
SISTEMA DE CONTROL DE PLANTA DE COGENERACIÓN · 2006-09-14 · Sistema de control de planta de...
201
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI) INGENIERO EN INFORMÁTICA PROYECTO FIN DE CARRERA SISTEMA DE CONTROL DE PLANTA DE COGENERACIÓN AUTORA: MARÍA MARCOS SOLÓRZANO MADRID, SEPTIEMBRE de 2006
Transcript of SISTEMA DE CONTROL DE PLANTA DE COGENERACIÓN · 2006-09-14 · Sistema de control de planta de...

UNIVERSIDAD PONTIFICIA COMILLAS
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO EN INFORMÁTICA
PROYECTO FIN DE CARRERA
SISTEMA DE CONTROL DE PLANTA
DE COGENERACIÓN
AUTORA: MARÍA MARCOS SOLÓRZANO
MADRID, SEPTIEMBRE de 2006
Autorizada la entrega del proyecto de la alumna:
María Marcos Solórzano
EL DIRECTOR DEL PROYECTO
Eduardo Santamaría Navarrete
Fdo: Fecha: 10/09/2006
Vº Bº del Coordinador de Proyectos
Miguel Ángel Sanz Bobi
Fdo: Fecha: 15/09/2006

I
siempre estás ahí,
simplemente…gracias
II
Agradecimientos
Este es el resultado de muchas horas de duro trabajo pero también de muy
buenos ratos de risas, reflexiones, anécdotas… y se lo agradezco a todas las
personas que han hecho que siga adelante con este proyecto día a día,
además de todo lo realizado durante mi paso por la universidad, que
recuerdos... Y todo ello se resume en una única palabra, GRACIAS.
A mis padres y mis hermanos, en especial, les quiero agradecer la
paciencia que han tenido conmigo, por creer en mí y animarme en momentos
flojos en todo este tiempo.
A una persona única por todo lo que me ha aportado y ha conseguido que
saliera adelante siempre con una sonrisa en la cara.
A mi abuelo, que me animó y me sigue apoyando, esté donde esté, a
trabajar duro para conseguir las metas propuestas.
A todos mis amigos, siempre habéis estado a mi lado tanto para lo bueno y
para lo malo, ¡qué haría sin vosotros!
A Edu y Alberto, ¿qué sería de mí si no hubierais estado a mi lado?
A mi Director y a mi Coordinador de proyecto, por guiarme en la ejecución
de este proyecto y sacarlo adelante.

Sistema de control de planta de Cogeneración
III
RESUMEN
El proyecto que se ha desarrollado es un sistema de control y gestión de
una planta de Cogeneración con un único motor primario diesel del que se
obtendrá energía eléctrica para abastecer a la propia empresa que dispone de
esta instalación, y exportar a la red general el sobrante de la energía eléctrica
producida, obteniendo así un beneficio extra. También la energía calorífica
producida por el motor generador será aprovechada por la empresa cliente
para sus procesos industriales.
Hoy en día, los procesos industriales están totalmente automatizados y
requieren un control y supervisión en tiempo real en el que la informática
desempeña un papel principal.
Para la elaboración de este proyecto, se ha elegido como proceso
industrial, aprovechando las energías resultantes de la Cogeneración, el
secado de la madera.
En este proyecto se han realizado dos trabajos diferentes pero a su vez
complementarios: se han llevado a cabo las instrucciones necesarias para el
funcionamiento del PLC y se ha desarrollado una aplicación de adquisición de
datos del mismo PLC para obtener un mayor control e información de la
situación de la planta de Cogeneración en tiempo real.
Sistema de control de planta de Cogeneración
IV
El primer paso que se efectuó fue programar un PLC, que va a ser el
encargado de recibir y mandar las señales necesarias a los diferentes equipos
de control de la planta para su correcto funcionamiento. Igualmente es quien se
hace cargo de asignar valores a los distintos parámetros de los equipos de
control, motor generador, etc. que le asignará un operario según las
necesidades requeridas por la empresa, dependiendo del rendimiento de la
actividad que se esté realizando por la empresa.
La herramienta empleada para la programación del PLC, es SysWin 3.4,
lenguaje propio de los PLC’s marca Omron.
Una vez que el PLC está preparado, es necesario obtener un sistema de
adquisición de los datos, es decir, un sistema SCADA. Se ha realizado esta
aplicación mediante el lenguaje Visual Basic 6.0, y efectúa tareas de
supervisión y gestión de alarmas, así como tratamiento de datos y control de
los procesos ejecutados en la instalación de la planta de Cogeneración. Toda
esta información se puede observar mediante gráficos, históricos, etc. que la
aplicación pondrá a disposición del operario encargado de la supervisión de la
planta.
Los datos de los históricos serán almacenados en tablas Access para
futuras consultas.
Sistema de control de planta de Cogeneración
V
ABSTRACT
The project developed is a control & management system of a
cogeneration production plant. This production plant has a main diesel motor
which is unique in all the system. The motor is used in order to obtain enough
electric energy to supply the whole enterprise and to export to the global electric
net the rest of energy that it is not used in the enterprise. That exportation is a
source of extra profits for the company. Moreover, the calorific energy produced
by the generator motor will be used by the client enterprise for its own industrial
processes.
Nowadays, industrial processes are totally automated and they need
specific control and supervisor all the time (mainly real time processes).
Because of that, computer science plays an important roll over the industrial
processes.
For this project, the industrial process selected, which tries to make good
use of the energies obtained by the cogeneration, is the wood drying.
Two different, but complementary, tasks have been done in this project:
Firstly, necessary instructions have been developed in order to achieve the
correct PLC operation; and, the second task, the application in charge of
obtaining PLC data have been developed in order to have a better information
and control of the cogeneration plant situation in real time.
Sistema de control de planta de Cogeneración
VI
The first step is to program PLC in charge of receiving and sending the
necessary signals to the different control, systems in the plant. Besides, PLC is
in charge of assigning the different values to all the parameters of the
equipments (control equipments, generator motor, etc.). That values have to be
introduced by an operator depends on the activity that is running in a specific
moment.
The application used for programming the PLC is SysWin 3.4, an own
language for Omron PLCs (specific brand).
Afterwards, when PLC is prepared, it is necessary to obtain an
acquisition data system (SCADA system – application). That system
(application) has been developed with Visual Basic 6.0. The application is in
charge of supervise alarms (and manage them), work with the whole
information and manage all the processes which take place in the cogeneration
plant. All this information is shown with graphics, tables, etc.
The historic information is saved in an Access database for future
consults.

Sistema de control de planta de Cogeneración
1
ÍNDICE
1. INTRODUCCIÓN __________________________________9
2. DESCRIPCIÓN DEL PROYECTO ____________________10
2.1. OBJETIVOS__________________________________________ 10
2.2. MOTIVACIÓN ________________________________________ 11
2.2.1. ESTUDIO SOBRE DEMANDA ELÉCTRICA EN ESPAÑA ___ 12
2.2.2. ESTUDIO SOBRE COGENERACIÓN___________________ 15
2.2.3. ESTUDIO SOBRE PLC C200H-Alpha___________________ 24
2.2.4. ESTUDIO SOBRE SCADA ___________________________ 27
2.3. DESCRIPCIÓN DE LA PLANTA DE COGENERACIÓN________ 32
2.3.1. DESCRIPCIÓN GENERAL DE LA INSTALACIÓN _________ 32
2.3.2. INSTALACIONES COMPLEMENTARIAS________________ 38
2.3.3 DESCRIPCIÓN DE COMPONENTES MECÁNICOS Y
TÉRMICOS _______________________________________________ 41
2.3.4 DESCRIPCIÓN DE LA INSTALACIÓN ELÉCTRICA ________ 45
2.4. ESTUDIO DE VIABILIDAD (Test de Slagel) ________________ 53
Etapas del método Slagel _________________________________ 54
2.5. ADQUISICIÓN DE DATOS ______________________________ 61
Sistema de control de planta de Cogeneración
2
3. METODOLOGÍA DE TRABAJO _____________________62
3.1. METODOLOGÍA PLC __________________________________ 62
3.1.1 DIAGRAMAS GRAFCET _____________________________ 62
3.1.2 SYSWIN 3.4 ______________________________________ 70
3.2 Metodología SCADA: Visual Basic 6.0, Excel/Access 2003 _ 74
3.2.1 Visual Basic 6.0 ____________________________________ 75
4. PROGRAMACIÓN DEL PLC ________________________80
4.1 Propiedades del PLC ________________________________ 80
4.1.1 CARACTERÍSTICAS PRINCIPALES DE PROGRAMACIÓN _ 80
4.1.2 ESTRUCTURA DE LOS DATOS ______________________ 81
4.1.3 ETIQUETAS ______________________________________ 82
4.1.4 BLOQUES Y REDES________________________________ 83
5. MANUAL USUARIO SISTEMA DE ADQUISICIÓN DE
DATOS SCADA_______________________________________95
Refrescar datos_________________________________________ 102
Impresión______________________________________________ 103
Obtención de Históricos__________________________________ 104
Sinóptico ______________________________________________ 105
Alarmas _______________________________________________ 106
Datos del motor_________________________________________ 108
Sistema de control de planta de Cogeneración
3
Rendimientos __________________________________________ 110
Gasoil _________________________________________________ 111
Base de Datos (BBDD) ___________________________________ 112
Acerca de… ____________________________________________ 124
6. INSTALACIÓN Y EJECUCIÓN _____________________125
PLC___________________________________________________ 125
Sistema SCADA_________________________________________ 126
CONCLUSIONES__________________________________127
PLANIFICACIÓN DEL PROYECTO__________________________ 129
Estimación horas de trabajo por paquete ____________________ 130
Plan de asignación _____________________________________ 137
VALORACIÓN ECONÓMICA ________________________140
BIBLIOGRAFÍA ___________________________________145

Sistema de control de planta de Cogeneración
4
ANEXO I: PLAN ESTRATÉGICO DE AHORRO Y
EFICIENCIA ENERGÉTICA EN ESPAÑA (2004 – 2015)______146
ANEXO II: PROTOCOLO DE KIOTO (resumen) ________149
ANEXO III: DEFINICIÓN CENTRO DE TRANSFORMACIÓN
INTEMPERIE 150
ANEXO IV: ENTREVISTAS CON EXPERTOS___________154
ENTREVISTA CON EL DIRECTOR DE LA EMPRESA MADERERA
QUE HA INSTALADO UN PLANTA COGENERADORA EN SU EMPRESA.
_________________________________________________________ 154
ENTREVISTA CON UN EXPERTO EN CICLOS DE SECADO DE LA
MADERA _________________________________________________ 159
ENTREVISTA CON UN EXPERTO EN EL DISEÑO DE LA PLANTA
COGENERADORA DE LA EMPRESA MADERERA________________ 165
ANEXO V: ARTÍCULOS____________________________170
ARTICULO PUBLICADO POR GRUPO AESA _________________ 170
ANEXO VII: DATOS DE PLANTA DE COGENERACIÓN YA
INSTALADA 185
Sistema de control de planta de Cogeneración
5
ÍNDICE DE TABLAS
Tabla 1. Test de Slagel (Tabla 1)................................................................56
Tabla 2. Test de Slagel (Tabla 2)................................................................57
Tabla 3. Test de Slagel (Tabla 3)................................................................58
Tabla 4. Test de Slagel (Tabla 4)................................................................59
Tabla 5. Test de Slagel (tabla 5).................................................................60
Tabla 6. Estimación horas de trabajo por paquete ...................................130
Tabla 7. Horas de personal necesarias ....................................................139
Tabla 8. Datos introducidos en la BBDD I ................................................113
Tabla 9. Datos introducidos en la BBDD II ...............................................114
Tabla 10. Datos introducidos en la BBDD III ............................................115
Tabla 11. Datos introducidos en la BBDD IV ............................................116
Tabla 12. Más datos introducidos en la BBDD .........................................118
Tabla 13. Información introducida en a BBDD..........................................120
Tabla 14. Información de la BBDD ...........................................................122
Tabla 15. Presupuesto personal ...............................................................142
Tabla 16. Presupuesto Hardware .............................................................142
Tabla 17. Presupuesto Software...............................................................143
Tabla 18. Presupuesto Total.....................................................................144
Tabla 19. Clasificación de los centros de transformación.........................152
Sistema de control de planta de Cogeneración
6
ÍNDICE DE FIGURAS
Figura 1. Crecimiento anual de la demanda energía eléctrica....................13
Figura 2. Máxima demanda potencia energía.............................................13
Figura 3. Evolución de la demanda por sectores........................................14
Figura 4. Esquema planta de Cogeneración ..............................................16
Figura 5. Procesos de abastecimiento energético. .....................................23
Figura 6. PLC Omron C200H Alpha ...........................................................24
Figura 7. Esquema C200H Alpha ...............................................................25
Figura 8. Ejemplo SCADA ..........................................................................30
Figura 9. Esquema de la Instalación...........................................................36
Figura 10. Diagrama GRAFCET.................................................................63
Figura 11. GRAFCET lineal ........................................................................65
Figura 12. GRAFCET con direccionamiento...............................................66
Figura 13. GRAFCET simultáneas .............................................................67
Figura 14. GRAFCET acciones asociadas varias etapas ...........................68
Figura 15. GRAFCET acciones temporizadas............................................68
Figura 16. GRAFCET acciones condicionales............................................69
Figura 17. Logo SysWin .............................................................................70
Figura 18. SYWIN; opción 1: diseño mediante diagramas relé...................71
Figura 19. SYWIN; selección del bloque y red donde trabajar....................71
Figura 20. SYWIN; opción 2: diseño mediante instrucciones .....................72
Figura 21. Página Inicio Syswin 3.4............................................................72
Figura 22. icono ..........................................................................................73
Figura 23. archivo .swp...............................................................................73
Figura 24. archivo.swb................................................................................73
Sistema de control de planta de Cogeneración
7
Figura 28. EDT proyecto...........................................................................129
Figura 29. Plan de asignación ..................................................................137
Figura 30. Planificación del proyecto ........................................................138
Figura 31. Cuadro características programación PLC................................81
Figura 32. trama de bits..............................................................................81
Figura 33. Configuración etiquetas .............................................................82
Figura 34. Pantalla de inicio........................................................................96
Figura 35. Modificación de parámetros.......................................................97
Figura 36. Regulación temperatura entrada motor LT ................................98
Figura 37. Regulación temperatura de salida aeros HT .............................99
Figura 38. Regulación de escape de secaderos.......................................100
Figura 39. Regulación de la válvula v3v agua de camisas .......................101
Figura 41. Impresoras disponibles............................................................103
Figura 43. Histórico...................................................................................104
Figura 44. Sinóptico..................................................................................105
Figura 45. Alarmas ...................................................................................106
Figura 46. Histórico de alarmas................................................................107
Figura 47. Esquema del motor..................................................................108
Figura 48. Parámetros del motor ..............................................................109
Figura 49.Rendimientos............................................................................110
Figura 50. Gasoil ......................................................................................111
Figura 51. Base de datos (campos)..........................................................112
Figura 52. Acerca de….............................................................................124
Figura 53. Icono SysWin...........................................................................125

Sistema de control de planta de Cogeneración
8
Figura 54. Ventana de abrir proyecto .......................................................126
Figura 55. Esquema de la misión de un centro de transformación...........150
Figura 56. Esquema general del proceso de transformación de tensión ..151
Figura 57 CT Intemperie, vista frontal.......................................................153
Figura 58. CT intemperie, vista lateral ......................................................153
Sistema de control de planta de Cogeneración
9
1. INTRODUCCIÓN
La motivación para la elección de este proyecto ha sido ver la utilidad de la
informática a nivel industrial, sector el cual despierta gran interés a la autora del
proyecto.
Se ha buscado un área en el que se pueda observar claramente la
importancia de la informática a la hora de automatizar un proceso industrial y
que tenga un beneficio a la empresa que tenga implantada dicha actividad
industrial.
La actividad de la Cogeneración es el proceso seleccionado para la
realización del proyecto. En el próximo punto se describirá detenidamente en
que consiste la Cogeneración.
Este proyecto pretende programar un sistema de control de un proceso
industrial programando un PLC y elaborando una aplicación por la que un
operario obtenga los datos en tiempo real de todos los componentes de la
planta de Cogeneración. De este modo, se podrán exponer los conocimientos
adquiridos durante la carrera de un modo global.
Se llevarán a cabo el desarrollo del proyecto del Sistema de Control de la
Planta de Cogeneración, desde el análisis de necesidades y estudio de
viabilidad del proyecto, hasta el diseño y la programación de los elementos
necesarios para obtener un funcionamiento seguro y controlado en todo
momento.
Sistema de control de planta de Cogeneración
10
2. DESCRIPCIÓN DEL PROYECTO
2.1. OBJETIVOS
Los objetivos de este proyecto son:
Programación de un PLC
Es la parte principal del sistema de control de la planta de Cogeneración.
Es el núcleo al cuál le llegará toda la información del resto de los elementos de
la instalación como pueden ser los controladores, las bombas, sensores, etc.
Desarrollo de un sistema de adquisición de datos
Toda la información que maneje el PLC, debe ser interpretada y tratada por
un operario asignado para la supervisión del proceso de la Cogeneración.
En caso de posibles alarmas, se podrán tomar las medidas oportunas o se
podrán modificar los distintos parámetros del motor, caldera, etc. en función de
la cantidad de energía que la empresa vaya a demandar según la actividad que
vaya a ejercer (los secaderos de madera no consumirán la misma energía
durante las estaciones de invierno y verano).
Sistema de control de planta de Cogeneración
11
2.2. MOTIVACIÓN
El tema de la Cogeneración está en pleno auge ya que hoy en día se busca
la forma de ahorrar energía a favor del medioambiente y de evitar el
calentamiento de la tierra.
Las industrias buscan procesos y métodos por los cuales, además de
cumplir con las funciones propias de la empresa, se puedan reducir los gases
emitidos a la atmósfera y, de cierto modo, aprovechar al máximo las energías
resultantes de los propios procesos industriales efectuados en las distintas
empresas de diferentes sectores.
Se puede definir Cogeneración como procedimiento mediante el cual se
obtiene simultáneamente energía eléctrica y energía térmica útil (vapor, agua
caliente, aire caliente).
Al generar electricidad con un motor generador o una turbina, el
aprovechamiento de la energía en el combustible es del 25% al 35%, lo demás
se pierde. Al cogenerar se puede llegar a aprovechar el 70% al 85% de la
energía que genera el combustible, en el caso de este proyecto, el gasoil o fuel.
Este procedimiento tiene aplicaciones tanto industriales como en ciertos
edificios singulares en los que el vapor puede emplearse para la obtención de
agua caliente sanitaria como, por ejemplo, ciudades universitarias, hospitales,
etc.

Sistema de control de planta de Cogeneración
12
El tema tiene mucho interés a la autora del proyecto, ya que es una forma
de ahorrar energía combustible, cumpliendo con normas medioambientales y
reduciendo el gasto de abastecimiento de la empresa en carburantes, que hoy
en día están en a unos precios muy elevados.
Por otra parte, España está sumergida en pleno Plan Estratégico de
ahorro y eficiencia energética 2004-2012 [Anexo I], que a su vez está
relacionado directamente con el Protocolo de Kioto [Anexo II], para obtener
un desarrollo sostenible y establecer una limitación y reducción de los gases
emitidos, principalmente por la industria.
En los siguientes apartados, se explica con mayor detenimiento el proceso
de cogenerar y los elementos necesarios para llevar a cabo las distintas
funciones que ello implica.
2.2.1. ESTUDIO SOBRE DEMANDA ELÉCTRICA EN ESPAÑA
Como se ha dicho en el apartado anterior, hoy en día se tiene muy en
cuenta la renovación de las energías, ya no solo por el ahorro que supone,
sino también por las ayudas que se realizan al medio ambiente. Cada día
surgen nuevas políticas y leyes para la regulación del uso de las energías.
Ya en relación con la energía eléctrica, su uso ha sufrido grandes crecidas
durante los últimos años. Las infraestructuras han ido mejorando, pero hoy en
día, sobretodo en épocas donde la demanda sufre fuertes picos (como es el
caso de los meses de verano o invierno, donde las demandas se disparan en
las horas punta), se sufren fuertes apagones, picos de tensiones, etc. los
cuales determinan la actividad de muchas empresas u organizaciones.
Sistema de control de planta de Cogeneración
13
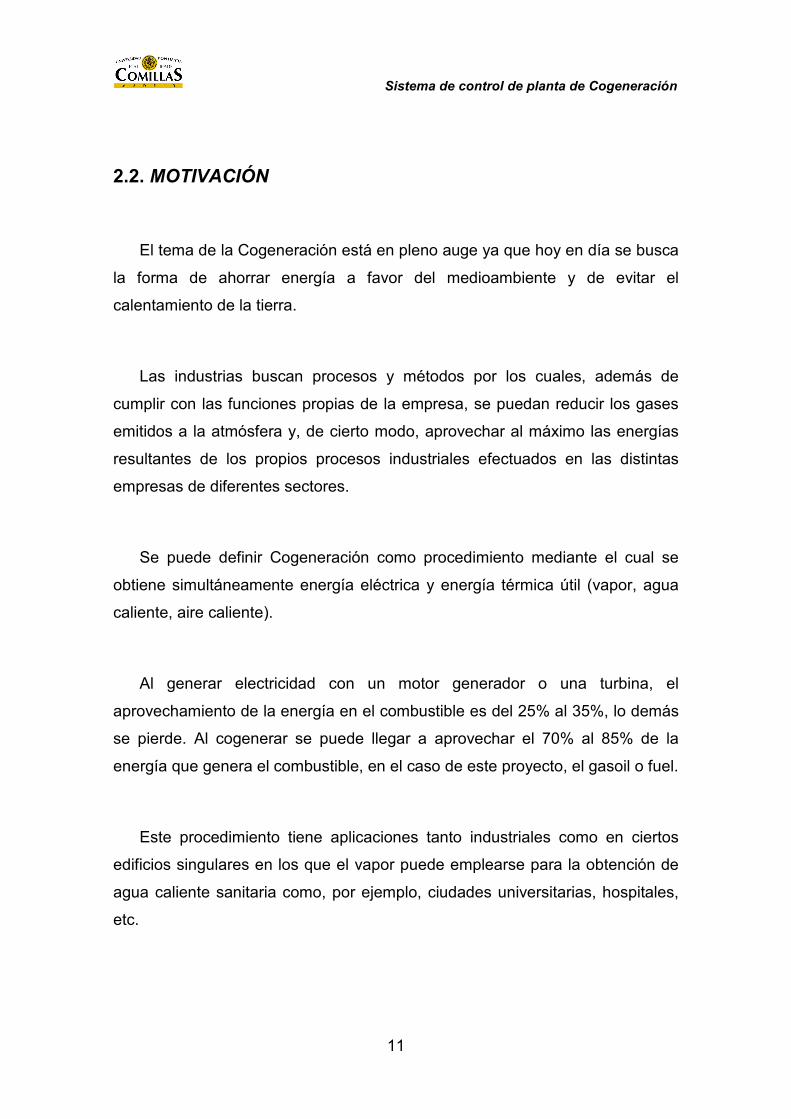
A continuación se muestra una gráfica1 con el crecimiento de la demanda
de energía eléctrica de los últimos años en España:
Figura 1. Crecimiento anual de la demanda energía eléctrica
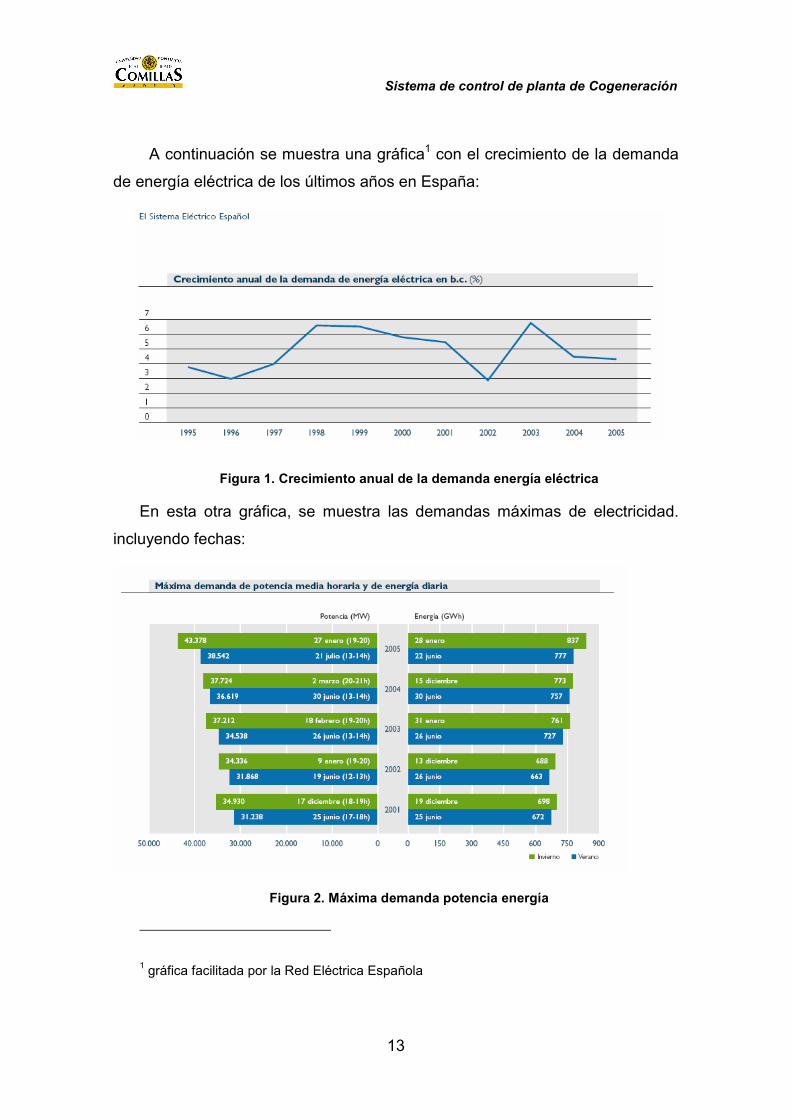
En esta otra gráfica, se muestra las demandas máximas de electricidad.
incluyendo fechas:
Figura 2. Máxima demanda potencia energía
1 gráfica facilitada por la Red Eléctrica Española
Sistema de control de planta de Cogeneración
14
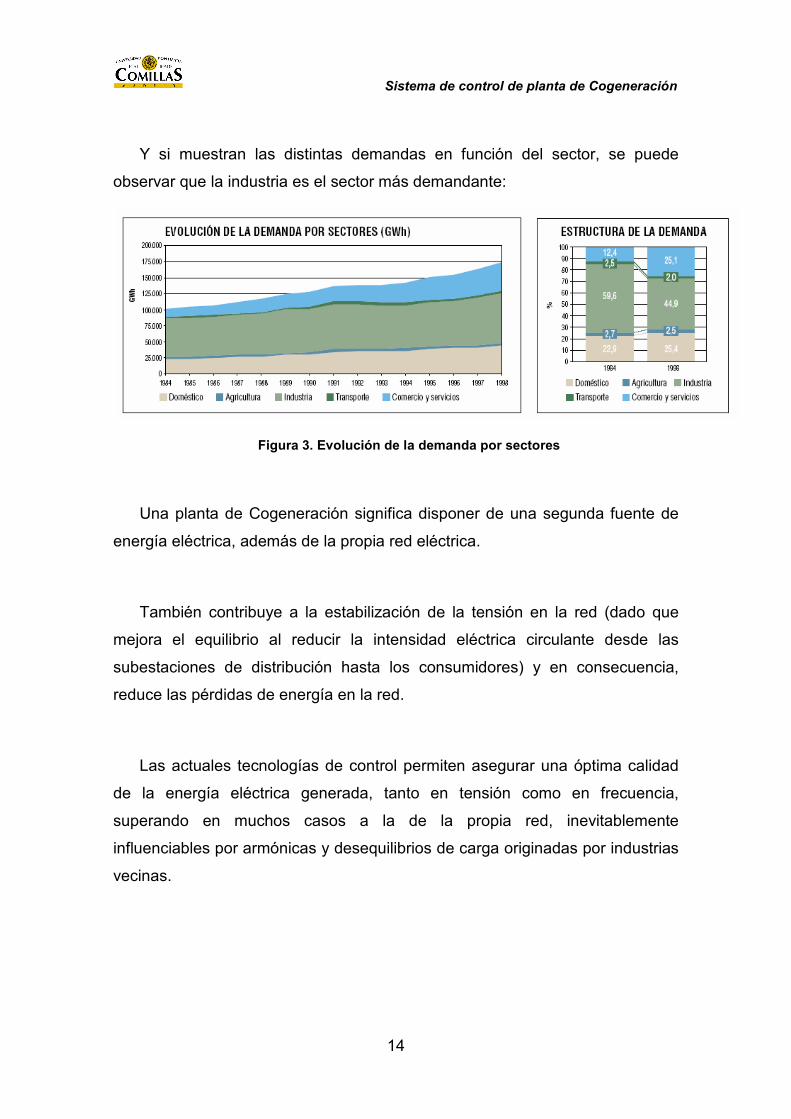
Y si muestran las distintas demandas en función del sector, se puede
observar que la industria es el sector más demandante:
Figura 3. Evolución de la demanda por sectores
Una planta de Cogeneración significa disponer de una segunda fuente de
energía eléctrica, además de la propia red eléctrica.
También contribuye a la estabilización de la tensión en la red (dado que
mejora el equilibrio al reducir la intensidad eléctrica circulante desde las
subestaciones de distribución hasta los consumidores) y en consecuencia,
reduce las pérdidas de energía en la red.
Las actuales tecnologías de control permiten asegurar una óptima calidad
de la energía eléctrica generada, tanto en tensión como en frecuencia,
superando en muchos casos a la de la propia red, inevitablemente
influenciables por armónicas y desequilibrios de carga originadas por industrias
vecinas.
Sistema de control de planta de Cogeneración
15
2.2.2. ESTUDIO SOBRE COGENERACIÓN
TÉRMINO COGENERACIÓN
El término Cogeneración se emplea principalmente para describir el
concepto de producción combinada de potencia y calor, o bien, para los
equipos o sistemas utilizados para producir potencia y calor de esta manera.
Aunque la palabra Cogeneración fue inventada a finales de la década de
1970, la producción combinada de calor y potencia se remonta varios siglos
atrás. Originalmente era utilizado como un dispositivo para economizar
esfuerzos, simplemente la reducción del consumo de combustible. Más
recientemente los beneficios ambientales derivados de la reducción del
consumo de combustibles, han hecho de la Cogeneración un factor
representativo en las estrategias globales ambientales.
A diferencia de un sistema convencional que produce electricidad o energía
térmica, la Cogeneración consiste en la producción simultánea o
secuencial de energía mecánica y térmica a partir de una misma fuente de
energía.
En otras palabras, los sistemas de Cogeneración convierten la energía
contenida en el combustible en dos tipos de energías utilizables por la industria:
♦ Energía mecánica y/o eléctrica
♦ Energía térmica, vapor útil o gases calientes para proceso.
Sistema de control de planta de Cogeneración
16
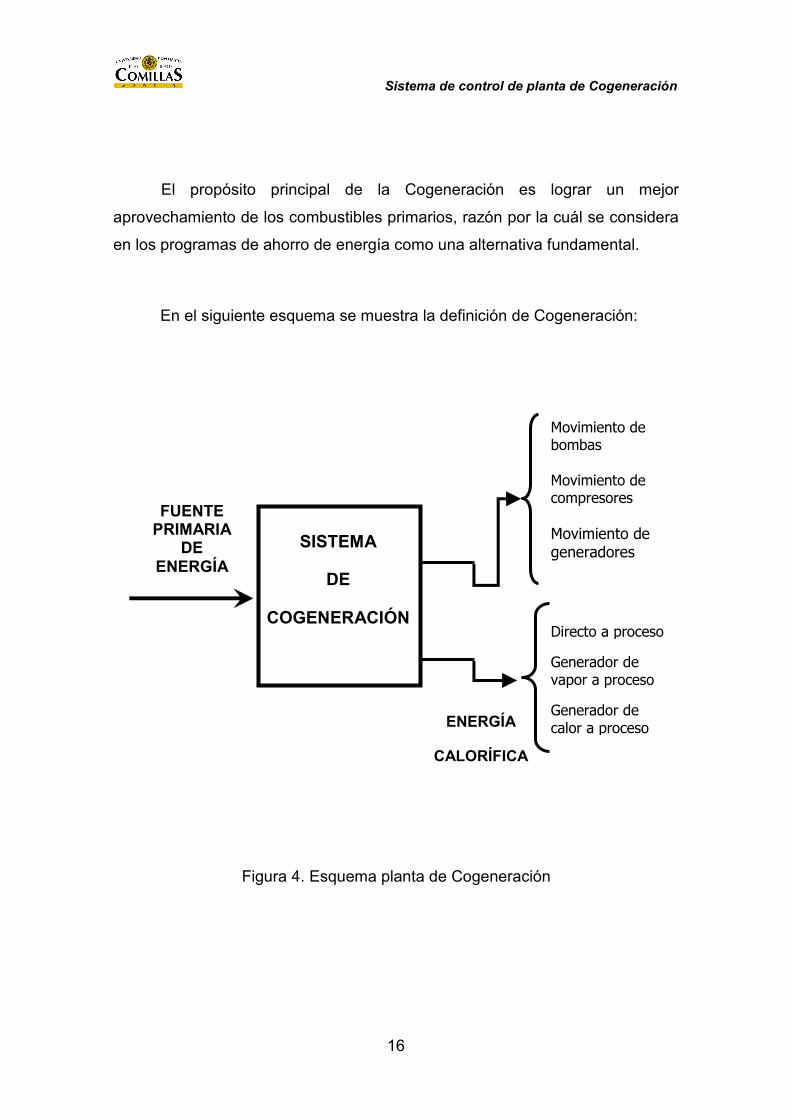
El propósito principal de la Cogeneración es lograr un mejor
aprovechamiento de los combustibles primarios, razón por la cuál se considera
en los programas de ahorro de energía como una alternativa fundamental.
En el siguiente esquema se muestra la definición de Cogeneración:
Figura 4. Esquema planta de Cogeneración
SISTEMA
DE
COGENERACIÓN
Movimiento de bombas Movimiento de compresores Movimiento de generadores
Directo a proceso
Generador de vapor a proceso
Generador de calor a proceso ENERGÍA
CALORÍFICA
FUENTE PRIMARIA
DE ENERGÍA

Sistema de control de planta de Cogeneración
17
VENTAJAS E INCONVENIENTES DE LA COGENERACIÓN
La Cogeneración tiene beneficios tanto a nivel del país como a sector
industrial.
Desde el punto de vista país, se refleja en un ahorro de la energía primaria
(petróleo, gas natural, carbón mineral,…) al hacer un uso más eficiente de los
energéticos. Asimismo, se reducen las emisiones contaminantes al medio
ambiente por quemar menos combustible.
Desde el punto de vista de los intereses de la industria se tienen los
siguientes beneficios:
Reducción de los costes de energía
Al utilizar el calor para la generación de potencia, los costes de la
compra de energía disminuyen considerablemente. Se han
estimado que la reducción en la facturación energética total puede
alcanzar hasta un 50%.
Más seguridad en el suministro de energía
Generando su propia energía, en la propia planta, le da más
confianza y autosuficiencia a su suministro de energía. Un sistema
de Cogeneración conectado en paralelo con la red eléctrica como
respaldo garantiza la continuidad en el suministro eléctrico.
Mejora en la calidad de la energía suministrada
Se puede corregir inmediatamente cualquier desviación, fuera de
lo normal, del voltaje o la frecuencia.
Sistema de control de planta de Cogeneración
18
A pesar de las grandes y muchas ventajas que tienen la utilización de la
Cogeneración, existen una serie de inconvenientes que se necesitan tomar en
consideración antes de decidir la realización de un proyecto de estas
características.
Las principales dificultades que acarrea este proyecto para una empresa
son:
!!!! Los sistemas de Cogeneración requieren un inversión sustancial,
que muchas compañías no están dispuestas a arriesgarse por
tratarse e un proyecto que no incrementa su capacidad de
producción, aunque sea altamente favorable.
!!!! Los sistemas de Cogeneración pueden llegar a ser complejos en
su diseño, instalación y operación, por lo que requieren la
utilización de empresas o personas cualificadas en esta área.
!!!! En algunos proyectos, su economía puede ser muy sensible a los costes de energía eléctrica y de los combustibles, los cuales son
impredecibles, aunque la tendencia normal es hacia la alza, por lo
menos a medio plazo.
Para ver entonces si el proyecto resulta factible y rentable para una
empresa, se deberán realizar distintos estudios de viabilidad para tener claro el
alcance del proyecto según las distintas características de cada industria y
sector.

Sistema de control de planta de Cogeneración
19
En el punto 2.4 de este documento se puede observar el Estudio de
Viabilidad que se ha efectuado a la empresa que contará con las instalaciones
que en el próximo punto 2.3 se describirán detalladamente.
ELEMENTOS DE UN SISTEMA DE COGENERACIÓN
Los principales elementos constituyentes de un sistema genérico de
Cogeneración son:
motor primario
elemento de recuperación de calor de desperdicio
sistema de transmisión de energía
sistemas auxiliares (bombas, compresores, alternador, etc.)
sistema de control
El componente más importante es el motor primario, el cuál convierte la
energía en energía calorífica y eléctrica. Los dispositivos de conversión más
ampliamente utilizados son las turbinas de vapor, las turbinas de gas y los
motores de combustión interna o alternativa.
Existe una gran variedad de equipos para la recuperación del calor de
desperdicio, por lo que la selección adecuada de éste dependerá del uso que
se le necesite dar. Éstos pueden ir, desde sistemas de baja presión de
distribución de vapor a la salida de las extracciones de las turbinas, hasta
calderas de recuperación para extraer la energía de los gases producidos en
una turbina de gas.
Sistema de control de planta de Cogeneración
20
Los sistemas de control son necesarios para la automatización del motor
primario, la operación segura del sistema de recuperación de calor y en general
para la operación eficiente del sistema.
CLASIFICACIÓN DE LOS SISTEMAS DE COGENERACIÓN
Los sistemas de Cogeneración pueden clasificarse de acuerdo con el orden
de producción de electricidad y energía térmica en:
� Sistemas Superiores
� Sistemas Inferiores
SISTEMAS SUPERIORES
Los sistemas superiores de Cogeneración, que son los más
frecuentes, son aquellos en los que una fuente de energía primaria
(como el gas natural, diesel, carbón u otro combustible similar) se
utiliza directamente para la generación de energía eléctrica.
A partir de la energía química del combustible se produce un
fluido caliente que se destina para generar la energía mecánica y la
energía térmica resultante, el denominado calor residual como vapor
o gases calientes, es suministrada a los procesos industriales ya sea
para secado, calentamiento, etc.
Este tipo de sistemas se utiliza principalmente en la industria
textil, petrolera, cervecera, azucarera, entre otras, donde sus
requerimientos de calor son moderados o bajos con temperaturas de
250ºC a 600ªC.

Sistema de control de planta de Cogeneración
21
SISTEMAS INFERIORES
En los sistemas inferiores la energía primaria se utiliza
directamente para satisfacer los requerimientos térmicos del proceso
en primer plano y la energía térmica residual o de desecho, se usará
para la generación de energía eléctrica en un segundo plano.
Los ciclos inferiores están asociados con procesos industriales
en los que se presentan altas temperaturas como el cemento, la
siderúrgica, vidriera y química.
En tales procesos resultan calores residuales del orden de 900ªC
que pueden ser utilizados para la producción de vapor y electricidad.
Otra clasificación, generalmente empleada para los sistemas de
Cogeneración, es la que se basa en el tipo de motor primario empleado para
generar la energía eléctrica, con lo que se puede diferenciar en los siguientes
tipos de Cogeneración:
Cogeneración con turbina de vapor
Cogeneración con turbina de gas
Cogeneración con ciclo combinado
Cogeneración con motor alternativo
Como se ha podido observar, existe una gran variedad de equipos y
tecnologías que pueden ser considerados para una aplicación específica de
Cogeneración. Cada tecnología tiene sus características propias, que deben
ser consideradas en el contexto de los requerimientos específicos del lugar.

Sistema de control de planta de Cogeneración
22
Para este proyecto, nos interesa el ciclo que sigue la Cogeneración de
motor alternativo que se describe a continuación:
PLANTAS CON MOTORES ALTERNATIVOS
Utilizan gas natural, gasóleo o fuel como combustible (que en la instalación
de nuestro proyecto es gasoil, tal como se ha explicado anteriormente). Las
potencias unitarias oscilan entre 1,5 y 10 MW. Por asociación en paralelo de
grupos generadores su potencia puede alcanzar tamaños muy superiores, pero
a partir de 15 MW probablemente serán más rentables los ciclos con turbinas si
se dispone de gas natural.
Las plantas con motores alternativos tienen la gran ventaja de ser muy
eficientes eléctricamente y al propio tiempo la desventaja de ser poco
eficientes térmicamente.
En el caso de la planta que se va a instalar, el hecho de que la instalación
con motor alternativo no sea muy eficaz térmicamente no infiere en la actividad
de la empresa, ya que la temperatura que necesita el agua de los secaderos no
es de unos valores demasiados elevados.
El sistema de recuperación térmica se diseña en función de los requisitos
de la industria y en general se basan en la producción de vapor a baja presión
(hasta 10 bares), aceite térmico y en el aprovechamiento del circuito de alta
temperatura del agua de refrigeración del motor.

