Sinter plant Blast furnace Steelplant Rolling mill ... · Blast furnace Hot metal desulfurization...
2
Surname Forename(s) Age Signature (of legal guardian in case of persons under 18 years of age) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1685 Dillinger Hütte founded, its initial products being nails, scythes and cast-iron pots. 1804 Commissioning of the first plate rolling mill. 1809 With Napoléon Bonaparte's approval, Dillinger Hütte becomes one of Europe's first joint-stock corporations. 1815 Dillinger Hütte is now Prussia's most important supplier of rolled plate. Its range includes not only "black" (iron) and tin plate, but also copper sheet. 1835 Steam replaces water as the power source for the rolling mill. The Dillingen platemaker's gauge, covering twenty-four plate thicknesses, becomes the German national standard. 1871 The first specialized heavy- plate rolling line is commissioned, producing shipbuilding and boiler-making plate, in particular. 1954 Europe's most modern four- high stand, with rolls of 3,000 mm body length and a 7,000 h.p. drive, is installed in the heavy-plate mill. 1961 The world's first slab con- tinuous caster is commissioned. 1969 The basic oxygen steelplant is commissioned. 1971 Completion of Dillingen's new Heavy Plate Rolling Mill 2, with a length of 1,200 m. The 4.3 m wide four-high mill produces 75,000 tonnes monthly. 1976 Dillinger Hütte achieves com- mercial maturity of the thermo- mechanical rolling process. 1982 Foundation of the ROGESA Roheisengesellschaft Saar mbH iron smelting and Zentralkokerei Saar GmbH coking-plant companies. 1984 Rolling of the world's first longitudinally profiled plate. 1985 Installation of a second rolling line permitting plate widths of up to 5,200 mm. 1991 EUROPIPE founded as a joint venture by Dillinger Hütte and Mannesmannröhren-Werke AG. 1992 A second rolling mill, GTS Industries (Dunkirk) is integrated into the group. 1998 The world's most productive continuous caster, for slab thick- nesses of up to 400 mm, commissioned. 2000 The world's thickest thermo- mechanically rolled plate (120 mm for the "Les Garrigues" bridge, in France) is delivered. 2007 Initial measures implemented for modernization at Zentralkokerei Saar GmbH. 2009 Commissioning of a new coke- oven battery (at ZKS) scheduled. Construction of a BF-gas-fueled power plant for sustainable energy utilization and optimum environ- mental safety. Today we are one of Europe's lead- ing heavy-plate producer - and the Dillinger Hütte coat of arms is firmly established not only in Europe, but around the globe, as the symbol of high steelmaking technology and customer orientation. At Dillinger Hütte, "heavy plate" stands for a broad range of formats and at least 2,000 grades of steel. We design and develop steels possess- ing the most diverse specialized pro- perties for bridges, high-rise tower buildings, offshore platforms, ships, large-caliber pipelines, boilers, pres- sure vessels, earth-moving and other heavy-duty machinery, wind farms, and many other applications. Visitors' acknowledgement of safety regulations All visits to Aktien-Gesellschaft der Dillinger Hüttenwerke, including the facilities of ROGESA Roheisengesellschaft Saar mbH and Zentralkokerei Saar GmbH, are undertaken at the visitor's own risk. In particular, all liability for loss, damage, injury and/or death is hereby expressly excluded except in cases in which such liability results from intent or gross negligence on the part of Dillinger Hütte and/or its officers, servants and/or representatives. All instructions issued to visitors by Dillinger Hütte employees accompany- ing them and/or by Dillinger Hütte employees in the plant, and all notices displayed in and around the plant, must be observed and must be obeyed. I hereby confirm that I have read, understood and noted the above general statements concerning my safety. I hereby undertake to adhere to and obey the relevant regulations, rules of behaviour, safety notes and notices, and all instructions issued by DH employees. Name of company/ educational institution: Visit to DH facilities on (date): List of participants: Photos: Dillinger Hütte, EUPEC, Mori Building, BP Azeri, L&T From iron ore to heavy plate Please continue on next page if more than 15 participants. 