
Crystallization and sintering behavior of Glass-ceramic powder ...
Upload
truongkietCategory
view
234download
3
Sintering of copper powder compacts
Item Type text; Thesis-Reproduction (electronic)
Authors Imprescia, Richard John, 1932-
Publisher The University of Arizona.
Rights Copyright © is held by the author. Digital access to this materialis made possible by the University Libraries, University of Arizona.Further transmission, reproduction or presentation (such aspublic display or performance) of protected items is prohibitedexcept with permission of the author.
Download date 27/05/2018 16:53:18
Link to Item http://hdl.handle.net/10150/319843

SINTERING OF COPPER POWDER COMPACTS
by
Richard John Im prescia
A T hesis Submitted to the Facu lty of the
DEPARTMENT OF METALLURGICAL ENGINEERING
In P artia l Fulfillm ent of the Requirements For the Degree of
MASTER OF SCIENCE
In the G raduate C o llege
THE UNIVERSITY OF ARIZONA
1 9 6 5

STATEMENT BY AUTHOR
This th e s is has been subm itted in partia l fu lfillm ent of re q u ire ments for an advanced degree a t The U niversity of Arizona and is d e p o s i ted in the U niversity Library to be made av a i la b le to borrowers under ru le s of the Library.
Brief quota tions from th is th e s is are a llow able w ithout sp ec ia l perm ission, provided tha t accu ra te acknow ledgm ent of source is made. R equests for perm ission for ex tended quota tion from or reproduction of th is m anuscrip t in whole or in part may be granted by the head of the major departm ent or the Dean of the G raduate C ollege when in his judgm ent the proposed u se of the m ateria l is in the in te re s ts of sch o la rsh ip . In a ll o ther in s ta n c e s , however, perm ission must be ob ta ined from the author.
SIGNED:
APPROVAL BY THESIS DIRECTOR
This th e s is has been approved on the da te shown below:
Professor of M eta llu rg ica l EngineeringD ate

ACKNOWLEDGMENTS
The author w ish es to ex p ress h is thanks to Dr. D. J. Murphy
for h is adv ice and encouragem ent during th is in v es tig a tio n . Thanks
are a lso ex tended to Dr. L. J. Demer for h is helpful comments during
the course of th is study, and to Mr. W. E. H orst for his help in
c larify ing se v e ra l important poin ts concerning the a n a ly s is of e r ro rs .
i l l

TABLE OF CONTENTS
Page
LIST OF TABLES. ............................... v
LIST OF ILLUSTRATIONS................................................................... v,i
ABSTRACT ................... v ii
I INTRODUCTION ................... 1
II SINTERING THEORY................... 4
, III SCOPE OF THE INVESTIGATION.................................................... 9
IV EXPERIMENTAL PROCEDURE ....................... 11
A. T est M ateria l and Specimen Preparation 11
B. Sintering ................................ 12
C. D ensity M easurem ents ..................... 14
V RESULTS AND DISCUSSION ............................................. 16
A. D en s if ica tio n D a t a ................................ 16
B. A ctivation Energies . . ................................................... 17
C. S intering M echanism s....... ......................... 19
D. S uggestions for Further Work . ......................................... 24
VI SUMMARY AND C O N C L U S IO N S ....................... 27
REFERENCES . . ................. 29
APPENDIX I .................................................................. 44
iv

Table
I
LIST OF TABLES
Page
D en s if ica tio n Parameter, a ............................................. 31
v

1
2
3
4
5
6
7
8
9
10
11
12
LIST OF ILLUSTRATIONS
Page
Sintering Furnace ...................... ; . . . ....................... 32
P ush-P u ll Rod and Sintering Boat Assembly ....................... 33
Sintering Boat and Thermocouple A s s e m b ly ............................. 34-
Plot of a v e rsu s t for C oarse S ize -F rac tio n ....................... 35
Plot of a v e rsu s t for Medium S i z e - F r a c t i o n ........................ 36
Plot of a v e rsu s t for Fine S ize -F rac tio n ........... 37
Plot of a v e rsu s T for C oarse S i z e - F r a c t i o n ........................ 38
Plot of a v e rsu s T for Medium S ize -F rac tio n . ................. 39
Plot of a v e rsu s T for Fine S ize -F rac tio n ........................... 40
Plot of Log t v e rsu s l / T ............................................... 41
Plot of t v e rsu s t . . . . . . . . . . . .......................................... 42c f
Schem atic R epresen ta tion of Sintering M e c h a n i s m s ............... 43
vi

ABSTRACT
The d en s if ica t io n of copper powder com pacts prepared from
th ree different powder s iz e - f ra c t io n s was in v e s t ig a te d . Sintering w as
carried out in the tem perature range 7 0 0 -8 5 0 “C, and over a time range
of 1-32 hours.
The ac t iv a t io n energy a s s o c ia te d w ith s in tering has been found
to be independent of powder p a r t ic le - s iz e , and equal to 76 k ca l/m o l.
Application of H erring 's a n a ly s is to the d e n s if ic a t io n data
g iv es the following re su l ts :
a . For low tem peratures the predom inant s in ter ing m echanism
is surface diffusion.
b. For higher tem peratures a p la s t ic flow m echanism is
operating during the ea r l ie r s ta g e s of s in tering , while
evapora tion and cond en sa tio n opera tes a t la te r s ta g e s .
c. The larger the p a r t ic le - s iz e the longer w ill be the
s in ter ing period during w hich a g iven m echanism is
opera ting .
v ii

I. INTRODUCTION
W hen a number of powder p a r t ic le s are brought into in tim ate
co n tac t and hea ted , adherence betw een th e p a r t ic le s occu rs . As the
time or the tem perature of heating is in c re a se d the ad h es io n in c re a se s
to the ex ten t th a t the powder m ass becom es a porous so lid having
some p h y s ic a l s trength . For su itab le tim es and tem peratures of
heating the porous so lid becom es more and more d ense , approaching
the d en s ity of the so lid m etal.
The driving force for the above d esc rib ed p ro c e ss is the
su rface free energy of the m ass of powder p a r t ic le s . A m easure of
the su rface free energy is the d ifference betw een the to ta l surface
a rea of the o v e r -a l l m ass of com pacted powder p a r t ic le s and the su r
face area of a so lid sphere of an eq u iv a len t volume. Therefore, when
powder p a r t ic le s are brought into in tim ate co n tac t the tendency is to
lower the free energy difference by d e c re a s in g the to ta l su rface area
of the com pacted p a r t ic le s . The sm aller the s iz e of the indiv idual
p a r t ic le s the g rea te r the free energy d ifference , and, hence, the
g rea te r the tendency toward the solid m etal. W hen th e se changes
are brought about by the add ition of h ea t the p ro cess is c a l le d
"s in te r in g . "

2
There are four b a s ic m ateria l transport m echanism s by w hich
s in ter ing is thought to occur. These are (a) evaporation and co n d en
sation , (b) su rface diffusion, (c) volume diffusion, and (d) p la s t ic
flow. It i s gen era lly thought (1) th a t w hile the f irs t two p ro c e sse s
can contribute to bond formation betw een p a r t ic le s and to the sphe-
ro id iz ing of angular vo ids, they cannot produce any app rec iab le
shrinkage and d en s if ica tio n . E ssen tia l ly , m ateria l is simply t r a n s
ported from one in te rna l surface to another by surface d iffus ion and
by evapora tion and condensa tion , leav ing the to ta l pore volume
unchanged. The major contribution to d e n s if ica t io n is u su a lly
a ttr ibu ted to one of the o ther two p ro c e sse s , volume d iffus ion or
p la s t ic flow. Volume diffusion is a p ro cess of m ateria l transport
orig inating in the random movement of atom s induced by thermal
v ib ra tion . When a concen tra tion g rad ien t e x is ts , such random
motion r e su l ts in a net transport of atom s down the g rad ien t. In the
s in ter ing of a pure su b s tan ce th e g rad ien t is thought to c o n s is t of
d iffe rences in the concen tra tion of la t t ic e d e fec ts under variously
curved su rfaces (2). P la s t ic flow is a p ro cess by w hich transport of
m atter occurs under the ac tion of s t r e s s . The origin of the s tre s s
lead ing to p la s t ic flow is cons ide red to be surface ten s io n .
Since sev era l rev iew s on s in te r ing are av a ila b le (1, 3-9),
i t is in tended in the following se c t io n to d is c u s s only the currently
3
important theo r ie s and some of the experim ental ev idence supporting
them.