Sistema de control de planta de Cogeneración
23
Son también adecuadas la producción de frío por absorción bien sea a
través de vapor generado con los gases en máquinas de doble efecto, o
utilizando directamente el calor del agua de refrigeración en máquinas de
simple efecto.
A continuación se establece la comparación entre el abastecimiento
energético según sistema convencional y de Cogeneración:
Figura 5. Procesos de abastecimiento energético.
Sistema de control de planta de Cogeneración
24
2.2.3. ESTUDIO SOBRE PLC C200H-Alpha
En este aparatado, se van a detallar las características principales del PLC
que se ha utilizado para la realización de este proyecto y de las funciones que
va a desempeñar para el funcionamiento de la planta de Cogeneración.
El PLC se encargará del control de las actividades que conlleva el proceso
de cogenerar. Consiste en un autómata programable que recibe todas las
señales del proceso, tanto digitales como analógicas.
El Programmable Logic Controller es un equipo electrónico, programable,
diseñado para controlar en tiempo real y en ambiente de tipo industrial, es
decir, de procesos secuenciales. Pero no sólo controlan la lógica de
funcionamiento de la planta y de los procesos industriales que se ejecutan en
ella, sino que también puede realizar operaciones aritméticas, manejar señales
analógicas para realizar estrategias de control, tales como los controladores
proporcional integral derivativo (PID).
El modelo de PLC escogido en este proyecto es el autómata programable
C200H – Alpha de Omron, cuya apariencia física es la siguiente:
Figura 6. PLC Omron C200H Alpha
Sistema de control de planta de Cogeneración
25
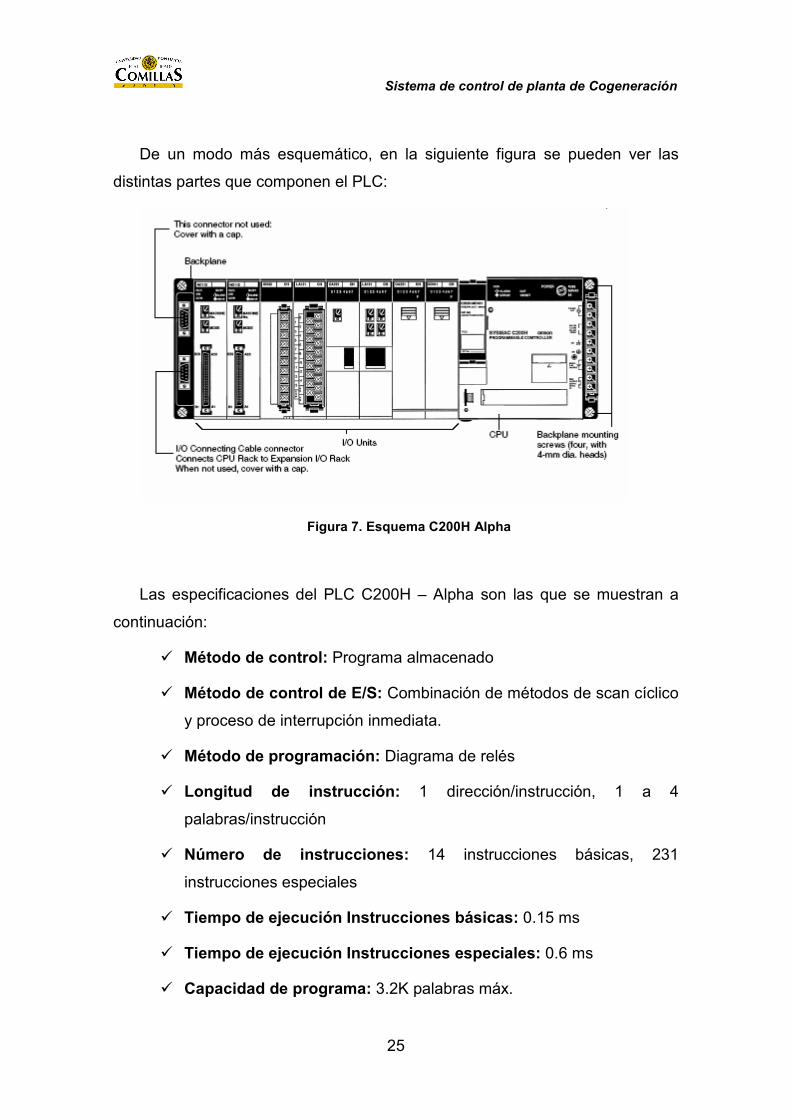
De un modo más esquemático, en la siguiente figura se pueden ver las
distintas partes que componen el PLC:
Figura 7. Esquema C200H Alpha
Las especificaciones del PLC C200H – Alpha son las que se muestran a
continuación:
� Método de control: Programa almacenado
� Método de control de E/S: Combinación de métodos de scan cíclico
y proceso de interrupción inmediata.
� Método de programación: Diagrama de relés
� Longitud de instrucción: 1 dirección/instrucción, 1 a 4
palabras/instrucción
� Número de instrucciones: 14 instrucciones básicas, 231
instrucciones especiales
� Tiempo de ejecución Instrucciones básicas: 0.15 ms
� Tiempo de ejecución Instrucciones especiales: 0.6 ms
� Capacidad de programa: 3.2K palabras máx.

Sistema de control de planta de Cogeneración
26
� Bits de E/S 640 (00000 a 02915, 30000 a 30915)
� Bits IR 6,464 (03000 a 23115, 31000 a 51115)
� Bits SR 1,080 (23200 a 25507, 25600 a 29915)
� Bits TR 8 (TR 0 a 7)
� Bits HR 1,600 (HR 0000 a 9915)
� Bits AR 448 (AR 0000 a 2715)
� Bits LR 1,024 (LR 0000 a 6315)
� Temporizadores/ Contadores: 512 (TIM/CNT 000 a 511)
� Canales DM Lectura/Escritura: 6.144 (DM 0000 a 6143)
� Sólo lectura: 512 (DM 6144 a 6655)
� Expansión: Hasta 3.000 canales máx. (DM 7000 a 9999)
� Canales EM Lectura/escritura: 6.144
Los PLC’s de Omron tienen su propio lenguaje de programación, llamado
SysWin. En el apartado de Metodología empleada en la realización del
proyecto (punto 3), se explicará con mayor detalle este lenguaje.
Sistema de control de planta de Cogeneración
27
2.2.4. ESTUDIO SOBRE SCADA
"Supervisory Control And Data Adquisition" (adquisición de datos y
control de supervisión), de aquí provienen la siglas de SCADA.
Hablamos de una aplicación software diseñada principalmente para ser
instalada en ordenadores encargados de supervisar el control de producción,
gestionar las alarmas producidas, así como tratamiento de datos,
proporcionando comunicación con los dispositivos del proceso (controladores,
PLC`s, etc.) y controlando el proceso de forma automática desde la pantalla
del ordenador.
Al mismo tiempo, proporciona toda la información que se genera en el
proceso productivo a diversos usuarios, tanto del mismo nivel como de otros
supervisores dentro de la empresa: control de calidad, supervisión,
mantenimiento, etc.
Los programas necesarios, y en su caso el hardware adicional que se
necesite, se denomina en general sistema SCADA.
La comunicación entre los distintos elementos involucrados en el sistema,
se realiza mediante buses especiales o redes LAN. Todo este proceso se
efectúa, normalmente, en tiempo real, y están diseñados para dar al operador
de planta la posibilidad de supervisar y controlar dichos procesos.
Sistema de control de planta de Cogeneración
28
Se pueden desarrollar aplicaciones para ordenadores, con captura de
datos, análisis de señales, presentaciones en pantalla, envío de resultados a
disco e impresora, etc.
Además, todas estas acciones se llevan a cabo mediante un paquete de
funciones en un lenguaje de uso general (C, Basic), lo cual otorga una potencia
muy elevada y una gran versatilidad.
Algunos SCADA ofrecen librerías de funciones para lenguajes de uso
general que permiten personalizar de manera muy amplia la aplicación que
desee realizarse con dicho SCADA.
Prestaciones.
Un paquete SCADA debe estar en disposición de ofrecer las siguientes
prestaciones:
Posibilidad de crear paneles de alarma, que exigen la
presencia del operador para reconocer una parada o situación
de alarma, con registro de incidencias.
Generación de históricos de señal de planta, que pueden ser
volcados para su proceso sobre una hoja de cálculo.
Ejecución de programas, que modifican la ley de control, o
incluso anular o modificar las tareas asociadas al autómata,
bajo ciertas condiciones.
Posibilidad de programación numérica, que permite realizar
cálculos aritméticos de elevada resolución sobre la CPU del
ordenador.
Sistema de control de planta de Cogeneración
29
Requisitos.
Un SCADA debe cumplir varios objetivos para que su instalación sea
perfectamente aprovechada:
� Deben ser sistemas de arquitectura abierta, capaces de crecer o adaptarse según las necesidades cambiantes de la empresa.
� Deben comunicarse con total facilidad y de forma transparente al usuario con el equipo de planta y con el resto de la empresa
(redes locales y de gestión).
� Deben ser programas sencillos de instalar, sin excesivas exigencias de hardware, y fáciles de utilizar, con interfaces
amigables con el usuario.
Módulos de un SCADA.
Los módulos o bloques software que permiten las actividades de
adquisición, supervisión y control son los siguientes:
Configuración: permite al usuario definir el entorno de trabajo
de su SCADA, adaptándolo a la aplicación particular que se
desea desarrollar.
Interfaz gráfico del operador: proporciona las funciones de
control y supervisión de la planta al operador. El proceso se
representa mediante sinópticos gráficos almacenados en el
ordenador de proceso y generados desde el editor incorporado
en el SCADA o importados desde otra aplicación durante la
configuración del paquete.
Sistema de control de planta de Cogeneración
30
Módulo de proceso: ejecuta las acciones de mando
preprogramadas a partir de los valores actuales de variables
leídas.
Gestión y archivo de datos: se encarga del almacenamiento y
procesado ordenado de los datos, de forma que otra aplicación
o dispositivo pueda tener acceso a ellos.
Comunicaciones: se encarga de la transferencia de
información entre la planta y la arquitectura hardware que
soporta el SCADA, y entre ésta y el resto de elementos
informáticos de gestión.
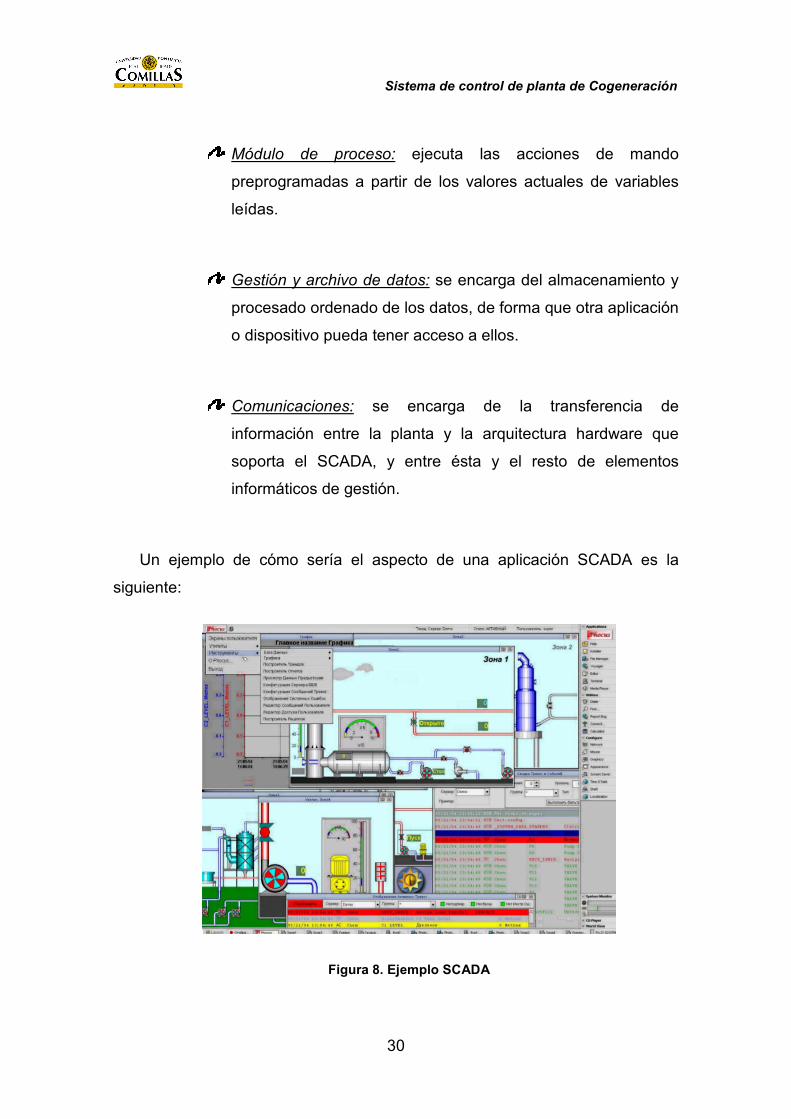
Un ejemplo de cómo sería el aspecto de una aplicación SCADA es la
siguiente:
Figura 8. Ejemplo SCADA

Sistema de control de planta de Cogeneración
31
Se observa un sinóptico de la planta de un proceso industrial en el que se
muestran los elementos involucrados en dicho proceso, con sus calores
correspondientes en tiempo real, y también se puede apreciar un listado de las
alarmas producidas hasta ese instante.
Como se ha mencionado anteriormente, las aplicaciones software del
Sistema SCADA, se pueden programar en lenguajes comunes como son el
caso de las Herramientas Microsoft Visual Studio®, que comprende lenguajes
como C, Basic, entre otros.
En el apartado de metodología se explicará el lenguaje utilizado para
programar la aplicación de adquisición de datos de nuestra planta de
Cogeneración.
Sistema de control de planta de Cogeneración
32
2.3. DESCRIPCIÓN DE LA PLANTA DE COGENERACIÓN
2.3.1. DESCRIPCIÓN GENERAL DE LA INSTALACIÓN
En este apartado, se va a desarrollar la descripción de la Instalación de
Cogeneración para la planta de la empresa cliente en base a un motor
Caterpillar de 1MWe.
Se describe de un modo general el funcionamiento de la totalidad de la
planta y sus características, detallando más adelante las actividades
específicas para cada equipo o instalación que la compone.
El grupo motogenerador produce por un parte energía eléctrica utilizable
en los diferentes consumidores de la fábrica y exportable a la Red en caso de
excedentes.
Por otra parte y como consecuencia del funcionamiento del motor, genera
energía calorífica susceptible de ser utilizada en el proceso de secado de la
madera, proceso que se encuentra dentro de la producción de la empresa
cliente.
Este calor se da de tres formas:
- en gases de escape, a unos 475 ºC.
- en el circuito de refrigeración por agua de camisas (HT), a unos
93ºC.
- en el circuito de refrigeración por agua del aire de admisión (LT), a
unos 60ºC.
Sistema de control de planta de Cogeneración
33
La energía térmica de los gases de escape del motor se aprovecha en una
caldera de recuperación, en la que se producirá agua caliente a una
temperatura próxima a los 100ºC que será empleada en el proceso de secado
de la madera.
El agua caliente procedente de la refrigeración del circuito de alta
temperatura (HT) del motor se emplea en precalentar el agua que retornamos
de los secaderos antes de su paso por la caldera.
No existe aprovechamiento alguno de la energía de refrigeración del
circuito de baja temperatura del motor, ésta se disipará íntegramente en el
aerorrefrigerador ubicado en cubierta.
En aquellos periodos de tiempo en los que la energía de refrigeración del
circuito de alta temperatura del motor no pueda ser disipada en el
intercambiador mencionado, se disipará en el aerorrefrigerador anterior.
Para conseguir lo dicho anteriormente, el aerorrefrigerador dispone de dos
baterías, la una sobre la otra, y su dimensionado es tal que permite disipar la
totalidad de la energía del agua de refrigeración, tanto de alta como de baja
temperatura del motor.
Los elementos básicos de la instalación de Cogeneración son el motor, la
caldera de recuperación, el aerorrefrigerador y las baterías (RADIADORES) de
los secaderos. La caldera dispone de un quemador a gasoil, pudiendo de esta
forma suplir los aportes de calor del motor en sus momentos de paro.
Sistema de control de planta de Cogeneración
34
Estos equipos se hallan conexionados entre sí mediante tres redes de
tubería independientes que disponen de su propio sistema de bombeo.
Circuito de refrigeración del motor de baja temperatura (LT) comunica
directamente el motor con la batería inferior de los aerorrefrigeradores. La
bomba correspondiente es exterior al grupo motogenerador y es fácilmente
reconocible ya que sus tuberías no se encuentran calorifugadas.
Circuito de refrigeración del motor de alta temperatura (HT) su bomba
se encuentra ubicada en el propio motor, formando parte del mismo.
Partiendo del motor, donde el agua se caliente, ésta es llevada al
intercambiador a placas, cuyo objeto es precalentar el agua procedente de
secaderos, perdiendo de esta forma parte o toda la energía calorífica que leva,
y por último pasa por el aerorrefrigerante para cerrar el ciclo volviendo al motor.
Circuito de caldera a secaderos une las bombas con el intercambiador,
la caldera y los secaderos cerrando el circuito de vuelta a las bombas.
El motor y la caldera de recuperación también están unidos mediante un
conducto que lleva los gases de escape del primero a la segunda. En las
proximidades de la caldera se dispone de una “válvula distribuidora de
gases” cuya misión es doble:
- por un lado, regular el funcionamiento de la caldera de recuperación
dosificando el caudal de gases que entran en la misma.
- por el otro, a motor o caldera parados, unir directamente el escape
del motor con la atmósfera.
Sistema de control de planta de Cogeneración
35
La interconexión eléctrica remitirá el funcionamiento de la planta de
Cogeneración en paralelo con la red de la compañía eléctrica, pudiéndose en
cada momento exportar o importar, el exceso o defecto, respectivamente, de la
energía generada por la planta de Cogeneración con relación a la consumida
por las instalaciones propias.
El conjunto de la planta de Cogeneración funcionará de forma automática y
autónoma, existiendo un sistema de control automatizado mediante un PLC,
con una pantalla táctil de visualización y gestión de los diversos lazos de
control del proceso, alarmas y sus correspondientes programas.
Sin embargo el funcionamiento del quemador es independiente de los dicho
y está alimentado desde el cuadro anexo, desde donde se gobiernan todos los
auxiliares de la instalación, tanto de modo manual como en automático,
permitiendo tan solo el arranque del motor si los auxiliares del mismo se
encuentran en funcionamiento y activados los detectores de flujo de los
circuitos de agua.
El sistema dispone del/de los correspondientes códigos de acceso para
permitir el cambio de consignas y las constantes de regulación (bandas
proporcional, integral y derivativa).
El sistema de control permite, mediante el protocolo de comunicación
adecuado, la captación de datos en un sistema SCADA, especificado en la
documentación específica.

Sistema de control de planta de Cogeneración
36
Resumiendo lo explicado anteriormente, el esquema que sigue la
instalación es el siguiente:
Figura 9. Esquema de la Instalación
Tenemos un motor diesel que hace funcionar en generador eléctrico, el cuál
necesita agua para refrigerarse y tener un correcto funcionamiento.
La línea azul claro representa el paso de agua destinada a refrigerar los
aceites propios del motor, y la línea verde simboliza el paso del agua
refrigerante del motor.
Sistema de control de planta de Cogeneración
37
Estas aguas cuando alcancen temperaturas demasiado elevadas para
realizar su función necesitarán ser enfriadas mediante un sistema de
ventiladores y torres de refrigeración.
Los gases y humos producidos por el motor serán conducidos a una
caldera mixta. Se regulará la cantidad de gases encaminados a dicha caldera
mediante la expulsión de los gases sobrantes a través de chimeneas.
Con los gases conducidos a la caldera mixta, y si fuera necesario con la
ayuda de un calentador, se calienta el agua a la temperatura necesaria para el
funcionamiento de los secaderos (representada por la línea azul).
Una vez calentados los secaderos, el agua, que habrá disminuido de
temperatura, irá a parar a un intercambiador de calor que funciona con el agua
que proviene d la refrigeración del motor, con la que aumentará en n gradiente
se temperatura y será bombeada hasta llegar nuevamente a la caldera mixta
donde alcanzará la temperatura necesaria para el funcionamiento de los
secaderos.
De esta forma se aprovecha el calor desprendido por el motor tanto en
gases como en agua para calentar el agua destinada al funcionamiento de los
secaderos.
Sistema de control de planta de Cogeneración
38
2.3.2. INSTALACIONES COMPLEMENTARIAS
1. Almacenamiento y suministro de gasóleo
Para el almacenamiento de combustible consumido por el motor y el
quemador se ha instalado un parque intemperie con dos depósitos, uno de 80
m³ para el gasóleo que consuma el motor y otro de 40 m³ para el quemador.
Desde éstos, mediante sus respectivas bombas de engranajes se lleva el
combustible al correspondiente depósito nodriza, desde donde fluye por
gravedad bien al quemador o al motor.
En este último caso, el sobrante de la bomba de alimentación del motor y
los excedentes de inyectores, se hacen pasar por un refrigerador por aire,
antes de reintroducirlos en la tubería de alimentación al motor.
2. Suministro de aceite
Para el suministro continuo de aceite se dispone de un depósito nodriza de
300 litros de capacidad desde donde fluye por gravedad al cárter de motor. El
nivel eléctrico del cárter va dando paso al aceite a medida que se consume en
el motor.

Sistema de control de planta de Cogeneración
39
La instalación dispone de una pequeña bomba de engranajes para el
llenado del depósito nodriza desde el contenedor de transporte. Esta misma
bomba permite mediante una pequeña maniobra de válvulas rellenar el cárter
desde el contenedor.
3. Aire comprimido
Para la alimentación neumática de aire comprimido, únicamente se tiene
una válvula distribuidora de gases, se ha instalado un pequeño compresor de
aire con su correspondiente secador.
La presión a la que se debe alimentar la válvula es de 7 bar.
Es recomendable la utilización de aire limpio y seco y la revisión del filtro y
manorreductor de alimentación de la válvula. Esta operación debe hacerse a
motor parado, de no ser así, la válvula a falta de aire se posicionará en posición
segura, es decir enviando los gases a la atmósfera.
4. Ventilación e Insonorización
Para disipar el calor de radiación del grupo motogenerador y de
proporcionar el caudal de aire de combustión necesario, se han instalado dos
ventiladores de impulsión de aire a la sala de motogeneradores, que captan el
aire del exterior.

Sistema de control de planta de Cogeneración
40
Para evitar la salida al exterior de niveles de ruido no permisibles se han
instalado tanto en la toma de aire, como en la salida del mismo los
correspondientes silenciadores de absorción.
Es recomendable el modo de trabajo de los ventiladores en “automático”,
modo que además regula la temperatura interna de la sala, permute el
ventilador utilizado en primer lugar para lograr un envejecimiento uniforme de
los dos; tan sólo se utilizará el arranque “manual” en casos justificados y con
vigilancia de la variable controlada.
Para la regulación de la temperatura de aire en la sala de motor se ha
instalado una sonda Pt 100, con convertidor 4/20 mA, conectada a un regulador
del sistema SCADA, que actúa en posición automático, sobre los dos
ventiladores en función de la temperatura de consigna.

Sistema de control de planta de Cogeneración
41
2.3.3 DESCRIPCIÓN DE COMPONENTES MECÁNICOS Y
TÉRMICOS
A continuación se van a describir los distintos elementos que constituyen la
planta de Cogeneración para una mejor comprensión del proyecto desarrollado.
MOTORGENERADOR
La instalación de Cogeneración consta de un motor generador funcionando
con gasoil cuyos datos principales de operación, al 100% de la carga, son los
siguientes:
-- Potencia en bornas del generador……………..1.110kVA
-- Tención de generación………………………….. 400 V
-- Consumo de gasóleo (±5%)...............................280,5 l/h
-- Caudal de gases de escape (±8%)……………...6.690 kg/h
-- Temperatura de gases de escape (±8%)………. 446 ºC
-- Energía de refrigeración camisas (±8%)……….. 470 kW
-- Energía de refrigeración postenfriador (±8%)…. 213kW
Sistema de control de planta de Cogeneración
42
El aprovechamiento térmico de los motores será de la forma siguiente:
Los gases de escape del motor irán a una caldera de recuperación para
producción de agua caliente. El circuito de refrigeración de aceite y camisas
del motor (alta temperatura) se utilizará para calentar el agua de retorno de
los secaderos antes de la entrada a la caldera.
CALDERA DE RECUPERACIÓN
La caldera de recuperación para producción de agua caliente estará
dimensionada para recibir gases procedentes del motor generador. Las
condiciones de diseño son las siguientes:
· Naturaleza de gases de escape del motor
· Caudal de gases……………………………………..6.690 kg/h
· Temperatura entrada de gases…………………….446ºC
· Temperatura salida de gases………………………160ºC
· Temperatura agua entrada…………………………. 88ºC
· Temperatura agua a la salida……………………….94ºC
· Potencia térmica……………………………………...510 th/h
La caldera estará dotada de un quemador de gasóleo capaz de producir
hasta 2.000 th/h.
Sistema de control de planta de Cogeneración
43
Se dispondrá de un sistema de by-pass, con válvula y chimenea, a fin de
arrojar a la atmósfera todo o parte de los gases de escape, durante los
periodos de tiempo en los que la demanda de calor de los secaderos sea
inferior a la producción de la caldera de recuperación o durante el proceso de
arranque de motor.
CIRCUITOS DE REFRIGERACIÓN, INTERCAMBIADORES DE
RECUPERACIÓN Y AERORRFRIGERADORES
El circuito de refrigeración de alta temperatura del motor dispondrá de un
intercambiador de calor para el calentamiento del retorno del agua de los
secaderos. Este intercambiador será de las características siguientes:
- Potencia calorífica……………………………..404,2 th/h
- Fluido primario………………………………….agua de camisas
- Temperaturas primario………………………..96/89 ºC
- Fluido secundario……………………………...agua de secaderos
- Temperaturas secundario…………………….88/83 ºC
Para cuando las necesidades térmicas de los secaderos sean inferiores a
las necesarias de refrigeración del motor, se instalará un aerorrefrigerador de
emergencia dimensionado para disipar la totalidad del calor de la refrigeración
de su motor.

Sistema de control de planta de Cogeneración
44
El aerorrefrigerador estará formado por dos serpentines en tubo de cobre
con aletas de aluminio reforzadas y ventiladores axiales. Las condiciones de
diseño son:
Batería de circuito de alta temperatura
Caudal de agua…………………………………66.000 kg/h
Temperatura del agua a la entrada……………96ºC
Temperatura del agua a la salida……………...89ºC
Calor a disipar…………………………………...445 th/h
Temperatura del aire a la entrada…..temperatura salida del Aero de baja
Batería de circuito de baja temperatura
Caudal de agua…………………………………3266.000 kg/h
Temperatura del agua a la entrada……………66ºC
Temperatura del agua a la salida……………...60ºC
Calor a disipar…………………………………...194 th/h
Aire de enfriamiento
Temperatura diseño……………………...32ºC
Ventiladores, 6 unidades secuenciados según necesidades.
El calor del circuito de baja temperatura del motor no será aprovechable,
por lo que se disipará íntegramente a la batería de baja temperatura del
aerorrefrigerante.

Sistema de control de planta de Cogeneración
45
ALMACENAMIENTO Y TRANSFERENCIA DE COMBUSTIBLE
El combustible para el funcionamiento de los motores y del quemador de la
caldera auxiliar es gasoil. Para el almacenamiento y preparación para las
condiciones de consumo se han previsto dos depósitos, uno de 50m³, para
consumo del motor y otros de 10m³ para el quemador de la caldera mixta de
recuperación.
La unidad de transferencia de gasóleo contará con dos bombas eléctricas
para el trasiego del gasoil, con un caudal unitario 3.000 l/h, una para motores y
otra para el quemador. Cada motobomba, estará dotada con sus
correspondientes válvulas y filtros para realizar su función.
2.3.4 DESCRIPCIÓN DE LA INSTALACIÓN ELÉCTRICA
En esta parte, se especifica la instalación eléctrica que soporta la planta de
Cogeneración ubicada en el aserradero de maderas.
Se ha centrado esta descripción en la información detallada que ha sido
necesaria para la realización del proyecto, omitiendo algunos datos derivados
de la obra civil o de la propia empresa eléctrica que no conllevan ninguna
repercusión en este proyecto.

Sistema de control de planta de Cogeneración
46
1. Centro Transformación Intemperie 45 kV
En el Anexo III, se adjunta la definición de Centro de Transformación
Intemperie. Para enlazar la Cogeneración a la línea de 45kV, se modifica el
Centro de Transformación Intemperie existente en la zona de la empresa
cliente, el cual está formado por los siguientes elementos.
Estructura metálica
Compuesta de un conjunto de celosía en forma de pórtico, con los
siguientes elementos:
• 2 torres cuadradas, formada por largueros y arriostramiento de PN,
de acuerdo a normativa Iberdrola.
• 2 tirantes de compensación de amarre de líneas y soporte de
seccionador de llegada
• 2 dinteles metálicos para soporte de bases portafusibles
• 1 plataforma metálica de acceso a fusibles con quitamiedos
• 1 dintel para soporte de transformadores de tensión de protección
• 1 dintel para soporte de transformadores de intensidad
• 1 meseta metálica soporte para autoválvulas y de trafos de tensión
para medida y sincronismo
• 1 meseta metálica para soporte de interruptor automático
• 1 meseta metálica soporte para trafos de intensidad
Sistema de control de planta de Cogeneración
47
Conductores y soportes de embarrado
El embarrado general y las derivaciones a transformador, interruptor, etc.
serán de tubo de cobre pintado según el código de colores correspondientes.
Los embarrados irán soportados con aisladores para 52 kV, tensión a onda
de choque 250kV y tensión a 50Hz un min. 95 kV
Aparellaje
Se puede definir aparellaje como conjunto de aparatos y accesorios
dispuestos para un uso preferentemente industrial.
En este caso, el aparellaje eléctrico estaría compuesto con elementos
como: cajas de bornas, equipos de control, equipos de maniobra, iluminación,
paneles de control y distribución, tomas de corriente y acoples, etc.
El equipamiento del centro intemperie será el siguiente:
• 1 seccionador tipo SGCPT -52-800 de mesa o similar
tensión nominal…………………………………………………...52 kV
corriente nominal…………………………………………………800 A
tensión soportada a 50 Hz 1 minuto, valor eficaz……………..95 kV
tensión soportada onda plena 1,2/50 µseg. valor de cresta …250 kV
• 1 accionamiento para conjunto tripular con tubo de 2’’ y bajada de
mando hasta la altura de maniobra.
• 1 juego de cerraduras de enclavamiento entre el conmutador y el
interruptor automático.
• 3 pararrayos autoválvula tipo BHF, tensión 52 kV. 10 kA
• 3 bases cortacircuitos con su juego de mordazas y cartuchos fusibles
para protección de trafos de tensión. Tensión 52 kV.
Sistema de control de planta de Cogeneración
48
2. Transformador de potencia
Para elevar la tensión de generación a la de utilización de la empresa se
tiene que disponer de un transformador elevador de 1.250 kVA.
Características generales
Servicio……………………………………………Intemperie
Sistema de tensiones……………………………Trifásico
Frecuencia…………………………………………50 Hz
Refrigeración………………………………………..ONAN
Refrigerante………………………………………….aceite
Normas de Fabricación……………………............UNE 20.138
Servicio Continuo
Tensiones nominales
Denavado secundario……………………………….45 kV ±2,5%+5%+7
Denavado primario…………………………………..400 V
Grupo de conexión…………………………………..Dyn 11
Nivel de aislamiento…………………………………52 kV
Potencia del transformador………………………..1.250 kVA a 40 ºC
Sistema de control de planta de Cogeneración
49
3. Armario de Relés de protecciones
El armario de relés de protecciones, situado en la sala ubicada en el edificio
de Cogeneración, contendrá los relés de protecciones, (indicados en este
apartado) y será el punto de interconexión para llevar las señales de tensión e
intensidad a la sala de control del generador, así como los estados de posición
del DYR (interruptor automático de red).
En este armario se visualizarán las indicaciones mínimas que se describen
a continuación:
- fallo de corriente alterna (alimentación a la batería)
- fallo de corriente continua (batería de corriente continua)
- fallo de alimentación a relés de protección
- fallo de los relés 27, 59,64
- fallo del relé 81 M/m
- fallo del relé 50/51//50/51 N
- interruptor automático abierto (DYR)
- interruptor automático cerrado (DYR)
Además existirán los dispositivos mínimos que se describen:
- mando local/remoto
- cierre o apertura del DYR
A continuación se describen los relés de protección, así como el
teledisparo.

Sistema de control de planta de Cogeneración
50
Relé 27
Un relé trifásico o tres relés de mínima tensión conectados entre fases.
Detectan las faltas entre fases que se producen en la red y provocan el disparo.
Cada relé dispondrá de disparo temporizado en tiempo, regulable entre 0,1 y 1
seg.
Regulación 85% de la tensión nominal entre fases.
Relé 59
Un relé de máxima tensión conectado entre fases para detectar
funcionamiento en red separada y provocar disparo. Cada relé dispondrá de
disparo temporizado. Cada relé dispondrá de disparo temporizado en tiempo,
regulable entre 0,1 y 1 seg.
Regulación 110% de la tensión nominal entre fases.
Hay otro relé 59 de máxima tensión conectado entre fases para
desconectar el generador en el caso que éste produzca una tensión, en el
punto de conexión con la compañía eléctrica, superior al 7%. Este relé
dispondrá de disparo temporizado en tiempo, regulable entre 1 seg. y 5
minutos.
Regulación 107% de la tensión nominal entre fases.

Sistema de control de planta de Cogeneración
51
Relé 64
Un relé de máxima tensión homopolar para detectar faltas a tierra en la
red y provocar disparo. El relé dispondrá temporizado en tiempo, regulable
entre 0,1 y 1 segundo.
Regulación a definir por la compañía eléctrica.
Relés 81 m y 81 M
Relés de máxima y mínima frecuencia para detectar funcionamiento en
red aislada. El relé dispondrá de disparo temporizado en tiempo, regulable
entre 0,1 y 1 seg. Regulación 49-51 Hz.
Relés 50/51 – 50/51N
Dos relés de fase y uno de neutro de máxima intensidad, tiempo inverso,
con unidad instantánea y temporizada para detectar faltas en la instalación y
provocar el disparo de interruptor de interconexión. El rango de la unidad de
disparo instantáneo de fase permitirá su ajuste para el 130% de la intensidad
de falta en el lado secundario del transformador de potencia.
Los relés están agrupados en un conjunto o armario, compacto y
diferenciado del resto de equipos de la instalación. Las conexiones de los
circuitos de tensión e intensidad se realizan mediante un regletero único de
bloques de pruebas o bornas seccionables de fácil acceso.
Los circuitos de disparo de los relés actuarán directamente sobre el
interruptor sin pasar a través de relés o elementos auxiliares.

Sistema de control de planta de Cogeneración
52
Se deberá cuidar especialmente la fiabilidad y seguridad de la alimentación
del sistema de protección. En este sentido se instalará un dispositivo que
garantice la energía de reserva para la actuación de las protecciones y disparo
de interruptor en el caso de fallo de la alimentación principal.
4. Equipo de medida para la exportación e importación de
energía
Los elementos que intervienen en este apartado son:
- transformadores de tensión
- transformadores de
intensidad
- cableado de
interconexiones entre Tt y
medida
- cableado de
interconexión entre Ti y
medida
- convertidor de potencia
activa
- convertidor de potencia
reactiva
- convertidor de intensidad
- contador de energía
activa
- contador de energía
reactiva
- discriminador tarifario
- instalación
- armario de medida
general
- armario de telecontrol
Sistema de control de planta de Cogeneración
53
2.4. ESTUDIO DE VIABILIDAD (Test de Slagel)
Si se quiere desarrollar un proyecto de estas características, hay que estar
muy seguro de que el planteamiento y sus resultados serán viables para la
empresa.
El método para estudiar de un modo objetivo la viabilidad de este proyecto,
se ha utilizado el Test de Slagel, ya que es una de las técnicas más conocidas
hoy en día, y ha sido estudiado en la asignatura de Ingeniería del Conocimiento
en 4º curso.
Este proyecto no es un sistema experto en sí, sino que la aplicación
software que se va a desarrollar es un sistema de adquisición de datos. Pero
para el desarrollo de la aplicación y el conocimiento de interpretar las señales
recibidas, además de imponer la serie de reglas en función de los parámetros
necesarios según las circunstancias de trabajo de la empresa, se han requerido
los conocimientos de personas expertas en este tema. tanto a nivel
Cogeneración, como le da actividad desempeñada por la empresa, en este
caso el secado de la materia.
El Test de Slagel clasifica las características del proyecto en cuatro
dimensiones, y a su vez en distintos parámetros que deben ser evaluados. Las
características son las siguientes:
Plausibilidad: Determina si se cuenta con los medios necesarios para poder
abordar el proyecto. Para ello se analizan tanto las características del experto
como las de la tarea que lleva a cabo el experto.
Sistema de control de planta de Cogeneración
54
Justificación: Analiza la justificación del desarrollo del proyecto. Se analizan
aspectos como la necesidad de la experiencia y la inversión a realizar.
Adecuación: Analiza si el proyecto adecuado para ser analizado con
técnicas de Ingeniería del Conocimiento. Se debe analizar la naturaleza,
complejidad y el tipo de tarea.
Éxito: Determina a priori las probabilidades de éxito del proyecto que se va
a desarrollar teniendo en cuenta cuestiones no técnicas, como la mentalización
de los responsables o que las personas implicadas estén suficientemente
entrenadas.
Etapas del método Slagel
1. Definición de Características.
Se establecen tres categorías distintas: directivos / usuarios; expertos;
tarea, considerando siempre las cuatro dimensiones. Cada una de las
características puede ser a su vez esencial o no esencial (deseable). En el
caso de ser esencial su valor deberá ser superior a 7 en todo momento.
2. Asignación de Pesos.
A cada característica se le asigna un peso de 0 a 10 dependiendo de su
importancia relativa.
3. Evaluación
Una vez dados los pesos, se debe asignar un valor a cada característica (0
ausente; 10 totalmente presente), ponderándose según la fórmula dad por el
método.

Sistema de control de planta de Cogeneración
55
Si la media ponderada final supera los cincuenta puntos, la aplicación será
una buena candidata para resolver el problema descrito y con ella nuestras
necesidades.
A continuación, se muestra el test realizado para nuestro proyecto del
sistema de control de la Cogeneración.
LEYENDA
CAT: categoría
IDENT.CAR: identificación de las características
EX: expertos
TA: tarea
DU: directivos y/o usuarios
TIPO
E: esencial
D: deseable
Sistema de control de planta de Cogeneración
56
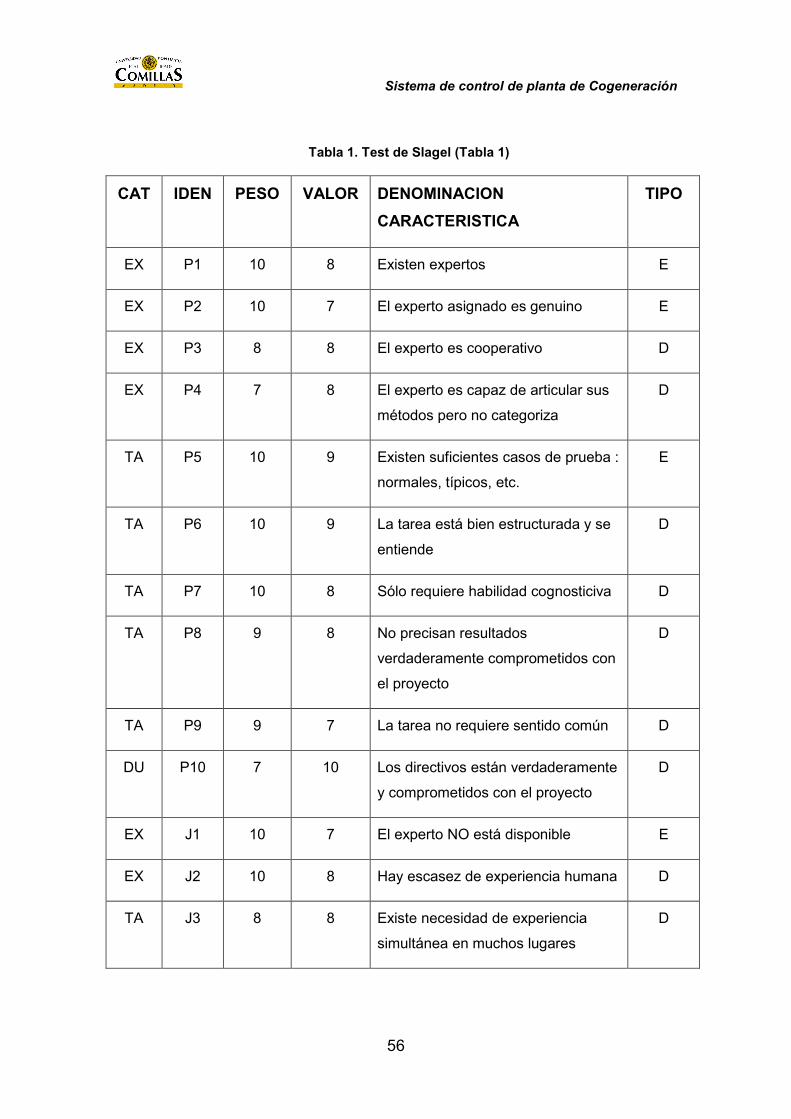
Tabla 1. Test de Slagel (Tabla 1)
CAT IDEN PESO VALOR DENOMINACION
CARACTERISTICA
TIPO
EX P1 10 8 Existen expertos E
EX P2 10 7 El experto asignado es genuino E
EX P3 8 8 El experto es cooperativo D
EX P4 7 8 El experto es capaz de articular sus
métodos pero no categoriza
D
TA P5 10 9 Existen suficientes casos de prueba :
normales, típicos, etc.
E
TA P6 10 9 La tarea está bien estructurada y se
entiende
D
TA P7 10 8 Sólo requiere habilidad cognosticiva D
TA P8 9 8 No precisan resultados
verdaderamente comprometidos con
el proyecto
D
TA P9 9 7 La tarea no requiere sentido común D
DU P10 7 10 Los directivos están verdaderamente
y comprometidos con el proyecto
D
EX J1 10 7 El experto NO está disponible E
EX J2 10 8 Hay escasez de experiencia humana D
TA J3 8 8 Existe necesidad de experiencia
simultánea en muchos lugares
D

