Silica Scale T - Lubrizol
5
48 MATERIALS PERFORMANCE November 2009 Silica Scale Control Additives for Industrial Water Systems ZAHID AMJAD AND BOB ZUHL, Lubrizol Advanced Materials, Inc., Cleveland, Ohio Currently, a wide variety of non-polymeric and polymeric additives are used to combat silica scaling. ese additives are generally effective as scale inhibitors and dispersants under normal operating conditions. However, thermal stress may cause some degradation of polymeric additive performance. is article discusses the impact of composition and the influence of thermal stress on the performance of polymeric silica inhibitors. T he potential for silica scaling oc- curs when the dissolved silica level in recirculating water or a reject stream in a reverse osmosis (RO) system exceeds the solubility limit (~100 mg/L at ambient temperature) for amorphous silica. Colloidal silica formed during silica polymerization can foul RO membrane and heat exchanger surfaces. Additionally, polyvalent metal ions pres- ent in feedwater streams can complex silica and catalyze the precipitation. The mechanism of silica polymerization is very complex and is believed to occur via the base catalyzed reactions in Equations (1) and (2): Si(OH) 4 + OH – → (OH) 3 SiO – + H 2 O (1) Si(OH) 3 – + Si(OH) 4 → (OH) 3 Si – O–Si(OH) 3 + OH – → Colloidal amorphous silica (scale) (2) The development and application of silica control technology in aqueous sys- tems has been the subject of numerous investigations. 1-3 Several approaches to control silica scaling have been attempted including a) inhibiting silica polymeriza- tion, b) increasing the silica solubility as it forms, and c) dispersing precipitated silica and silicate compounds using poly- meric dispersants. The influence of addi- tives (e.g., anionic, non-ionic, cationic) as silica polymerization inhibitors has been the subject of numerous investigations. Amjad and Yorke 4 in their evaluation of polymers reported that cationic-based copolymers are effective silica polymer- ization inhibitors. Similar conclusions were also reported by Harrar, et al. 5 in their investigation on the use of cationic polymers and surfactants in inhibiting silica polymerization under geothermal conditions. Although these cationic-based homo- and copolymers showed excellent performance in inhibiting silica polymer- ization, they offered poor silica/silicate dispersancy activity. Gallup and Barce- lon 6 investigated the performance of a variety of organic inhibitors as alterna-
Transcript of Silica Scale T - Lubrizol
48 MATERIALS PERFORMANCE November 2009
Silica Scale Control
Additives for Industrial
Water SystemsZahid amjad and BoB Zuhl,
Lubrizol Advanced Materials, Inc., Cleveland, Ohio
Currently, a wide variety of non-polymeric and
polymeric additives are used to combat silica
scaling. These additives are generally effective as
scale inhibitors and dispersants under normal
operating conditions. However, thermal stress may
cause some degradation of polymeric additive
performance. This article discusses the impact of
composition and the influence of thermal stress on
the performance of polymeric silica inhibitors.
The potential for silica scaling oc-curs when the dissolved silica level in recirculating water or a reject stream in a reverse osmosis
(RO) system exceeds the solubility limit (~100 mg/L at ambient temperature) for amorphous silica. Colloidal silica formed during silica polymerization can foul RO membrane and heat exchanger surfaces. Additionally, polyvalent metal ions pres-ent in feedwater streams can complex silica and catalyze the precipitation. The mechanism of silica polymerization is very complex and is believed to occur via the base catalyzed reactions in Equations (1) and (2):
Si(OH)4 + OH– → (OH)3SiO– + H2O (1)
Si(OH)3– + Si(OH)4 →
(OH)3Si – O–Si(OH)3 + OH– → Colloidal amorphous silica (scale) (2)
The development and application of silica control technology in aqueous sys-tems has been the subject of numerous investigations.1-3 Several approaches to control silica scaling have been attempted including a) inhibiting silica polymeriza-tion, b) increasing the silica solubility as it forms, and c) dispersing precipitated silica and silicate compounds using poly-meric dispersants. The influence of addi-tives (e.g., anionic, non-ionic, cationic) as silica polymerization inhibitors has been the subject of numerous investigations.
