stacking sendiri sebenarnya
sudah digunakan pada pos stacking line welding 1 dan 2 yang melakukan
stacking untuk modul yang ukurannya relatif lebih kecil dibanding modul
pada line welding 3. Selain itu, pada line welding 3 ukuran modul yang
digunakan bervariasi. Modul terkecil adalah modul S1 dengan ukuran p x l x t,
2 m x 1.5 m x 1 m dan yang terbesar adalah A7 dengan ukuran p x l x t, 4 m x
2.5 m x 0.5 m. Namun demikian, masih terdapat proses yang mengharuskan

45
operator untuk membungkuk karena ketinggian base tidak dapat disesuaikan
dengan tumpukan part yang dimasukkan ke dalam modul. Pada awal proses
stacking, tumpukan part masih rendah dan pada akhir proses stacking,
tumpukan part cukup tinggi sehingga operator harus berdiri pada pijakan yang
sudah dibuat sebelumnya.
Sehingga untuk mengatasi masalah tumpukan part yang semakin
meniggi pada selama proses stacking, maka dibuat base stacking yang
level/ketinggiannya dapat diatur. Pada awal proses stacking, ketinggian base
yang sesuai adalah 75 cm dari permukaan lantai sehingga daerah kerja berada
pada daerah kerja optimal. Dan pada saat akhir proses stacking, ketinggian
yang sesuai adalah 20 cm dari permukaan lantai sehingga daerah kerja tetap
pada daerah kerja optimal.
Gambar 7. Base stacking yang terlalu rendah
Pada Gambar 7, terlihat bahwa operator tetap harus membungkuk
untuk meletakkan part karena base stacking yang dibuat masih terlalu rendah.
Selain itu tidak terdapat space untuk ujung kaki sehingga posisi operator tidak
nyaman. Space untuk ujung kaki dibuat agar tubuh operator dapat lebih
merapat ke case dan lebih mudah menjangkau posisi yang lebih jauh dari
tubuhnya.
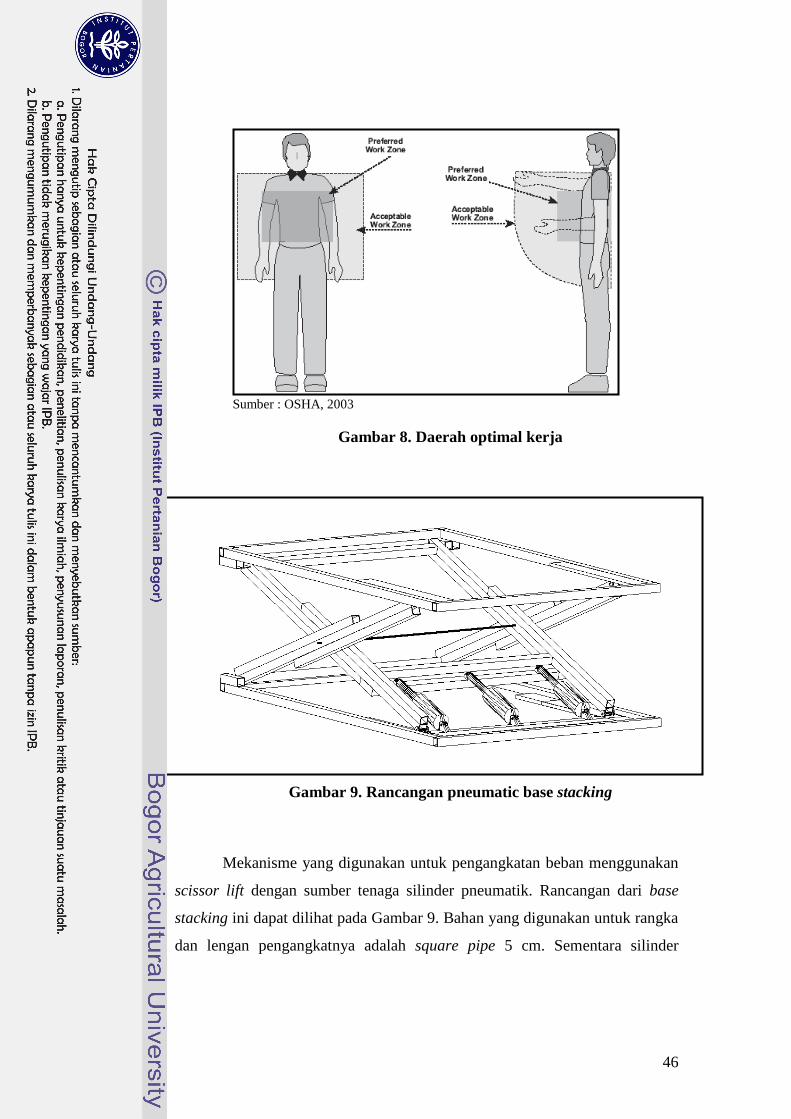
46
Sumber : OSHA, 2003
Gambar 8. Daerah optimal kerja
Gambar 9. Rancangan pneumatic base stacking
Mekanisme yang digunakan untuk pengangkatan beban menggunakan
scissor lift dengan sumber tenaga silinder pneumatik. Rancangan dari base
stacking ini dapat dilihat pada Gambar 9. Bahan yang digunakan untuk rangka
dan lengan pengangkatnya adalah square pipe 5 cm. Sementara silinder