Sistema de control de planta de Cogeneración
57
Tabla 2. Test de Slagel (Tabla 2)
CAT IDEN PESO VALOR DENOMINACION
CARACTERISTICA
TIPO
TA J4 10 7 Necesidad de experiencia en entornos
hostiles, penosos y/o poco gratificantes
E
TA J5 8 8 No existen soluciones alternativas
admisibles
E
DU J6 7 9 Se espera una alta tasa de recuperación
de la inversión
D
DU J7 8 8 Resuelve una tarea útil y necesaria E
EX A1 5 7 La experiencia del experto está poco
organizada
D
TA A2 6 10 Tiene valor práctica D
TA A3 7 9 Es más táctica que estratégica D
TA A4 7 8 Sirve a necesidades a largo plazo E
TA A5 5 10 La tarea, que no es demasiado fácil pero
es de conocimiento intensivo, tanto
propio del dominio, como de
manipulación de la información
D
TA A6 6 9 Es de tamaño manejable, y/o es posible
un enfoque gradual y/o una
descomposición en subtareas
independientes
D
Sistema de control de planta de Cogeneración
58
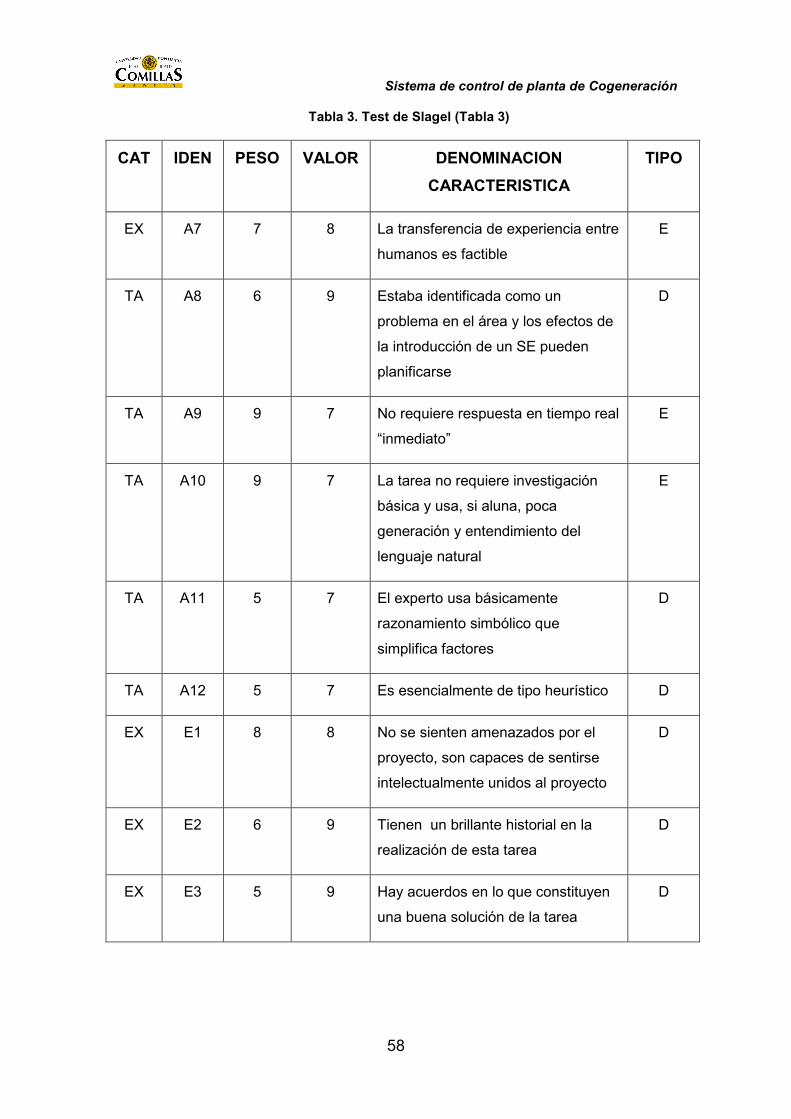
Tabla 3. Test de Slagel (Tabla 3)
CAT IDEN PESO VALOR DENOMINACION
CARACTERISTICA
TIPO
EX A7 7 8 La transferencia de experiencia entre
humanos es factible
E
TA A8 6 9 Estaba identificada como un
problema en el área y los efectos de
la introducción de un SE pueden
planificarse
D
TA A9 9 7 No requiere respuesta en tiempo real
“inmediato”
E
TA A10 9 7 La tarea no requiere investigación
básica y usa, si aluna, poca
generación y entendimiento del
lenguaje natural
E
TA A11 5 7 El experto usa básicamente
razonamiento simbólico que
simplifica factores
D
TA A12 5 7 Es esencialmente de tipo heurístico D
EX E1 8 8 No se sienten amenazados por el
proyecto, son capaces de sentirse
intelectualmente unidos al proyecto
D
EX E2 6 9 Tienen un brillante historial en la
realización de esta tarea
D
EX E3 5 9 Hay acuerdos en lo que constituyen
una buena solución de la tarea
D

Sistema de control de planta de Cogeneración
59
Tabla 4. Test de Slagel (Tabla 4)
CAT IDEN PESO VALOR DENOMINACION
CARACTERISTICA
TIPO
EX E4 5 7 La única justificación para dar un
paso en la solución es la calidad de
la solución final
D
EX E5 6 7 No hay un plazo de finalización
estricto, ni ningún otro proyecto
depende de esta tarea
D
TA E6 7 7 No está influenciada por vaivenes
políticos
E
TA E7 8 8 Existen ya SSEE que resuelvan esa
o parecidas tareas
D
TA E8 8 7 Hay cambios mínimos en los
procedimientos habituales
D
TA E9 5 8 Las soluciones son explicables o
interactivas
D
DU E11 6 10 Están mentalizados y tienen
expectativas realistas tanto en el
alcance como en las limitaciones
D
DU E12 7 8 No rechazan de plan esta tecnología E
DU E13 6 9 El sistema interactúa inteligente y
amistosamente con el usuario
D
DU E14 9 7 El sistema es capaz de explicar al
usuario su razonamiento
D

Sistema de control de planta de Cogeneración
60
Tabla 5. Test de Slagel (tabla 5)
CAT IDEN PESO VALOR DENOMINACION
CARACTERISTICA
TIPO
DU E15 8 9 La inserción del sistema se efectúa
sin traumas, es decir, apenas se
interfiere en la rutina cotidiana de la
empresa
D
DU E16 6 9 Están comprometidos durante toda la
duración del proyecto, incluso
después de su implantación
D
DU E17 8 8 Se efectúa una adecuada
transferencia de tecnología
D
Aplicando la fórmula de viabilidad:
Obtenemos un resultado de que nuestro proyecto tiene una viabilidad del
81.2%.
Sistema de control de planta de Cogeneración
61
2.5. ADQUISICIÓN DE DATOS
Para la adquisición de los datos necesarios para el desarrollo de este
proyecto, se ha necesitado la ayuda de varias personas expertas tanto en el
terreno de la industria maderera como en el terreno de plantas de
Cogeneración y sistema de automatismos industriales, como se ha mencionado
en apartados anteriores.
Ha sido una etapa clave para poder elaborar el proyecto. Se necesitaba
tener bien estructurada la información imprescindible, extrayéndola bien de
entrevistas como las que se adjuntan en el Anexos IV, o de la ayuda del director de este proyecto, Eduardo Santamaría, que ayudó ha establecer las
limitaciones e identificar el alcance del proyecto.
También ha sido necesario estudiar otras plantas de Cogeneración ya
implantadas en distintos sectores industriales en España con características
similares a la planta que se ha definido para este proyecto.
Los manuales de los distintos componentes del sistema de control, del
mismo modo, han contribuido a la adquisición de los conocimientos.
En todo momento se ha mantenido en contacto con la empresa cliente del
sistema control, por lo que se han facilitado muchos aspectos a la hora de
establecer necesidades en función de la actividad actual de la empresa, así
como desarrollar un interfaz o aplicación que solventara todos los requisitos
impuestos por la propia empresa.
Sistema de control de planta de Cogeneración
62
3. METODOLOGÍA DE TRABAJO
En este punto se va ha explica la metodología que se ha seguido para la
realización de este proyecto. Se comenzará explicando la metodología que se
ha seguido para la programación del PLC, y seguidamente se detallará el
lenguaje empleado para la elaboración de la aplicación software.
3.1. METODOLOGÍA PLC
Para trabajar con el PLC, hay que diferenciar dos herramientas que han
sido necesarias para su programación, pero a su vez complementarias una de
otra:
los diagramas GRAFCET
lenguaje SysWin 3.4
3.1.1 DIAGRAMAS GRAFCET
El GRAFCET surge en Francia a mediados de los años 70, debido a la
colaboración de varios fabricantes de autómatas, como Telemecanique, Aper,
AFCET (Asociación francesa para la cibernética, economía y técnica) y ADEPA
(Agencia nacional para el desarrollo de la producción automatizada).
“GRAFica de Control de Etapas de Transición”, actualmente es una
herramienta imprescindible cuando se trata de automatizar procesos
secuenciales de cierta complejidad con autómatas programables.
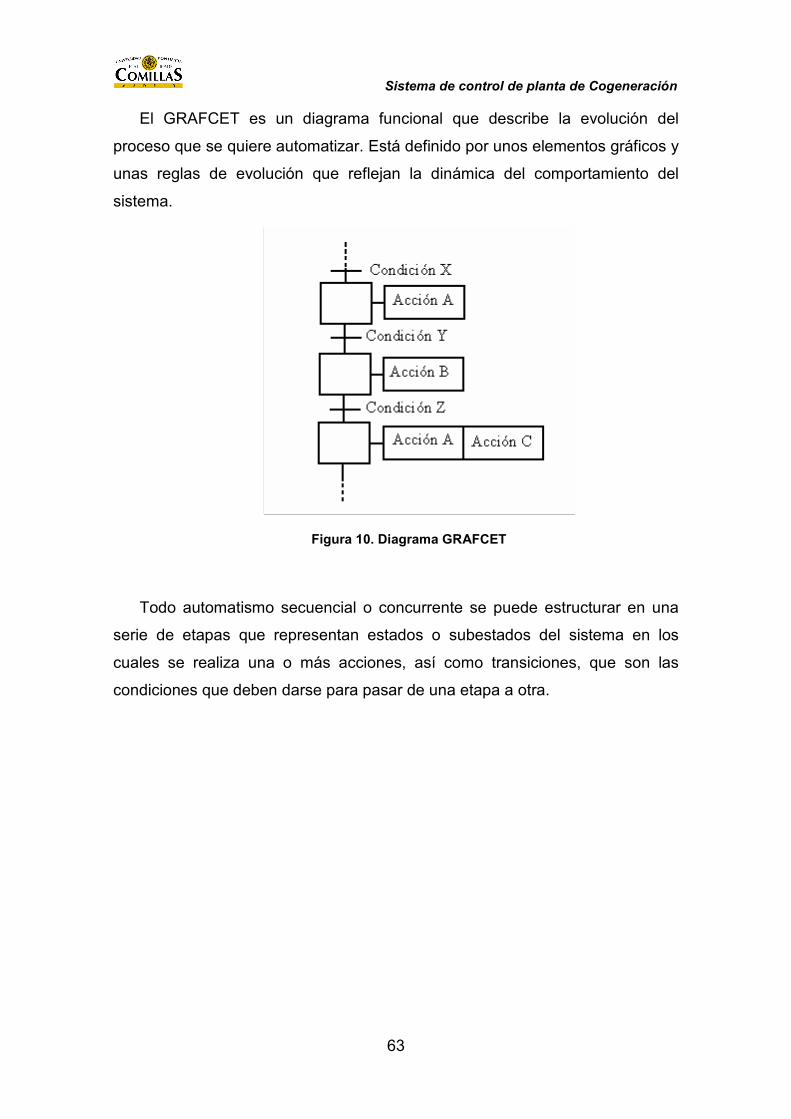
Sistema de control de planta de Cogeneración
63
El GRAFCET es un diagrama funcional que describe la evolución del
proceso que se quiere automatizar. Está definido por unos elementos gráficos y
unas reglas de evolución que reflejan la dinámica del comportamiento del
sistema.
Figura 10. Diagrama GRAFCET
Todo automatismo secuencial o concurrente se puede estructurar en una
serie de etapas que representan estados o subestados del sistema en los
cuales se realiza una o más acciones, así como transiciones, que son las
condiciones que deben darse para pasar de una etapa a otra.

Sistema de control de planta de Cogeneración
64
El GRAFCET debe hacer seguir el camino de por donde tiene que ir el
diagrama saltando de etapa a etapa cuando se cumpla la transición (o
transiciones), y todo ello eléctricamente.
La etapa inicial es la única diferente por que debe activarse en el primer
ciclo SCAN de la CPU al ponerse el autómata en RUN, y es la etapa de la cual
partirá todo el GRAFCET. Para iniciar esta etapa necesitamos un impulso
inicial para activar esta etapa.
Para realizar el programa correspondiente a un ciclo de trabajo en lenguaje
GRAFCET, se deberán tener en cuenta los siguientes principios básicos:
Se descompone el proceso en etapas que serán activadas una tras
otra.
A cada etapa se le asocia una o varias acciones que sólo serán
efectivas cuando la etapa esté activa.
Una etapa se activa cuando se cumple la condición de transición
El cumplimiento de una condición de transición implica la activación
de la etapa siguiente y la desactivación de la etapa precedente
En un GRAFCET podemos encontrarnos con tres tipos de secuencias:
Lineales
Con direccionamientos o alternativa
Simultáneas.
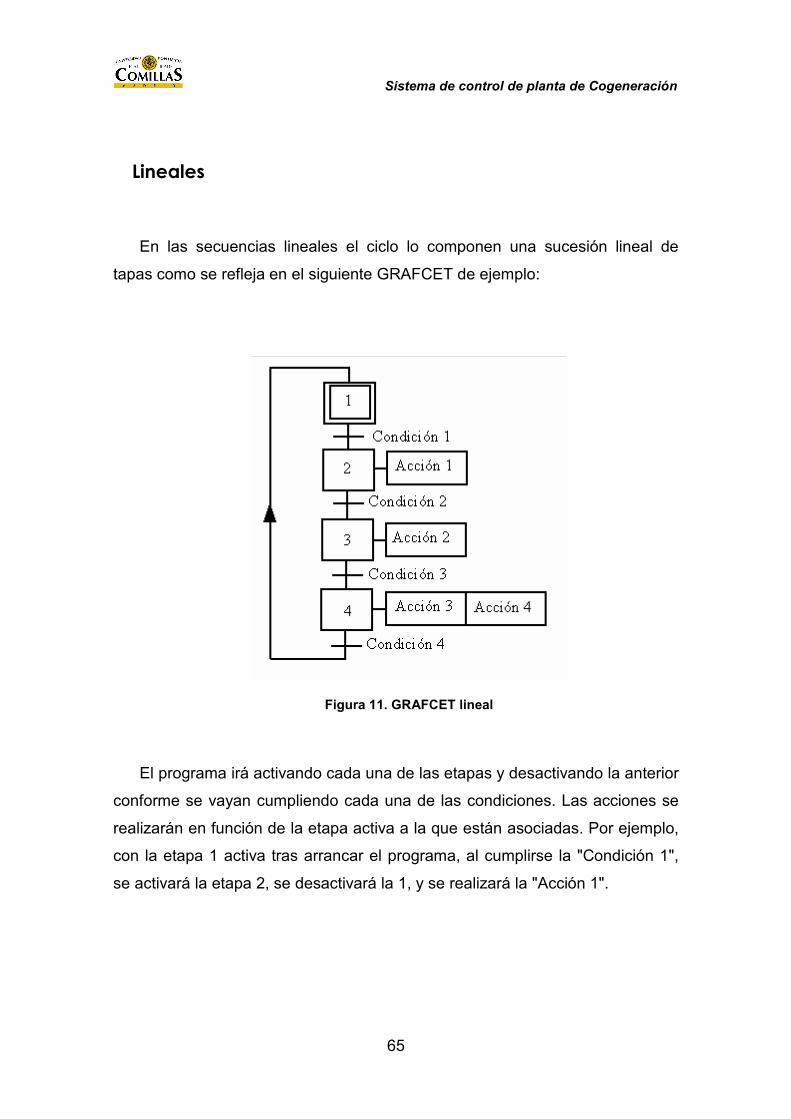
Sistema de control de planta de Cogeneración
65
Lineales
En las secuencias lineales el ciclo lo componen una sucesión lineal de
tapas como se refleja en el siguiente GRAFCET de ejemplo:
Figura 11. GRAFCET lineal
El programa irá activando cada una de las etapas y desactivando la anterior
conforme se vayan cumpliendo cada una de las condiciones. Las acciones se
realizarán en función de la etapa activa a la que están asociadas. Por ejemplo,
con la etapa 1 activa tras arrancar el programa, al cumplirse la "Condición 1",
se activará la etapa 2, se desactivará la 1, y se realizará la "Acción 1".

Sistema de control de planta de Cogeneración
66
Con direccionamiento
En un GRAFCET con direccionamiento el ciclo puede variar en función de
la condición que se cumpla. En el siguiente ejemplo a partir de la etapa inicial
se pueden seguir tres ciclos diferentes dependiendo de cual de las tres
condiciones (1, 2 ó 3) se cumpla, (sólo una de ellas puede cumplirse mientras
la etapa 1 esté activa):
Figura 12. GRAFCET con direccionamiento
Simultáneas
En las secuencias simultáneas varios ciclos pueden estar funcionando a la
vez por activación simultánea de etapas. En el siguiente ejemplo, cuando se
cumple la condición 1 las etapas 2, 3 y 4 se activan simultáneamente:
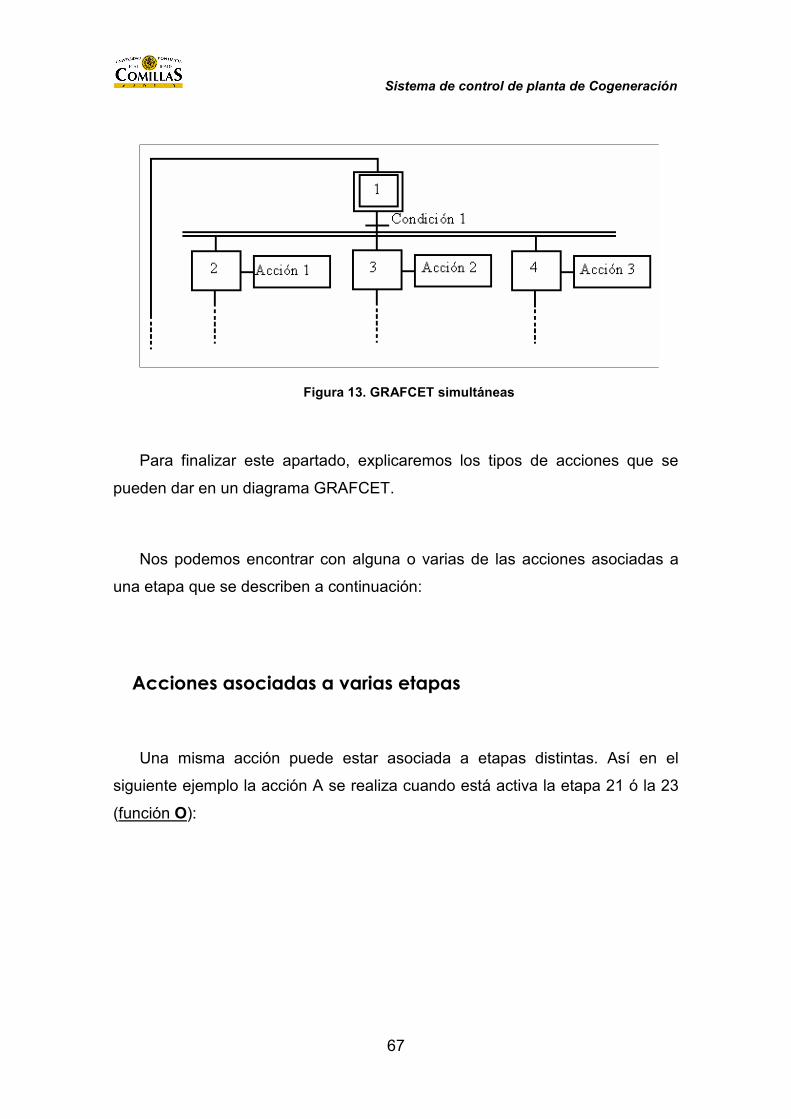
Sistema de control de planta de Cogeneración
67
Figura 13. GRAFCET simultáneas
Para finalizar este apartado, explicaremos los tipos de acciones que se
pueden dar en un diagrama GRAFCET.
Nos podemos encontrar con alguna o varias de las acciones asociadas a
una etapa que se describen a continuación:
Acciones asociadas a varias etapas
Una misma acción puede estar asociada a etapas distintas. Así en el
siguiente ejemplo la acción A se realiza cuando está activa la etapa 21 ó la 23
(función O):
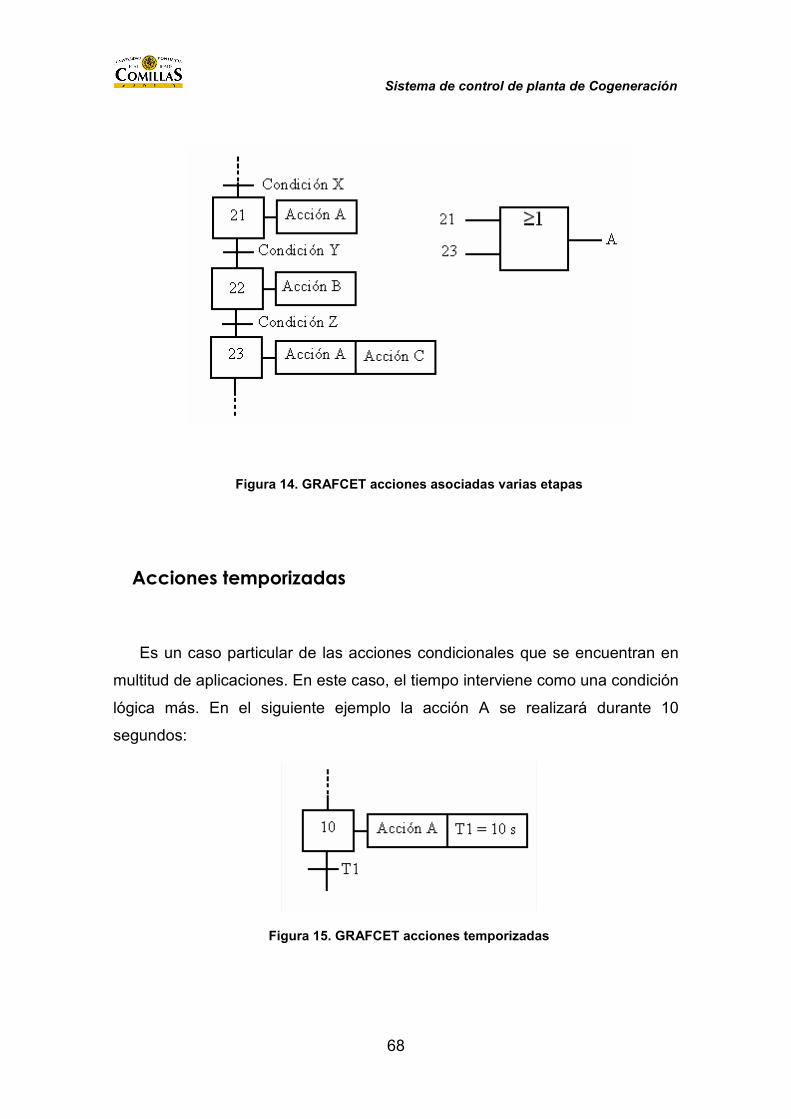
Sistema de control de planta de Cogeneración
68
Figura 14. GRAFCET acciones asociadas varias etapas
Acciones temporizadas
Es un caso particular de las acciones condicionales que se encuentran en
multitud de aplicaciones. En este caso, el tiempo interviene como una condición
lógica más. En el siguiente ejemplo la acción A se realizará durante 10
segundos:
Figura 15. GRAFCET acciones temporizadas

Sistema de control de planta de Cogeneración
69
Acciones condicionales
La ejecución de la acción se produce cuando además de encontrarse activa
la etapa a la que está asociada, se debe verificar una condición lógica
suplementaria (función Y):
Figura 16. GRAFCET acciones condicionales
Sistema de control de planta de Cogeneración
70
3.1.2 SYSWIN 3.4
SYSWIN fue el primer paquete de programación de autómatas
programables del mercado en entorno Windows.
La versión actual es una herramienta de software que integra a todos los
autómatas Omron (serie C y CV) y dispone de protección por software ("token")
y Hardware (Hard–lock).
SYSWIN explota al máximo todos los recursos de Windows, con un interfaz
gráfico muy fácil de usar y controlando hasta 5.000 entradas/salidas.
Las nuevas versiones amplían las comunicaciones a redes Ethernet
(gestión) y Controller Link (bus de campo) además de Sysmac Net, Sysmac
Link y RS–232C (directo/modem).
SYSWIN permite la elección del formato de programación, por ejemplo,
diagrama de relés, lista de instrucciones o diagrama de funciones.
Figura 17. Logo SysWin
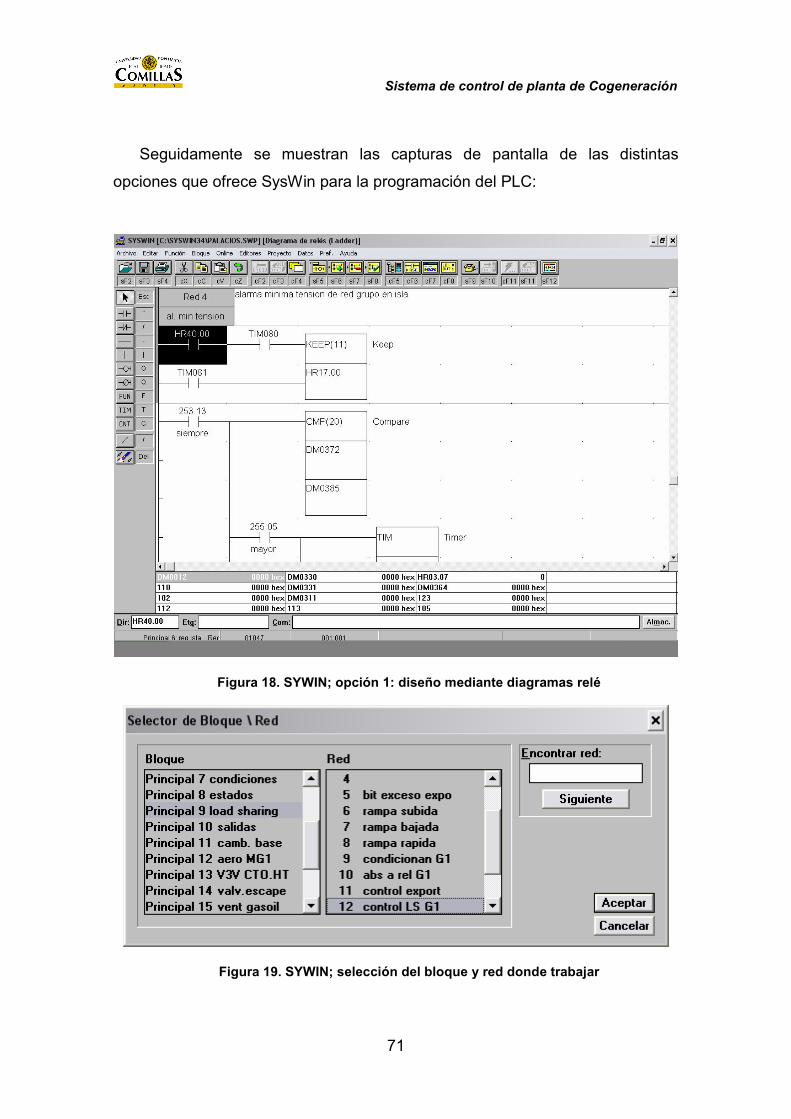
Sistema de control de planta de Cogeneración
71
Seguidamente se muestran las capturas de pantalla de las distintas
opciones que ofrece SysWin para la programación del PLC:
Figura 18. SYWIN; opción 1: diseño mediante diagramas relé
Figura 19. SYWIN; selección del bloque y red donde trabajar
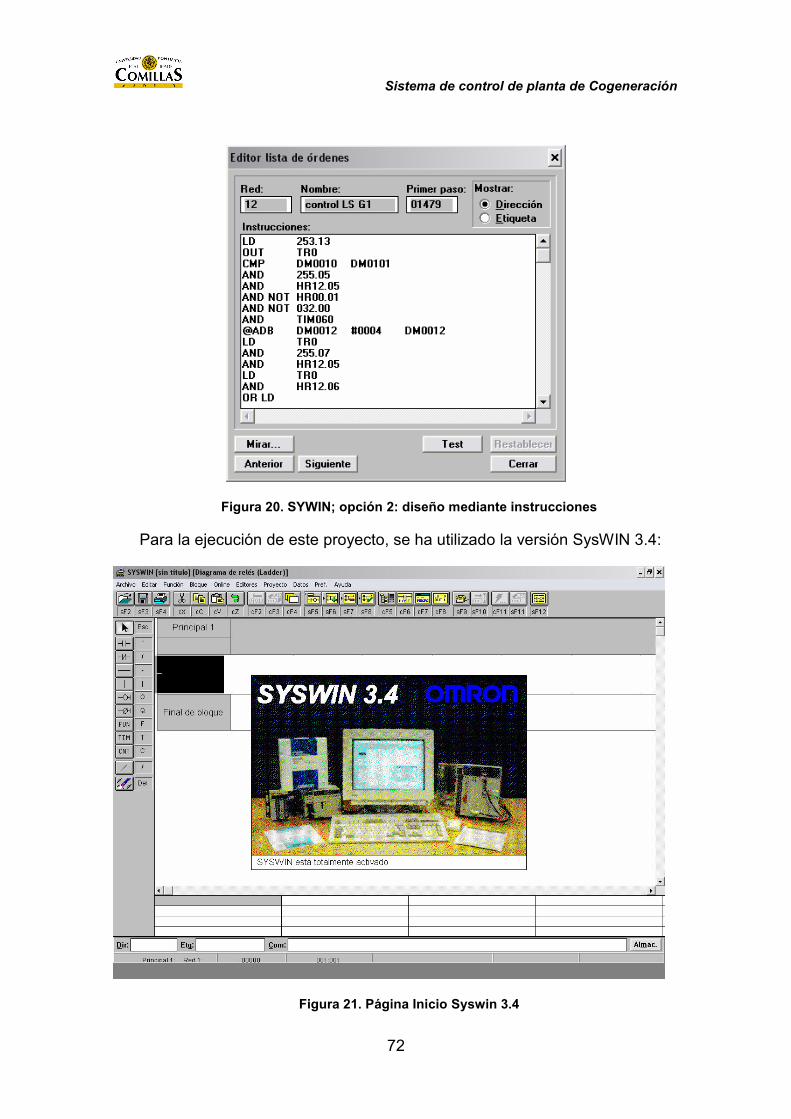
Sistema de control de planta de Cogeneración
72
Figura 20. SYWIN; opción 2: diseño mediante instrucciones
Para la ejecución de este proyecto, se ha utilizado la versión SysWIN 3.4:
Figura 21. Página Inicio Syswin 3.4
Sistema de control de planta de Cogeneración
73
El icono del programa es el que se muestra a continuación:
Figura 22. icono
Y los archivos que genera son del siguiente formato:
Figura 23. archivo .swp
Figura 24. archivo.swb

Sistema de control de planta de Cogeneración
74
3.2 Metodología SCADA: Visual Basic 6.0, Excel/Access 2003
A la hora de definir un sistema SCADA, se habló de los lenguajes
empleados para la codificación de la aplicación, todos ellos eran de uso común
como pueden ser Microsoft Visual Studio C®, Visual Basic®, etc. que a su vez
pueden emplear archivos de otras aplicaciones como pueden ser por ejemplo
hojas de cálculo Excel o tablas Access.
Para la realización del proyecto se ha utilizado la versión Microsoft Visual
Studio® 6.0 y Microsoft Office® 2003. Dentro de Visual Studio, el lenguaje de
programación manejado ha sido Visual Basic 6.0, y del paquete Office se han
utilizado hojas de cálculo Excel 2003 y tablas de datos Access 2003.
paquete Visual Studio 6.0 con el lenguaje empleado Visual Basic 6.0
Figura 25 Visual Studio
Sistema de control de planta de Cogeneración
75
3.2.1 Visual Basic 6.0
Visual Basic es un lenguaje de programación es dialecto de BASIC, con
importantes añadidos. Su primera versión fue presentada en 1991 con la
intención de simplificar la programación utilizando un ambiente de desarrollo
completamente gráfico que facilitara la creación de interfaces gráficas y en
cierta medida también la programación misma.
Características generales
Es un lenguaje de fácil aprendizaje, guiado por eventos, y centrado en un
motor de formularios poderoso que facilita el rápido desarrollo de aplicaciones
gráficas.
Figura 26. Paquete Office 2003 con las aplicaciones utilizadas Excel y Access

Sistema de control de planta de Cogeneración
76
Su principal innovación, que luego fue adoptada por otros lenguajes, fue el
uso de un tipo de dll, llamado inicialmente vbx y posteriormente ocx, que
permiten contener toda la funcionalidad de un control y facilitar su rápida
incorporación a los formularios.
Su sintaxis, derivada del antiguo BASIC, ha sido ampliada con el tiempo al
agregarse las características típicas de los lenguajes estructurados modernos.
Se ha agregado una implementación limitada de la Programación Orientada a
Objetos (los propios formularios y controles son objetos), aunque si que admite
el polimorfismo mediante el uso de los Interfaces no admite la herencia.
No requiere de manejo de punteros y posee un manejo muy sencillo de
cadenas de caracteres.
Posee varias bibliotecas para manejo de bases de datos, pudiendo
conectar con cualquier base de datos a través de ODBC (Informix, DBase,
Access, MySQL, SQL Server, PostgreSQL ,etc.) a través de ADO.
El compilador de Microsoft genera ejecutables que requieren una DLL para
que sus ejecutables funcionen, en algunos casos llamada MSVBVMxy.DLL
(acrónimo de "MicroSoft Visual Basic Virtual Machine x.y", siendo x.y la
versión) y en otros VBRUNXXX.DLL ("Visual Basic Runtime X.XX"), que provee
todas las funciones implementadas en el lenguaje.
Además existen un gran número de bibliotecas (DLL) que facilitan el acceso
a muchas funciones del sistema operativo y la integración con otras
aplicaciones.

Sistema de control de planta de Cogeneración
77
Estos son unos ejemplos de los ficheros generados por el programa Visual
Basic para este proyecto:
Figura 27. tipos de archivos VB
Sistema de control de planta de Cogeneración
78
Ventajas e inconvenientes del uso de Visual Basic
A continuación, se muestran las ventajas y desventajas de la programación
en este lenguaje:
Ventajas
� Permite programar un microcontrolador de forma BASIC*
� Visual Basic es un lenguaje simple y por tanto fácil de aprender.
� Su mayor facilidad radica en el dibujado de formularios, mediante el
arrastre de controles.
� La sintaxis es cercana al lenguaje humano.
� Es un lenguaje RAD, centrado en conseguir en el menor tiempo
posible los resultados deseados, por eso mismo su mayor uso está
en las pequeñas aplicaciones, como gestión de bares, empresas,
restaurantes...
� Tiene una ligera implementación de POO
� Permite el tratamiento de mensajes de Windows.
� Gran parte del trabajo en el diseño de formularios está realizado,
gracias a la gran gama de controles incorporados junto al lenguaje
que ahorran costes de tiempo de desarrollo.
� Soporta el uso de componentes COM y ActiveX.
� Permite crear controles personalizados fácilmente del mismo modo
que el diseño de formularios.
� Permite generar librerías dinámicas (DLL) ActiveX de forma nativa y
Win32 (no ActiveX, sin interfaz COM) mediante una reconfiguración
de su enlazador en el proceso de compilación.

Sistema de control de planta de Cogeneración
79
Inconvenientes
Es software propietario por parte de Microsoft, por tanto nadie que
no sea del equipo de desarrollo de esta compañía decide la
evolución del lenguaje.
Sólo existe un compilador e IDE, llamado igual que el lenguaje.
Sólo genera ejecutables para Windows.
No existe forma alguna de exportar el código a otras plataformas
fuera de Windows (al contrario que con los lenguajes .NET)
La sintaxis es bastante inflexible.
Los ejecutables generados son relativamente lentos.
Sólo permite el uso de funciones de librerías dinámicas (DLL) stdcall.
Para que los ejecutables que genera funcionen necesita una DLL
llamada MSVBVMxy.DLL: Microsoft Visual Basic Virtual Machine x.y
(versión). Provee todas las funciones y características
implementadas en el lenguaje.
Estos inconvenientes no afecta directamente al desarrollo del proyecto, la
elección de este lenguaje ha sido por las ventajas que ofrecía frente a otros
como era el caso de C o Programación Orientada a Objetos (POO).

Sistema de control de planta de Cogeneración
80
4. PROGRAMACIÓN DEL PLC
Para el desarrollo de la programación del PLC C200H-Alpha de Omron, se
han dividido las distintas funciones que debe controlar el propio PLC en
bloques, y cada bloque a su vez está compuesto por una o múltiples redes.
Primero se especificarán las características del PLC que se han tenido en
cuenta a la hora de programarlo. Después, en el siguiente apartado, se
especificarán los bloques que componen el código desarrollado.
4.1 Propiedades del PLC
4.1.1 CARACTERÍSTICAS PRINCIPALES DE PROGRAMACIÓN
A la hora de codificar un PLC, hay que tener en cuenta características
físicas como son el tamaño de palabra, rango de bits que ocupa cada espacio
de memoria, etc.
En la siguiente tabla2 se muestran estas características, elementales para
obtener un buen funcionamiento del PLC a la hora de su ejecución. Se
especifican los rangos de bits, el acrónimo ya la función de cada área de datos
del PLC.
2 tabla obtenida del libro Operation Manual de Omron del PLC C200H

Sistema de control de planta de Cogeneración
81
Figura 28. Cuadro características programación PLC
4.1.2 ESTRUCTURA DE LOS DATOS
La información que se transmite al PLC, debe ser enviada en tramas de 16
bits como se muestra en la siguiente figura:
Figura 29. trama de bits Esta información será enviada en forma binaria, y una vez que se quiere
obtener la información de la señal, se deberá transformar en hexadecimal o
decimal, la información que se requiera en el bit correspondiente según la
aplicación.

Sistema de control de planta de Cogeneración
82
En el Operation Manual del PLC C200H de Omron, vienen especificados
los distintos valores que obtienen las distintas señales y datos que maneja el
PLC, en función de la instrucción que está ejecutando o al dato que está
procesando.
(mirar bibliografía para mayor referencias)
4.1.3 ETIQUETAS
Una de las funciones que facilita el lenguaje SysWin, es el poder utilizar
etiquetas para las direcciones de memoria que se vayan a emplear con
frecuencia a la hora de programar.
A la dirección se le asigna una serie de caracteres ASCII, que pueden
hacer alusión al dato que almacena ese espacio de memoria.
Figura 30. Configuración etiquetas

Sistema de control de planta de Cogeneración
83
4.1.4 BLOQUES Y REDES
Se han programado un total de veinte bloques, los cuales se van a
especificar seguidamente, con sus respectivas redes y se mostrarán pequeños
fragmentos del código generado en algunas redes, como ejemplo del trabajo
realizado en la programación del PLC.
Bloque 1:Principal
1 red: carga del sistema
LD AR10.01
SYS 000 000 #2111
Bloque 2:Configuración de las tarjetas
27 redes: se han configurado todas las entradas analógicas
desde el rango 101 al 138.
OUT TR0
AND NOT 103.15
OUT TR1
CMP 103 #0FA0
AND 255.05 código de la tarjeta analógica 103
MOV #0FA0DM0103
LD TR1 AND 255.06
LD TR1
AND 255.07
OR LD
MOV 103 DM0103
LD TR0
AND 103.15
MOV #0000 DM0103
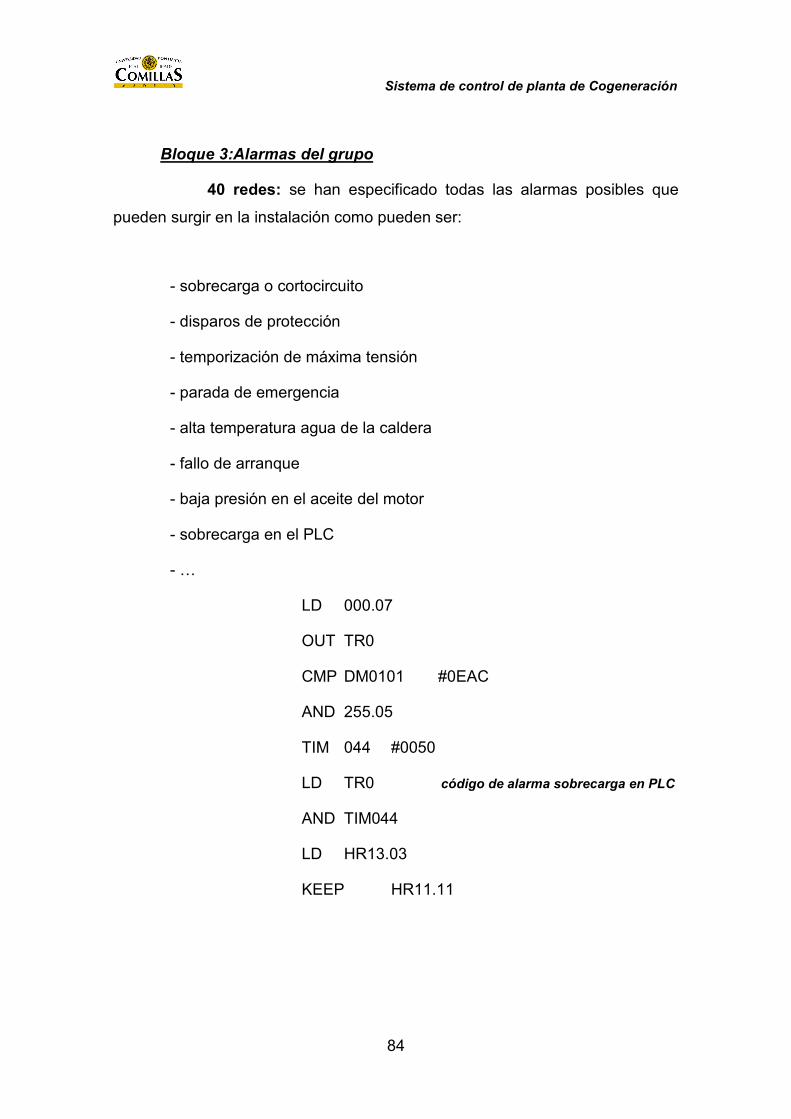
Sistema de control de planta de Cogeneración
84
Bloque 3:Alarmas del grupo
40 redes: se han especificado todas las alarmas posibles que
pueden surgir en la instalación como pueden ser:
- sobrecarga o cortocircuito
- disparos de protección
- temporización de máxima tensión
- parada de emergencia
- alta temperatura agua de la caldera
- fallo de arranque
- baja presión en el aceite del motor
- sobrecarga en el PLC
- …
LD 000.07
OUT TR0
CMP DM0101 #0EAC
AND 255.05
TIM 044 #0050
LD TR0 código de alarma sobrecarga en PLC
AND TIM044
LD HR13.03
KEEP HR11.11

Sistema de control de planta de
Cogeneración
85
Bloque 4:Alarmas de la red eléctrica
17 redes: se han indicado las alarmas que pueden provenir de la
red eléctrica, como por ejemplo fallo en uno de los trafos, disparo de
protección de relés, etc.
LD NOT 001.13
LD HR16.14
OR TIM007 disparo de las protecciones del relé 50
51
OR TIM008
KEEP HR16.02
Bloque 5:Alarmas auxiliares
26 redes: en este bloque se controlan las diferentes alarmas que
pueden surgir de elementos como son las bombas de la caldera, los
ventiladores, el flujo de la caldera, como el incendio del motor.
LD 011.02 incendio del motor
LD HR02.14
KEEP HR19.00
Bloque 6: Regulación grupo en isla por baja tensión de red
5 redes: la red principal en este bloque es la encargada de realizar la
conversión de (0-400) a (75-115).
LD 253.13 conversión de la tensión
DVB DM0107 #0064 DM0370
ADB DM0370 #004B DM0372

