SHEET MOLDING COMPOUND (SMC) CHARACTERIZATION USING...
31
1 SHEET MOLDING COMPOUND (SMC) CHARACTERIZATION USING SPIRAL FLOW Michael Rabinovich 1 , Kate L. Olsavsky 1 , Burr (Bud) Leach 2 , Mauricio Cabrera-Ríos 3 and José M. Castro 1 1 Department of Industrial, Welding & Systems Engineering The Ohio State University Columbus, Ohio, USA 43202 2 Ashland Specialty Chemical Company Dublin, Ohio 43017 3 Graduate Program in Systems Engineering Universidad Autónoma de Nuevo León San Nicolás de los Garza, Nuevo León, México, 66450 Abstract Sheet Molding Compound (SMC) is a fiber-reinforced polymer composite. It is often used in automotive, marine, and industrial applications over other materials because of its high strength to density ratio, resistance to corrosion, and low cost. One of the fastest growing applications of SMC is compression molded truck body panels. Due to their large size and high strength requirement, the molding forces occurring during the molding process are a large enough factor to have a major influence in the molding cycle. This increases the need in the SMC industry to predict molding Forces from experimentally measured parameters. Previous work in our group developed a method using flat plate moldings to measure the SMC material parameters needed to predict molding forces. In this paper we first develop and experimentally test a model to predict the molding forces required for the SMC to flow in a spiral flow mold. We then propose a method to use the spiral flow mold to measure the SMC flow parameters and compare the measured values to the values obtained from flat plate moldings. Keyword: Spiral Flow, Sheet Molding Compound, SMC.
Transcript of SHEET MOLDING COMPOUND (SMC) CHARACTERIZATION USING...

1
SHEET MOLDING COMPOUND (SMC) CHARACTERIZATION USING SPIRAL FLOW
Michael Rabinovich1, Kate L. Olsavsky1, Burr (Bud) Leach2,
Mauricio Cabrera-Ríos3 and José M. Castro1
1 Department of Industrial, Welding & Systems Engineering
The Ohio State University Columbus, Ohio, USA 43202
2Ashland Specialty Chemical Company
Dublin, Ohio 43017
3 Graduate Program in Systems Engineering Universidad Autónoma de Nuevo León
San Nicolás de los Garza, Nuevo León, México, 66450
Abstract
Sheet Molding Compound (SMC) is a fiber-reinforced polymer composite. It is often used in automotive, marine, and industrial applications over other materials because of its high strength to density ratio, resistance to corrosion, and low cost. One of the fastest growing applications of SMC is compression molded truck body panels. Due to their large size and high strength requirement, the molding forces occurring during the molding process are a large enough factor to have a major influence in the molding cycle. This increases the need in the SMC industry to predict molding Forces from experimentally measured parameters. Previous work in our group developed a method using flat plate moldings to measure the SMC material parameters needed to predict molding forces. In this paper we first develop and experimentally test a model to predict the molding forces required for the SMC to flow in a spiral flow mold. We then propose a method to use the spiral flow mold to measure the SMC flow parameters and compare the measured values to the values obtained from flat plate moldings. Keyword: Spiral Flow, Sheet Molding Compound, SMC.

2
Introduction
Sheet Molding Compound (SMC) is a fiber reinforced polymer matrix composite
material that is widely used in the automotive, aerospace, marine, and industrial/consumer
industries. Its superior strength to weight ratio and corrosion resistance and relatively low cost
makes it favorable over steel in many applications. SMC is composed of polymerized cross-
linked resin, reinforcement fibers, filler, and various additives [1].
The process of making the SMC starts off by mixing all the ingredients, with the
exception of the fibers, to form the resin paste. The SMC machine then chops and adds the
fibers. The fibers are usually from ½ to 2 inches in length and are fed in between two uniformly
spread resin paste sheets. The final step in producing raw SMC sheet is completed when the two
sheets are passed through the compaction zone, where the paste is impregnated into the fiber
bundles while eliminating most of the trapped air pockets [2]. The thickness of an SMC sheet is
typically from 0.15 to 0.24 inches with the resin thickened but not cured.
One of the fastest growing applications of SMC is compression molded truck body
panels. Due to their large size, the molding forces occurring during the molding process are
large enough to have a major influence in the molding cycle. As the SMC parts increase in size
while demanding higher strength, the fiber length and composition per volume increases,
requiring higher compression forces to mold. Thus, understanding how the SMC components
affect the forces required to fill the mold is critical. Previous work in our group [3, 4, 5]
developed a method using flat plate moldings to measure the SMC material parameters needed to
predict molding forces. In this paper, we present a method to predict these parameters using a
spiral flow mold.