47
pneumatik yang digunakan adalah silinder dengan diameter 100 mm dan
stroke 30 cm berjumlah tiga buah.
Pada awal proses stacking, base stacking diposisikan pada posisi tinggi
dengan ketinggian 80 cm. Pada tengah proses stacking, ketinggian base
diturunkan pada posisi rendah hingga tinggi 25 cm. Dengan mekanisme ini,
diharapkan postur kerja operator pada proses stacking dapat terjaga pada
posisi yang benar/tidak membungkuk.
B. Method Improvement (Peningkatan Metode Kerja)
Perbaikan peralatan maupun tempat kerja dapat memakan waktu yang
relatif lama karena proses pengerjaannya maupun karena terkendala dana.
Oleh karena itu, prioritas perbaikan berikutnya adalah dari segi metode kerja.
Metode kerja yang diterapkan di PT. TMMIN belum menerapkan aspek
ergonomika di dalamnya. Hal ini terlihat dari banyaknya postur janggal yang
dilakukan operator dalam melakukan proses kerja. Seperti posisi badan bagian
atas (lumbar) membungkuk dengan sudut lebih dari 45˚ terhadap vertikal dan
cara mengangkat yang salah.
Posisi janggal seperti disebutkan di atas akan dapat menyebabkan
masalah kesehatan yang tidak nampak pada pekerja jika dilakukan dalam
jangka waktu lama dan frekuensi yang cukup tinggi. Masalah yang dapat
ditimbulkan antara lain adalah cedera otot atau musculoskeletal disorder
(MSD) pada pinggang, bahu, dan lengan. Cedera seperti itu dapat
mengganggu produktivitas pekerja sehingga berpotensi merugikan pekerja dan
juga perusahaan.
Perbaikan metode yang diterapkan di area PVD adalah penerapan
aspek ergonomika dalam manual material handling (MMH). Sosialisasi
penerapan metode ergonomika tersebut dilakukan melalui training kepada
operator dan pembuatan guideline mengenai ergonomika dalam manual
material handling.

48
(a) (b)
Gambar 10. (a) Training teoritis, (b) Training praktek
Dengan adanya training tersebut, operator mengetahui bagaimana
posisi tubuh yang baik untuk bekerja dan cara mengangkat atau meletakkan
beban yang benar. Prinsip dari metode yang diberikan adalah mengusahakan
agar operator menjaga posisi tulang punggungnya tetap lurus (dalam posisi
alaminya).
(a) (b)
Gambar 11. Proses prepare module (a) Sebelum improvement, (b) Setelah
improvement
Dalam rangkaian training tersebut, operator diberikan test awal untuk
mengetahui tingkat pemahaman mengenai ergonomika secara sederhana.
Kemudian setelah pelaksanaan training, operator ditest kembali untuk

49
mengetahui perubahan/peningkatan pemahaman yang diperoleh dari training
tersebut. Test ini dilakukan kepada 16 karyawan pada shift merah dan putih.
Hasil dari test ini dapat dilihat pada Tabel 4.
Tabel 4. Hasil test operator
No. Nama Area Job Position Shift Score Materi
Status Pre-test
Post-test
1 Sumarno Welding - L/H Merah 30 80
2 Abdul Musanip
Welding - G/H Merah 38 80
3 Very Albert Welding Picking Merah 30 70
4 Budi Irawan Welding Picking Merah 0 100
5 Pargito Welding Stacking Merah 10 66
6 Fathurokhman Welding Binding Merah 34 96
7 Abdul Ramdani
Welding Binding Merah 46 70
8 Fathikin Welding Stacking Merah 40 100
9 Tumino Welding - L/H Putih 40 85
10 Nanang Welding - G/H Putih 45 85
11 Ramli Welding Picking Putih 40 80
12 Endin S Welding Picking Putih 40 96
13 Tatang M Welding Binding Putih 50 90
14 M Fikri Welding Stacking Putih 44 76
15 Ponang Welding Binding Putih 30 66
16 Alex Iskandar Welding Picking Putih 60 84
Dari hasil tes tersebut, dapat dilihat bahwa kemampuan operator dalam
memahami prinsip dasar ergonomi meningkat setelah pelaksanaan training.
Sekitar 87% operator memperoleh skor diatas 50 sehingga dapat dianggap
dapat bekerja dengan posisi atau postur ergonomis tanpa dibantu atau
diarahkan lagi. Sementara sisanya masih harus diawasi dalam hal ini.
Keterangan :: Butuh Bimbingan: Bisa bekerja dengan pengawasan intensif
: Bisa bekerja tanpa dibantu: Bisa bekerja tanpa dibantu dan handle abnormality
Score : 0 - 30
Score : 30 - 50Score : 50 - 80Score : 80 - 100

50
(a) (b)
Gambar 12. Proses scanning part (a) Sebelum improvement, (b) Setelah
improvement
C. Man Improvement (Peningkatan pada Pekerja)
Perbaikan lain yang dilakukan adalah dari aspek manusia/operator itu
sendiri. Kesadaran operator terhadap keselamatan diri sendiri dan orang lain
dalam bekerja perlu ditingkatkan dengan training seperti telah disebutkan
sebelumnya. Dan untuk melindungi dari bahaya yang ada, operator diharuskan
untuk memakai alat pelindung diri (APD).
Alat pelindung diri yang digunakan operator pada umumnya adalah
untuk melindungi dari bahaya yang nampak seperti helm dan safety shoes
untuk melindungi kepala dan kaki dari kejatuhan benda berat, sarung tangan
dan apron untuk melindungi tangan dan tubuh dari bahan kimia dan benda
tajam. Namun operator tidak memiliki APD untuk melindungi tubuh dari
bahaya yang tidak nampak. Bahaya yang tidak nampak antara lain adalah
cidera otot yang diakibatkan kebiasaan atau posisi bekerja yang salah.
Alat pelindung diri yang ditambahkan untuk operator untuk hal ini
adalah back support yang fungsinya untuk men-support pinggang dan
mendorong operator untuk mempertahankan posisi yang benar (tidak
membungkuk) dalam bekerja. Back support dipasang pada bagian pinggang
dan memiliki bantalan penahan disekelilingnya.