Sistema de control de planta de
Cogeneración
86
Bloque 7: Condiciones
25 redes: indican las condiciones que se deben cumplir para actuar
de un modo u otro, según la acción que se acabe de realizar.
LD HR12.03
AND NOT 000.15 espera en reposo
AND NOT 000.00
OUT HR14.15
Bloque 8: Estados
13 redes: se especifican los estados en los que se puede encontrar
el motor generador. Estos son:
- reposo
- arranque
- ralenti
- sincronizado
- fallo de arranque
- carga
- fallo de sincronización
- vacío
- parada
LD HR14.10
LD HR12.01
OR HR12.02
OR HR12.03
OR HR12.04
LD HR12.08
LD NOT HR13.01
OR HR13.00
AND LD
OR LD
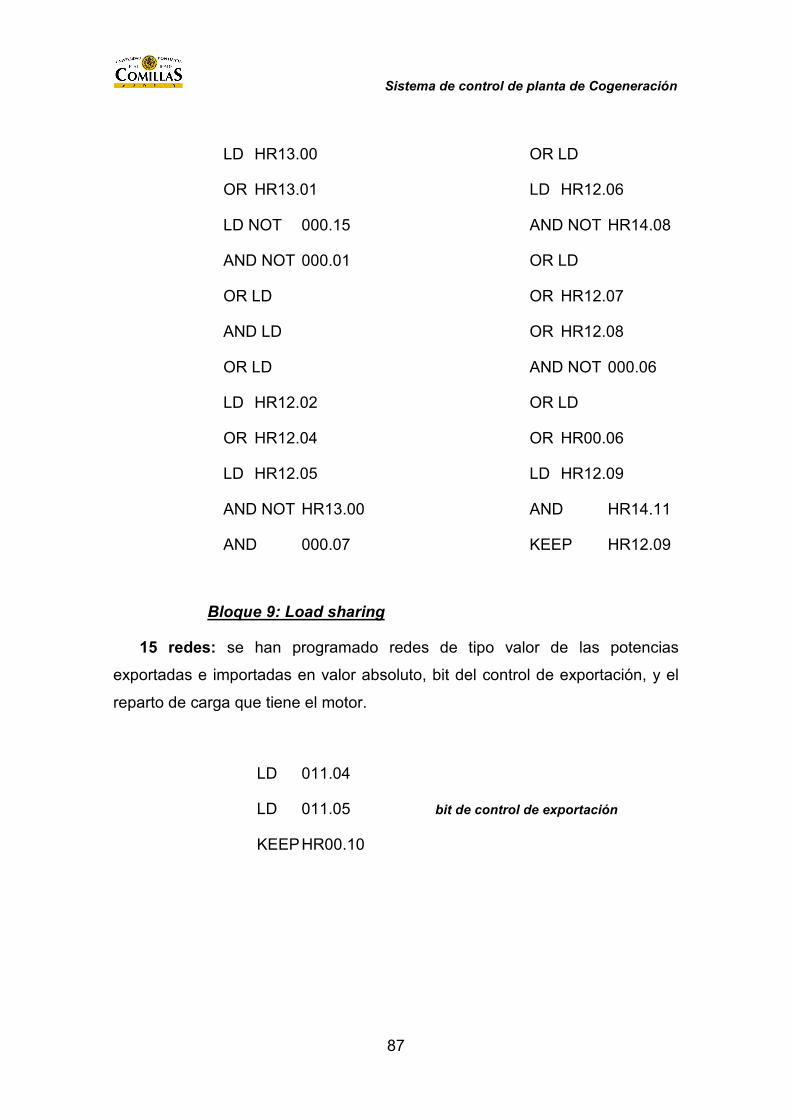
Sistema de control de planta de Cogeneración
87
LD HR13.00
OR HR13.01
LD NOT 000.15
AND NOT 000.01
OR LD
AND LD
OR LD
LD HR12.02
OR HR12.04
LD HR12.05
AND NOT HR13.00
AND 000.07
OR LD
LD HR12.06
AND NOT HR14.08
OR LD
OR HR12.07
OR HR12.08
AND NOT 000.06
OR LD
OR HR00.06
LD HR12.09
AND HR14.11
KEEP HR12.09
Bloque 9: Load sharing
15 redes: se han programado redes de tipo valor de las potencias
exportadas e importadas en valor absoluto, bit del control de exportación, y el
reparto de carga que tiene el motor.
LD 011.04
LD 011.05 bit de control de exportación
KEEP HR00.10

Sistema de control de planta de Cogeneración
88
Bloque 10: Salidas digitales
31 redes: se han configurado las salidas que manda el PLC a los distintos
componentes del sistema, como pueden ser las siguientes:
- arranque del grupo
- parada del grupo
- sincronización del motor
- marcha de los aeros
- funcionamiento de las bombas de la caldera
- …
LD HR03.06
LD 037.11
LD 037.10
AND HR18.07 marcha aero 3
OR LD
AND LD
AND NOT HR19.00
OUT 014.01
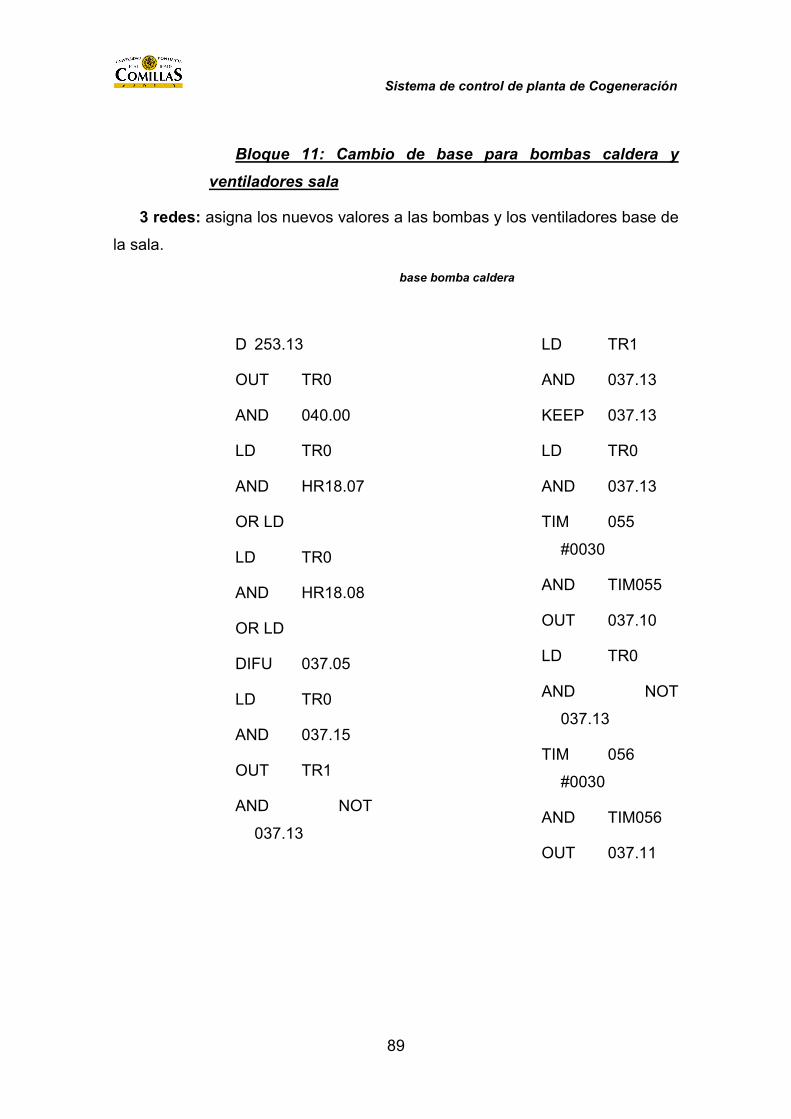
Sistema de control de planta de Cogeneración
89
Bloque 11: Cambio de base para bombas caldera y
ventiladores sala
3 redes: asigna los nuevos valores a las bombas y los ventiladores base de
la sala.
base bomba caldera
D 253.13
OUT TR0
AND 040.00
LD TR0
AND HR18.07
OR LD
LD TR0
AND HR18.08
OR LD
DIFU 037.05
LD TR0
AND 037.15
OUT TR1
AND NOT
037.13
LD TR1
AND 037.13
KEEP 037.13
LD TR0
AND 037.13
TIM 055
#0030
AND TIM055
OUT 037.10
LD TR0
AND NOT
037.13
TIM 056
#0030
AND TIM056
OUT 037.11

Sistema de control de planta de Cogeneración
90
Bloque 12: Regulación de aero MG1
30 redes: este bloque es el encargado de ajustar los parámetros al sistema
de refrigeración del motor generador. Controla los valores que le pasan los
controladores PID de los circuitos de HT y LT, pone en marcha los aeros
necesarios según la temperatura que alcance el motor, etc.
LD NOT HR04.01
OUT TR0
COLL DM0123 DM0750 DM0790
AND 255.03
OUT HR04.02 PID aero circuito HT
LD TR0
AND 255.04
OUT HR04.03
Bloque 13: Regulación válvula 3 vías circuito HT
6 redes: se ha programado la regulación de la válvula de 3 vías situada en
el circuito de Alta Temperatura (HT).
LD 253.13
OUT TR0
AND NOT 129.01 salida de PID de V3V
MOV DM0990 111
LD TR0
AND 129.01
MOV #0FFF111
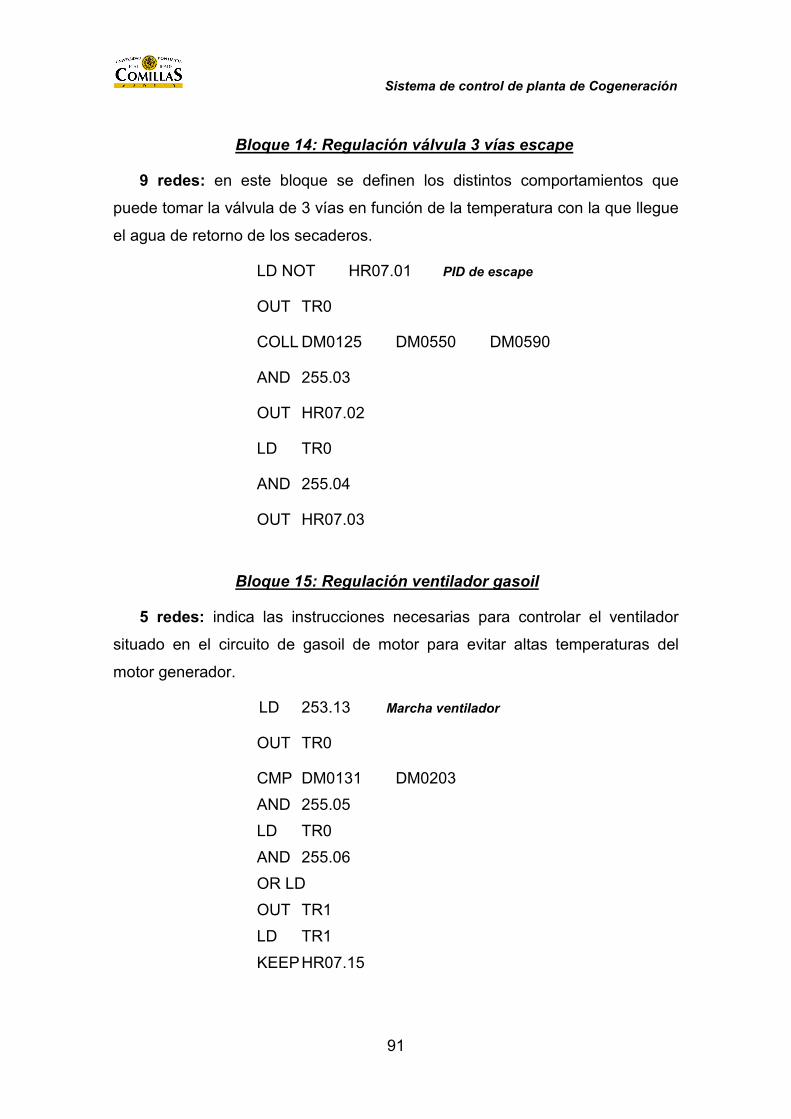
Sistema de control de planta de Cogeneración
91
Bloque 14: Regulación válvula 3 vías escape
9 redes: en este bloque se definen los distintos comportamientos que
puede tomar la válvula de 3 vías en función de la temperatura con la que llegue
el agua de retorno de los secaderos.
LD NOT HR07.01 PID de escape
OUT TR0
COLL DM0125 DM0550 DM0590
AND 255.03
OUT HR07.02
LD TR0
AND 255.04
OUT HR07.03
Bloque 15: Regulación ventilador gasoil
5 redes: indica las instrucciones necesarias para controlar el ventilador
situado en el circuito de gasoil de motor para evitar altas temperaturas del
motor generador.
LD 253.13 Marcha ventilador
OUT TR0
CMP DM0131 DM0203
AND 255.05
LD TR0
AND 255.06
OR LD
OUT TR1
LD TR1
KEEP HR07.15
Sistema de control de planta de Cogeneración
92
Bloque 16: Horario
13 redes: se programan las horas de funcionamiento de la planta, en
función de los días de la semana, las horas y según la cantidad de Kw se
hayan exportado.
LD 040.06
OUT TR0
CMP DM0221
DM0460
AND 255.07
LD TR0
AND 255.06
OR LD
OUT 047.00
LD TR0
AND 255.05
OUT TR1
CMP DM0221
DM0461
AND 255.07
LD TR1
AND 255.06
OR LD
OUT 047.01
LD TR1
AND 255.05
OUT TR2
CMP DM0221
DM0462
AND 255.07
LD TR2
AND 255.06
OR LD
OUT 047.02
LD TR2
AND 255.05
OUT 047.03
Sistema de control de planta de Cogeneración
93
Bloque 17: Contadores
33 redes: es uno de los bloques con mayor número de redes, y uno de los
más importantes. Es el encargado de llevar el control de los contadores de toda
la instalación de la Cogeneración: contador horas totales de funcionamiento del
motor, la cantidad de basura eléctrica que ha sido exportada, contador de los
litros de agua que temperaturas altas, contador del gasoil del motor, etc
.
LD 010.02 contador gasoil motor
@ADB DM0329 #0001 DM0329
Bloque 18: Pantalla táctil
9 redes: el PLC se encuentra en un armario que posee una pantalla táctil
en la puerta para poder tener información directamente del PLC. Por este
motivo, habrá que configurar las distintas instrucciones que le pueden llegar
desde la pantalla. Las funciones que se pueden realizar desde la pantalla táctil
son: cambiar hora al PLC, modificar los parámetros mediante una clave, y
visualizar los distintos interruptores.
LD 253.13 cambio de hora PLC
OUT TR0
CMP DM0800 #00D3
AND 255.05
LD TR0
AND 255.06
OR LD
OUT TR1
LD TR1
KEEP AR21.14
Sistema de control de planta de Cogeneración
94
Bloque 19: Módulo conversión
3 redes: convierte los caracteres ASCII en hexadecimal.
LD 253.13 ASCII a Hex
ADB DM0500 #0032 DM0505
ADB DM0510 #0032 DM0515
ADB DM0520 #0032 DM0525
ADB DM0530 #0032 DM0535
ADB DM0540 #0032 DM0545
ADB DM0550 #0032 DM0555
ADB DM0560 #0032 DM0565
Bloque 20: End
1 red: indica el fin de los bloques de definición del PLC
END
El resto de bloques e instrucciones que componen la programación del
PLC, están incluido en el programa del mismo que se podrá encontrar en el CD
adjuntos a la memoria en la contraportada.
Sistema de control de planta de Cogeneración
95
5. MANUAL USUARIO SISTEMA DE ADQUISICIÓN DE
DATOS SCADA
El sistema que se ha desarrollado para monitorizar el proceso de control del
PLC, es un programa fácil de usar que no requiere ningún conocimiento sobre
informática previo a su uso.
Las pantallas que dispone el sistema son las siguientes:
� pantalla de inicio
� diagrama unifilar
� parámetros
� históricos de datos
� alarmas
� datos motor
� sinóptico
� rendimientos
� base de datos
En la parte de debajo de cada pantalla, hay un menú por el cuál se puede
acceder a las distintas pantallas existentes de una forma rápida y sencilla.

Sistema de control de planta de Cogeneración
96
Figura 31. Pantalla de inicio
Esta pantalla aparece cuando se ejecuta el programa. Es una simple
página de inicio en la que aparecen fotos de la empresa cliente. Se puede
personalizar según desee el usuario, añadiendo los anagramas de la empresa
u otros motivos.
En la parte inferior, tal como nos referíamos anteriormente, se encuentra el
menú por el que seleccionaremos la pantalla a la cual se quiere acceder.

Sistema de control de planta de Cogeneración
97
Figura 32. Modificación de parámetros
En esta pantalla, se pueden modificar los datos que vienen especificados.
Si se quiere acceder a más información sobre los distintos PID’s instalados en
la planta de Cogeneración, solamente hay que pulsar en el botón .
Además de los parámetros de motor y de los PID’s de regulación, se
pueden modificar datos referentes a la bomba de caldera y los gases de
escape.
A continuación mostramos las pantallas de información de los parámetros
más detalladamente:
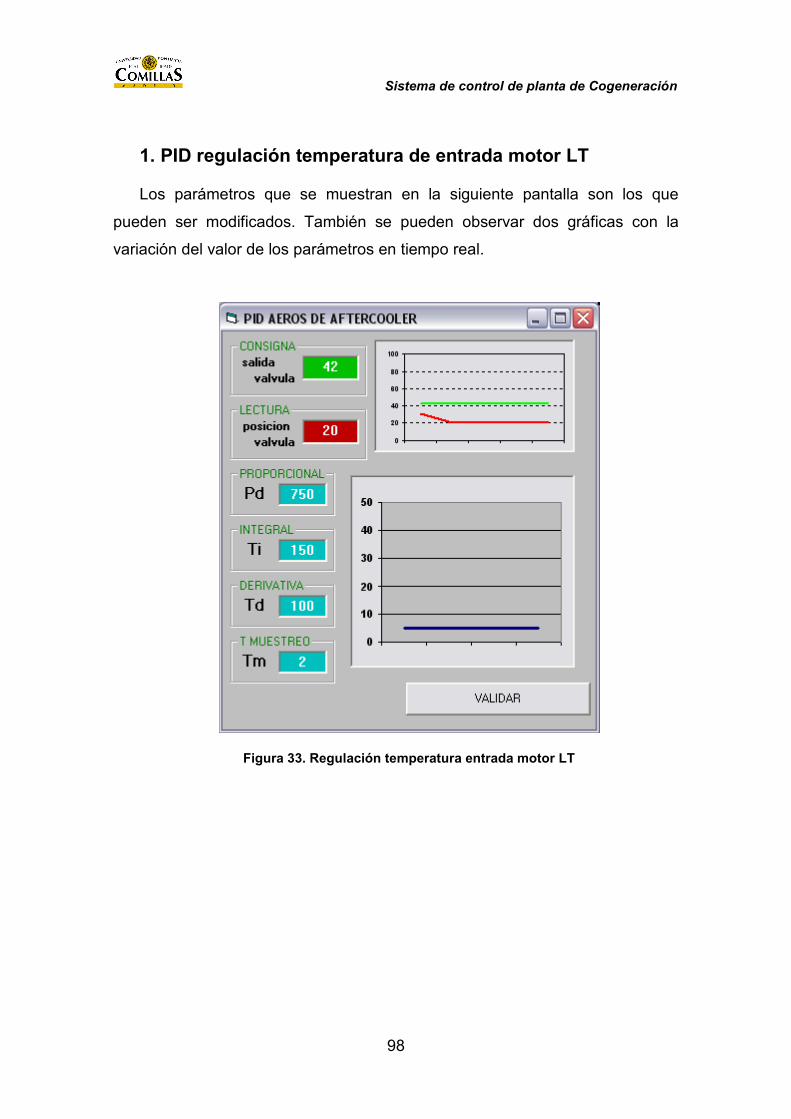
Sistema de control de planta de Cogeneración
98
1. PID regulación temperatura de entrada motor LT
Los parámetros que se muestran en la siguiente pantalla son los que
pueden ser modificados. También se pueden observar dos gráficas con la
variación del valor de los parámetros en tiempo real.
Figura 33. Regulación temperatura entrada motor LT
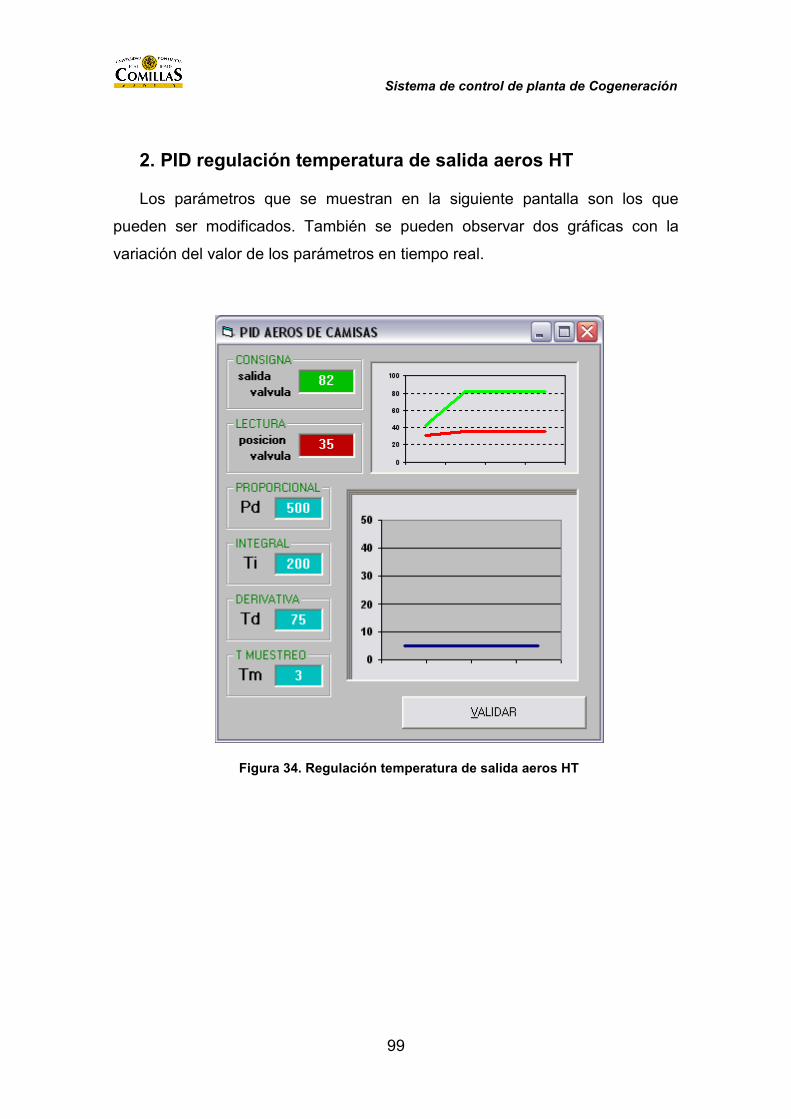
Sistema de control de planta de Cogeneración
99
2. PID regulación temperatura de salida aeros HT
Los parámetros que se muestran en la siguiente pantalla son los que
pueden ser modificados. También se pueden observar dos gráficas con la
variación del valor de los parámetros en tiempo real.
Figura 34. Regulación temperatura de salida aeros HT

Sistema de control de planta de Cogeneración
100
3. PID regulación de escape retorno de secaderos
Los parámetros que se muestran en la siguiente pantalla son los que
pueden ser modificados. También se pueden observar dos gráficas con la
variación del valor de los parámetros en tiempo real.
Figura 35. Regulación de escape de secaderos
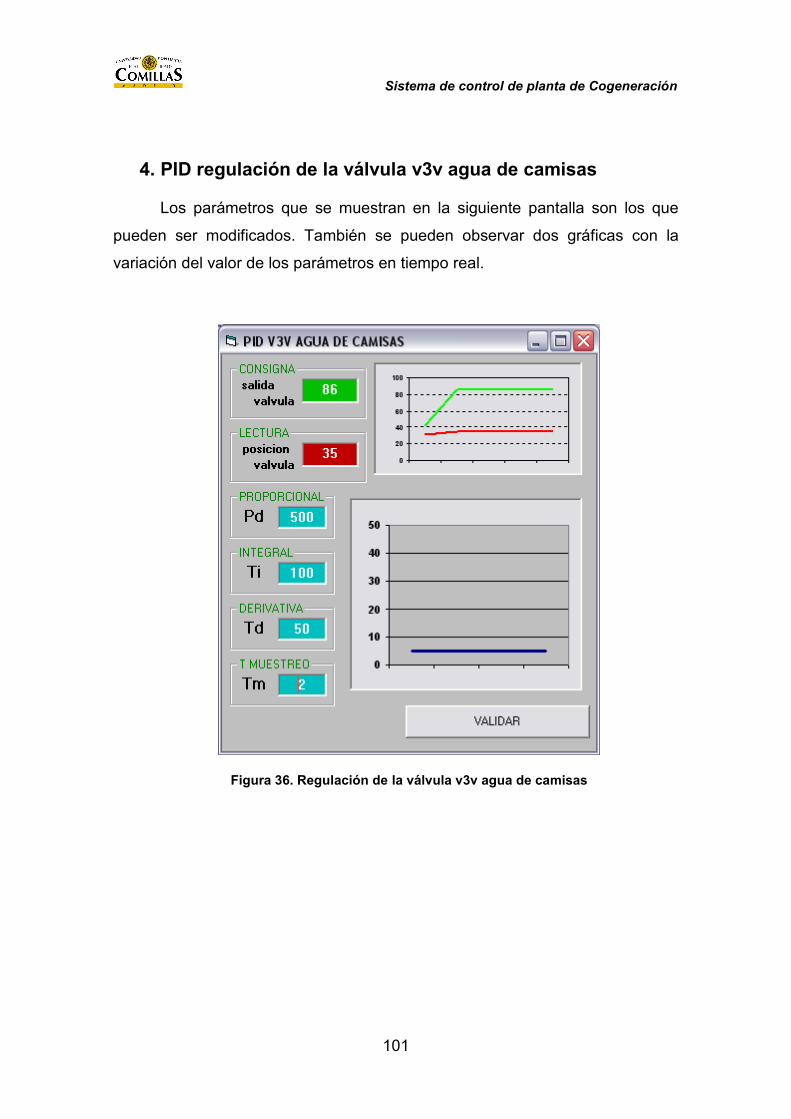
Sistema de control de planta de Cogeneración
101
4. PID regulación de la válvula v3v agua de camisas
Los parámetros que se muestran en la siguiente pantalla son los que
pueden ser modificados. También se pueden observar dos gráficas con la
variación del valor de los parámetros en tiempo real.
Figura 36. Regulación de la válvula v3v agua de camisas
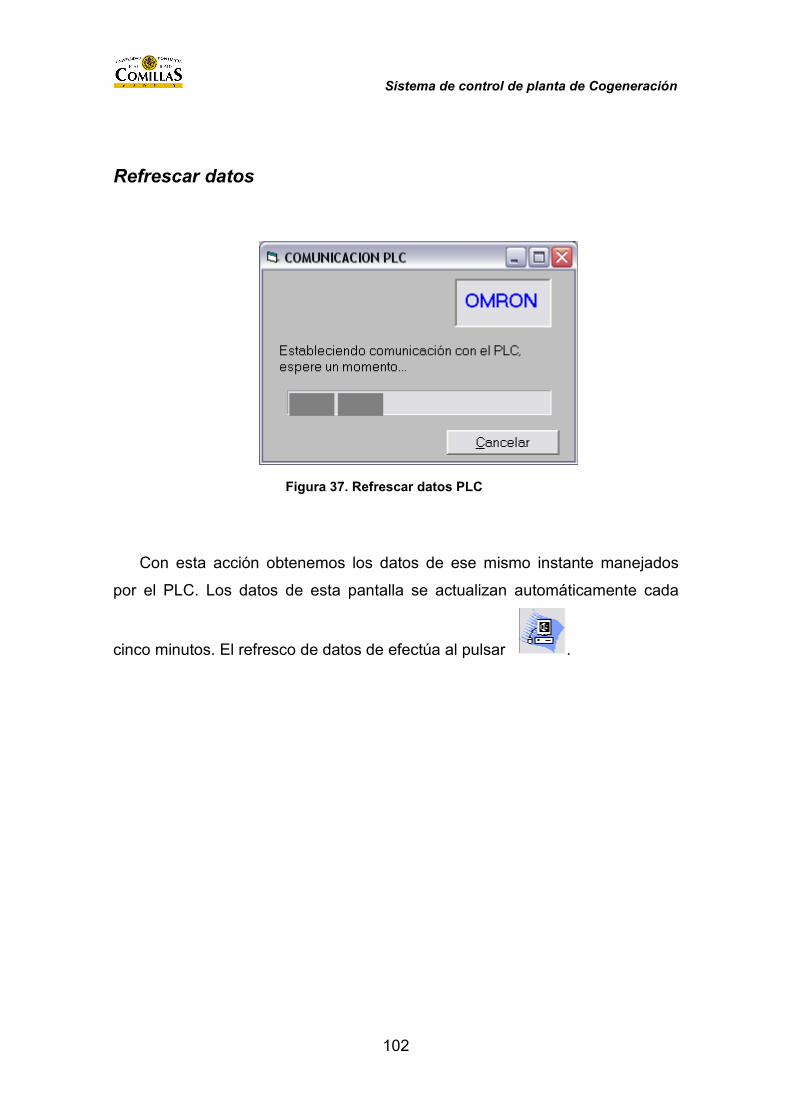
Sistema de control de planta de Cogeneración
102
Refrescar datos
Con esta acción obtenemos los datos de ese mismo instante manejados
por el PLC. Los datos de esta pantalla se actualizan automáticamente cada
cinco minutos. El refresco de datos de efectúa al pulsar .
Figura 37. Refrescar datos PLC
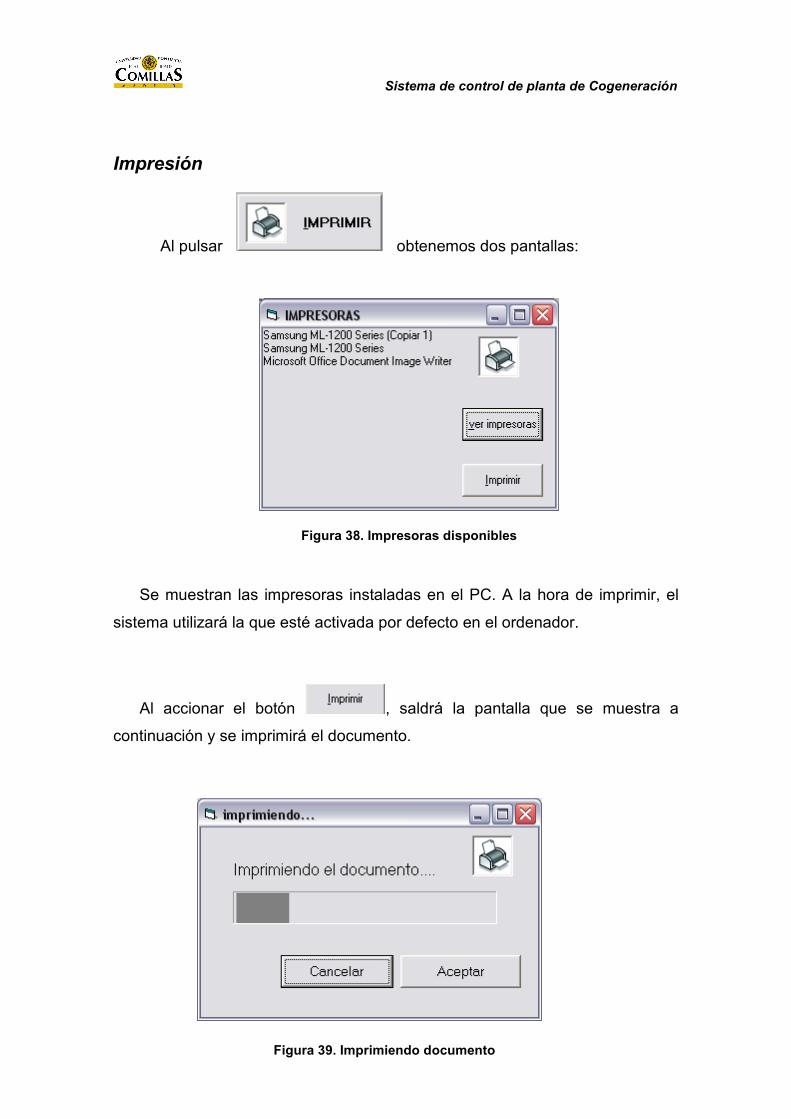
Sistema de control de planta de Cogeneración
103
Impresión
Al pulsar obtenemos dos pantallas:
Figura 38. Impresoras disponibles
Se muestran las impresoras instaladas en el PC. A la hora de imprimir, el
sistema utilizará la que esté activada por defecto en el ordenador.
Al accionar el botón , saldrá la pantalla que se muestra a
continuación y se imprimirá el documento.
Figura 39. Imprimiendo documento
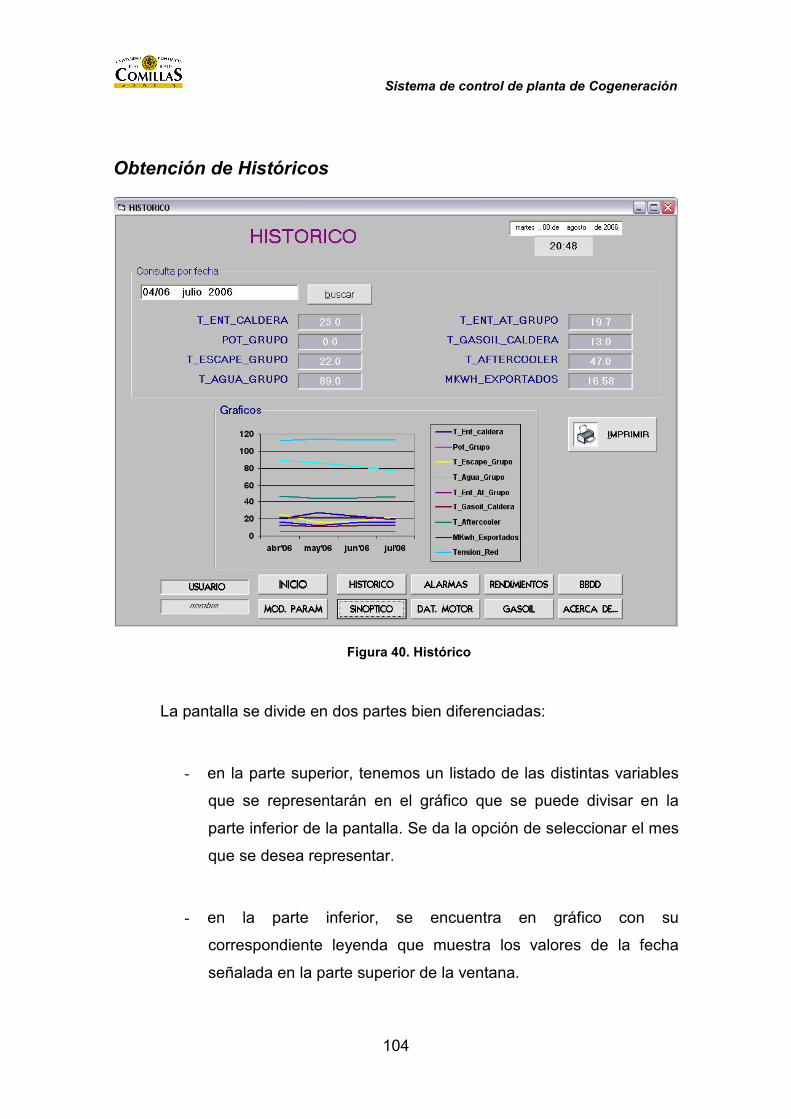
Sistema de control de planta de Cogeneración
104
Obtención de Históricos
Figura 40. Histórico
La pantalla se divide en dos partes bien diferenciadas:
- en la parte superior, tenemos un listado de las distintas variables
que se representarán en el gráfico que se puede divisar en la
parte inferior de la pantalla. Se da la opción de seleccionar el mes
que se desea representar.
- en la parte inferior, se encuentra en gráfico con su
correspondiente leyenda que muestra los valores de la fecha
señalada en la parte superior de la ventana.
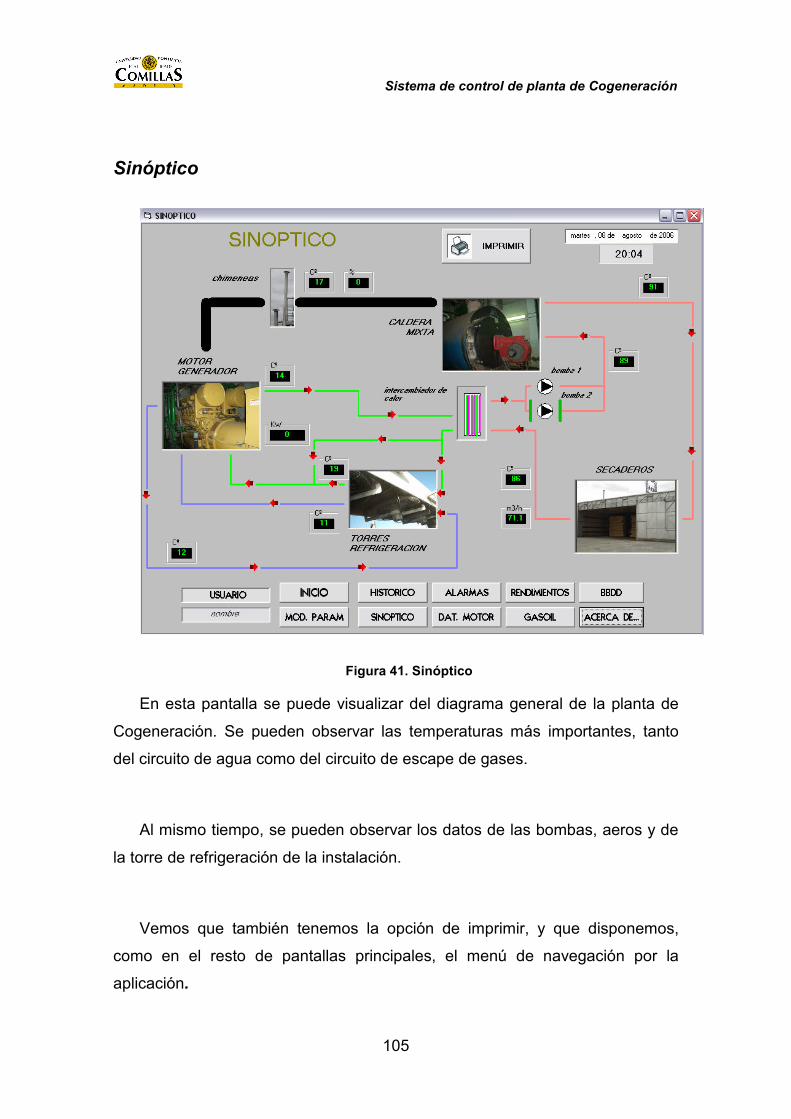
Sistema de control de planta de Cogeneración
105
Sinóptico
Figura 41. Sinóptico
En esta pantalla se puede visualizar del diagrama general de la planta de
Cogeneración. Se pueden observar las temperaturas más importantes, tanto
del circuito de agua como del circuito de escape de gases.
Al mismo tiempo, se pueden observar los datos de las bombas, aeros y de
la torre de refrigeración de la instalación.
Vemos que también tenemos la opción de imprimir, y que disponemos,
como en el resto de pantallas principales, el menú de navegación por la
aplicación.

Sistema de control de planta de Cogeneración
106
Alarmas
Figura 42. Alarmas
Esta pantalla también tiene dos apartados diferenciados.
En la parte superior, se muestran las alarmas que se han producido ese
mismo día.
En la parte inferior de la pantalla se gestionan las alarmas que se producen
en la instalación, almacenando en memoria la fecha y la hora exacta en la que
se produce la alarma.

Sistema de control de planta de Cogeneración
107
Si pulsamos el botón , accedemos a una pantalla como la
que se muestra seguidamente:
Figura 43. Histórico de alarmas
Muestra todo el histórico de alarmas que hay almacenado en memoria, y da
la posibilidad de imprimir el documento.
Para salir de esta pantalla, es suficiente con cerrar la ventana y volveremos
a la pantalla principal de alarmas.
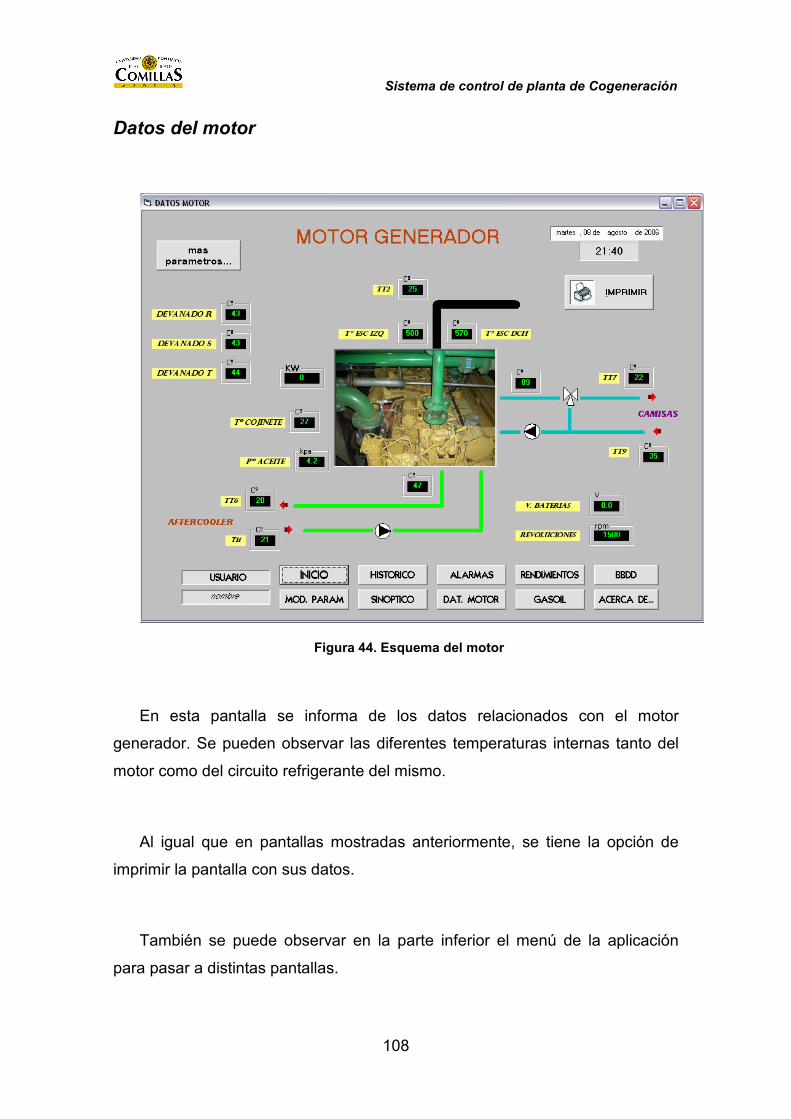
Sistema de control de planta de Cogeneración
108
Datos del motor
Figura 44. Esquema del motor
En esta pantalla se informa de los datos relacionados con el motor
generador. Se pueden observar las diferentes temperaturas internas tanto del
motor como del circuito refrigerante del mismo.
Al igual que en pantallas mostradas anteriormente, se tiene la opción de
imprimir la pantalla con sus datos.
También se puede observar en la parte inferior el menú de la aplicación
para pasar a distintas pantallas.

Sistema de control de planta de Cogeneración
109
Si se pulsa al botón pasamos a la siguiente pantalla:
Figura 45. Parámetros del motor
Estos son los parámetros del motor que se pueden modificar desde esta
ventana. Una vez que se introduzcan los datos, se deberá pulsar el botón
validar para que sean efectivos.

