
Situation in the coal combustion products (CCP) market …ashtrans.eu/onewebmedia/13...
33
www.ksfenix.com integrated ash & slag waste utilization system Andrei Kalachov CEO at Profcement-Vector CJSC, Saint Petersburg, Russia Leader of Fenix Consortium PROFCEMENT-VECTOR Situation in the coal combustion products (CCP) market of Russia. Our view upon the CCP market of Europe
Transcript of Situation in the coal combustion products (CCP) market …ashtrans.eu/onewebmedia/13...

www.ksfenix.comintegratedash & slag wasteutilization system
Andrei KalachovCEO at Profcement-Vector CJSC, Saint Petersburg, RussiaLeader of Fenix Consortium PROFCEMENT-VECTOR
Situation in the coal combustion products (CCP) market of Russia.
Our view upon the CCP market of Europe

Ash and slag manufacture in Russia
Annual ash and waste output in Russia:
≈22 mln tons
172 of which generateover 100 000 tons of ash per year
350coal-fired
power plants
MoscowMoscow
10%10% 90%90%
SOURCE: Russian Energy Agency
0,7mlntons
0,8mlntons
0,1mlntons
0,5mlntons
7,6mlntons
8,5mlntons
3,8mlntons
0,7mlntons
0,8mlntons
0,1mlntons
0,5mlntons
7,6mlntons
8,5mlntons
3,8mlntons
0,7mlntons
0,8mlntons
0,1mlntons
0,5mlntons
7,6mlntons
8,5mlntons
3,8mlntons
/322

TomskTomsk
MoscowMoscow
OrelOrel
Saint PetersburgSaint Petersburg
SamaraSamara
EkaterinburgEkaterinburg
NizhnevartovskNizhnevartovsk
NoyabrskNoyabrsk
KrasnodarKrasnodar
SALES GEOGRAPHY
Key volumes of ash and slag materials sold in 2014 and 2013(dry ash/hydrated ash, mln tons):
Beyond control ≈ 1,00
Volume of the ash sold(22 mln tons)
≈ 0,79 mln tonsper year
≈ 3,13 mln tonsper year
≈ 3,9
Dry ash Sent to ash dumpsHydrated ash
0 0,5 mln tons 1 mln tons
mln tons4,0mln tons
2014: 2013:
Siberian GK0,08 (-0,04)
0,04
0,04
0,120,06 0,06
Energozoloresurs0,14 (+0,12)
0,03 0,11<0,05
Ekozoloprodukt0,50 (+0,14)0,20 0,30
0,360,11 0,25
Irkutskzoloprodukt1,32 (+0,30)0,08 1,24
1,020,08 0,94
ProfCement-Vector0,150,150,150,15
Reftinskaya power plant0,25 (+0,08)0,24
0,170,17
3,5% 14,5%≈ 18 mln tons
per year
82%
0,670,07 0,60TGK-11
0,08 (-0,59)
0,05
0,03
Others ≈ 0,40
Realization of ASM (ash & slag materials)in Russia
/323
About us
We supply high-Ca shale fly ash to the Russian market which is impossible to use in Europe because of strict demands of EN-450.
In 6 years we’ve managed to create an ash sales market in Russia and now we deliver our product to the whole European part of the country, over the Urals and to Siberia.
www.profcement.ruwww.ksfenix.com
PROFCEMENT-VECTOR
OUR PRODUCTS
Zolest-bet — shale fly ash produced by Eesti Energia Narva Power Plants (Estonia), active mineral adding for concretes and building mortars which has simultaneously binding properties and pozzolanic activity.
Increases durability and reduces permeability of concretes and mortars.
Zolest-oil — cyclone-filtered shale fly ash used as an expanding active mineral additive for concretes and building mortars which has simultaneously binding properties and pozzolanic activity.
Increases durability and reduces permeability of concretes and mortars and also provides linear expansion of concrete and building mortars.
shale fly ash shale fly ash
/324
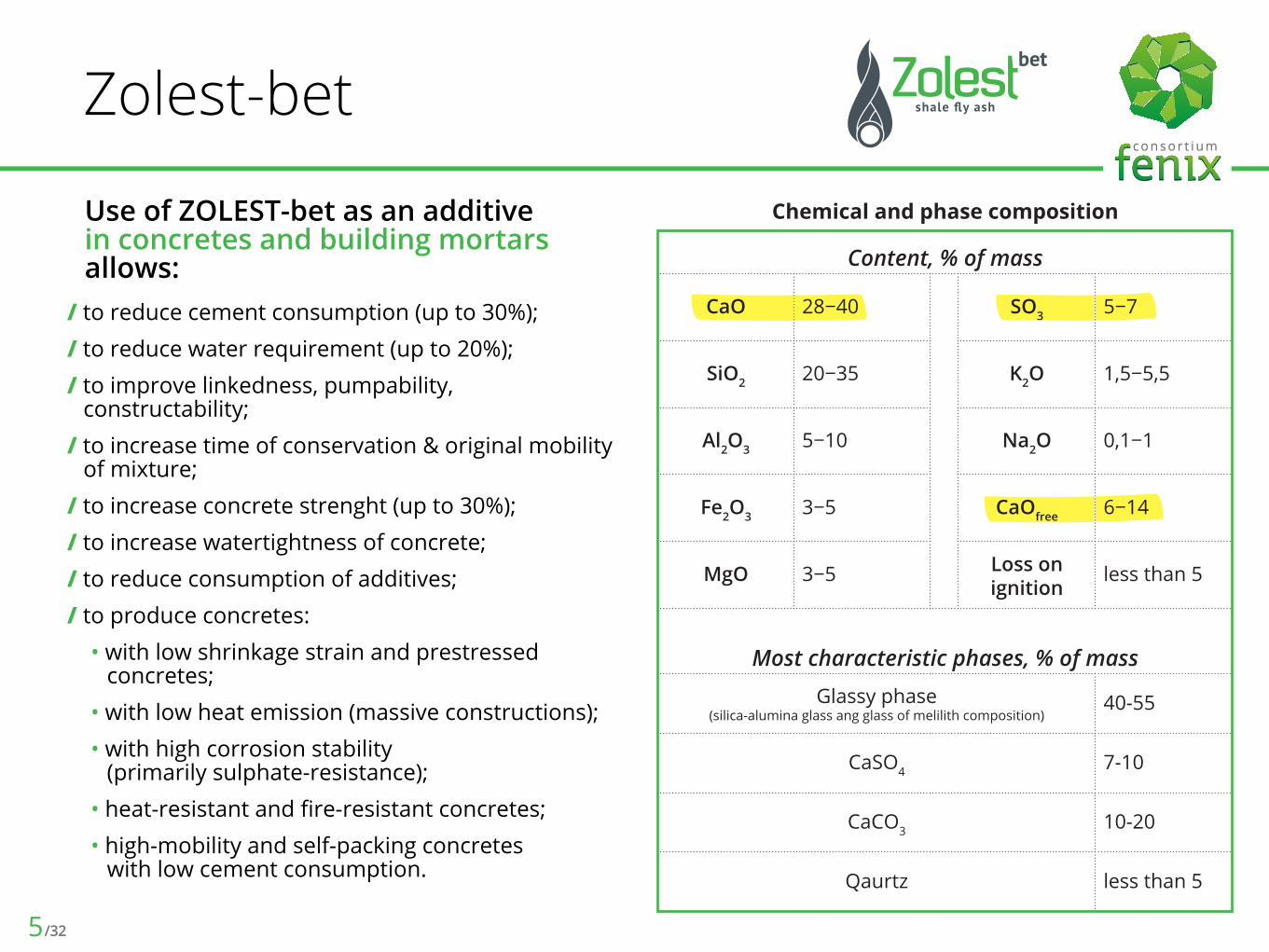
Zolest-bet
Chemical and phase composition
Content, % of mass
СаО 28−40 SO3 5−7
SiO2 20−35 K2O 1,5−5,5
Al2O3 5−10 Na2O 0,1−1
Fe2O3 3−5 CaOfree 6−14
MgО 3−5 Loss onignition
less than 5
Most characteristic phases, % of mass
Glassy phase(silica-alumina glass ang glass of melilith composition)
40-55
СaSO4 7-10
СaCO3 10-20
Qaurtz less than 5
Use of ZOLEST-bet as an additivein concretes and building mortars allows:
/ to reduce cement consumption (up to 30%);/ to reduce water requirement (up to 20%);/ to improve linkedness, pumpability,
constructability;/ to increase time of conservation & original mobility
of mixture;/ to increase concrete strenght (up to 30%);/ to increase watertightness of concrete;/ to reduce consumption of additives;/ to produce concretes:
• with low shrinkage strain and prestressed concretes;
• with low heat emission (massive constructions);• with high corrosion stability
(primarily sulphate-resistance);• heat-resistant and fire-resistant concretes;• high-mobility and self-packing concretes
with low cement consumption.
shale fly ash
/325