51
Uji Coba Alat Pelindung Diri (Back Support)
0
5
10
15
tidak
men
amba
h ge
rah
tidak
men
ggang
gu p
erna
pasa
n
tidak
mem
buat
iritas
i
pingga
ng le
bih nya
man
tidak
men
ggang
gu w
orka
bility
susp
ende
r tetap
elas
tis
susp
ende
r tida
k pu
tus
jahita
n tida
k lep
as
tidak
robe
k
pere
kat t
etap
kuat
Aspek Pengamatan
Jum
lah O
∆
X
(a) (b)
Gambar 13. (a) Back suuport, (b) Pemakaian back support
Penggunaan back support telah melalui tahapan trial pemakaian
selama kurang lebih satu bulan. Dalam satu bulan masa percobaan tersebut,
sampel pemakai diharuskan mengisi tabel yang menggambarkan fungsi dan
keadaan back support selama pemakaian (Lampiran 2). Hasil dari trial
pemakian tersebut adalah sebagai berikut,
Gambar 14. Hasil trial pemakaian back support

52
Dari hasil yang diperoleh pada trial tersebut, terlihat bahwa pemakaian
back support sedikit menambah gerah pemakainya. Hal ini dapat disebabkan
karena operator telah memakai beberapa APD sebelumnya seperti helm,
masker, sarung tangan, apron, arm protector, dan safety shoes. Bertambah
gerahnya operator merupakan konsekuensi dari penambahn APD back
support.
Fungsi dari back support sendiri dilihat dari kenyaman pinggang yang
dirasakan operator selama masa percobaan pemakaian. Semua responden
menjawab bahwa pinggang menjadi lebih nyaman selama pemakaian
meskipun kadarnya berbeda.
Dari tiga improvement yang diusulkan, improvement pada mesin memiliki
pengurangan ergonomic risk point paling besar dibanding improvement metode
dan APD. Nilai cumulative ergonomic risk point pada stacking line welding 3
adalah 3122. Dengan improvement pada mesin, cumulative risk point akan
berkurang 2245 poin sehingga menjadi 877 poin. Jika improvement pada metode
saja akan mengurangi cumulative risk point tersebut sebesar 504 poin sehingga
menjadi 2618 poin.
Gambar 15. Pengurangan ergonomic risk point (machine improvement)
Penurunan Cumulative Ergonomic Risk
Point Stacking Case A7 FD (Machine
Improvement)
3122
877
0
1000
2000
3000
4000
Before After

53
Gambar 16. Pengurangan ergonomic risk point (method improvement)
Besarnya cumulative ergonomic risk point di atas tidak menunjukkan
tingkat atau kategori bahayanya. Nilai tersebut hanya menunjukkan total nilai dari
setiap elemen/proses kerja yang dilakukan pada pos tersebut. Penjumlahan risk
point ergonomic dilakukan untuk memudahkan penilaian penurunan poin dari
improvement yang dilakukan.
Penurunan Cumulative Ergonomic Risk
Point Stacking Case A7 FD (Method
Improvement)
3122
2618
2200
2400
2600
2800
3000
3200
Before After

54
BAB V
KESIMPULAN DAN SARAN
A. Kesimpulan
Perhatian Toyota terhadap kesejahteraan karyawan terutama dalam
bidang kesehatan dan keselamatan cukup tinggi dilihat dari komitmen
perusahaan untuk menerapkan safety standard sehingga diharapkan akan
tercapai keadaan zero accident. Namun demikian, masih banyak hal yang
masih harus dikembangkan terkait dengan bidang ergonomika dalam
lingkungan kerja Toyota.
Pada proses stacking line welding 3, penambahan base stacking dapat
mengurangi resiko ergonomi paling besar dibanding penerapan metode
ergonomic MMH karena faktor penyebab keadaan tidak ergonomis pada
porses stacking line welding 3 adalah posisi case/modul yang ada di lantai
sehingga operator harus membungkuk untuk meletakkan part ke dalamnya.
Penurunan ergonomic risk point dari machine improvement dapat
mencapai 72% dan penurunan dari method improvement adalah 16%. Pada
improvement APD, operator menjadi merasa lebih nyaman pada pinggang
setelah mengenakan back support. Namun operator merasa sedikit lebih gerah
karenanya. Hal ini dapat dikatakan sebagai konsekuensi dari penambahan
APD.
B. Saran
Perusahaan harus segera melakukan perbaikan peralatan/tempat kerja
pada proses stacking line welding 3 dengan menambahkan base stacking untuk
melindungi karyawan dari bahaya yang tidak nampak seperti cidera otot
pinggang dan bagian tubuh lainnya.

55
Penerapan sistem keselamatan kerja dalam lingkungan perusahaan
harus melibatkan komitmen seluruh elemen perusahaan mulai dari pemimpin
terringgi hingga ke operator agar dapat terlaksana sesuai dengan harapan.
Perusahaan dapat melakukan pelatihan berkala/rutin kepada karyawan
terkait dengan bidang ergonomika.
Perusahaan juga dapat memberikan award kepada karyawan yang
berjasa atau disiplin dalam menerapkan prinsip-prinsip keselamatan di
lingkungan perusahaan. Dan punishment kepada karyawan yang melanggar
peraturan keselamatan perusahaan.
Perancangan metode kerja yang baru harus memperhatikan aspek
manusia di dalamnya dalam hubungannya dengan kemampuan dan
keterbatasan dalam bekerja.

56
DAFTAR PUSTAKA
Bridger, R.S. 1995. Introduction to Ergonomics. New York; Mc Graw Hill, Inc.
Di Nardi, Salvatore, R. 1997. Ergonomics. Dalam: The Occupational
Environment: It’s Evaluation and Control. Virginia; American Industrial
Hygiene Association.
Humantech. 1995. Applied Ergonomics Training Manual. Berkeley Australia;
Humantech, Inc. 2nd edition.
Oborne, David, J. 1995. Ergonomics at Work; Human Factor In Design and
Development. England; John Wiley & Sons, Ltd. 3rd edition.
Pheasant, Stephen. 1991. Ergonomics, Work and Health. Maryland, Gaithersburg;
Aspen Publisher, Inc.
Pheasant, Stephen. 1986. Body Space; Antropometry, Ergonomics and Design.
London & Philadelphia; Taylor & Francis.
Riihmaki, Hikka. 1998. Musculoskeletal System. Dalam: Encyclopedia of
Occupational Health and Safety Volume I 4th edition. Edited by Stellman,
Jeanne Mager. Geneva; ILO.
Suma’mur. 1989. Ergonomi Untuk Meningkatkan Produktivitas Kerja. Jakarta;
CV Haji Masagung.
Satrya, Chandra. 2002. Manual Handling, Mata Kuliah Dasar-dasar Ergonomi.
Wells, Richard. 1998. Integrated Analysis of Upper Extremity Disorders. Dalam:
The Occupational Ergonomics Handbooks. London; CRC Press.
Zaidman. 2001. Musculoskeletal Disorders in Minnesota. Dalam:
http:www.hse.gov/statistics//
http://www.depkes.go.id
http://www.cdc.gov/niosh/muskdsfs.html
http://www.ccohs.ca/oshanswers/diseases/rmirsi.html
57
LAMPIRAN

