
Snowden Chang (06) 2O3 Aaron Chew (07) 2O3 Arthur Chionh (08) 2O3.

Sintering of ZnO-Gd2O3 ceramic targets for functional thin
films
MahdiehYousefi
Imperial College London, Materials Department
Mphil degree
May 2012

2
Declaration of Originality I confirm that work presented in this thesis is my own unless stated otherwise. Every
effort has been made to reference literature and acknowledge collaborative research
and discussions.
MahdiehYousefi

3
Acknowledgment It is a pleasure to thanks those who made this thesis possible particularly my
supervisor, Prof. Neil Alford, whose knowledge and commitment inspired and
motivated me. Moreover, I would like to take this opportunity to thank Dr. Iman
Roqan who contributed to the magnetic measurements. Further I would like to show
my gratitude to KAUST for financial support. Lastly, I am indebted to my family,
my mother and father, and my beloved one, Saeid, for their unconditional love and
support.

4
Abstract
This dissertation has investigated the sintering and the magnetic behaviour of Gd-ZnO
bulk samples with different Gd concentrations varying from 0 to 1 at.%. The films
were deposited using the pulsed laser deposition technique (PLD). This study set out
to determine whether Gd-ZnO thin films displayed ferromagnetic behaviour above
room temperature using a SQUID magnetometer. However, a problem occurred
during the preparation of the PLD targets containing different Gd concentrations. In
fact, since the required density for the PLD targets should be more than 90%, the first
sets of targets were not sufficiently dense to be utilized in the PLD deposition. Hence,
to solve this problem, dilatometry measurements were conducted on a new series of
samples so as to find the optimum sintering temperature in order to obtain fully dense
targets. The following conclusions can be drawn from the present study.
According to the dilatometry measurements conducted on 8 mm diameter Gd-ZnO
pellets at constant heating rate of 5 °C/min, the temperature of densification, Tonset,
which is set arbitrarily to 0.5% shrinkage, increases when the Gd concentration is
increased from 0 to 1 at.%. Moreover, non-isothermal dilatometry measurement with
three heating rates of 5, 10, and 20 °C/min were carried out on Gd-ZnO bulk samples
so as to calculate the apparent activation energy (Q) using both the master sintering
curve (MSC) and Arrhenius plot of the sintering data.
The results of the magnetic measurements for Gd-ZnO thin films with different Gd
concentrations varying from 0 to 1 at.% indicates diamagnetic characteristics at both
5 and 300K; however, a film containing 1 at.% of Gd indicated a super-paramagnetic-
like behaviour at 5 K but a saturated magnetization at 300 K. This superparamagnetic
behaviour may originate from the formation of the secondary phases during film
deposition.

5
Key words: Gd-ZnO pellets; Sintering behaviour; Arrhenius plot; Master Sintering
curve; Magnetic behaviour.

6
Table of Contents
List of Figures ................................................................................................................ 9
List of Tables ............................................................................................................... 12
Chapter 1 ...................................................................................................................... 13
Introduction .............................................................................................................. 13
Chapter 2. ..................................................................................................................... 17
Fundamentals of magnetism .................................................................................... 17
2.1 Magnetic materials............................................................... 17
2.1.1 Diamagnetism ........................................................................................... 17
2.1.2 Paramagnetism .......................................................................................... 17
2.1.3 Collective magnetism ................................................................................ 18
2.1.3.1 Ferromagnetism ....................................................................................... 18
2.1.3.2 Ferrimagnetism ........................................................................................ 20
2.1.3.3 Anti-ferromagnetism ................................................................................ 20
2.2 Magnetic interactions ..................................................................................... 21
2.2.1 Direct exchange .......................................................................................... 21
2.2.2 Indirect exchange ........................................................................................ 21
Chapter 3. ..................................................................................................................... 23
3.1 Mechanisms of Sintering .................................................... 23
3.2 Overview of Sintering ....................................................................................... 24
3.2.1 Initial stage ............................................................................................... 25
3.2.2 Intermediate stage .................................................................................... 25
3.2.3 Final stage ................................................................................................. 26
3.2.4 Initial stage model: ..................................................................................... 27
3.2.5 Intermediate stage model ....................................................................... 27

7
3.2.6 Final stage model ....................................................................................... 28
3.3 Master Sintering Curve ......................................................... 29
3.3.1 Construction of MSC ................................................................................. 32
3.3.2 Arrhenius plot ........................................................................................... 34
Chapter 4. ..................................................................................................................... 35
4.1 Experimental facilities ....................................................................................... 35
4.1.1 SQUID magnetometer ................................................................................ 35
4.1.2 Pulsed Laser Deposition (PLD) ................................................................. 36
4.1.3 XRD ............................................................................................................ 38
4.1.4 Dilatometer ................................................................................................ 40
Chapter 5 ...................................................................................................................... 42
5.1 Experimental procedure .................................................................................... 42
5.2 Results and discussion ...................................................................................... 43
5.2.1 Sintering behaviour .................................................................................... 43
5.2.2 Microstructural Analysis ........................................................................... 53
5..3 Conclusion ........................................................................................................ 53
Chapter 6. ..................................................................................................................... 55
6.1 Experimental procedure ..................................................................................... 55
6.2 Results and discussion ....................................................................................... 55
6.2.1 Sintering behaviour .................................................................................... 55
6.2.2 Microstructural analysis ............................................................................. 71
6.3 Conclusion ......................................................................................................... 76
Chapter 7 ...................................................................................................................... 77
7.1 Target preparation ......................................................................... 77
7.2 Thin film deposition .......................................................................................... 77

8
7.3 Characterization ................................................................................................. 78
7.3.1 XRD measurements .................................................................................... 78
7.3.2 Magnetization ............................................................................................ 80
7.4 Summary and future work ................................................................................. 83

9
List of Figures Fig 1. The concept of spintronics – combining the intrinsic electronic spin and
associated magnetic moment
Fig 2. The different types of semiconductors: (A) a magnetic semiconductor; (B) a
DMSand (C) a non-magnetic semiconductor.
Fig 3. Phase transition from the paramagnetic phase (a) to the ferromagnetic state (b).
Fig 4. Initial magnetization curve of a ferromagnetic material
Fig. 5. Schematic diagram of sintering mechanisms.
Fig. 6. The neck formation
Fig. 7. The microstructures of real powder compacts in the (a) initial,(b) intermediate,
and (c) final stages of the sintering
Fig. 8. A geometric model consisting of two equal-sized spherical particles to describe
the initial stage of sintering.
Fig 9. Inter-connected cylindrical pores located at the edges of a tetrakaidecahedron
particle in the intermediate stage of sintering
Fig. 10. Isolated pores located at the corners of a tetrakaidecahedron particle in the final
stage of sintering
Fig. 11.A flow chart demonstrating the procedure of the estimation of Q using the MSC
computer program.
Fig 12. Cooper pairs tunnelling through the insulator
Fig 13. An experimental setup employed in the PLD
Fig 14. Cross-section of an X-ray tube
Fig 15. A Pushrod dilatometer
Fig. 16. XRD pattern of commercial (Aldrich) ZnO powder.
10
Fig. 17. (a) shrinkage and (b) shrinkage rate as a function of temperature for pure ZnO
samples sintered up to 1200 °C at different heating rates.
Fig. 18. Relative density as a function of temperature for pure ZnO compact powders
sintered at different heating rate of 5, 10, and 20 °C/min.
Fig. 19. The effect of heating rate on densification rate.
Fig. 20. Maximum densification rate as a function of heating rate.
Fig. 21. Shrinkage rate of pure ZnO compact as a function of relative density for
different heating rates.
Fig. 22. Density versus heating rate in log scale at various temperature at the
intermediate sintering stage.
Fig. 23. Arrhenius plot of densification data for pure ZnO sintered at different heating
rates of 5, 10, and 20 °C/min
Fig. 24 .Master sintering curve for pure ZnO samples.
Fig. 25. Mean residual squares of error for various values of the activation energy.
Fig. 26. Scanning electron micrographs of polished and thermally etched surfaces of
ZnO samples sintered up to 1200 °C at different heating rates of (a) 5 °C/min, (b) 10
°C/min, and (c) 20 °C/min.
Fig. 27. (a) shrinkage versus temperature and (b) relative density versus temperature
and (c) densification rate versus temperature for Gd-ZnO pellets with different Gd
contents.
Fig. 28. XRD patterns of Gd-ZnO bulk samples containing different Gd
concentrations.
Fig. 29. relative density versus temperature for (a) Gd(0.25 at.%)-ZnO, (b) Gd(0.5
at.%)-ZnO, and (c) Gd(1 at.%)-ZnO pellets.

11
Fig. 30. Densification rate versus temperature for (a) Gd(0.25 at.%)-ZnO, (b) Gd(0.5
at.%)-ZnO, and (c) Gd(1 at.%)-ZnO pellets.
Fig. 31. relative density versus shrinkage rate for (a) Gd(0.25 at.%)-ZnO, (b) Gd(0.5
at.%)-ZnO, and (c) Gd(1 at.%)-ZnO pellets sintered at different heating rates.
Fig. 32. Arrhenius plot of densification data for (a) Gd(0.25 at%)-ZnO, (b) Gd(0.5
at.%)-ZnO, and Gd(1 at.%)-ZnO, sintered at different heating rates of 5, 10, and 20
°C/min.
Fig. 33. The variation of activation energy versus Gd concentration.
Fig. 34 .Mean residual squares of error for various values of the activation energy for
Gd-ZnO samples containing 0, 0.25, 0.5, and 1 at.% of Gd2O3.
Fig. 35. Scanning electron micrographs of polished and thermally etched surfaces of
ZnO samples with different Gd concentration.
Fig 36. EDAX measurement at the surface of Gd(1 at.%)-ZnO sample sintered up to
1400 °C at heating rate of 5 °C/min (a) at the surface of the sample with no secondary
phase and (b) at the surface of the sample with secondary phase.
Fig. 37. (a)Typical diffraction patterns and (b) (002) peak position of pure ZnO,
Gd(0.25 at.%)-ZnO, Gd(0.5 at.%)-ZnO, and Gd(1 at.%)-ZnO thin films.
Fig 38. Change in FWHM and peak position for pure ZnO Gd(0.25 at.%)-ZnO,
Gd(0.5 at.%)-ZnO, and Gd(1 at.%)-ZnO thin films.
Fig 39. M versus H curves of pure ZnO (a), Gd(0.25 at.%)-ZnO (b), and Gd(0.5
at.%)-ZnO (c) thin films measured at 5 and 300 K.
Fig 40. Magnetization hysteresis curves of the Gd(1 at.%)-ZnO thin film measured at
5 and 300 K.
12
List of Tables
Table 1. Advantages and disadvantages of the PLD
Table 2. Dilatometry data for ZnO compacts sintered at different heating rates.
Table 3. Dilatometry data for Gd-ZnO compacts sintered at different heating rates.
Table 4. Maximum values of densification rate for Gd-ZnO compacts sintered at
different heating rates (first peak).
Table 5. The comparison between the calculated activation energies for Gd-ZnO
samples using both Arrhenius plot and MSC (KJ/mol).
Table 6. The effect of Gd concentration and thermal heating rate on the final average
grain size (µm).
Table 7. Peak position, FWHM, and c lattice parameter obtained from XRD data

13
Chapter 1
Introduction The combination of semiconductor and ferromagnetic materials is the principle on
which information technology is based. Electron charge plays an important role in
information processing and computation by means of semiconductor transistors. On
the other hand, electron spin is responsible for information storage on magnetic hard
disks. The combination of both features, i.e. the charges and the spins of the electrons,
will lead to new electronics called spintronics which is a new branch of physics and
nanotechnology (Fig. 1). The key aim of this new field is, according to Maekawa(1), ''
to develop new functionality that does not exist separately in a ferromagnet or a
semiconductor''. Actually, this combination results in increasing the required density
of information from a few Gbits/in2 to a level more than 100 Gbits/in2 or even
tetrabits/in2.
Fig 1. The concept of spintronics – combining the intrinsic electronic spin and associated magnetic
moment
In order to approach this aim, considering both the spin and the charge of the electron,
special kinds of semiconductors, called dilute magnetic semiconductors (DMS), have

14
been fabricated. As shown in Fig.2(2), these compounds locate between a non
magnetic and a magnetic element. In fact, according to Chambers(3), '' A DMS is a
nonmagnetic semiconductor doped with a few percent [(less than 4 at.%)] of some
magnetic impurity''. It also should be noted that for future practical applications, DMS
needs to show a high Curie temperature, Tc, above room temperature. According to
Dietl(4), semiconductors can indicate well-ordered FM behaviour above room
temperature.
Fig 2. The different types of semiconductors: (A) a magnetic semiconductor; (B) a DMSand (C) a non-
magnetic semiconductor.(2)
A large number of studies have been conducted on ferromagnetic ordering in diluted
magnetic semiconductors for possible device applications, such as spin-valve
transistors(5) and spin polarized light-emitting diodes(3).
There are a large number of non-oxide semiconductors; however, according to
Fukumura 's review(6), using oxide semiconductors in DMS has more advantages,
namely:
''(1) wide band gap suited for applications with short wavelength light, (2)
transparency and dyeability with pigments, (3) high n-type carrier concentration, (4)
capability to be at low temperature, (5) ecological safety and durability, and (6) low
cost, etc''