II. SINTERING THEORY
The theory of s in tering in recen t years has been concerned
predom inantly w ith the m echanism of m ateria l transport during the
s in tering p ro c e ss . In sp ite of the effort which has been devoted to
the su b jec t there are s t i l l wide d ivergences of opinion regarding the
p rinc ipa l transport mechanism in c ry s ta l l in e su b s ta n c e s . These d if
fe rences are made m ost apparen t by the d ifferent schoo ls of thought
which e x is t in the U nited S ta tes and G reat Britain. In the U nited
S ta tes , a t ten tio n has been focused primarily on the d iffusion theory
of s in tering su g g es ted by Kuczynski (2). In G reat Britain, em phasis
has been on the p la s t ic flow th eo r ie s of M ackenzie and Shuttle worth
(10), and Clark and W hite (11).
Kuczynski examined th e o re t ic a l ly w hat the ra te of growth of
the region of co n tac t betw een a sphere and a plane surface on heating
should be in the c a s e s of the four b a s ic s in tering m echanism s. The
re su l ts of his a n a ly s is y ie lded the following re la t io n sh ip s :
2x CC t for p la stic flow;
3x cc t for evapora tion and condensa tion ;
5x OC t for volume diffusion;
4
x oC t for surface diffusion;
where x is the rad ius of the growing "neck" a t the co n tac t betw een
the sphere and the plane, and t is the s in tering tim e. By comparing
the re su l ts of s in tering experim ents conducted on spheres of s ilver
re s t in g on plane s ilv e r su rfaces , along with s im ilar experim ents
us ing copper, w ith the pred ic tions of h is theory, Kuczynski claim ed
to have e s ta b l is h e d th a t volume d iffus ion w as the predominant
mechanism for large p a r t ic le s a t high tem peratures , and th a t surface
d iffus ion w as involved a t lower tem pera tures and a t the beginning of
s in tering .
Lending support to the d iffus ion theo r ie s of s in te r ing is the
im portant work of A lexander and Balluffi (12). In the ir s tudy on the
s in tering of copper w ires wound in c lo se -p a c k e d arrangem ent on
spools of the same m ateria l, they observed th a t rap id shrinkage of
the pores betw een w ires took p lace only so long as the pores were in
co n tac t w ith a grain boundary along the wire surface . Pores were
shown to d im inish or d isap p e a r in the reg ions of grain boundaries but
not in reg ions betw een such boundaries . Their ex p lan a tio n for th is
e ffec t is th a t the grain boundaries a c t a s "p ipes" down w hich atoms
d iffuse to f il l the pores. It thus appears th a t th is e f fec t may not be
a ttr ibu ted to a p la s t ic flow m echanism, s in ce p la s t ic flow depends on
su rface tension , and s in ce the surface te n s io n on the w all of a pore

would not be expec ted to change app rec iab ly by the d isap p e a ran ce of
a grain boundary. There are, however, arguments in favor of the
p la s t ic flow theory.
The f ir s t of the p la s t ic flow theo rie s in order of time is tha t
of M ackenzie and Shuttleworth (10). They observed th a t the ra te of
c lo su re of pores in a porous com pact w as high compared to the ra te
of c lo su re of an iso la te d pore. To in terp re t th is o bserva tion they
advanced the argument th a t in the neighborhood of an iso la te d pore
the shear s t r e s s c a u se d by su rface te n s io n d e c re a se s w ith d is tan ce
from the pore, and therefore, beyond a c e r ta in d is tan ce , the s tre s s
w ill d im inish to a va lue below the y ie ld s t r e s s , no flow w ill be p o ss ib le ,
and consequen tly no pore c lo su re w ill occur. In continuing the ir a rg u
ment they s ta te th a t in a porous com pact the s t r e s se d reg ions overlap
and the y ie ld s t r e s s w ill be ex ceed ed and flow w ill occur, s low ly
filling up the p o re s . Their work p resen ted two equa tions for the
s in tering ra te , one for a purely v isc o u s m ateria l and the other for a
m ateria l exhib iting a y ie ld point (Bingham-type flow ).
The second theory is th a t of C lark and W hite (11) who
exam ined the p o s s ib i l i ty of p la s t ic flow of a layer of m ateria l to
form a neck be tw een two sp h e r ica l p a r t ic le s . It w as a ssum ed th a t
the p a r t ic le s rem ain sp h e r ica l and th a t flow or d iffus ion m ain ta ins
th is form w hile m ateria l is transfe rred to the neck cau s in g the volum es

of the p a r t ic le s to d e c re a se . The model is based on the m acroscopic
flow of m ateria l from the su rfaces of the spheres to the neck, the
driving force, here again , being su rface ten s io n . Equations were
derived for both purely v isc o u s and Bingham-type flow.
The th eo r ie s of M ackenzie and Shuttle worth and of Clark and
W hite are complementary, s ince one ap p lie s to the la te r s ta g e s of
s in ter ing during w hich the pores are iso la te d , w hile the other ap p lie s
to the early s ta g e s of s in tering w herein bonding betw een p a r t ic le s
tak es p lace . Attempts have been made (11, 13, 14) to fit e x p e r i
m ental da ta to both of th e s e theo rie s , and in a ll c a s e s , i t was found
th a t to ob ta in good agreem ent w ith the theory i t w as n e c e s sa ry to
in troduce an em pirical correc tion factor. Because of th is correc tion
fac to r th e se theo r ie s are frequently d isco u n ted a s being invalid .
More recen tly , however, experim ents of the K uczynsk i-type (15)
have g iven new support to the p la s t ic flow theory. In th e s e e x p e r i
ments neck growth s tu d ies were made on spheres h ea ted on variously
t i l te d p lan es . Under th e se conditions i t w as concluded th a t p la s t ic
flow w as the predominant m echanism . This t i l t ing condition, although
s t i l l id ea lized , can be cons ide red to approximate more nearly the a c tu a l
s in tering conditions in a powder com pact.
In eva lua ting the experim enta l ev idence p re sen ted above on
the various th eo r ie s , i t becom es apparen t th a t i t probably would be an

overs im p lif ica tion to attem pt to d esc r ib e s in tering in terms of an
iso la te d m echanism . It is ce r ta in th a t d ifferent s in te r ing m echanism s
are predominant in d ifferent m ate ria ls , and th a t in a s ing le m ateria l
d ifferent m echanism s may be s ig n if ican t under various c ircu m stan ces .
It is not d iff icu lt to v isu a l iz e , for example, th a t p la s t ic flow might be
favored a t ea r l ie r s ta g e s of bond growth betw een p a r t ic le s when the
curvature a t the point of co n tac t is sharp and the s t r e s s e s in the neck
p o ss ib ly high. Also, i t may be re a so n a b le to assum e th a t a t lower
tem peratures , where su r fa c e - te n s io n e ffec ts are unim portant and vapor
p re ssu re s are too low for evapora tion and co ndensa tion to take p lace ,
surface or volume d iffus ion may predom inate . In the la te r s ta g e s of
long s in tering in te rv a ls the driving force for diffusion, i . e . , the defec t
concen tra tion gradient, may be no longer s ign if ican t, and su rface - te n s io n
e ffec ts may be neg lig ib le . Under th e s e conditions evapora tion and c o n
d en sa tio n may be the only important m echanism .
In conclusion , i t appears th a t the genera l course of s in tering
is s t i l l uncerta in . A g rea t many fac ts have been am assed , but as yet
no com plete theory b ased on f ir s t p r inc ip les is a v a i la b le .
III. SCOPE OF THE INVESTIGATION
Many stud ies have been made of the effect of various condi
tions on sin tering. The effects of time, temperature, and p a rtic le -s ize
on sintering have been examined, to some extent, on most powdered
m aterials, but there appears to have been no system atic study of the
effect of these three variab les on the sintering of a single m aterial.
The present study wasr therefore undertaken as a step in acquiring
system atic knowledge of the sintering of powdered m aterials. For
p rac tical reasons, copper was se lec ted as the m aterial to be studied.
The specific aims of th is investigation have been to study
the sintering behavior of copper powder com pacts over a range of
sin tering tim es and sintering tem peratures, and to determine the
effect of powder p a rtic le -s ize on th is behavior. Throughout th is
study, the quantity used as a measure of the extent of sintering has
been "densification , " a s defined by a d im ensionless param eter in tro
duced in a la te r section (Results and D iscussion).
In order to examine sintering behavior, two analyses have
been performed on the densification data . The f irs t of these is the
determ ination of the activa tion energies a sso c ia ted with sintering
of copper com pacts prepared from different powder p a rtic le -s iz e s .