Amjad and Yorke4 in their evaluation of polymers reported that cationic-based copolymers are effective silica polymer-ization inhibitors. Similar conclusions were also reported by Harrar, et al.5 in their investigation on the use of cationic polymers and surfactants in inhibiting silica polymerization under geothermal conditions. Although these cationic-based homo- and copolymers showed excellent performance in inhibiting silica polymer-ization, they offered poor silica/silicate dispersancy activity. Gallup and Barce-lon6 investigated the performance of a variety of organic inhibitors as alterna-
November 2009 MATERIALS PERFORMANCE 49
C H E M I C A L T R E A T M E N T
tives to strong acids for geothermal ap-plication. Results of their study reveal that brine acidification always outper-formed the organic inhibitors. Recently, Amjad and Zuhl7 in their study reported that heat treatment has a significant effect on a polymer’s inhibitory properties. Heat treatment of co- and ter-polymers has been shown to cause a) a decrease in calcium phosphate inhibition and b) a slight increase in calcium carbonate (CaCO3) inhibition. This article presents results of our investigations conducted to determine the role of polymer composi-tion on silica scale inhibition in industrial water systems. We also investigated the influence of thermal stress on inhibitor structure and silica inhibitor perfor-mance. Table 1 lists the inhibitors tested.
Experimental ProceduresSilica polymerization experiments
were performed in polyethylene (PE) containers placed in a double-walled glass cell maintained at a required tem-perature (40, 55, or 68 °C). The super-saturated solutions were prepared by adding known volumes of sodium silicate (expressed as SiO2) solution and water in a PE container. After allowing the temperature to equilibrate, the silicate solution was quickly adjusted to pH 7.0 using dilute hydrochloric acid (HCl). The solution pH was monitored using a Brinkmann/Metrohm pH meter † equipped with a combination electrode. The electrode was calibrated before each experiment with standard buffers.
After pH adjustment, a known vol-ume of calcium chloride (CaCl2) and magnesium chloride (MgCl2) stock solu-tion was added to the silicate solution. The supersaturated silicate solutions were readjusted to pH 7.0 with dilute HCl and/or sodium hydroxide (NaOH) and maintained constant throughout the silica polymerization experiments. Ex-