Sistema de control de planta de Cogeneración
110
Rendimientos
Figura 46.Rendimientos
Esta es la pantalla más importante a la hora de evaluar los datos generados
por la instalación.
Se calcula el rendimiento eléctrico parcial de la planta en un determinado
periodo de tiempo, previamente indicado en la parte superior izquierda.
Se tiene una lectura de la energía generada por el grupo, la energía
eléctrica activa exportada e importada de la red, la energía térmica generada,
el gasóleo consumido y el rendimiento equivalente
Como en casos anteriores, también existe la probabilidad de imprimir el
documento, al igual que se encuentra disponible el menú de navegación.

Sistema de control de planta de Cogeneración
111
Gasoil
Figura 47. Gasoil
Se muestran los datos referentes al consumo diario del motor y del quemador de la caldera para tener un mejor control del gasto que se está
produciendo y poder prevenir fugas o averías del circuito.
Tenemos la opción de imprimir documento y en la parte baja se encuentra
situado el menú de navegación de la aplicación.

Sistema de control de planta de Cogeneración
112
Base de Datos (BBDD)
Figura 48. Base de datos (campos)
Los datos que se muestran en rendimientos pueden ser almacenados en
bases de datos Access para tener almacenados los distintos históricos de los
rendimientos.
Una vez introducidos aquí los datos y pulsando el botón los
datos van a parar a una tabla de datos como la que se muestra en las
siguientes hojas:
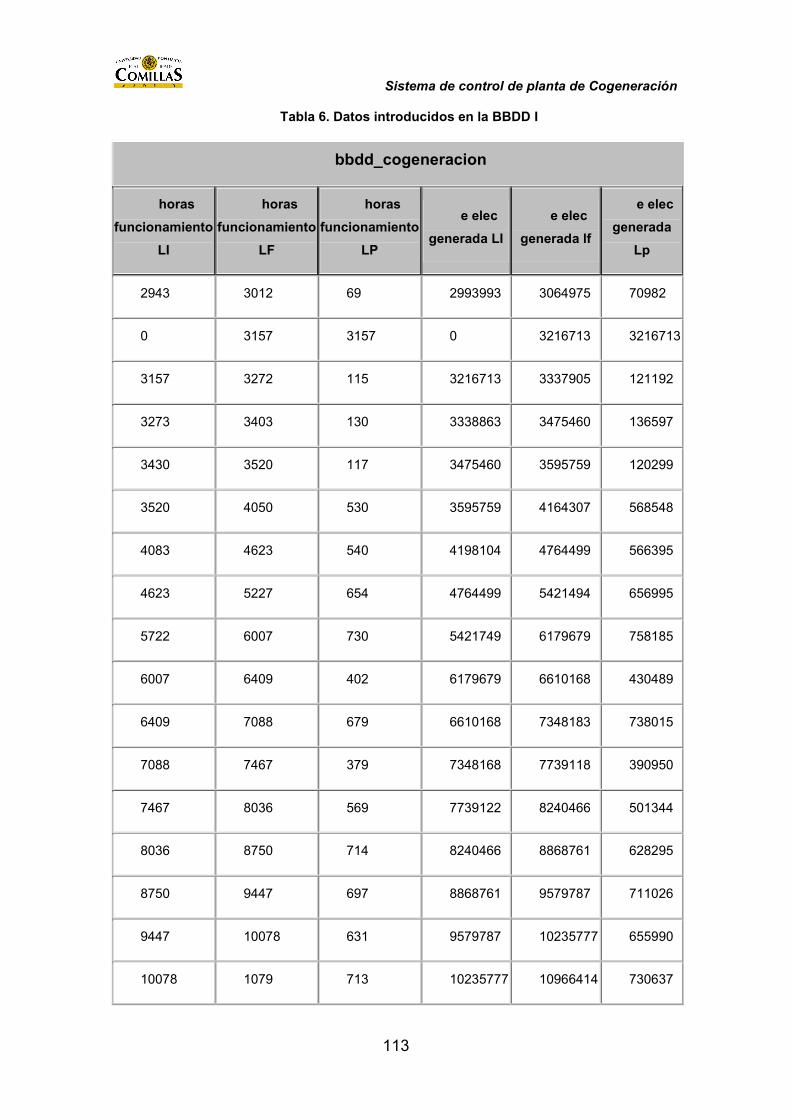
Sistema de control de planta de Cogeneración
113
Tabla 6. Datos introducidos en la BBDD I
bbdd_cogeneracion
horas
funcionamiento
LI
horas
funcionamiento
LF
horas
funcionamiento
LP
e elec
generada LI
e elec
generada lf
e elec
generada
Lp
2943 3012 69 2993993 3064975 70982
0 3157 3157 0 3216713 3216713
3157 3272 115 3216713 3337905 121192
3273 3403 130 3338863 3475460 136597
3430 3520 117 3475460 3595759 120299
3520 4050 530 3595759 4164307 568548
4083 4623 540 4198104 4764499 566395
4623 5227 654 4764499 5421494 656995
5722 6007 730 5421749 6179679 758185
6007 6409 402 6179679 6610168 430489
6409 7088 679 6610168 7348183 738015
7088 7467 379 7348168 7739118 390950
7467 8036 569 7739122 8240466 501344
8036 8750 714 8240466 8868761 628295
8750 9447 697 8868761 9579787 711026
9447 10078 631 9579787 10235777 655990
10078 1079 713 10235777 10966414 730637

Sistema de control de planta de Cogeneración
114
bbdd_cogeneracion
horas
funcionamiento
LI
horas
funcionamiento
LF
horas
funcionamiento
LP
e elec
generada LI
e elec
generada lf
e elec
generada
Lp
10971 11313 522 10966414 11513046 546635
11313 11909 596 11513046 12135866 640820
11909 12475 566 12153852 12768680 614828
0 13234 13234 0 13587009 1357009
13234 13598 364 13587009 13950789 363780
13598 14293 695 13950789 14684233 733533
14293 14977 684 14684310 1532972 639660
14977 15455 478 15323968 15752391 428423
15455 16195 740 15752395 16335387 582992
16195 16911 716 16335391 16973132 637741
16911 17650 739 16973132 17713670 740538
17650 18313 663 17713670 18388508 674838
18447 18820 373 18521400 1887716 366316
18820 19534 714 18887716 19546912 659196
19534 20239 705 19546900 20194036 647136
Tabla 7. Datos introducidos en la BBDD II
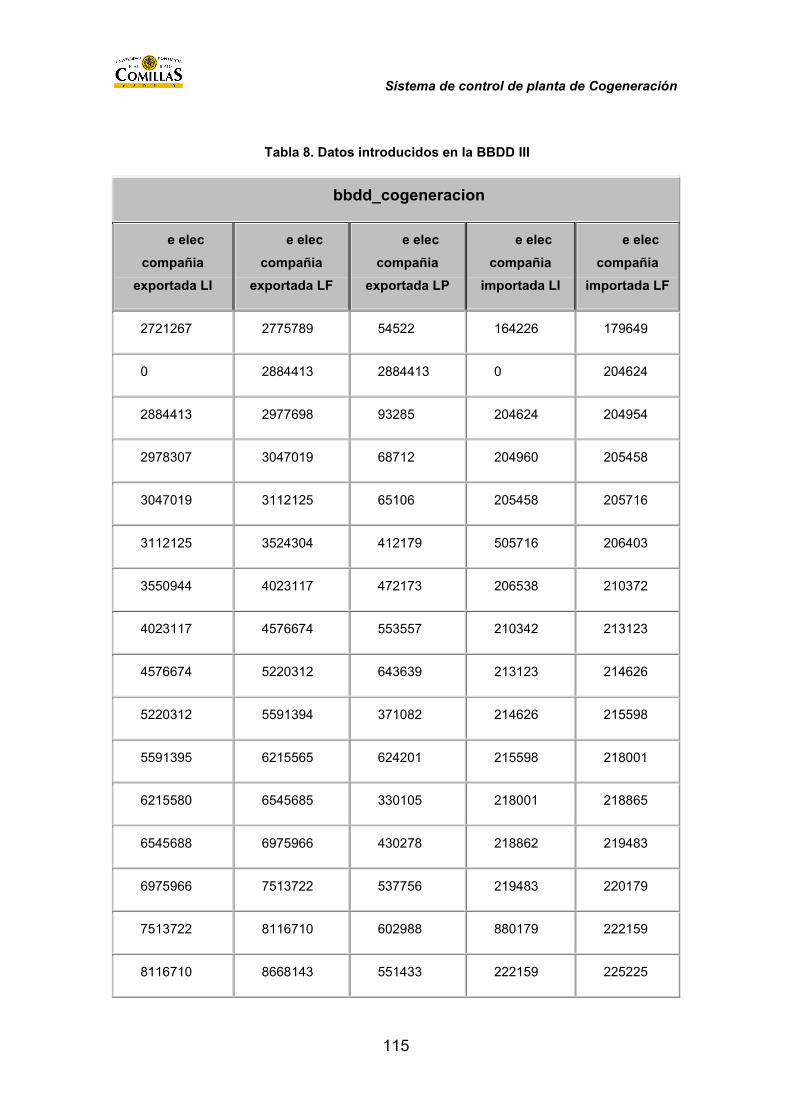
Sistema de control de planta de Cogeneración
115
Tabla 8. Datos introducidos en la BBDD III
bbdd_cogeneracion
e elec
compañia
exportada LI
e elec
compañia
exportada LF
e elec
compañia
exportada LP
e elec
compañia
importada LI
e elec
compañia
importada LF
2721267 2775789 54522 164226 179649
0 2884413 2884413 0 204624
2884413 2977698 93285 204624 204954
2978307 3047019 68712 204960 205458
3047019 3112125 65106 205458 205716
3112125 3524304 412179 505716 206403
3550944 4023117 472173 206538 210372
4023117 4576674 553557 210342 213123
4576674 5220312 643639 213123 214626
5220312 5591394 371082 214626 215598
5591395 6215565 624201 215598 218001
6215580 6545685 330105 218001 218865
6545688 6975966 430278 218862 219483
6975966 7513722 537756 219483 220179
7513722 8116710 602988 880179 222159
8116710 8668143 551433 222159 225225
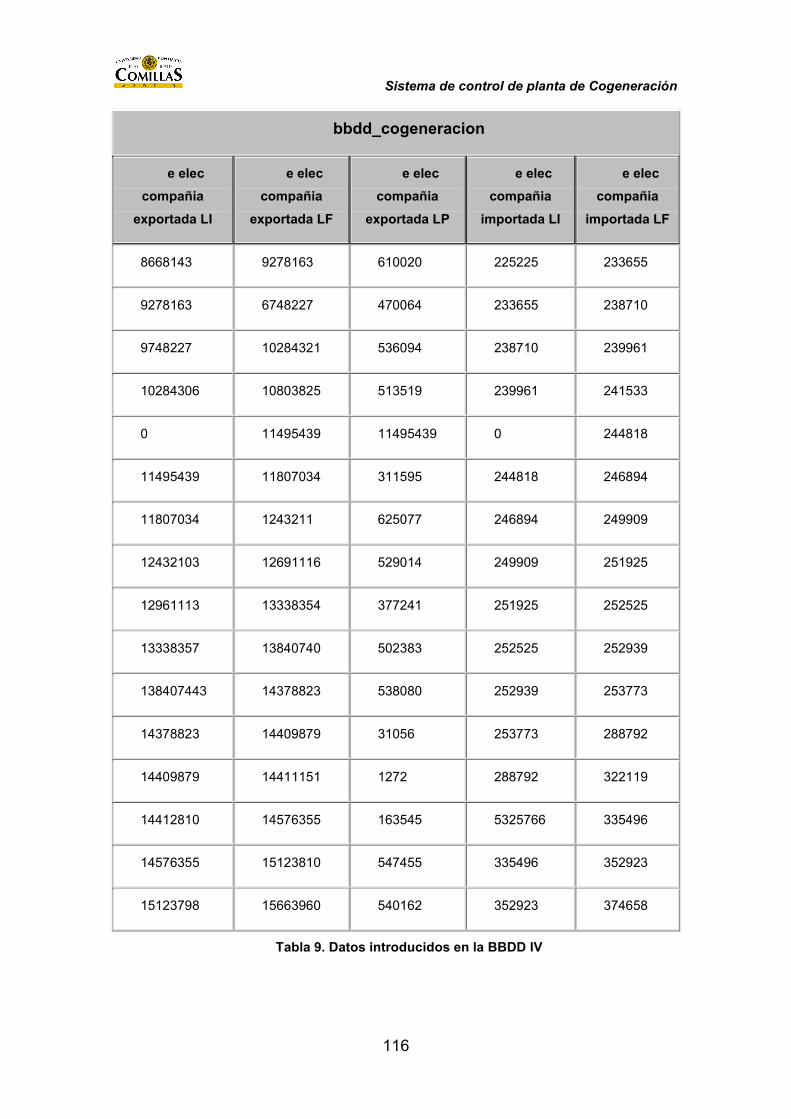
Sistema de control de planta de Cogeneración
116
bbdd_cogeneracion
e elec
compañia
exportada LI
e elec
compañia
exportada LF
e elec
compañia
exportada LP
e elec
compañia
importada LI
e elec
compañia
importada LF
8668143 9278163 610020 225225 233655
9278163 6748227 470064 233655 238710
9748227 10284321 536094 238710 239961
10284306 10803825 513519 239961 241533
0 11495439 11495439 0 244818
11495439 11807034 311595 244818 246894
11807034 1243211 625077 246894 249909
12432103 12691116 529014 249909 251925
12961113 13338354 377241 251925 252525
13338357 13840740 502383 252525 252939
138407443 14378823 538080 252939 253773
14378823 14409879 31056 253773 288792
14409879 14411151 1272 288792 322119
14412810 14576355 163545 5325766 335496
14576355 15123810 547455 335496 352923
15123798 15663960 540162 352923 374658
Tabla 9. Datos introducidos en la BBDD IV
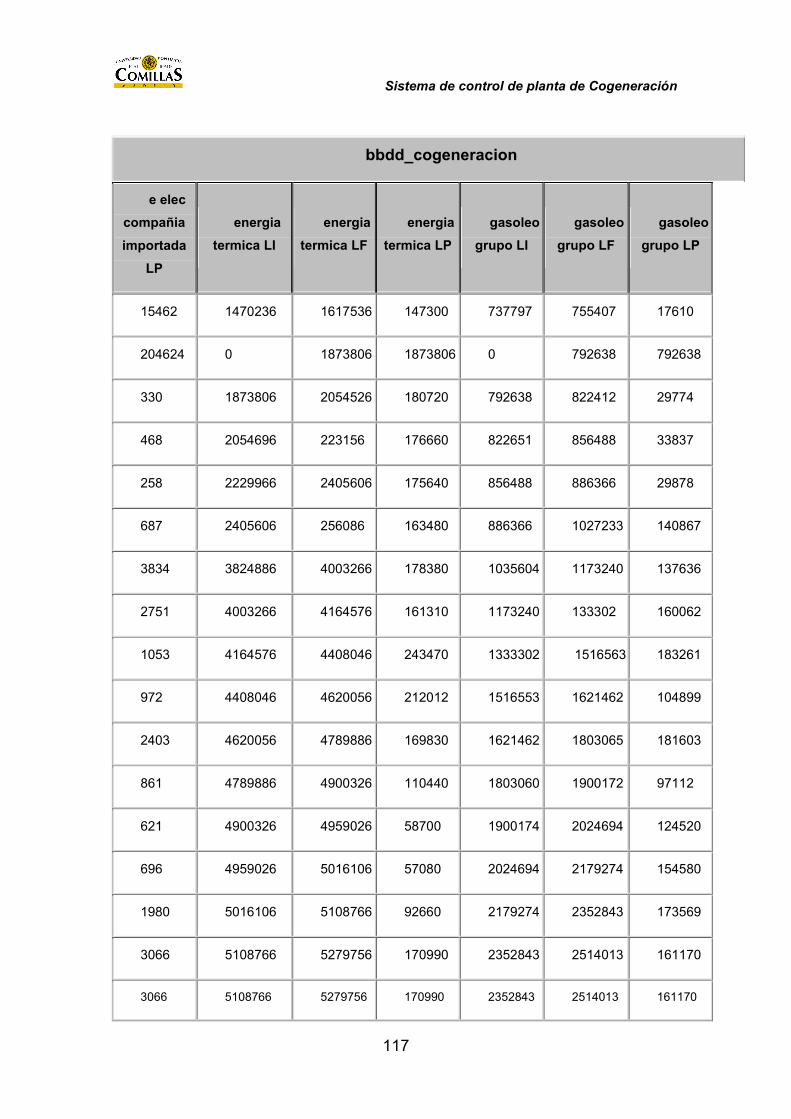
Sistema de control de planta de Cogeneración
117
bbdd_cogeneracion
e elec
compañia
importada
LP
energia
termica LI
energia
termica LF
energia
termica LP
gasoleo
grupo LI
gasoleo
grupo LF
gasoleo
grupo LP
15462 1470236 1617536 147300 737797 755407 17610
204624 0 1873806 1873806 0 792638 792638
330 1873806 2054526 180720 792638 822412 29774
468 2054696 223156 176660 822651 856488 33837
258 2229966 2405606 175640 856488 886366 29878
687 2405606 256086 163480 886366 1027233 140867
3834 3824886 4003266 178380 1035604 1173240 137636
2751 4003266 4164576 161310 1173240 133302 160062
1053 4164576 4408046 243470 1333302 1516563 183261
972 4408046 4620056 212012 1516553 1621462 104899
2403 4620056 4789886 169830 1621462 1803065 181603
861 4789886 4900326 110440 1803060 1900172 97112
621 4900326 4959026 58700 1900174 2024694 124520
696 4959026 5016106 57080 2024694 2179274 154580
1980 5016106 5108766 92660 2179274 2352843 173569
3066 5108766 5279756 170990 2352843 2514013 161170
3066 5108766 5279756 170990 2352843 2514013 161170
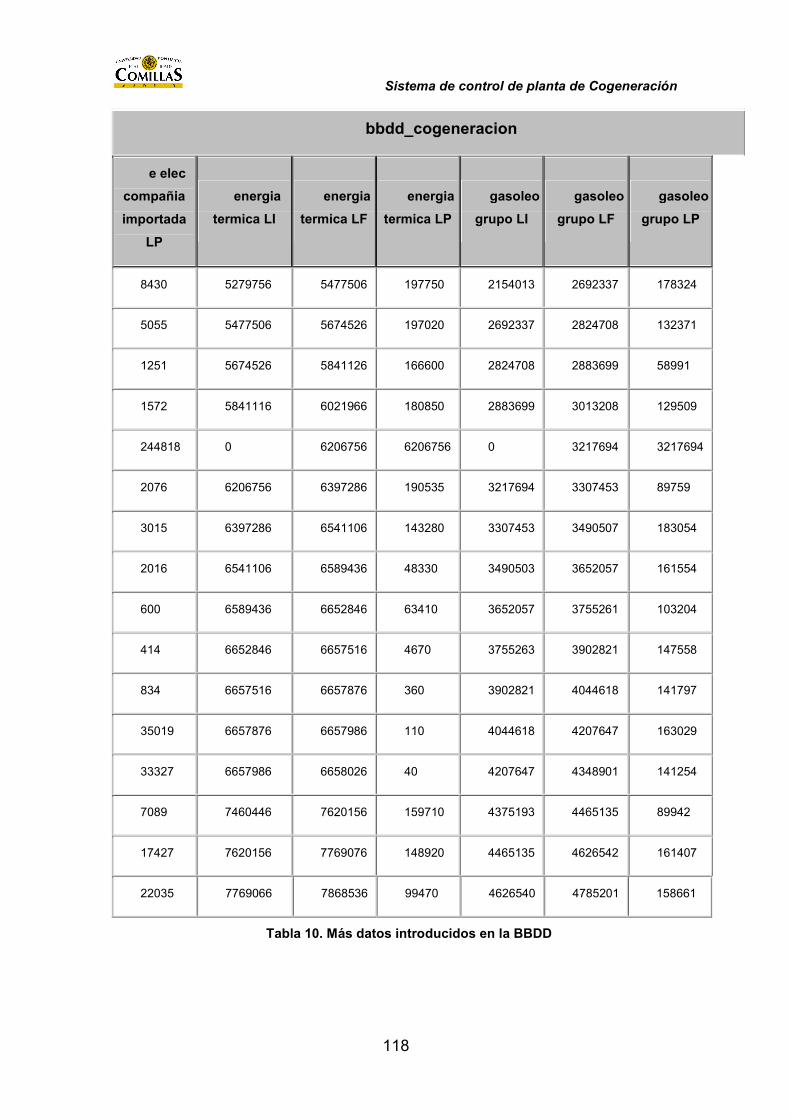
Sistema de control de planta de Cogeneración
118
bbdd_cogeneracion
e elec
compañia
importada
LP
energia
termica LI
energia
termica LF
energia
termica LP
gasoleo
grupo LI
gasoleo
grupo LF
gasoleo
grupo LP
8430 5279756 5477506 197750 2154013 2692337 178324
5055 5477506 5674526 197020 2692337 2824708 132371
1251 5674526 5841126 166600 2824708 2883699 58991
1572 5841116 6021966 180850 2883699 3013208 129509
244818 0 6206756 6206756 0 3217694 3217694
2076 6206756 6397286 190535 3217694 3307453 89759
3015 6397286 6541106 143280 3307453 3490507 183054
2016 6541106 6589436 48330 3490503 3652057 161554
600 6589436 6652846 63410 3652057 3755261 103204
414 6652846 6657516 4670 3755263 3902821 147558
834 6657516 6657876 360 3902821 4044618 141797
35019 6657876 6657986 110 4044618 4207647 163029
33327 6657986 6658026 40 4207647 4348901 141254
7089 7460446 7620156 159710 4375193 4465135 89942
17427 7620156 7769076 148920 4465135 4626542 161407
22035 7769066 7868536 99470 4626540 4785201 158661
Tabla 10. Más datos introducidos en la BBDD
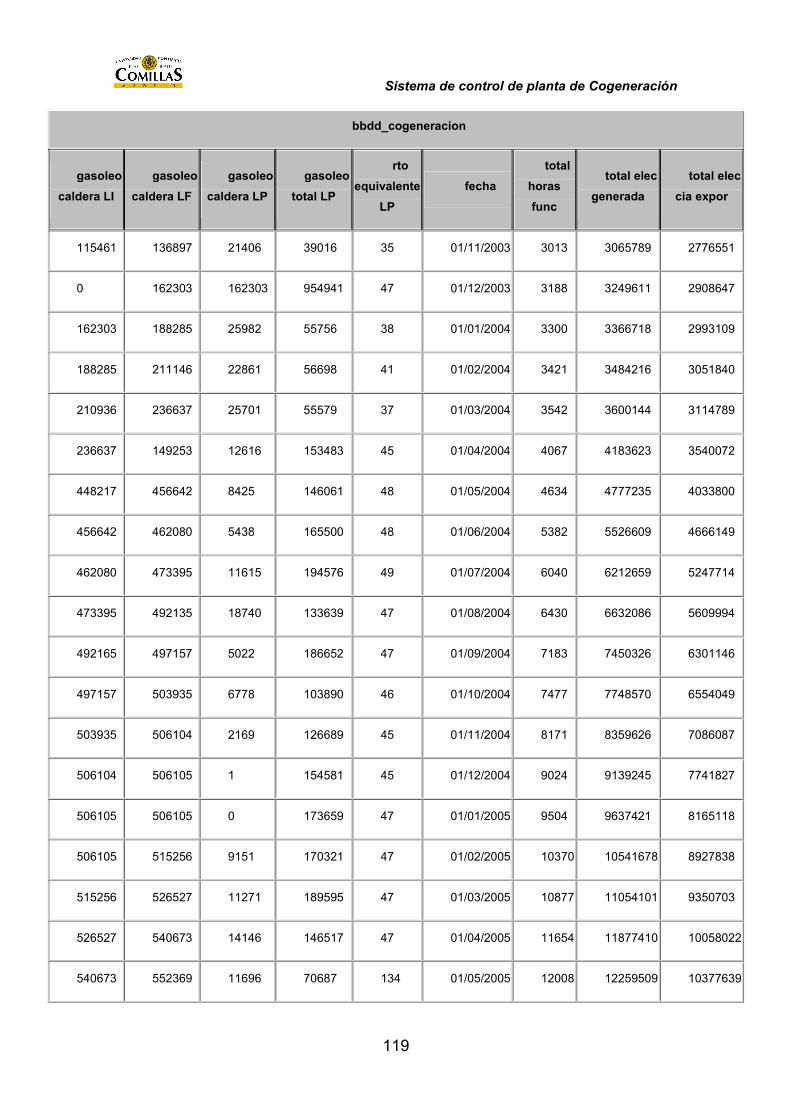
Sistema de control de planta de Cogeneración
119
bbdd_cogeneracion
gasoleo
caldera LI
gasoleo
caldera LF
gasoleo
caldera LP
gasoleo
total LP
rto
equivalente
LP
fecha
total
horas
func
total elec
generada
total elec
cia expor
115461 136897 21406 39016 35 01/11/2003 3013 3065789 2776551
0 162303 162303 954941 47 01/12/2003 3188 3249611 2908647
162303 188285 25982 55756 38 01/01/2004 3300 3366718 2993109
188285 211146 22861 56698 41 01/02/2004 3421 3484216 3051840
210936 236637 25701 55579 37 01/03/2004 3542 3600144 3114789
236637 149253 12616 153483 45 01/04/2004 4067 4183623 3540072
448217 456642 8425 146061 48 01/05/2004 4634 4777235 4033800
456642 462080 5438 165500 48 01/06/2004 5382 5526609 4666149
462080 473395 11615 194576 49 01/07/2004 6040 6212659 5247714
473395 492135 18740 133639 47 01/08/2004 6430 6632086 5609994
492165 497157 5022 186652 47 01/09/2004 7183 7450326 6301146
497157 503935 6778 103890 46 01/10/2004 7477 7748570 6554049
503935 506104 2169 126689 45 01/11/2004 8171 8359626 7086087
506104 506105 1 154581 45 01/12/2004 9024 9139245 7741827
506105 506105 0 173659 47 01/01/2005 9504 9637421 8165118
506105 515256 9151 170321 47 01/02/2005 10370 10541678 8927838
515256 526527 11271 189595 47 01/03/2005 10877 11054101 9350703
526527 540673 14146 146517 47 01/04/2005 11654 11877410 10058022
540673 552369 11696 70687 134 01/05/2005 12008 12259509 10377639

Sistema de control de planta de Cogeneración
120
bbdd_cogeneracion
gasoleo
caldera LI
gasoleo
caldera LF
gasoleo
caldera LP
gasoleo
total LP
rto
equivalente
LP
fecha
total
horas
func
total elec
generada
total elec
cia expor
552369 554151 1782 131291 60 01/06/2005 12685 12987169 10988814
0 554445 554445 3772139 48 01/07/2005 13234 13587009 11495439
554445 571895 17450 107209 46 01/08/2005 13805 1416914 11994369
541895 573395 1500 18455 47 01/09/2005 14334 14721000 12463194
573395 574035 640 132194 44 01/10/2005 15033 15379299 13006158
574035 583913 9878 113082 43 01/11/2005 15542 15822119 13403112
583913 583913 0 147558 42 01/12/2005 16214 16352753 13854813
583913 583913 0 141797 48 01/01/2006 16923 16984649 14388615
583913 583913 0 163029 48 01/02/2006 17912 17981205 14410326
583913 584186 273 141527 51 01/03/2006 18328 18403626 14411181
674888 692038 17150 107092 44 01/04/2006 18879 18940648 14623572
692038 697016 4978 166385 47 01/05/2006 19543 19555508 15131136
697016 697623 607 159268 47 01/06/2006 20703 20664860 16067397
Tabla 11. Información introducida en a BBDD bbdd_cogeneracion
total elec cia
impor
total e
termica
total
gasoil grupo
total
gasoil caldera
total
gasoil total
total
rto
179649 1622766 755611 137668 893279 47
204771 1920776 800706 169401 970107 47
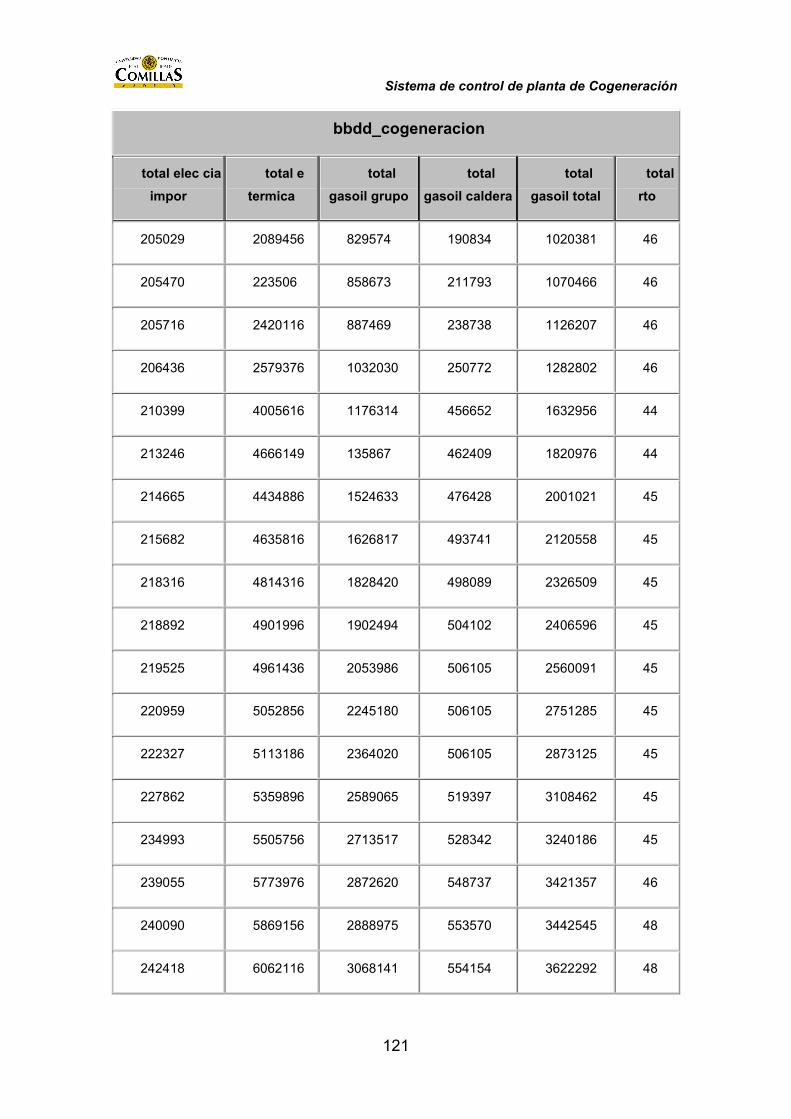
Sistema de control de planta de Cogeneración
121
bbdd_cogeneracion
total elec cia
impor
total e
termica
total
gasoil grupo
total
gasoil caldera
total
gasoil total
total
rto
205029 2089456 829574 190834 1020381 46
205470 223506 858673 211793 1070466 46
205716 2420116 887469 238738 1126207 46
206436 2579376 1032030 250772 1282802 46
210399 4005616 1176314 456652 1632956 44
213246 4666149 135867 462409 1820976 44
214665 4434886 1524633 476428 2001021 45
215682 4635816 1626817 493741 2120558 45
218316 4814316 1828420 498089 2326509 45
218892 4901996 1902494 504102 2406596 45
219525 4961436 2053986 506105 2560091 45
220959 5052856 2245180 506105 2751285 45
222327 5113186 2364020 506105 2873125 45
227862 5359896 2589065 519397 3108462 45
234993 5505756 2713517 528342 3240186 45
239055 5773976 2872620 548737 3421357 46
240090 5869156 2888975 553570 3442545 48
242418 6062116 3068141 554154 3622292 48

Sistema de control de planta de Cogeneración
122
bbdd_cogeneracion
total elec cia
impor
total e
termica
total
gasoil grupo
total
gasoil caldera
total
gasoil total
total
rto
244818 6269416 3217695 562333 3781250 48
247822 6447316 3362139 571896 3934035 48
250014 6544016 3499785 573396 4073181 48
252048 6602336 3665982 574119 4240101 47
252546 6652866 3772228 583913 4356141 47
252966 6657516 3906556 583913 4490469 47
253782 6657876 4047184 583913 4631097 47
302064 6657996 4264315 584186 4848501 47
322830 6658106 4351899 584189 4936085 47
337617 7632016 4478169 692350 5170519 47
353196 7771256 4628647 697119 5325766 47
392325 7921516 4899719 697623 5597342 47
Tabla 12. Información de la BBDD
Sistema de control de planta de Cogeneración
123
Todas las tablas mostradas anteriormente, pertenecen a una misma que,
para su mejor visión en este proyecto, ha sido fragmentada en varias hojas.
También se pueden modificar los datos ya existentes o, incluso borrarlos de
la tabla de la base de datos, pulsando en los botones respectivos:
Para salir de esta ventana se pulsa el botón y aparecerá
la ventan de inicio de la aplicación.
Si hubiera algún problema con la conexión de la base de datos a la
aplicación, se pueden introducir los datos directamente mediante la
herramienta Access.
Sistema de control de planta de Cogeneración
124
Acerca de…
Figura 49. Acerca de…
En esta pantalla se muestran los nombres de la autora y del director del
proyecto.
Se puede acceder a esta pantalla desde cualquier otra pantalla principal
anteriormente ya explicada, sólo es necesario pulsar la opción del menú de
navegación.
Sistema de control de planta de Cogeneración
125
6. INSTALACIÓN Y EJECUCIÓN
Se necesitan tener instalados los siguientes componentes:
� SysWin 3.4
� Microsoft Visual Basic 6.0 con todas sus librerías correspondientes
� Microsoft Office Excel 2003
� Microsoft Office Access 2003
Todas estas herramientas tienen sus asistentes de instalación que dirigen,
paso a paso, como se debe realizar la instalación de los programas.
La ejecución es muy sencilla:
PLC
Este programa, no deberá ejecutarse salvo algún problema que surja con el
PLC, y lo debe realizar un experto.
Ejecute el programa con su icono correspondiente:
Figura 50. Icono SysWin
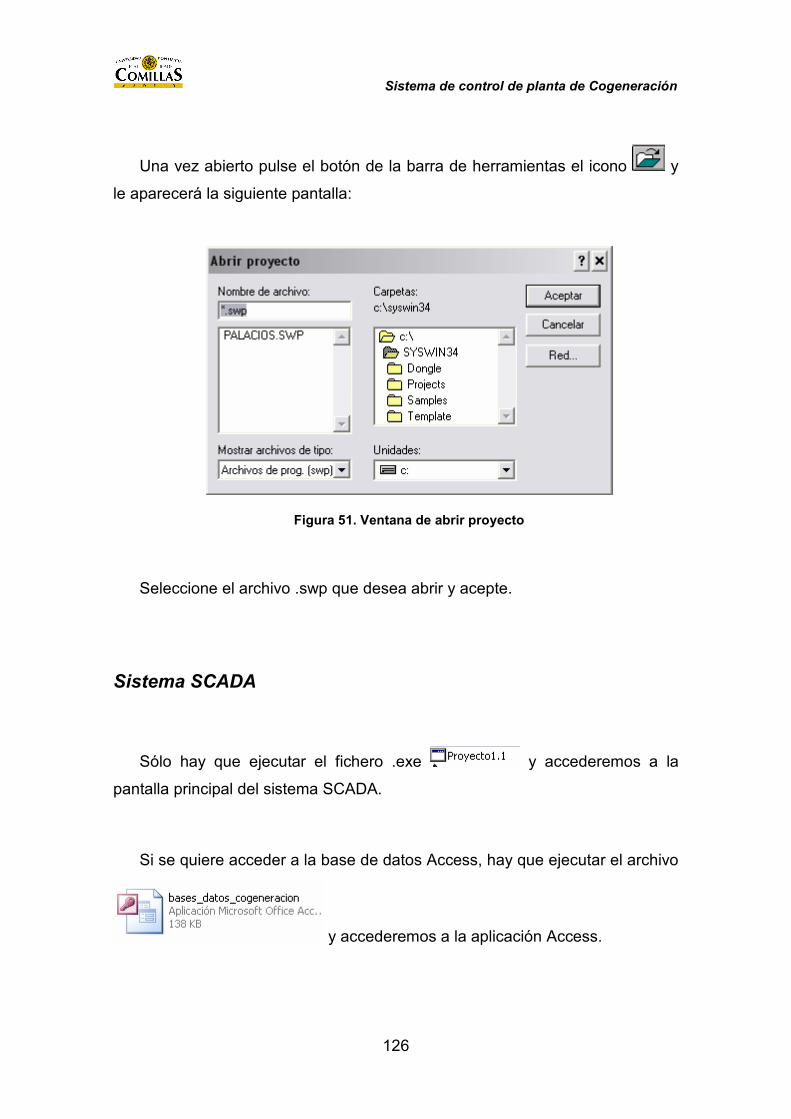
Sistema de control de planta de Cogeneración
126
Una vez abierto pulse el botón de la barra de herramientas el icono y
le aparecerá la siguiente pantalla:
Figura 51. Ventana de abrir proyecto
Seleccione el archivo .swp que desea abrir y acepte.
Sistema SCADA
Sólo hay que ejecutar el fichero .exe y accederemos a la
pantalla principal del sistema SCADA.
Si se quiere acceder a la base de datos Access, hay que ejecutar el archivo
y accederemos a la aplicación Access.

Sistema de control de planta de Cogeneración
127
CONCLUSIONES
Ya una vez finalizado el trabajo que lleva la realización de este proyecto, se
pueden sacar una serie de conclusiones que se van a exponer a continuación:
Objetivos cumplidos
Se marcaron como objetivos la programación de un PLC y el desarrollo de
un sistema SCADA. Se han cumplido satisfactoriamente, quedando una
aplicación de adquisición de datos de fácil manejo y comprensión, al igual que
el esquema de los bloques desarrollados para la programación del autómata.
Desarrollo del proyecto
Ha sido un proyecto bastante duro por la cantidad de trabajo que ha
acarreado. Al tratarse de automatizar un sistema de control de un proceso
industrial, se han tenido que estudiar muchos aspectos industriales que no se
habían visto a lo largo de la carrera de Informática.
Se han tenido que marcar muy bien las limitaciones del proyecto debido a
las dimensiones que tiene. Estamos hablando de una infraestructura que
comprende desde una obra civil de grandes dimensiones, aunque la planta de
Cogeneración sea de pequeñas magnitudes, y mucho trabajo de Ingeniería
Industrial e Informática.
Durante el desarrollo del proyecto, se han adquirido una gran cantidad de
conocimientos nuevos referente a temas tanto industriales como informáticos.
Sistema de control de planta de Cogeneración
128
Ampliaciones futuras a la aplicación desarrollada
Al hablar de ampliaciones, nos tenemos que centrar principalmente en el
sistema de adquisición de datos.
El PLC podría ampliarse, estableciendo comunicación con otros PLC’s
dentro de una instalación industrial de Cogeneración de mayores dimensiones,
pero habría que estudiar los cambios que hubiera en la planta y que elementos
serían comunes a la ya diseñada en este proyecto.
Referente a la aplicación SCADA, se podría implantar la comunicación a
través de MODEM para tener acceso remoto a los datos de la planta de
Cogeneración.
Proyectos futuros
El campo de la Cogeneración está en plano auge hoy en día con todas las
políticas de Energías Renovables que se están aplicando en la mayoría de
países.
Un campo interesante en el que, una vez habiendo realizado este proyecto
y habiendo ciertos conocimientos sobre el tema de Cogeneración, es el empleo
de biomasa como combustible para la combustión de la Planta de
Cogeneración.
Es un terreno que en España se debe explotar más, (estamos hablando de
cantidades mínimas de instalaciones con este tipo de combustible), y podría
ser de gran interés para proyectos futuros.
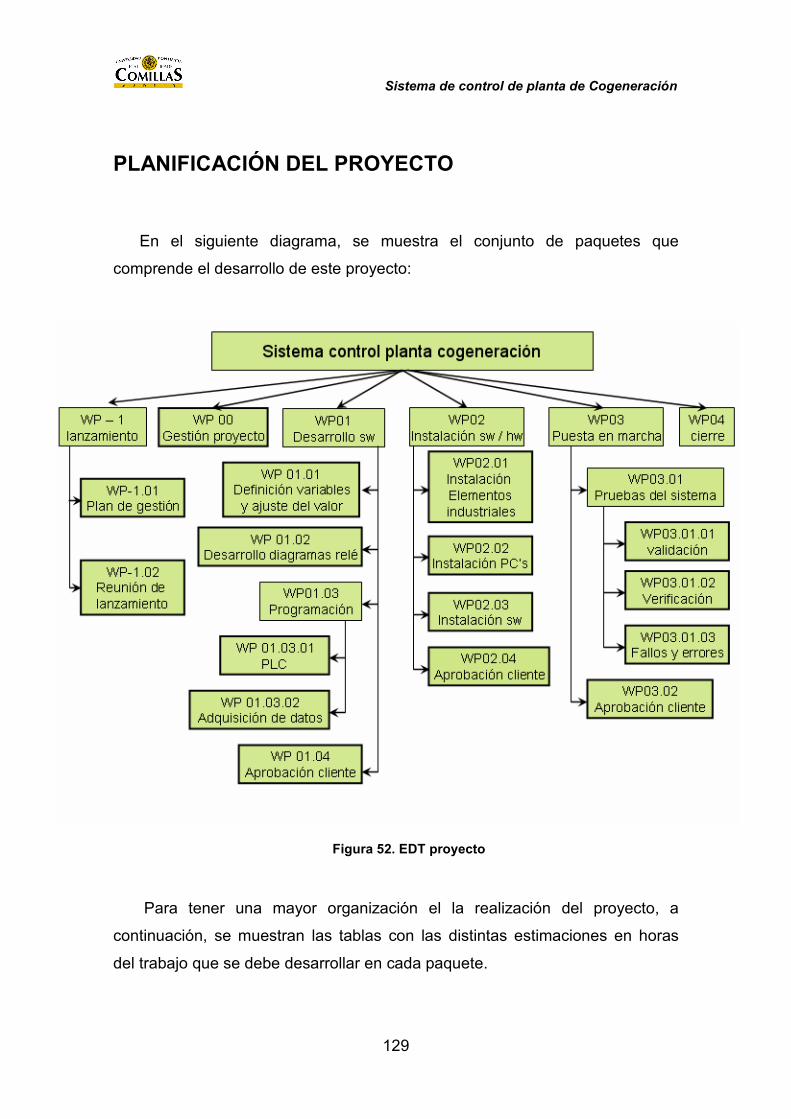
Sistema de control de planta de Cogeneración
129
PLANIFICACIÓN DEL PROYECTO
En el siguiente diagrama, se muestra el conjunto de paquetes que
comprende el desarrollo de este proyecto:
Figura 52. EDT proyecto
Para tener una mayor organización el la realización del proyecto, a
continuación, se muestran las tablas con las distintas estimaciones en horas
del trabajo que se debe desarrollar en cada paquete.