The method used in th is determ ination is the same a s th a t employed
by Jordan and Duwez (16). The second a n a ly s is is an ev a lu a tio n of
the s in ter ing m echanism s w hich operate under the various conditions
of time, tem perature , and powder p a r t ic le - s iz e . The method used
here is the s c a l in g - la w c rite rion developed by Herring (17).
A d e ta i le d d is c u s s io n of the ap p lica t io n of the above
an a ly t ic a l tech n iq u es is g iven in Section V, Results and D isc u ss io n .

IV. EXPERIMENTAL PROCEDURE
A. Test M ate ria l and Specimen Preparation
The copper powder u sed w as th a t d es ig n a te d by th e m anufac- -
turer (M etals D is in teg ra ting Company, Elizabeth, New Jersey) as
M D -151 . The powder w as sc reen ed in to th ree s iz e - f ra c t io n s :
-150 +200, -200 +270, and -270 +325 mesh Tyler S e r ie s .
Throughout the rem ainder of th is paper th e se frac tions w ill be
referred to as coarse , medium, and fine f rac tions , re sp e c t iv e ly .
To e lim inate the e ffec t of s iz e seg reg a tio n during screen ing , each
frac tion w as blended by ro lling in a w ide-m outh bo ttle for two h o u rs .
Additional ag i ta t io n of the powder w as provided by includ ing in the
b o tt le s arrays of ben t aluminum w ires .
C y lindrica l spec im ens of approxim ate d im ensions 0 . 5 0 inches
in d iam eter x 0. 16 inches in th ic k n e ss w eighing 3. 00 grams each were
p re sse d in a non-lub rica ted , d o u b le -ac t in g h a rd e n e d -s te e l d ie . Com
pacting p re ssu re for a l l p re ss in g s w ere 20, 000 psi; e ach specim en w as
m ain ta ined a t th is p re ssu re for approxim ately 10 seco n d s .
11

12
B. Sintering
All s in ter ing s tu d ie s were carried out in the tem perature range
7 00-850°C in a com m ercially - bu ilt e le c tr ic r e s i s ta n c e furnace (Hevi
Duty Company, Model 2012; see Fig. 1). The s in tering time range
covered w as 1 to 32 hours, and the a tm osphere was hydrogen. The
hydrogen w as dried by p ass in g the gas through a calcium su lfa te
d e s ic c a n t ; i t w as deox id ized by a DEOXO c a ta ly t ic purifier m anufac
tured by Englehard Industr ie s , Newark, New Jersey .
The sin ter ing chamber c o n s is te d of a 2 - in ch d iam eter s ta in le s s
s te e l tube 24 in ch es long. The middle 12 in ch es re s te d w ith in the fur
nace and the two 6 - in ch ends protruded o u ts id e the furnace and were
coo led by w ate r cooling c o i ls fa s te n e d to them. One end of the furnace
w as arranged in a manner such th a t the s in te r ing boat w hich con ta ined
the spec im ens could be rapid ly in se r ted into the furnace hot zone or
re tr ieved into the w a te r -co o led end of the furnace tube by a ttachm ent
of a s te e l p u sh -p u l l rod (Fig. 2). In e ach s in tering run, five dup lica te
specim ens made from each powder s iz e - f ra c t io n w ere run s im u ltan eo u s ly .
F igures 2 and 3 i l lu s t ra te the s in ter ing boat u sed throughout
the experim ents. It c o n s is te d of four s te e l tu b es fa s te n e d in a v e r t ic a l
p o s it io n to a s te e l p la te . The tu b es were com pletely con ta ined w ith in
a d iam eter of 1 -3 /4 in ch es . The spec im ens to be s in te red were s tac k ed

13
w ith in the tu b es . To prevent the specim ens from s tick ing during
sin tering , a l igh t sprinkling of 100-m esh alumina powder w as p laced
betw een each spec im en and on the bottom p la te .
To help com pensate for the time tak en to h ea t the specim en,
the furnace w as in i t ia l ly h ea ted to a tem perature approxim ately 70° in
e x c e s s of the d es ired s in ter ing tem perature . Upon in se r t io n of the
specim ens into the hot zone, the furnace w as r e s e t for the correc t
tem perature .
By 'placing a therm ocouple in d ire c t co n tac t w ith a specim en in
the s in ter ing boat, m easurem ents were made of the hea ting and cooling
t im es a s s o c ia te d with in se r t io n and rem oval of the boat from the furnace
hot zone. This arrangem ent is i l lu s tra te d in Fig. 3. It w as determ ined
th a t a t 7 00°C approxim ately 1 -3 /4 min. were required to h ea t the s p e c i
men; a t 850°C 3 min. were required. The time required to cool the
specim ens to a tem perature of 450 °C from each of the above tem pera-\
tu res w as approxim ately 1 min. Sintering, then, w as e s s e n t ia l ly s topped
im m ediately upon removal of the spec im ens from the hot zone to the cold
zone.
The nature of th is s in ter ing system w as such th a t th e specim en
tem perature could be con tro lled no c lo se r than w ith in + 10°C of the
tem perature s e t on the con tro ller . This w as a regu lar and reproducib le
f luc tua tion due to the ON-OFF power c y c le of the contro lle r . Because

14
of the regu lar nature of th is f luc tua tion i t is fe l t th a t the effect, a t
l e a s t in part, w as com pensating (see Appendix I). C onsidering the
con tro lle r s e tt in g to have been the average tem perature, the tem pera
ture of the hot zone w as held co n s ta n t to + 2° C over the 1 -3 /4 inch
leng th conta in ing the spec im ens.
C. D ensity M easurem ents
Before and af te r e ach s in ter ing run the d iam eter and th ic k n e ss
of each specim en were m easured . The volum es of the specim ens were
c a lc u la te d from th e s e d im ensions, and the d e n s i t ie s determ ined by
dividing the w eight of each spec im en by the c a lc u la te d volume.
W eights were determ ined on an a n a ly t ic a l b a lance to the n e a re s t
0 .5 mg, and d im ensional m easurem ents were made w ith a d ia l in d i
ca to r w hich read to the n e a re s t 0. 0001 inch . The va lue of th ic k n e ss
u sed for ca lc u la t io n of d en s ity w as the average of five m easurem ents
on each specim en. One m easurem ent w as tak en a t the c e n te r of the
specim en, and the other four were tak en a t the 3, 6, 9, and 12 o 'c lo c k
pos it io n s near the edge of the specim en. The va lue of d iam eter u sed
in the c a lc u la t io n s was determ ined by averaging four m easurem ents
tak en a t 90° to each o ther on the c ircum ference on the specim en.
W arpage during s in te r ing was s l ig h t. The w orst c a s e s of w arpage

occurred during the h igh-tem perature , long-tim e s in ter ing runs. Even
in th e se c a s e s the effec t of w arpage c au sed a maximum v ar ia tio n in
the d iam eter of only +0. 0005 inch, and in th ic k n e ss of +0 . 0003 inch.
The d en s ity v a lu e s used in the a n a ly s is of the da ta p re sen ted here are
the average v a lu e s of the d e n s i t ie s of five du p lica te specim ens s in te red
sim ultaneously .