Zolest-oil
СаО SO3 2−5
SiO2 K2O 1,5−2,5
Al2O3 Na2O 0,1−0,2
Fe2O3 4−6 16−25
MgО 3−5
СaSO4
СaCO3
45−60
20−28
2−8
Chemical and phase composition
Content, % of mass
CaOfree
Loss onignition
less than 5
Most characteristic phases, % of massGlassy phase
C2S
CaOfree
30−40
16−25
9−14
1−4
5−10
Use of ZOLEST-oil as an additivein concretes and building mortarsallows:
/ to provide dimensional stability of concrete and building mortars;
/ to provide linear expansion of 0,2% and more;/ to increase final durability by 5−10%;/ to increase watertightness of concrete
by 2 and more stages;/ to produce concrete and mortars with low shrinkable
deformation;/ to produce concrete and mortars with high corrosive
resistance (first of all — sulphate-resistance);/ to produce heat-resistant and fire-resistant concretes.
shale fly ash
Use of ZOLEST-oil in the production of expanding cementing slurryallows:
/ to increase linear expansion of mortar during cement stone formation;
/ to provide linear expansion of 0,2–5%;/ to provide effective working temperature
of the additive: 20–100°С;/ to produce mortars with high corrosive resistance
(first of all — sulphate-resistance);/ to increase durability and tightness of the mortar.
/326

EVERY ASH DUMP is a local environmental disaster
Fines for storage at ash disposal areas (€ per ton)
100
50
0
0,3
0,3
60
90
Germany Finland Italy Russia
120
Large coal-firedpower plants of Russia
172*
115* of whichhave almost depletedthe capacity of ash dumps
SOURCE: Russian Energy Agency/327

Requests of the market:State standard GOST 25818-2000 “Fly ash of thermal power plants for concretes. Technical specifications”;+20 Russian standards on use of ash & slag materials;
European standard ЕN-450“Concretes with fly ash of thermal power plants”;
Special conditions.
1
2
3
Two basic approachesto the ash & slag waste problem
ASWutilization
“Create the ASW market — then we will do the rest”
“Create a product, that the market needs —then we will buy it”
The market[consumers]
Power specialists[producers]
/328

Transition to dry ash and slag disposal
The projects of all plantsare aimed at optimization
of ash and slag waste disposalat existing and constructed ash dumps
and not at ash & slag material productionand sale
Reftinskayastate power plant
Berezovskayastate power plant
Kashirskayastate power plant
Sovetskaya gavanthermal power plant
Sakhalinskayastate power plant-2
Cherepetskayastate power plant (3rd line of production)
1
2
3
4
5
6
FUNCTIONING POWER PLANTS:
СТРОЯЩИЕСЯ СТАНЦИИ:
/329

Low sales reason
Obligatory conditions of the existence of a product:
According toGOST 25818-91
&GOST 31108-2003
Power specialists must turn waste into a product.
1 Stable availabilityin the market
Stable productparameters2
/3210

Incentives for power specialists
• Capacities of ash dumps are almost depletedat 115 of 172 major power plants.
• Limitation of energy rates growth.
• Limitation of areas for ash dumps arrangementand increased ecological requests for it.
• Obligatory inclusion in the State Registerof Waste Disposal Facilities.
• Producer of waste is fully liable for utilization.• Free accumulation of waste for 11 months
with the aim of consequent utilization.
2014
2014
2014*
2015**
Federal Service for Supervision of Natural Resource Usage decree №479 dated 01.08.14
Ministry for Protection of the Environment and Natural Resources of Russia decree № 792 dated 30.09.11
Federal law № 89 dated 24.06.98
Federal law № 458 dated 29.12.14
/3211

Incentives for power specialists
• A sharp increase in ecological paymentsis scheduled for 2016.
• Integrated ecological permit;• Obligatory implementation
of the best available technologies;• Increase of ecological requirements
and reduction of limits on waste dumping.
• Increase of multipliers for over-limit emissions and waste dumping up to 25–100 times.
2016
2019*
2020*х 25...100
BESTAVAILABLE
TECHNOLOGIES
Federal law № 219 dated 21.07.14
/3212

Potential of the Russian ASM market SOURCE:CMPro
market analysis
Cement market
Recultivation market
Road construction market
Soil deoxidization market
mln tons≈17
mln tons≈5
mln tons≈10
mln tons≈3
1
2
3
4
Current consumption — less than 4 mln tons of ASM per year mlntons
35mlntons4
Total about tons of ASM yearly35 000 000
/3213

These conditions drew out the idea of creation of an international consortium which will unite the professionals in the energy and building industries.
The synergetic effect of such an association enabled to create a product which, until quite recently, has been absent in the Russian market. This is an integrated system of fly ash processing at a power plant,and we have called it Fenix.
Solution
Startegic financial partner
Podolsk engineering plant (boiler equipment)
MoscowPower Engineering
Institute ksfenix.com
PARTNERS
integratedash & slag wasteutilization system
14