58
Lampiran 1. Lokasi Perusahaan
a. Kantor Pusat (Head Office)
Jl. Yos Sudarso, Sunter II, Jakarta 14330
Website: http://www.toyota.co.id
Telp. (62-21) 651 5551
Faks. (62-21) 651 5327
Gambar 17. Peta lokasi Head Office dan Plant Sunter 2
c. Sunter I Plant
Jl. Laks. Yos Sudarso, Sunter I, Jakarta 14330
Telp. (62-21) 651 8989

59
Faks. (62-21) 653 04122
Gambar 18. Peta Lokasi Plant Sunter 1
c. Sunter II Plant
Jl. Gaya Motor Raya, Sunter II, Jakarta 14330
Telp. (62-21) 651 1210
Faks. (62-21) 651 2287
d. Karawang Plant
Jl. Permata Raya Lot DD-1, Kawasan Industri KIIC (Tol Jakarta-
Cikampek Km 47) Karawang, West Java 41361
Telp. (62-21) 890 4222
Faks. (62-21) 890 4228

60
Gambar 19. Peta Lokasi Plant Karawang

61
Karawang Plant mulai dibangun pada tanggal 26 Mei 1996 dan mulai
beroperasi pada tanggal 10 Maret 1998. Pada plant dengan luas 1.000.000 m2
ini terdapat empat shop dan beberapa gedung lainnya yaitu:
e. Press Shop dengan luas bangunan 6.000 m2
f. Welding Shop dengan luas bangunan 20.000 m2
g. Painting Shop dengan luas bangunan 13.200 m2
h. Assembly Shop dengan luas bangunan 24.000 m2
Gedung lainnya dengan luas bangunan 15.000 m2

62
Lampiran 2. Check sheet trial APD back support
PT
. T
OY
OT
A M
OT
OR
MA
NU
FA
CT
UR
ING
IN
DO
NE
SIA
SH
E D
IVIS
ION
Sa
fety
De
pa
rtm
en
t
O
Line
/ P
os
Jeni
s A
PD
Bac
k S
uppo
rtN
o. A
PD
Kon
disi
Har
ian
: --
----
-->
2324
2728
2930
14
56
78
1112
1314
1518
1920
2122
1a.T
idak
men
amba
h ge
rah
1b.T
idak
men
ggan
ggu
per
napa
san
1c.T
idak
mel
ukai
/ m
embu
at s
akit
ang
gota
tub
uh (
irita
si,
mem
ar,
dll.)
3a.
Sus
pend
er t
etap
ela
stis
3b.
Sus
pend
er t
idak
put
us
3c.
Jahi
tan
tidak
lepa
s
3d.
Tida
k ro
bek
3e.
Per
ekat
tet
ap k
uat
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
….
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
….
Kom
enta
r LH
:…
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
.
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
……
….
……
……
……
……
……
….
……
……
……
……
……
….
Jaka
rta,
M
ei 2
009
Line
Hea
dP
emak
ai
FO
RM
SA
MP
EL
AL
AT
PE
LIN
DU
NG
DIR
I
Cuk
up
Bai
k
Item
Sta
ndar
dN
o.Div
isi
Nam
a
XK
uran
g
Tida
k m
engg
angg
u w
orka
bilit
y (g
erak
an
kerja
)
Pin
ggan
g le
bih
nyam
an
Apr
ilM
ei
Kom
enta
r pe
mak
ai :
Ken
yam
anan
4W
orka
bilit
y
2M
anfa
at
3K
ualit
as
1
shift
:
no.
reg
:
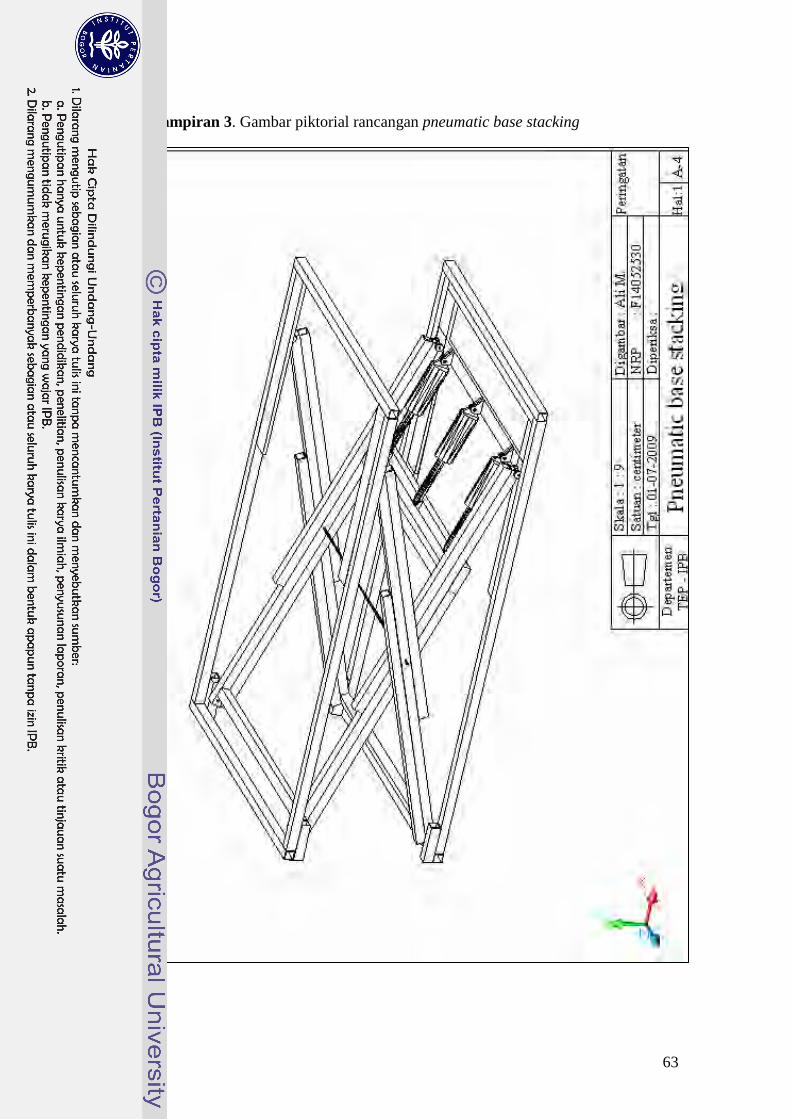
63
Lampiran 3. Gambar piktorial rancangan pneumatic base stacking