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 Coking plant Sinter plant Blast furnace Hot metal desulfurization Slag removal Charging of the converter Hot metal refining Alloying Vacuum treatment Continuous caster Ingot casting Rolling mill The coking plant supplies the coke necessary for production of liquid iron ("hot metal"). Hard coal is distilled under exclusion of air at around 1,200° C for twenty-four hours, producing mechanically strong, highly porous coke. Byprod- ucts include tar and crude benzol (refined later to benzene), which are used in highway engineering and in the chemicals industry. The coke itself supplies heat for the blast furnace, and its carbon removes the oxygen from the iron ore (the "re- duction" process). The fine ores required for production of hot metal must be consolidated into lumps before charging ("bur- dening") into the blast furnace. This is the function of the sinter plant, where the fine-grained ores are "baked" together with coke fines and so-called slag-forming agents. The product from this plant (sinter) is then ready for burdening into the blast furnace, providing good reducibility and high iron contents, thanks to its chemical and mechani- cal properties. The blast furnace process is used to produce liquid iron, known in the steel industry simply as "hot metal". The byproducts are slag and blast furnace (BF) gas. Superheated air ("hot blast") is injected through so-called tuyeres, and combusts the coke. The reaction gases generated then rise up the BF shaft, heating the burden (coke, lump ores, sinter and pellets), setting off numerous, exten- sive chemical reactions and reducing the iron oxides. The hot metal and slag are now in liquid form, at tem- peratures of over 1,500° C, and are tapped off for further processing at short regular intervals. The steelplant converts the hot metal into steel. Two operations are necessary for this: Refining, and secondary metallurgical or "ladle" treatment. Refining is the technical term used to describe combustion, or oxidation. Significant "tramp" (impurity) ele- ment contents in the hot metal must be combusted in the converter, or fixed in the slag, during this process. The aim of refining is to lower carbon content, and that of other tramp ele- ments, to the specified levels, and the complete removal of all undesirable elements. Modern high-performance steels are essentially the result of the treat- ments applied to the "heat" (the molten steel) after the converter process, in the form of alloying, inert- gas rinsing and degassing. This so- called secondary or ladle metallurgy further improves the quality of the steel and stabilizes the production process. The steel refined and cast in the steelplant (by means either of con- tinuous or ingot casting) is shaped in the rolling mill to plate suitable for the needs of steel users. This process also modifies the technological properties of the steel. Further treat- ment - above all, rolling - is necessary to complete this process. Rolling of steel takes the form of continuous or step-by-step deformation between a series of massive rotating rolls. The pressure applied causes plastic deformations which have beneficial effects on the microstructure of the plate, and thus on its mechanical properties. Sinter plant Coking plant Historie Blast furnace Steelplant Rolling mill Products
Transcript of Sinter plant Blast furnace Steelplant Rolling mill ... · Blast furnace Hot metal desulfurization...

Surname Forename(s) Age
Signature(of legal guardian in case ofpersons under 18 years of age)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1685 Dillinger Hütte founded, its initial products being nails, scythesand cast-iron pots.
1804 Commissioning of the firstplate rolling mill.
1809 With Napoléon Bonaparte'sapproval, Dillinger Hütte becomesone of Europe's first joint-stock corporations.
1815 Dillinger Hütte is now Prussia'smost important supplier of rolledplate. Its range includes not only"black" (iron) and tin plate, but alsocopper sheet.
1835 Steam replaces water as the power source for the rolling mill. The Dillingen platemaker's gauge, covering twenty-four platethicknesses, becomes the Germannational standard.
1871 The first specialized heavy-plate rolling line is commissioned,producing shipbuilding and boiler-making plate, in particular.
1954 Europe's most modern four-high stand, with rolls of 3,000 mmbody length and a 7,000 h.p. drive, isinstalled in the heavy-plate mill.
1961 The world's first slab con-tinuous caster is commissioned.
1969 The basic oxygen steelplant iscommissioned.
1971 Completion of Dillingen's newHeavy Plate Rolling Mill 2, with alength of 1,200 m. The 4.3 m widefour-high mill produces 75,000 tonnes monthly.
1976 Dillinger Hütte achieves com-mercial maturity of the thermo-mechanical rolling process.
1982 Foundation of the ROGESARoheisengesellschaft Saar mbH ironsmelting and Zentralkokerei SaarGmbH coking-plant companies.
1984 Rolling of the world's first longitudinally profiled plate.
1985 Installation of a second rollingline permitting plate widths of up to5,200 mm.
1991 EUROPIPE founded as a jointventure by Dillinger Hütte and Mannesmannröhren-Werke AG.
1992 A second rolling mill, GTS Industries (Dunkirk) is integratedinto the group.
1998 The world's most productivecontinuous caster, for slab thick-nesses of up to 400 mm, commissioned.
2000 The world's thickest thermo-mechanically rolled plate (120 mmfor the "Les Garrigues" bridge, inFrance) is delivered.
2007 Initial measures implementedfor modernization at ZentralkokereiSaar GmbH.
2009 Commissioning of a new coke-oven battery (at ZKS) scheduled.Construction of a BF-gas-fueledpower plant for sustainable energyutilization and optimum environ-mental safety.