Integrated system of ash and slag materialsutilization Fenix consists of:
Study of physical, mechanical and chemical properties of all kinds of ash and slag of an individual power plant, determination of the factors influencing their stability. Determination of the directions of applica-tion of these materials in the industry, construction and agriculture. Forming the product market within 500–1500 km radius from the power plant. Develop-ment of specifications and acquisition of certificates of conformity for ash and slag materials generated by an individual power plant.
Development of the technical concept for the system of dry ash and slag removal aimed at 100% sale (and not at dumping) of ash and slag to the consumers using the ad-vanced technologies and equipment. The concept in-cludes selecting coal grades, averaging its parameters, coal preparation, technical proposals to improve coal combustion in boilers, as well as optimization of all fac-tors that affect both the efficiency of the boiler, and the quality of the ash. Feasibility report for construction of a dry ash and slag removal system for a power plant under new construction or reconstruction. Develop-ment of the engineering design draft for the dry ash and slag removal system.
Creation of the project of the dry ash and slag remov-al system with binding and adapting of the dry ash and slag removal system’s technological scheme to the particular power plant according to the current conditions and requirements of the customer.
Research Preconstruction works
Design
1. 2.
3.Assistance in credit financing from SBERBANK of Russia for the construction of the dry ash and slag removal system.
Funding4.
Construction5.Arrangement of sales of commercial ash and slagto the consumers.
