
SICAK KOROZYON ORTAMININ PLAZMA SPREY …web.deu.edu.tr/korsem08izmir/___metinler___/239... · Web...
12
SICAK KOROZYON ORTAMININ PLAZMA SPREY TEKNİĞİ İLE ÜRETİLMİŞ TERMAL BARİYER KAPLAMALAR ÜZERİNE ETKİLERİ E.ALTUNCU a , F.ÜSTEL b , G.ERDOĞAN b a Kocaeli Üniversitesi, Borusan Kampusü, Asım Kocabıyık MYO., 41800 Hereke/ Kocaeli, Türkiye, b Sakarya Üniversitesi, Esentepe Kampusü, Mühendislik Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü, 54187 Serdivan/Sakarya, Türkiye. ÖZET: Gaz türbin endüstrisi motorun termal verimliliğini ve dayanıklılığını geliştirmek için sıcak kesitte görev yapan kanatçıklar üzerinde yitriya ile stabilize zirkonya (ZrO 2 ) esaslı (YSZ) termal bariyer kaplamaların (TBK) kullanımına hızlı bir yönelim olmuştur. Gemicilik ve elektrik üretim sistemlerinde olduğu gibi bazı uygulamalarda yakıt kirliliklerinden kaynaklı eriyik haldeki vanadat-sülfat tuzları termal bariyer kaplamalara yüksek sıcaklılarda korozyona uğratabilir. Sıcak korozyon; kaplama ile gaz ara yüzeyinde eriyik tuzların etkisi sonucunda termal bariyer kaplamalarda ana hasar mekanizmalarından bir tanesidir. Bu tür eriyik tuzlar yitriya (YSZ için stabilizör) ile reaksiyona girebilir ve soğuma esnasında faz dönüşümüne neden olabilir. Bu dönüşüm % 3-5 arasında hacimce genleşmeye neden olarak termal bariyer kaplamaların çatlamasına ve dökülmesine sebep olmaktadır. Bundan başka sıcak korozyon ürünleri termal bariyer kaplamalarda delaminasyona yol açabilmektedir. Bu çalışmada sıcak korozyon ortamının, plazma sprey tekniği ile üretilmiş farklı termal bariyer kaplamalara (yitriya ile ve/veya serya ile stabilize) etkisi incelenmiştir. Anahtar Kelimeler: Gaz Türbinleri, Termal Bariyer Kaplamalar, Plazma Sprey, Sıcak Korozyon. THE EFFECTS OF HOT CORROSIVE ENVIRONMENT ON PLASMA SPRAYED THERMAL BARRIER COATINGS ABSTRACT: The gas turbine industry is moving strongly toward the use of yttria stabilized ZrO 2 (YSZ) based thermal barrier coatings (TBCs) on hot section vanes/blades to increase engine thermal efficiency and durability. In some applications (e.g., ship propulsion or electricity generation), such TBCs may be corroded by molten vanadate-sulfate deposits from fuel impurities at elevated temperatures. Hot corrosion is one of the main failure mechanisms in thermal barrier coatings (TBCs) which comes as a result of molten salt effect on the coating–gas interface. Such molten salts can react with yttria (the stabilizer component of YSZ) and cause phase transformation during cooling. This transformation is accompanied by 3–5% volume expansion, leading to cracking and spallation of TBCs. Furthermore hot corrosion products can lead to the delamination of TBCs. In this study the effects of the hot corrosion on plasma sprayed various thermal barrier coatings (yittria and/ or ceria stabilized) investigated.
Transcript of SICAK KOROZYON ORTAMININ PLAZMA SPREY …web.deu.edu.tr/korsem08izmir/___metinler___/239... · Web...