V. RESULTS AND DISCUSSION
A. D en s if ica tio n Data
The m easure of d e n s if ica t io n employed throughout a ll a n a ly se s
of the experim enta l data has been a "d en s if ica t io n param eter" a, used
ea r l ie r by o ther in v es t ig a to rs (16), and defined a s
6 - 5 o
where 5 = s in te red density , 6 q = uns in te red density , and 5 .̂ =
th e o re t ic a l d en s ity (8. 96 g / c c for copper). This is a d im en s io n le ss
param eter, the va lue of which is in i t ia l ly zero before s in te r ing and
w hich becom es unity when the specim en a t ta in s th e o re t ic a l dens ity .
Table I g iv es the va lue of the d e n s if ic a t io n param eter for
the s in ter ing of the three powder s iz e - f ra c t io n s a t various tim es and
te m p e ra tu re s . The p rec is io n of the d en s ity v a lu e s from w hich the
v a lu e s of a were ca lc u la te d has been shown to be of the order of
+ 0 .03 g / c c (see Appendix I). The corresponding p re c is io n of va lu es
of a p resen ted has been determ ined to be ty p ica l ly +9% (see Appendix I)..
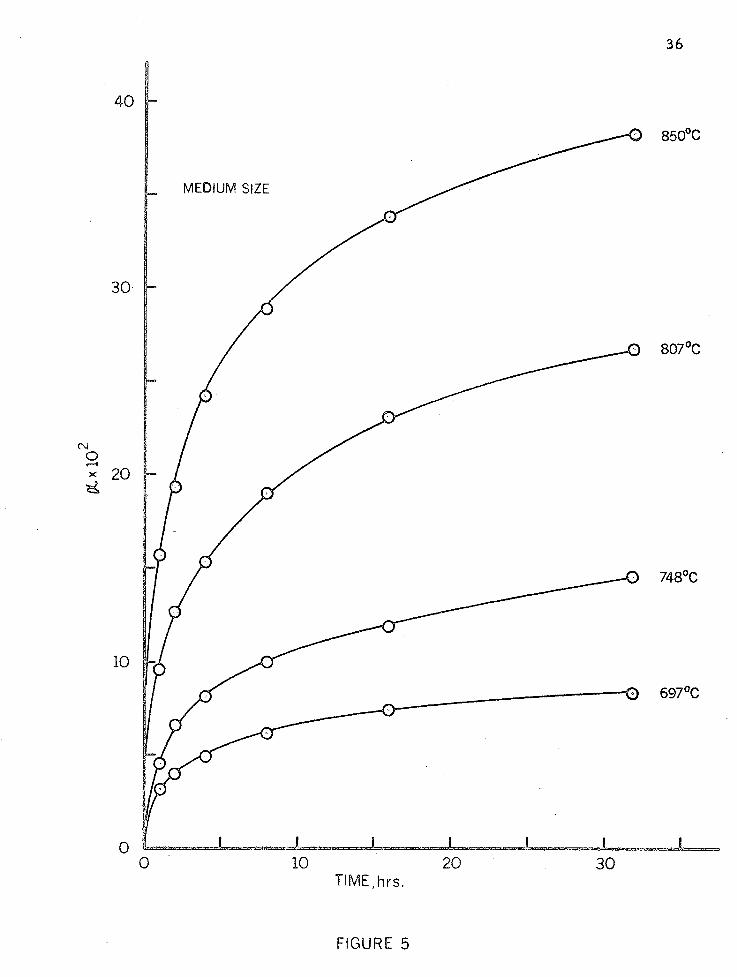
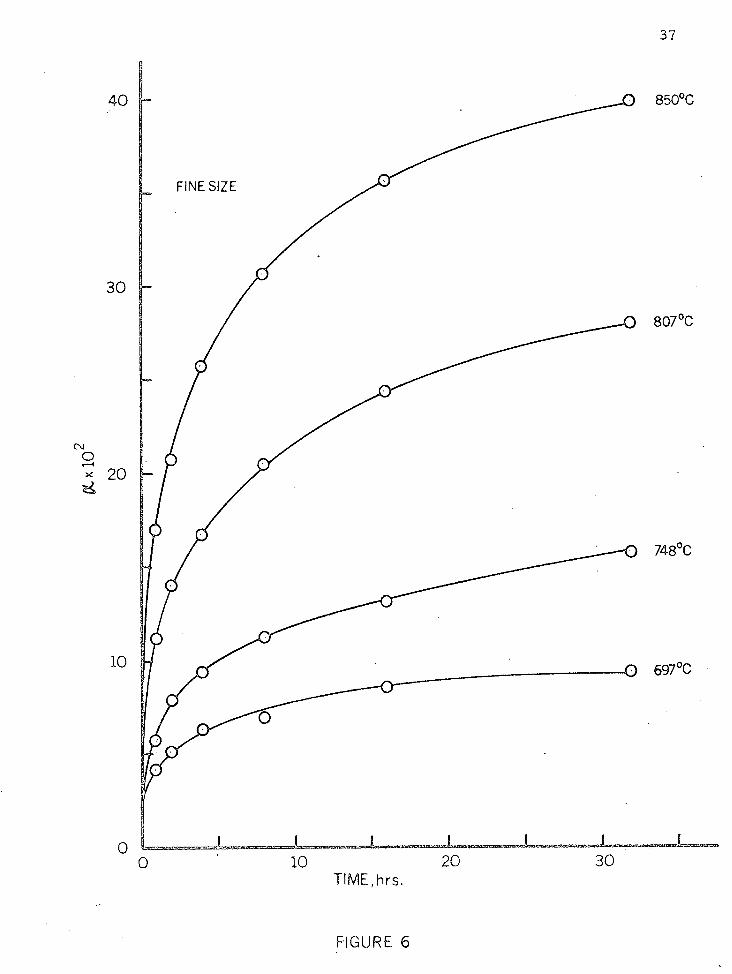
The da ta of Table I are p resen ted g raph ica lly in F igs. 4, 5,
and 6, and Figs. 7, 8, and 9. Figures 4, 5, and 6 are p lo ts of
16
17
d e n s if ic a t io n param eter v e rsu s s in ter ing time for c o n s ta n t tem pera tu res .
These p lo ts show d e n s if ica t io n ra te curves the shape of w hich is ty p ica l
of the s in tering of m ost powdered m eta ls . Figures 7, 8, and 9 are p lo ts
of d e n s if ic a t io n param eter v e rsu s tem perature for c o n s ta n t s in tering
tim es . Plots of th is type are u sefu l in the de term ination of the a c t iv a
tion energy a s s o c ia te d with s in tering d is c u s s e d below.
Two a n a ly s e s have been performed on the experim enta l data:
(a) the de term ination of the ac t iv a t io n energ ies a s s o c ia te d w ith d e n s i
f ica tio n of the three powder s iz e - f ra c t io n s , and (b) an a n a ly s is to
a ttem pt a d e l in ea t io n of the b a s ic s in tering m echanism s.
B. A ctivation Energies
If s in ter ing is cons ide red to be a p rocess d esc r ib ed by a
sim ple ra te equation, an ac t iv a t io n energy for the p ro cess can be
determ ined. The ra te equation (18) is g iven as
K - A exp(-
w here A is a cons tan t, Q is the ac t iv a t io n energy, R is the gas co n s ta n t
(1 .99 ca l/m o l) , and T is the ab so lu te tem perature .
The symbol K is the rate , e x p re sse d as the rec ip ro ca l of the
time for a frac tiona l change of some property to occur. The progress
of " reac tion" thus may be followed by o bserva tion of the changes in