Sales6.Construction of a dry ash and slag removal system using the most advanced and fastest methods in the conditions of a working power plant.
/3215
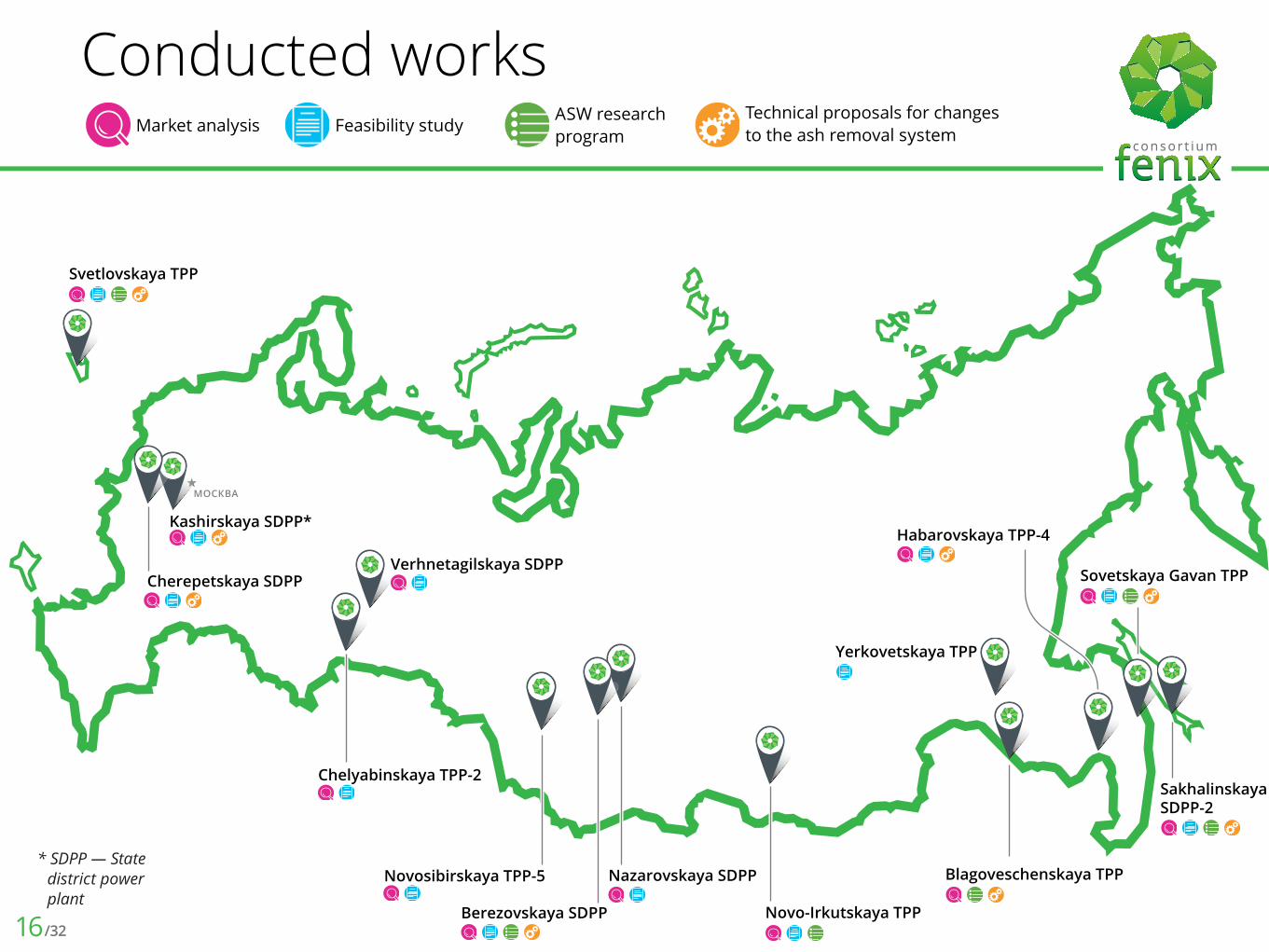
Cherepetskaya SDPPVerhnetagilskaya SDPP
Chelyabinskaya TPP-2
Novosibirskaya TPP-5
Novo-Irkutskaya TPP
Yerkovetskaya TPP
Sovetskaya Gavan TPP
SakhalinskayaSDPP-2
МОСКВА
Habarovskaya TPP-4
Berezovskaya SDPP
Nazarovskaya SDPP Blagoveschenskaya TPP
Kashirskaya SDPP*
Svetlovskaya TPP
Conducted worksMarket analysis Feasibility study
ASW researchprogram
Technical proposals for changesto the ash removal system
* SDPP — State district power plant
/3216
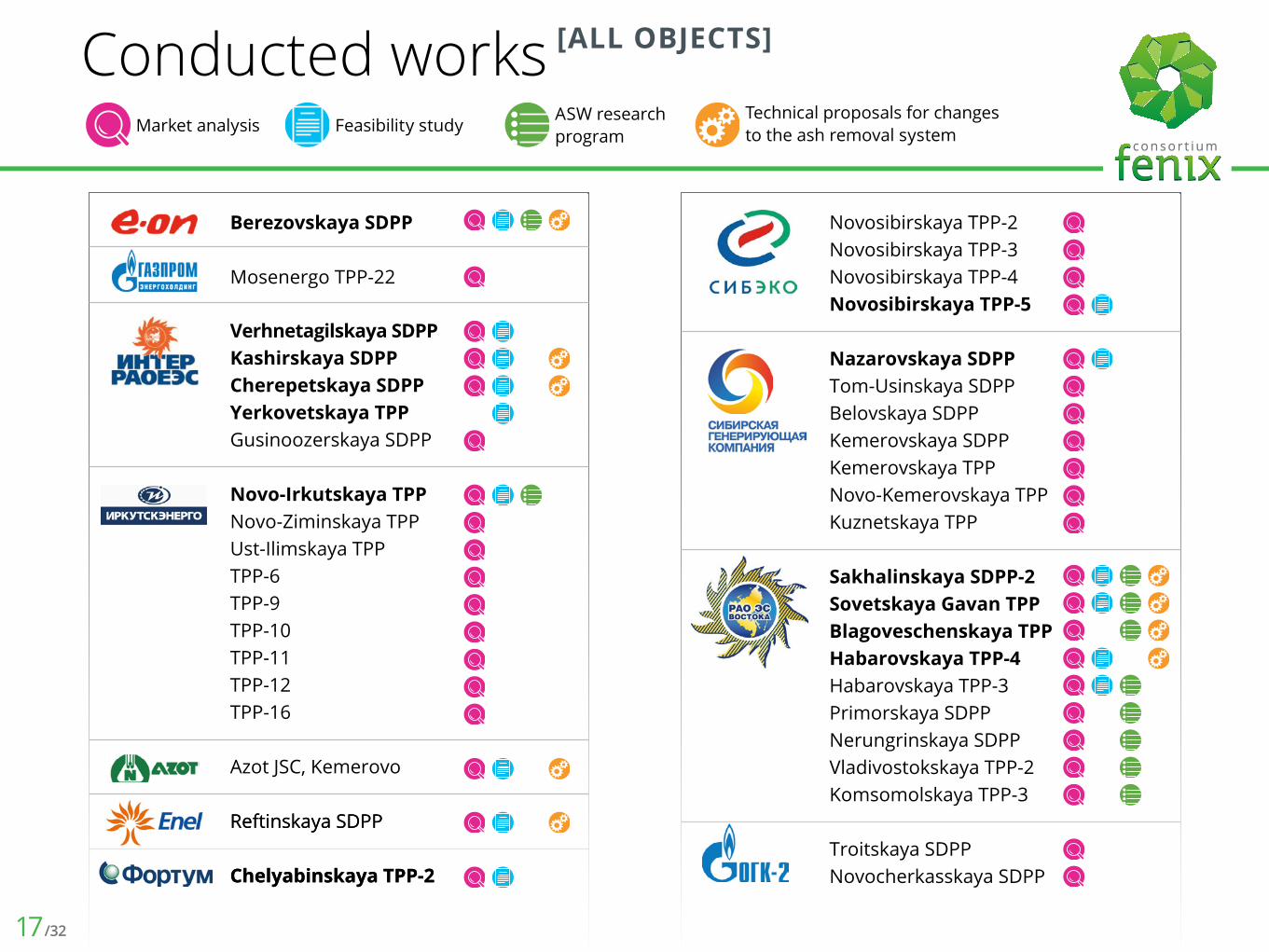
Berezovskaya SDPP
Mosenergo TPP-22
Verhnetagilskaya SDPPKashirskaya SDPPCherepetskaya SDPPYerkovetskaya TPPGusinoozerskaya SDPP
Novo-Irkutskaya TPPNovo-Ziminskaya TPPUst-Ilimskaya TPPTPP-6TPP-9TPP-10TPP-11TPP-12TPP-16
Azot JSC, Kemerovo
Reftinskaya SDPP
Chelyabinskaya TPP-2
Reftinskaya SDPP
Chelyabinskaya TPP-2
Novosibirskaya TPP-2Novosibirskaya TPP-3Novosibirskaya TPP-4Novosibirskaya TPP-5
Nazarovskaya SDPPTom-Usinskaya SDPPBelovskaya SDPPKemerovskaya SDPPKemerovskaya TPPNovo-Kemerovskaya TPPKuznetskaya TPP
Sakhalinskaya SDPP-2Sovetskaya Gavan TPPBlagoveschenskaya TPPHabarovskaya TPP-4Habarovskaya TPP-3Primorskaya SDPPNerungrinskaya SDPPVladivostokskaya TPP-2Komsomolskaya TPP-3
Troitskaya SDPPNovocherkasskaya SDPP
[ALL OBJECTS][ALL OBJECTS]Conducted worksMarket analysis Feasibility study
ASW researchprogram
Technical proposals for changesto the ash removal system
/3217
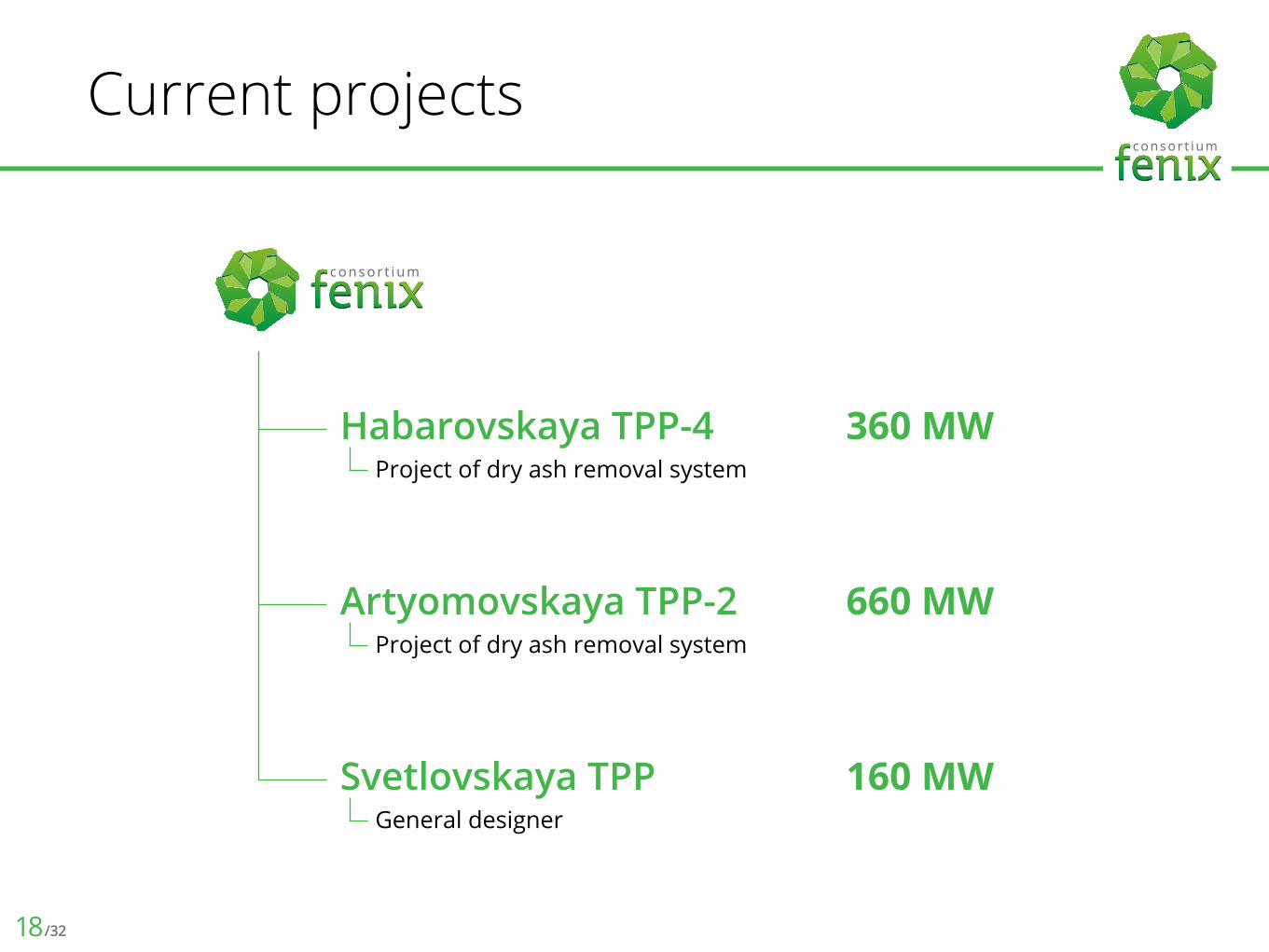
Current projects
Habarovskaya TPP-4Project of dry ash removal system
360 MW
660 MW
160 MW
Artyomovskaya TPP-2Project of dry ash removal system
Svetlovskaya TPPGeneral designer
/3218