64
Lampiran 4. Gambar tampak depan rancangan pneumatic base stacking
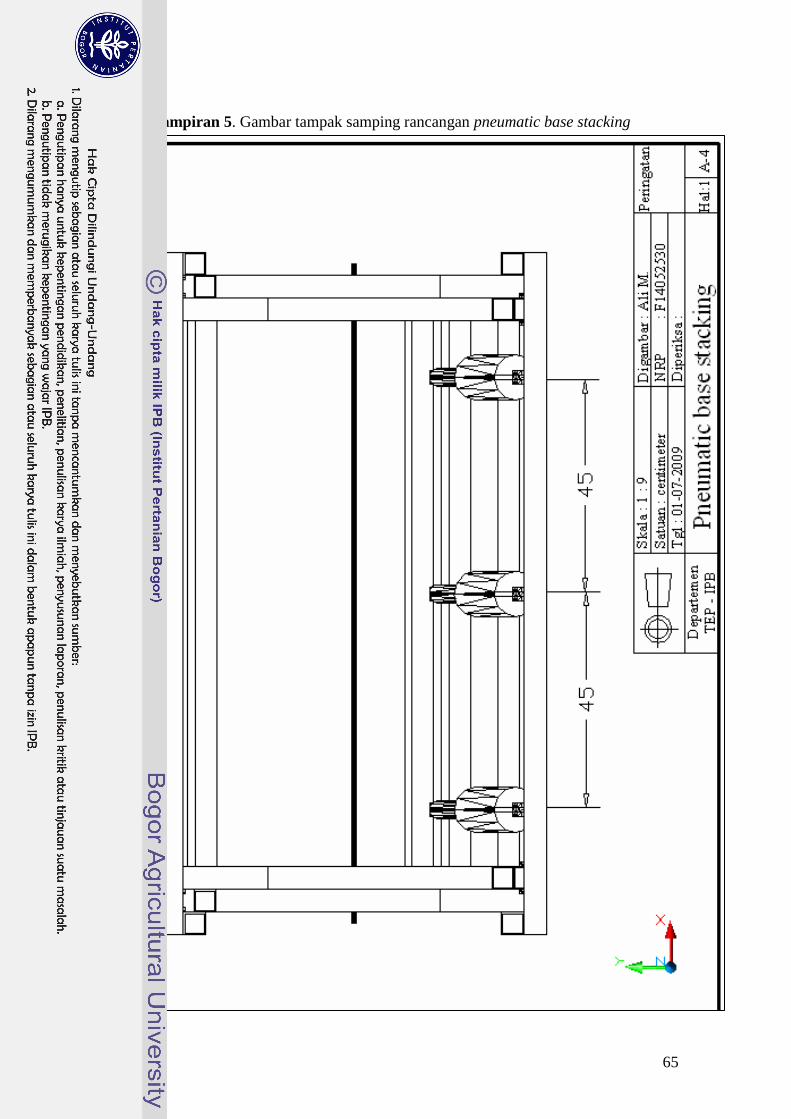
65
Lampiran 5. Gambar tampak samping rancangan pneumatic base stacking