Among different oxide semiconductors, such as TiO
would be an interesting candidate for a host semiconductor in dilute magnetic
semiconductors mainly bec
high exciton binding energy (
metals (TM) as dopants in dilute magnetic semiconductors; however, some rare earth
metals (RE) could be an interesting alternative to their TM counterpart
elements partial filling of the f
similar to the TMs with partially filled d
localization than d-electrons, the magnetic coupling strength of f
However, among different RE atoms, Gd is the only one with both partially filled 4f
and 5d orbitals (1s2 2s2 2p
these orbitals can participate in a new magnetic coupling.
rare earth ions, particularly Gd, can be used to create RT ferromagnetic
semiconductor.
In this thesis, first a brief theory of some important magnetic properties will be
discussed following by an overview of sintering mechanism. Finally
experiments conducted on Gd
behaviour of the corresponding thin films will be presented.
The overall thrust of this thesis was originally intended to study a range of doped ZnO
for use in DMS and in thin film form. Although thin films of ZnO
prepared, the magnetic and structural properties of which are reported here, during
the manufacture of the targets for pulsed laser deposition interesting problems were
encountered. ZnO into
interesting study in sintering. It turned out that Gd
15
Among different oxide semiconductors, such as TiO2, ZnO, SnO2, HfO
would be an interesting candidate for a host semiconductor in dilute magnetic
semiconductors mainly because of the wide band gap energy ( 3.37 eV) and the
high exciton binding energy ( 60 meV)(7-9). Many groups have utilized transition
as dopants in dilute magnetic semiconductors; however, some rare earth
metals (RE) could be an interesting alternative to their TM counterpart
elements partial filling of the f-orbitals leads to participation in magnetic coupling,
similar to the TMs with partially filled d-orbital. Since f-electrons have stronger
electrons, the magnetic coupling strength of f-orbi
However, among different RE atoms, Gd is the only one with both partially filled 4f
p6 3s2 3p6 3d10 4s2 4p6 4d10 4f7 5s2 5p6 5d1 6s
participate in a new magnetic coupling. Hence, Doping of ZnO with
particularly Gd, can be used to create RT ferromagnetic
In this thesis, first a brief theory of some important magnetic properties will be
discussed following by an overview of sintering mechanism. Finally, the dilatometry
experiments conducted on Gd-doped ZnO bulk samples as well as the magnetic
behaviour of the corresponding thin films will be presented.
The overall thrust of this thesis was originally intended to study a range of doped ZnO
and in thin film form. Although thin films of ZnO
prepared, the magnetic and structural properties of which are reported here, during
the manufacture of the targets for pulsed laser deposition interesting problems were
which Gd was doped proved to present an extremely
interesting study in sintering. It turned out that Gd inhibited sintering and therefore
, HfO2, etc, ZnO
would be an interesting candidate for a host semiconductor in dilute magnetic
3.37 eV) and the
Many groups have utilized transition
as dopants in dilute magnetic semiconductors; however, some rare earth
metals (RE) could be an interesting alternative to their TM counterparts. In the RE
leads to participation in magnetic coupling,
electrons have stronger
orbital is weaker.
However, among different RE atoms, Gd is the only one with both partially filled 4f
6s2). Therefore,
Doping of ZnO with
particularly Gd, can be used to create RT ferromagnetic
In this thesis, first a brief theory of some important magnetic properties will be
, the dilatometry
doped ZnO bulk samples as well as the magnetic
The overall thrust of this thesis was originally intended to study a range of doped ZnO
and in thin film form. Although thin films of ZnO-Gd have been
prepared, the magnetic and structural properties of which are reported here, during
the manufacture of the targets for pulsed laser deposition interesting problems were
which Gd was doped proved to present an extremely
inhibited sintering and therefore

16
the MPhil study concentrates upon an in-depth study of the sintering of ZnO doped
with Gd.

Chapter 2.
Fundamentals of magnetism
2.1 Magnetic materials
Magnetic materials are characterised by three main properties: (1) diamagnetism, (2)
paramagnetism, and (3) collective magnetism.
2.1.1 Diamagnetism
Diamagnetic materials have negative and constant
magnetic field is applied, according to the Lenz’s law, magnetic dipoles which are
antiparallel to the field are induced. Hence, the susceptibility,
2.1.2 Paramagnetism
In contrast to the diam
susceptibility, which depends on the temperature. It should be noted that
paramagnetism occurs in the existence of an external magnetic field. When the field is
applied, some part of the magnetic momen
thermal motion. Depending on the type of moments, paramagnetism is classified into
two groups(10):
(i) Localised moments
The moments originate from the unfilled electron shells, such as 3d electrons in
transition metals and 4f electrons in rare ear
called Langevin paramagnetism in which
Curie law is obeyed:
17
Fundamentals of magnetism
Magnetic materials
Magnetic materials are characterised by three main properties: (1) diamagnetism, (2)
paramagnetism, and (3) collective magnetism.
Diamagnetic materials have negative and constant susceptibility. When an external
magnetic field is applied, according to the Lenz’s law, magnetic dipoles which are
antiparallel to the field are induced. Hence, the susceptibility, χ, is negative
In contrast to the diamagnetic materials, paramagnetic materials have positive
which depends on the temperature. It should be noted that
the existence of an external magnetic field. When the field is
applied, some part of the magnetic moments orient along the field, H, opposite to the
thermal motion. Depending on the type of moments, paramagnetism is classified into
The moments originate from the unfilled electron shells, such as 3d electrons in
metals and 4f electrons in rare earth metals. This type of paramagnetism is
paramagnetism in which χParaχ
Para(T). At high temperatures the
Magnetic materials are characterised by three main properties: (1) diamagnetism, (2)
susceptibility. When an external
magnetic field is applied, according to the Lenz’s law, magnetic dipoles which are
χ, is negative(10).
agnetic materials, paramagnetic materials have positive
which depends on the temperature. It should be noted that
the existence of an external magnetic field. When the field is
ts orient along the field, H, opposite to the
thermal motion. Depending on the type of moments, paramagnetism is classified into
The moments originate from the unfilled electron shells, such as 3d electrons in
th metals. This type of paramagnetism is
(T). At high temperatures the

where C is the Curie constant.
(ii) Itinerant moments
Electrons in the conduction band
This situation is called Pauli
2.1.3 Collective magnetism
In contrast to paramagnetism and diamagnetism, in this case, the
written as below:
χC
This phenomenon can be due to exchange interaction between the permanent
magnetic dipoles which is explainable by quantum mechanics. Here, there i
temperature below which a spontaneous magnetization occurs. Similar to
paramagnetism, in collective magnetism, the magnetic moment originate from either
localized or itinerant electrons. There are three types of collective magnetism
2.1.3.1 Ferromagnetism
In this case, magnetic moments are parallel to each other at absolute zero temperature,
T=0 K. By increasing the temperature,
they still possess a preferential orientation. This preferential orientation disappears
completely when the temperature is increased beyond a critical temperature called the
Curie temperature, TC. Above T
directions are equivalent and a system possesses a complete rotational symmetry.
However, below TC the rotational symmetry is just observed around the direction of
magnetization (Figure 3).
18
χ(T)= (2-1)
where C is the Curie constant.
in the conduction band carry a permanent moment with a value of 1 µ
This situation is called Pauli-paramagnetism where χPauliχ
Langevin.
2.1.3 Collective magnetism
In contrast to paramagnetism and diamagnetism, in this case, the susceptibility can be
χC(T, H, history) (2-2)
This phenomenon can be due to exchange interaction between the permanent
magnetic dipoles which is explainable by quantum mechanics. Here, there i
which a spontaneous magnetization occurs. Similar to
paramagnetism, in collective magnetism, the magnetic moment originate from either
localized or itinerant electrons. There are three types of collective magnetism
In this case, magnetic moments are parallel to each other at absolute zero temperature,
T=0 K. By increasing the temperature, magnetic moments are disturbed; however,
they still possess a preferential orientation. This preferential orientation disappears
completely when the temperature is increased beyond a critical temperature called the
. Above TC, magnetic moments can take any direction. Thus, all
directions are equivalent and a system possesses a complete rotational symmetry.
the rotational symmetry is just observed around the direction of
a permanent moment with a value of 1 µB.
susceptibility can be
This phenomenon can be due to exchange interaction between the permanent
magnetic dipoles which is explainable by quantum mechanics. Here, there is a critical
which a spontaneous magnetization occurs. Similar to
paramagnetism, in collective magnetism, the magnetic moment originate from either
localized or itinerant electrons. There are three types of collective magnetism(10):
In this case, magnetic moments are parallel to each other at absolute zero temperature,
magnetic moments are disturbed; however,
they still possess a preferential orientation. This preferential orientation disappears
completely when the temperature is increased beyond a critical temperature called the
c moments can take any direction. Thus, all
directions are equivalent and a system possesses a complete rotational symmetry.
the rotational symmetry is just observed around the direction of

It is worth mentioning that the broken symmetry, or the phase transition, is sharp and
it changes abruptly.
Fig 3. Phase transition from the paramagnetic phase (a) to the ferromagnetic state (b).
In addition to the sharp phase transition, ferromagnetic materials consist of
magnetized regions in which all magnetic moments orient parallel to each other.
However, each domain has a different preferential orientation. This phenomenon was
first observed by P. Weiss in 1907
One of the most important properties of the
hysteresis behaviour. When a FM sample is exposed to an increasing magnetic field,
the magnetization follows
path is divided into three regions:
(I) A region with the w
behaves according to Rayleigh's law. In this region, the magnetization
relates to the magnetic field , H, as follow:
Where χ0 is the initial susceptibility and R is the Rayle
(II) The intermediate region is the region where the magnetization indicates
irreversible characteristic
jumps due to pinning at crystallographic defects (Barkhausen regime)
19
that the broken symmetry, or the phase transition, is sharp and
Fig 3. Phase transition from the paramagnetic phase (a) to the ferromagnetic state (b).
In addition to the sharp phase transition, ferromagnetic materials consist of
magnetized regions in which all magnetic moments orient parallel to each other.
However, each domain has a different preferential orientation. This phenomenon was
first observed by P. Weiss in 1907(10).
One of the most important properties of the ferromagnetic (FM) materials is the
hysteresis behaviour. When a FM sample is exposed to an increasing magnetic field,
the magnetization follows a path called the initial magnetization (Figure 4)
path is divided into three regions:
A region with the weak applied magnetic field where the magnetization
behaves according to Rayleigh's law. In this region, the magnetization
relates to the magnetic field , H, as follow:
M = χ0H + RH2 (2-3)
is the initial susceptibility and R is the Rayleigh constant
The intermediate region is the region where the magnetization indicates
irreversible characteristic. In this region, the magnetization exhibits large
jumps due to pinning at crystallographic defects (Barkhausen regime)
that the broken symmetry, or the phase transition, is sharp and
Fig 3. Phase transition from the paramagnetic phase (a) to the ferromagnetic state (b).
In addition to the sharp phase transition, ferromagnetic materials consist of uniformly
magnetized regions in which all magnetic moments orient parallel to each other.
However, each domain has a different preferential orientation. This phenomenon was
materials is the
hysteresis behaviour. When a FM sample is exposed to an increasing magnetic field,
a path called the initial magnetization (Figure 4)(10). The
where the magnetization
behaves according to Rayleigh's law. In this region, the magnetization
igh constant(10).
The intermediate region is the region where the magnetization indicates
etization exhibits large
jumps due to pinning at crystallographic defects (Barkhausen regime)(10).

(III) This region is a region where the
saturation magnetization. Although the applied magnetic field is very
strong, the magnetization does not change as it does in the intermediate
region due to the orientation of the moments towards the applied
magnetic field
Fig 4. Initial magnetization curve of a ferromagnetic material
2.1.3.2 Ferrimagnetism
In this case, the main lattice is divided into two sublattices, A and B, having
antiparallel magnetization called M
than TC, the total magnetization is non
2.1.3.3 Anti-ferromagnetism
In this case, which is a special type of ferrimagnetism, the critical temperature is
called the Neél temperature, T
Thus, below TN the total magnetization is zero,
20
This region is a region where the magnetization reaches the value called
saturation magnetization. Although the applied magnetic field is very
strong, the magnetization does not change as it does in the intermediate
region due to the orientation of the moments towards the applied
field(10).
Fig 4. Initial magnetization curve of a ferromagnetic material(10)
In this case, the main lattice is divided into two sublattices, A and B, having
antiparallel magnetization called MA and MB, respectively. At temperatures lower
magnetization is non-zero, i.e. MA+MB .
ferromagnetism
In this case, which is a special type of ferrimagnetism, the critical temperature is
called the Neél temperature, TN. Ferrimagnetism occurs when
the total magnetization is zero, i.e. MA = - MB.
magnetization reaches the value called
saturation magnetization. Although the applied magnetic field is very
strong, the magnetization does not change as it does in the intermediate
region due to the orientation of the moments towards the applied
In this case, the main lattice is divided into two sublattices, A and B, having
, respectively. At temperatures lower
In this case, which is a special type of ferrimagnetism, the critical temperature is
= ≠ 0.