Granulationor hydration up to 30%
3Combined filter
III IVIII
99,9% filtration of ASW
Burning modesto provide
loss on ignition (LoN)not higher than 5%
1 2 4Coal preparation
&homogenization
Silos
BoilerCathode ray
flue gas cleaning
(DeNOx & DeSOx)
III IVIII
Dry ash dump
Mineral fertilizers,gypsum
Ammoniumsulfate
+ammonium
nitrate
Eliminationof the dumpin 5–10 years
5
6
Monitoringsystem
Coal qualitycontrol
7 Deliveryto the consumer
Deliveryto the consumer
Stableparameters
Environmentally friendlycoal-fired power plant
100–150 mg/m3 SO3100–150 mg/m3 NO2
/3219

Fenix Consortium proposals
1 ACCEPTANCE OF A NEW TECHNICAL POLICYwhich forbids the application of wet ash and slag waste removal and sets a transition to dry ash and slag waste removal aimed at production of ash and slag products and sales to customers, and not at dumping of ash and slag materials in ash dumps.
/3220

2 REVISION OF TECHNICAL REGULATIONSconcerning engineering and construction of coal power plants.They must be oriented at:
3 PROVISION OF PRIORITIES for ash and slag materials sales:
Development of modern coal-fired power generating units of powder-like combustion, which can achieve high efficiency, and their certification for ash and slag materials production;2.1
Limited application of boilers with circulatory boiling layer (only in case of positive technological, economic and ecological justification and 100% utilization of ash and slag materials);
2.2
Implementation of technologies of coal combustion byproducts capture, which are aimed at the creation of materials with consumer properties according to acting standards (20 Russian standards);
2.3
Increase of ecological payments for dumping of ash and slag waste in ash dumpsand gradual elimination of ash dumps;2.4
Ecological payments should be transfered to special regional sectorial funds for the financing of measures concerning coal combustion byproducts utilization;3.1
State subsidies for ash and slag materials long distance railway transportation with the aim to level regional disproportion in coal generation location and construction materials industry demand and also the factor of seasonality in power generation and building materials production.
3.2
Fenix Consortium proposals
/3221

4 PRIORITY MEASURES:
alteration of VNTP 81 ("Departmental rules for technological design of thermal power plants") and SNIP II-58-75 ("Building regulations for thermal power plants")
updates to GOST 25818-91*("Thermal power plant fly ashes for concretes. Technical specifications")
4.1
4.2
Fenix Consortium proposals
* GOST — Russian state standard
/3222