SICAK KOROZYON ORTAMININ PLAZMA SPREY TEKNİĞİ İLE ÜRETİLMİŞ TERMAL BARİYER KAPLAMALAR ÜZERİNE ETKİLERİ
E.ALTUNCUa, F.ÜSTELb, G.ERDOĞANb
aKocaeli Üniversitesi, Borusan Kampusü, Asım Kocabıyık MYO., 41800 Hereke/ Kocaeli, Türkiye, bSakarya Üniversitesi, Esentepe Kampusü, Mühendislik Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü,
54187 Serdivan/Sakarya, Türkiye.
ÖZET: Gaz türbin endüstrisi motorun termal verimliliğini ve dayanıklılığını geliştirmek için sıcak kesitte görev yapan kanatçıklar üzerinde yitriya ile stabilize zirkonya (ZrO2) esaslı (YSZ) termal bariyer kaplamaların (TBK) kullanımına hızlı bir yönelim olmuştur. Gemicilik ve elektrik üretim sistemlerinde olduğu gibi bazı uygulamalarda yakıt kirliliklerinden kaynaklı eriyik haldeki vanadat-sülfat tuzları termal bariyer kaplamalara yüksek sıcaklılarda korozyona uğratabilir. Sıcak korozyon; kaplama ile gaz ara yüzeyinde eriyik tuzların etkisi sonucunda termal bariyer kaplamalarda ana hasar mekanizmalarından bir tanesidir. Bu tür eriyik tuzlar yitriya (YSZ için stabilizör) ile reaksiyona girebilir ve soğuma esnasında faz dönüşümüne neden olabilir. Bu dönüşüm % 3-5 arasında hacimce genleşmeye neden olarak termal bariyer kaplamaların çatlamasına ve dökülmesine sebep olmaktadır. Bundan başka sıcak korozyon ürünleri termal bariyer kaplamalarda delaminasyona yol açabilmektedir. Bu çalışmada sıcak korozyon ortamının, plazma sprey tekniği ile üretilmiş farklı termal bariyer kaplamalara (yitriya ile ve/veya serya ile stabilize) etkisi incelenmiştir.
Anahtar Kelimeler: Gaz Türbinleri, Termal Bariyer Kaplamalar, Plazma Sprey, Sıcak Korozyon.
THE EFFECTS OF HOT CORROSIVE ENVIRONMENT ON PLASMA SPRAYED THERMAL BARRIER COATINGS
ABSTRACT: The gas turbine industry is moving strongly toward the use of yttria stabilized ZrO 2 (YSZ) based thermal barrier coatings (TBCs) on hot section vanes/blades to increase engine thermal efficiency and durability. In some applications (e.g., ship propulsion or electricity generation), such TBCs may be corroded by molten vanadate-sulfate deposits from fuel impurities at elevated temperatures. Hot corrosion is one of the main failure mechanisms in thermal barrier coatings (TBCs) which comes as a result of molten salt effect on the coating–gas interface. Such molten salts can react with yttria (the stabilizer component of YSZ) and cause phase transformation during cooling. This transformation is accompanied by 3–5% volume expansion, leading to cracking and spallation of TBCs. Furthermore hot corrosion products can lead to the delamination of TBCs. In this study the effects of the hot corrosion on plasma sprayed various thermal barrier coatings (yittria and/ or ceria stabilized) investigated.
Keywords : Gas Turbines, Thermal Barrier Coatings, Plasma Spray, Hot Corrosion.