Sistema de control de planta de Cogeneración
130
Estimación horas de trabajo por paquete
Tabla 13. Estimación horas de trabajo por paquete
identificador WP -1
nombre Lanzamiento del proyecto
Duración 1 semana
resultado 01 – PGP – 01.01 plan de gestión
01 – DPA – 01 descripción de los participantes
01 – DL – 01 documento de lanzamiento
01 – MRES – 01 matriz de responsabilidades
01 – RP – 01 reglas del proyecto
01 – ARL – 00 acta de reunión de lanzamiento
predecesores ---
recursos Todos los componentes del grupo de proyecto
Criterio de
finalización
Tener redactado un acta de reunión
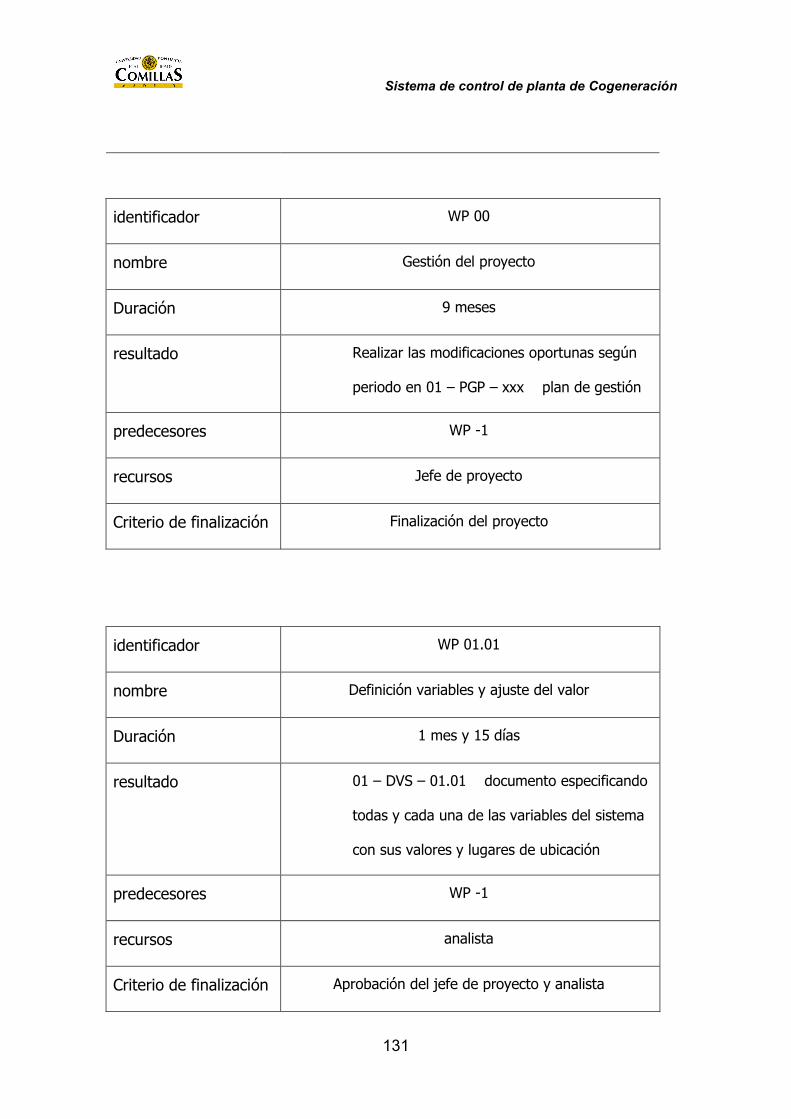
Sistema de control de planta de Cogeneración
131
identificador WP 00
nombre Gestión del proyecto
Duración 9 meses
resultado Realizar las modificaciones oportunas según
periodo en 01 – PGP – xxx plan de gestión
predecesores WP -1
recursos Jefe de proyecto
Criterio de finalización Finalización del proyecto
identificador WP 01.01
nombre Definición variables y ajuste del valor
Duración 1 mes y 15 días
resultado 01 – DVS – 01.01 documento especificando
todas y cada una de las variables del sistema
con sus valores y lugares de ubicación
predecesores WP -1
recursos analista
Criterio de finalización Aprobación del jefe de proyecto y analista

Sistema de control de planta de Cogeneración
132
identificador WP 01.02
nombre Desarrollo diagramas relé
Duración 2 meses
resultado Desarrollo diagramas relé de tarjetas,
Controladores, alarmas, etc.
predecesores WP 01.01
recursos analista
Criterio de finalización Aprobación del jefe de proyecto y analista
identificador WP 01.03.01
nombre Programación PLC
Duración 2 meses y 15 días
resultado 01 – MDPPLC – 01 Manual del desarrollo del
programa
y forma de uso
PLC programado
predecesores WP 01.01,WP 01.02
recursos programador
Criterio de finalización Aprobación del jefe de proyecto y programador
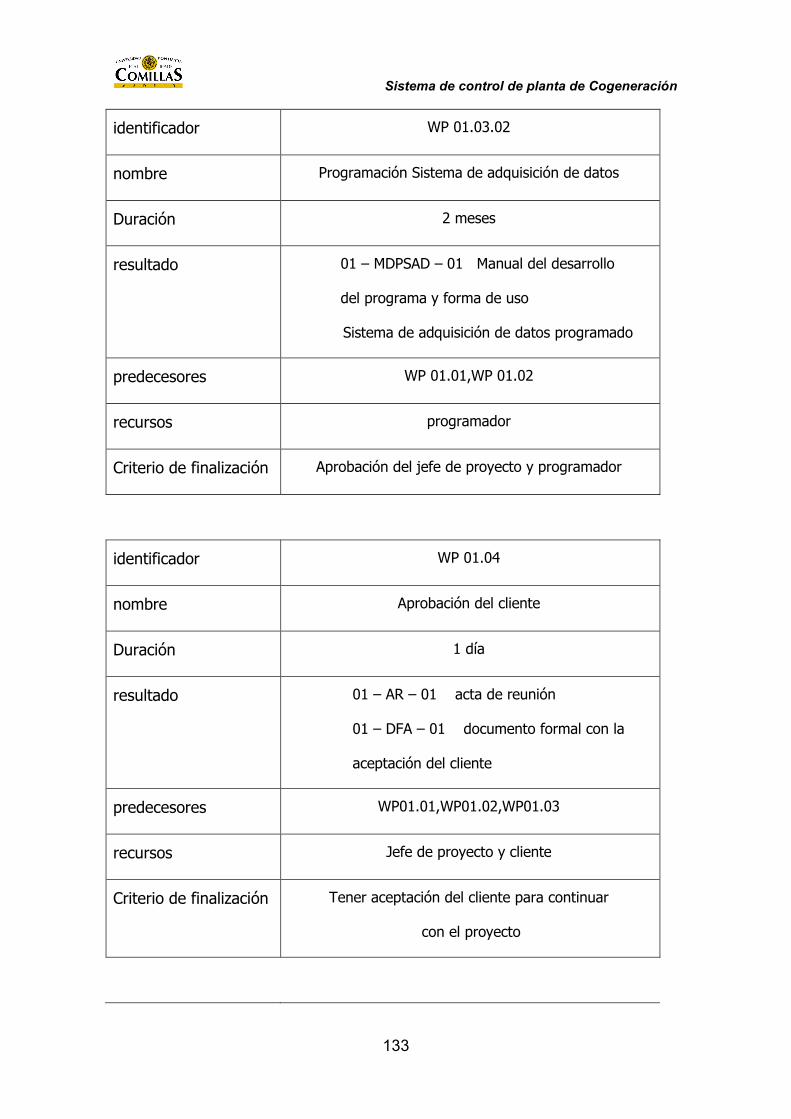
Sistema de control de planta de Cogeneración
133
identificador WP 01.03.02
nombre Programación Sistema de adquisición de datos
Duración 2 meses
resultado 01 – MDPSAD – 01 Manual del desarrollo
del programa y forma de uso
Sistema de adquisición de datos programado
predecesores WP 01.01,WP 01.02
recursos programador
Criterio de finalización Aprobación del jefe de proyecto y programador
identificador WP 01.04
nombre Aprobación del cliente
Duración 1 día
resultado 01 – AR – 01 acta de reunión
01 – DFA – 01 documento formal con la
aceptación del cliente
predecesores WP01.01,WP01.02,WP01.03
recursos Jefe de proyecto y cliente
Criterio de finalización Tener aceptación del cliente para continuar
con el proyecto
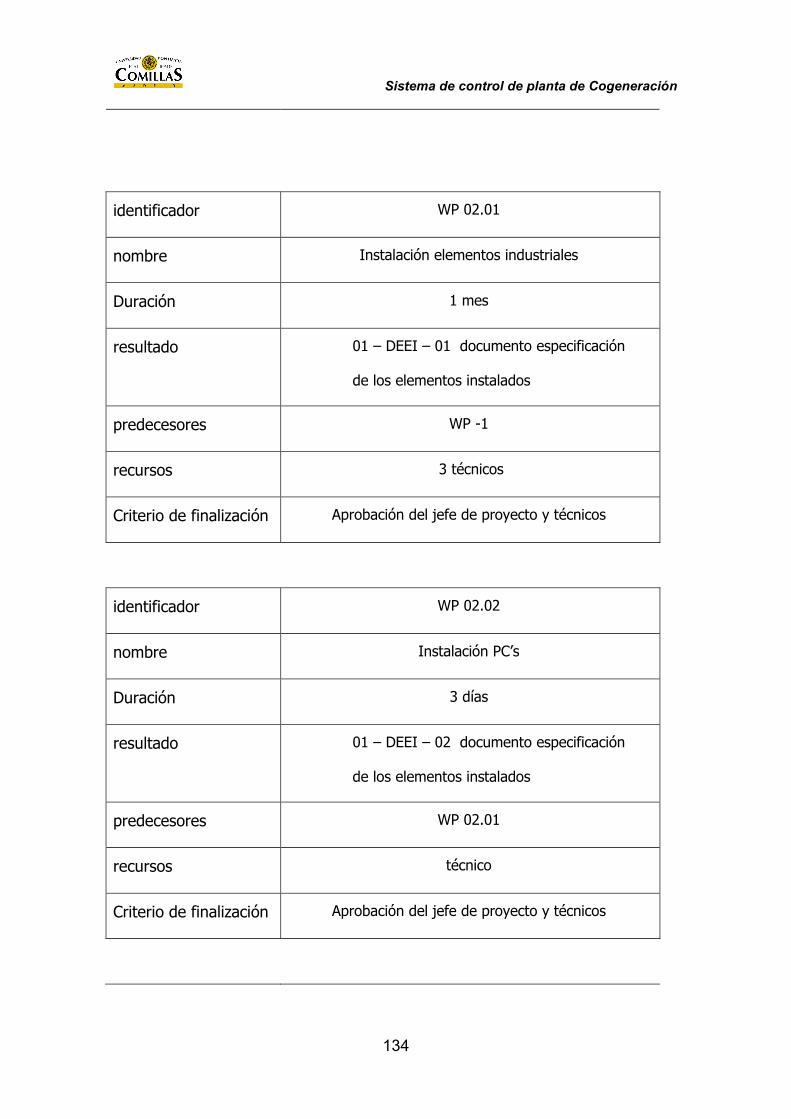
Sistema de control de planta de Cogeneración
134
identificador WP 02.01
nombre Instalación elementos industriales
Duración 1 mes
resultado 01 – DEEI – 01 documento especificación
de los elementos instalados
predecesores WP -1
recursos 3 técnicos
Criterio de finalización Aprobación del jefe de proyecto y técnicos
identificador WP 02.02
nombre Instalación PC’s
Duración 3 días
resultado 01 – DEEI – 02 documento especificación
de los elementos instalados
predecesores WP 02.01
recursos técnico
Criterio de finalización Aprobación del jefe de proyecto y técnicos
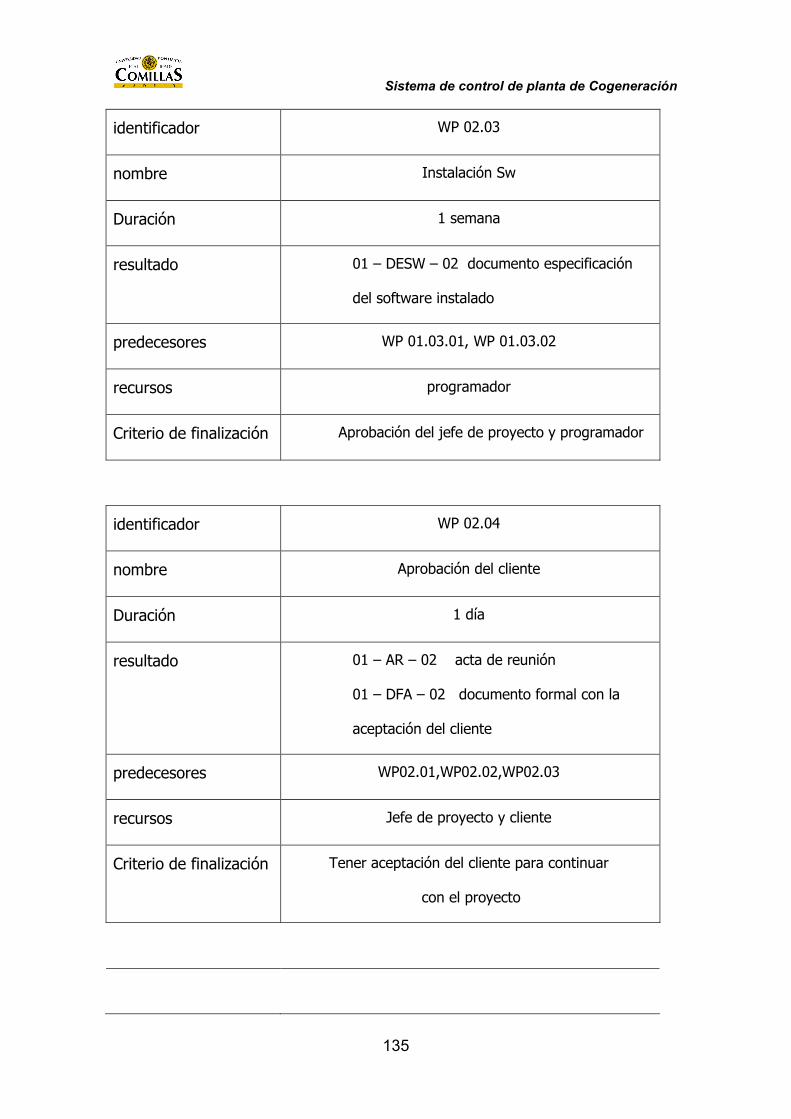
Sistema de control de planta de Cogeneración
135
identificador WP 02.03
nombre Instalación Sw
Duración 1 semana
resultado 01 – DESW – 02 documento especificación
del software instalado
predecesores WP 01.03.01, WP 01.03.02
recursos programador
Criterio de finalización Aprobación del jefe de proyecto y programador
identificador WP 02.04
nombre Aprobación del cliente
Duración 1 día
resultado 01 – AR – 02 acta de reunión
01 – DFA – 02 documento formal con la
aceptación del cliente
predecesores WP02.01,WP02.02,WP02.03
recursos Jefe de proyecto y cliente
Criterio de finalización Tener aceptación del cliente para continuar
con el proyecto
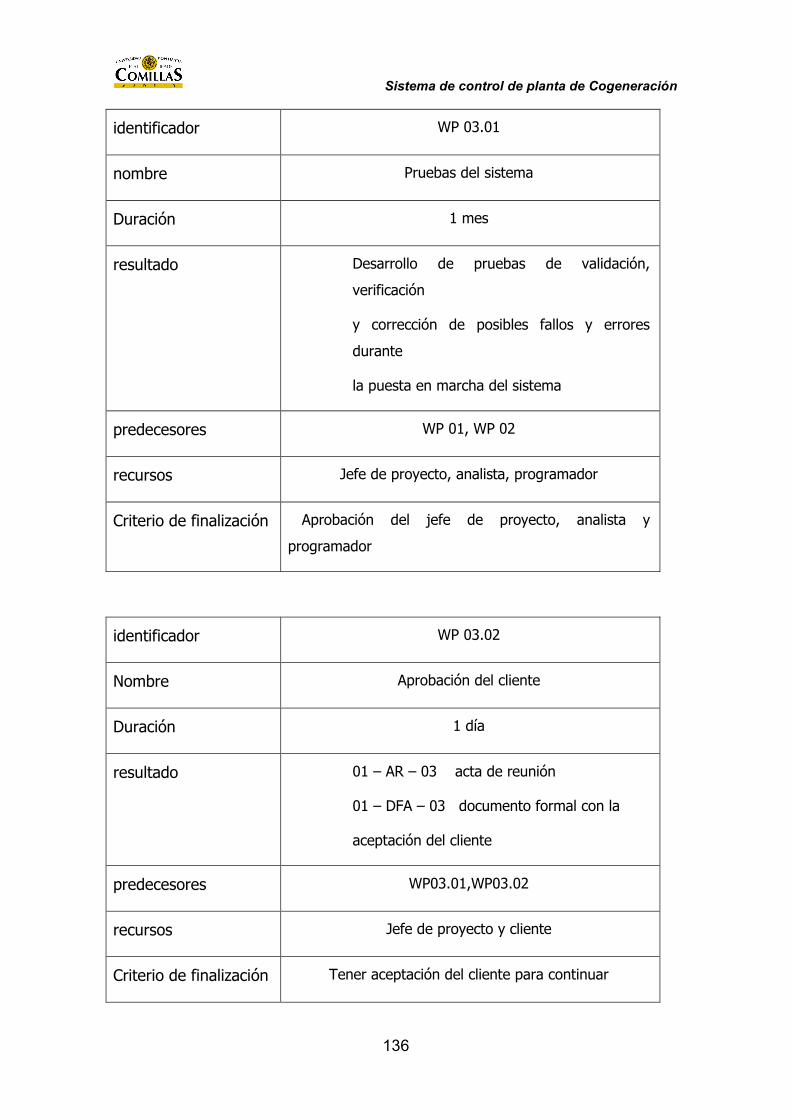
Sistema de control de planta de Cogeneración
136
identificador WP 03.01
nombre Pruebas del sistema
Duración 1 mes
resultado Desarrollo de pruebas de validación,
verificación
y corrección de posibles fallos y errores
durante
la puesta en marcha del sistema
predecesores WP 01, WP 02
recursos Jefe de proyecto, analista, programador
Criterio de finalización Aprobación del jefe de proyecto, analista y
programador
identificador WP 03.02
Nombre Aprobación del cliente
Duración 1 día
resultado 01 – AR – 03 acta de reunión
01 – DFA – 03 documento formal con la
aceptación del cliente
predecesores WP03.01,WP03.02
recursos Jefe de proyecto y cliente
Criterio de finalización Tener aceptación del cliente para continuar
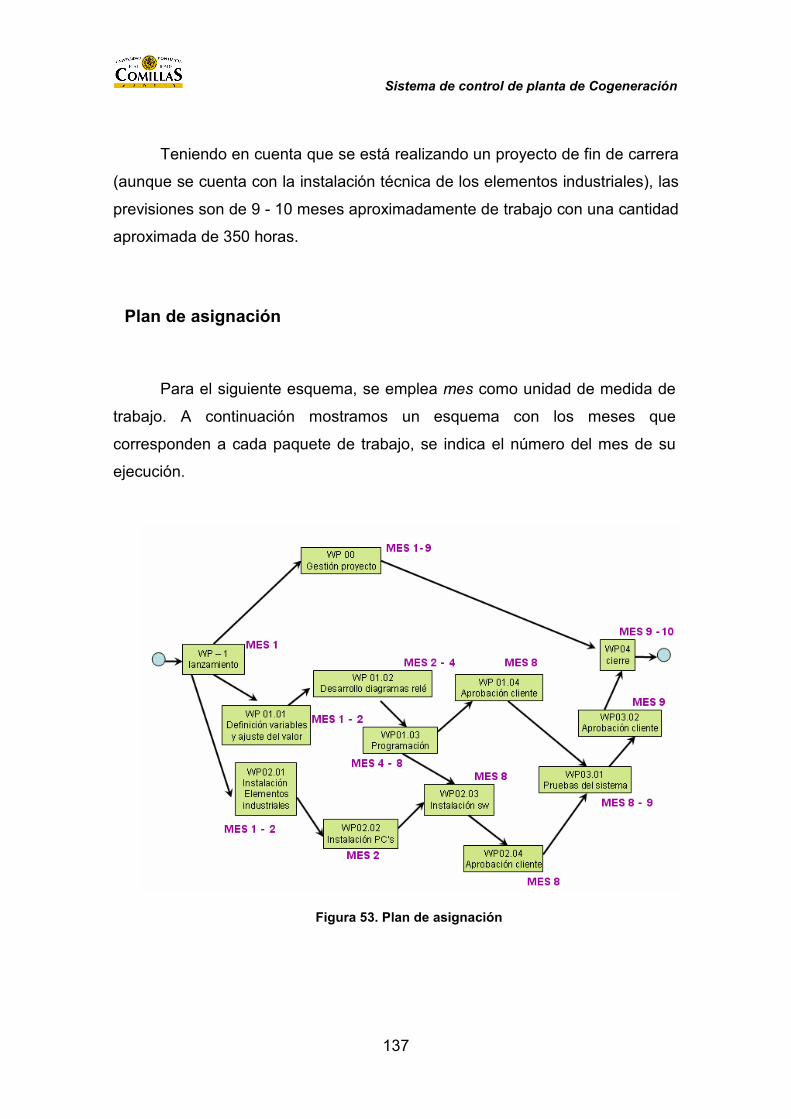
Sistema de control de planta de Cogeneración
137
Teniendo en cuenta que se está realizando un proyecto de fin de carrera
(aunque se cuenta con la instalación técnica de los elementos industriales), las
previsiones son de 9 - 10 meses aproximadamente de trabajo con una cantidad
aproximada de 350 horas.
Plan de asignación
Para el siguiente esquema, se emplea mes como unidad de medida de
trabajo. A continuación mostramos un esquema con los meses que
corresponden a cada paquete de trabajo, se indica el número del mes de su
ejecución.
Figura 53. Plan de asignación

Sistema de control de planta de Cogeneración
138
El proyecto comienza en Octubre ’05 y se finaliza en Julio ’06, y ha seguido
el siguiente progreso:
Figura 54. Planificación del proyecto
Error!
Continuando con la asignación de personal, tenemos las siguientes
funciones:
Jefe de Proyecto
Analista
Programador
Técnico
Las horas que se necesitan de personal según el paquete de trabajo, se
detallan a continuación:
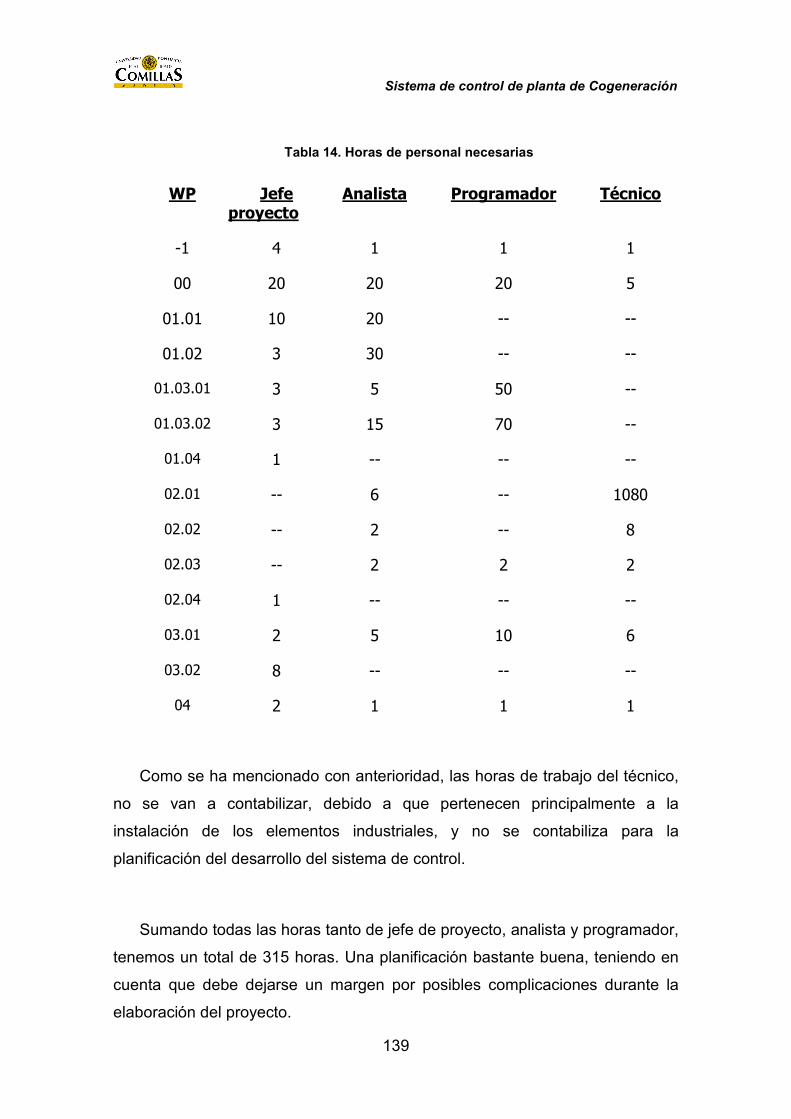
Sistema de control de planta de Cogeneración
139
Tabla 14. Horas de personal necesarias
WP Jefe proyecto
Analista Programador Técnico
-1 4 1 1 1
00 20 20 20 5
01.01 10 20 -- --
01.02 3 30 -- --
01.03.01 3 5 50 --
01.03.02 3 15 70 --
01.04 1 -- -- --
02.01 -- 6 -- 1080
02.02 -- 2 -- 8
02.03 -- 2 2 2
02.04 1 -- -- --
03.01 2 5 10 6
03.02 8 -- -- --
04 2 1 1 1
Como se ha mencionado con anterioridad, las horas de trabajo del técnico,
no se van a contabilizar, debido a que pertenecen principalmente a la
instalación de los elementos industriales, y no se contabiliza para la
planificación del desarrollo del sistema de control.
Sumando todas las horas tanto de jefe de proyecto, analista y programador,
tenemos un total de 315 horas. Una planificación bastante buena, teniendo en
cuenta que debe dejarse un margen por posibles complicaciones durante la
elaboración del proyecto.
Sistema de control de planta de Cogeneración
140
VALORACIÓN ECONÓMICA
El presupuesto de un proyecto, es uno de los puntos principales en la
ejecución de un trabajo, y por tanto que se debe prestar atención, ya que es lo
que fundamentalmente pondrá ciertas limitaciones a la hora de desarrollar una
actividad.
En este punto se especifica el presupuesto de este proyecto, tal y como se
definiría en cualquier empresa. Los puntos en los que se divide el presupuesto
son los siguientes:
Personal
Los costes indicados en este punto, corresponden a gastos que están
asociados al personal implicado en el proyecto realizado.
Al estar trabajando en un proyecto de fin de carrera, el personal los
representa una única persona, que en función de la fase del proyecto
desarrollaría una u otra de las siguientes funciones:
Jefe de Proyecto
La función que debe realizar esta persona es estar en contacto con el
cliente durante toda la ejecución del proyecto, y de dirigir el trabajo que se debe
desempeñar para el desarrollo correcto del proyecto.
El porcentaje de trabajo que implica esta persona en el proyecto es de un
15%.
Sistema de control de planta de Cogeneración
141
Analista
La labor de tiene que efectuar este miembro de grupo del personal del
proyecto, es aportar los conocimientos técnicos que posee para poder cumplir
los distintos objetivos del proyecto.
También es el encargado de distribuir trabajo concreto y realizar las
funciones de control técnico (pruebas, implantación, ...).
Su dedicación en el proyecto es de un 35%.
Programador
Persona principal para el desarrollo del proyecto, ya que es la encargada
de realizar los programas según el diseño y las especificaciones plasmadas. Su
trabajo comprende un 50% del total del proyecto.
La elaboración del proyecto se ha realizado principalmente en Madrid, pero
han sido necesarios realizar desplazamientos a Burgos y Bilbao, por lo que las
tarifas del personal deben incluir las dietas, desplazamientos y alojos en los
destinos anteriormente mencionados.
Las tarifas correspondientes según el perfil son las siguientes:
- Jefe de Proyecto: 70 € / hora.
- Analista: 40 € / hora.
- Programador: 60 € / hora.
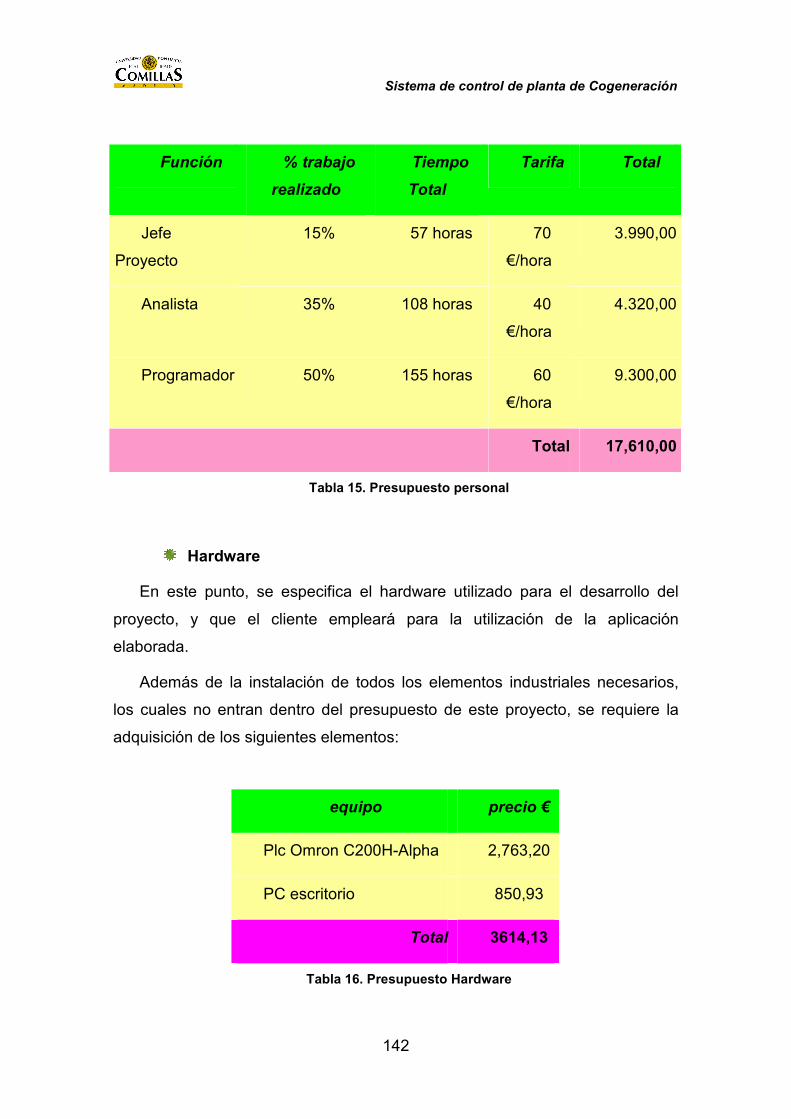
Sistema de control de planta de Cogeneración
142
Función % trabajo
realizado
Tiempo
Total
Tarifa Total
Jefe
Proyecto
15% 57 horas 70
€/hora
3.990,00
Analista 35% 108 horas 40
€/hora
4.320,00
Programador 50% 155 horas 60
€/hora
9.300,00
Total 17,610,00
Tabla 15. Presupuesto personal
Hardware
En este punto, se especifica el hardware utilizado para el desarrollo del
proyecto, y que el cliente empleará para la utilización de la aplicación
elaborada.
Además de la instalación de todos los elementos industriales necesarios,
los cuales no entran dentro del presupuesto de este proyecto, se requiere la
adquisición de los siguientes elementos:
equipo precio €
Plc Omron C200H-Alpha 2,763,20
PC escritorio 850,93
Total 3614,13
Tabla 16. Presupuesto Hardware
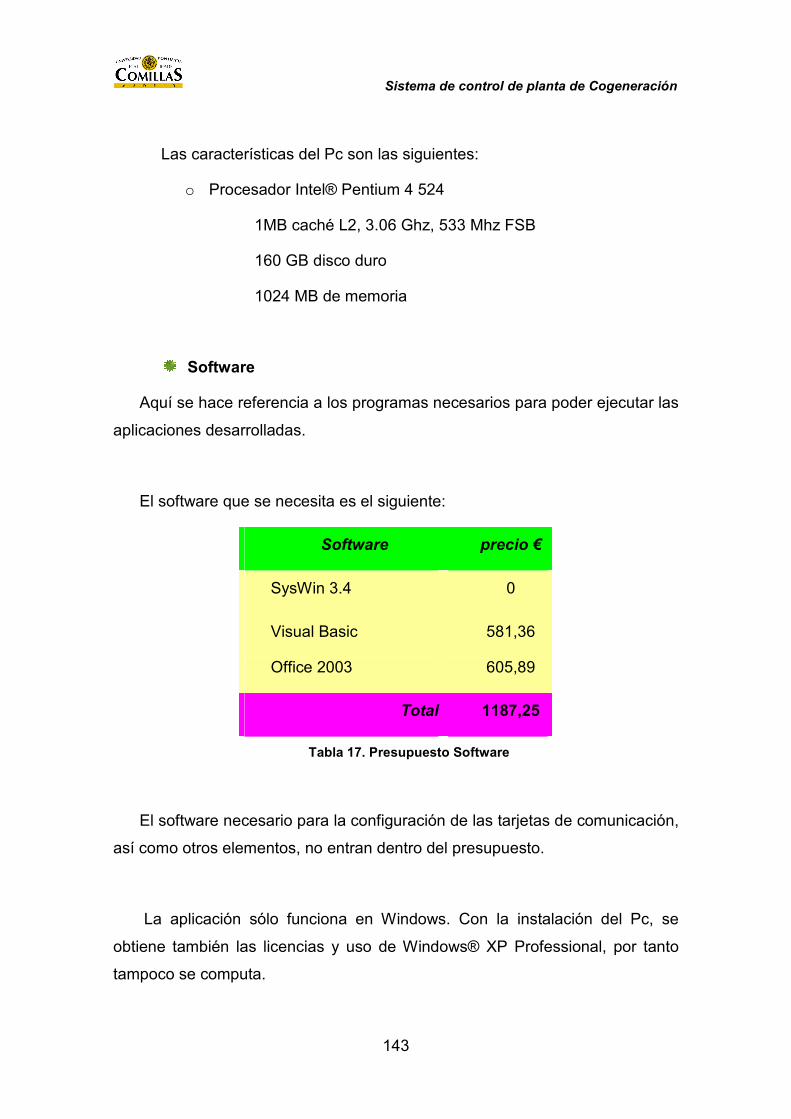
Sistema de control de planta de Cogeneración
143
Las características del Pc son las siguientes:
o Procesador Intel® Pentium 4 524
1MB caché L2, 3.06 Ghz, 533 Mhz FSB
160 GB disco duro
1024 MB de memoria
Software
Aquí se hace referencia a los programas necesarios para poder ejecutar las
aplicaciones desarrolladas.
El software que se necesita es el siguiente:
Software precio €
SysWin 3.4 0
Visual Basic
Office 2003
581,36
605,89
Total 1187,25
Tabla 17. Presupuesto Software
El software necesario para la configuración de las tarjetas de comunicación,
así como otros elementos, no entran dentro del presupuesto.
La aplicación sólo funciona en Windows. Con la instalación del Pc, se
obtiene también las licencias y uso de Windows® XP Professional, por tanto
tampoco se computa.
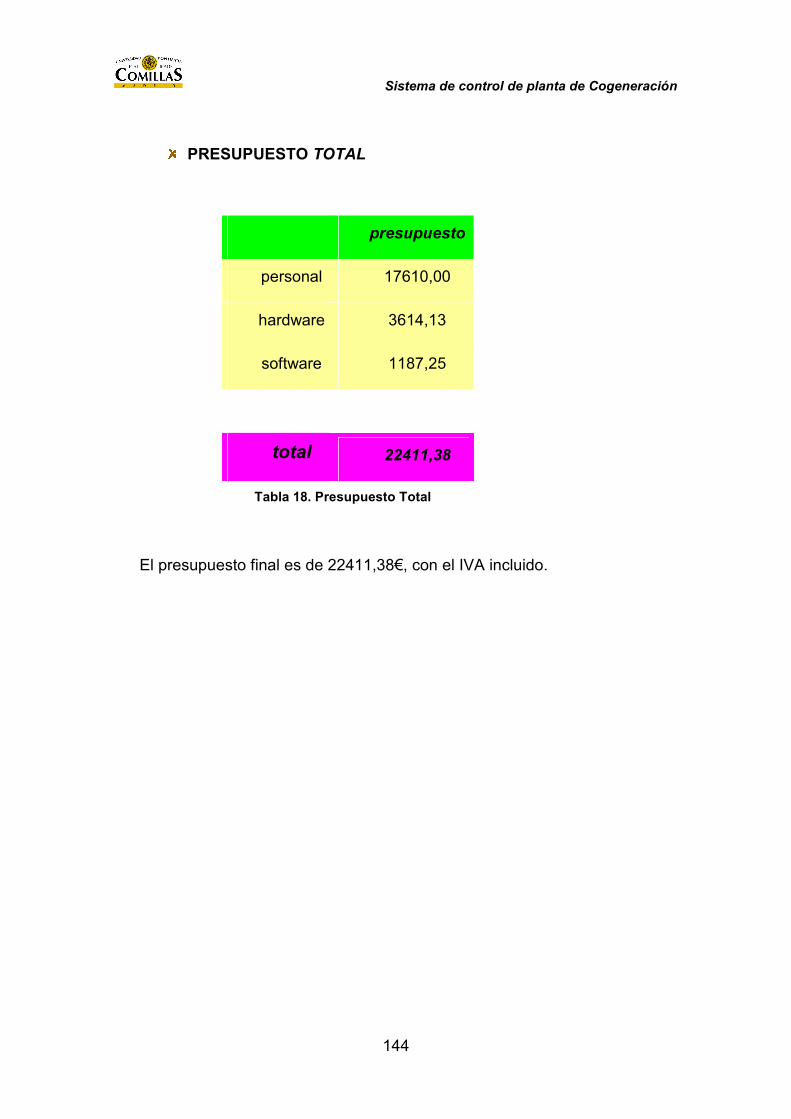
Sistema de control de planta de Cogeneración
144
PRESUPUESTO TOTAL
presupuesto
personal 17610,00
hardware 3614,13
software 1187,25
total 22411,38
Tabla 18. Presupuesto Total
El presupuesto final es de 22411,38€, con el IVA incluido.
Sistema de control de planta de Cogeneración
145
BIBLIOGRAFÍA
[SANT04]: Santamaría Navarrete, Eduardo “Apuntes Control
Industrial” Universidad Pontificia Comillas Madrid 2004
[SANZ04]: Sanz Bobi, Miguel Ángel “Apuntes Ingeniería del
Conocimiento”, Universidad Pontificia Comillas Madrid
2004
[MUÑO05]: Muñoz García, Manuel “Apuntes Gestión de Proyectos
Informáticos” Universidad Pontificia Comillas Madrid 2005
[ARBO02]: Arboles, Sergio Navarro, Luis “Visual Basic 6 a fondo”
InforBook’s Ediciones Barcelona 2002
[OMRO05]: Omron “Operation Manual C200-Alpha” 2005
[OMRO00]: Omron “Syswin 3.4 Manual” 2000
[ELPA06]: Edición Digital del diario País
� Consultas Web:
www.aesa.net (Grupo Aesa)
www.cogeneracion.org
www.gva.es/impiva/servicios/publica/edicions/ahorener.html
www.endesa.es (Endesa)
www.mityc.es/Desarrollo/Seccion/EficienciaEnergetica/Cogener
acion (Ministerio de Industria, Turismo y Comercio)
www.ree.es (Red Eléctrica de España)

Sistema de control de planta de Cogeneración
146
ANEXO I: PLAN ESTRATÉGICO DE AHORRO Y
EFICIENCIA ENERGÉTICA EN ESPAÑA (2004 – 2015)
(PLAN DE ACCIÓN 2005-2007) (resumen)
El Consejo de Ministros ha aprobado el Plan de Acción 2005-2007 de la
Estrategia de Ahorro y Eficiencia Energética en España 2004-2012 el 8 de julio
de 2005.
Se estima que su puesta en marcha generará un ahorro de energía
primaria acumulado de doce millones de toneladas equivalentes de petróleo, el
equivalente al 8,5 por 100 del total del consumo de energía primaria del año
2004 y al 20 por 100 de las importaciones de petróleo en ese año, y una
reducción de emisiones de CO2 a la atmósfera de 32,5 millones de toneladas.
Por sectores, el mayor volumen de ahorro previsto como resultado de la
aplicación de las medidas contenidas se localiza en el Transporte: de los
ahorros anuales conseguidos una vez finalizado el período de vigencia del
Plan, del orden de 7.179 kilotoneladas equivalentes de petróleo (ktep), 3.156
corresponden a este sector (un 44 por 100 del total).
Por añadidura, el Plan de Acción contribuirá a la mejora de la
competitividad de la economía española al llevar aparejada la incorporación a
los procesos productivos de equipos tecnológicamente más avanzados que
posibilitan un mejor posicionamiento de nuestras empresas en los mercados
internacionales.
La Estrategia de Ahorro y Eficiencia Energética en España 2004-2012
aprobada en noviembre de 2003 no recogía una especificación pormenorizada
de las actuaciones concretas, los plazos, la responsabilidad de los diferentes
organismos públicos involucrados y la identificación de líneas de financiación y
partidas presupuestarias asociadas a cada caso. Por eso, ha sido preciso la
aprobación del Plan de Acción 2005-2007, que trata de resolver la indefinición
de la Estrategia.
Sistema de control de planta de Cogeneración
147
Se inventarían y concretan las actuaciones que deben ponerse en marcha
a corto y medio plazo en cada sector, detallando para ello objetivos, plazos,
recursos y responsabilidades, y evaluando, finalmente, los impactos globales
derivados de estas actuaciones.
Objetivos
Atendiendo a estos principios, se han definido cuatro objetivos del Plan de
Acción:
• Concretar las medidas y los instrumentos necesarios para el
lanzamiento de la Estrategia en cada sector.
• Definir líneas concretas de responsabilidad y colaboración entre los
organismos involucrados en su desarrollo, concretamente la
Administración General del Estado, las Comunidades Autónomas y las
Entidades Locales. En cada caso se especificarán los presupuestos y
costes públicos asociados.
• Planificar la puesta en marcha de las medidas, identificando las
formas de financiación, las necesidades presupuestarias, las
actuaciones prioritarias y el ritmo de puesta en práctica.
• Evaluar los ahorros de energía asociados, los costes y las
emisiones de CO2 evitadas para cada medida y para todo el Plan en
su conjunto.
Contenido del Plan de Acción 2005-2007
El Plan de Acción 2005-2007 centra sus esfuerzos en siete sectores,
especifica veinte medidas urgentes para cada uno de ellos y veintitrés medidas
adicionales para aumentar la reducción de gases de efecto invernadero. La
identificación de las medidas a poner en marcha en los diferentes sectores se
ha realizado conforme a criterios como el propio potencial de ahorro del sector
y el coste público y privado por tonelada equivalente de petróleo ahorrada.
Sistema de control de planta de Cogeneración
148
Las veinte medidas urgentes se realizan atendiendo a la complejidad
administrativa asociada a la medida o el grado de implicación de diferentes
Administraciones con distinto ámbito territorial en su ejecución, la viabilidad de
la medida en los plazos señalados y el valor de los ratios calculados de
inversión y apoyo público en términos relativos al volumen de energía
ahorrado.
Medidas específicas por sector
Las medidas específicas del Plan de Acción 2005-2007 en los siete
sectores son las siguientes:
• Industria:
Realización de auditorías energéticas, programas de ayudas públicas a
proyectos empresariales de eficiencia energética, etcétera.
[…] (no corresponden con el tema tratado en este proyecto)
• Transformación de la Energía:
Auditorias energéticas, desarrollo de potencial de
Cogeneración existente, etcétera. Respecto a los objetivos
planteados por la Estrategia de Ahorro y Eficiencia Energética
2004-2012, el Plan de Acción amplía los relativos a la producción
de energía eléctrica mediante Cogeneración, de manera que
alcancen un total de 1150 MW a finales de 2007, 750 MW más
que los propuestos por la Estrategia de Ahorro y Eficiencia
Energética. Asimismo, se destinarán apoyos públicos para la
realización de 190 auditorías energéticas cubriendo el 75 por 100
del coste total y para realizar 100 estudios de viabilidad (al 75 por
100)
Sistema de control de planta de Cogeneración
149
ANEXO II: PROTOCOLO DE KIOTO (resumen)
Los gobiernos acordaron en 1997 el Protocolo de Kioto del Convenio Marco
sobre Cambio Climático de la ONU (UNFCCC). El acuerdo ha entrado en vigor
sólo después de que 55 naciones que suman el 55% de las emisiones de
gases de efecto invernadero lo ha ratificado. En la actualidad 129 países, lo
han ratificado alcanzando el 61,6 % de las emisiones como indica el barómetro
de la UNFCCC
El objetivo del Protocolo de Kioto es conseguir reducir un 5,2% las
emisiones de gases de efecto invernadero globales sobre los niveles de 1990
para el periodo 208-2012. Este es el único mecanismo internacional para
empezar a hacer frente al cambio climático y minimizar sus impactos. Para ello
contiene objetivos legalmente obligatorios para que los países industrializados
reducan las emisiones de los 6 gases de efecto invernadero de origen humano
como dióxido de carbono (CO2), metano (CH4) y óxido nitroso (N2O), además
de tres gases industriales fluorados: hidrofluorocarbonos (HFC),
perfluorocarbonos (PFC) y hexafluoruro de azufre