2.2 Magnetic interactions
Since magnetic moments can “feel” each other, magnetic long range order can occur.
How far the magnetic moments are, the interaction between them is classified into
two parts: the direct and indirect exchange interaction
2.2.1 Direct exchange
Atoms consist of a large number of electrons. Therefore, to solve the Schrödinger
equation, one needs to make assumptions. Considering the exchange interaction
mostly between neighbouring atoms, Heisenberg added a term in the Hamiltonian:
Where Jij is the exchange constant between spin i and spin j. This value is regarded as
J for the nearest neighbour spins. In general, for electrons belonging to the same atom
J is positive. In contrast, it is negative if electrons reside at different
2.2.2 Indirect exchange
In this case, there are two possible interactions.
(i) Rudermunn-Kittel
This type of interaction occurring between magnetic ions is mediated by free electrons
which belong to the conduction band. This particular interaction is observed in rare
earth metals, such as Gd, which have unfilled 4f
constant, JijRKKY, is related to the distance between the magnetic ions, R
below relationship:
J
The above formula states that in contrast to the direct exchange interaction in which
there is no interaction at large distances, the RKKY interaction is valid at large
distances.
21
Magnetic interactions
Since magnetic moments can “feel” each other, magnetic long range order can occur.
How far the magnetic moments are, the interaction between them is classified into
parts: the direct and indirect exchange interaction(11).
Atoms consist of a large number of electrons. Therefore, to solve the Schrödinger
equation, one needs to make assumptions. Considering the exchange interaction
mostly between neighbouring atoms, Heisenberg added a term in the Hamiltonian:
(2-4)
is the exchange constant between spin i and spin j. This value is regarded as
J for the nearest neighbour spins. In general, for electrons belonging to the same atom
J is positive. In contrast, it is negative if electrons reside at different atoms
In this case, there are two possible interactions.
Kittel-Kasuya-Yosida (RKKY) interaction
This type of interaction occurring between magnetic ions is mediated by free electrons
which belong to the conduction band. This particular interaction is observed in rare
earth metals, such as Gd, which have unfilled 4f ORBITALS. The RKKY exchange
, is related to the distance between the magnetic ions, R
JijRKKY 1/ Rij
3 (2-5)
The above formula states that in contrast to the direct exchange interaction in which
there is no interaction at large distances, the RKKY interaction is valid at large
Since magnetic moments can “feel” each other, magnetic long range order can occur.
How far the magnetic moments are, the interaction between them is classified into
Atoms consist of a large number of electrons. Therefore, to solve the Schrödinger
equation, one needs to make assumptions. Considering the exchange interaction
mostly between neighbouring atoms, Heisenberg added a term in the Hamiltonian:
is the exchange constant between spin i and spin j. This value is regarded as
J for the nearest neighbour spins. In general, for electrons belonging to the same atom
atoms(11).
This type of interaction occurring between magnetic ions is mediated by free electrons
which belong to the conduction band. This particular interaction is observed in rare-
. The RKKY exchange
, is related to the distance between the magnetic ions, Rij, through the
The above formula states that in contrast to the direct exchange interaction in which
there is no interaction at large distances, the RKKY interaction is valid at large

22
(ii) Superexchange interaction
Some magnetic ions, such as Mn2+, Ni2+, etc, have partially filled d-shells that their
wavefunctions have negligible direct overlap mainly because those magnetic ions are
separated by more than 4A°. Therefore, the exchange interaction occurs through non-
magnetic ions, such as oxygen, that locate between the magnetic ions. It should be
noted that the super-exchange interaction is an anti-ferromagnetic interaction(11).

23
Chapter 3.
Fundamentals of Sintering Sintering, in which a ceramic powder material is exposed to very high temperatures,
is a pivotal step during powder processing. In this step, to produce a desirable
microstructure, a good understanding of sintering has been described by the
combination of theoretical analyses with experimental investigations over the last 50
years(12, 13). In brief, the ceramic material is heated to a temperature below the melting
point (0.5-0.75 of the melting point)(13). Hence, the particles join together leading to
the reduction in porosity, which is regarded as densification. The densification of the
body is the result of atomic diffusion in the solid state, which is stimulated at high
temperatures(14).
3.1 Mechanisms of Sintering
According to mechanisms of sintering, sintering of polycrystalline materials take
place through matter transportation along definite paths. As shown in Fig.5, there are
at least six different mechanisms of sintering, leading to the neck growth between the
particles; however, some mechanisms lead to the shrinkage(13). Among six
mechanisms indicated in Fig.5, surface diffusion, lattice diffusion from the surface of
the particle surfaces to the neck, and vapour transport results in neck growth. It also
should be noted that the stated mechanisms are regarded as non-densifying
mechanisms and lead to the reduction in the curvature of the neck surface. In contrast
to these mechanisms which are non-densifying, mechanisms 4 and 5, grain boundary
diffusion and lattice diffusion from the grain boundary to the pore, are densifying
mechanisms. In addition to densification, mechanism 5 interferes with neck growth as

24
well. Similar to mechanism 5, mechanism 6 also results in neck growth and
densification, however, it is commonly observed in the sintering of metal powders(13).
Fig.5(13). Schematic diagram of sintering mechanisms.
3.2 Overview of Sintering
Generally, the entire sintering process is divided into three main stages: (i) initial
stage; (ii) intermediate stage; and (iii) final stage. It should be borne in mind that these
stages tend to overlap each other. However, there are some distinctions, which make a
stage be distinguished from the next(12-14).

25
3.2.1 Initial stage
In this stage, particles rearrange and move towards each other so as to form new
contacts. This rearrangement leads to shrinkage and overall increase in density as well
as interparticle contacts, which results in the formation of necks between particles.
These interparticle necks grow rapidly by diffusion, vapour transport, plastic flow, or
viscous flow(14).
Considering a powder system of spherical particles, the initial stage is described as the
transition between Fig. 6(a) to Fig. 6(b). This stage is assumed to last when the neck
radius reaches the value of around 0.4-0.5 of the particle radius (12, 14).
Fig. 6(13). Schematic illustration showing neck formation.
3.2.2 Intermediate stage
Following the initial stage, the intermediate stage begins when the pores have attained
their equilibrium shapes, which is determined by surface and interfacial tensions.
Because of the low density at this point, the pores are still continuous or interconnected.
However, densification is assumed to take place through pore shrinkage. This leads to
the reduction of the pore cross section. In fact, the continuous pores become isolated
pores. This leads to the beginning of the final stage of sintering. The intermediate stage
(a) (b)

26
is the major part of the sintering, ending when the density reaches around 0.9 of the
theoretical density(14).
3.2.3 Final stage
The characteristic of the final stage is the removal of almost all porosity. Moreover, in
this stage larger grains increase in size at the expense of the smaller grains. The
example of the microstructures of real powder compacts in the initial, intermediate and
final stages of the sintering are shown in Fig. 7(13).
Fig. 7(13). The microstructures of real powder compacts in the (a) initial,(b) intermediate, and (c) final
stages of the sintering
A large number of studies have been conducted on modelling and statistical simulations
of sintering behaviour in the last 50 years. As a common model, it is assumed that the
equal-sized spherical particles in the initial compact powder are uniformly distributed.
According to this assumption, a unit of the powder, which is isolated and called
geometrical model, can be analysed through the appropriate boundary conditions(13).
(a) (b) (c)

27
3.2.4 Initial stage model:
A model, which consists of two equal-sized spheres of radius R, is usually assumed so
as to analyse the initial stage of sintering. No matter whether the sintering mechanisms,
explained in section 2.1, are densifying or non-densifying, the equation for the neck
growth can be written in the general form of
(X/R)m = (H/Rn) t (3-1)
Where X is the radius of the neck formed between the two spherical particles, r is the
radius of the neck surface, t is the time, H is a parameter depending on the
characteristic of the mechanism, and n and m are constant determined by the
predominant mechanism. These parameters are illustrated in Fig. 8 for both densifying
and non-densifying mechanisms(12, 14).
Fig. 8(14). A geometric model consisting of two equal-sized spherical particles to describe the
initial stage of sintering.
3.2.5 Intermediate stage model
In the intermediate region, a geometrical model, which was proposed by Coble, has
been widely used. In this model, the powder compact of equal-sized tetrakaidecahedral

28
particles is assumed, with cylindrical pores along the edges (Fig. 9)(14). According to
Coble’s calculations, the densification rates for lattice and grain boundary diffusion are
given as follow(13, 14):
Lattice diffusion: (1/ρ)(dρ/dt) ≈ (ADLγsvΩ/ρG3KT)(3-2)
Grain boundary diffusion: (1/ρ)(dρ/dt) ≈ (4/3)[DgbδgbγsvΩ/G4KTρ(1-ρ)1/2](3-3)
Where ρ is the density, A is a constant, G is the grain size, K is the Boltzmann constant,
T is absolute temperature, DL and Dgb are diffusion coefficient for lattice and grain
boundary diffusion, respectively, γsv is the specific surface energy, Ω is the atomic
volume, and δgb is the thickness for grain boundary diffusion.
Fig 9(12). Inter-connected cylindrical pores located at the edges of a tetrakaidecahedron particle in the
intermediate stage of sintering
3.2.6 Final stage model
For the final stage of sintering, the powder system is considered as an array of equal-
sized tetrakaidecahedra with spherical pores of the same size at the corners (Fig . 10)
By increasing the sintering temperature, the density of the system increases due to the
contraction of the pores(14).

29
Fig. 10(12). Isolated pores located at the corners of a tetrakaidecahedron particle in the final stage of
sintering
Early sintering studies were based on ideal geometrical models, in which one of the
three sintering mechanisms was represented(15). This causes two key problems(16):
(i) The complete explanation of the entire sintering process is not possible.
(ii) To calculate the values of diffusion coefficients, the ideal geometrical
models are not practical.
To overcome the above-mentioned drawbacks, a model, which is able to describe the
entire sintering process, is desirable. The theory of master sintering curve (MSC), in
which the densification behaviour predictable under arbitrary time-temperature
excursions, provides a new insight into the understanding of sintering. The master
sintering curve depends on different factors including fabrication route, dominant
diffusion mechanism, and heating condition used for sintering(15, 16).
3.2 Master Sintering Curve
According to Su’s paper(15), the construction and formulation of master sintering curve
can be derived from the densification rate equation of the combined stage sintering
model, which has been illustrated in previous sections. Therefore, using this model, the
instantaneous linear shrinkage rate is given as(15, 16):

30
-dL/Ldt = (γΩ/KT) [(ΓvDv/G3) + (ΓbδDb/G
4)] (3-3)
Where dL/Ldt is the normalized instantaneous linear shrinkage rate, δ is the surface
energy, Ω is the atomic volume, k the Boltzman constant, T is the absolute temperature,
G is the mean grain diameter, Dvand Db are the coefficients of volume and boundary
diffusion respectively, and Γvand Γb are the coefficients of microstructure scaling
parameters for volume and grain boundary diffusion, respectively. It should be noted
that for the development of the master sintering curves, the parameters in the sintering
rate equations are separated into two parts:
(1) Microstructure terms.
(2) Time and temperature terms.
The above-mentioned parts are related to each other experimentally.
Assuming isotropic shrinkage, the linear rate shrinkage, dL/dt, can be expressed in
terms of the densification rate as(16):
-dL/Ldt = dρ/3ρdt (3-4)
where ρ is the bulk density (or relative density). When only one diffusion mechanism
(either volume diffusion or grain boundary diffusion) is dominant in the sintering
process, Eq. 3-3 can be simplified to:
dρ/3ρdt = Γ(ρ) ΩγD0/KT(G(ρ))nexp(-Q/RT) (3-5)
where Q is the activation energy, D0 is the pre-exponential factor, and R is the gas
constant.
Rearranging and integrating Eq. 3-5, it can be written as follow:
[((
n/3ρΓ(ρ)] dρ = ( γΩD0)/KT × exp(-Q/RT) dt (3-6)
As stated earlier, in the above equation, the atomic diffusion process and the micro-
structural evolution terms are separated. The terms on the right hand side (rhs) of Eq. 3-

31
6, being independent of characteristic of powder compacts, are related to atomic
diffusion process. Whilst, the terms on the left hand side (lhs), which are independent
of the thermal history of the powder compacts, are related to microstructural evolution.
The rhs of Eq. 3-6, which depends on time, temperature, and Q, can be written as
follows:
ſ = exp −
(3-7)
where t is the instantaneous time. Likewise, only by knowing the evolution of the
microstructure could it be possible to integrate the lhs of Eq. 3-6.
Based on whether the sintering process is isothermal or non-isothermal, Eq. 3-7 can be
simplified to equations 3-8 or 3-9, respectively:
ſ = exp (−
(3-8)
ſ = exp −
(3-9)
Where ti is the duration of the isothermal portion of the run, c is the heating rate, and T0
is the temperature below which no sintering occurs.
The master sintering curve is defined as the relationship between density (ρ) and ſ. To
draw the master sintering curve, a series of sintering runs, isothermal or non-isothermal,
at different temperatures or at different constant heating rates is needed to measure. It
also should be borne in mind that the activation energy should be estimated so as to
obtain the master sintering curve. However, performing constant heating rate sintering

32
experiments at different heating rates using a dilatometer is the most economical
method to generate the master sintering curve.
3.3.1 Construction of MSC
To construct the master sintering curve, the integral of Eq. 3-7 and the density of the
compact powder should be known. The latter can be derived through the dilatometry
measurements using the below formula:
ρ = ρgreen/(1+(dL/L0)3) (3-10)
in which shrinkage data recorded as dL/L0 were changed to their corresponding
theoretical density values. In Eq. 3-10ρgreenis the density of a sample before heating and
L0 is the initial length of the sample.
To calculate ſ, as stated earlier, the activation energy, Q, of the sintering process must
be known. If Q is unknown, it can be calculated from ſ versus density data according
to the following steps illustrated by master curve:
(1) A particular value is chosen for Q, then ρ-ſ curves are constructed for
all heating rates.
(2) Unless the curves converge, a new value is assigned to the Q and the
calculations are repeated.
(3) Not until all the curves converge should this procedure be continued.
This convergence of the curves indicated that the activation energy is
the acceptable one for the sintering.
(4) The obtained curve can be fitted through all the points.

33
(5) The convergence of the data in comparison to the fitted line can be
determined through the sum of the residual squares of the points with
respect to the fitted line.
(6) The plot of activation energy versus mean residual squares has a
minimum through which the best value of Q can be estimated.
Since developing a desirable master sintering curve and estimating the best value for Q
accompanies by complicated and repeated calculations, which may lead to some
inaccuracies, all calculations can be performed using a computer program, which is
designed based on the below flow chart.
Fig. 11(17). A flow chart demonstrating the procedure of the estimation of Q using the MSC computer
program.