1. GİRİŞGaz türbinlerinde termal etkileri azaltmak ve türbinin termal verimliliğini artırmak amacıyla termal bariyer kaplama (TBK) sistemleri yaygın olarak kullanılmaktadır. TBK sistemleri genel olarak oksidasyona dirençli bir bağ tabaka (MCrAlY; M:Ni,Co) ve altlık malzemeye termal yalıtım görevi yapan yitria ile stabilize zirkonya (YSZ) esaslı kaplama tabakasından oluşmaktadır (1-8). TBK sistemlerde genellikle termal yalıtım görevi için YSZ esaslı kaplama tercih edilmektedir. Bunun nedeni YSZ kaplamaların düşük termal iletkenliği ve altlık malzeme ile termal uyumsuzluğu azaltmak için yüksek termal genleşme özelliğine sahip olmasından kaynaklanmaktadır (4,5). Endüstriyel türbin motorlarında veya dizel motorlarda düşük kaliteli yakıtın yanması esnasında 700-900ºC arasında yakıtta mevcut empüriteler sıcak korozyon problemlerine neden olmaktadır. YSZ esaslı kaplama sistemlerinde yüksek sıcaklıkta reaksiyona giren eriyik haldeki tuzlar kaplama yapısına nüfuz ederek kaplamanın ömrünü önemli ölçüde azaltmaktadır (6,9). Bu tür kaplama sistemlerinin dayanıklılığı yüksek sıcaklık ortam koşullarında faz dönüşümü, sıcak korozyon ve dökülme problemleri nedeniyle azalmaktadır (10-12). Gaz türbinlerinde yakıtın yanma reaksiyonu motorun termal verimliliği

ve koruyucu kaplamanın dayanıklılığı üzerinde oldukça etkilidir (13). Düşük kaliteli yakıtlar genel olarak Na ve V gibi empüriteler içermektedir. Bu tür empüriteler türbin kanatları üzerinde Na2SO4 ve V2O5 tuzlarının oluşmasına neden olmaktadır. Yüksek sıcaklıklarda eriyik halde olan bu tuzlar YSZ esaslı TBK sisteminde stabilizör yitria ile reaksiyona girmekte ve bunun sonucunda da soğuma esnasında kaplamada tetragonal veya kübik zirkonya faz yapısının monoklinik faz yapısına dönüşüme neden olmaktadır (5,6,14). Bu faz dönüşümü hacimce %3-5 oranında genleşmeye neden olarak kaplamanın dökülmesine ve çatlamasına yol açmaktadır (15,16). Kaplamaların sıcak korozyon direncini artırmak amacıyla çeşitli çözüm yöntemleri arayışına başlanmıştır. Bunlar arasında: a) In2O3, Sc2O3 veya CeO2 gibi daha dirençli stabilizörlerin kullanılması (7,9,14,17), b) eriyik tuzların poroziteli kaplamaya nüfuziyetini engellemek amacıyla lazerle sırlama ve yeniden ergitme teknikleriyle yüzeyde yoğun ve porozitesiz bir yapının oluşmasının sağlanması (18-21), veya c) elektron ışını ile fiziksel buhar biriktirme prosesi aracılığıyla YSZ kaplama tabakasının üzerine yoğun alümina tabakasının biriktirilmesi önerilmektedir (22). Sıcak korozyon davranışı açısından TBK sistemler için serya ile stabilize zirkonya (Ceria Stabilized Zirconia, CSZ), YSZ esaslı kaplamanın yerine aday gösterilmektedir. Bunun nedeni daha düşük termal iletkenliğe ve daha yüksek termal genleşme katsayısına sahip olması yanında daha yüksek sıcak korozyon direnci göstermesidir (14,23-30). Bu çalışmada sıcak korozyon ortamının plazma sprey tekniği ile üretilmiş farklı termal bariyer kaplamalar (yitriya ve serya ile stabilize) üzerine etkisi araştırılmıştır.
2. DENEYSEL ÇALIŞMALAR
2.1. Altlık, Kaplama Tozları ve Kaplama İşlemi
Yüksek sıcaklığa dayanıklı ostenitik paslanmaz çelik plakalar (20x20x5 mm) altlık malzemesi olarak seçilmiştir. Kaplama öncesi bağ tabaka ile altlık malzemenin arasındaki yapışmayı geliştirmek amacıyla numune yüzeyleri, 50 psi basınç ve 90º’lik açı altında alümina (Al2O3) ile kumlama yapılarak pürüzlendirilmiştir. Yüzeye ilk olarak bağ tabakası (toz boyutu -38+15μ aralığında oksidasyona dirençli MCrAlY) kaplanmıştır. Bağ tabakası üzerine iki farklı seramik tabaka YSZ ve CSZ kaplanmıştır. Yitria stabilize zirkonyanın toz boyutu -106 + 11 μm) ve hem yitria hemde serya stabilize zirkonyanın toz boyutu ise -90 +16 μm arasında değişmektedir. Tablo 1. de kullanılan malzemelerin özellikleri ve kimyasal komposizyonları verilmiştir. Kaplama işlemlerinde, atmosferik plazma sprey yöntemi tekniği şeçilmiş ve 40 kW’lık plazma sprey tabancası (3MB model) kullanılmıştır. Kaplama proses parametreleri Tablo 2. de görülmektedir.