3
The spiral flow tool has evolved in its design and application in the past thirty years. The
concept behind the spiral flow tool is to use a relatively small amount of material to represent the
actual molding process. The initial spiral flow tool’s design was taken from the injection
molding industry, where the SMC paste was injected into a small channel in a hot mold. The
dimensions of the channel were 0.25”x 0.125”x 48”, and the tool was intended to be used only to
obtain relative comparisons of the final length for different materials. The biggest disadvantage
of the early spiral flow tool designs was that the fiber reinforcements prevented the SMC from
flowing in the channel [6, 7]. In order to use the early spiral flow tool, the SMC had to be
chopped up into small pieces. These experiments were inconsistent and unrepeatable. The main
application for the early spiral flow tool was to test the paste without the glass. The spiral flow
tool’s geometry was later improved to accommodate for the flow of glass fiber during molding.
Even though the spiral flow mold has a more complex geometry than the previously used
flat plate, its long flow channel allows for evaluation of the paste’s ability to carry the
reinforcement. This long channel also holds another advantage over the flat plate since the
material’s ability to flow can be quantified by simply measuring the flow length [7]. The spiral
flow used in this research has been designed to better represent the actual molding process than
the early spiral flow tool by accommodating for the long glass fibers and shear edges [6,7]. Its
dimensions were increased to a 6”x6” square charge cavity, with a 2” wide channel that is 48” in
length. The spiral flow tool is equipped with a data acquisition system that is able to collect five
temperature and pressure readings along the channel, hydraulic force, and mold separation all
with respect to time. Figure 1 shows the positions of temperature and pressure sensors. In the
absence of the data acquisition system, the spiral flow tool can be used to empirically compare

4
materials on how well they flow based on the final length of flow inside the channel under the
same molding conditions [6,7].
Evaluating Glass Carrying Ability of SMC
One of the important factors in SMC manufacturing is the ability of the paste to carry
glass, which is vital to achieving uniform physical properties in a part. The spiral flow tool can
be used to evaluate the SMC’s ability to carry glass because the material is forced to flow for a
long distance. In order to demonstrate this, an experiment was performed in which one-inch
circular samples were drilled out of the molded part and measured to check for glass contents at
various locations, as shown in Figure 2. The glass burnout method was used to determine glass
compositions [7]. This method involves placing the samples in an oven and baking them
overnight at 450 Co . The organics, including the polymer matrix, reacted with the oxygen in the
oven to form carbon dioxide, leaving the filler and glass. The filler was reacted away with acid,
leaving the glass fibers, which were then washed and dried before measuring the amount of glass
in the sample. Three different materials that were molded at high and low pressures are shown in
Figure 3. The low variation of the glass amounts at each of the samples’ locations shows that the
materials tested are very good at carrying the glass reinforcement.
Mapping the SMC Flow inside the Spiral Flow Tool
The flow inside the spiral flow tool was mapped by replacing sections of the charge with
an alternative color and observing its flow path. Figure 4 shows an example of one trial of this
experiment. Further details on this experiment are provided in reference 7. A schematic
representation of the flow behavior observed is shown Figure 5. This representation allowed

5
break down of the flow inside the spiral tool into a series of simple geometries, as discussed
later.
Relationship Between Part Thickness and Flow Length
A schematic of the spiral flow tool mold channel is shown in Figure 6. Both the length
and the width of the squared section, called Ls and Ws respectively, are 6 inches resulting in an
area of 36 in2. The width of the long channel is 2 inches. The mold separation is measured with
a Linear Variable Displacement Transducer (LVDT) calibrated to record the part thickness with
respect to time during molding. Assuming constant density and no leakage at the shear edges, a
relationship between the part thickness and the flow length in the spiral flow tool was derived
and is shown in Equation 1
6)(2
)(36)( +⋅⋅−
=th
thVtLm (1)
where Lm(t) is the flow length (in) inside the tool, V is the volume of compacted SMC used (in3),
and h(t) is the instantaneous part thickness (in).
Verification of Equation 1 was done by controlling the final distance between the mold
halves after closing, which in turn changed the final flow length of the material. In order to make
this possible, steel shims were placed at each of the four sides of the mold. The predicted and
measured flow length for three different trials with different part thicknesses are shown in
Figure 7. The final flow lengths and the final measured value of the molded parts differ by less
than one inch in most cases. This variation is considered to be insignificant in the SMC industry
since the spiral flow length for different trials for the same material under the same conditions is
repeatable only to within an experimental error of one inch