34
3.3.2 Arrhenius plot
In addition to the MSC method, Arrhenius plot, which is drawn using different constant
heating rates, is another method to estimate the apparent activation energy, Q.
However, since it is necessary to have a value of Q for the MSC construction, this
method can be used to estimate the initial value for Q, which will be used in the master
sintering curve. In this method, the densification is the function of temperature, density,
and mean grain size. Hence, dρ/dt can be written as(18)
= (
!" f(ρ)/Gn(3-11)
Where dρ/dt is instantaneous rate of densification, G the mean grain size, n the grain
size power constant, f(ρ) a function of density, and A material parameter which is
independent of G, T, or ρ. dρ/dt can also be written as
=
(3-12)
Substituting Eq. 3-12 into Eq. 3-11 and taking logarithms of both sides(18):
Ln (T
) =
+ ln(f(ρ))+LnA-lnG (3-13)
Only when the grain size is dependent on sintered density can Q be determined from an
Arrhenius plot of Ln (T
) versus 1/T of the different constant rate sintering data.
Hence, for a specific densification, Q can be calculated using the slope (m) of a linear
least square fit to the sintering data, i.e. Q = -mR.
35
Chapter 4.
4.1 Experimental facilities
4.1.1 SQUID magnetometer
A SQUID magnetometer, which is used to measure a very small magnetic field, as
small as 10 -14 T, is based on superconducting loops which consist of Josephson
junctions. How they work can be explained by two superconducting features: (1) flux
quantization and (2) the Josephson effect(19). In 1962, Brian Josephson, a PhD student
in Cambridge, discovered that when two superconducting regions coupled together
through a thin insulator, current could flow between them. In order to observe the
Josephson effect, the superconductor is cooled to a temperature in which two
electrons form a bound structure called a Cooper pair. Fig. 12 represents a schematic
behaviour of the Josephson effect. A similar wave function to a free particle wave
function can be considered for the Cooper pairs on each side of the insulator
(junction). Two effects can be seen in the Josephson junction: DC and AC Josephson
effects. In the DC Josephson effect, without applying a voltage, a current which is
described as below can flow through a junction:
J=J0sinφ (4-1)
Where φ is the phase difference of the wave functions and J0 is the maximum value of
the current which can flow. In contrast to the DC Josephson effect, In the AC
Josephson effect, a voltage will be applied. All measurements can be performed in
both AC and DC modes(19-22).

36
Fig 12. Cooper pairs tunnelling through the insulator
Regarding the sensitivity of the SQUID magnetometer, it is worth mentioning that at
low temperatures the SQUID can detect magnetic moments as small as 2×10-12 Am2
or 2×10-9 emu with the sample volume 3 mm3 at 0.01T (100 Oe). However, at higher
temperatures the value of the sensitivity reduces to lower amounts because of the
noise originating from the sample holder(23).
4.1.2 Pulsed Laser Deposition (PLD)
Lasers can be used to fabricate thin films. During this process, the materials ablated
from the target condense on a substrate to form a film. This film deposition technique,
which is called PLD, has been used extensively in the last few years mainly because
one can utilize it to fabricate multi-component stoichiometric films from a single
target. Similar to any film deposition techniques, PLD has its own advantages and
disadvantages which are listed in Table 1(24).

37
Table 1. Advantages and disadvantages of the PLD
Advantages Disadvantages
1. Flexibility
2. Different environmental growth
3. Exact transfer of complicated material
4. Variable growth rate
5. Epitaxial growth at low temperatures
6. Great growth control
1. High defect or particulate concentration
2. Not suitable for large-scale film growth
3. Complicated mechanism
A simplified PLD setup is shown in Fig. 13(24). Generally, the system consists of a
laser, a reaction chamber, a target, and a substrate. It should be noted that ablation can
occur in a vacuum or a reactive atmosphere containing gases, such as oxygen.
Fig 13. An experimental setup employed in the PLD(24)
Targets, which are used in the PLD, are in the form of ceramic discs around 25 mm in
diameter. They are mainly prepared via solid state reaction routes. In this method,
reagents which are carefully chosen are mixed together thoroughly and then they are

38
pressed into pellets. Finally, the pellets need to be sintered at relatively high
temperature, i.e. 1000 to 1500 °C. It is worth mentioning that targets are rotated the
deposition. This rotation results in reducing the density of the particulates and
minimizing displacement of the plasma-plume direction(24).
4.1.3 XRD
X-radiation or X-rays discovered by Wilhem Conrad Rontgen is a form of
electromagnetic radiation with a wavelength in the range of 0.01 to 10 nm(25). The
interaction between x-rays and matter is divided into three types, namely
photoinonization, Compton scattering, and Thomson scattering. The first two
scattering processes are classified as inelastic scattering in which the energy and
momentum of the incoming radiation are transferred an electron. In contrast, in
Thomson scattering X-rays are scattered elastically by electrons. Moreover, in
Thomson scattering, unlike the two inelastic scattering processes, the wavelength of
x-rays does not change. Among these three scattering processes it is the Thomson
component which is used in x-ray diffraction. '' X-rays are generated when electrons
with kinetic energies in the KeV range and above impinge on matter''(25). A simplified
cross-section of an X-ray tube is shown in Fig. 14(20). In principle, a cathode filament
generates electrons which are accelerated towards an anode made from a high purity
metal, such as Cu, Cr, etc. After impinging on the metal target, the electrons
decelerate due to their interaction with the target atoms. This leads to the emission of
X-rays(26, 27).

39
Fig 14. Cross-section of an X-ray tube
If the electrons collide the atoms have sufficient energies, they can release the bound
electrons from the inner shells. Afterwards, an electron from higher states fills the
vacancy. This leads to emitting X-ray photons with specified energies denoted as Kα,
Kβ, etc. When X-rays interact with the sample, diffraction occurs when the Bragg’s
law is satisfied:
nλ=2dsinθB (4-2)
Where n is the order of diffraction (n=1), λ is the X-ray wavelength, and d is the
spacing between planes of given Miler indices(27). It should be noted that a diffracted
beam is produced when X-rays interfere with one another after being scattered from a
crystalline solid according to Braggs’ Law. The diffracted beam is collected over the
angular range, and is plotted as intensity vs. 2θ. Phase, degree of crystallinity,
orientation and crystallite size can be calculated rapidly using this technique, without
damaging the sample.
X-ray powder diffraction has different applications, such as:
(1) Determination of unit cell dimensions.

40
(2) Determination of lattice mismatch between film and substrate so as to
infer stress and strain.
4.1.4 Dilatometer
A dilatometer is a scientific instrument for measuring the expansion or contraction of
a material when it is exposed to heating. A pushrod dilatometer consists of
intermediary machine members transmitting the dimensional change. Fig. 15 shows a
simple setup of the pushrod dilatometer. There is a controlled environment in which
the sample is heated. By holding the sample between two rods, the movement is
transmitted out of the controlled region. These two rods extend outside of the heated
zone.
While the sample is heating, it is pushing the two rods (A,B). The sample will expand
in size by an amount denoted as ∆Ls. However, ∆Ls is not the desired value because
rods A and B will also expand. Hence, the length’s change, ∆Ls, can be written as
below:
∆Ls=(∆xA-∆LA)+(∆xB-∆LB) (4-3)
where∆xA and ∆xB are the measured values by transducers(28).
Fig 15. A Pushrod dilatometer(28).

41
To overcome the problem stated above, one minimizes the values of ∆LA and ∆LB by
using very low expansion materials, such as fused silica. It should be noted that in all
measurements all dilatometers need to be calibrated using a well characterized
sample, called a reference.
The sintering behaviour if Gd-ZnO bulk samples were characterized using the DIL
402 C pushrod dilatometer with the NETZSCH Thermokinetic software package
allowing the determination of optimum sintering temperature as well as deriving the
value of activation energy for densification.

42
Chapter 5 The sintering behaviour of Gd-ZnO compact powders
5.1 Experimental procedure High purity ZnO powder (Aldrich, 99.999%) was used as a raw material. XRD
measurement was conducted on the ZnO powder (Fig. 16) and the crystallite size of
the powder was estimated 50 nm using Scherrer’s formula(25).Further, the BET
(named after Brunauer, Emmett, Teller) measurement was performed to measure the
surface area of the ZnO commercial powder. Using the BET measurement, the
average surface area was measured around 7.05m2g-1 for the ZnO commercial
powder. The average particle size assuming mono-disperse spheres is calculated using
the formula(29):
D = 6/S0ρ (4-1)
Where D is the average particle diameter, S0 is the specific surface area and ρ is the
density of the sample. Therefore, the average particle size was calculated 151 nm for
the ZnO powder. It should be noted that the average particle size, which was
calculated using formula (4-1), is the average value of different crystallites
agglomerated together. Hence, this value is different from one which was calculated
using Scherrer's formula.
To prepare ZnO pellets, first the ZnO powder was milled in Methanol for 12 h, and
then cylindrical samples with a diameter of 8 mm and a height of 4 mm were prepared
from uniaxial pressing at 78 MPa. The prepared samples were put in the pushrod
dilatometer (DIL 402C NETZSCH) and were sintered from room temperature to 1200
°C with the heating rates of 5, 10 and 20 °C/min.

43
Fig. 16.XRD pattern of commercial (Aldrich) ZnO powder.
5.2 Results and discussion
5.2.1 Sintering behaviour Fig.17 (a) indicates shrinkage curves of pure ZnO samples measured at different
heating rates of 5, 10, and 20 °C/min. All samples exhibited an isotropic shrinkage
behaviour. The temperature of densification, Tonset, which is set arbitrarily to 0.5%
shrinkage, increases from 662 to 705 °C when the heating rate is increased from 5 to
20 °C/min. This increase in Tonset can be related to a kinetic aspect, which means at
lower heating rates a sample needs more time to reach 0.5% shrinkage(30). Hence, this
leads to the reduction in Tonset. In addition to Tonset, as can be seen from Fig.17 (b) and
table 2, the temperature at which the maximum shrinkage rate takes place, Tmax,
increases from 823 to 863 °C when the heating rate is increased from 5 to 20 °C/min.
A similar trend was reported earlier by Aminzare et al. for ultrafine alumina
powder(30).

44
Table 2. Dilatometry data for ZnO compacts sintered at different heating rates.
TMax (oC) TOnset(
oC) Heating rate (oC/min)
825 662 5
847 697 10
863 708 20
Fig. 17. (a) shrinkage and (b) shrinkage rate as a function of temperature for pure ZnO samples sintered
up to 1200 °C at different heating rates.
-0.18
-0.15
-0.12
-0.09
-0.06
-0.03
0.00
0 400 800 1200
Temperature (C)
dL
/L0
* 10
^(-3
)
Heating rate 5 C/min
Heating rate 10 C/min
Heating rate 20 C/min
-0.02
-0.01
0.00
500 600 700 800 900 1000 1100 1200
Temperature (C)
Shri
nkag
e ra
te (1
/min
)
Heating rate 5 C/min
Heating rate 10 C/min
Heaing rate 20 C/min
(a)
(b)

45
Fig. 18 shows the relative density for the similar set of samples as a function of
temperature. To plot these curves, shrinkage data which were recorded as dL/L0 were
changed to their corresponding theoretical density values using Eq.2-10.The common
shape of these curves, classical sigmoidal shape, reveals that no matter what the heating
rate is, the samples start to densify around 650 °C. As Fig. 18 shows, above 700 °C, the
lower the heating rate is, the higher the relative density is for a given temperature. This
behaviour has also been previously observed by Bernard-Granger et al.(31)and Ewsuk et
al.(32)for Zirconia and ZnO formulations, respectively. This tendency may be explained
by the fact that a powder compact is exposed to heating for a longer time at a given
temperature and shrinks more until reaching a certain temperature.
Fig. 18. Relative density as a function of temperature for pure ZnO compact powders sintered at
different heating rate of 5, 10, and 20 °C/min.
55
60
65
70
75
80
85
90
95
100
600 700 800 900 1000 1100 1200
Temperature (C)
Rel
ativ
e de
nsity
(% o
f TD
)
Heating rate 5 C/min
Heating rate 10 C/min
Heating rate 20 C/min

Fig. 19 shows the instantaneous densification rate as a function of temperature for the
three heating rates of 5, 10,
values of the maximum densification rates depends on heating rates, which means that
it increases from 858 to 887 °C when the heating rate is increased from 5 to 20
°C/min. This behaviour was also re
powder. However, different
coworkers(31), report on granulated
densification rate was independent of heating rate. Therefore, in their case, the
maximum densification rate was always around 1300 °C.A linear relationship
between the heating rate and the instantaneous densification rate is demonstrated in
Fig. 20.
Fig.19. The effect of heating rate on densification rate for the prepared ZnO bulk samples sintered at
46
instantaneous densification rate as a function of temperature for the
three heating rates of 5, 10, and 20 °C/min. As can be observed from these curves, the
values of the maximum densification rates depends on heating rates, which means that
it increases from 858 to 887 °C when the heating rate is increased from 5 to 20
°C/min. This behaviour was also reported by Aminzare et al.(30)for alumina nano
powder. However, different behaviour was observed by Bernard
, report on granulated zirconia powder, in which
densification rate was independent of heating rate. Therefore, in their case, the
maximum densification rate was always around 1300 °C.A linear relationship
between the heating rate and the instantaneous densification rate is demonstrated in
19. The effect of heating rate on densification rate for the prepared ZnO bulk samples sintered at
different heating rates.
instantaneous densification rate as a function of temperature for the
and 20 °C/min. As can be observed from these curves, the
values of the maximum densification rates depends on heating rates, which means that
it increases from 858 to 887 °C when the heating rate is increased from 5 to 20
for alumina nano
behaviour was observed by Bernard-Granger and
powder, in which the maximum
densification rate was independent of heating rate. Therefore, in their case, the
maximum densification rate was always around 1300 °C.A linear relationship
between the heating rate and the instantaneous densification rate is demonstrated in
19. The effect of heating rate on densification rate for the prepared ZnO bulk samples sintered at