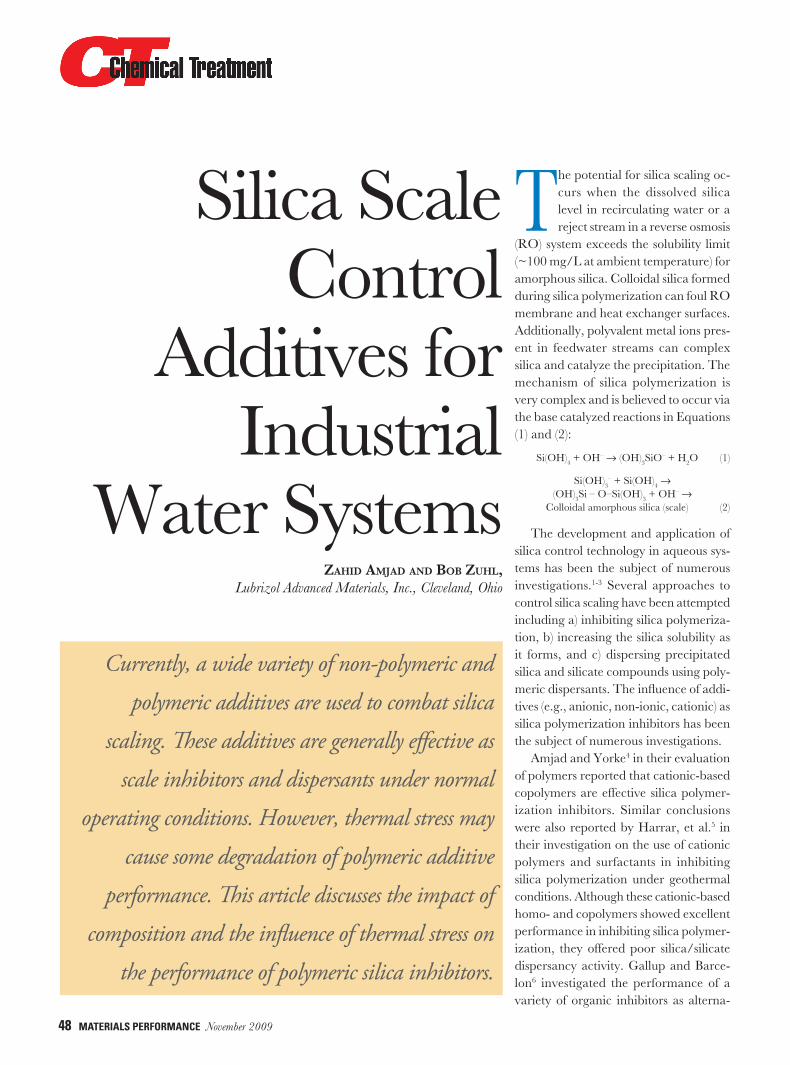
periments involving inhibitors were performed by adding inhibitor solutions to the silicate solutions before adding the CaCl2 and MgCl2 solutions. Figure 1 shows the experiment set-up. The reac-tion container is capped and kept at a constant temperature and pH during the experiment. Silica polymerization in these supersaturated solutions was monitored by analyzing the aliquots of the filtrate from 0.22-µm filter paper for soluble silica using the standard colori-metric method.8 All experimental results are reported on a 100% active inhibitor basis. The polymer performance for
silica polymerization inhibition was calculated according to Equation (3):
SI = [(SiO2)sample — (SiO2)blank]/
[(SiO2)initial — (SiO2)blank] × 100 (3)
where SI = inhibition (%) or %SI, (SiO2)sample = silica concentration in the pres-ence of inhibitor at 22 h, (SiO2)blank = silica concentration in the absence of inhibitor at 22 h, and (SiO2)initial = silica concentration at the beginning of the experiment.
Polymer Heat TreatmentA polymer solution was prepared
containing 10% polymer (as active solids) †Trade name.
TAbLE 1
Polymeric and non-polymeric additives evaluated Additive Composition Acronym
HEDP 1-hydroxythylidene-1, 1-diphosphonic acid A
PBTC 2-phosphonobutane 1,2 4-tricarboxylic acid B
BA Boric acid C
K-732(A) Poly(acrylic acid) P1
P-MA Poly(maleic acid) P2
K-775(A) Poly(acrylic acid:2-acrylamido-2-methylpropane sulfonic acid)
P3
K-798(A) Poly(acrylic acid:2-acrylamido-2-methylpropane sulfonic acid:sulfonated styrene)
P4
Competitive-1 Poly(acrylic acid:2-acrylamido-2-methylpropane sulfonic acid:non-ionic)
P5
Competitive-2 Poly(maleic acid:ethylacrylate:vinyl acetate) P6
Competitive-3 Proprietary acrylic copolymer P7
K-XP212(A) Proprietary P8(A)Supplied by Lubrizol Advanced Materials, Inc.
Setup for silica polymerization inhibition experiments.
FIGURE 1
50 MATERIALS PERFORMANCE November 2009
C H E M I C A L T R E A T M E N T Silica Scale Control Additives for Industrial Water Systems
required temperature (either 150 °C [84 psig], 200 °C [241 psig], or 230 °C [390 psig]). After 20 h, the tubes were removed from the oven and cooled to room temperature, and the solutions were transferred to vials for characterization and performance testing.