Sistema de control de planta de Cogeneración
150
ANEXO III: DEFINICIÓN CENTRO DE
TRANSFORMACIÓN INTEMPERIE
CENTROS DE TRANSFORMACIÓN
MISIÓN.
La misión de un Centro de Transformación es reducir la tensión de media
tensión a niveles de utilización en baja tensión.
Las tensiones de generación de la energía eléctrica en las centrales oscila
entre 6 KV y 18 KV, tensiones que no son suficientes para su transporte a
grandes distancias donde suelen estar los centros de consumo. Estas
tensiones son elevadas a la salida de las centrales a valores superiores (132
KV, 220 KV y 380 KV,..) para que las pérdidas por efecto Joule sean los más
pequeñas posibles durante el transporte de la energía eléctrica desde allí a los
centros de consumo.
La tensión (20 KV, 66 KV,..) de las redes de distribución que alimentan los
centros de consumo necesita ser reducida a la tensión de utilización en BT que
es de 400/230 V, esto se realiza en los Centros de Transformación mediante un
transformador (Trafo de distribución).
Figura 55. Esquema de la misión de un centro de transformación
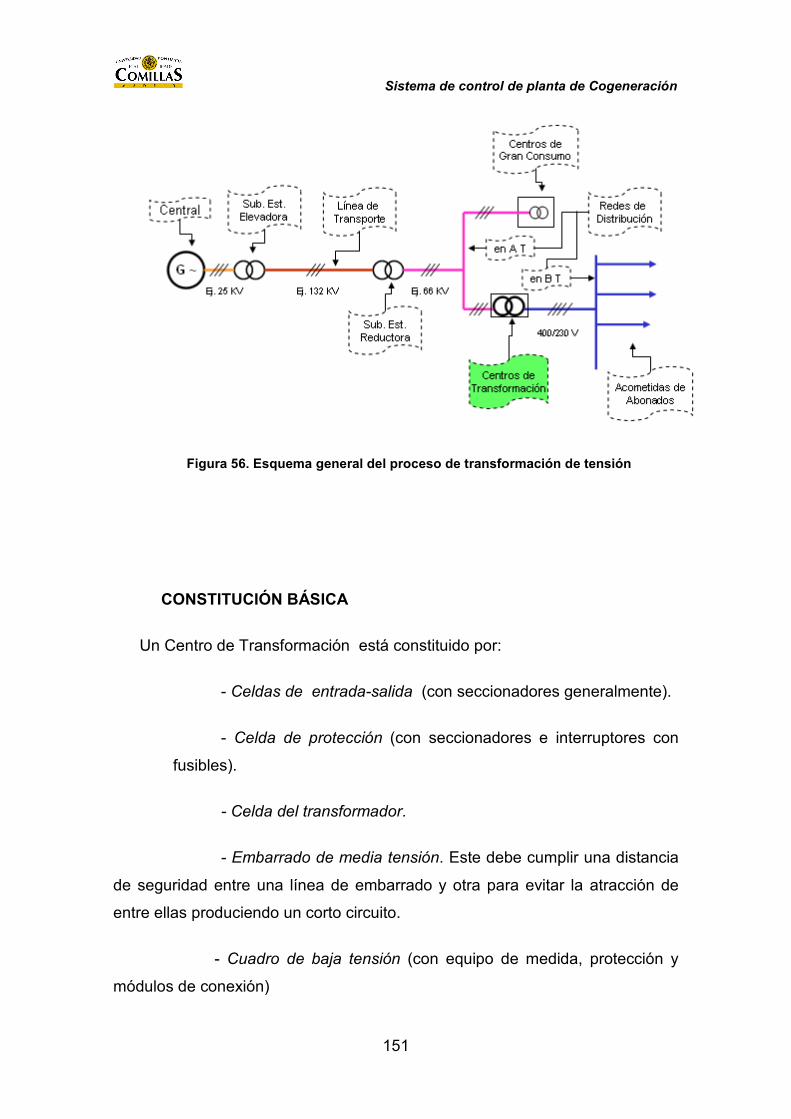
Sistema de control de planta de Cogeneración
151
Figura 56. Esquema general del proceso de transformación de tensión
CONSTITUCIÓN BÁSICA
Un Centro de Transformación está constituido por:
- Celdas de entrada-salida (con seccionadores generalmente).
- Celda de protección (con seccionadores e interruptores con
fusibles).
- Celda del transformador.
- Embarrado de media tensión. Este debe cumplir una distancia
de seguridad entre una línea de embarrado y otra para evitar la atracción de
entre ellas produciendo un corto circuito.
- Cuadro de baja tensión (con equipo de medida, protección y
módulos de conexión)
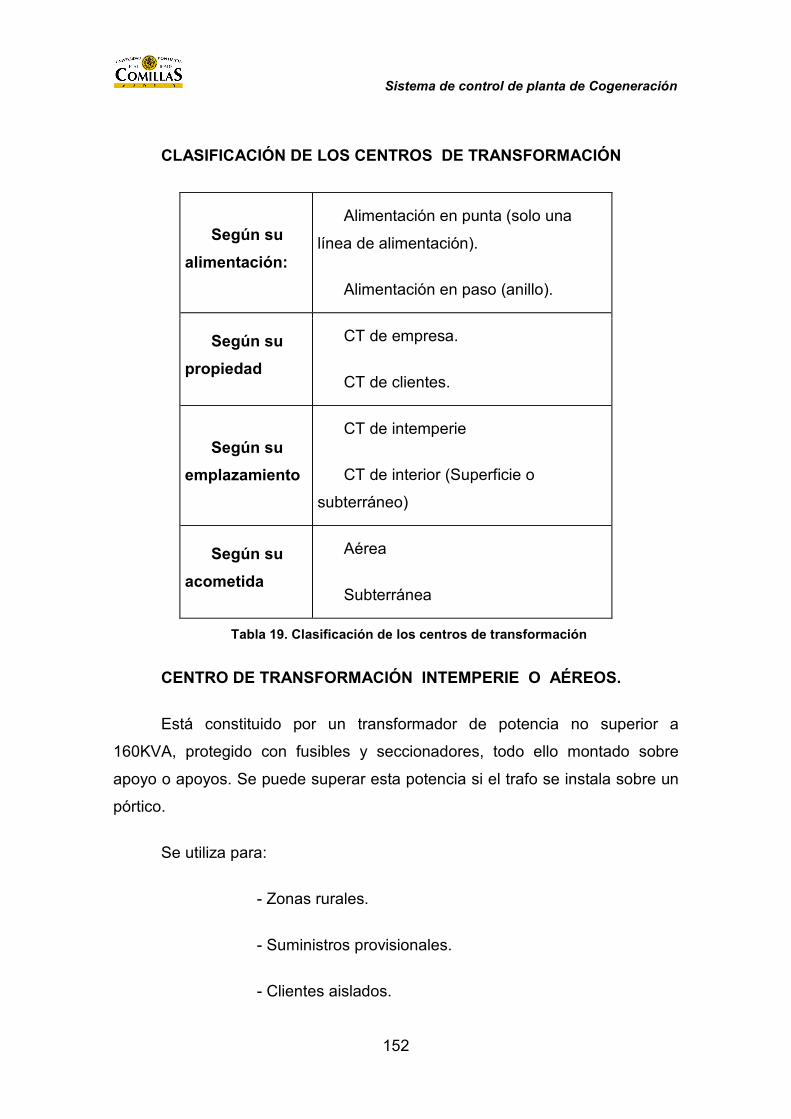
Sistema de control de planta de Cogeneración
152
CLASIFICACIÓN DE LOS CENTROS DE TRANSFORMACIÓN
Según su
alimentación:
Alimentación en punta (solo una
línea de alimentación).
Alimentación en paso (anillo).
Según su
propiedad
CT de empresa.
CT de clientes.
Según su
emplazamiento
CT de intemperie
CT de interior (Superficie o
subterráneo)
Según su
acometida
Aérea
Subterránea
Tabla 19. Clasificación de los centros de transformación
CENTRO DE TRANSFORMACIÓN INTEMPERIE O AÉREOS.
Está constituido por un transformador de potencia no superior a
160KVA, protegido con fusibles y seccionadores, todo ello montado sobre
apoyo o apoyos. Se puede superar esta potencia si el trafo se instala sobre un
pórtico.
Se utiliza para:
- Zonas rurales.
- Suministros provisionales.
- Clientes aislados.

Sistema de control de planta de Cogeneración
153
Figura 57 CT Intemperie, vista frontal
Figura 58. CT intemperie, vista lateral
Sistema de control de planta de Cogeneración
154
ANEXO IV: ENTREVISTAS CON EXPERTOS
ENTREVISTA CON EL DIRECTOR DE LA EMPRESA
MADERERA QUE HA INSTALADO UN PLANTA
COGENERADORA EN SU EMPRESA.
P- ¿Cuáles son las principales características de su empresa?
R- Se trata de una empresa maderera de tamaño medio, en la cual
tratamos pino insigne con una capacidad total en el parque de madera
aserrada secándose al natural estimada en unos 25.000 m3 y de los secaderos
de unos 1.500 m3/mes, repartidos en 9 cámaras. De este modo se dispone
permanentemente en stock todas las dimensiones requeridas por nuestros
clientes, realizándose las entregas de inmediato.
Los productos fabricados por nuestra empresa se utilizan en diversos
sectores tales como la fabricación de muebles, empanelados decorativos,
tarimas para suelos, construcción en general y embalaje.
P- ¿Por qué la empresa ha optado por instalar una planta de
Cogeneración?
R- La Cogeneración es un sistema que se puede aplicar en una
empresa que requiere consumir energía térmica (vapor, agua caliente,
gases calientes, etc.) y eléctrica, permitiendo hacer más eficiente la
producción conjunta de estas energías de acuerdo a las demandas
energéticas de sus procesos productivos. Esto permite obtener diversos
beneficios, entre los que destacan los económicos para la empresa que
decide instalar este tipo de sistemas y los energéticos y ambientales a
nivel nacional.
Los aserraderos por lo general funcionan en turno de 8 a 10 horas diarias, 5
a 6 días por semana.
Sistema de control de planta de Cogeneración
155
Un aserradero por lo general consta de dos o tres juegos de motores
generadores, donde una de las unidades es de reserva, además mantienen un
tanque de combustible para una o dos semanas de trabajo.
Empleando una planta cogeneradora tendremos un generador eléctrico
instalado en la empresa, que funcionará gracias a un motor diesel, el cuál
necesita agua para su refrigeramiento. Esa agua alcanzará una temperatura
muy alta que se empleará junto con los gases y humos producidos por el motor
diesel para el calentamiento de los secaderos.
De este modo ahorraremos costes en combustible para los distintos
motores de los secaderos y obtendremos energía eléctrica para el suministro
propio y si obtenemos excedentes eléctrico la podremos vender a la red
nacional eléctrica.
P- ¿Cómo llegó la empresa a la idea de poner una planta
cogeneradora en sus instalaciones?
R- Llevábamos tiempo buscando formas de ahorrar combustible, ya que
hoy en día con las continuas subidas del petróleo, el precio del producto final
que ofrecemos se vería afectado al igual que la producción. Tenemos un gran
número de secadores funcionando y mantener los depósitos de cada uno de
ellos lleno supondría un coste muy elevado, por tanto o bajábamos el ritmo de
producción o buscábamos nuevas formas de energía.
P- ¿Y por que una Cogeneración y no otro tipo de energía?
R- La Cogeneración es ya reconocida en prácticamente todos los sectores
industriales como una tecnología fiable, eficiente y rentable para sus procesos.
Viendo el tipo de proceso que nosotros llevamos a cabo, obtuvimos
información del tipo de instalación que requería esta forma de energía
renovable. Los primeros datos que obtuvimos fueron:
Sistema de control de planta de Cogeneración
156
“Instalando una caldera de recuperación en el conducto de escape de una
turbina o motor, existente o nuevo, es posible producir vapor para el proceso de
la planta. Esto provocará un importante aumento en la eficiencia energética
total.
El vapor así producido puede usarse para calefacción, refrigeración (con
enfriadores por absorción) o para generar energía adicional (turbina de vapor
en Ciclo Combinado).
Es decir, si actualmente Usted toma por un lado energía de la red y por otro
lado utiliza calor producido en una caldera, podrá obtener grandes ahorros
anuales reemplazando ambas fuentes por un sistema único de Cogeneración.”
Claro que no todo es tan bonito como a veces nos pintan las cosas, y
esta decisión requiere unas inversiones de grandes cantidades de dinero y
había que informarse bien y obtener distintos estudios para ver si era viable
para nuestra empresa.
P- ¿Y esos estudios los realizó su propia empresa?
R- No, tuvimos asesores externos y especializados en este campo para
realizar los estudios de viabilidad que le he mencionado anteriormente. Hoy en
día hay grandes empresas que se dedican a este tipo de estudios, y las
distintas políticas medioambientales llevadas a cabo por distintas
organizaciones mundiales y nacionales están promoviendo el uso de las
energías renovables.
P- Por tanto ya están involucrados en una estrategia a largo plazo…
R- Bueno, se requiere tiempo hasta que la planta esté en pleno
funcionamiento, pero esperamos tener buenos resultados al poco de ponerla
en marcha. Digamos que lo dejamos en una estrategia a medio plazo…
Sistema de control de planta de Cogeneración
157
P- ¿No le parece bastante arriesgado viendo los distintos cambios
que está sufriendo hoy en día el petróleo, el descenso del valor del dólar,
etc.?
R- Como usted bien ha dicho, es una estrategia arriesgada. Dentro del
sector maderero, ya hay compañías que tienen implantadas plantas
cogeneradoras y han visto como sus costes han ido reduciéndose
paulatinamente a la vez que obtenían beneficios de la venta de electricidad que
producían de más y que la compañía eléctrica les compraba.
Dentro de los negocios hay que correr riesgos, nuestros competidores han
obtenido esa pequeña ventaja respecto a nosotros. Por este motivo, nuestra
empresa quiere instalar una planta cogeneradora con un sistema de gestión y
control innovador que nos permita obtener mayores beneficios que nuestros
competidores.
P- Por tanto usted ve en el proyecto que se desarrolle para su
planta cogeneradora la ventaja competitiva respecto a las otras empresas
del sector. ¿Qué decisiones ve usted que el proyecto debe tomar para
obtener esa ventaja?
R- Lo que estamos buscando en un proyecto que tenga los conocimientos
adecuados para poder saber actuar en todo momento.
El proyecto controlará todo el proceso de secado de la madera y sabrá en
todo momento la cantidad de energía que requiere la empresa para realizar el
trabajo del día y la energía eléctrica sobrante deberá pasar al fluido de la
compañía eléctrica para el abastecimiento de la población.
P- ¿cree usted que el proyecto es la mejor solución para gestionar
la planta cogeneradora?
Sistema de control de planta de Cogeneración
158
R- Lo que queremos en nuestra empresa en estos momentos, es ahorrar
costes para poder obtener un mayor beneficio. La planta de Cogeneración nos
va a ayudar a reducir los costes de combustible para los secaderos y a su vez
obtener energía eléctrica para consumo propio y posible venta.
Con el proyecto, no se necesitará personal cualificado para el control y
gestión de la planta. Este sistema, según las características del momento,
sabrá gestionar y realizar las operaciones apropiadas para el funcionamiento
óptimo de la planta.
De este modo no sólo la planta trabajará de una forma eficaz y rápida, sino
que nos ahorraremos la mano de obra.
P- Para finalizar la entrevista, ¿en cuánto tiempo quiere que tanto la
instalación y el sistema estén totalmente implantados?
R- Estamos barajando la posibilidad de ponerla en funcionamiento en un
plazo de 6 meses aproximadamente.

Sistema de control de planta de Cogeneración
159
ENTREVISTA CON UN EXPERTO EN CICLOS DE SECADO DE
LA MADERA
P- ¿En qué consiste exactamente el proceso de secado de la
madera?
R- El secado de la madera es un proceso imprescindible para lograr la
calidad de esta en diferentes usos, principalmente en la fabricación de
muebles. La madera al momento de serrarla por primera vez contiene hasta un
66% de humedad, por lo tanto su transformación en un material de
construcción consiste principalmente en eliminar su humedad a través del
secado.
A pesar de sus cualidades positivas, la madera presenta algunos aspectos
negativos, como la durabilidad, la deformación debido a la fluctuación de
niveles de humedad y la susceptibilidad al ataque de hongos e insectos. En
estos problemas influye significativamente el proceso de secado, por lo que se
requiere que este se realice con el rigor necesario.
El secado de la madera resulta tan importante que debe realizarse, incluso
si para ello fuera necesario el uso de combustibles u otros recursos energéticos
convencionales. Pero el proceso para secar toda la madera necesaria de una
empresa con unas dimensiones considerables supondría el empleo de energía
térmica.
P- ¿Por qué no se realiza un secado natural?
R- El secado natural de la madera no responde a la dinámica de su
necesidad, ya que se requieren largos períodos (meses y a veces años) para
que el secado se efectúe hasta el contenido de humedad requerido.
Sistema de control de planta de Cogeneración
160
Este método utilizaría también grandes extensiones de terreno para el
proceso de secado y, lo más concluyente, en aquellos lugares donde se
emplea solamente el secado natural, en ciertas calidades de la madera es
inapropiada para su uso posterior.
P- ¿Por qué la madera suele requerir el proceso de secado artificial?
R- En el ámbito de las exportaciones lo que se vende, en general, es la
madera seca, tanto por razones sanitarias como de calidad del producto.
El secado industrial con respecto al natural permite un mejor manejo
financiero producto de una mayor rotación y bajos stocks. Es más rápido, se
realiza en horas o a lo sumo en días; en cambio, el natural es lento. Esta
rapidez permite planificarse y comprometer volúmenes con los clientes.
Además, no se ve afectado por las condiciones climáticas ya que se realiza en
un ambiente controlado.
En términos de costos hay ahorros porque el espacio para el manejo de la
madera disminuye y al secar la madera se elimina agua. La madera es más
ligera, pudiendo bajar los gastos en transporte. Por ejemplo, un camión
transporta 25 m³ de madera verde, y en el caso de la seca, puede llegar a 55
m³.
Uno de los beneficios más importantes del secado de madera es el control
de hongos. El secado reduce la probabilidad de ataque de insectos, la
aparición de moho y manchas y el deterioro durante el almacenamiento y uso
de la madera. Los hongos y termitas no pueden crecer en maderas cuyo
contenido de humedad es inferior al 20%.
Actualmente hay presiones para evitar el uso de químicos en el control de
plagas, y el secado a ciertas temperaturas controla la aparición de nematodos
u hongos. Esto facilita la exportación, ya que algunos países, como China,
exigen tratamiento de calor para evitar los nematodos.
También se mejora la estabilidad dimensional, las propiedades físicas y
mecánicas y las condiciones de trabajo de la madera y se transforma en un
producto de mayor gama de usos.
Sistema de control de planta de Cogeneración
161
No obstante, para acceder a esta tecnología es necesario invertir. Se
necesita evaluar cuidadosamente los diferentes aspectos involucrados en el
secado antes de realizar una inversión.
La tendencia actual del sector, al igual que en otras áreas, apunta a que es
un muy buen negocio invertir en tecnología para obtener altas calidades y
producciones a bajos costos. También es importante elegir adecuadamente el
tipo, el tamaño y la cantidad de secaderos para los requerimientos proyectados
en un mediano plazo, aunque en un comienzo se realice sólo una inversión
parcial. Los beneficios económicos que reporta el secado son evidentes.
P- ¿Cuál sería una forma apropiada para ahorrar costes a la
empresa en el proceso de secado?
R- Un método más económico desde el punto de vista energético es el
uso de desperdicios de la madera como combustible, aunque esto es factible
en aserraderos y no procede generalmente en el secado de madera de
importación ni en las fábricas de muebles y otros artículos de madera. Este
método tiene además la desventaja de conllevar gastos de inversión muy altos,
tanto en la obra civil como en el equipamiento necesario.
Hoy en día las empresas madereras están llevando a cabo inversiones
en plantas cogeneradoras, las cuales están generando beneficios y ahorros en
combustible a la empresa. Aunque también requieren grandes inversiones de
dinero.
P- Si usted fuera director de una empresa, la cual se está
planteando utilizar uno de los métodos anteriores para ahorrar costes de
producción a su empresa, ¿por cuál se decantaría?
Sistema de control de planta de Cogeneración
162
R- Es más caro el proceso de la combustión de los desperdicios de la
madera que el empleo de la Cogeneración. Para que los desperdicios se
puedan quemar para la obtención de energía, deben estar completamente
secos. Por lo que tendrían que pasar por un proceso de secado, y las
instalaciones requeridas para todo el proceso de combustión, como he
comentado anteriormente, son más caras.
P- ¿Pero que ocurre con el precio actual del petróleo?
R- Sí que es verdad que no parece ser rentable a priori utilizar motores que
requieran el empleo de algún derivado del petróleo para su funcionamiento.
Pero también es verdad que hoy en día el secado industrial o artificial de la
madera es un tema estratégico para las empresas ya que los usos actuales de
la madera verde son reducidos.
Las cifras así lo demuestran: de cada diez pedidos o productos nuevos,
ocho son solicitados secos.
Por eso, la tendencia actual del sector maderero es aumentar el uso de
este procedimiento.
P- Resumiendo un poco lo tratado anteriormente, una forma óptima
de ahorro de costes de producción para una empresa maderera a la hora
de realizar el proceso de secado, el cuál es sumamente importante, sería
instalando una planta de Cogeneración. ¿Pero ésta debería ser controlada
de alguna forma en particular?
R- El proceso el secado debe estar controlado en todo momento. Según la
madera que se encuentre en la cámara del secadero en cada momento,
requiere una humedad distinta. La humedad final depende del uso y aplicación.
Por ejemplo, para el mercado de puertas, molduras y muebles, la humedad
final es de 8% a 9% en promedio. Para el mercado nacional el promedio es
entre 10% a 12%. También las exigencias de deformación de la madera como
las de color son más relevantes para penetrar en nuevos segmentos del
mercado.

Sistema de control de planta de Cogeneración
163
Además de las diferentes opciones de secado industrial disponibles,
también es importante tomar en cuenta aspectos asociados a la madera como
el espesor, el contenido de humedad inicial y final esperado, velocidad y
tensiones de crecimiento, tipo de suelo, componente de madera juvenil y
esquema de corte en aserradero, entre otras, obligan y comprometen la
necesidad de disponer de un mayor conocimiento tanto de tecnologías como
de procesos y tratamientos que permitan alcanzar un mayor grado de
certidumbre en el aseguramiento de la calidad del producto final del secado, y
de esta manera poder elegir, para cada caso, la tecnología, el equipo y el
programa más adecuados a los propósitos del cliente, con la mayor
productividad y rentabilidad en la operación.
P- ¿Debería haber un tipo de programa de gestión y control
específico para los procesos de cada producto final?
R- Si pudiera haber un programa capaz de controlar cada proceso y
saber que debe realizar según unos parámetros dados sería correcto.
P- ¿Por qué no optar por un sistema automatizado para el control y
gestión de la planta cogeneradora que suministre la energía necesaria a
los secaderos?
R- Perdone, ¿me podría explicar en que consiste un sistema de control?
P- Un Sistema de control automatizado, o también se puede
considerar un sistema experto, es aquel capaz de almacenar el
conocimiento de un experto en una especialidad determinada y limitada, y
a su vez de solucionar problemas mediante la inducción - deducción
lógica. Intentan simular el razonamiento humano por medio de un
conjunto de programas informáticos.
Sistema de control de planta de Cogeneración
164
R- Por lo que usted me dice, podría ser totalmente factible. El sistema
adquiere el conocimiento sobre los distintos tipos de madera tratados y en
función de la madera que se encuentre en el secadero, sabrá controlar la
humedad y temperaturas para su secado óptimo.
P- Pero todo ello deberá estar unido con la función de la planta
cogeneradora que será quién deberá estar controlada por el PLC.
R- Claro, la cantidad de gases que transmita el generador de electricidad
tendrán que estar controlados por el sistema para mantener el secadero en
temperaturas y humedad constantes para el proceso de secado de la madera.
P- Para poder realizar el sistema de control, primero debemos
obtener conocimientos para poderlos incorporar a su base de
conocimiento. Empezaremos por la humedad de la madera, ¿qué
debemos saber respecto este punto?
R- La humedad de trabajo de la madera (seca) se estima en la mitad del
rango de contenido de la humedad esperado durante su uso: 20% humedad en
el aire, 10% humedad de secado en la madera.
El secado al aire libre deja a la madera con un contenido de humedad
entorno el 20 y 25%.
P- Ya que la humedad y el tipo de secado también dependen del
tipo de madera, ¿Cuál sería la clasificación de los distintos tipos?
R- Podríamos decir que hay madera dura como el tilo, haya, fresno
roble, olmo, nogal; y madera blanda como el ciprés, cedro, abeto, pino blanco,
pino oregón y pino insigne. Pero hay otro punto importante a tener en cuenta
para no tener problemas con la calidad de la madera además del secado.

Sistema de control de planta de Cogeneración
165
P- ¿Cuál es ese punto?
R- El apilamiento de la madera. Hay que tener en cuenta una serie de
condiciones, pero ya nos saldríamos del tema que estamos tratando que es el
proceso de secado.
P- Por tanto, y para concluir la entrevista, la implantación de una
planta cogeneradora y cuya gestión y control se realice por un PLC y un
sistema SCADA, ¿es una solución óptima y con posible futuro?
R- Por supuesto, si un sistema es capaz de realizar el trabajo de varias
personas expertas en tiempo mínimo y de una forma óptima, bienvenido sea.
ENTREVISTA CON UN EXPERTO EN EL DISEÑO DE LA
PLANTA COGENERADORA DE LA EMPRESA MADERERA
P- ¿Qué elementos van a componer las instalaciones de la planta
cogeneradora de esta empresa?
R- La planta de Cogeneración que se va a instalar consta de un único
motor primario diesel caterpillar cuyo potencial es de 1480Kw. Este motor hará
funcionar un generador eléctrico, el cuál producirá energía eléctrica para el
abastecimiento propio de la empresa y sus posibles excedentes podrán ser
vendidos.
El generador de energía eléctrica necesita un sistema de ventiladores y
torres de refrigeración para enfriar el agua refrigerante del motor que le
mantiene a la temperatura óptima de trabajo y evita posibles subidas de
temperatura peligrosas. De esta forma también la empresa obtendrá energía
térmica necesaria para la realización de algunos procesos industriales, que
este caso está enfocado al secado de la madera.
Sistema de control de planta de Cogeneración
166
Tanto el generador eléctrico como el motor que lo hace funcionar, se
encuentran dentro de una sala, toda ella acondicionada para mantener un
ambiente favorable para el funcionamiento de ambas máquinas. La sala está
dotada de dos grandes ventiladores, ya que las temperaturas que se llegan a
alcanzar en el interior son muy elevadas.
También se requiere para el proceso que conlleva toda la transformación
de energía el uso de una caldera mixta. Su función será la de recoger los
humos y gases generados por los motores necesarios para el calentamiento
del agua requerido por los secaderos para su funcionamiento. Si mediante el
empleo de estos gases no se llega a la temperatura que demandan los
secaderos según el trabajo que están realizando en ese momento, se
necesitará la ayuda de un calentador.
El agua procedente de los secaderos estará a una temperatura inferior a la
solicitada, y el agua que proviene de los motores generadores estará a grandes
temperaturas antes de pasar por las torres de refrigeración, por tanto se ha
optado por instalar un intercambiador en el cuál el calor desprendido por el
agua procedente de los motores sirva para aumentar en un gradiente el agua
proveniente de los secaderos. Es otra forma de aprovechar la energía térmica
desprendida de los motores, y puede ahorrar el funcionamiento de la caldera.
Por último, se instalarán dos bombas en el circuito, las cuales ayudarán al
agua a llegar a los distintos puntos del proceso. Se ha decidido instalar dos por
motivos técnicos, ya que si alguna fallara el proceso no se vería interrumpido.
También hay que citar la instalación de chimeneas por las cuales los gases
y humos sobrantes serán expulsados.
P- La instalación es bastante compleja viendo tanto los elementos
que la componen, como las funciones que deben realizar. ¿Cómo se lleva
a cabo el control de un proceso de tal envergadura?

Sistema de control de planta de Cogeneración
167
R- El control de este tipo de procesos se realiza mediante un autómata
programable PLC que es quien recibe todas las señales del proceso, tanto
digitales como analógicas.
P- ¿En que consiste exactamente un PLC?
R- El PLC es un equipo electrónico, programable en lenguaje no
informático, diseñado para controlar en tiempo real y ambiente de tipo
industrial, procesos secuenciales.
P- ¿Qué tipo de datos maneja un PLC?
R- Un PLC recibe datos sobre las temperaturas de los distintos
dispositivos de la instalación, tiempo de ejecución o parada, potencias, etc.
P- ¿Y el PLC sabe como actuar en cada momento ante los datos
que le vayan llegando en cada instante?
R- El empleo de un PLC tiene muchas ventajas como pueden ser:
· Mínimo espacio de ocupación
· Su mantenimiento es económico
· Se pueden gobernar varias máquinas con un mismo
Pero una de sus desventajas es el de que hace falta un programador, lo
que obliga a adiestrar a uno de los técnicos en tal sentido.
Sería eficiente conseguir un sistema que mediante unas características
del proceso que se va a llevar a cabo en los secaderos o en función de la
energía eléctrica demanda por la empresa, según el día y otras condiciones,
supiera adaptar correctamente las distintas variables de los diversos elementos
que están involucrados en el proceso para obtener la energía térmica y
eléctrica apropiada para el rendimiento de la empresa.
Sistema de control de planta de Cogeneración
168
P- ¿No cree que se podría desarrollar un sistema de control, el cuál
mediante unas características introducidas por un operario de la
empresa, como indicar el horario de trabajo (ya que puede variar de
invierno o verano), o la temperatura a la que necesita estar el secadero
según el tipo de madera que va a tratar, supiera configurar las distintas
variables del PLC para adaptar las máquinas al proceso solicitado y
desarrollar informes sobre las actividades llevadas a cabo por los
distintos elementos implicados?.
R- Es la solución más óptima que se podría desarrollar. Un PLC puede
comunicarse a través de un puerto de comunicación con la CPU de un PC, por
lo que desarrollar un programa informático que supiera mediante unas
características dadas los valores que deben tomar las distintas variables
implicadas en el proceso, tanto de los motores, caldera, secaderos, agua del
circuito…sería una forma eficaz y rápida de control y gestión de la planta
cogeneradora.
P- ¿Qué variables serían las que el sistema de control debería tener
en cuenta?
R- Como parámetros del motor se podrían tener en cuenta:
� Potencia a generar: podrá ser modificada según las necesidades de
la empresa.
� Tiempos de estabilización, sincronismo, vacío y parada: estos datos
según la potencia indicada varían, vienen dados por los fabricantes
de los motores especificados para cada potencia.
� Temperatura,…
Otros puntos que se deben controlar son las regulaciones de las variables
de las temperaturas de salida y entrada del agua de los motores, de la caldera,
secaderos, intercambiador y torres de refrigeración; la regulación de los
escapes de gases y humos tanto de la caldera y secaderos; control de los litros
que se encuentran en los depósitos; Kw/h importados y exportados…

Sistema de control de planta de Cogeneración
169
P- Con todos estos datos se podrían generar históricos de datos
muy importantes a la hora de evaluar el rendimiento de la planta, y tener
un control de ella ¿no lo cree usted?
R- Por supuesto, sería interesante poder almacenar todos esos datos y con
ellos elaborar históricos bien en un rango de meses, días, horas incluso
minutos para poder ver la evolución de la planta.
P- ¿Se le ocurre alguna otra función que se podría desempeñar con
este sistema?
R- Se podría avisar a los operarios de posibles anomalías mediante
alarmas. Se almacenarían en memoria junto con la hora y se deberían tener en
cuenta en los históricos.
P- ¿De este modo ve que se podría sacar el mayor partido a la
planta de Cogeneración?
R- Sería una forma rápida y eficaz de control y gestión de la planta. Pero
también hay que tener en cuenta los posibles problemas software que puede
acarrear un programa informático como pueden ser bloqueos como los costes
que implica un mantenimiento o reparación tanto a nivel hardware como
software.

Sistema de control de planta de Cogeneración
170
ANEXO V: ARTÍCULOS
ARTICULO PUBLICADO POR GRUPO AESA
¿QUÉ ES LA COGENERACIÓN?
1. INTRODUCCIÓN Y DEFINICIONES.
Si bien el gran desarrollo industrial que se ha vivido en el siglo XX ha sido,
en gran parte, producido por la maestría del hombre en el uso de la energía, la
frase inicial nos recuerda que no todas las formas energéticas producen el
efecto deseado.
Efectivamente, el hombre ha dedicado grandes esfuerzos de todo tipo en
conseguir energías y adecuarlas para su uso final en los centros consumidores.
Todo este proceso, en general llevado a cabo por el que se conoce como
sector energético, a través de tecnologías adecuadas para la prospección,
transporte y conversión en las formas de energía a los consumidores,
encuadrados básicamente, en los sectores industrial y terciario.
El problema energético, no es tanto la escasez de la energía, como la
capacidad tecnológica de su conversión en formas energéticas útiles. Las
energías deseadas (porque son fáciles de usar) son escasas, y la energía
eléctrica (tal vez la más deseada por su facilidad de uso) es tan escasa que no
existe en la naturaleza en forma aprovechable y el hombre ha tenido que
ingeniar sistemas para producirla a través de otras formas menos útiles.
Así, el sector energético parte de las energías primarias (las que se
encuentran en la naturaleza) y a través de sus tecnologías las convierte en
secundarias (disponibles en el mercado). Los usuarios (sector industrial y
terciario) acuden al mercado para adquirir las energías que precisan
(electricidad y combustible) para convertirlas en energías terciarias (las que son
directamente útiles) a través de sistemas tecnológicos propios del usuario final.

Sistema de control de planta de Cogeneración
171
Efectivamente, la electricidad adquirida debe transformarse a un nivel de
tensión más bajo para obtener lo que realmente desea el usuario de la misma:
Iluminación, fuerza motriz, señales de control, calentamiento, etc. y el
combustible adquirido se utilizará para generar fluidos (vapor de agua, aceites
térmicos, gases calientes) que transmitan en forma adecuada el calor que el
usuario precisa en sus instalaciones, ya que no suele ser útil directamente (no
podemos echar el reloj al fuego).
El proceso energético que sigue la energía primaria desde que se
encuentra en la naturaleza hasta su utilización en una aplicación, está
gobernado por una serie de tecnologías de conversión energética sujetas al 1er
y 2o principios de la termodinámica. Por ello, la energía que llega a la aplicación
es menor que la extraída de la naturaleza y tiene otra forma. Es decir, a lo largo
de este proceso, la energía sufre una conversión cuantitativa y cualitativa que
transforma la energía primaria en energía útil en diversos sistemas
tecnológicos.
Veamos, pues, cuales son estos posibles caminos:
Efectivamente, el usuario tiene unos requisitos determinados por la
tecnología de la máquina que requiere la energía. En general, requerirá la
electricidad para su transformación en energía mecánica y calor en forma de
vapor para su uso en calefacción de ambiente o procesos. Fijada esta
demanda de energías terciarias o útiles, la cantidad de energía primaria
requerida, depende del camino seguido en este proceso de conversión.
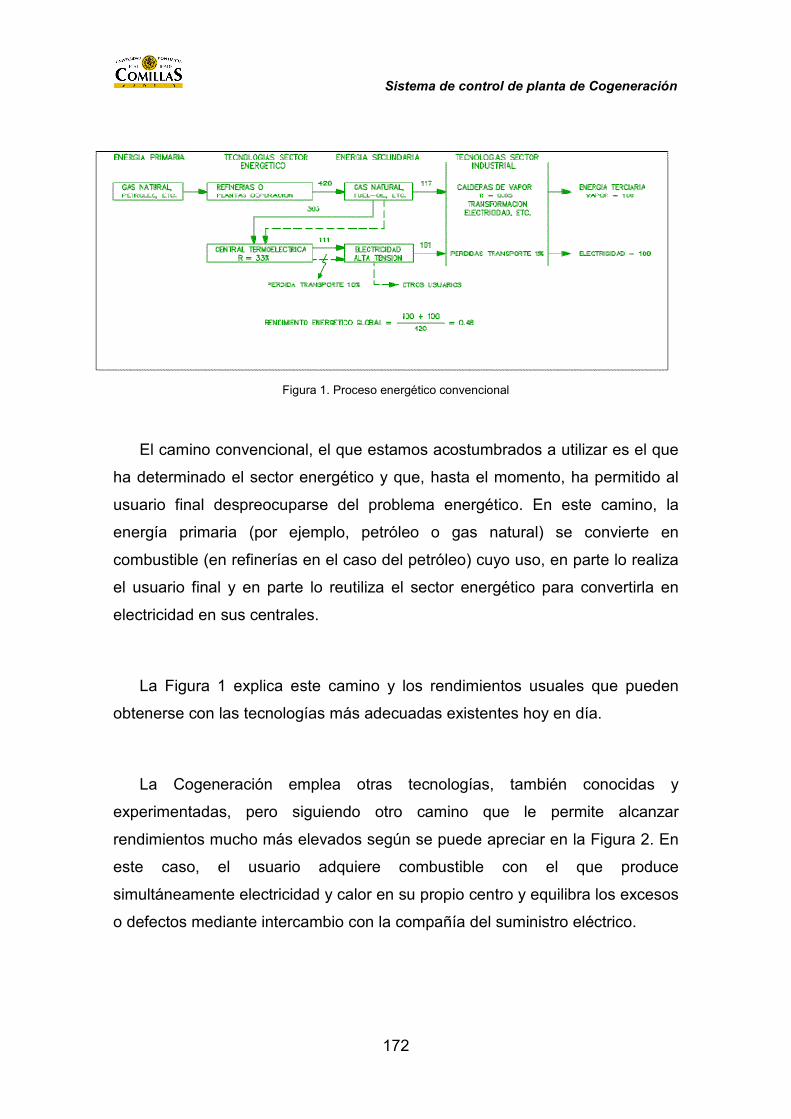
Sistema de control de planta de Cogeneración
172
Figura 1. Proceso energético convencional
El camino convencional, el que estamos acostumbrados a utilizar es el que
ha determinado el sector energético y que, hasta el momento, ha permitido al
usuario final despreocuparse del problema energético. En este camino, la
energía primaria (por ejemplo, petróleo o gas natural) se convierte en
combustible (en refinerías en el caso del petróleo) cuyo uso, en parte lo realiza
el usuario final y en parte lo reutiliza el sector energético para convertirla en
electricidad en sus centrales.
La Figura 1 explica este camino y los rendimientos usuales que pueden
obtenerse con las tecnologías más adecuadas existentes hoy en día.
La Cogeneración emplea otras tecnologías, también conocidas y
experimentadas, pero siguiendo otro camino que le permite alcanzar
rendimientos mucho más elevados según se puede apreciar en la Figura 2. En
este caso, el usuario adquiere combustible con el que produce
simultáneamente electricidad y calor en su propio centro y equilibra los excesos
o defectos mediante intercambio con la compañía del suministro eléctrico.

Sistema de control de planta de Cogeneración
173
Figura 2. Proceso energético cogenerativo.
Haciendo un balance entre ambas situaciones que dan lugar a las mismas
prestaciones energéticas que requiere el usuario, los ahorros de energía
primaria son muy importantes.
2. LA COGENERACION COMO SISTEMA DE CONVERSION ENERGETICA
industrialmente y, por lo tanto, ambas son energías útiles y valorizables.
El concepto de calidad termodinámica y utilidad industrial son, en cierto
modo, complementarios y son los que permiten la gran eficacia de los sistemas
cogenerativos.
Por lo indicado, la tecnología de la Cogeneración podría definirse como un
sistema que partiendo de una energía de calidad media (la del combustible) la
convierte en otras formas energéticas, como vapor o agua caliente (de baja
calidad, pero útil) y la electricidad, de alta calidad y también útil.
En esta definición se barajan los conceptos de calidad y utilidad de la
energía.
El primero de ellos procede de la termodinámica y confería la máxima
calidad a la energía mecánica y atribuía al calor la calificación de "energía
degradada" precisamente por la dificultad de convertirla en energía mecánica.