Fig.20.Maximum densification rate as a function of heating rate.
Fig. 21 illustrates the variation of shrinkage rate, dL/dt, as a function of relative
density (%) for different heating rates. As shown in this figure, all curves exhibit a
maximum value of instantaneous shrinkage rate in the range of 66%
density. This can be related to the end of the step, which corresponds to neck
formation between individual particles
dominates at relative density below 79%, whilst the process dominating above this
relative density is coarsening
highest final density is obtained for the sample which was fired at the lowest heating
rate, 5 °C/min. This finding is illustrated in Fig
is obtained for the lowest heating rate.
47
20.Maximum densification rate as a function of heating rate.
Fig. 21 illustrates the variation of shrinkage rate, dL/dt, as a function of relative
density (%) for different heating rates. As shown in this figure, all curves exhibit a
maximum value of instantaneous shrinkage rate in the range of 66%-79% of relative
ensity. This can be related to the end of the step, which corresponds to neck
formation between individual particles (18, 30, 31). In fact, the densification process
dominates at relative density below 79%, whilst the process dominating above this
relative density is coarsening(13). Further, as can be observed from the curves, the
highest final density is obtained for the sample which was fired at the lowest heating
rate, 5 °C/min. This finding is illustrated in Fig. 18, in which the highest final density
is obtained for the lowest heating rate.
20.Maximum densification rate as a function of heating rate.
Fig. 21 illustrates the variation of shrinkage rate, dL/dt, as a function of relative
density (%) for different heating rates. As shown in this figure, all curves exhibit a
79% of relative
ensity. This can be related to the end of the step, which corresponds to neck
In fact, the densification process
dominates at relative density below 79%, whilst the process dominating above this
. Further, as can be observed from the curves, the
highest final density is obtained for the sample which was fired at the lowest heating
8, in which the highest final density

Fig. 21. Shrinkage rate of pure ZnO compact as a function of relative density for different heating rates.
It should be noted that the activation energy of densification is
characteristic of sintering, through which the dominant diffusion mechanism during
the sintering process can be understood. In order to calculate the apparent activation
energy, two different methods have been employed:
(i) Arrhenius plot
(ii) Master sintering curve
(i) Arrhenius plot:
According to section3.3.2,
from an Arrhenius plot of
sintering dataover the range of 66%
(Fig. 21). It should be borne in mind that in order to use this method it is assumed that
the grain size remains constant
48
21. Shrinkage rate of pure ZnO compact as a function of relative density for different heating rates.
It should be noted that the activation energy of densification is regarded as the main
characteristic of sintering, through which the dominant diffusion mechanism during
the sintering process can be understood. In order to calculate the apparent activation
energy, two different methods have been employed:
Arrhenius plot
Master sintering curve
Arrhenius plot:
section3.3.2, apparent activation energy for pure ZnO was determined
from an Arrhenius plot of Ln (T
) versus 1/T of the different constant rate
over the range of 66%-79%, which is regarded as intermediate region
(Fig. 21). It should be borne in mind that in order to use this method it is assumed that
the grain size remains constant(18). Hence, as shown in Fig 22, the density and the
21. Shrinkage rate of pure ZnO compact as a function of relative density for different heating rates.
regarded as the main
characteristic of sintering, through which the dominant diffusion mechanism during
the sintering process can be understood. In order to calculate the apparent activation
apparent activation energy for pure ZnO was determined
) versus 1/T of the different constant rate
d as intermediate region
(Fig. 21). It should be borne in mind that in order to use this method it is assumed that
, the density and the

heating rate (in log-log scale) have a linear relationship at the intermediate sintering
stage (in the range of 66%
fact that at the intermediate sintering stage the grain growth has stopped or it is too
slow to be noticed.
Fig. 22. Density versus heating rate in log scale at various temperature at the intermediate sintering
According to the Fig. 23,
the relative density range of 66%
and the standard deviation in Q was estimated around 293.9 and 12.8 KJ/mol,
respectively. This value for the appare
reported value of 296 ± 25 KJ/mol for the microcrystalline ZnO densification by grain
boundary diffusion(32). Therefore
which controls densification in pure ZnO samples over the range of 66%
relative density is grain boundary diffusion.
49
log scale) have a linear relationship at the intermediate sintering
stage (in the range of 66%-79% of relative density). This linear behaviour
fact that at the intermediate sintering stage the grain growth has stopped or it is too
22. Density versus heating rate in log scale at various temperature at the intermediate sintering
stage.
According to the Fig. 23, in which the plots of Ln(T×dT/dt×dρ/dT) versus 1/T over
the relative density range of 66%-79% were drawn, the apparent activation energy, Q,
and the standard deviation in Q was estimated around 293.9 and 12.8 KJ/mol,
respectively. This value for the apparent activation energy is in agreement with the
reported value of 296 ± 25 KJ/mol for the microcrystalline ZnO densification by grain
. Therefore, it can be concluded that the dominant mechanism,
which controls densification in pure ZnO samples over the range of 66%
relative density is grain boundary diffusion.
log scale) have a linear relationship at the intermediate sintering
79% of relative density). This linear behaviour reflects the
fact that at the intermediate sintering stage the grain growth has stopped or it is too
22. Density versus heating rate in log scale at various temperature at the intermediate sintering
ρ/dT) versus 1/T over
79% were drawn, the apparent activation energy, Q,
and the standard deviation in Q was estimated around 293.9 and 12.8 KJ/mol,
nt activation energy is in agreement with the
reported value of 296 ± 25 KJ/mol for the microcrystalline ZnO densification by grain
t can be concluded that the dominant mechanism,
which controls densification in pure ZnO samples over the range of 66%-79% of

Fig. 23. Arrhenius plot of densification data for pure ZnO sintered at differ
To determine how much the linear relationship is strong, correlation coefficient ( r )
which is the measure of the strength of linear association taking any values between
1 and +1, was measured for the data show
the closer the correlation coefficient is to
is. The correlation coefficient was calculated using the following formula
r =
where n is the number of observations (here three different heating rates),
and SDy are the average values of x and y variables, respectively. Using Eq. 5
estimated -0.985, -0.948, -
50
Fig. 23. Arrhenius plot of densification data for pure ZnO sintered at different heating rates of 5, 10,
and 20 °C/min
To determine how much the linear relationship is strong, correlation coefficient ( r )
which is the measure of the strength of linear association taking any values between
1 and +1, was measured for the data shown in Fig. 23. It should be borne in mind that
the closer the correlation coefficient is to -1 or +1, the stronger the linear relationship
is. The correlation coefficient was calculated using the following formula
r = #$ ∑ & ' &() '*
+,& +,' (5-1)
where n is the number of observations (here three different heating rates),
are the average values of x and y variables, respectively. Using Eq. 5
-0.875, and -0.949 for the densification of 66%, 70%, 74%,
ent heating rates of 5, 10,
To determine how much the linear relationship is strong, correlation coefficient ( r )
which is the measure of the strength of linear association taking any values between -
n in Fig. 23. It should be borne in mind that
1 or +1, the stronger the linear relationship
is. The correlation coefficient was calculated using the following formula
where n is the number of observations (here three different heating rates), -, ., SDx ,
are the average values of x and y variables, respectively. Using Eq. 5-1, r was
densification of 66%, 70%, 74%,

51
and 78% of theoretical density. Therefore, since all calculated correlation coefficients
are above 0.7, the linear relationship between x and y variables is strong.
(ii) Master sintering Curve
Using the calculated apparent activation energy of 293.9 KJ/mol for the densification
of crystalline pure ZnO (Fig. 23) as well as the sintering data in Fig. 18, a master
sintering curve was constructed. As can be seen from Fig 20, all of the sintering data
for the ZnO-pressed powder compacts, which were sintered at different heating rates
of 5, 10, and 20 °C/min, collapse onto a single curve over the range of 56%-96% of
relative density. As stated in section 2.3.1, the plot of activation energy versus mean
Residual Square has a minimum through which the best value of activation energy
can be estimated. According to Fig. 25, this value has been estimated around 243
KJ/mol, which is different from that which was calculated from the Arrhenius plot.
This deviation might be due to the fact that in contrast to the Arrhenius plot, in which
the range of 66%-79% of relative density was considered, the master sintering curve
was constructed over the entire range of sintering. Therefore, this deviation in
activation energy might be due to the existence of different sintering mechanisms
active from the beginning to the end of sintering process. Hence, the value of 243
KJ/mol might be the resultant values for the activation energy over the entire sintering
process, and, as a result in addition to grain boundary diffusion, other mechanisms,
such as surface and volume diffusion, also contribute(30).

52
Fig. 24 .Master sintering curve for pure ZnO samples.
Fig. 25.Mean residual squares of error for various values of the activation energy.
Apparent activation energy, Q (KJ/mol)
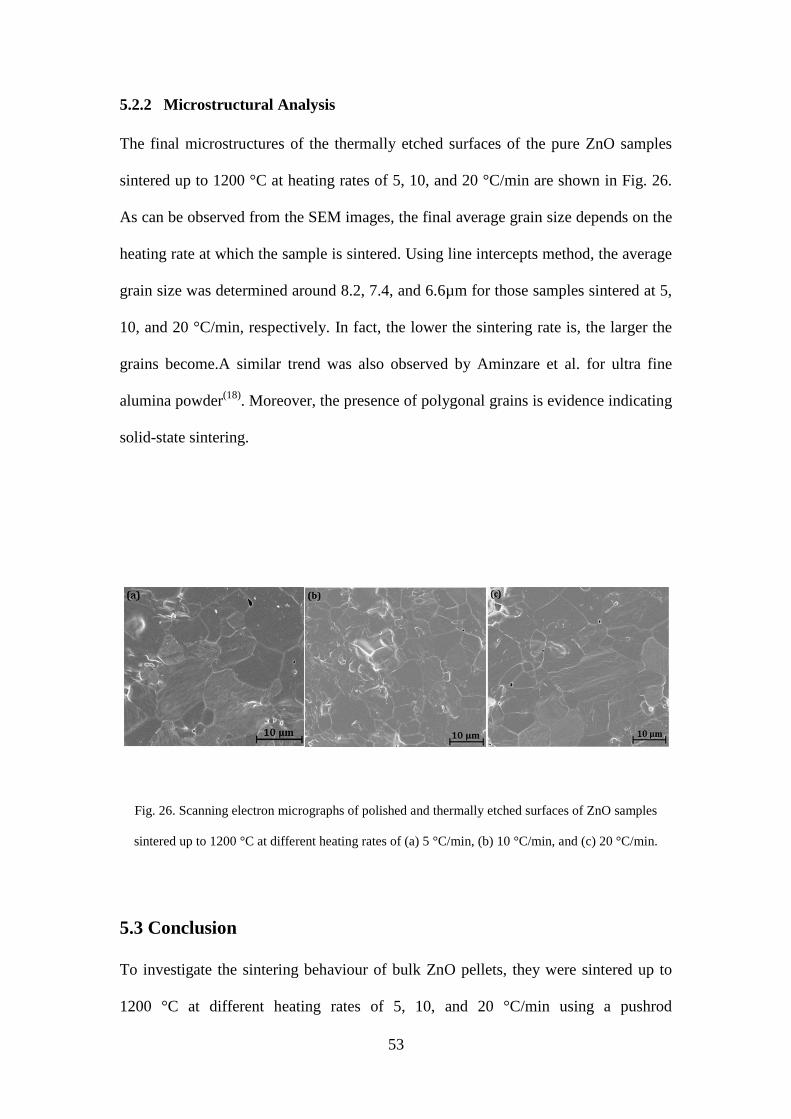
53
5.2.2 Microstructural Analysis The final microstructures of the thermally etched surfaces of the pure ZnO samples
sintered up to 1200 °C at heating rates of 5, 10, and 20 °C/min are shown in Fig. 26.
As can be observed from the SEM images, the final average grain size depends on the
heating rate at which the sample is sintered. Using line intercepts method, the average
grain size was determined around 8.2, 7.4, and 6.6µm for those samples sintered at 5,
10, and 20 °C/min, respectively. In fact, the lower the sintering rate is, the larger the
grains become.A similar trend was also observed by Aminzare et al. for ultra fine
alumina powder(18). Moreover, the presence of polygonal grains is evidence indicating
solid-state sintering.
Fig. 26. Scanning electron micrographs of polished and thermally etched surfaces of ZnO samples
sintered up to 1200 °C at different heating rates of (a) 5 °C/min, (b) 10 °C/min, and (c) 20 °C/min.
5.3 Conclusion To investigate the sintering behaviour of bulk ZnO pellets, they were sintered up to
1200 °C at different heating rates of 5, 10, and 20 °C/min using a pushrod