6
Mathematical Model for Predicting the SMC Flow
Castro and co-workers [3, 4, 5, 8] proposed a model to represent the flow of SMC based
on the pioneering work of Tucker, Barone and Caulk, and Marker and Ford [9 - 13]. The model
consists of a core with lubricating layers at both mold surfaces. The lubricating layer is assumed
to contain only paste. Figure 8 shows a schematic representation of the model. Considering
unidirectional SMC flow, and using the continuity and linear momentum equations, Abrams and
Castro [3] derived the pressure relationship shown in Equation 2.
( ) ( )111 )(
1)()(2
)()(4)( ++
+ −⋅+⋅
⋅⋅+
⋅⋅= nn
mn
n
xtLnth
tUMth
tUtP η (2)
where P(t) is the pressure; η is the resistance to extension; M is the lubricating layer parameter
defined as nmδ
, with m as the power law consistency index and δ as the lubricating layer
thickness; U(t) is the instantaneous press closing speed; h(t) is the instantaneous part thickness;
Lm(t) the instantaneous flow length; and x is the position measured from the center of the mold.
The composition of the SMC used in this study is the same as that used in the earlier flat plate
work of Boyland et al [4].
For ease of modeling, the flow of the SMC in the spiral flow tool was broken down into
three process stages. These three stages are I) filling of the square mold cavity, II) flow through
the channel until the maximum applied force is reached, and III) flow through the channel after
the maximum, constant force had been reached. Each stage is identified in the plot of force
exerted on the material versus time in Figure 9. It should be noted that the third stage is several
times longer than indicated on the plot, which was shortened for clarity of stage identification.
Stage I takes place when the SMC charge fills the square mold cavity of the spiral flow
tool. The actual charge that is used during molding trials is 5 inches by 5 inches and is placed in

7
the center the mold cavity which is 6 inches by 6 inches. Abrams and Castro derived a
relationship between the molding parameters and the molding force [3]. The relationship
describes a 2-directional flow and is shown in Equation 3 [3].
( )( )1132
2
2 22)()(2
)()(4)( +++
+
+⋅⋅⋅
+⋅⋅
= nnn
n
nWthVtUM
thtUtF η
(3)
where F(t) is the Force exerted on the SMC, W is the part width, and the rest of the variables and
parameters follow the same notation used for Equation 2.
It is possible to determine the force required to mold the SMC material by applying
equation 3 and the material parameters measured by Boylan et al [4]. Equation 3 is valid only
while the square section of the mold is being filled. In the case shown in Figure 10, the
prediction is only valid until 1.2 seconds.
Stage II starts after the square part of the mold has been filled and the SMC flows into the
channel. This stage lasts until the maximum applied force is reached, which is approximately
one second in this particular case. The relationship between the measured parameters and the
molding force was obtained using Equation 2 as a basis. By studying the flow patterns of the
charge with colored pieces, it could be observed that the flow in the spiral flow tool can be
represented by a combination of unidirectional flows, as shown in Figure 11. The total force
required to mold could be represented by the summation of the force required to flow the
material in the long channel, plus the force required to flow the two sides. The long channel is
assumed to be surrounded by rigid boundaries, while the sides are assumed to be flowing into the
long rectangular channel. The flow of material from the two sides is assumed to be resisted by