Modern highly efficient ecologicalcoal power plant
Tsuruga coal power plant, Japan (1200 MW)
/3223
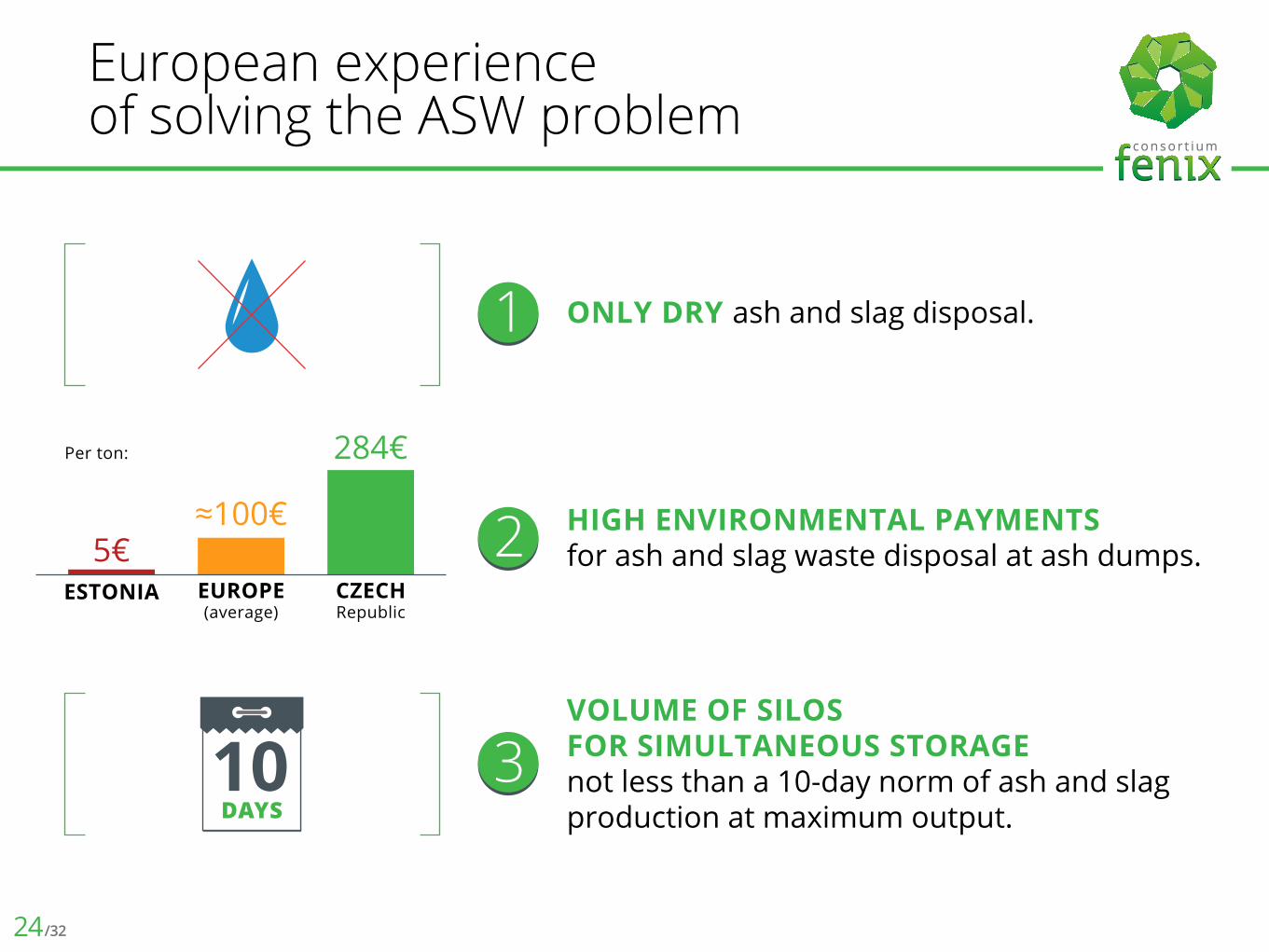
European experienceof solving the ASW problem
ONLY DRY ash and slag disposal.
HIGH ENVIRONMENTAL PAYMENTSfor ash and slag waste disposal at ash dumps.
VOLUME OF SILOSFOR SIMULTANEOUS STORAGEnot less than a 10-day norm of ash and slag production at maximum output.
1
2
3
ESTONIA EUROPE(average)
CZECHRepublic
5€≈100€
284€
10DAYS
Per ton:
/3224
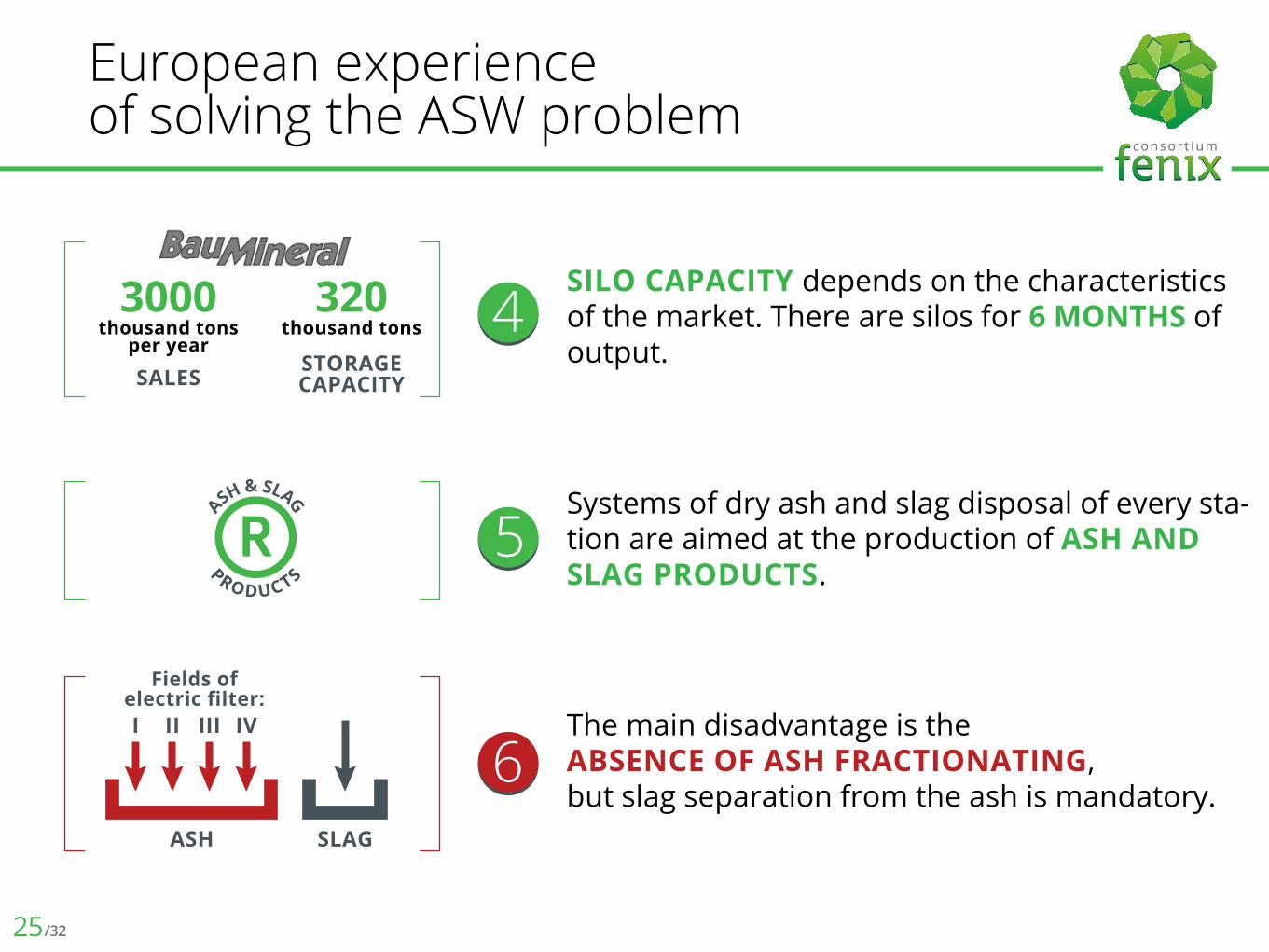
SILO CAPACITY depends on the characteristics of the market. There are silos for 6 MONTHS of output.
Systems of dry ash and slag disposal of every sta-tion are aimed at the production of ASH AND SLAG PRODUCTS.
The main disadvantage is theABSENCE OF ASH FRACTIONATING, but slag separation from the ash is mandatory.
4
5
6
3000thousand tons
per year
SALES
320thousand tons
STORAGECAPACITY
ASH
Fields ofelectric filter:
SLAG
I II III IV
ASH & SLAG
PRODUCTS
European experienceof solving the ASW problem
/3225

Regulatory frameworkof the Russian Federation
Normative documents which regulate coal combustion byproductsapplication in thermal power stations (fly ash and fuel slags):
GOST 25818-91“Thermal power plant fly ashes for concretes. Technical specifications”
Regulates the application of dry fly ash in thermal power plantsfor concrete and building mortar production.
GOST 25592-91“Thermal power plant ash and slag mixtures for concretes”
Regulates ash and slag mixtures, generated as a result of joint ash and slag hydro-disposal at thermal power plants, applied for concrete production.
* GOST — Russian state standard
/3226

Disadvantages of GOST 25818-91 standard:− Applies only to fly ashes of fixed kinds (from anthracite, bituminous and lignite coal
combustion);
− Disregards such significant customer properties as activity and water requirement of fly ash;
− No requirements of ash quality control and stability of quality in time (via statistic methods);
− Incorrect techniques of fly ash testing:1) Technique for the determination of uniformity of volume change in ash-cement mixture with 50% ash content which is vitually non-applicable;2) method for determination of loss on ignition does not allow to determine the content of carbon;
− The lack of reference to specific testing methods to justify the use of fly ash, that does not meet the requirements of the standard for chemical composition and dispersion.
− Inconvenient principle of division of fly ash into 4 types according to application areas.
Advantages of GOST 25818-91:+ Convenient division of fly ash into 2 types — acidic and alkaline fly ash;
+ Soft requirements to chemical composition (allows to apply almost any ashes which pass the adequacy test).
Regulatory frameworkof the Russian Federation
/3227