54
dilatometer. The apparent activation energy was calculated using both the Arhenius
plot and the master sintering curve. However, the values obtained for Q were different
mainly because in contrast to the Arrhenius plot, in which the range of 66%-79% of
relative density was considered, the MSC was constructed over the entire range of
sintering process. Additionally, not only does the heating rate affect the maximum
densification rate, but also the average final grain size. In fact, the higher the heating
rate is, the smaller the final grain size becomes.
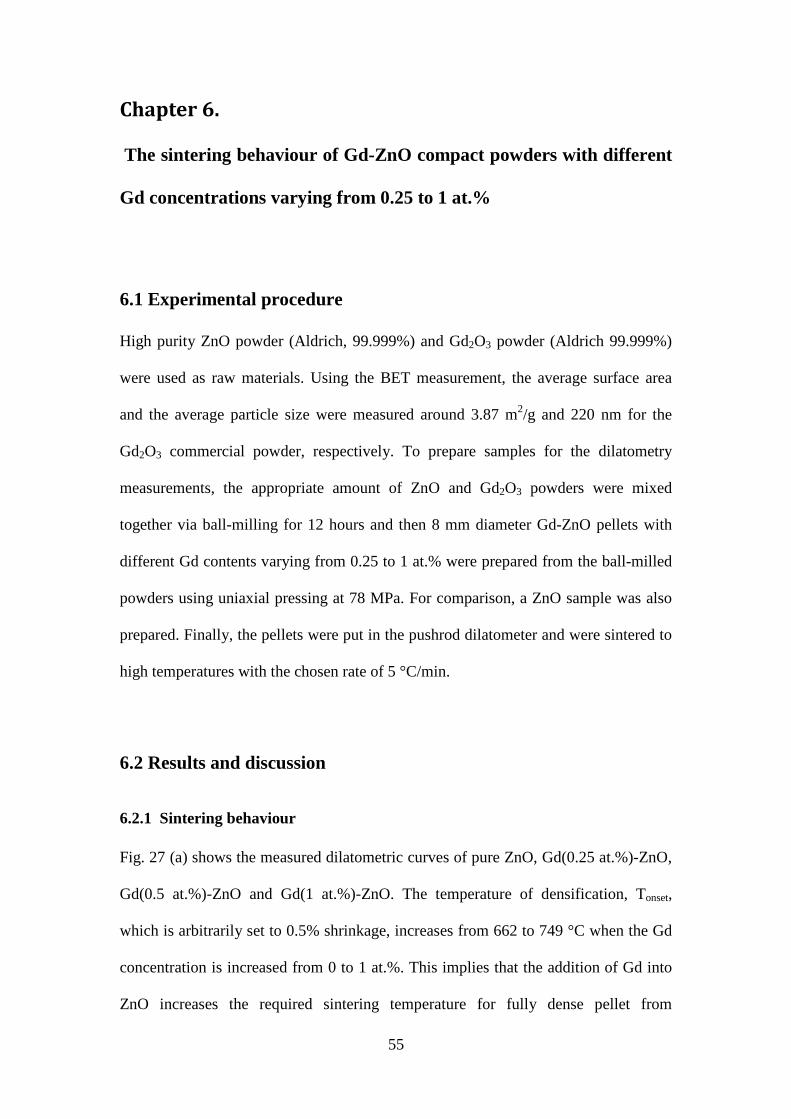
55
Chapter 6. The sintering behaviour of Gd-ZnO compact powders with different
Gd concentrations varying from 0.25 to 1 at.%
6.1 Experimental procedure High purity ZnO powder (Aldrich, 99.999%) and Gd2O3 powder (Aldrich 99.999%)
were used as raw materials. Using the BET measurement, the average surface area
and the average particle size were measured around 3.87 m2/g and 220 nm for the
Gd2O3 commercial powder, respectively. To prepare samples for the dilatometry
measurements, the appropriate amount of ZnO and Gd2O3 powders were mixed
together via ball-milling for 12 hours and then 8 mm diameter Gd-ZnO pellets with
different Gd contents varying from 0.25 to 1 at.% were prepared from the ball-milled
powders using uniaxial pressing at 78 MPa. For comparison, a ZnO sample was also
prepared. Finally, the pellets were put in the pushrod dilatometer and were sintered to
high temperatures with the chosen rate of 5 °C/min.
6.2 Results and discussion
6.2.1 Sintering behaviour Fig. 27 (a) shows the measured dilatometric curves of pure ZnO, Gd(0.25 at.%)-ZnO,
Gd(0.5 at.%)-ZnO and Gd(1 at.%)-ZnO. The temperature of densification, Tonset,
which is arbitrarily set to 0.5% shrinkage, increases from 662 to 749 °C when the Gd
concentration is increased from 0 to 1 at.%. This implies that the addition of Gd into
ZnO increases the required sintering temperature for fully dense pellet from

56
approximately 1000 to 1350 °C. Fig. 27 (b) shows the relative density for the same
sets of samples as a function of temperature. As can be observed from this figure, in
contrast to pure ZnO, in which the shrinkage curve shows no blockage in the sintering
process, the incorporation of Gd2O3 into ZnO results in a suppression of the
densification process. The common shape of these curves reveals that the temperature
at which the densification begins increases by increasing the Gd content in ZnO.
Further, in order to reach a relative density of 90% and above, temperatures above
910, 1065, 1100, and 1243°C are needed for pure ZnO, Gd(0.25 at.%)-ZnO, Gd(0.5
at.%)-ZnO, and Gd(1 at.%)-ZnO, respectively. Fig. 27 (c) indicates the densification
rate as a function of temperature for pure ZnO, Gd(0.25 at.%)-ZnO, Gd(0.5 at.%)-
ZnO, and Gd(1 at.%)-ZnO samples sintered at constant heating rate of 5 °C/min. As
shown in this figure, one peak is observed for the densificaion rate of pure ZnO
sample. However, a second peak appears when Gd is added into ZnO. From the
curves in Fig. 27(c), it is apparent that the intensity of the second peak increases when
the Gd concentration is increased from 0.25 to 1 at.%. Moreover, what is interesting
in these curves is that the densification rate of Gd(1 at.%)-ZnO sample shifts towards
higher temperatures. This significant shift might be due to the higher Gd content,
which leads to more delay for reaching a full dense pellet.

57
Fig. 27. (a) shrinkage versus temperature and (b) relative density versus temperature and (c)
densification rate versus temperature for Gd-ZnO pellets with different Gd contents.
It should be noted that similar suppression of sintering behaviour was observed by
Durazzo et al.(33), Assmann et al.(34), Yuda et al.(35), andSong et al.(36)Manzel et
al.(37)for UO2-Gd2O3 pellets. Hence, there are few papers published on the possible
mechanism for this blockage for the UO2-Gd2O3 system and to the best of our
knowledge no paper has been published yet on the sintering behaviour of Gd-ZnO
system.
According to Manzel et al.(37), the abnormal sintering behaviour observed for the
UO2-Gd2O3 pellets was related to the formation of solid solution occurring

58
simultaneously with the densification process. In fact, the diffusion process taking
place during the sintering process results in two outcomes, densification and the
formation of solid solutions. Hence, the competition between these two processes
leads to reduction in the densification and sintering shift towards higher temperatures,
which is also observed in the Gd-ZnO system. Moreover, based on Durazzo et al.(33),
the formation of low diffusivity phases during the sintering process might have been
the cause of the sintering blockage in the UO2-Gd2O3 system. Therefore, this can be a
possible explanation for why similar behaviour was observed for the Gd-ZnO system,
in which the presence of secondary phase was observed using both the SEM and the
XRD measurements. This mechanism is to referred as the "diffusion barrier
hypothesis"(33).
The crystalline structure of the films was analyzed by XRD using a PANalyticalX'pert
MPD diffractometer, which is equipped with an accelerator detector and operated at
40 kV/40 mA. The XRD spectra for four pellets, pure ZnO Gd(0.25 at.%)-ZnO,
Gd(0.5 at.%)-ZnO, and Gd(1 at.%)-ZnO, are presented in Fig. 28From the XRD
spectra in this figure, in addition to peaks assigned to ZnO with wurtzite hexagonal
structure, another peak is also observed, which corresponds to the (222) plane of the
Gd2O3 crystalline structure. Why Gd3+ ions do not reside at Zn2+ sites may be due to
the marked difference between ionic radii of Gd3+ (0.094nm) and Zn2+(0.074nm) ions.
Thus this difference makes it difficult for Gd3+ ions to substitute for Zn2+ sites.
Moreover, no peak position was observed when Gd2O3 was incorporated into the ZnO
lattice, which may confirm that Gd3+ ions did not reside at Zn2+ sites. However, It
should be borne in mind that the XRD measurement is not sensitive enough to
confirm that whether Gd3+ ions substitute for Zn2+ sites or not. It also should be noted

that the intensity of the peak, which is related toGd
concentration is increased from 0.25 to 1 at.%.
In contrast to our work, in which Gd
al.(33)found a maximum value for the molar fraction of gadolinium beyond which two
or more phases formed in the UO
a linear relationship between the values of the lattice parameters and the amount of
Gd in UO2 below the boundary value, in conformity with Vegard’s law. However, no
linear behaviour was observed beyond this value in the experiments performed in this
study. The reason why Gd
(0.104 nm) is smaller than that of U
U4+ sites.
Fig. 28. XRD patterns of Gd
59
that the intensity of the peak, which is related toGd2O3, increases when the Gd
concentration is increased from 0.25 to 1 at.%.
contrast to our work, in which Gd3+ ions did not substitute for Zn
found a maximum value for the molar fraction of gadolinium beyond which two
or more phases formed in the UO2-Gd2O3 system. According to their report, there was
a linear relationship between the values of the lattice parameters and the amount of
below the boundary value, in conformity with Vegard’s law. However, no
linear behaviour was observed beyond this value in the experiments performed in this
study. The reason why Gd3+ ions substitute U4+ is because the ionic radius of Gd
aller than that of U4+, therefore it is easy for Gd3+ ions to reside at
Fig. 28. XRD patterns of Gd-ZnO bulk samples containing different Gd concentrations.
, increases when the Gd
ions did not substitute for Zn2+, Durazzo et
found a maximum value for the molar fraction of gadolinium beyond which two
system. According to their report, there was
a linear relationship between the values of the lattice parameters and the amount of
below the boundary value, in conformity with Vegard’s law. However, no
linear behaviour was observed beyond this value in the experiments performed in this
is because the ionic radius of Gd3+
ions to reside at
ZnO bulk samples containing different Gd concentrations.

60
To understand why the addition of Gd into ZnO inhibits the sintering process, a new
series of samples was prepared under the same conditions. Then, constant heating rate
sintering was carried out on the samples at heating rates ranging from 5 to 20 °C/min.
In the following, the sintering behaviour of Gd-ZnO samples will be discussed, and
then the results will be compared to those obtained from pure ZnO.
Fig. 29 (a)-(c) indicate the densification as a function of temperature for ZnO samples
containing 0.25, 0.5, and 1 at.% of Gd, respectively. The common shape of these
curves, classical sigmoidal shape, reveals that no matter what the heating rate is, the
samples start to densify around 680 °C, which is higher than that of pure ZnO.
Moreover, the temperature, at which the densification starts, increases when the Gd
concentration is increased. This increase suggests that the sinterability of the pellets
deteriorates when the Gd content is increased from 0.25 to 1 at.%. It is also noted that
similar to ZnO, samples sintered at lower heating rate shows higher relative densities.
The effect of heating rate on the temperature at which the densification starts is
presented in Table 3 for ZnO samples containing 0.25, 0.5, and 1 at.%. As can be seen
from the table, a significant shift towards higher temperatures is observed for the
Gd(1 at.%)-ZnO sample indicating the inhibition of sinterability.

61
Fig. 29.relative density versus temperature for (a) Gd(0.25 at.%)-ZnO, (b) Gd(0.5 at.%)-ZnO, and (c)
Gd(1 at.%)-ZnO pellets.
Table 3. Dilatometry data for Gd-ZnO compacts sintered at different heating rates.
Heating rate Gd(0.25 at.%)-ZnO Temperature of onset of
sintering
Gd(0.5 at.%)-ZnO Temperature of
onset of sintering
Gd(1 at.%)-ZnO Temperature of
onset of sintering 5 °C/min 689 °C 716 °C 845 °C
10 °C/min 731 °C 735 °C 873 °C
20 °C/min 753 °C 756 °C 887 °C

62
The densification rate as a function of temperature for Gd(0.25 at.%)-ZnO, Gd(0.5
at.%)-ZnO, and Gd(1 at.%)-ZnO, which were sintered at different heating rates of 5,
10, and 20 °C/min, are shown in Fig. 30 (a)-(c). As shown in these figures and stated
earlier, a second peak appears when Gd2O3 is added into ZnO. Moreover, similar to
pure ZnO, the values of maximum densification rate shift towards higher temperatures
when the heating rate, at which a sample was sintered, is increased from 5 to 20
°C/min (Table 4). Similar behaviour is also observed for the second peak at higher
temperatures.

63
Fig. 30. Densification rate versus temperature for (a) Gd(0.25 at.%)-ZnO, (b) Gd(0.5 at.%)-ZnO, and
(c) Gd(1 at.%)-ZnO pellets.

64
Table 4.Temperatures at which the densification rate for Gd-ZnO compacts sintered at different
heating rates is at a maximum (Tmax)
Heating rate Gd(0.25 at.%)-ZnO
Tmax
Gd(0.5 at.%)-ZnO
Tmax
Gd(1 at.%)-ZnO
Tmax
5 °C/min 842 °C 857 °C 1036 °C
10 °C/min 847 °C 868 °C 1063 °C
20 °C/min 885 °C 873 °C 1071 °C
Fig. 31 (a)-(c) indicate the variation of shrinkage rate, dL/dt, as a function of relative
density for different Gd-ZnO pellets containing 0.25, 0.5, and 1 at.% of Gd2O3, which
were sintered at different heating rates of 5, 10, and 20 °C/min. Similar to pure ZnO
(Fig. 20), a maximum value of instantaneous shrinkage rate in the range of 66%-79%
of relative density, corresponding to the end of neck formation, is observed for all Gd-
ZnO samples. However, a second peak with less intensity appears when Gd2O3 is
added to ZnO. This peak may show a different mechanism, which is not known at this
point. It should be noted that since the Gd(1 at.%)-ZnO sample sintered at 20 °C/min
reaches the final relative density of 85%, no second peak is observed for that. In fact,
this sample should be sintered up to a temperature higher than 1400 °C so as to be less
porous according to the SEM measurement (Fig. 35) and to reach a relative density
higher than 90%.