18
such a s e le c te d property. In th is in v est ig a t io n the property se le c te d
to m easure the progress of s in tering w as the d e n s if ica t io n parameter,
a , as p rev iously defined. U sing logarithm ic notation the ra te equation
can be rew ritten as
In t ^ rt + C
where t is the sin tering time, and C is a co n s tan t. For d a ta obeying
th is equation , a p lot of the logarithm of s in tering time v e rsu s the
rec ip roca l ab so lu te tem perature w ill y ie ld a s tra igh t line, the s lope
of w hich is g iven by Q/R.
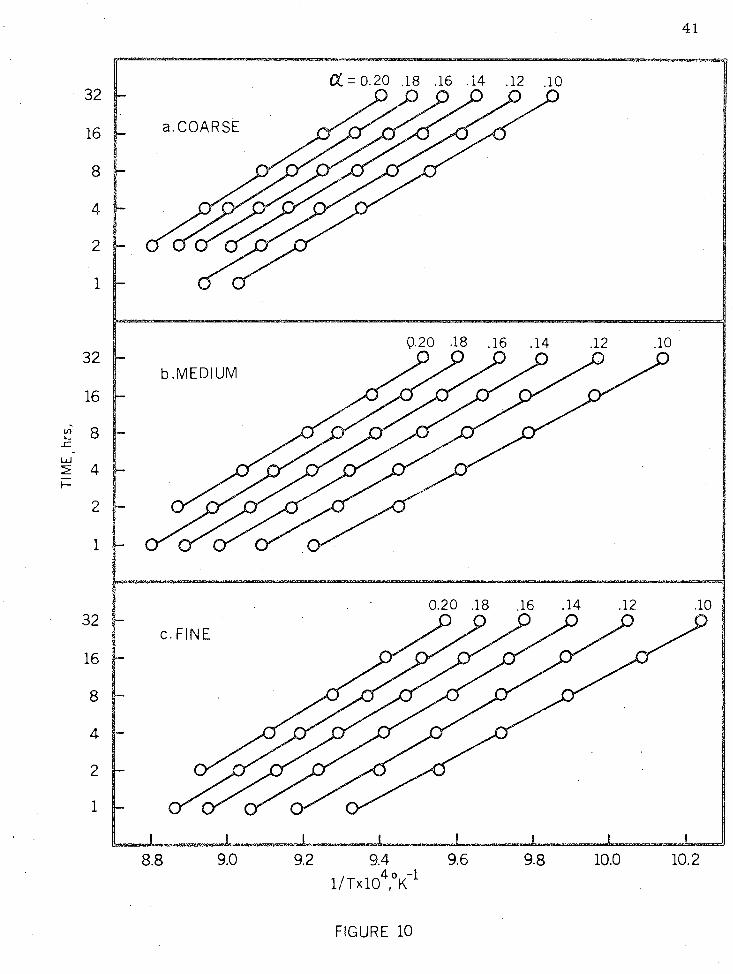
Figures 7, 8, and 9 permit the s e le c t io n of various s in tering
tim es and tem peratures for co n s ta n t v a lu es of the d e n s if ic a t io n p a ra
meter a . By plo tting th e s e se le c te d v a lu e s as log t v e rsu s l /T (Fig.
10), s tra ig h t l in e s are ob ta ined w ith s lo p es of Q / 2 . 3 R, ind ica ting
that, w ith in the lim its of time and tem perature a t w hich th e s e data
were co llec ted , the ra te equation is obeyed. It is to be noted tha t
for a g iven powder s iz e - f ra c t io n the s lo p es of the l in es in Fig. 10 are
approxim ately equal. It thus appears th a t the ac t iv a t io n energy is
independen t of the ex ten t of d en s if ica t io n . Furthermore, a com parison
of the curves of Fig. 10 (a), (b), and (c) rev ea ls th a t th e ac t iv a t io n
en e rg ies are approxim ately equal for e a c h of the th ree powder s iz e -
f rac tio n s . Thus it a lso appears th a t the a c t iv a t io n energy is independent
of p a r t ic le -s iz e . Evaluation of the s lopes of th e se l in es y ie ld s an
a c t iv a t io n energy of approxim ately 76, 000 ca l /m o l. This va lue of
a c t iv a t io n energy is in fair agreem ent w ith the va lue reported by Jordan
and Duwez (16) of 80, 000 ca l/m o l, and of Takasak i (19) of 87, 5.00
c a l /m o l. In both of the la t te r in v e s t ig a t io n s the m easure of the prog
re s s of s in tering is id en tica l to th a t u sed in the p resen t study, i. e . ,
the d e n s if ica t io n param ater a . S intering conditions in a l l th ree in v e s t i
g a tions are com parable.
C. Sintering M echanism s
A method of d e l in ea t in g the tran sp o rt mechanism during s in
tering has been developed by Herring (17) in a th e o re t ic a l trea tm ent
of the e ffec t of change of s c a le on the four b a s ic s in ter ing m echanism s.
H erring 's a n a ly s is shows th a t for com pacts made from two different
powders of p a r t ic le s iz e and R^, but of id en tica l p roperties in a ll
o ther r e sp e c ts , the tim es required for each com pact to reach a given
d e n s if ic a t io n are re la ted by the equation t^ = 4’ nt^. Here, t^ and t^
are the tim es corresponding to com pacts of p a r t ic le s iz e R̂ and R^,
4> = R^/R^, and n is an in teger, the va lue of w hich is determ ined
by the s in tering m echanism as fo llow s:
n = 1, p la s t ic flow
n = 2, evapora tion and condensa tion
n = 3, volume d iffusion
n = 4, su rface d iffusion
From a plot of v e rsu s for equal amounts of d en s if ica tio n , a s tra igh t
l ine w ill be ob ta ined if the above sca lin g law s hold. Knowing the va lue
of 4> and the s lope of the line, the s in ter ing mechanism can be determ ined.
A range of p a r t ic le -s iz e s is a lw ays p re sen t in a powder, re g a rd
l e s s of how c lo se ly i t has been s ized . Therefore, to employ the s c a l in g -
law cr i te r ion it i s n e c e s sa ry to u se powders of w idely d iffe ren t average
s iz e s . In the p re sen t study the a n a ly s is has been app lied to the data
of the -150 +200 m esh and the -270 + 325 m esh powder s iz e - f ra c t io n s .
The p a r t ic le -s iz e s of the co a rse and fine f rac tions are d e s ig n a te d a s Rc
and R ,̂ re sp e c t iv e ly . These s iz e s are g iven as R^ = 74-104 microns,
and Rj, = 43-53 m icrons. The va lue of <j> = then, covers a range
of v a lu e s . Taking an average va lue of R̂ equal to 48 microns, 41 has
been determ ined from the above lim iting v a lu e s of R^ to l ie betw een
1. 54 and 2 .1 3 . Therefore, the following re la t io n sh ip s should hold
for the four s in tering m echanism s:
4> = 1 .54 - 2. 13, p la s t ic flow2
<(> = 2 .3 8 - 4 .5 5 , evapora tion and co n d en sa tio n3
4> = 3 .67 - 9 .7 2 , volume d iffus ion4
<j) = 5 .6 8 - 20 .80 , su rface d iffus ion

21
From the curves of d e n s lf ica t io n param eter v e rsu s s in tering
time (Figs. 4, 5, and 6), t im es have been se le c te d for sev era l s tag e s
of equal d e n s lf ic a t io n a t e ach tem perature , and the re su l ts have been
p lo tted in Fig. 11. The tim es corresponding to the co arse and fine
frac tions have been d es ig n a te d a s t and t^, re sp e c t iv e ly . An in s p e c
tion of th e se curves re v e a ls s ev e ra l in te re s t in g c h a ra c te r is t ic s . First,
the s lo p es of the l in es vary w ith tem perature , ind ica ting th a t the s in
tering m echanism is tem perature dependent. Second, in the c a s e of a l l
but the low est tem perature , the changes of s lope in Fig. 11 in d ica te
th a t changes occur in the mechanism operating during s in te r ing and th a t
th e s e changes are re la te d to p a r t ic le s iz e .
From a c a lc u la t io n of the slope, (|> of the l in e in Fig. 11
for a s in ter ing tem perature of 697 0C, a v a lu e of 20. 6 w as obtained,
which, co rresponds to a su rface d iffus ion m echanism for both coarse
and fine s iz e - f ra c t io n s over the range of tim es p lo tted . The ordinate
in d ic a te s th a t su rface d iffus ion w as operating w ithin the s in tering
in te rv a ls of 12-40 hours for the co a rse fraction; the a b s c i s s a in d ica te s
the same m echanism w ith in the in te rv a l of 1/2 to 2 hours for the fine
frac tion .
Similarly, the s in tering m echanism s for the o ther th ree
tem pera tu res and the in te rv a ls during w hich they were opera ting for

22
e ach s iz e - f ra c t io n have been determ ined. Following is a tab u la tio n
of th e se re su l ts :
, °c t , h rs. c tg, h r s . s lope m echanism
697 12-40 1 /2 -2 20. 6 surface d iffus ion
748748
5-1414-31
1 /2 -22-8
10. 82 .9
surface d iffus ion evaporation and condensa tion
807807
3-1919-34
1-99-15
1 .92 .5 •
p la s t ic flowevapora tion and condensa tion
850850
1-88-30
1 /2 -44-11
1.8 2. 9
p la s t ic flowevapora tion and condensa tion
A graph ica l p re sen ta t io n of th e se re su l ts is given in Fig. 12.
I t should be pointed out th a t the curves of Fig. 11 should
ex trapo la te to zero time. An in sp ec tio n of Fig. 11 show s tha t, with
the excep tion of the curve for 697°C, an add itiona l change in slope
would be n e c e s sa ry for th is ex trapola tion , ind ica ting th a t another
m echanism may have been operating a t short s in tering t im es . The
s lo p e s of th e s e curves obviously m ust be s tee p e r for th is s tag e of
s in ter ing than for the s tag e ju s t following. However, b e c a u se of the
overlapping of the ranges of p o s s ib le v a lu es of 4>n for the d ifferent
v a lu e s of n i t would be presum ptuous to hazard a g u e ss a t the
mechanism w ithout further supporting d a ta .
23
The above eva lua tion of s in tering m echanism s may be sum
marized by the following four points:
a . For low tem peratures the predom inant s in tering m echanism
is su rface diffusion .
b. For higher tem peratures p la s t ic flow becom es important
some time af ter in i t ia l s in ter ing beg ins .
c. At la te r tim es evapora tion and con d en sa tio n is the
predominant sin tering m echanism .
d. The la rger the p a r t ic le -s iz e the longer w ill be the s in tering
period during w hich a g iven m echanism is operating .
The f ir s t of th e se po in ts is supported by the work of Kuczynski (2)
w herein he a lso concluded th a t surface d iffus ion w as the important
m echanism during low tem perature s in tering of copper. The second
point, concerning p la s t ic flow, has no such support. Kuczynski
claim ed th a t a t h igher tem peratures volume d iffus ion w as the p re
dominant mechanism ra ther than p la s t ic flow, a s is su g g es ted in the
p re sen t study. It w ill be reca lled , however, th a t K uczynsk i's e x p e r i
m ents w ere performed on id e a l iz e d sy s tem s, i. e . , p la te s and spheres ,
w hile the experim ents here have been on a c tu a l powder com pacts .
There is no re a so n to assum e th a t the s in ter ing m echanism should
be the same under both cond itions . Rather, in ligh t of the o b s e rv a
tion (15) th a t the mere ti l t ing of the p lane surface in a K uczynsk i-type