Disadvantages of EN 450-1:2012:− Strict demands to chemical composition of fly ash which only allow usage of ashes that correspond to given
requests invariably.
− Strict demand to calcium oxide content (reactive CaO content less than 10%), which allows application only of acidic fly ashes and does not allow application of alkaline fly ashes, including cases when their other properties satisfy the demands of the given standard.
Advantages of EN 450-1:2012:+ Effective criteria of fly ash customer properties:
1) rating of activity ;2) rating of water requirement ;3) rating of setting time of concerted binder (cement + ash);
+ Simple and convenient testing for uniformity of volume change (rating of widening criteria in Le Chatelier rings);
+ Сonvenient fly ash division by categories in terms of their dispersibility (ash of S category and ash of N category);
+ Precise requirements to fly ash producer concerning the system of ash quality control with the use of statistical methods which are analogous to methods of cement quality control..
EN 450-1:2012 “Fly ash for concrete. Definitions, demands and criteria of compliance” is the main normative document which regulates fly ash of thermal power plants application in concrete.
It applies to fly ashes with high content of silicone oxide (SiO2) which are generated as a result of coal combustion.
Regulatory frameworkof the European Union
/3228
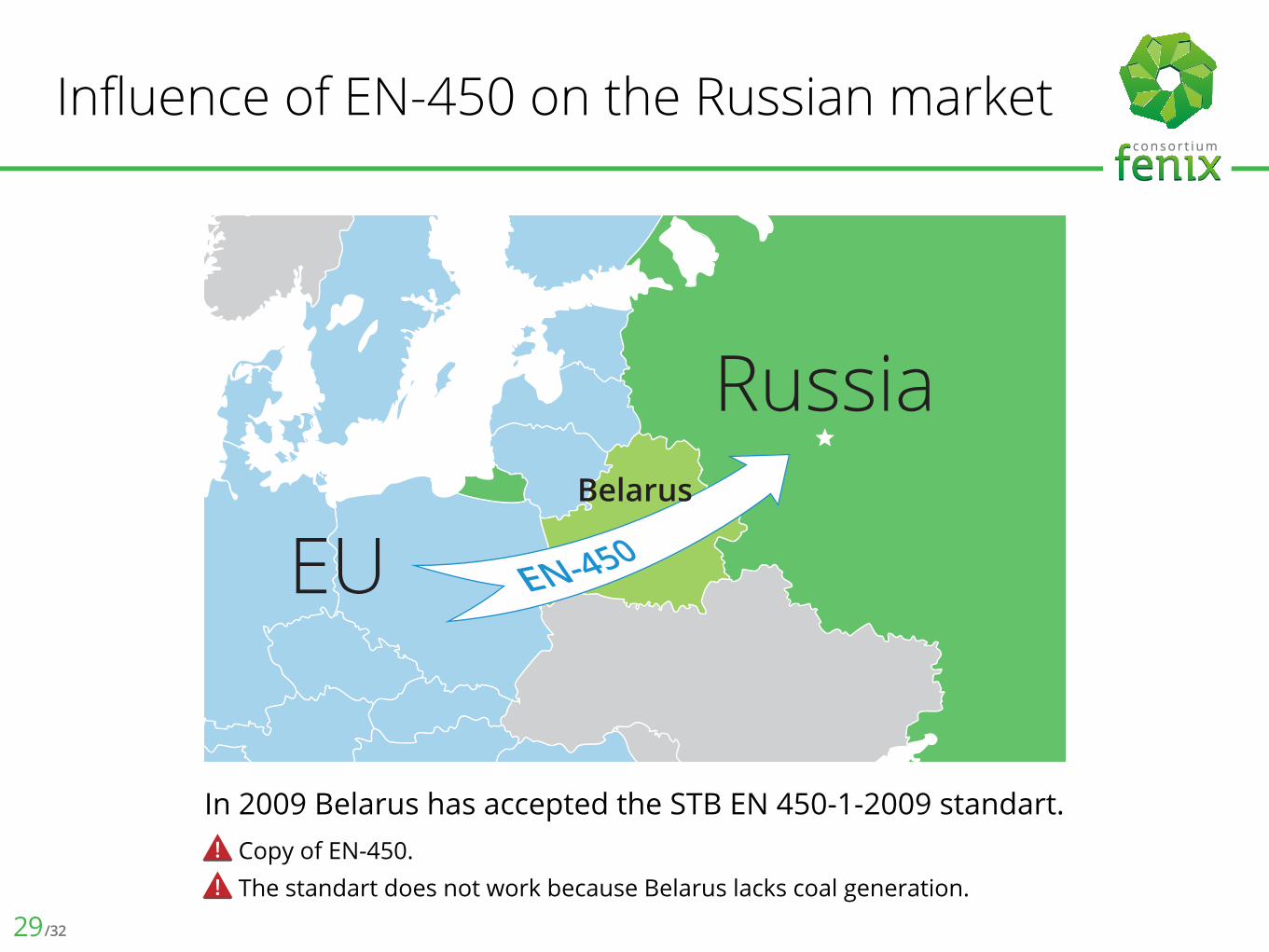
Influence of EN-450 on the Russian market
/32
EU
RussiaBelarus
In 2009 Belarus has accepted the STB EN 450-1-2009 standart.Copy of EN-450.The standart does not work because Belarus lacks coal generation.
29
Reconsideration of the outdated standard GOST 25818-91 or creation of a new standard which will consider the accumulated European and global experience of different fly ash application.
It is necessary to preserve the best aspects of the legacy standard GOST 25818-91 while designing the new Russian standard of thermal power plant fly ash use for concrete, as well as to adopt the practice fly ash handling of European standard EN 450-1:2012, and to consider the experience fly ash handling in the USA.
It is not possible to adopt the European standard EN 450:1:2012 in its original form while designing the new standard because it is oriented strictly at acidic ashes application and doesn’t allow to apply alkaline ashes. It is possible to adopt the convenient system of evaluation of consumer properties of fly ash and the system of assessing the level of the quality of fly ash and evaluation of the stability of quality indicators over time.
Solutions for the regulatory framework of Russia
1
2
3
/3230