Fig. 31.relative density versus shrinkage rate for (a) Gd(0.25 at.%)
Gd(1 at.%)
As with the pure ZnO, the apparent activation energies of Gd
calculated using two different methods:
(i)
(ii)
65
Fig. 31.relative density versus shrinkage rate for (a) Gd(0.25 at.%)-ZnO, (b) Gd(0.5 at.%)
Gd(1 at.%)-ZnO pellets sintered at different heating rates.
As with the pure ZnO, the apparent activation energies of Gd-ZnO samples have been
calculated using two different methods:
(i) Arrhenius plot
(ii) Master sintering curve
ZnO, (b) Gd(0.5 at.%)-ZnO, and (c)
ZnO samples have been

(i) Arrhenius plot
The apparent activation energies have been
and 747.0±58.1 KJ/mol for Gd(0.25 at%)
ZnO, respectively using Arrhenius plots of Ln (T
constant rate sintering data
with pure ZnO, in which the apparent activation energy, Q, was estimated around
293.9± 12.8 KJ/mol. This suggests that the addition of Gd
increase in Q. The same trend has been observed by
samples. According to their report
320 KJ/mol to 440 KJ/mol when Mn was added into ZnO.
the variation of activation energy as a function of Gd concentration. As can be
observed from this figure, not only does the activation energy increase, but also
standard deviation.
66
Arrhenius plot
The apparent activation energies have been calculated to be348.0±16.3, 414.6±51.2,
KJ/mol for Gd(0.25 at%)-ZnO, Gd(0.5 at.%)-ZnO, and Gd(1 at.%)
ZnO, respectively using Arrhenius plots of Ln (T
) versus 1/T of the
constant rate sintering data over the range of 66%-79%(Fig. 32 (a)-(c)). In comparison
with pure ZnO, in which the apparent activation energy, Q, was estimated around
This suggests that the addition of Gd2O3 into ZnO leads to an
increase in Q. The same trend has been observed by Han et al.(38)for Mn doped ZnO
samples. According to their report(38), the calculated activation energy increased from
320 KJ/mol to 440 KJ/mol when Mn was added into ZnO. Moreover, Fig
the variation of activation energy as a function of Gd concentration. As can be
observed from this figure, not only does the activation energy increase, but also
standard deviation.
348.0±16.3, 414.6±51.2,
ZnO, and Gd(1 at.%)-
) versus 1/T of thedifferent
. In comparison
with pure ZnO, in which the apparent activation energy, Q, was estimated around
into ZnO leads to an
Mn doped ZnO
y increased from
over, Fig. 33 shows
the variation of activation energy as a function of Gd concentration. As can be
observed from this figure, not only does the activation energy increase, but also the
standard deviation.

Fig. 32. Arrhenius plot of densification data for (a) Gd(0.25 at%)
Gd(1 at.%)-ZnO, sintered a
67
. Arrhenius plot of densification data for (a) Gd(0.25 at%)-ZnO, (b) Gd(0.5 at.%)
ZnO, sintered at different heating rates of 5, 10, and 20 °C/min.
ZnO, (b) Gd(0.5 at.%)-ZnO, and
t different heating rates of 5, 10, and 20 °C/min.

68
Fig. 33.The variation of activation energy versus Gd concentration.
(iii) Master sintering Curve
Master sintering curves were constructed using both the calculated apparent activation
energies (Q) of Gd-ZnO samples and the sintering data. Fig. 34 (a)-(d) indicate the
plots of activation energy versus mean residual square for Gd-ZnO samples sintered at
different heating rates of 5, 10, and 20 °C/min. According to these figures, each curve
has a minimum indicating the best value of apparent activation energy. Therefore, Q
has been estimated around 276, 296, and 462 KJ/mol for Gd(0.25 at.%)-ZnO, Gd(0.5
at.%)-ZnO, and Gd(1 at.%)-ZnO, respectively, which are higher than that of pure ZnO
estimated with the same method (Table 5). Further, these values are different from
those calculated from the Arrhenius plot. In fact, to construct the master sintering
curves the entire range of sintering process has been considered. However, only the
range of 66%-79% of relative density was considered to estimate Q by Arrhenius plot.

69
Table 5. The comparison between the calculated activation energies for Gd-ZnO samples using both
Arrhenius plot and MSC (KJ/mol).
Samples Arrhenius plot
Q KJ/mol
MSC
Q KJ/mol
Pure ZnO 293.9 ± 12.8 24343
Gd(0.25 at.%)-ZnO 348.0 ± 16.3 276
Gd(0.5 at.%)-ZnO 414.6 ± 51.2 296
Gd(1 at.%)-ZnO 747.0 ± 58.1 462
Apparent activation energy, Q (KJ/mol)

70
71
Fig. 34 .Mean residual squares of error for various values of the activation energy for Gd-ZnO samples
containing 0, 0.25, 0.5, and 1 at.% of Gd2O3.
6.2.2 Microstructural analysis The final microstructure of the thermally etched surfaces of the ZnO pellets with
different Gd concentrations varying from 0.25 to 1 at.% sintered up to 1400 °C at
heating rates of 5, 10, and 20 °C/min are shown in Fig. 35. As can be observed from
SEM images, the final average grain size depends not only on the heating rate, at
which the sample is sintered, but also on the amount of Gd. It is observed that the
average grain size decreases when both the heating rate and the Gd concentration are
increased (Table 6). Additionally, the formation of a secondary phase, which was
confirmed by the XRD analysis, can also be observed by the SEM images as well as
the EDAX measurements (Fig. 36). As can be seen from Fig. 36 (a) and (b), the

72
formation of secondary phase is shown in red color at the surface of Gd(1 at.%)-ZnO
bulk sample heated up to 1400 °C at heating rate of 5 °C/min. Fig. 36 (a) indicates the
EDAX measurement at the surface of the sample where no secondary phase was
detected (where the arrow points toward). However, Fig. 36(b) shows the
measurement at the surface of the same sample where the secondary phase was
formed (where the arrow points toward). As shown, In contrast to Fig. 36(a) in which
no Gd peak is observed, the Gd peak appears in Fig. 36(b) following the noticeable
reduction in the intensity of the Zn peak. Further, the volume fraction of the
secondary phase increases from 14% to 20.5% when the Gd concentration is
increased from 0.25 to 1 at.%.

73
Fig. 35. Scanning electron micrographs of polished and thermally etched surfaces of ZnO samples with
different Gd concentration.

74
Table 6. The effect of Gd concentration and thermal heating rate on the final average grain size (µm).
Heating rate Gd(0.25 at.%)-ZnO Average grain size
(microns)
Gd(0.5 at.%)-ZnO Average grain size
(microns)
Gd(1 at.%)-ZnO Average grain size
(microns) 5 °C/min 20.87 19.95 16.86
10 °C/min 14.96 13.37 11.46
20 °C/min 14.84 11.30 8.60

75
Fig 36. . EDAX measurement at the surface of Gd(1 at.%)-ZnO sample sintered up to 1400 °C at
heating rate of 5 °C/min (a) at the surface of the sample with no secondary phase and (b) at the surface
of the sample with secondary phase.

76
6.3 Conclusion
The addition of Gd2O3 into ZnO affected not only the sintering behaviour, but also the
final microstructure. From the sintering point of view, the incorporation of Gd2O3
into ZnO led to two main results: (i) shifting the required temperatures to obtain fully
dense pellets towards higher values, and (ii) increasing the apparent activation energy.
In addition to sintering behaviour, the final average grain size was also sensitive to the
amount of Gd incorporated into ZnO. In fact, the grain size decreases when the Gd
content is increased.

77
Chapter 7
Thin Film deposition and characterization using the XRD
measurement and SQUID magnetometer
7.1 Target preparation
After determining the appropriate sintering temperature for obtaining fully dense Gd-
ZnO targets, 22 mm diameter Gd-ZnO targets with different Gd contents were
prepared from mixed and ball-milled Gd(0.25 at.%)-ZnO, Gd(0.5 at.%)-ZnO, and
Gd(1 at.%)-ZnO powders pressed and sintered at 1250 °C for 10 h (the measured
target density was higher than 98% for all Gd-ZnO targets).
7.2 Thin film deposition
Before depositing the films, a-plane sapphire (Al2O3 (11-20)) substrates were cleaned
in acetone, isopropanol, and de-ionized water using an ultrasonic bath for 5 minutes
for each step. Gd-ZnO films with different Gd concentrations varying from 0 to 1
at.% were fabricated on clean substrates which were mounted to a resistive heater
using silver paint. The temperature of the substrate was fixed at 650 °C for all films.
The film deposition was performed in a stain-steel vacuum chamber evacuated to a
pressure of 3×10-5Torr. A KrF laser with wavelength of 248 nm was focused on
targets and ablated them. During the deposition, laser frequency, target-substrate
distance and laser beam power density were maintained at 8 Hz, 50 mm, and 0.85
J/cm2, respectively. All films were deposited in oxygen pressure of 50 mTorr. The
number of laser pulses was kept at 10000 pulses.

7.3 Characterization
7.3.1 XRD measurements The crystalline structure of the films was re
a PANalyticalX'pert MPD diffractometer, which is equipped with an accelerator
detector and operated at 40 kV/10 mA.
deposited films with different Gd concentrations varying from 0 to 1 at.% are
presented in Fig. 37 (a) and (b)
no secondary phases, such as Gd
patterns of the corresponding PLD targets, are observed. It is clear that these films
display preferential c-axis orientation, (002) plane. However, a peak corresponding to
the substrate, a-plane sapphire, is also observed at 37.92
Increasing the Gd concentration up to 1 at.% causes a drastic decrease in the intensity
of the (002) diffraction peak and an increase in FWHM, which means that the film
crystallinity degrades (Fig. 37, Fig. 38, and Table 7). Moreover, according to Table
and Fig. 38, the (002) peak position shifts towards higher angles when the Gd
concentration is increased from 0 to 1 at.%. Therefore, the value of c parameter,
determined from the Bragg angle of the (002) peak, decreases.
increasing the Gd concentration could be due to substitution of Gd
network in which Zn2+
electrically neutral, the Gd
as the following mechanism
3Zn
The above mechanism can be rewritten according to the Kroger
78
7.3.1 XRD measurements
The crystalline structure of the films was re-measured and re-analyzed by XRD using
a PANalyticalX'pert MPD diffractometer, which is equipped with an accelerator
detector and operated at 40 kV/10 mA. The normalized diffraction patterns of
deposited films with different Gd concentrations varying from 0 to 1 at.% are
(a) and (b). Within the detection limit of the XRD measurement,
no secondary phases, such as Gd2O3 (at 2Ɵ = 28.6°), which was observed in the XRD
patterns of the corresponding PLD targets, are observed. It is clear that these films
axis orientation, (002) plane. However, a peak corresponding to
plane sapphire, is also observed at 37.92°.
Increasing the Gd concentration up to 1 at.% causes a drastic decrease in the intensity
of the (002) diffraction peak and an increase in FWHM, which means that the film
crystallinity degrades (Fig. 37, Fig. 38, and Table 7). Moreover, according to Table
and Fig. 38, the (002) peak position shifts towards higher angles when the Gd
concentration is increased from 0 to 1 at.%. Therefore, the value of c parameter,
determined from the Bragg angle of the (002) peak, decreases. This reduction with
the Gd concentration could be due to substitution of Gd3+ in ZnO
ions are in tetrahedral sites. Since the ZnO crystal is
electrically neutral, the Gd3+ replacement leads to the formation of cationic vacancies
mechanism (39-41):
3Zn2+ 2GdZn' + VZn2+
The above mechanism can be rewritten according to the Kroger-Vink notation:
0 = 2GdZn' + VZn'
analyzed by XRD using
a PANalyticalX'pert MPD diffractometer, which is equipped with an accelerator
rmalized diffraction patterns of
deposited films with different Gd concentrations varying from 0 to 1 at.% are
. Within the detection limit of the XRD measurement,
was observed in the XRD
patterns of the corresponding PLD targets, are observed. It is clear that these films
axis orientation, (002) plane. However, a peak corresponding to
Increasing the Gd concentration up to 1 at.% causes a drastic decrease in the intensity
of the (002) diffraction peak and an increase in FWHM, which means that the film
crystallinity degrades (Fig. 37, Fig. 38, and Table 7). Moreover, according to Table 7
and Fig. 38, the (002) peak position shifts towards higher angles when the Gd
concentration is increased from 0 to 1 at.%. Therefore, the value of c parameter,
This reduction with
in ZnO wurtzite
ions are in tetrahedral sites. Since the ZnO crystal is
replacement leads to the formation of cationic vacancies
Vink notation:

79
Consequently, the creation of cationic vacancies which are caused by Gd doping
results in the reduction of c-axis length. Similar results were reported in Ce doped
ZnO(39), Er doped ZnO(41), and Gd doped ZnO(40).
Fig. 37. (a)Typical diffraction patterns and (b) (002) peak position of pure ZnO, Gd(0.25 at.%)-ZnO,
Gd(0.5 at.%)-ZnO, and Gd(1 at.%)-ZnO thin films.