8
the pressure in the central channel. The resulting equations are shown below. The details can be
found in reference 7
sidelength ForceForcetF ⋅+= 2)( (4)
+
−⋅⋅+
⋅⋅+
+
+
−⋅+
⋅⋅+
⋅⋅⋅+
+
+
−+
⋅⋅+⋅
⋅⋅
⋅=
++
+
++
+
++
+
26)(6
)1()()(4
222
)1()()(2
)()(166
2)()(
)1()()(2)(
)()(4
2)(
21
1
22
1
22
1
ntL
nthtUM
nnthtUM
thtU
ntLtL
nthtUMtL
thtU
tF
nn
mn
n
nn
n
n
nmn
mn
n
m
η
η
(5)
where the notation is consistent with the previous equations.
The measured and predicted plot for one trial is shown in Figure 12. In the beginning of
stage II, the predictions do not match the experimentally measured values as they do in the end
of stage II. This could be attributed to the transitioning from one model to another.
Stage III begins when the maximum molding force has been reached by the press, after
which, the force exerted on the SMC remains constant. Most of the SMC flow takes place
during this stage, which also happens to last the longest period of time. In this stage, the
molding force remains constant, and we predict the closing speed. Equation 5 also applies to
this stage, however, the closing speed cannot be explicitly solved and an iterative method needs
to be used. Predictions for this stage were compared against experiments, some of which are
shown in Figure 13. These predictions were made using the SMC material parameters measured
by Boyland et al [4] using the flat plate molding method. As mentioned earlier, the SMC used
here is of the same composition as the one used by Boyland et al [4]. Generally, the same trend

9
between the predictions and experimental measurements could be observed. The predictions
slightly over predict the experimental values. A possible explanation for the over prediction
could be attributed to the chemical reaction that slows down SMC flow [7].
Obtaining Material Parameters Using the Pressure Transducers of the Spiral Flow Tool
The spiral flow tool is equipped with pressure transducers positioned along the length of
the 2 inch channel, which are a part of the tool’s data acquisition system. The pressure responses
are recorded five times per second and stored for later analysis. These responses could be used
to calculate the lubricating layer parameter (M) of the SMC. The pressure transducer data along
with Equation 1 were used to determine the lubricating layer parameter. To obtain the
lubricating layer parameter a difference in pressures was taken, as shown by equation 6.
( ) ( )( )( )( )11
1
11
)(21)(
+++
++
−⋅+⋅−
== ni
ni
n
nii
n xxtUnthppmM
δ (6)
In this research only transducers 2, 3, and 4 were utilized. The data for the lubricating
layer parameter, shown in Figure 14 has some noise, but is fairly consistent and can be
represented by a straight line. The noise is typical of SMC experiments.
SMC material of the same composition as used by Boyland et al [4] was reproduced for
this research in order to make a comparison against the material parameters obtained using the
flat plate molding. The SMC material was molded under the same molding conditions with both
methods. Table 1 shows M for both the flat plate and the spiral flow tool. The values from both
methods are very close and follow the same trend, which means that the spiral flow tool can be
used to obtain the lubricating layer parameter. More details can be found in reference 7.
The M value for high filler-high glass is lower than anticipated. One possible explanation
for the lower measured value than expected could be because the 56% and 65% filler used to

10
represent the low and the high filler amounts was not a significant enough amount to make a
difference in the obtained M, as verified with statistical analysis. Figure 15 shows the main
effects plot for the filler and glass levels. From this plot, it could be said that the glass
percentage has the greatest influence on the lubricating layer parameter. The filler levels chosen
as high and low did not make a significant impact on the lubricating layer parameter. The trends
of M as glass and filler composition followed the same trends as the values presented in Boyland
et al [4].
From the two material parameters, resistance to extension is the most important
parameter when it comes to predicting the required force to mold for typical SMC parts. This
could be shown by breaking up Equation 3 into two separate terms (Equations 7 and 8) to
observe how each contributes to the total force to mold.
( )2
)(4)(th
tUVtF ⋅⋅⋅=
ηη (7)
( ) ( ) 1132
2
22)(2)(
+++
+
⋅+⋅⋅
⋅⋅=
nnn
n
M nWthVtUtF (8)
Figure 16 shows a plot for predicting the required force to mold and the contributions
from each one of the material parameters. From Figure 16 it could be seen that the required
force to mold is greatest in the final seconds of the molding process, which is dominated by the
M term. The resistance to extension for Figure 16 was taken from reference 4.
Using the Spiral Flow Tool for Empirical Evaluation of Molding Performance
As previously mentioned, one of the advantages of the spiral flow tool with respect to flat
plate moldings is that the final flow length could be used to empirically judge the material’s
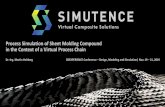
ability to flow. For example, trends could be observed in Figure 17 as to how the temperature

11
and molding pressure affect the final flow length for a material with 56% filler and 36.5% glass.
Figure 18 shows the effect of glass filler composition and molding force at a molding
temperature of 300 F. The results show the expected trends.
Conclusions
The spiral flow tool, which was previously used only as a qualitative tool to evaluate
SMC, can also be used to determine the lubricating layer parameter, M, with similar results to
flat plate molding. The flow of SMC inside the spiral flow tool could be predicted with
parameters obtained from flat plate molding. The resistance to extension parameter cannot be
obtained from the spiral flow tool easily and needs to be investigated further.