Results and Discussion
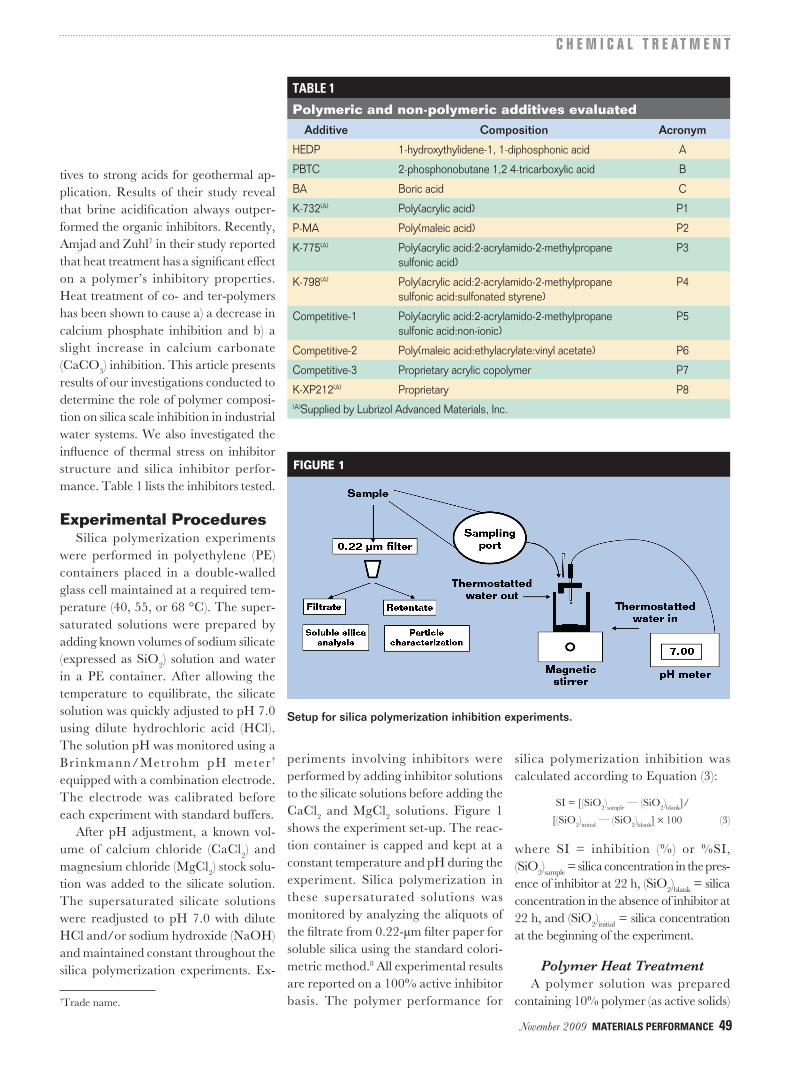
Polymer DosageThe assessment of polymer effective-
ness as a silica inhibitor was done at similar initial silica super-saturation and in the presence of varying polymer con-centrations. Figure 2 presents silica inhi-bition data for P1 (homo-polymer of acrylic acid) and P8 (co-polymer blend). The data indicate that P1, when com-pared to P8, is an ineffective silica in-hibitor (e.g., the %SI values at 22 h in the presence of 50 mg/L inhibitor are 2% and 80%, respectively). In addition, in-creasing the P1 concentration seven-fold (i.e., from 50 to 350 mg/L) exhibits a negligible (from 2 to 4%) performance improvement.
Solution TemperatureTo study the influence of solution
temperature on polymer performance, a series of silica polymerization experiments was conducted at similar initial silica concentrations, pH 7.0, and several tem-peratures (40, 55, and 68 °C). Figure 3 shows the P8 dosage needed to achieve >80% silicate polymerization inhibition at 22 h as a function of temperature. The marked influence of solution temperature on silica polymerization is clearly evident from the data in Figure 3.
Polymer ArchitectureTo understand the importance of
polymer architecture, a series of silica polymerization experiments was con-ducted in the presence of 350 mg/L polymer. The results appear in Figure 4. For comparative purposes, Figure 4 also
Silica inhibition for P1 and P8 as a function of polymer dosage.
P8 dosage required to achieve >80% silicate polymerization inhibition as a function of solution temperature.
Silica polymerization in the presence of 350 mg/L of various inhibitors.
FIGURE 2
FIGURE 3
FIGURE 4
at pH 10.5 using NaOH to neutralize the polymer. Sodium sulfite (Na2SO3) was added as an oxygen scavenger. A known amount of polymer solution was retained for characterization and performance
testing. The balance of the polymer solu-tion was charged to a stainless steel tube, the headspace was purged with nitrogen, and the fittings tightened. The tube was then placed in the oven maintained at the
November 2009 MATERIALS PERFORMANCE 51
C H E M I C A L T R E A T M E N T
includes performance data on non-poly-meric additives commonly used in water treatment formulations. It can be seen that even at a high inhibitor dosage, all non-polymeric additives (i.e., HEDP, PBTC, BA) are ineffective silica inhibi-tors. Figure 4 also presents performance data for inhibitors containing different functional groups (i.e., carboxylic acid, sulfonic acid, and non-ionic). It is evident that the homo- (P1 and P2), co- (P3), and ter-polymers (P4, P5, P6, and P7) com-monly used in water treatment formula-tions as deposit control agents to control mineral scales and disperse suspended matter are poor (<10% inhibition) silica inhibitors. The performance data ob-tained for these commonly used poly-mers, with the exception of a co-polymer blend (P8), clearly show that acrylic acid, maleic acid, sulfonic acid, and non-ionic groups exhibit poor interaction with silane groups present in silica.