Today we are one of Europe's lead-ing heavy-plate producer - and the Dillinger Hütte coat of arms is firmlyestablished not only in Europe, butaround the globe, as the symbol ofhigh steelmaking technology andcustomer orientation.
At Dillinger Hütte, "heavy plate"stands for a broad range of formatsand at least 2,000 grades of steel. Wedesign and develop steels possess-ing the most diverse specialized pro-perties for bridges, high-rise towerbuildings, offshore platforms, ships,large-caliber pipelines, boilers, pres-sure vessels, earth-moving and otherheavy-duty machinery, wind farms,and many other applications.
Visitors' acknowledgement of safety regulationsAll visits to Aktien-Gesellschaft der Dillinger Hüttenwerke, including the facilities of ROGESA Roheisengesellschaft Saar mbH and ZentralkokereiSaar GmbH, are undertaken at the visitor's own risk. In particular, all liabilityfor loss, damage, injury and/or death is hereby expressly excluded except incases in which such liability results from intent or gross negligence on thepart of Dillinger Hütte and/or its officers, servants and/or representatives.
All instructions issued to visitors by Dillinger Hütte employees accompany-ing them and/or by Dillinger Hütte employees in the plant, and all noticesdisplayed in and around the plant, must be observed and must be obeyed.
I hereby confirm that I have read, understood and noted the above generalstatements concerning my safety. I hereby undertake to adhere to andobey the relevant regulations, rules of behaviour, safety notes and notices,and all instructions issued by DH employees.
Name of company/educational institution:
Visit to DH facilities on (date):
List of participants:
Photos: Dillinger Hütte, EUPEC, Mori Building, BP Azeri, L&T
From iron ore to heavy platePlease continue on next page if more than 15 participants.
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9 9
10
10
11
11
12
12
Coking plant
Sinter plant
Blast furnace
Hot metal desulfurization
Slag removal
Charging of the converter
Hot metal refining
Alloying
Vacuum treatment
Continuous caster
Ingot casting
Rolling mill
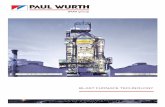
The coking plant supplies the cokenecessary for production of liquidiron ("hot metal"). Hard coal is distilled under exclusion of air ataround 1,200° C for twenty-fourhours, producing mechanicallystrong, highly porous coke. Byprod-ucts include tar and crude benzol (refined later to benzene), which areused in highway engineering and inthe chemicals industry. The coke itself supplies heat for the blast furnace, and its carbon removes theoxygen from the iron ore (the "re-duction" process).
The fine ores required for productionof hot metal must be consolidatedinto lumps before charging ("bur-dening") into the blast furnace. This isthe function of the sinter plant,where the fine-grained ores are"baked" together with coke fines andso-called slag-forming agents. The product from this plant (sinter) is then ready for burdening into theblast furnace, providing good reducibility and high iron contents,thanks to its chemical and mechani-cal properties.
The blast furnace process is used toproduce liquid iron, known in thesteel industry simply as "hot metal".The byproducts are slag and blastfurnace (BF) gas. Superheated air("hot blast") is injected through so-called tuyeres, and combusts thecoke. The reaction gases generatedthen rise up the BF shaft, heating theburden (coke, lump ores, sinter andpellets), setting off numerous, exten-sive chemical reactions and reducingthe iron oxides. The hot metal andslag are now in liquid form, at tem-peratures of over 1,500° C, and aretapped off for further processing atshort regular intervals.
The steelplant converts the hotmetal into steel. Two operations arenecessary for this: Refining, and secondary metallurgical or "ladle"treatment.Refining is the technical term used todescribe combustion, or oxidation.Significant "tramp" (impurity) ele-ment contents in the hot metal mustbe combusted in the converter, orfixed in the slag, during this process.The aim of refining is to lower carboncontent, and that of other tramp ele-ments, to the specified levels, and thecomplete removal of all undesirableelements.Modern high-performance steels are essentially the result of the treat-ments applied to the "heat" (themolten steel) after the converterprocess, in the form of alloying, inert-gas rinsing and degassing. This so-called secondary or ladle metallurgyfurther improves the quality of thesteel and stabilizes the production process.
The steel refined and cast in thesteelplant (by means either of con-tinuous or ingot casting) is shaped inthe rolling mill to plate suitable forthe needs of steel users. This processalso modifies the technologicalproperties of the steel. Further treat-ment - above all, rolling - is necessaryto complete this process. Rolling ofsteel takes the form of continuous orstep-by-step deformation between aseries of massive rotating rolls. Thepressure applied causes plastic deformations which have beneficialeffects on the microstructure of theplate, and thus on its mechanicalproperties.