Tablo 1. TBK Sisteminde Kullanılan Malzemeler
Malzeme
Altlık
310s; UNS S31008; X12CrNi2521
Bağ tabakaNiCrAlY
GTV (60.46.8)
Üst tabakaYSZ
ZrO2–Y2O3
Metco 204NS
Üst TabakaCSZ
ZrO2–CeO2–Y2O3
Metco 205NSKimyasal Bileşim (%ağ.)
* maksimum
*C: 0.08, *Mn: 2,*P: 0.045, *S:0.030,
*Si:1.50, *Cr: 24-26, *Ni: 19-22
Cr: 22, Al: 10,Y:1, Ni: 67 ZrO2: 92,
Y2O3: 8
ZrO2 : 72.5,Y2O3: 2.5,CeO2 : 25
Görevi Yüksek sıcaklığadirenç
Oksidasyon direnci
Termal bariyeryalıtım
Termal bariyeryalıtım
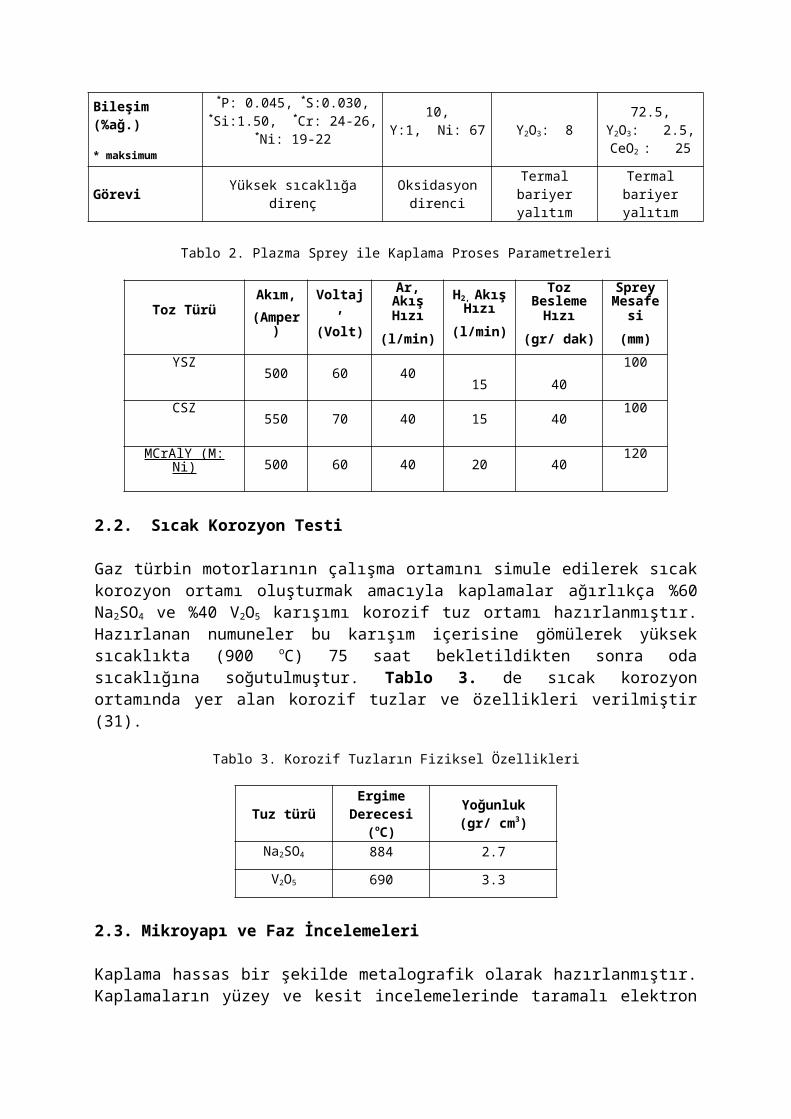
Tablo 2. Plazma Sprey ile Kaplama Proses Parametreleri

Toz TürüAkım,
(Amper)Voltaj,(Volt)
Ar, Akış Hızı
(l/min)
H2, Akış Hızı
(l/min)
Toz Besleme Hızı
(gr/ dak)
Sprey Mesafesi
(mm)YSZ
500 60 4015 40
100
CSZ550 70 40 15 40
100
MCrAlY (M: Ni)500 60 40 20 40
120
2.2. Sıcak Korozyon Testi
Gaz türbin motorlarının çalışma ortamını simule edilerek sıcak korozyon ortamı oluşturmak amacıyla kaplamalar ağırlıkça %60 Na2SO4 ve %40 V2O5 karışımı korozif tuz ortamı hazırlanmıştır. Hazırlanan numuneler bu karışım içerisine gömülerek yüksek sıcaklıkta (900 oC) 75 saat bekletildikten sonra oda sıcaklığına soğutulmuştur. Tablo 3. de sıcak korozyon ortamında yer alan korozif tuzlar ve özellikleri verilmiştir (31).
Tablo 3. Korozif Tuzların Fiziksel Özellikleri
Tuz türüErgime
Derecesi (oC)
Yoğunluk(gr/ cm3)
Na2SO4 884 2.7V2O5 690 3.3
2.3. Mikroyapı ve Faz İncelemeleri
Kaplama hassas bir şekilde metalografik olarak hazırlanmıştır. Kaplamaların yüzey ve kesit incelemelerinde taramalı elektron mikroskobu (SEM) ve kimyasal bileşimin belirlenmesinde ise enerji dağılım sprektrometresi (EDS) kullanılmıştır. Ayrıca faz yapılarının tesbiti XRD yardımıyla yapılmıştır. Mikroyapı incelemelerinde, porozite, mikro çatlaklar ve korozyon ürünlerine odaklanılmıştır.