24
experim ent c a u s e s an apparen t change of mechanism from volume
d iffus ion to p la s t ic flow, i t would be ex p ec ted th a t an a c tu a l powder
com pact would s in te r d ifferently than an id e a l iz e d sp h e re -p la te system .
W ith regard to the third point of the above summary, i . e . ,
evapora tion and condensa tion predominating in the la te s ta g e s of
s in tering , there appears to be no other experim enta l support. However,
in a previous se c t io n (II. S intering Theory) i t w as poin ted out tha t th is
con c lu s io n may be re a so n a b le .
The l a s t point, concerning the ro le of p a r t ic le -s iz e on the
time in te rva l during which a g iven m echanism is operating, seem s
fairly re a so n ab le on the b a s is of energy co n s id e ra t io n s . The surface
free energy is l e s s for large p a r t ic le s than for small p a r t ic le s . C o n s e
quently, there is l e s s energy av a ilab le to drive a p a r t icu la r mechanism;
therefore, the mechanism could be ex p ec ted to operate over a longer
period of time.
D. S uggestions for Further Work
In the p resen t in v es t ig a t io n th e powder p a r t ic le - s iz e has been
shown to have no e ffec t on the ac t iv a t io n energy a s s o c ia te d with the
s in tering of copper com pacts . It is su g g es ted th a t an in te re s t in g
fo llow -up on th is work would be to determ ine the e ffec t of com pacting
p re ssu re on the a c t iv a t io n energy. It would not be surpris ing if the
ac t iv a t io n energy w as a lso independen t of th is va r iab le .
25
In c r i t ic iz in g his own work the w riter w ish es to su g g es t
sev e ra l improvements in techn ique th a t would benefit future s tu d ie s
s im ilar to the p resen t one. The f ir s t su g g es t io n s apply to in v e s t ig a
tions involving the determ ination of s in ter ing m echanism s by the
Herring a n a ly s is method. The p a r t ic le - s iz e ranges of the powders
m ust be minimized, and for a g iven experim ent the d ifference betw een
the average p a r t ic le -s iz e of the co arse and fine powders should be as
g rea t a s p o ss ib le , preferably a fac to r of ten or more. These two p re
cau tions would tend to minimize any overlapping of the ranges of v a lu es
of cj>n for the various v a lu e s of n in the Herring equation . In addition,
in H erring 's original, paper he developed the sca ling law s on the b a s is
of the s in ter ing of a "c lu s te r" of p a r t ic le s , though "c lu s te r" w as not
defined. Therefore, it is not c lea r th a t the a n a ly s is is ap p licab le to
specim ens prepared by com pacting a t high p re ssu re s (2 0, 000 psi in
the p resen t c a se ) . Experimental ev idence in th is area is a lm ost non
ex is ten t , and no d is c u s s io n on th is su b je c t has been reported in the
l i te ra tu re . In the light of the p o ss ib i l i ty of a p re ssu re e ffec t on the
Herring a n a ly s is , i t may prove fruitful to perform experim ents in which
th is e ffec t could be eva lua ted .
Finally , i t is su g g es ted th a t in any work involving the s in te r
ing of copper powder, the powder f ir s t should be t re a ted in hydrogen
a t some in term ed ia te tem perature to remove any p o ss ib le su rface
oxide on the p a r t ic le s . Following th is trea tm ent the powder should
be com pacted im m ediately in to specim ens and s tored in an inert
a tm osphere until needed for s in ter ing . This s tep w as not tak en in
the p re sen t work. Although any su rface oxide w as ce r ta in ly removed
by the hydrogen gas during the f ir s t periods of heating, there is co n
s id e rab le u n cer ta in ty concerning the e ffec t th a t th is oxide may have
had on the course of s in tering during the in i t ia l s ta g e s .
VI. SUMMARY AND CONCLUSIONS
In th is in v es t ig a t io n the s in ter ing behavior of copper powder
com pacts has been s tud ied . C ylindrica l com pacts were prepared from
th ree d ifferent p a r t ic le - s iz e f rac tions of a commercial copper powder.
The powder was com pacted a t 20, 000 psi in a do u b le -ac tin g , non
lub rica ted hardened - s te e l d ie . S intering experim ents w ere performed
a t four d ifferent tem peratures in the range 697-850°C . For each tem
perature s ix d ifferen t s in te r ing periods w ere u sed ranging from 1 to 32
h o u rs .
Two different a n a ly s e s were performed on the experim ental
data . In the f irs t a n a ly s is , the a c t iv a t io n energy a s s o c ia te d with
s in tering w as determ ined by the method of Jordan and Duwez. The
ac t iv a t io n energy has been shown to be independen t of powder p a r t ic le -
s iz e and ex ten t of dens if ica tion , and to be equal to 76 k ca l /m o l.
The second a n a ly s is employed H erring 's s c a l in g - la w crite rion
in the eva lu a tio n of the s in tering m echanism s operating under the v a r i
ous conditions of the experim ents . This a n a ly s is has led to the fo llow
ing conc lu s io n s :
a. At low tem peratures th e predominant s in tering m echanism
is su rface d iffusion .
27

At higher tem peratures p la s t ic flow is the important
m echanism for the early s ta g e s of s in tering , w hile
evapora tion and condensa tion predom inates in the la te
s ta g e s .
Powder p a r t ic le - s iz e a ffec ts the s in tering behavior
such th a t the la rger the p a r t ic le - s iz e the longer w ill
be the period during w hich a g iven mechanism is
operating .
REFERENCES
1. A. J. Shaler, Trans. AIME 185, 796 (1949).
2. C. G. Kuczynski, Trans. AIME 185, 169 (1949).
3. W. D. Jones, P rincip les of Powder M etallurgy (Edward Arnold,L td ., London, 1937).
4. P. E. W retblad and J. Wulff, in Powder M etallurgy ed ited by J. Wulff (ASM: C leveland , 1942), ch. 4.
5. F. N. Rhines, Trans. AIME 166, 47 4 (1946).
6. C. G. G oetzel, T rea tise on Powder M etallurgy (In te rsc ien ce P ublishers , Inc. , New York, 1950), ch. 35.
7. W. E. Kingston and G. F. Huettig, in The Physics of Powder M eta llu rgy , ed ited by W. E. Kingston (M cG raw -H ill Book C o . , 1951), ch. 1.
8. G. A. G each, in Progress in M etal P hysics , Vol. 4 ed ited byB. Chalm ers (Pergamon Press L td ., London, 1953), ch. 4.
9. W. D. Jones, Fundamental P rincip les of Powder M eta llu rgy , (Edward Arnold, L td . , London, I960), ch. 4.
10. J. K. M ackenzie and R. Shuttleworth, Proc. Phys. Soc. 62B, 833 (1949).
11. P. W. Clark and J. W hite, T ran s . Brit. Ceram. Soc. 49_, 305 (1949).
12. B. H. Alexander and R. W. Balluffi, Acta Met. 5, 666 (1957).
13. P. W. Clark, J. H. Cannon, and J. W hite, Trans. Brit. Ceram.Soc. 52, 1 (1953).
29

30
14. E. B. Allison and P. Murray, Acta Met. 2, 487 (1954).
15. P. Laurent and M. Eudier, Rev. Met. 43 , 271 (1951).
16. C. B. Jordan and P. Duwez, J. Met. L 96 (1949).
17. C. Herring, J. Appl. Phys. 2J_, 302 (1950).
18. W. D. Kingery, In troduction to C eram ics (John W iley and Sons,In c . , New York, i960), p. 288.
19. A. Takasaki, Sci. Repts. Tohoku Imp. Univ. A. 5, 366 (1953).