Sinter plantCoking plant Historie Blast furnace Steelplant Rolling mill Products
eng_3178_dihd_fol_wil_v8_Layout 1 14.10.09 18:48 Seite 1
Prinect Printready Normalizer
APPLIED NORMALIZER PARAMETER DOCUMENT: Override Settings From Document: Yes Compatibility: Acrobat 4.0 (PDF 1.3) ASCII Format: No PAGES: Default Size: 595.276 x 841.890 pts Resolution : 2540 x 2540 dpi FONTS: Embed All Fonts: Yes When Embedding Fails: Cancel with error Subset Embedded Fonts: No COLOR IMAGES: Resample: No Compression: ZIP GRAYSCALE IMAGES: Resample: No Compression: ZIP MONOCHROME IMAGES: Resample: No Compression: No ADVANCED: Compress Text and Line Art: Yes Allow PostScript XObjects: No Convert Gradients to Smooth Shades: Yes Preserve Halftone Information: No Preserve Overprint Settings: No Overprinting Default is Nonzero Overprinting: Yes Preserve Level 2 copypage Semantics: Yes Process DSC Comments: Yes Resize Page and Center Artwork for EPS: Yes Preserve EPS Information from DSC: Yes Preserve OPI Comments: No Preserve Document Information from DSC: Yes Transfer Functions: Preserve UCR and Black Generation: Preserve
Prinect Printready Normalizer
<< /ASCII85EncodePages false /AutoPositionEPSFiles true /AutoRotatePages /None /Binding /Left /CalGrayProfile (None) /CalRGBProfile (None) /CalCMYKProfile (None) /sRGBProfile (None) /CannotEmbedFontPolicy /Error /CompatibilityLevel 1.3 /CompressObjects /Off /CompressPages true /ConvertImagesToIndexed false /CreateJobTicket false /DefaultRenderingIntent /Default /DetectBlends true /DetectCurves 0.0000 /ColorConversionStrategy /LeaveColorUnchanged /DoThumbnails false /EmbedAllFonts true /EmbedJobOptions false /EmitDSCWarnings false /EndPage -1 /ImageMemory 524288 /LockDistillerParams true /MaxSubsetPct 100 /Optimize false /OPM 1 /ParseDSCComments true /ParseDSCCommentsForDocInfo true /PreserveCopyPage true /PreserveEPSInfo true /PreserveHalftoneInfo false /PreserveOPIComments false /PreserveOverprintSettings false /StartPage 1 /SubsetFonts false /TransferFunctionInfo /Preserve /UCRandBGInfo /Preserve /UsePrologue false /AlwaysEmbed [ true ] /NeverEmbed [ true ] /AntiAliasColorImages false /DownsampleColorImages false /ColorImageDownsampleType /Bicubic /ColorImageResolution 300 /ColorImageDepth -1 /ColorImageDownsampleThreshold 2.00000 /EncodeColorImages true /ColorImageFilter /FlateEncode /AutoFilterColorImages false /ColorImageAutoFilterStrategy /JPEG /ColorACSImageDict << /QFactor 0.76 /HSamples [2 1 1 2] /VSamples [2 1 1 2] >> /ColorImageDict << /QFactor 0.15 /HSamples [1 1 1 1] /VSamples [1 1 1 1] >> /JPEG2000ColorACSImageDict << /TileWidth 256 /TileHeight 256 /Quality 15 >> /JPEG2000ColorImageDict << /TileWidth 256 /TileHeight 256 /Quality 15 >> /AntiAliasGrayImages false /DownsampleGrayImages false /GrayImageDownsampleType /Bicubic /GrayImageResolution 300 /GrayImageDepth -1 /GrayImageDownsampleThreshold 2.00000 /EncodeGrayImages true /GrayImageFilter /FlateEncode /AutoFilterGrayImages false /GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict << /QFactor 0.76 /HSamples [2 1 1 2] /VSamples [2 1 1 2] >> /GrayImageDict << /QFactor 0.15 /HSamples [1 1 1 1] /VSamples [1 1 1 1] >> /JPEG2000GrayACSImageDict << /TileWidth 256 /TileHeight 256 /Quality 15 >> /JPEG2000GrayImageDict << /TileWidth 256 /TileHeight 256 /Quality 15 >> /AntiAliasMonoImages false /DownsampleMonoImages false /MonoImageDownsampleType /Bicubic /MonoImageResolution 1200 /MonoImageDepth -1 /MonoImageDownsampleThreshold 2.00000 /EncodeMonoImages false /MonoImageFilter /CCITTFaxEncode /MonoImageDict << /K -1 >> /AllowPSXObjects false /PDFX1aCheck false /PDFX3Check false /PDFXCompliantPDFOnly false /PDFXNoTrimBoxError true /PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile (None) /PDFXOutputCondition () /PDFXTrapped /Unknown >> setdistillerparams << /HWResolution [2540 2540] /PageSize [595.276 841.890] >> setpagedevice

General rules of behaviour and information All visitors must report to Plant Security at Gate 1 (signposted "Tor 1")before and after any visit to the plant site.
