Seminar on GLARE
33
Glass Laminated Aluminium Reinforced Epoxy [GLARE] CHAPTER 1 INTRODUCTION GLARE (Glass Laminated Aluminium Reinforced Epoxy) is a new class of fibre metal laminates for advanced aerospace structural applications. Fibre metal laminates (FML) are good materials for these applications due to their high specific mechanical properties especially fatigue resistance. Fibre metal laminates are hybrid composites consisting of alternating thin layers of metals and fibre- reinforced epoxy prepreg .FML offer many advantages when compared to metallic alloys especially where high strength and stiffness to weight ratio is concerned. With all these advantages, FML structures have gained widespread use in the aerospace industry during the last decades. The FMLs with glass fibres and aluminium are known with their trade name as GLARE. Beginning of the 21 st century marked the use of GLARE for the upper fuselage skin structures of Airbus A380.This is the first structural application of GLARE laminate in a commercial airline. Each A380 will have about 380m 2 of GLARE. An overall weight reduction of 794kg was obtained by usage of glare, which is 10% less dense than aluminium. It has proven superior in fatigue, damage and fire resistance. GLARE may also be used in the leading edge of wings and tails of the Airbus A380 due to its outstanding impact performance. A patent on glare was filed Department Of Mechanical Engineering, MCET, PTA 1
-
Upload
mharishankarnair -
Category
Documents
-
view
47 -
download
1
description
Glass laminated aluminum reinforced epoxy....a short seminar report.......suitable for college works..
Transcript of Seminar on GLARE

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
CHAPTER 1
INTRODUCTION
GLARE (Glass Laminated Aluminium Reinforced Epoxy) is a new class of fibre
metal laminates for advanced aerospace structural applications. Fibre metal laminates
(FML) are good materials for these applications due to their high specific mechanical
properties especially fatigue resistance. Fibre metal laminates are hybrid composites
consisting of alternating thin layers of metals and fibre-reinforced epoxy prepreg .FML
offer many advantages when compared to metallic alloys especially where high
strength and stiffness to weight ratio is concerned. With all these advantages, FML
structures have gained widespread use in the aerospace industry during the last decades.
The FMLs with glass fibres and aluminium are known with their trade name as
GLARE. Beginning of the 21st century marked the use of GLARE for the upper fuselage
skin structures of Airbus A380.This is the first structural application of GLARE
laminate in a commercial airline. Each A380 will have about 380m2 of GLARE. An
overall weight reduction of 794kg was obtained by usage of glare, which is 10% less
dense than aluminium. It has proven superior in fatigue, damage and fire resistance.
GLARE may also be used in the leading edge of wings and tails of the Airbus A380 due
to its outstanding impact performance. A patent on glare was filed by AKZO in 1987.A
partnership between AKZO and ALCOA started to operate in 1991 to produce and
commercialize glare.
Glare materials are commercialized in six different standard grades. They are all
based on unidirectional glass fibres embedded with epoxy adhesive resulting in prepregs
with a nominal fibre volume fraction of 60%. During fabrication of composites the
prepregs are laid-up in different fibre orientations between aluminium alloy sheets,
resulting in different standard GLARE grades
Department Of Mechanical Engineering, MCET, PTA 1

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
CHAPTER 2
GRADES AND CODING
2.1 Grades
GLARE 1, GLARE 2, GLARE 3, GLARE 4, GLARE 5 and GLARE 6 are the
six different grades of glare. For the Glare 1, Glare 2, Glare 4 and Glare 5 the composite
laminae, i.e. the fibre/resin layer, are stacked symmetrically. In the case of Glare 3
composite, the composite lamina have a cross-ply fibre layer stacked to the nearest outer
aluminium layer of the laminate, in relation to the rolling direction of the aluminium.
For the Glare 6 composite, the composite layers are stacked at + 45° and – 45°15. Table
1 shows these grades, including the most important material advantages.
Table 2.1: Standard GLARE grades
GLARE
Grade
Sub
Category
Aluminium sheet
thickness(mm)
Aluminium
Gra
de
Prepreg orientation
Glare 1 0.3-0.4 7475-T761 0/0
Glare 2 2A,2B 0.2-0.5 2024-T3 0/0 , 90/90
Glare 3 0.2-0.5 2024-T3 0/90
Glare 4 4A,4B 0.2-0.5 2024-T3 0/90/0 , 90/0/90
Glare 5 0.2-0.5 2024-T3 0/90/90/0
Glare 6 6A,6B 0.2-0.5 2024-T3 +45/-45,-45/+45
Department Of Mechanical Engineering, MCET, PTA 2