31
TABLE I
DENSIFICATION PARAMETER, a
Size Fraction ̂ (Tyler)
SinteringTime,hrs.
Sintering Temperature, °C
697° 748° 807° 850°
1 0. 003 0. 006 0. 057 0. 132
2 0. 006 0. 019 0. 085 0. 167
-150, 4 0. 013 0. 038 0. 120 0. 208
+ 200 8 0, 022 0. 057 0. 158 0. 255
16 0. 035 0. 083 0.199 0. 292
32 0. 047 0. I l l 0 .237 0. 336
1 0. 031 0. 045 0. 095 0. 156
2 0. 040 0. 066 0. 126 0. 193
-200, 4 0. 049 0. 082 0. 153 0.242
+ 270 8 0. 062 0. 100 0. 190 0. 288
16 0. 074 0. 118 0. 230 0. 337
32 0. 083 0. 145 0.267 0. 383
1 0. 042 0. 058 0 .112 0. 170
2 0. 051 0 .079 0. 140 0. 207
-270, 4 0. 063 0. 094 0. 167 0.257
+ 325 8 0. 069 0. 112 0. 204 0. 306
16 0, 085 0. 131 0. 243 0. 356
32 0. 094 0. 158 0. 280 0. 399

Figure 1. - -S in tering Furnace.

FIGURE 1

Figure 2. - -P ush -P u ll Rod and Sintering Boat Assembly.
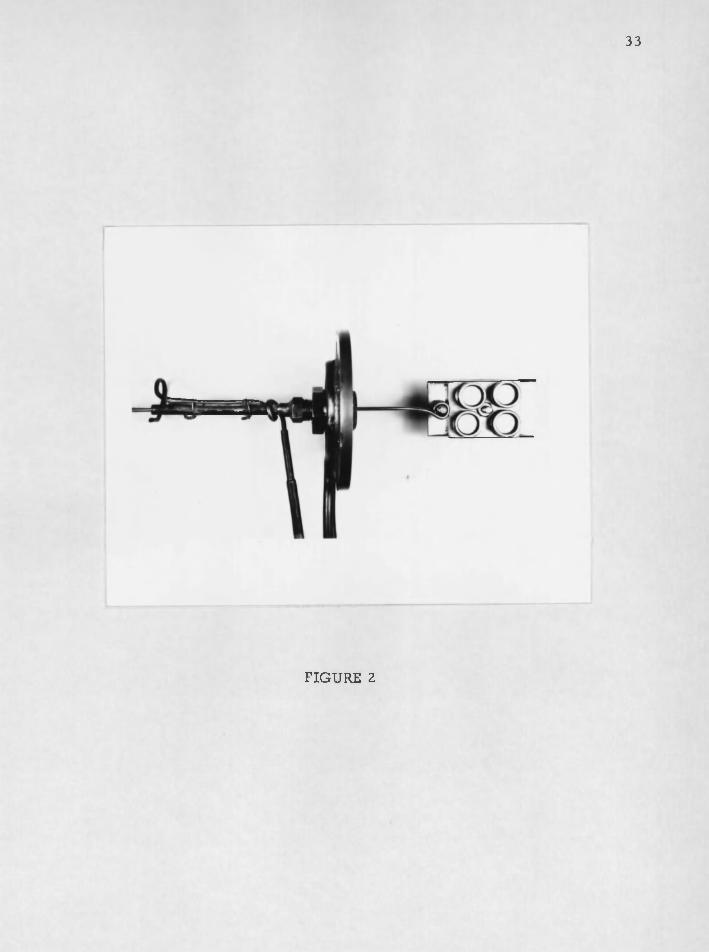
33
FIGURE 2

Figure 3. - -S intering Boat and Thermocouple Assembly.

34
FIGURE 3

Figure 4. - -P lot of a v e rsu s t for C oarse S ize-F rac tion .

35
4 0
COARSE SIZE
TIME.hrs.
FIGURE 4
Figure 5. - -P lo t of a v e rsu s t for Medium S ize-F rac tion .
01*15
36
MEDIUM SIZE
807°C
748°C
00 10 20 30
TIME.hrs.
FIGURE 5

Figure 6. - - Plot of a v e rsu s t for Fine S ize-F rac tion .
01x1
0
37
03 020100
TIME.hrs.
FIGURE 6

Figure 7. - -P lo t of a v e rsu s T for C oarse S ize-F rac tion .

DU 10
4 0
COARSE SIZE
32 hrs.
3 0
CM
20
8 5 08 0 07 5 07 0 0T,°C
FIGURE 7

Figure 8. - -P lot of a v e rsu s T for Medium S ize-F rac tion .

OX
**
39
4 0
32 hrs.
MEDIUM SIZEr
3 0
20
7 0 0 7 5 0 8 0 0 8 5 0T,°C
FIGURE 8

Figure 9. - -P lo t of a v e rsu s T for Fine S ize-F rac tion .

Olx*X?
40
4 0 32 hrs.
FINE SIZE
3 0
CM
20
850800750700T,°C
FIGURE 9
Figure 10. - -P lot of Log t v e rsu s
TIM
E,
hrs.
41
a.COARSE
.10.1232
b.MEDIUM
0.20 .18 .16 .14 .12 .10
c. FINE
9.0 9.6 9.8 10.0 10.29.2 9.48.8l/TxlO 4, ^ ' 1
FIGURE 10
Figure 1 1 . - -P lo t of t v e rsu s t

42
40
30
20
O- 697°C
A- 807°C
o - 850^C
10
02010 150 5
t f ,hrs.
FIGURE 11

Figure 12. - -Schem atic R epresen ta tion of S intering M echanism s.

SINT
ERIN
G TE
MPE
RA
TU
RE
,°C
P L A . F L O . EVAR C O N D .850
R F. E. C.
I—CPLAS TI C FLOW EVAR COND.
807
M P L A . F L O . E. C.
r-C
748SURF. DIFF. EVAR COND.
H[ sjS.Q E. C.
c — coarse f — fine
r - C
697SURFACE DIFFUSION
J______ :____ L0 10 20
SINTERING TIME hrs.30 40
00
FIGURE 12

APPENDIX I
ERRORS
A. Sources of Error
There are four sources of error w hich a ffec t the re su l ts of the
experim ental work carried out in th is in v es t ig a t io n . These are:
a. Errors in s in tering tem perature
b. Errors in s in tering time
c . Errors in specim en d en s ity due to m easurem ent
d. Errors in specim en d en s ity due to such indeterm inate
fac to rs as tem perature g rad ien ts during s in ter ing and
o ther unknow ns.
An ev a lu a tio n of th e se errors is p re sen ted in the following
se c t io n s .
B. Errors in S intering Temperature
In the se c t io n on experim ental procedure i t w as pointed out
th a t the s in ter ing tem perature could vary a s much as + 1 0°C from th a t
s e t on the contro ller . This v a r ia tio n w as due to the ON-OFF power
c y c le of the tem perature contro ller . It w as a lso pointed out th a t th is
44

var ia tion w as regu lar and reproducib le from cyc le to cy c le . The
s ta tem en t w as made th a t the e ffec t of th is var ia tion of tem perature
on d e n s if ica t io n may be com pensating . For th is e ffec t to be com pletely
com pensating the in c re a se in d e n s if ic a t io n of a spec im en due to heating
and cooling over a tem perature in terva l T to T + AT would have to be
e x ac tly ba lan ced by the d e c re a se in d e n s if ica t io n due to cooling and
heating over the in terva l T to T - AT. In examining th is p o ss ib i l i ty an
assum ption needs to be made as to the nature of the c y c l ic tem perature
var ia tion . It i s assum ed here th a t the v a r ia tio n is s inuso ida l , v i z . , i t
ta k e s as long for a specim en to h ea t up over a g iven tem perature in te rva l
during the ON cyc le of the contro ller a s i t does to cool over the same
in te rv a l during the OFF cy c le . The e ffec t of th is uniform heating and
cooling over a g iven tem perature in te rv a l may be exam ined by using the
d a ta of Fig. 8, which is a plot of d e n s if ica t io n param eter v e rsu s s in te r
ing tem perature for specim ens of the medium s iz e powder fraction .
C onsider, for example, a s in tering tem perature of 800°C for
the 8 hour s in tering run. The d e n s if ica t io n corresponding to th is
tem perature is 0. 174. For a tem perature v a r ia tio n of + 10°C there
is a v a r ia tio n in d e n s if ica t io n from 0. 157 to 0. 193. Therefore, the
va lue of d e n s if ic a t io n may be sp ec if ied a s a = 0. 174 + 0. 017,
0. 174 - 0. 019. In th is ca se , then, the errors are a lm ost com pletely