Sistema de control de planta de Cogeneración
174
En este sentido, la energía eléctrica tendrá una gran calidad y el vapor
obtenido en una planta de Cogeneración sería una "energía degradada".
Pero, al principio de este escrito hemos visto que estas formas energéticas
(electricidad y vapor) son formas energéticas "deseadas", energías necesarias
requeridas por los sistemas tecnológicos utilizados
Ciclos de Cogeneración
PLANTAS CON MOTORES ALTERNATIVOS
Utilizan gas natural, gasóleo o fuel como combustible. Las potencias
unitarias oscilan entre 1,5 y 10 MW. Por asociación en paralelo de grupos
generadores su potencia puede alcanzar tamaños muy superiores, pero a partir
de 15 MW probablemente serán más rentables los ciclos con turbinas si se
dispone de gas natural.
Las plantas con motores alternativos tienen la gran ventaja de ser muy
eficientes eléctricamente y al propio tiempo la desventaja de ser poco eficientes
térmicamente.
El sistema de recuperación térmica se diseña en función de los requisitos
de la industria y en general se basan en la producción de vapor a baja presión
(hasta 10 bares), aceite térmico y en el aprovechamiento del circuito de alta
temperatura del agua de refrigeración del motor. Son también adecuadas la
producción de frío por absorción bien sea a través de vapor generado con los
gases en máquinas de doble efecto, o utilizando directamente el calor del agua
de refrigeración en máquinas de simple efecto.
Esquema de planta con motores alternativos

Sistema de control de planta de Cogeneración
175
PLANTAS CON TURBINA DE GAS
La turbina de gas se ha desarrollado en los últimos tiempos gracias a su
aplicación a la industria aeronáutica y si bien sus rendimientos de conversión son
inferiores a la de los motores alternativos, ofrecen la gran ventaja de la facilidad de
recuperación del calor, que se encuentra concentrado en su práctica totalidad en
sus gases de escape, que al estar a una temperatura de unos 500 ºC son idóneas
para producir vapor en un generador de recuperación.
Según que este vapor se produzca a la presión de utilización del usuario, o se
genere a alta presión y temperatura para su expansión previa en una turbina de
vapor, se definen como ciclos simples en el primer caso, o combinados en el
segundo.
TURBINA DE GAS EN CICLO SIMPLE
En la planta clásica de Cogeneración y su aplicación es adecuada cuando
los requisitos de vapor son importantes (> 10 t/h). Esta situación se encuentra
fácilmente en industrias de tipo alimentario, química y sobre todo en la
papelera. Son plantas de gran fiabilidad y economía cuando están diseñadas
correctamente para una aplicación determinada.
El diseño del sistema de recuperación de calor es crítico en este tipo de
plantas, pues su economía está directamente ligada al mismo ya que a
diferencia de las plantas con motores alternativos el precio del calor recuperado
es esencial en un ciclo simple de turbina de gas.
Proceso de turbina de gas en ciclo simple

Sistema de control de planta de Cogeneración
176
TURBINA DE GAS EN CICLO COMBINADO
Como se ha dicho anteriormente, la recuperación de calor es esencial en
un ciclo con turbina de gas. Si esta recuperación es adecuada se garantiza el
éxito de la planta , y si se pierde calor éste puede quedar altamente
comprometido.
Un ciclo combinado "ayuda" a absorber una parte del vapor generado en el
ciclo simple y permite, por ello, mejorar la recuperación térmica, o instalar una
turbina de gas de mayor tamaño cuya recuperación térmica no estaría
aprovechada si no se utilizara el vapor en una segunda turbina de
contrapresión.
El proceso del vapor en un ciclo combinado es esencial para la eficiencia
del mismo. La selección de la presión y temperatura del vapor vivo se hace en
función de las turbinas de gas y vapor seleccionadas, pero a su vez esta
selección se debe realizar con criterios de eficiencia y economía.
Turbina de Gas en ciclo combinado
CICLO COMBINADO A CONDENSACIÓN
Este ciclo, que se basa en procesos estrictamente cogenerativos es una
variante del ciclo combinado de contrapresión clásico y tiene su fundamento en
su gran capacidad de regulación ante demandas de vapor muy variables.

Sistema de control de planta de Cogeneración
177
Efectivamente, el proceso clásico de regulación de una planta de
Cogeneración consiste en evacuar gases a través del by-pass cuando la
demanda de vapor es menor a la producción y utilizar la post - combustión
cuando sucede lo contrario. La Fig. 9 es indicativa de este proceso operacional
de las plantas de Cogeneración y es debido a la poca flexibilidad de las
turbinas de gas en ciclo simple para trabajar a cargas parciales.
Ciertamente, bajando sensiblemente su potencia, no se consigue su
adaptación a la demanda de vapor, debido a una importante baja de
rendimiento de recuperación, ya que los gases de escape mantienen
prácticamente su caudal y bajan ostensiblemente su temperatura. Por ello, las
pérdidas de calor se mantienen prácticamente constantes, y la planta deja de
cumplir los requisitos de rendimiento.
Por el contrario, un ciclo de contrapresión y condensación, trabajando en la
forma indicada en figura siguiente, permite aprovechar la totalidad del vapor
generado, regulando mediante la condensación del vapor que no puede usarse
en el proceso, produciendo una cantidad adicional de electricidad.
Ciclo Combinado a Contrapresión y condensación

Sistema de control de planta de Cogeneración
178
PLANTAS CON TURBINA DE VAPOR
Aunque el uso de esta turbina fue el primero en Cogeneración, su
aplicación en estos días ha quedado limitada como complemento para ciclos
combinados o en instalaciones que utilizan combustibles residuales, como
biomasa o residuos que se incineran.
Planta con turbina de vapor a condensación con biomasa
TRIGENERACIÓN
Básicamente, una planta de Trigeneración es sensiblemente igual a una
de Cogeneración, a la que se le añade un sistema de absorción para
producción de frío. Sin embargo, las diferencias conceptuales son mucho más
importantes:
• Efectivamente, la Cogeneración, que en principio no era posible en
centros que no consumieran calor, puede acceder a centros que
precisen frío que se produzca con electricidad. Existen en este
aspecto oportunidades importantes en las industrias del sector
alimentario, que de otra forma no serían cogeneradores potenciales.
• Otro mercado que abre el concepto de trigeneración es el del sector
terciario, donde además de necesidades de calefacción y agua
caliente (hospitales, hoteles, etc…) se requieren importantes
cantidades de frío para climatización, que consume una gran
proporción de la demanda eléctrica.
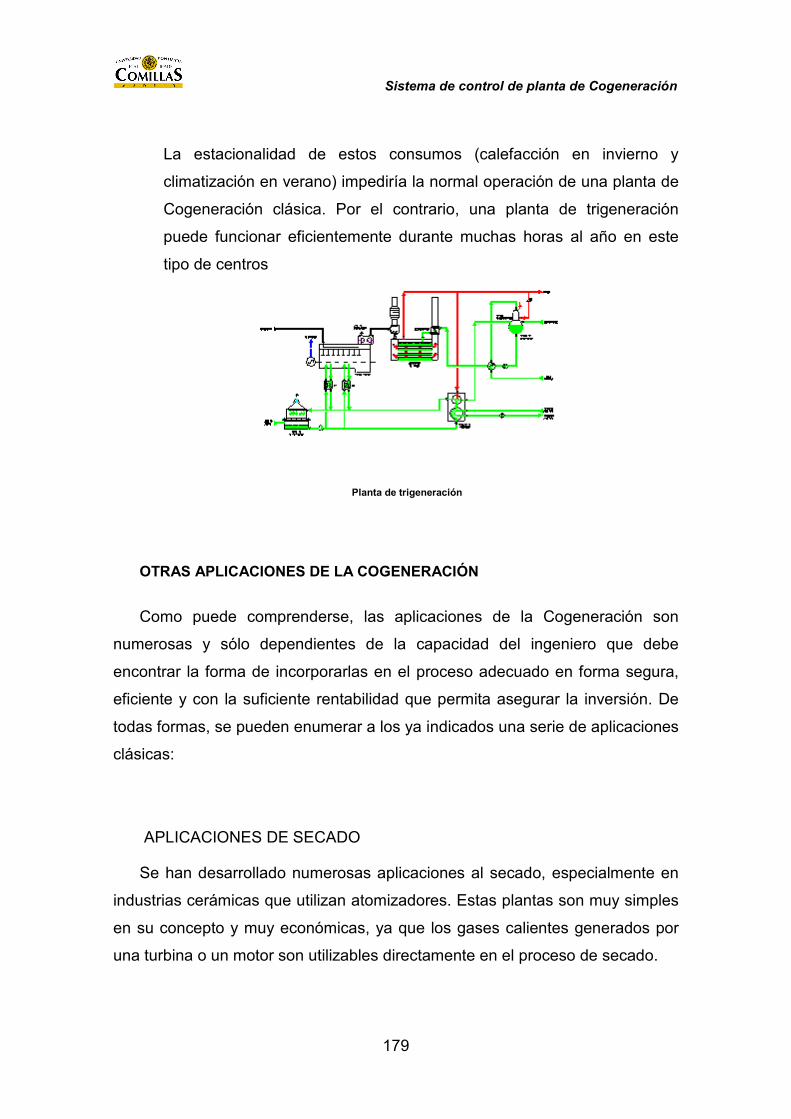
Sistema de control de planta de Cogeneración
179
La estacionalidad de estos consumos (calefacción en invierno y
climatización en verano) impediría la normal operación de una planta de
Cogeneración clásica. Por el contrario, una planta de trigeneración
puede funcionar eficientemente durante muchas horas al año en este
tipo de centros
Planta de trigeneración
OTRAS APLICACIONES DE LA COGENERACIÓN
Como puede comprenderse, las aplicaciones de la Cogeneración son
numerosas y sólo dependientes de la capacidad del ingeniero que debe
encontrar la forma de incorporarlas en el proceso adecuado en forma segura,
eficiente y con la suficiente rentabilidad que permita asegurar la inversión. De
todas formas, se pueden enumerar a los ya indicados una serie de aplicaciones
clásicas:
APLICACIONES DE SECADO
Se han desarrollado numerosas aplicaciones al secado, especialmente en
industrias cerámicas que utilizan atomizadores. Estas plantas son muy simples
en su concepto y muy económicas, ya que los gases calientes generados por
una turbina o un motor son utilizables directamente en el proceso de secado.
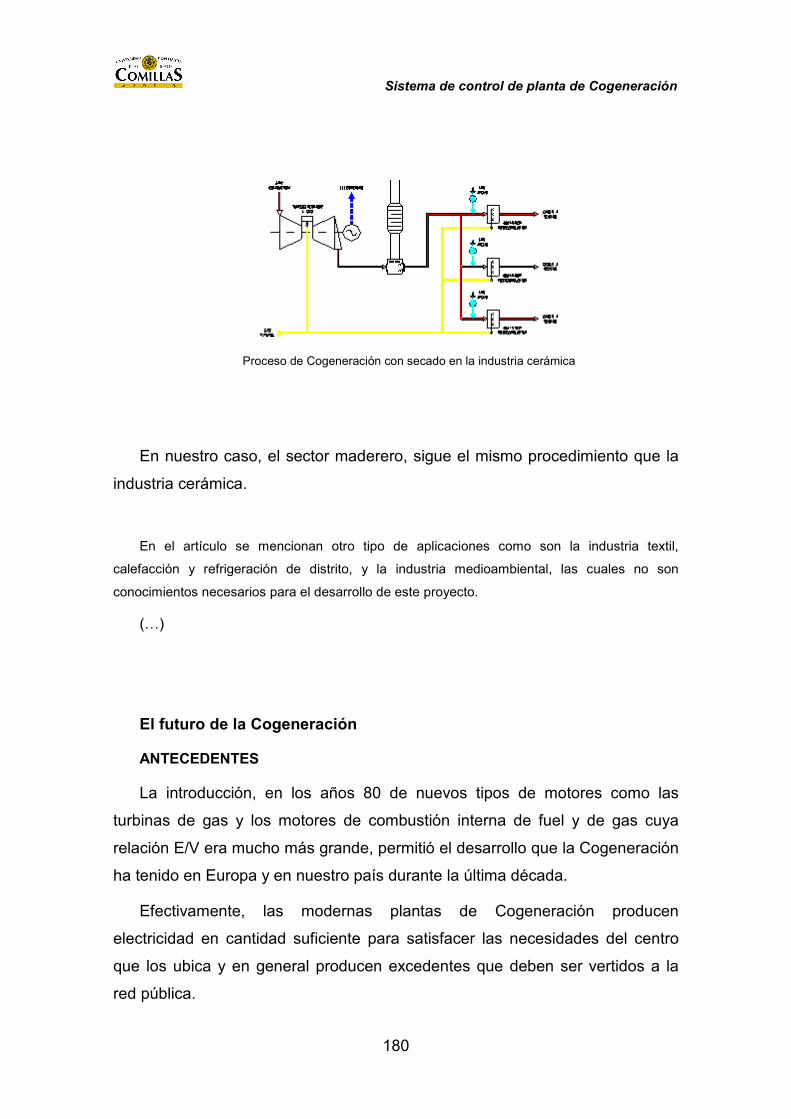
Sistema de control de planta de Cogeneración
180
Proceso de Cogeneración con secado en la industria cerámica
En nuestro caso, el sector maderero, sigue el mismo procedimiento que la
industria cerámica.
En el artículo se mencionan otro tipo de aplicaciones como son la industria textil,
calefacción y refrigeración de distrito, y la industria medioambiental, las cuales no son
conocimientos necesarios para el desarrollo de este proyecto.
(…)
El futuro de la Cogeneración
ANTECEDENTES
La introducción, en los años 80 de nuevos tipos de motores como las
turbinas de gas y los motores de combustión interna de fuel y de gas cuya
relación E/V era mucho más grande, permitió el desarrollo que la Cogeneración
ha tenido en Europa y en nuestro país durante la última década.
Efectivamente, las modernas plantas de Cogeneración producen
electricidad en cantidad suficiente para satisfacer las necesidades del centro
que los ubica y en general producen excedentes que deben ser vertidos a la
red pública.
Sistema de control de planta de Cogeneración
181
La legislación de todos los países Europeos, reconociendo los beneficios
de la Cogeneración para los sistemas eléctricos nacionales, ha impulsado esta
tecnología a través de hacer obligatoria la compra de estos excedentes por las
compañías eléctricas, a unos precios que permitan rentabilizar las inversiones.
En este sentido, la Cogeneración ha sido impulsada en forma paralela a
otras energías alternativas y como en ellas se podían obtener subvenciones a
la inversión. Sin embargo, mientras la Cogeneración se ha desarrollado
espectacularmente y ha demostrado la rentabilidad de su inversión sin
necesidad de las subvenciones gubernamentales o comunitarias (que fueron
suprimidas), otras tecnologías de energías alternativas deben seguir siendo
subvencionadas directa o indirectamente si se quiere impulsar su desarrollo.
A través del tiempo, las tecnologías de Cogeneración, no solo se han
demostrado rentables y eficientes sino que han ido aumentando estos dos
parámetros, ya que nuevos motores y nuevas turbinas de última tecnología han
mejorado sus rendimientos y costes específicos.
También a lo largo de este período, la legislación ha ido evolucionando en
el sentido de no impulsar a las tecnologías energéticas que han obtenido éxito
e impulsar a aquellas que su desarrollo ha sido más modesto.
Las lecciones de este período de gran interés en el desarrollo de las
tecnologías energéticas podrían resumirse en:
La Cogeneración ha demostrado su madurez y se ha establecido como una
tecnología altamente competitiva con las empleadas por las compañías
eléctricas tradicionales.
La eficiencia de los sistemas de Cogeneración ha aumentado de forma
espectacular en 10 años y los últimos desarrollos de turbinas y motores
mantendrán esta tendencia en el futuro.
La legislación que regula el sistema eléctrico de los diversos países es muy
cambiante y tiende a disminuir las ayudas a los sistemas que han alcanzado un
grado de competitividad suficiente de modo que sea la libre competencia el
factor selectivo de las tecnologías a utilizar.
Sistema de control de planta de Cogeneración
182
EL FUTURO DE LA COGENERACIÓN
Por todo lo indicado, se puede asegurar que la Cogeneración tiene ante sí
un importante futuro, basado en su capacidad competitiva con otras
tecnologías, si esta competencia se establece en un marco justo y equitativo
(es decir, no se impide).
Efectivamente, hoy por hoy, es el sistema más eficiente de que se dispone
para producir electricidad a partir de un combustible, superando a los ciclos
combinados que muy probablemente serán empleados por las Cías. Eléctricas.
Esta máxima eficiencia es el punto fuerte de la Cogeneración y bajo ningún
concepto deberán realizarse plantas que la sacrifiquen, pues comprometería a
largo plazo el factor que asegurará la invulnerabilidad de la planta.
Habrá que desechar plantas que circunstancialmente han ofrecido unos
parámetros de rentabilidad más elevados, sacrificando eficiencia al aumentar
de tamaño. Estas plantas han estado basadas en precios elevados de la
electricidad y los bajos precios de los combustibles de los últimos años.
Estos precios están sujetos a leyes de mercado o a la legislación
gubernamental y son cambiables en el tiempo, en tanto que las leyes
termodinámicas que definen la eficiencia de una planta son inmutables.
En un futuro no muy lejano son razonables épocas de escasez energética
(de combustible) que obligará a importantes incrementos del precio del
combustible y de la electricidad y por ello los sistemas de Cogeneración
mantendrán plenamente su vigencia.
Aún cuando sea paradójico, el fuerte impulso que muchos gobiernos dan a
las energías renovables, fijándoles precios mucho más altos, son un importante
seguro a los sistemas que como la Cogeneración pueden competir desde
ahora a precios de mercado.

Sistema de control de planta de Cogeneración
183
Precio estimado de los combustibles en el futuro inminente
¿QUIÉN PUEDE COGENERAR?
Los sistemas de Cogeneración se han demostrado eficaces y económicos
para generar energía eléctrica y son, en la actualidad, sumamente competitivos
con las grandes centrales de las compañías del régimen ordinario.
Frente al futuro, la Cogeneración ofrece tan importantes ventajas sobre
cualquier otro sistema de producción de electricidad que parece tendrá
asegurado su desarrollo por las siguientes razones:
• Es el proceso más eficiente y menos contaminante para producir
electricidad a partir de gas natural y derivados del petróleo.
• Permite utilizar residuos para la producción eléctrica.
• Es el proceso más económico y que permite el empleo de
suministros locales, ofreciendo importantes ventajas en las áreas
donde se aplica.
• Sigue el concepto de "Producción Descentralizada" propugnado por
las directrices europeas por sus indudables ventajas frente al
obsoleto sistema de producción centralizada.
Todos estos aspectos de los sistemas de Cogeneración, deben favorecer
su desarrollo óptimo, ya que su potencial es limitado. Es decir, no se puede
cogenerar de forma indiscriminada y por ello tiene sentido el título de este
apartado: ¿Quién puede cogenerar?
Sistema de control de planta de Cogeneración
184
La respuesta a esta pregunta, si bien es simple, se complica porqué existen
muchas posibilidades de Cogeneración en un mismo centro de consumo.
En forma simple, puede cogenerar todo consumidor de energía térmica que
la utilice a una temperatura inferior a los 500ºC. Así todos los consumidores de
vapor, fluido térmico, agua caliente, o gases para secado son potenciales
usuarios de sistemas de Cogeneración. También los grandes consumidores de
frío pueden utilizar sistemas de Cogeneración. Paradójicamente no son
potencialmente cogeneradores los grandes consumidores de electricidad que
no requieren consumos térmicos, ni los grandes consumidores de calor que
requieren elevadas temperaturas en su proceso.
Típicamente, las industrias químicas, alimentarias, papeleras etc... son
potenciales cogeneradoras así como empresas del sector de extracción de
minerales.
También los grandes usuarios del sector terciario (centros comerciales,
hospitales, complejos hosteleros...) tienen capacidad cogeneradora y en un
próximo futuro, sin duda se desarrollarán sistemas de distribución de calor y
frío en centros urbanos (District Heating and Cooling).
Otro aspecto a considerar, al determinar la capacidad cogeneradora de un
centro es su régimen de trabajo (horario de uso de calor) y la variaciones de la
demanda a lo largo del día (modulación )y del año (estacionalidad) y sobre
todo, su consumo absoluto anual ya que por debajo de ciertas cantidades los
proyectos no suelen resultar económicos.

S
istema de co
ntrol de planta de Cogen
eración
185
ANEXO VI:
DATO
S D
E P
LA
NTA
DE
CO
GE
NE
RA
CIÓ
N Y
A IN
STA
LA
DA
EN
ER
GIA
GEN
ER
AD
A
en k
Wh
EX
PO
RTA
CIO
N
CO
NSU
MO
S
G
1 G
2 G
3 G
4 TO
TA
L D
IA
T.M
ES
T.G
EN
ER
AL
E.E
XPO
R.
T.M
ES
T.E
XPO
R.
E.C
ON
S.
T.M
ES
T.C
ON
S.
01/06/2006
8.526
8.348
8.822
8.700
34.396
34.396
79.820.488
0
0
70.554.321
34.396
34.396 9.266.167
02/06/2006
8.480
8.376
8.815
8.793
34.464
68.860
79.854.952
0
0
70.554.321
34.464
68.860 9.300.631
03/06/2006
0
0
0
0
0
68.860
79.854.952
0
0
70.554.321
0
68.860 9.300.631
04/06/2006
0
0
0
0
0
68.860
79.854.952
0
0
70.554.321
0
68.860 9.300.631
05/06/2006
8.580
8.384
8.779
8.763
34.506
103.366
79.889.458
92.667
92.667
70.646.988
-58.161
10.699 9.242.470
06/06/2006
8.282
8.436
8.744
8.651
34.113
137.479
79.923.571
0
92.667
70.646.988
34.113
44.812 9.276.583
07/06/2006
8.464
8.450
8.737
8.533
34.184
171.663
79.957.755
61.097 153.764
70.708.085
-26.913
17.899 9.249.670
08/06/2006
8.500
8.462
8.680
8.393
34.035
205.698
79.991.790
30.258 184.022
70.738.343
3.777
21.676 9.253.447
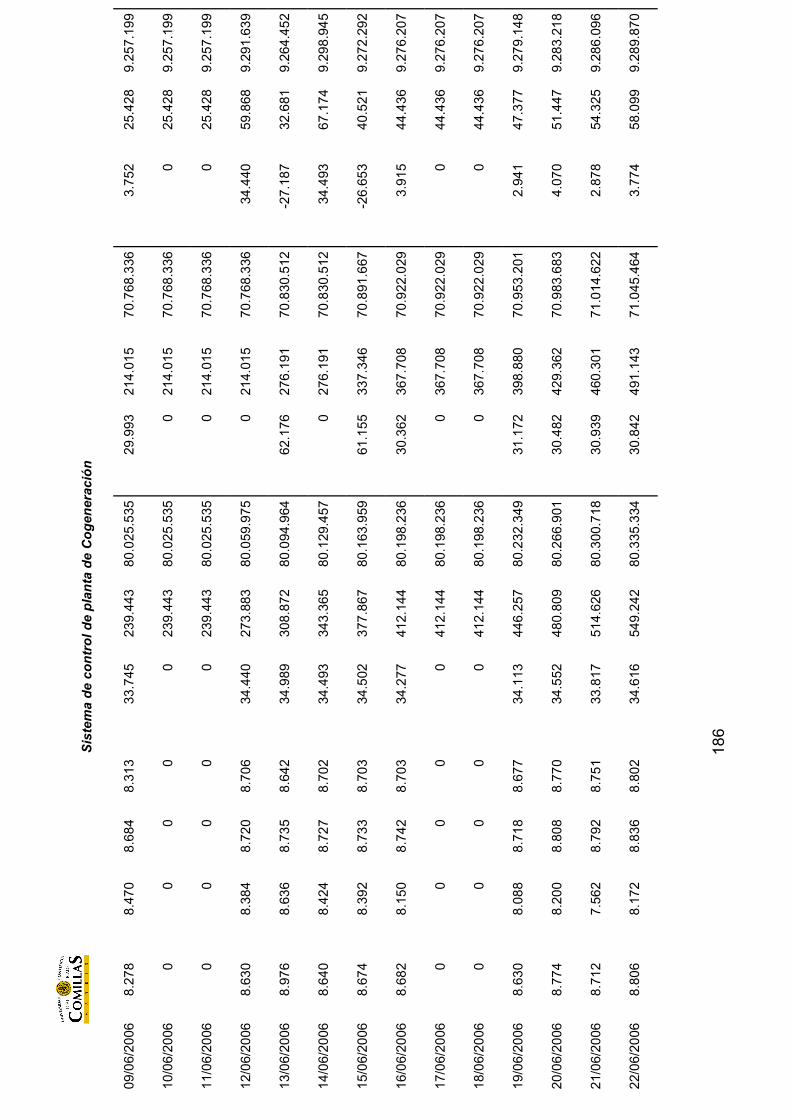
S
istema de co
ntrol de planta de Cogen
eración
186
09/06/2006
8.278
8.470
8.684
8.313
33.745
239.443
80.025.535
29.993 214.015
70.768.336
3.752
25.428 9.257.199
10/06/2006
0
0
0
0
0
239.443
80.025.535
0 214.015
70.768.336
0
25.428 9.257.199
11/06/2006
0
0
0
0
0
239.443
80.025.535
0 214.015
70.768.336
0
25.428 9.257.199
12/06/2006
8.630
8.384
8.720
8.706
34.440
273.883
80.059.975
0 214.015
70.768.336
34.440
59.868 9.291.639
13/06/2006
8.976
8.636
8.735
8.642
34.989
308.872
80.094.964
62.176 276.191
70.830.512
-27.187
32.681 9.264.452
14/06/2006
8.640
8.424
8.727
8.702
34.493
343.365
80.129.457
0 276.191
70.830.512
34.493
67.174 9.298.945
15/06/2006
8.674
8.392
8.733
8.703
34.502
377.867
80.163.959
61.155 337.346
70.891.667
-26.653
40.521 9.272.292
16/06/2006
8.682
8.150
8.742
8.703
34.277
412.144
80.198.236
30.362 367.708
70.922.029
3.915
44.436 9.276.207
17/06/2006
0
0
0
0
0
412.144
80.198.236
0 367.708
70.922.029
0
44.436 9.276.207
18/06/2006
0
0
0
0
0
412.144
80.198.236
0 367.708
70.922.029
0
44.436 9.276.207
19/06/2006
8.630
8.088
8.718
8.677
34.113
446.257
80.232.349
31.172 398.880
70.953.201
2.941
47.377 9.279.148
20/06/2006
8.774
8.200
8.808
8.770
34.552
480.809
80.266.901
30.482 429.362
70.983.683
4.070
51.447 9.283.218
21/06/2006
8.712
7.562
8.792
8.751
33.817
514.626
80.300.718
30.939 460.301
71.014.622
2.878
54.325 9.286.096
22/06/2006
8.806
8.172
8.836
8.802
34.616
549.242
80.335.334
30.842 491.143
71.045.464
3.774
58.099 9.289.870

S
istema de co
ntrol de planta de Cogen
eración
187
23/06/2006
8.704
7.716
8.782
8.750
33.952
583.194
80.369.286
30.505 521.648
71.075.969
3.447
61.546 9.293.317
24/06/2006
0
0
0
0
0
583.194
80.369.286
0 521.648
71.075.969
0
61.546 9.293.317
25/06/2006
0
0
0
0
0
583.194
80.369.286
0 521.648
71.075.969
0
61.546 9.293.317
26/06/2006
8.788
8.000
8.824
8.785
34.397
617.591
80.403.683
30.917 552.565
71.106.886
3.480
65.026 9.296.797
27/06/2006
9.200
8.466
8.825
8.782
35.273
652.864
80.438.956
30.605 583.170
71.137.491
4.668
69.694 9.301.465
28/06/2006
8.734
6.390
8.788
8.753
32.665
685.529
80.471.621
0 583.170
71.137.491
32.665
102.359 9.334.130
29/06/2006
8.734
238
8.822
8.794
26.588
712.117
80.498.209
0 583.170
71.137.491
26.588
128.947 9.360.718
30/06/2006
8.736
0
8.773
8.723
26.232
738.349
80.524.441
78.448
661.
618
71.2
15.9
39
-52.216
76.7
31
9.30
8.50
2
19
0.53
0 16
3.74
4 19
2.88
6 19
1.18
9 73
8.34
9
01/07/2006
0
0
0
0
0
0
80.524.441
0
0
71.215.939
0
0 9.308.502
02/07/2006
0
0
0
0
0
0
80.524.441
0
0
71.215.939
0
0 9.308.502
03/07/2006
8.790
1.576
8.793
8.765
27.924
27.924
80.552.365
23.409
23.409
71.239.348
4.515
4.515 9.313.017
04/07/2006
8.742
0
8.798
8.738
26.278
54.202
80.578.643
22.458
45.867
71.261.806
3.820
8.335 9.316.837
05/07/2006
8.764
0
8.806
8.748
26.318
80.520
80.604.961
22.830
68.697
71.284.636
3.488
11.823 9.320.325
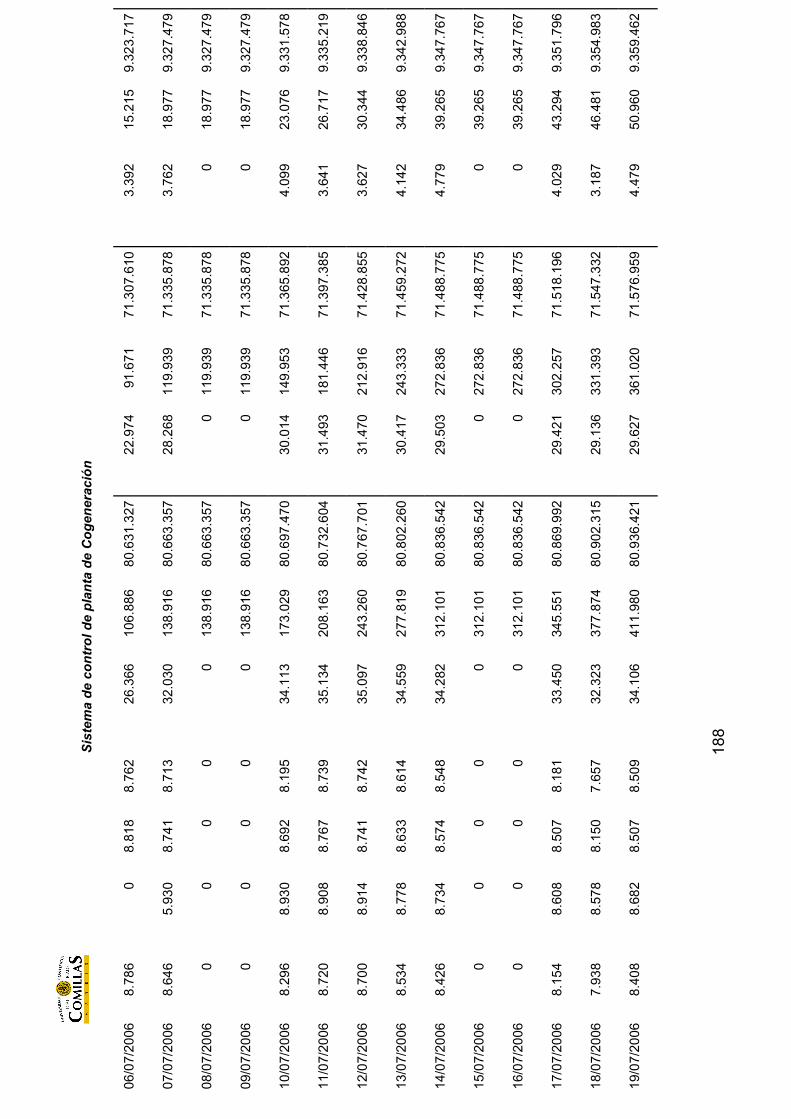
S
istema de co
ntrol de planta de Cogen
eración
188
06/07/2006
8.786
0
8.818
8.762
26.366
106.886
80.631.327
22.974
91.671
71.307.610
3.392
15.215 9.323.717
07/07/2006
8.646
5.930
8.741
8.713
32.030
138.916
80.663.357
28.268 119.939
71.335.878
3.762
18.977 9.327.479
08/07/2006
0
0
0
0
0
138.916
80.663.357
0 119.939
71.335.878
0
18.977 9.327.479
09/07/2006
0
0
0
0
0
138.916
80.663.357
0 119.939
71.335.878
0
18.977 9.327.479
10/07/2006
8.296
8.930
8.692
8.195
34.113
173.029
80.697.470
30.014 149.953
71.365.892
4.099
23.076 9.331.578
11/07/2006
8.720
8.908
8.767
8.739
35.134
208.163
80.732.604
31.493 181.446
71.397.385
3.641
26.717 9.335.219
12/07/2006
8.700
8.914
8.741
8.742
35.097
243.260
80.767.701
31.470 212.916
71.428.855
3.627
30.344 9.338.846
13/07/2006
8.534
8.778
8.633
8.614
34.559
277.819
80.802.260
30.417 243.333
71.459.272
4.142
34.486 9.342.988
14/07/2006
8.426
8.734
8.574
8.548
34.282
312.101
80.836.542
29.503 272.836
71.488.775
4.779
39.265 9.347.767
15/07/2006
0
0
0
0
0
312.101
80.836.542
0 272.836
71.488.775
0
39.265 9.347.767
16/07/2006
0
0
0
0
0
312.101
80.836.542
0 272.836
71.488.775
0
39.265 9.347.767
17/07/2006
8.154
8.608
8.507
8.181
33.450
345.551
80.869.992
29.421 302.257
71.518.196
4.029
43.294 9.351.796
18/07/2006
7.938
8.578
8.150
7.657
32.323
377.874
80.902.315
29.136 331.393
71.547.332
3.187
46.481 9.354.983
19/07/2006
8.408
8.682
8.507
8.509
34.106
411.980
80.936.421
29.627 361.020
71.576.959
4.479
50.960 9.359.462

S
istema de co
ntrol de planta de Cogen
eración
189
20/07/2006
8.402
8.702
8.518
8.433
34.055
446.035
80.970.476
380.866 741.886
71.957.825
-346.811
-295.851 9.012.651
21/07/2006
8.396
8.654
8.505
8.423
33.978
480.013
81.004.454
0 741.886
71.957.825
33.978
-261.873 9.046.629
22/07/2006
0
0
0
0
0
480.013
81.004.454
0 741.886
71.957.825
0
-261.873 9.046.629
23/07/2006
0
0
0
0
0
480.013
81.004.454
0 741.886
71.957.825
0
-261.873 9.046.629
24/07/2006
8.274
8.716
8.541
8.252
33.783
513.796
81.038.237
-289.604 452.282
71.668.221
323.387
61.514 9.370.016
25/07/2006
0
0
0
0
0
513.796
81.038.237
0 452.282
71.668.221
0
61.514 9.370.016
26/07/2006
7.288
8.112
8.068
7.554
31.022
544.818
81.069.259
28.587 480.869
71.696.808
2.435
63.949 9.372.451
27/07/2006
8.464
7.220
8.540
8.477
32.701
577.519
81.101.960
28.900 509.769
71.725.708
3.801
67.750 9.376.252
28/07/2006
8.540
8.818
8.595
8.611
34.564
612.083
81.136.524
0 509.769
71.725.708
34.564
102.314 9.410.816
29/07/2006
0
0
0
0
0
612.083
81.136.524
0 509.769
71.725.708
0
102.314 9.410.816
30/07/2006
0
0
0
0
0
612.083
81.136.524
0 509.769
71.725.708
0
102.314 9.410.816
31/07/2006
8.358
8.746
8.573
8.507
34.184
646.267
81.170.708
63.158
572.
927
71.7
88.8
66
-28.974
73.3
40
9.38
1.84
2
16
8.62
6 13
6.60
6 17
1.86
7 16
9.16
8 64
6.26
7
01/08/2006
8.426
8.746
8.589
8.600
34.361
34.361
81.205.069
30.416
30.416
71.819.282
3.945
3.945 9.385.787
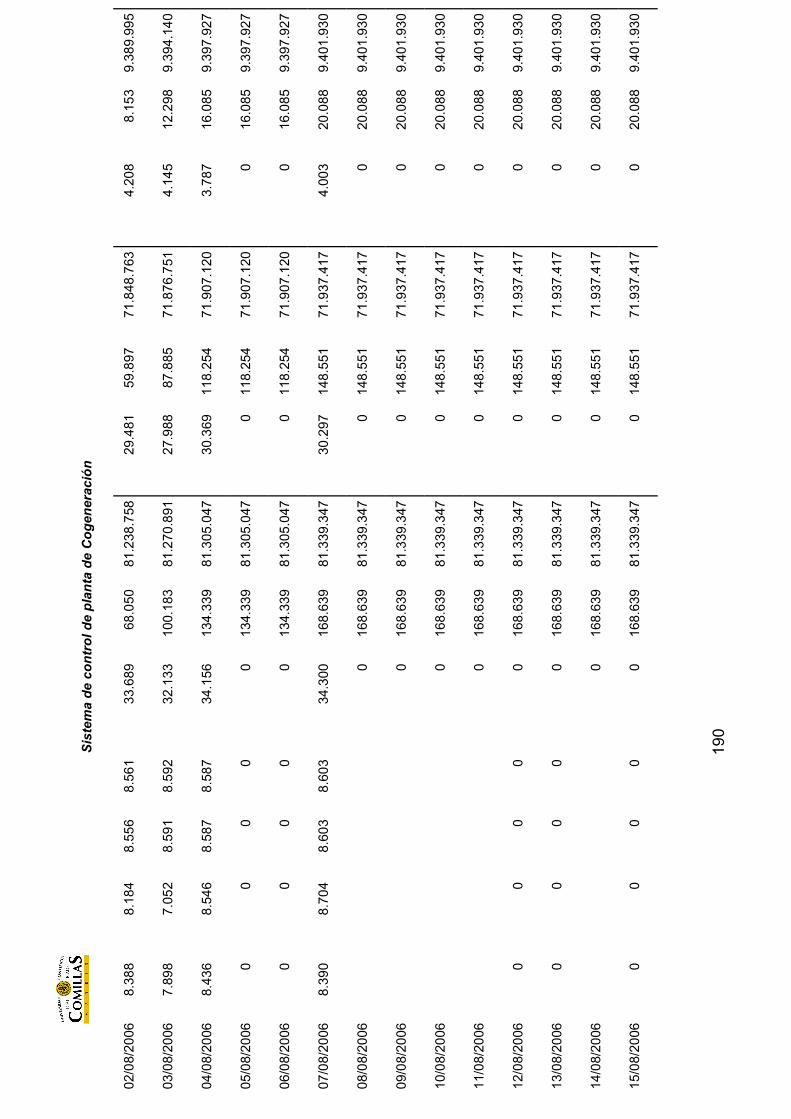
S
istema de co
ntrol de planta de Cogen
eración
190
02/08/2006
8.388
8.184
8.556
8.561
33.689
68.050
81.238.758
29.481
59.897
71.848.763
4.208
8.153 9.389.995
03/08/2006
7.898
7.052
8.591
8.592
32.133
100.183
81.270.891
27.988
87.885
71.876.751
4.145
12.298 9.394.140
04/08/2006
8.436
8.546
8.587
8.587
34.156
134.339
81.305.047
30.369 118.254
71.907.120
3.787
16.085 9.397.927
05/08/2006
0
0
0
0
0
134.339
81.305.047
0 118.254
71.907.120
0
16.085 9.397.927
06/08/2006
0
0
0
0
0
134.339
81.305.047
0 118.254
71.907.120
0
16.085 9.397.927
07/08/2006
8.390
8.704
8.603
8.603
34.300
168.639
81.339.347
30.297 148.551
71.937.417
4.003
20.088 9.401.930
08/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
09/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
10/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
11/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
12/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
13/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
14/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
15/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930

S
istema de co
ntrol de planta de Cogen
eración
191
16/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
17/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
18/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
19/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
20/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
21/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
22/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
23/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
24/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
25/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
26/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
27/08/2006
0
0
0
0
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
28/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
29/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
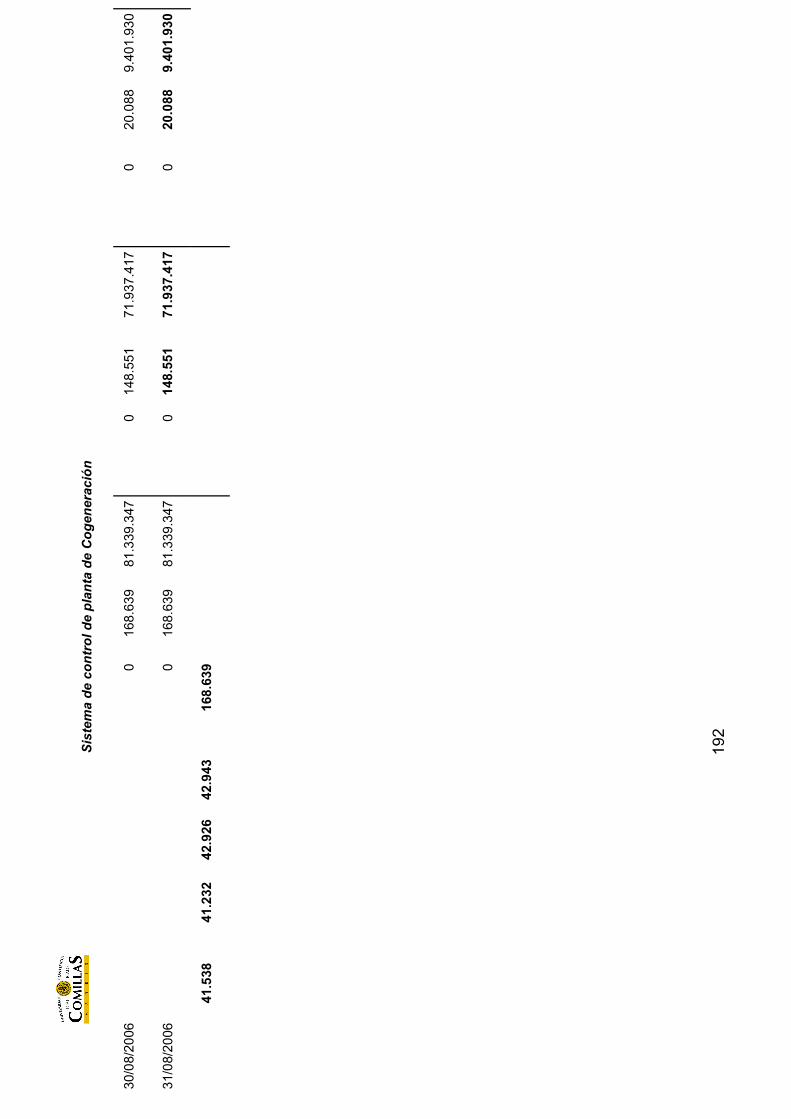
S
istema de co
ntrol de planta de Cogen
eración
192
30/08/2006
0
168.639
81.339.347
0 148.551
71.937.417
0
20.088 9.401.930
31/08/2006
0
168.639
81.339.347
0
148.
551
71.9
37.4
17
0
20.0
88
9.40
1.93
0
41
.538
41
.232
42
.926
42
.943
16
8.63
9

Sistema de control de planta de Cogeneración
193


