The safety equipment (helmet, etc.) provided, plus closed robustfootwear and tightly fitting clothing must be worn. Persons wearingshorts, skirts, open shoes, sandals and/or high-heeled shoes will not beallowed to enter the premises.
Visitors must not leave the designated routes. Special care and alert-ness is required with respect to traffic on the site.
The designated visitors' routes must be used within all plant buildings.Access to control facilities (control panels, control platforms, controlrooms, etc.) and rooms containing machinery is permitted only whenaccompanied by and only upon instruction by the DH employee ac-companying the visitor(s). Always use the handrails on stairways, etc., never take two or morestairs at once, never take "short cuts" (i.e., never leave the designatedroutes).
Persons under the age of 16 years, persons with mobility difficulties,users of heart pacemakers and persons with certain other health prob-lems (e.g. asthma, cardiac problems, etc.) may not enter the plant.
Damage to property: Any and all damage to and/or loss of DillingerHütte property caused by the visitor during visits to the site must be reported immediately to the DH employee accompanying the visitor(s).
For your own safetyVisits to operational industrial premises such as those of Dillinger Hüttenecessitate special care and alertness. In entering the Dillinger Hütte site,the visitor automatically undertakes to adhere to and obey all safety-rele-vant standards and, in particular, all applicable legislation, ordinances andregulations, rules and guidelines. Instructions given to visitors by theirDillinger Hütte contacts and/or guides must be obeyed. All prohibitions,requirements, warnings and rescue/escape instructions displayed withinthe works on notices, signs, etc., must under all circumstances be obeyed.
Prohibited activities
Filming and/or photography, and the carrying and use of all types ofrecording and/or transmitting equipment (photo-mobiles, digitalcameras, cameras, etc.) is forbidden.
Smoking is forbidden on the Dillinger Hütte plant site.
The carrying, consumption and sale of narcotics on theDillinger Hütte plant site is subject to prohibitionwithout exception.
Mobile telephones may be used only in emergencies.
Traffic rules on the DH plant site
The provisions of the German Road Traffic Act and Road Traffic Ordi-nance ("Highway Code") apply everywhere on the DH site.
Maximum permitted speed within the site is 30 km/h for all vehicles.
Rail traffic and cranes have priority at all times. The warning signsand notices displayed at crossing points must be obeyed.
Never stand, drive or walk under suspended loads.
Parking of vehicles is permitted only on the parking spaces specifi-cally indicated for this purpose.
The movement of oversize (extra wide) loads within the site pres-ents special dangers. Such movements are generally accompaniedby Plant Security personnel; all instructions issued by Plant Securityofficers must be obeyed.
Motor travel within the plant site using more than one vehicle (maximum of three vehicles allowed) should be accomplished inclosed columns of vehicles wherever possible.
Acknowledgement
Receipt - and thus acknowledgement - of the obligation to adherenceto all safety instructions must be confirmed on the pull-out "Visitors'acknowledgement of safety regulations" page.
We wish you an interesting and pleasant visit to Dillinger Hütte.
Aktien-Gesellschaft der Dillinger HüttenwerkeWerkstraße 166763 DillingenTel.: + 49 6831 / 47 - 0 Fax: + 49 6831 / 47 - 2212 E-Mail: [email protected]
Surname Forename(s) Age
Signature(of legal guardian in case ofpersons under 18 years of age)
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
ß \ß
mm
ß
ß
ß
öß
\ß
m m ß
Behaviour in case of danger(emergency, accident, fire)Call Plant Security on the following telephone number via the nearestavailable telephone after or, if possible, during administration of FirstAid, rescue and/or firefighting activity.
Internal: 110 Mobile: 00496831/47110The DH employee accompanying the visitor(s) must be notified immedi-ately. In case of hazardous situations and in case of operational prob-lems, the DH operating staff have authority to issue instructions to anyvisitor(s), and thus exercise the company's legal rights and obligationsvis-à-vis such persons.
WELCOME
eng_3178_dihd_fol_wil_v8_Layout 1 14.10.09 18:48 Seite 2