66
Lampiran 6. Lay out Plant Sunter 1

67
Lampiran 7. A3 Report

68
Lampiran 8. OSHMS scoring
PoinPoinPoinPoin
12121212
6666
2222
5555
44443333
8888
4444
1111
TerhisapTerhisapTerhisapTerhisap KontakKontakKontakKontak Panas radiasiPanas radiasiPanas radiasiPanas radiasi Panas suhu ※2Panas suhu ※2Panas suhu ※2Panas suhu ※2Mengangkat Mengangkat Mengangkat Mengangkat
lenganlenganlenganlenganPinggang Pinggang Pinggang Pinggang
membungkukmembungkukmembungkukmembungkukTool dengan Tool dengan Tool dengan Tool dengan
triggertriggertriggertriggerTool Tool Tool Tool
bergetarbergetarbergetarbergetarUjung jariUjung jariUjung jariUjung jari TanganTanganTanganTangan
Kecelakaan Kecelakaan Kecelakaan Kecelakaan fatalfatalfatalfatal
(a)(a)(a)(a)12121212
Seluruh tubuh・
Setengah tubuh
・Kepala
Seluruh tubuh・Sete
ngah tubuh・Kep
ala(handling
benda berat
Forklift(tidak terkait
dengan speed)・
Kendaraan kerja,
kendaraan trial (speed
Ketinggian >2m
Kontak dengan kabel bertegangan listrik >120V
Seluruh tubuh
(>50%)―
Area kerja berdebu
Organic solvent kls.1,
zat khusus 1, zat yang butuh kontrol khusus (sebagian zat
khusus 2), racun, zat korosi
Zat yang mengakibatkan korosi bila tersentuh
Kelas 4
Area kerja yang
mengandung radiasi ionisasi
Area kerja yang
berpotensi kekuranga
n O2
Benda sangat panas
(sangat berbahaya
kalau panasnya >
- ― ― ― ― ― ― ―
Kecelakaan Kecelakaan Kecelakaan Kecelakaan yang yang yang yang
memerlukan memerlukan memerlukan memerlukan cuti(b)cuti(b)cuti(b)cuti(b)
6666
Sebagian tubuh (tangan, lengan, kaki, ujung jari)
Sebagian tubuh
(tangan, lengan, kaki,
ujung jari) (handling
benda berat >100kg)
Kendaraan kerja,
kendaraan trial (speed maksimal
<10km/jam)
-
Kontak dengan kabel
hidup bertegangan >25V, <120V
Sebagian tubuh
(>20%, <50%)
Area kerja yang ada
noise(>80dB)
―
Organic solvent kelas 2, 3, zat khusus 2, 3
(tidak termasuk yang di atas),
timbal, zat berbahaya, zat
lain yang berpotensi
Zat yang mengakibatka
n iritasi bila tersentuh
Kelas 3B ― ― ―
Area kerja yang panas
(sangat berbahaya
kalau panasnya melampaui
28℃)
Sudut lengan >90° (poin
gerak lengan > 4 poin)
Setengah tubuh
membungkuk ke depan >30°(poin postur >7
poin)
Berat tool >2kg
Air hammer, grinder yang radius batu
gerindanya
>10kg >3kgf >6kgf
Kecelakaan Kecelakaan Kecelakaan Kecelakaan yang tidak yang tidak yang tidak yang tidak
memerlukan memerlukan memerlukan memerlukan cuti(c)cuti(c)cuti(c)cuti(c)
2222 -Handling
benda berat <100kg
- Ketinggian
<2m
Kontak dengan kabel bertegangan listrik <25V
Sebagian tubuh
(<20%)― ― ― ―
Di bawah kelas 3R ― ― ― ― ― ―
Berat tool <2kg
Air hammer, grinder yang radius batu gerindanya >150mm, <103dB
<3-10kg <3kgf <6kgf
Tidak termasuk yang keuatannya randah
Termasuk kontak dengan body
crane
Speed maksimal tergantung spec
kendaraanSuhu<50℃
Tinggi 5555Sedang 4444Rendah 3333
TerhisapTerhisapTerhisapTerhisap KontakKontakKontakKontakPanas Panas Panas Panas
radiasiradiasiradiasiradiasiPanas udaraPanas udaraPanas udaraPanas udara
Mengangkat Mengangkat Mengangkat Mengangkat lenganlenganlenganlengan
Pinggang Pinggang Pinggang Pinggang membungkukmembungkukmembungkukmembungkuk
Tool dengan Tool dengan Tool dengan Tool dengan triggertriggertriggertrigger
Tool Tool Tool Tool bergetarbergetarbergetarbergetar
Ujung jariUjung jariUjung jariUjung jari TanganTanganTanganTangan
Level efektifitas Level efektifitas Level efektifitas Level efektifitas rendah, tidak ada rendah, tidak ada rendah, tidak ada rendah, tidak ada
countemeasure countemeasure countemeasure countemeasure (tergantung (tergantung (tergantung (tergantung
tingkat kehati-tingkat kehati-tingkat kehati-tingkat kehati-hatian orang)hatian orang)hatian orang)hatian orang)
・Tidak ada countermeasure berupa pembagian/pemisahan
・Tidak ada equipment naik-turun・Tidak ada pijakan
・Instrumen pencegah kontak dengan listrik sama sekali tidak ada
・Tidak ada countermeasure berupa pembagian/pemisahan
Tidak ada countermeas
ure yang efektif
(klasifikasi kontrol III)
Tidak ada countermeasure yang
efektif (klasifikasi kontrol 3)
Tidak ada countermeas
ure yang efektif
(klasifikasi kontrol 2, 3)
Tidak ada countermeasure yang efektif <ada kontak
dengan seluruh tubuh,
bahu, dll)
Tidak ada coutermeasure yang
efektif (ada sedikit celah
terbuka)
Tidak ada countermeasure yang efektif (melebihi nilai
standar)
Tidak ada countermeasure yang
efektif (melebihi
nilai standar)
Tidak ada countermeasure yang efektif ( > GB50℃)
Tidak ada countermeasure yang
efektif (pada musim panas WBGT >28℃)
Waktu melakukan
kerja kombinasi dengan
mengangkat > 50%/takt ( > 4
jam/shift)
Waktu melakukan
kerja kombinasi dengan
membungkuk > 50%/takt ( >
4 jam/shift)
Tidak ada counterme
asure yang efektif
Tidak ada counterme
asure yang efektif
(> 103dB)
Tidak ada countermeas
ure yang efektif(Berat
keseluruhan > 5 ton/shift)
Tidak ada counterme
asure yang efektif
Tidak ada countermeasure yang
efektif
Level Level Level Level efektivitas efektivitas efektivitas efektivitas
sedang, sedang, sedang, sedang, countermeasurcountermeasurcountermeasurcountermeasure bergantung e bergantung e bergantung e bergantung pada sebagian pada sebagian pada sebagian pada sebagian
orangorangorangorang
・Ada indikasi garis yang memisahkan dengan orang