3. TARTIŞMA
3.1. Kaplamaların Başlangıç Mikroyapısı
Şekil 1. de YSZ ve CSZ esaslı TBK kaplamanın sıcak korozyon testi öncesi farklı büyütmelerde mikroyapıları gösterilmektedir. Görüleceği üzere kaplamalar tipik plazma sprey kaplama mikroyapısının karakteristik özelliklerini sergilemektedir. Her iki kaplama türünde de bağ tabaka kalınlığı 100μm, seramik tabaka kalınlığı 220 μm ölçülmüş olup toplam kalınlık 320 μm’dır. Mikroyapı lamelli bir yapıya sahip olup, mikro çatlaklar ve gözenekler (veya porozite) ihtiva etmektedir. Bağ tabaka ile altlık arasında ve bağ tabaka ile üst seramik tabaka arası porozite oldukça düşüktür. Bu durum kaplama tabakalarının birbirine iyi kohezif yapışma olduğunu göstermektedir. CSZ esaslı kaplamalarda da YSZ’ye benzer bir
mikroyapı gözlenmektedir (Şekil 1c). Çatlak ve porozite yönünden kaplamalar birbirine benzemektedir.
Şekil 1. YSZ ve CSZ esaslı kaplamaların mikroyapı görüntüleri
3.2. Sıcak Korozyon Testi Sonrası Mikroyapı
Şekil 2. 75 saat 900 ºC’de sıcak korozyon testinden sonra CSZ ve YSZ esaslı kaplamaların üst yüzeyinden alınan SEM görüntüleri verilmiştir. Üst yüzey incelemelerinde her iki tabaka içerisinde sivri çubuksu şekilde korozyon ürünü çubuksu (fiber benzeri) yapılar gözlenmektedir. EDS analizlerinden kaplama yüzeyinde oluşan bu çubuksu yapıların kimyasal bileşiminin yitrium, vanadyum ve oksijen içerikli olduğu tespit edilmiştir (Şekil 3).