46
com pensating . Similar co n c lu s io n s are reach ed for the o ther s in tering
conditions, as w ell as for the o ther powder s iz e - f ra c t io n s .
W hile the above i l lu s t ra t io n seem s p lau s ib le , i t m ust be
pointed out th a t the b a s is for the assum ption of a s in u so id a l tem pera
ture v a r ia tio n is not en tire ly sound inasm uch a s i t requ ires tha t the
h ea t t ra n sfe r ra te away from the s in te r ing chamber during the contro ller
OFF cy c le is ex ac tly equal to the hea t t ra n sfe r ra te to the chamber
during the ON cycle , a behavior w hich is q uan ti ta t ive ly unlikely .
G. Error in Sintering Time
In the sec t io n on experim enta l procedure i t w as pointed out
th a t the maximum error in sin tering time w as 3 m inutes. The e ffec t
of th is error on the d e n s if ica t io n param eter may be exam ined by reference ,
again , to the experim ental da ta . In Fig. 5, which is a plot of d e n s i f ic a
t ion param eter v e rsu s s in ter ing time for the medium s iz e powder fraction,
in the sho rt- tim e reg ions of the curves where th is error would be ex p ec ted
to have the g re a te s t effect, an error of 3 m inutes (0 .05 h r . ) is barely
d isce rn ib le and the shape of the curve is e s s e n t ia l ly unchanged.
D. Errors in D ensity Due to D im ensional M easurem ents
The con tribu tion of error in c a lc u la te d d en s ity due to d im en
s iona l m easurem ents w as determ ined from the equation for the d en s ity

of a cy lind rica l specimen:
where W = specim en weight, D = spec im en diameter, and L = s p e c i
men th ic k n e ss . R eexpressed in logarithm ic form,
w hich g ives the re la t iv e error in d en s ity due to the errors in the th ree
m easured q u an ti t ie s W, D, and L. To determ ine the maximum p o ss ib le
error from the above exp ress ion , a l l term s w ere made pos it iv e , y ielding.
errors varied with the amount of spec im en warpage due to s in tering .
At high tem pera tu res and long s in ter ing tim es the w arpage c a u se d as
much as + 0 . 0005 in . v a r ia t io n in spec im en diam eter, and + 0 . 0003 in.
in th ic k n e ss . For the c a s e s of low tem perature and short s in tering
t im es the v a r ia t io n s rare ly ex ceed ed + 0 . 0002 in. in both diam eter
In 6 = In W - 2 In D - In L - In J- .
Upon d ifferen tia ting .
d6 _ dW „ AD AL
' A5 6
Experimental o bserva tion in d ica ted tha t the d im ensional

48
and th ic k n e ss . For un s in te red specim ens the v a r ia t io n s were +0 . 0001
in . for d iam eter a n d +0 . 0002 in. for th ic k n e ss . W eight m easurem ents
were a lw ays w ith in +0 . 0005 g. U sing th e se v a lu es and ty p ica l v a lu es
of the m easured q u an ti t ie s (given in the following tab le) , the errors in
d en s ity were c a lc u la te d from the above formula a s summarized in the
following tab le for the th ree specim en conditions:
U nsin teredLow-Temperature, High-Tem perature,
Short-Time Long-Time
0 .1 6 0 + 0 .0002 in 0 .156 + 0.0002 in 0.147 + 0 .0003 in
D 0 .508 + 0.0001 in 0 .506 + 0 .0002 in 0 .476 + 0 .0005 in
W 3 .0 0 + 0 .0005 g 3 .0 0 + 0 .0005 g 3 .0 0 + 0.0005 g
6 5 .6 5 + 0. 01 g / c c 5 .8 3 + 0. 01 g / c c 7 .0 0 + 0. 03 g / c c
It is to be noted th a t the error in d en s ity due to m easurem ent in c reased
w ith time and tem perature of s in ter ing .
E. Errors in D ensity Due to Indeterm inate F actors
To ev a lu a te the to ta l in fluence of indeterm inate fac to rs an
experim ent w as performed in w hich tw enty specim ens w ere p ressed ,
s in tered , and handled in a ll o ther a s p e c ts by the same tech n iq u es as
w ere a ll spec im ens in the s in ter ing experim ents . The tw enty specim ens
w ere p re s se d from the m ed ium -s ize powder fraction, and w ere s in tered
a t 8 0 7 °C for 14 hours, conditions w hich w ere co n s id e red to be ty p ica l

of the s in ter ing experim ents performed in the o v e r -a l l s tudy. All
po s it io n s in the s in ter ing boat, which were normally occup ied by
specim ens prepared from the th ree powder s iz e - f ra c t io n s , w ere
occupied by one of the tw enty t e s t spec im ens. As a re su l t of th is
experim ent i t w as determ ined th a t spec im en pos it ion during s in tering
had no o bservab le e ffec t on s in te red d en s ity . Although n o ticeab le
v a r ia t io n s in d en s ity were observed from one pos it ion to another, there
w as no apparen t pa tte rn to the v a r ia t io n s . The average v a lu e s of
d en s ity for the uns in te red and s in te red spec im ens w ere 5 .7 4 g / c c
and 6 .4 5 g /c c , re sp ec tiv e ly , and the s tandard dev ia tion in both c a s e s
w as + 0 . 03 g / c c . Thus, the d e n s i t ie s for the uns in te red and s in te red
cond itions may be w ritten as :
un s in te red 6 = 5 .7 4 + 0 .03 g / c co —
sin te red 5 = 6 .4 5 + 0 .03 g /c c
This v a lu e of error, +0 . 03 g /c c , i s a to ta l error, v i z . , i t inc ludes the
error due to m easurem ent. If it is a ssum ed th a t th is error i s typ ica l of
the to ta l error in d en s ity to be ex p ec ted in th e se experim ents, the error
in d en s if ica t io n param eter may then be ca lc u la te d .
The d e n s if ic a t io n param eter is g iven by

50
where 5 - s in te red density , 6 q = uns in te red density , and 6 = th e o re
t ic a l d en s ity . R eexpressed in logarithm ic form,
In a = In (6 - 6 ) - In (6 - 6 ).
Upon d ifferen tia ting ,
da d6 d 6 o d 6 t . d 6 0a 6 - 6 6 - 6 5 - 6 5 - do o t o t o
If i t is a ssum ed th a t the error in the th e o re t ic a l d en s ity 6 is zero, the
approxim ate form of the equation for maximum re la t iv e error in densifica*
tion may then be ex p re sse d as
a a r A6 A6
+ r ^ h +o o t o
Upon su b s ti tu tin g in to th is e x p ress io n the v a lu e s determ ined above for
6 + A6 the re la t iv e error in a w as determ ined to be
— = +o. 094 a —
Thus, the error in the d e n s if ica t lo n param eter due to errors in dens ity
w as determ ined to be approxim ately 9%.
In summarizing th e re s u l t s of the above error a n a ly s is , th ree
main po in ts have been covered:

51
a . Errors in d en s if ica t io n a r is ing out of tem perature v a r ia
tions due to the contro lle r ON-OFF cycling are cons ide red
to be somewhat com pensating, though com plete com pensa
tion is highly un likely .
b. Slight errors in time, such a s observed in th e s e ex p e r i
m ents, have a sm all e ffec t on d en s if ica t io n .
c. The e ffec t of the errors in spec im en d e n s ity on the
d e n s if ic a t io n param eter, a, has been shown to be
approxim ately 9/4 for a ty p ic a l s in tering exam ple.
I



![Collecting Compact Mirrors & Powder Compacts [DRAFT EXTRACT]](https://static.fdocuments.net/doc/165x107/58edf9c41a28ab245f8b4625/collecting-compact-mirrors-powder-compacts-draft-extract.jpg)




![Collecting Compact Mirrors and Powder Compacts [EXTRACT] (ebook)](https://static.fdocuments.net/doc/165x107/57906d381a28ab68748f0a5c/collecting-compact-mirrors-and-powder-compacts-extract-ebook.jpg)