80
Fig 38. Change in FWHM and peak position for pure ZnO Gd(0.25 at.%)-ZnO, Gd(0.5 at.%)-ZnO, and
Gd(1 at.%)-ZnO thin films.
Table 7. Peak position, FWHM, and C lattice parameter obtained from XRD data
Gd concentration (at.%) Peak Position
(degree)
FWHM (degree) Lattice parameter c (A°)
0 34.58 0.117 5.182
0.25 34.77 0.208 5.154
0.5 34.73 0.313 5.159
1 34.73 0.383 5.159
7.3.2 Magnetization
Figures 39(a)-39(c) present the M-H curves of the pure ZnO, Gd(0.25 at.%)-ZnO, and
Gd(0.5 at.%)-ZnO measured at 5 and 300 K. As shown in the figures, the films reveal
diamagnetic behaviour even after substrate subtraction. It is worth noting that the

centre portion of the raw data (insert in Fig 39(a)) in the M
like behaviour with a negative slope. In contrast, the raw data of the films containing
1 at.% of Gd exhibits the loop like behaviour. Here, to eliminate the diamagnetic
contribution of the a-plane sapphire, the following procedure was adopted: at a very
low temperature (5K) and a very high field (50kOe) at which the diamagnetic
contribution of the substrate is too high, the data were corrected by equalizing a slope
to the slope of the magnetization loop. The same procedure was followed to modify
the magnetization curve at 300 K. The magnetization curve reveals a super
paramagnetic like behaviour at 5 K whereas a saturated magnetization at 300 K (Fig.
40). At 300 K, the magnetization curve is characterized with a saturation
magnetization (Ms) 2.19×10
emu/g, and coercive field (H
emu/g, (Mr) 3.24×10-5
than those at 300 K. It is worth notin
behaviour could be due to segregation of secondary phase or due to un
Hence, further experiments need to be conducted to eliminate any secondary pha
81
centre portion of the raw data (insert in Fig 39(a)) in the M-H curves show a linear
ke behaviour with a negative slope. In contrast, the raw data of the films containing
1 at.% of Gd exhibits the loop like behaviour. Here, to eliminate the diamagnetic
plane sapphire, the following procedure was adopted: at a very
temperature (5K) and a very high field (50kOe) at which the diamagnetic
contribution of the substrate is too high, the data were corrected by equalizing a slope
to the slope of the magnetization loop. The same procedure was followed to modify
ation curve at 300 K. The magnetization curve reveals a super
paramagnetic like behaviour at 5 K whereas a saturated magnetization at 300 K (Fig.
40). At 300 K, the magnetization curve is characterized with a saturation
2.19×10-4 emu/g, remanent magnetization (M
emu/g, and coercive field (HC) 75 Oe. At 5 K, the values of (M
emu/g, and (HC) 125 Oe are obtained, which
than those at 300 K. It is worth noting that the observed super-paramagnetic like
behaviour could be due to segregation of secondary phase or due to un-
Hence, further experiments need to be conducted to eliminate any secondary pha
H curves show a linear
ke behaviour with a negative slope. In contrast, the raw data of the films containing
1 at.% of Gd exhibits the loop like behaviour. Here, to eliminate the diamagnetic
plane sapphire, the following procedure was adopted: at a very
temperature (5K) and a very high field (50kOe) at which the diamagnetic
contribution of the substrate is too high, the data were corrected by equalizing a slope
to the slope of the magnetization loop. The same procedure was followed to modify
ation curve at 300 K. The magnetization curve reveals a super-
paramagnetic like behaviour at 5 K whereas a saturated magnetization at 300 K (Fig.
40). At 300 K, the magnetization curve is characterized with a saturation
emu/g, remanent magnetization (Mr) 2.08×10-5
75 Oe. At 5 K, the values of (Ms) 2.22×10-3
125 Oe are obtained, which are higher
paramagnetic like
-reacted Gd2O3.
Hence, further experiments need to be conducted to eliminate any secondary phases.

82
Fig 39. M versus H curves of pure ZnO (a), Gd(0.25 at.%)-ZnO (b), and Gd(0.5 at.%)-ZnO (c) thin
films measured at 5 and 300 K.

Fig 40. Magnetization hysteresis curves of the Gd(1 at.%)
7.4 Summary and future work Gd-ZnO films with different Gd concentrations varying from 0 to 1 at.%
prepared by pulsed laser deposition (PLD). According to the XRD analysis, all films
exhibit preferential c-axis orientation, (0 0 2) orientation. Further, the (0 0 2) peak
position shifts towards the higher angle when the Gd concentration is increase
0 to 1 at.%. Moreover, no secondary phase is observed in the XRD plots; however, it
does not guarantee that Gd ions reside at Zn
83
Fig 40. Magnetization hysteresis curves of the Gd(1 at.%)-ZnO thin film measured at 5 and 300 K
7.4 Summary and future work
ZnO films with different Gd concentrations varying from 0 to 1 at.%
prepared by pulsed laser deposition (PLD). According to the XRD analysis, all films
axis orientation, (0 0 2) orientation. Further, the (0 0 2) peak
position shifts towards the higher angle when the Gd concentration is increase
0 to 1 at.%. Moreover, no secondary phase is observed in the XRD plots; however, it
does not guarantee that Gd ions reside at Zn2+ sites in the ZnO lattice because the X
measured at 5 and 300 K
ZnO films with different Gd concentrations varying from 0 to 1 at.% were
prepared by pulsed laser deposition (PLD). According to the XRD analysis, all films
axis orientation, (0 0 2) orientation. Further, the (0 0 2) peak
position shifts towards the higher angle when the Gd concentration is increased from
0 to 1 at.%. Moreover, no secondary phase is observed in the XRD plots; however, it
in the ZnO lattice because the X-

84
ray diffraction is not sensitive enough to detect and analyze precipitates of dopants in
ZnO, here Gd, with Gd content lower than 10 at.%. Additionally, Magnetic
measurements of the Gd-ZnO films with different Gd concentrations varying from 0
to 0.5 at% revealed a diamagnetic characteristic at both 5 and 300K; however, a film
containing 1 at.% of Gd indicated a super-paramagnetic like behaviour at 5 K
whereas a saturated magnetization at 300 K.
It is absolutely crucial that the room temperature ferromagnetic (RTFM) behaviour of
diluted-magnetic semiconductors is intrinsic. In fact, it is ideal that this property does
not originate from extrinsic effects, such as ferromagnetic precipitate and impurity
phases. Hence, several techniques, such as SEM, TEM, XPS, etc should be utilized to
eliminate the possible impurity phases.
Additionally, for possible practical applications it is necessary to have reproducible
RTFM films. However, RTFM behaviour is sensitive to the conditions under which
the thin films are deposited. Therefore, ZnO films containing different dopants need
to be deposited under various growth conditions, such as different oxygen pressures
and substrate temperatures. For comparison, it is worth doping ZnO films with both
rare earth metals as well as transition metals.

85
References
1. Maekawa S. Concepts in Spin Electronics. Oxford: Oxford University Press;
2006.
2. Prellier W, Fouchet A, Mercey B. Oxide-diluted magnetic semiconductors: a
review of the experimentsl status. J Phys: Condens Matter 2003;15:1583-601.
3. CA. Chambers S ,F.C. Forrow R. New Possibilities for Ferromagnetic
Semiconductors. MRS BULLETIN. 2003:729-33.
4. Dietl T, Ohno H, Matsukura F, Cibert J, Ferrand D. Zener model description
of ferromagnetism in zinc-blende magnetic semiconductors. Science. 2000;287:1019-
22.
5. Quesada A, Garcia MA, de la Venta J, Fernandez Pinell E, Merino JM,
Hernando A. Ferrmagnetic behaviour in semiconductors: a new magnetism in search
of spintronic materials. EurPhys J B. 2007;59:457-61.
6. Fukumura T, Yamada Y, Toyosaki H, Hasegawa T ,Koinuma H, Kawasaki M.
Exploration of oxide-based diluted magnetic semiconductors toward transparent
spintronics. Applied Surface Science. 2004;223:62–7.
7. Yousefi M, Azimirad R, Amiri M, Moshfegh AZ. Effect of annealing
temperature on growth of Ce-ZnOnanocomposite thin films: X-ray photoelectron
spectroscopy study. Thin Solid Films. 2011;in press
8. Dutta M, Mridha S, Basak D. Effect of sol concentration on the properties of
ZnO thin films prepared by sol–gel technique. Applied Surface Science.
2008 ;254:2743–7.
9. Santos AMP, Santos EJP. Pre-heating temperature dependence of the c-axis
orientation of ZnO thin films.Thin Solid Films. 2008;516:6210–4.
86
10. Getzlaff M. Fundamentals of magnetism Berlin: Springer-Verlag; 2008.
11. Nolting W, Ramakanth A .Quantum theory of magnetism. Berlin; London:
Springer; 2009.
12. Aminzare M. Investigation on Sintering Behavior of Nano Alumina and Effect
of Conformation Methods on Microstructure and Mechanical Properties. Tehran: Iran
University of Science and Technology; March 2011.
13. Rahman MN. Ceramic Processing and Sintering New York: CRC Press; 2003.
14. N. Calata J. DenisificationBehavior of Ceramic and Crystallizable Glass
Materials Constrained on a Rigid Substrate
Virginia: Virginia Polytechnic Instituteand State University; 2005.
15. Hunghai S, Johnson DL. Master Sintering Curve: A Practical Approacj to
Sintering. Journal of American Ceramics Society. 1996;79:3211-17.
16. Kutty TRG, Khan KB, Hegde PV, J. Banerjee a, Sengupta AK, Majumdar S,
et al. Development of a master sintering curve for ThO2. Journal of Nuclear
Materials. 2004;327:211–9.
17. Mao-HuaTeng, Yi-Chun Lai, Chen Y-T. A Computer Program of Master
Sintering Curve: Model to Accurately Predict Sintering Results. Western Pacific
Earth Sciences .2002;2:171-80.
18. Aminzare M, Mazaheri M, Golestani-fard F, Rezaie HR, Ajeian R. Sintering
behavior of nano alumina powder shaped by pressure filtration. Ceramics
International. 2011;37:9-11.
19. Frederic IsingizweNturambirwe J. Superconducting Quantum Interference
Device (SQUID) Magnetometers: Principles, Fabrication and Applications: African
Institute for Mathematical Sciences (AIMS); 2010.

87
20. ; Available from: http://hyperphysics.phy-
astr.gsu.edu/hbase/quantum/xtube.html.
21. Lauren A., Josephson Effec, University of California Berkley; 2007.
22. SQUID magnetometer. London2009; Available from:
http://www.npl.co.uk/quantum-phenomena/nanophysics/research/squid-
magnetometer.
23. Akram R. Fabrication and optimization of rf-SQUID and Integration assembly
for high resolution magnetic imaging system: BilkentUniversit; 2005.
24. Bäuerle D. Laser processing and chemistry Berlin ; London: Springer; 2000.
25. Mario B. Thin Film Analysis by X-Ray Scattering: Wiley-VCH Verlag,
GmbH & Co. .
26. Birkholz M. Thin Film Analysis by X-ray scattering: Wiley-VCH.
27. Kittel C. Introduction to solid state physics NewYork: Wiley; 2005.
28. Principles of Push-rod Dilatometry. Available from:
http://www.anter.com/TN69.htm.
29. Jena A, K. G. A Novel Technique for Surface Area and Particle Size
Determination of Components of Fuel Cells and Batteries
Cornell Business and Technology Park, Porous Materials I.
30. M. Aminzarea, F. Golestani-farda, O. Guillonb, Mehdi Mazaheri, Rezaie HR.
Sintering behavior of an ultrafine alumina powder shaped by pressure filtration
and dry pressing. Materials Science and Engineering A. 2010;527:3807–12.
31. Guillaume B-G, Christian G. Apparent Activation Energy for the
Densification of a Commercially Available Granulated Zirconia Powder. Journal of
American Ceramics Society .2007;90:1246–50.

88
32. Kevin GE, Donald TE. Analysis of Nanocrystalline and Microcrystalline ZnO
Sintering Using Master Sintering Curves.Journal of American Ceramics Society.
2006;89:2003–9.
33. M. Durazzo, F.B.V. Oliveira, E.F. Urano de Carvalho, Riella .HG. Phase
studies in the UO2–Gd2O3 system. Journal of Nuclear Materials. 2010;400:183–8.
34. H. Assmann, M. Peehs, Roepenack H. Survey of Binary Oxide Fuel
Manufacturing Aan Quality Control. Journal of Nuclear Materials. 1988;153:115-26.
35. Ryoichi Yuda ,Une K. Effect of sintering atmosphere on the densification of
U02-Gd203 compacts. Journal of Nuclear Materials. 1991;178:195-203.
36. K. W. Song, K. S. Kim, K. J. Yang, K. W. Kang, Jung YH. A mechanism for
the sintered density decrease of UO2-Gd2O3 pellets under an oxidizing
atmosphere.Journal of Nuclear Materials. 2001;288:92-9.
37. R. Manzel, Dörr; W. American Ceramics Society
1980;59:601.
38. Jiaping Han, Senos AMR, Mantas PQ. Nonisothermal Sintering of Mn Doped
ZnO.Journal of the European CeramicSociety. 1999;19:1003-6.
39. Sifiani Z, Derkowska B, Dalasinski P, Wojdyla M, Dabos-Seignon S,
AlaouiLamrani M, et al. Optical properties of ZnO and ZnO:Ce layers grown by spray
pyrolysis. Optics Communications. 2006;267:433–9.
40. Subramanian M, ThakurP, Tanemura M, Hihara T, Ganesan V, Soga T, et al.
Intrinsic ferromagnetism and magnetic anisotropy in Gd-doped ZnO thin films
synthesized by pulsed spray pyrolysis method. Journal of Applied Physics.
2010;108(5):053904.

89
41. Pérez-Casero R, Gutiérrez-Llorente A, Pons-Y-Moll O, Seiler W, Marie
Defourneau R, Defourneau D, et al. Er-doped ZnO thin films grown by pulsed-laser
deposition. Journal of Applied Physics. 2005;94:054905.


