Şekil 2. Sıcak korozyon testi sonrası YSZ ve CSZ kaplamaların üst yüzey SEM görüntüleri

Şekil 3. YSZ kaplaması yüzeyinde oluşan korozyon ürünün EDS analizi (1 nolu nokta)
Termal bariyer kaplama sistemlerinin sıcak korozyon davranışı konusunda yapılan araştırmalarda özellikle YSZ esaslı kaplamalarda yitria vanadyum içeren bileşiklerin bulunduğu sıcak korozyon ortamına maruz kalırsa yitrium vanadat (YVO4) bileşiğinin oluşmasına neden olmaktadır (5,6,14,20-22,32,33).
ZrO2(Y2O3) + V2O5 → ZrO2(monoklinik) + 2YVO4 (1)
Sıcak korozyon ortamına neden olan V2O5 asidik karakterde bir oksit olup 690 oC de (Tablo 2) eriyik hale gelerek kaplama yüzeyine yayılmakta ve kaplama mikro çatlaklarına ve gözeneklerine nüfuz edebilmektedir. YVO4 bileşikleri yüzeyde düzensiz bir şekilde dağılmakta ve yüzeye gömülü halde bulunmaktadır (Şekil 2a). Yüksek sıcaklıkta sıcak korozyon ortamı ile YSZ yüzeyi arasında çekirdeklenerek büyüyen YVO4 kaplamanın kimyasal olarak bozunmasına neden olmaktadır. Bu bileşiğin oluşumu zirkonyanın stabilizayonunu engellemekte ve dolayısıyla da tetragonal fazdan monoklinik faza dönüm gerçekleşmektedir (20). Zirkonya ile vanadat tuzları arasında yüksek sıcaklık ortamında olası bir diğer kimyasal reaksiyonu ise aşağıdaki eşitliğe göre gerçekleşebilmektedir (6,20):
ZrO2 + V2O5 → ZrV2O7 (2)
EDS analiz sonuçlarına göre kaplama yüzeyinde yer alan bu kristal çubukların dışındaki belirli bölgelerin kimyasal bileşimi zirkonyum, vanadyum ve oksijen içermektedir. Şekil 3. de 3 nolu noktadan alınan EDS analizinden görüleceği üzere sıcak korozyon etkisi ile Y elemeti içeriği önemli ölçüde azalmıştır (Şekil 4.).
Element Dalga boyu
Şiddet(c/s)
Ağırlık Oranı Element
O Ka 14.23 2.386 22.306
V Ka 233.67 9.667 35.306
Y La 213.46 9.240 42.388
100.000
1
3

Şekil 4. YSZ kaplamasında sıcak korozyon testi sonrası yüzeyden alınan EDS analizi sonucu (3 nolu nokta)
Hazırlanan korozif tuz karışımı ortamında yüksek sıcaklıkta kimyasal reaksiyon sonucunda sodyum vanadat (NaVO3) oluşması beklenmektedir (6,34-36). Bu bileşiğin oluşmasıyla YSZ kaplama yapısında yitrium ile reaksiyonu sonucunda monoklinik zirkonya fazı yanında YVO4 ve Na2O bileşikleri korozyon ürünü olarak ortaya çıkmaktadır(20).
Na2SO4 + V2O5 → NaVO3 + SO3
(3)
ZrO2(Y2O3) + NaVO3→ ZrO2(monoklinik) +YVO4 + Na2O (4)
YSZ ve CSZ esaslı kaplamaların sıcak korozyon testi sonrasında yüzeyinden alınan X ışını elementel dağılım haritalarında (Şekil 5. ve Şekil 6.) Zr, Y ve Ce yanında V, O, Na, S elementleri üst yüzeyde tesbit edilmiştir. Lokal olarak yüzeyde oluşan korozyon ürünü bölgelerinde Y,O ve V elementleri bir yoğunlaşma göstermektedir. Bu noktalarda olası korozyon YVO4 olabilir. Kaplama türünün YSZ veya CSZ olması durumuna bağlı olarak CSZ kaplamasında Y elementi bazı bölgelerde fibersi şekilde birikmiştir. Bu durum fibersi yapıların bulunduğu noktalarda daha fazla bir Yitriyum zenginleşmesi olduğunu göstermektedir. Fakat seryum ilavesinin belirgin bir etkisi elementel dağılım haritasında belirlenmemiştir.