Polymer Thermal StabilityMcGaugh and Kottle9 studied the
thermal degradation of poly(acrylic acid, P-AA), and later the thermal degradation of an acrylic acid-ethylene co-polymer. Infrared and mass spectrographic analy-ses were used to examine the degradation processes that occurred in several tem-perature regions: 25 to 150 °C, 150 to 275 °C, 275 to 350 °C, and >350 °C. The results in air (minimum heating) suggest that dry P-AA decomposes by forming an anhydride, probably a six-member glu-taric anhydride-type structure, at tem-peratures up to 150 °C. At 350 °C, there is drastic unmeasurable change and strong unsaturation absorption.
Mass spectrographic analyses showed that carbon dioxide (CO2) was the major volatile product at 350 °C. The thermal stability of deposit control polymers is an important consideration in geothermal systems and in some recirculating cooling water systems. To understand the impact
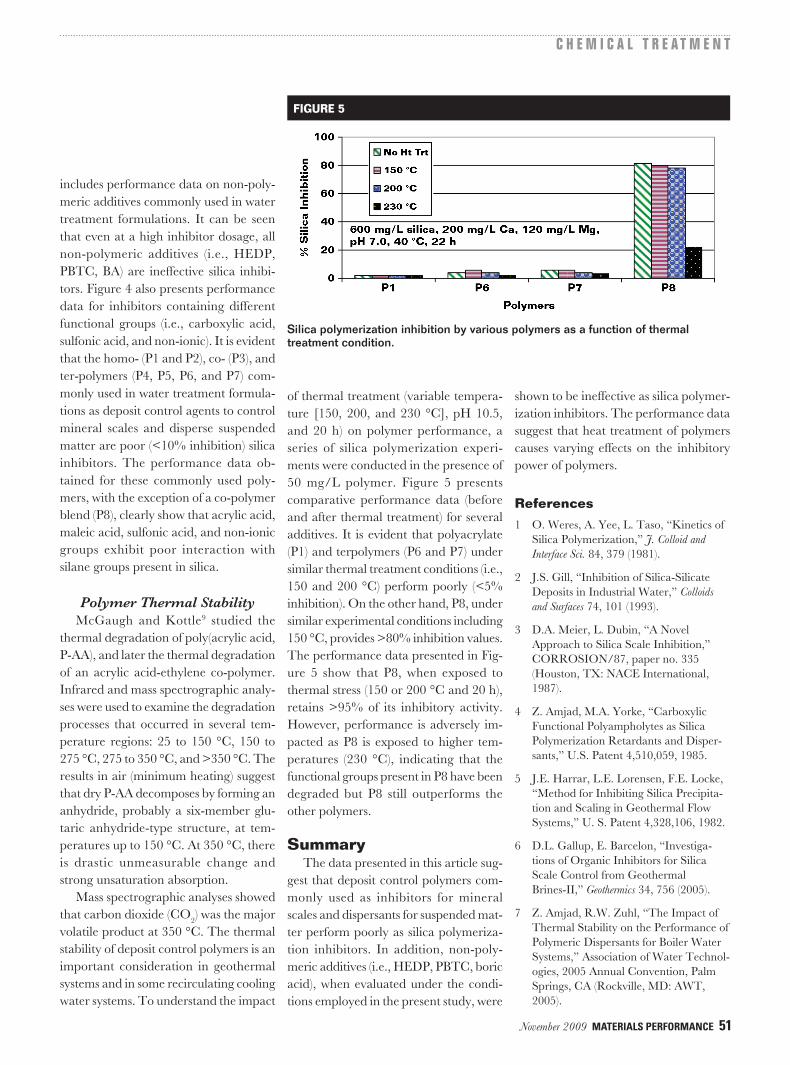
of thermal treatment (variable tempera-ture [150, 200, and 230 °C], pH 10.5, and 20 h) on polymer performance, a series of silica polymerization experi-ments were conducted in the presence of 50 mg/L polymer. Figure 5 presents comparative performance data (before and after thermal treatment) for several additives. It is evident that polyacrylate (P1) and terpolymers (P6 and P7) under similar thermal treatment conditions (i.e., 150 and 200 °C) perform poorly (<5% inhibition). On the other hand, P8, under similar experimental conditions including 150 °C, provides >80% inhibition values. The performance data presented in Fig-ure 5 show that P8, when exposed to thermal stress (150 or 200 °C and 20 h), retains >95% of its inhibitory activity. However, performance is adversely im-pacted as P8 is exposed to higher tem-peratures (230 °C), indicating that the functional groups present in P8 have been degraded but P8 still outperforms the other polymers.