12
References
[1] Castro, Jose M., and Melby, Earl G. Comprehensive Polymer Science. New York: Pergamon Press, 1989.
[2] Castro, Jose M., and Griffith, Richard M. “Press Molding Process.” Composite
Engineering Handbook. New York, 1997. [3] Abrams Lisa and Castro Jose M., “Predicting Molding Forces in SMC Compression
Molding I: Model Development”, Polymer Composites, 2002. [4] Abrams Lisa, Boylan Sarah and Jose M. Castro, “Predicting Molding Forces in SMC
Compression Molding II: Effect of SMC Composition”, Polymer Composites, December 2003, 731 .
[5] Boyland Sarah and Jose M. Castro, “Effect of Reinforcement Type and Length on
Physical Properties, Surface Quality and Cycle Time for Sheet Molding Compound (SMC) Compression Molded Parts”, Journal of Applied Polymer Science Volume 90, Ossie 9, P 2557 (2003)
[6] Castro, J., Rabinovich, M., and Leach, B. Mathematical Modeling of the Spiral Flow
Tool for Sheet Molding Compound (SMC). Numiform, The Ohio State University, 2004. [7] Rabinovich, Michael, Sheet Molding Compound (SMC) Processing: Spiral Flow Test and
Physical Properties. M.S. Thesis, The Ohio State University, 2004. [8] Castro, Jose M., and Griffith, Richard M. “Sheet Molding Compound Compression-
Molding Flow.” Polymer Engineering and Science. 1989: 632-638. [9] Osswald, T.A. and C.L. Tucker, Compression Mold Filling. Simulation for Non-Planar
Parts. International Polymer Processing, 1990. p.79. [10] Lee, C.C. and C.L Tucker, Flow and Heat Transfer in Compression Mold Filling. Journal
of Non-Newtonian Fluid Mechanics, 1987. p. 245. [11] Barone, M.R. and D.A. Caulk, A Model for the Flow of a Chopped Fiber Reinforced
Polymer Compound in Compression Molding. Journal of Applied Mechanics, 1986. p. 361.
[12] Barone, M.R. and D.A. Caulk, The Effects of Deformation and Thermoset Cure on Heat
Conduction in a Shopped Fiber Reinforced Polyester During Compression Molding. Int. J. Heat Mass Transfer, 1979. p. 1021-1032.
[13] Marker, L. and B. Ford. Rheology and Molding Characteristics of Glass Fiber
Reinforced Sheet Molding Compounds. Reinforced Plastics/Composites Institute. 1977.

13
Spiral Flow M Flat Plate M
⋅+2n
n
inslb
⋅+2n
n
inslb
Low Filler-Low Glass 1.3 1.27
Low Filler-High Glass 4.1 4.36
High Filler-Low Glass 1.5 2.17
High Filler-High Glass 3.4 3.96
Table 1: M Calculated with the Flat Plate and the Spiral Flow Tool.

14
Figure 1 - Positions of the thermocouples and pressure transducers
Center of Square Section
10”
20”
30”
40”
Reference (0”)

15
Figure 2 – Positions of samples taken to test the material ability for carrying glass reinforcements
2
1
3
4
5
6
7
8 9

16
38% Glass - Low Filler High Molding Force
0.0%
5.0%
10.0%
15.0%
20.0%
25.0%
30.0%
35.0%
40.0%
45.0%
0 2 4 6 8 10 12Location
Gla
ss P
erce
nt
38% Glass - Low Filler Low Molding Force
28% Glass - Low Filler High Molding Force 28% Glass - Low Filler Low Molding Force
23% Glass - High Filler High Molding Force 23% Glass - High Filler Low Molding Force
38%
28%
23%
Figure 3 – Percent Glass Carry for three different materials with varied glass and filler compositions; refer to figure 2 for location map