Our proposals for the chemical composition of fly ash requirements and a comparison with the requirements of GOST 25818-91, EN 450-1:2012, ASTM C618-12А
1) According to the proposal for the requirements to chemical composition of fly ash, fly ashes with CaOfree, MgO, SO3, sulphide sulphur, R2O content higher than that of the table are applicable if there is a positive result in the applicability test.
2) According to the proposal for the requirements to chemical composition of fly ash, fly ashes with loss if ignition level of 5–10% are applicable in ferroconcrete constructions if there is a positive result of the applicability test.
3) According to GOST 25818-91 fly ashes with CaOfree, MgO, SO3, loss on ignition content higher than that of the table are applicable if there is a positive result of the applicability test.
4) According to ASTM C618-12А fly ashes with loss on ignition content higher than 12% are applicable if there is a positive result of the applicability test.
Parameters
Type of ashby CaO content Acidic ash Acidic ashAlkaline ash Alkaline ash
Type of ashby application type I type II type III type I type II type III type IVtype IV
class N class F class C
≥ 70 ≥ 70 ≥ 50
СаО, % ≤ 10 > 10СаОfree, % < 2,51) < 5 3) < 5 3) unreg. < 2 3)
MgO, % < 5 3) < 5 3) unreg. < 5 3) < 5 3) < 5 3) unreg. < 5 3)
SO3, % < 3 3) < 5 3) < 3 3) < 3 3) < 5 3) < 5 3) < 6 3) < 3 3) < 4Sulfide sulfur, %R2O in terms of
Na2O, % < 1,5 < 1,5 < 3,5 < 1,5
category А < 5category B < 7
Chlorides, %
Reactive SiO2, %
Reactive CaO, %
Proposedrequirements GOST 25818-91 ASTM C618-12А EN 450-1:2012
≤ 10 > 10
≥ 70
< 10 2)
< 3 3)
category A< 5
category Bcategory C < 9
For hard coal
< 10 3) < 15 3) < 7 3) < 5 3)
Unregulated
≥ 25
< 10
< 0,1
Loss on ignition(carbon content), %
≥ 70
< 1 1)
< 3 1)
< 5 1)
< 5 3) < 3 3) < 3 3)
Sum ofSiO2+Al2O3+Fe2O3, %
< 3
< 5
< 2,5< 4< 3
< 10 < 12 4) < 6
< 3 1) < 5
/3231
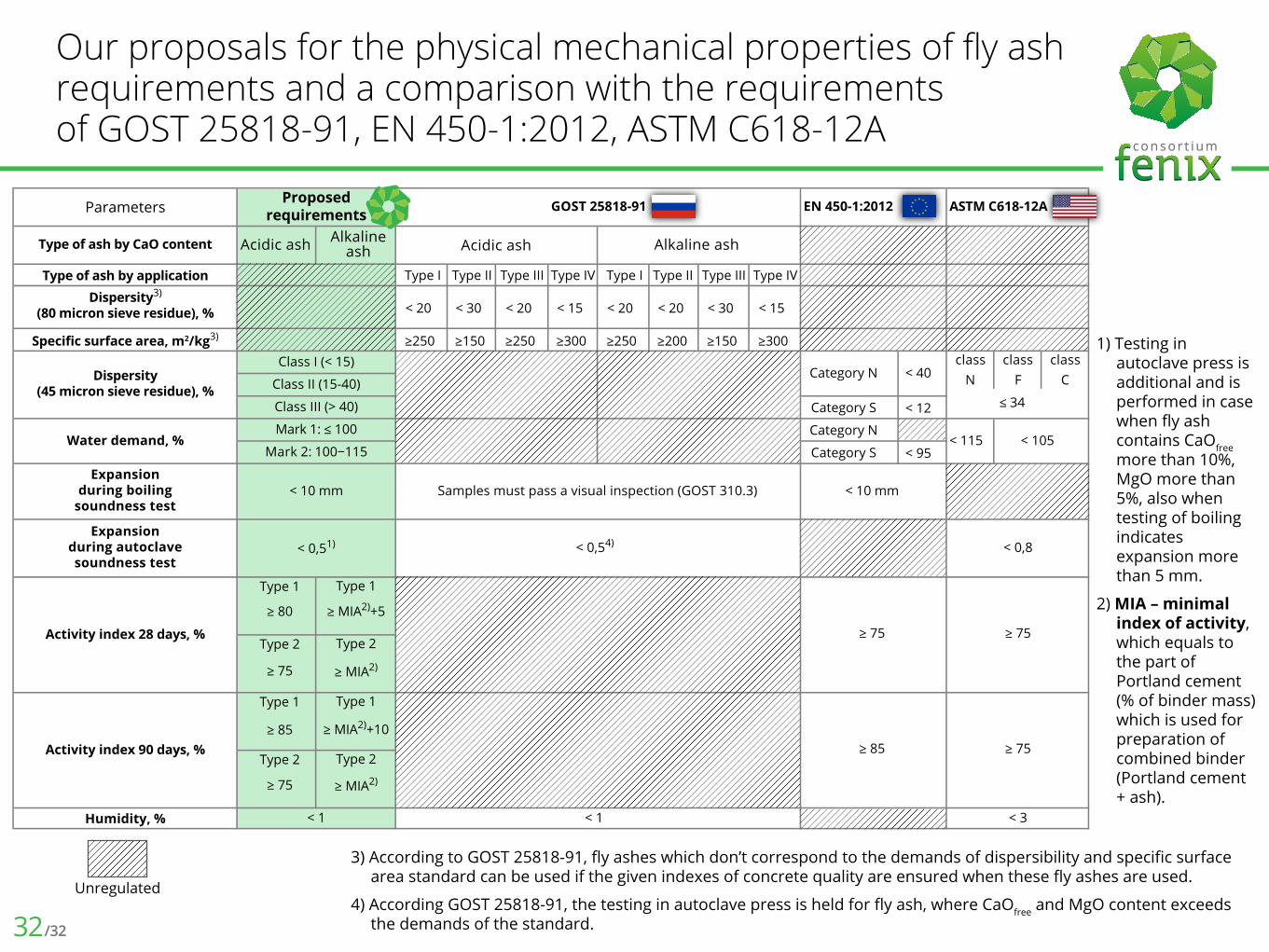
Parameters
Type of ash by CaO content Acidic ash Acidic ashAlkalineash Alkaline ash
Type of ash by application Type I Type II Type III Type IV Type I Type II Type III Type IV
Dispersity3)
(80 micron sieve residue), % < 20 < 30 < 20 < 15 < 20 < 20 < 30 < 15
Specific surface area, m2/kg3) ≥250 ≥150 ≥250 ≥300 ≥250 ≥200 ≥150 ≥300
Category S < 12
Category N
Category S < 95Expansion
during boilingsoundness test
Expansionduring autoclavesoundness test
Type 1
≥ 80
Type 1
≥ MIA2)+5
Type 2
≥ 75
Type 2
≥ MIA2)
Type 1
≥ 85
Type 1
≥ MIA2)+10
Type 2
≥ 75
Type 2
≥ MIA2)
Humidity, %
Activity index 90 days, % ≥ 85 ≥ 75
Activity index 28 days, %
Water demand, %
≥ 75 ≥ 75
< 1 < 1 < 3
Category N < 40
< 105
Samples must pass a visual inspection (GOST 310.3) < 10 mm
Dispersity(45 micron sieve residue), %
Class I (< 15)
< 0,51) < 0,54) < 0,8
< 10 mm
Mark 1: ≤ 100
Mark 2: 100−115< 115
Class II (15-40)
Class III (> 40) ≤ 34
classN
classF
classC
GOST 25818-91 EN 450-1:2012 ASTM C618-12АProposedrequirements
Unregulated
1) Testing in autoclave press is additional and is performed in case when fly ash contains CaOfree more than 10%, MgO more than 5%, also when testing of boiling indicates expansion more than 5 mm.
2) MIA – minimal index of activity, which equals to the part of Portland cement (% of binder mass) which is used for preparation of combined binder (Portland cement+ ash).
3) According to GOST 25818-91, fly ashes which don’t correspond to the demands of dispersibility and specific surface area standard can be used if the given indexes of concrete quality are ensured when these fly ashes are used.
4) According GOST 25818-91, the testing in autoclave press is held for fly ash, where CaOfree and MgO content exceeds the demands of the standard.
Our proposals for the physical mechanical properties of fly ash requirements and a comparison with the requirementsof GOST 25818-91, EN 450-1:2012, ASTM C618-12А
/3232

Thank you for your attention
©2015 PCV
Irinei KalachovProfCement-Vector
Design:
[email protected]+7 (812) 363-01-43www.ksfenix.com
PROFCEMENT-VECTOR
Andrei KalachovCEO at ProfCement-Vector CJSC, Saint Petersburg, RussiaLeader of Fenix Consortium


