・Equipment naik turun (tangga, anak tangga yang fix)・Area pijakan ・Pemasangan safety belt (bar, wire)
・Tidak ada door interlock, ada alat buka tutup area sumber listrik
・Ada indikasi garis yang memisahkan dengan orang
Ada countermeasur
e berupa perlindungan
dari bunyi (klasifikasi kontrol II)
Ada countermeasur
e berupa exhaust, tapi masih ada debu yang
bocor (klasifikasi kontrol 2)
―
Kontak dengan
sebagian tubuh (ujung
tangan)
Ada pembatas
Ada pembatas (di bawah nilai
standar)― ― ―
Waktu melakukan
kerja kombinasi dengan
mengangkat 30-50%/takt (2- 4
jam/shift)
Waktu melakukan
kerja kombinasi dengan
membungkuk 30-50%/takt (2-
4 jam/shift)
― ―
Berat keseluruha
n 1-5 ton/shift
― ―
Level Level Level Level efektivitas efektivitas efektivitas efektivitas
tinggi, tinggi, tinggi, tinggi, countermeasurcountermeasurcountermeasurcountermeasur
e tidak e tidak e tidak e tidak bergantung bergantung bergantung bergantung pada orangpada orangpada orangpada orang
・Ada fixed guard, guard pemisah dengan orang (rantai)
・Equipment naik turun (tangga, anak tangga yang fix)・Lantai di tempat tinggi (guard pencegah jatuh, dll)
・Door interlock, ada alat buka tutup area sumber listrik・Cover pencegah ter-stroom sumber listrik
・Ada fixed guard, guard pemisah dengan orang (rantai)
Ada countermeasure berupa pembatas
dan peredam bunyi
(klasifikasi kontrol I)
Ada countemeasur
e berupa pembatas, jadi
debu tidak bocor
(klasifikasi kontrol 1)
Ada countermeasure
berupa pembatas, jadi zat kimia tidak
bocor (klasifikasi kontrol 1)
Tidak ada kontak
dengan kulit
Ada pembatas
dengan interlock
Ada pembatas dengan
interlock (di bawah nilai
standar)
Ada counterme
asure dengan
ventilasi (di bawah nilai
standar)
Ada pembatas, pelindung,
AC (< GB50℃)
Ada AC (pada musim panas WBGT <28℃)
Waktu melakukan
kerja kombinasi dengan
mengangkat < 30%/takt (< 2
jam/shift)
Waktu melakukan
kerja kombinasi dengan
membungkuk < 30%/takt (< 2
jam/shift)
Ada counterme
asure berupa
balacer, dll
Ada counterme
asure berupa handle
cover, dll (< 103dB)
Ada countermeasure berupa alat bantu
(berat keseluruha
n < 1 ton/shift)
Ada countermeasure berupa tool/jig atau tidak perlu
countermeasure karena <
3kgf
Ada countermeasur
e berupa tool/jig atau tidak perlu
countermeasure karena <
3kgf
EEEElllleeeemmmmeeeennnn rrrreeeessssiiiikkkkoooo
①①①①
※※※※1111
Rank CRank CRank CRank CRendahRendahRendahRendah
③③③③Level Level Level Level
countercountercountercountermeasurmeasurmeasurmeasur
eeee
TerjatuhTerjatuhTerjatuhTerjatuh Ter-stroomTer-stroomTer-stroomTer-stroom
1 kali/tahun
> 150 mnit/minggu
KendaraanKendaraanKendaraanKendaraan
Level Level Level Level KecelakaanKecelakaanKecelakaanKecelakaan
> 1 kali/minggu1 kali/bulan
Frekuensi kerja (terkait safety)Frekuensi kerja (terkait safety)Frekuensi kerja (terkait safety)Frekuensi kerja (terkait safety)
Benda Benda Benda Benda beratberatberatberat
TerjepitTerjepitTerjepitTerjepitBenda Benda Benda Benda panaspanaspanaspanas
Elemen ResikoElemen ResikoElemen ResikoElemen Resiko
EEEElllleeeemmmmeeeennnn rrrreeeessssiiiikkkkoooo
③③③③
Contoh countermeasure (terkait dengan safety)Contoh countermeasure (terkait dengan safety)Contoh countermeasure (terkait dengan safety)Contoh countermeasure (terkait dengan safety)
Tambahan
Level efektivitas tinggi, countermeasure tidak Level efektivitas tinggi, countermeasure tidak Level efektivitas tinggi, countermeasure tidak Level efektivitas tinggi, countermeasure tidak tegantung dari orangtegantung dari orangtegantung dari orangtegantung dari orang
TerjatuhTerjatuhTerjatuhTerjatuh Ter-stroomTer-stroomTer-stroomTer-stroom Benda panasBenda panasBenda panasBenda panas
Sumber bahaya (terkait dengan safety)Sumber bahaya (terkait dengan safety)Sumber bahaya (terkait dengan safety)Sumber bahaya (terkait dengan safety)
EleEleEleElememememen n n n
resiresiresiresiko ko ko ko ※※※※2222
Rank resikoRank resikoRank resikoRank resiko
Rank ARank ARank ARank A
Indikasi rank Indikasi rank Indikasi rank Indikasi rank resikoresikoresikoresiko
Isi resikoIsi resikoIsi resikoIsi resiko
Bahaya besarAa
Ab
Level Level Level Level countermeasurecountermeasurecountermeasurecountermeasure TerjepitTerjepitTerjepitTerjepit Benda beratBenda beratBenda beratBenda berat KendaraanKendaraanKendaraanKendaraan
Contoh countermeasure (terkait dengan lingkungan kerja)Contoh countermeasure (terkait dengan lingkungan kerja)Contoh countermeasure (terkait dengan lingkungan kerja)Contoh countermeasure (terkait dengan lingkungan kerja)
NoiseNoiseNoiseNoise
①①①①Level Level Level Level
kecelakkecelakkecelakkecelakaanaanaanaan②②②②
FrekueFrekueFrekueFrekuensi nsi nsi nsi
kerjakerjakerjakerja
Sumber bahaya (terkait dengan ergonomi <beban kerja> Sumber bahaya (terkait dengan ergonomi <beban kerja> Sumber bahaya (terkait dengan ergonomi <beban kerja> Sumber bahaya (terkait dengan ergonomi <beban kerja> ※3※3※3※3
Berat Berat Berat Berat satuansatuansatuansatuan
Berat bebanBerat bebanBerat bebanBerat beban
Sumber bahaya (Terkait dengan lingkungan kerja)Sumber bahaya (Terkait dengan lingkungan kerja)Sumber bahaya (Terkait dengan lingkungan kerja)Sumber bahaya (Terkait dengan lingkungan kerja)
Zat kimiaZat kimiaZat kimiaZat kimiaLaserLaserLaserLaser
ToolToolToolToolNoiseNoiseNoiseNoise DebuDebuDebuDebu