17
Figure 4 - Black rectangles indicate the original positions of the colored rectangles

18
Figure 5 - Flow pattern model: arrows represent flow direction of SMC inside the mold cavity

19
Figure 6 - Spiral flow tool schematic.
x y
Ls
Ws
L(t)

20
Predicted vs. Measured Flow Length for 3 Different Thicknesses
0
5
10
15
20
25
30
35
40
45
0 20 40 60 80 100 120time (sec)
flow
leng
th (i
n)
Predicted 0.1229 in Predicted 0.1364 in Predicted 0.1746 inMeasured 0.1229 in Measured 0.1364 in Measured 0.1746 in
Figure 7- Predicted versus measured flow length for three samples with varied final thickness
Flow
Len
gth
(in)
Time (sec)

21
Figure 8 - Visualization of the plug flow with a lubricating layer
t=0 t>0
LUBRICATING LAYER
LUBRICATING LAYER
PLUG FLOW

22
Figure 9 - Three stages of SMC flow, identified on the force-versus-time plot
Stage I Stage II Stage III Force (Tons)
20
15
10
5
0 0 1 2 3 4 5
Time (sec)

23
Figure 10 - The dots show experimentally measured values, while the line represents predicted force using Equation 2
0 1 2 3 4 5 Time (sec)
Force (Tons)
20
15
10
5
0

24
Length Side
Figure 11 - The setup is broken down into three sections: the length and two symmetrical sides. The sides can be represented by calculating the force on one side and multiplying by 2.
Side 1
Side 2
Length
2 2”
Lm(t)
6” L(t)
2”
6”

25
Figure 12 - The dots show experimentally measured values, while the line represents predicted force using Equation 5.
Stage II
transition
Force (Tons)
0 1 2 3 4 5
20
15
10
5
0
Time (sec)

26
0
10
20
30
40
50
60
2 7 12 17 22 27 time (sec)
Leng
th
A1 1000-300 Predicted
A1000-300 Measured
A1-250-300 Predicted
A1- 250-300 Measured
Figure 13 - Predicted and measured flow lengths for high glass-low filler SMC molded at two different pressures.

27
A1 - 1000 psi - 300F
0
1
2
3
4
5
6
7
6.4 7.4 8.4 9.4 10.4 11.4 12.4 13.4 14.4 15.4
time (sec)
M
M2-3 M3-4
Figure 14 - Calculated lubricating layer parameter from pressure differences for high glass-low filler material molded with 49 tons. The thick horizontal line represents the best-fit constant value.
2n
n
inslb+⋅
6.4 7.4 8.4 9.4 10.4 11.4 12.4 13.4 14.4 15.4
Time (Sec)
M2-3 M3-4

28
GlassFiller
35%
18%
65%
56%
3.5
3.0
2.5
2.0
1.5
M
Main Effects Plot - Data Means for M
Figure 16 - Main effects plot for filler and glass factors for the lubricating layer parameter.

29
0 1 2 3 4 50
50
100
150
200
250Force Contributions
time (sec)
Forc
e (to
ns)
F_total t( )
F_eta t( )
F_M t( )
t
Figure 17 - Predicted force to mold 17”x22” plaque and individual contributions from material parameters.
0 1 2 3 4 5 Time (sec)
200
150
100
50
0
250Force (Tons)

30
Figure 17 - Mold temperature and pressure effects on the final flow length of SMC with 56% filler and 36.5 % glass
0
5
10
15
20
25
30
35
40
45
50
250 600 1000 1200 1500
Flow
Len
gth
(in)
Mold Temp 280F Mold Temp 300F Mold Temp 320F
250 600 1000 1200 1500Hydraulic Pressure (psi)

31
Glass-Filler Flow Study at 300F
0
5
10
15
20
25
30
35
40
45
50
36.5% Glass - 56% Filler 19.7% Glass - 56% Filler 33.2% Glass - 65% Filler 17.3% Glass - 65% Filler
Material Composition
Flow
Len
gth
(in)
250 psi 600 psi 1000 psi 1200 psi 1500 psi
Figure 18 - Glass and filler composition and molding pressure effects on the final flow length of SMC at 300 F
Flow
Len
gth
(in)
Material Composition