SummaryThe data presented in this article sug-
gest that deposit control polymers com-monly used as inhibitors for mineral scales and dispersants for suspended mat-ter perform poorly as silica polymeriza-tion inhibitors. In addition, non-poly-meric additives (i.e., HEDP, PBTC, boric acid), when evaluated under the condi-tions employed in the present study, were
FIGURE 5
Silica polymerization inhibition by various polymers as a function of thermal treatment condition.
shown to be ineffective as silica polymer-ization inhibitors. The performance data suggest that heat treatment of polymers causes varying effects on the inhibitory power of polymers.
References
1 O. Weres, A. Yee, L. Taso, “Kinetics of Silica Polymerization,” J. Colloid and Interface Sci. 84, 379 (1981).
2 J.S. Gill, “Inhibition of Silica-Silicate Deposits in Industrial Water,” Colloids and Surfaces 74, 101 (1993).
3 D.A. Meier, L. Dubin, “A Novel Approach to Silica Scale Inhibition,” CORROSION/87, paper no. 335 (Houston, TX: NACE International, 1987).
4 Z. Amjad, M.A. Yorke, “Carboxylic Functional Polyampholytes as Silica Polymerization Retardants and Disper-sants,” U.S. Patent 4,510,059, 1985.
5 J.E. Harrar, L.E. Lorensen, F.E. Locke, “Method for Inhibiting Silica Precipita-tion and Scaling in Geothermal Flow Systems,” U. S. Patent 4,328,106, 1982.
6 D.L. Gallup, E. Barcelon, “Investiga-tions of Organic Inhibitors for Silica Scale Control from Geothermal Brines-II,” Geothermics 34, 756 (2005).
7 Z. Amjad, R.W. Zuhl, “The Impact of Thermal Stability on the Performance of Polymeric Dispersants for Boiler Water Systems,” Association of Water Technol-ogies, 2005 Annual Convention, Palm Springs, CA (Rockville, MD: AWT, 2005).

52 MATERIALS PERFORMANCE November 2009
8 P.P. Nicholas, Z. Amjad, “Method for Inhibiting and Deposition of Silica and Silicate Compounds in Water Systems,” U.S. Patent 5,658,465, 1997.
9 M.C. McGaugh, S. Kottle, “The Ther-mal Degradation of Poly(acrylic acids),” Polym. Lett 5, 817 (1967).
This article is based on CORROSION 2008 paper no. 08368, presented in New Orleans, Louisiana.
C H E M I C A L T R E A T M E N T Silica Scale Control Additives for Industrial Water Systems
ZAHID AMJAD is a technical consultant at Lubrizol Advanced Materials, Inc., 9911 Brecksville Rd., Cleveland, OH 44141, e-mail: [email protected]. He has an M.S. degree from Punjab University in Pakistan, a Ph.D. from Glasgow University in the United Kingdom, and is a post doctoral fellow at the State University of New York and Buffalo. A NACE member for more than 20 years, Amjad is also a member of the American Chemical Society, was inducted in the National Hall of Corporate Inventors and Who’s Who of American Inventors, and was named the Association of Water Technologies’ 2002 Ray Baum Memorial Water Technologist of the Year. He holds 30 U.S. patents, has published more than 150 technical papers and articles, and edited five books.
BOB ZUHL is the global business manager, Water Treatment Chemicals, at Lubrizol Advanced Materials, Inc., e-mail: [email protected]. He has a B.S. degree in civil engineering and an M.S. degree in environmental engineering from Michigan State University, and an M.B.A. from Baldwin Wallace College. A NACE member for more than 20 years, he is a registered professional engineer in Michigan and Indiana and has published more than 20 technical papers and articles.