Radiasi Radiasi Radiasi Radiasi ionisasiionisasiionisasiionisasi
DebuDebuDebuDebu
Zat kimiaZat kimiaZat kimiaZat kimia
LaserLaserLaserLaser
< 30 menit/minggu
Radiasi ionisasiRadiasi ionisasiRadiasi ionisasiRadiasi ionisasiKekurangan Kekurangan Kekurangan Kekurangan
O2O2O2O2
PanasPanasPanasPanasBerat Berat Berat Berat satuansatuansatuansatuan
Contoh countermeasure (terkait dengan ergonomi)Contoh countermeasure (terkait dengan ergonomi)Contoh countermeasure (terkait dengan ergonomi)Contoh countermeasure (terkait dengan ergonomi)
Berat bebanBerat bebanBerat bebanBerat bebanPostur kerjaPostur kerjaPostur kerjaPostur kerja ToolToolToolTool
< 30-50 menit/minggu
Ba
Bb
BcCc6-96-96-96-9
< 1-10 kali/shift
Level kecelakaan:a
Level kecelakaan:b
Level kecelakaan:c
< 1 kali/shift
Frekuensi kerja (terkait dengan ergonomi)Frekuensi kerja (terkait dengan ergonomi)Frekuensi kerja (terkait dengan ergonomi)Frekuensi kerja (terkait dengan ergonomi)
Level kecelakaan:c
>10 kali/shift
Postur dalam bekerjaPostur dalam bekerjaPostur dalam bekerjaPostur dalam bekerjaPanasPanasPanasPanas
Frekuensi kerja (terkait dengan lingkungan kerja)Frekuensi kerja (terkait dengan lingkungan kerja)Frekuensi kerja (terkait dengan lingkungan kerja)Frekuensi kerja (terkait dengan lingkungan kerja)
Bahaya kecil
Kekurangan Kekurangan Kekurangan Kekurangan O2O2O2O2
Poin evaluasi Poin evaluasi Poin evaluasi Poin evaluasi resikoresikoresikoresiko
19-2519-2519-2519-25
10-1810-1810-1810-18 Rank BRank BRank BRank B Bahaya sedang
Level kecelakaan:a
Level kecelakaan:b
Level efektivitas sedang, countermeasure tergantung Level efektivitas sedang, countermeasure tergantung Level efektivitas sedang, countermeasure tergantung Level efektivitas sedang, countermeasure tergantung dari sebagian orangdari sebagian orangdari sebagian orangdari sebagian orang
Level efektifitas rendah, tidak ada countemeasure Level efektifitas rendah, tidak ada countemeasure Level efektifitas rendah, tidak ada countemeasure Level efektifitas rendah, tidak ada countemeasure dalam hal safety (tergantung tingkat kehati-hatian dalam hal safety (tergantung tingkat kehati-hatian dalam hal safety (tergantung tingkat kehati-hatian dalam hal safety (tergantung tingkat kehati-hatian orang)orang)orang)orang)
Kecelakaan fatal(a)Kecelakaan fatal(a)Kecelakaan fatal(a)Kecelakaan fatal(a)Kecelakaan yang memerlukan Kecelakaan yang memerlukan Kecelakaan yang memerlukan Kecelakaan yang memerlukan
cuti(b)cuti(b)cuti(b)cuti(b)Kecelakaan tanpa cuti(c)Kecelakaan tanpa cuti(c)Kecelakaan tanpa cuti(c)Kecelakaan tanpa cuti(c)
TinggiTinggiTinggiTinggi
SedangSedangSedangSedang
Poin evaluasi Poin evaluasi Poin evaluasi Poin evaluasi resikoresikoresikoresiko
(Nilai total elemen (Nilai total elemen (Nilai total elemen (Nilai total elemen
resiko)resiko)resiko)resiko)
① Level kecelakaan① Level kecelakaan① Level kecelakaan① Level kecelakaan++++
② Frekuensi kerja② Frekuensi kerja② Frekuensi kerja② Frekuensi kerja++++
③ Level ③ Level ③ Level ③ Level countermeasurecountermeasurecountermeasurecountermeasure
※3: Untuk evaluasi poin berat postur dan poin tubuh bagian atas, ※3: Untuk evaluasi poin berat postur dan poin tubuh bagian atas, ※3: Untuk evaluasi poin berat postur dan poin tubuh bagian atas, ※3: Untuk evaluasi poin berat postur dan poin tubuh bagian atas, adalah proses R (red) adalah rank A, proses Y (yellow) adalah rank B, adalah proses R (red) adalah rank A, proses Y (yellow) adalah rank B, adalah proses R (red) adalah rank A, proses Y (yellow) adalah rank B, adalah proses R (red) adalah rank A, proses Y (yellow) adalah rank B, proses G (green) adalah rank Cproses G (green) adalah rank Cproses G (green) adalah rank Cproses G (green) adalah rank C
※2 Area kerja yang WBGT nya kurang dari 28 karena ※2 Area kerja yang WBGT nya kurang dari 28 karena ※2 Area kerja yang WBGT nya kurang dari 28 karena ※2 Area kerja yang WBGT nya kurang dari 28 karena penenganan equipment, masuk rank Cpenenganan equipment, masuk rank Cpenenganan equipment, masuk rank Cpenenganan equipment, masuk rank C
※1:Sumber bahaya lain (tersayat part press, dll) yang tidak disebutkan pada tabel di atas, level kecelakaannya dinilai dan dievaluasi dengan (kecelakaan fatal, kecelakaan yang memerlukan cuti, kecelakaan yang tidak ※1:Sumber bahaya lain (tersayat part press, dll) yang tidak disebutkan pada tabel di atas, level kecelakaannya dinilai dan dievaluasi dengan (kecelakaan fatal, kecelakaan yang memerlukan cuti, kecelakaan yang tidak ※1:Sumber bahaya lain (tersayat part press, dll) yang tidak disebutkan pada tabel di atas, level kecelakaannya dinilai dan dievaluasi dengan (kecelakaan fatal, kecelakaan yang memerlukan cuti, kecelakaan yang tidak ※1:Sumber bahaya lain (tersayat part press, dll) yang tidak disebutkan pada tabel di atas, level kecelakaannya dinilai dan dievaluasi dengan (kecelakaan fatal, kecelakaan yang memerlukan cuti, kecelakaan yang tidak memerlukan cuti)memerlukan cuti)memerlukan cuti)memerlukan cuti)
Waktu akumulasi 1 orang operator
Jumlah akumulasi 1 orang operator
★活動管理表へ★活動管理表へ★活動管理表へ★活動管理表へ

69
Lampiran 9. Risk assessment PVD area

70
Lampiran 10. Laporan trial back support

71
Lampiran 11. Risk assessment stacking w3 line FD MP A

72

73

74

75
76
77


