3.3. Faz Yapısı
XRD analizleri sonucunda termal bariyer kaplama yüzeyinde oluşan bu çubuksu yapıların (Şekil 2.) YVO4 olduğu tespit edilmiştir. Sıcak korozyon testi sonrası XRD paternleri karşılaştırıldığında YVO4 ana pik şiddeti YSZ esaslı kaplamalarda CSZ’ye göre daha yüksek seviyededir. Bu durum CSZ kaplamaların YSZ esaslı kaplamalara göre daha yüksek sıcak korozyon direnci göstermesini işaret etmektedir (Şekil 7). Elementel dağılım haritasında Na görülmesine rağmen XRD incelemelerinde Na esaslı herhangi bir bileşik (Na2O, NaVO3) tespit edilememiştir. İncelemelerde ZrO2 faz yapıları (monoklinik ve tetragonal) belirlenmiştir. Ayrıca 900 C’de 75 saat süren ergimiş tuz testi korozyonu sonrasında bağ tabakasından kaynaklanabilecek Cr2O3, NiO, Fe2O3 türü bir oksit ürününe rastlanılmamıştır.
Element Dalga boyu
Şiddet(c/s)
Ağırlık Oranı
O Ka 13.59 38.376
V Ka 84.63 27.712
Y La 1.23 0.538
Zr La 80.77 33.373
100.000

Şekil 5. YSZ kaplamanın sıcak korozyon testi sonrasında (900 ºC, 75 saat) X ışını elementel dağılım haritaları
Şekil 6. CSZ kaplamanın sıcak korozyon testi sonrasında (900 ºC, 75 saat) X ışını elementel dağılım haritaları

Şekil 7. YSZ ve CSZ esaslı kaplamaların sıcak korozyon öncesi ve sonrası XRD paternleri
4. SONUÇLAR
Gaz türbin motorlarında yakıt kalitesi yanma reaksiyonu açısından önem taşımaktadır. Düşük kalite yakıt Na, V, S empüritelerinin varlığı yüksek sıcaklıkta sıcak korozyon oluşumuna neden olmaktadır. Bu durum kaplamanın hasara uğramasına yol açmaktadır. TBK sistemlerde hasar oluşumu üst tabakada porozitelerden nüfuz eden korozif tuzların bağ tabaka ile üst tabaka arasında çatlak oluşmasına ve ayrılmalara neden olmaktadır. Bağ tabakasına bağlı olarak herhangi bir korozyon ürünü gözlenmemiştir. YSZ esaslı kaplamalarda sıcak korozyon esas olarak stabilizör Y2O3 ile eriyik halde V2O5 ve Na2SO4 karışım tuzlarının reaksiyonu sonucu monoklinik ZrO2 fazı ve YVO4 kristallerinin oluşmasıyla meydana gelmektedir. Monoklinik ZrO2 fazı ve YVO4 kristalleri TBK sistemlerde çatlak oluşumuna neden olmaktadır.
TeşekkürYazarlar, kullanılan kaplama tozları ve altlıkları temininde desteğini gördüğü 107M059 nolu TÜBİTAK projesine teşekkür ederler.

5. KAYNAKLAR
1. Steffens H.D., Kaczmark, Weld. World 28 (1990) 224.2. Demasi-Marcin J.T., Gupta D.K., Surf. Coat. Technol. 68–69 (1994) 1.3. Evans A.G., Mumm D.R., Hutchinson J.W., Meier G.H., Pettit F.S., Prog. Mater. Sci. 46 (2001) 505.4. Brandon J.R., Taylor R., Surf. Coat. Technol. 69 (10) (1992) 75.5. Gurrappa I., J. Mater. Sci. Lett. 17 (1998) 1267.6. Jones, R.L. J. Therm. Spray Technol. 6 (1) (1997) 77.7. Srinivasan R., J.M. Merrilea, Surf. Coat. Technol. 160 (2002) 187.8. Jones, R.L. J. Am. Ceram. Soc. 75 (7) (1992) 1818.9. Nagaraj B.A., Wortman D.J., Trans. ASME 112 (1990) 536.10. Joshi S.V., Srivastava M.P., Surf. Coat. Technol. 56 (1993) 215.11. David W., Richerson, Modern Ceramic Engineering, Marcel Dekker, 1999, pp. 43–45 and 138–142.12. Ge Q.L., Lei T.C., Mao J.F., Zhou Y., J. Mater. Sci. Lett. 12 (1993) 819.13. Clark J.S., Nainiger J.J., Hyland R.E., NASA TM73712, 1977.14. Park S.Y., Kim J.H., Kim M.C., Song H.S., Park C.G., Surf. Coat. Technol. 190 (2005) 357.15. Borom M.P., Johnson C.A., Peluso L.A., Surf. Coat. Technol. 87–89 (1996) 11616. Leyens C., Wright I.G., Pint B.A., Oxid. Met. 54 (2000) 40l.17. Jones R.L., R.E. Tressler, M. Mcnallan, Ceramic Transactions 10, American Ceramic Society, Westerville,
OH, 1990, p. 291.18. Zplatynsky I., Thin Solid Films 95 (1982) 275.19. Mantyla T., Vuoristo P., ,Kettunen P., Thin Solid Films 118 (1984) 437.20. Batista C., Portinha A., Ribeiro R.M., Teixeira V., Oliveira C.R., Surf. Coat.Technol. 200 (2006) 6783.21. Tsai Pi-Chuen, Hsu Chen-Sheng, Surf. Coat. Technol. 183 (2004) 29.22. Chen Z., Wu N.Q., Singh J., Mao S.X., Thin Solid Films 443 (2003)46.23. Huang P.J., Swab J.J., Patel P.J., Proceedings of ITSC, DVS (German Welding Society), 2000, pp. 1179.24. Siemens P.A. and McKee D.W., US Patent No. 4,328,285 (4 May 1982).25. Jones R.L., Mater. High Temp., 9 (1991) 228.26. Wilden J. and Wank A., Mat.-wiss. u. Werkstofftech. 32 (2001), 654-659.27. Nagaraj, B.A., Maricocchi, A.F., Wortmann, D.J., Patton, J.S. and Clarke, R.L. ASME paper 92-GT-44
(1992).28. Vincenzini, P., Appiano, G., Brossa, F. and Meriani, S., Proc. 3rd Int. Symp. Ceramic Materials and
Components for Engines, pp. 201–210 Tennery, V.J. (eds) (1989).29. Lee C.H., Kim H.K., Choi H.S.,.Ahn H.S, Surf. Coat. Technol. 124 (2000) 1.30. Altuncu E., Ustel F., Proceedings of ITSC2008, 02-04 Haziran 2008, Maassricht,
Netherlands p..779-784.31. Weast R.C., CRC Hand Book of Chemistry and Physics, 58th ed., CRC Press Inc.,
1978, p. B-162 and B-174.32. Raghavan S., Mayo M.J., Surf. Coat. Technol. 160 (2002) 187.33. Marple, B.R. Voyer J., Moreau C., Nagy D.R., Mater. High Temp. 17 (3) (2000) 397.34. Kolta G.A., Hewaidy I.F., Felix N.S., Thermochim. Acta 4 (1972) 151.35. Khanna A.S., Jha S.K., Trans. Indian Inst. Met. 51 (5) (1988) 279.36. Wu N., Chen Z., Mao S.X., J. Am. Ceram. Soc. 88 (3) (2005) 675.


