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
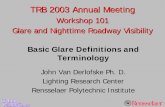
2.2 CodingA laminate coding system is used to specify laminates from the Table 1. For
instance:
GLARE 2B-4/3-0.4, means a
GLARE laminate with fibre orientation according to GLARE 2B. Have 4 layers of Aluminium and 3 layers of fibre/epoxy composite. Each aluminium layer is 0.4 mm thick
Figure 2.1: Configuration of an aluminium-fibre composite
Department Of Mechanical Engineering, MCET, PTA 3

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
CHAPTER 3
PRODUCTION OF FIBRE METAL LAMNATES
The most common process used to produce FML laminates, as for polymeric
composite materials, involves the use of autoclave processing. The overall generic
scenario for the production of FML composite aerospace components involves about
five major activities:
1. Preparation of tools and materials. During this step, the aluminium layer
surfaces are pre-treated by chromic acid or phosphoric acid, in order to
improve the bond between the adhesive system and the used aluminium alloy.
2. Material deposition, including cutting, lay-up and debunking.
3. Cure preparation, including the tool cleaning and the part transferring in some
cases, and the vacuum bag preparation in all cases.
4. Cure, including the flow-consolidation process, the chemical curing reactions,
as well as the bond between fibre/metal layers.
5. Inspection, usually by ultrasound, X ray, visual techniques and mechanical
tests.
Department Of Mechanical Engineering, MCET, PTA 4

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
CHAPTER 4
MECHANICAL BEHAVIOUR OF GLARE
4.1. TENSILE BEHAVIOUR
Typically, GLARE laminates exhibit an inelastic behaviour under tension due to
the plasticity of aluminium layers. The elastic moduli of all GLARE laminates are
somewhat lower than the monolithic aluminium alloy due to low elastic modulus of
glass/epoxy layers. It is obvious that the GLARE laminates with unidirectional fibres
exhibit strongly directional properties. The fibres contribute to strength and modulus
in the direction along which they are aligned, while metal layers control the laminate
tensile properties in the transverse direction. As a result, the tensile strength of
unidirectional GLARE laminates is substantially stronger than aluminium alloys in the
longitudinal direction. However, the transverse properties of unidirectional GLARE
laminates are somewhat lower than those of monolithic aluminium alloys. The use of a
cross-plied glass/epoxy layer produces laminates with equal properties in the
longitudinal and transverse directions. Therefore, the tensile strength of cross-ply
GLARE laminates (GLARE 3, for example) is far superior to the aluminium alloys in
either direction. However, the use of glass fibre with a low modulus causes a reduction
in the yield strength of the GLARE laminates, especially in the transverse direction.
Since the glass/epoxy layer has a lower modulus, and the metal layers in the laminate
will experience a greater stress and thus, the yield strength of the laminate decreases.
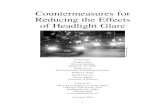
In GLARE there is a combination of high stiffness and strength from the
composite layer and good impact properties from aluminium, resulting in a great
performance for space applications. The tensile strength of GLARE composite is 380
MPa and the ultimate failure strength occurs at a strain of ~ 1.9%. as observed from the
graph 1.
Department Of Mechanical Engineering, MCET, PTA 5

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Figure 4.1: Tensile stress-strain diagram of GLARE composite.
The failure process of GLARE laminates is quite complicated and there are
multi-fracture modes involved in the failure of GLARE laminates such as matrix cracks,
fibre-matrix debonding, fibre fracture, fibre/matrix interfacial shear failure, and inter
delamination of laminates. For longitudinal tensile loading, fibre pull-out and interface-
matrix shear mode are commonly observed in the fibre-epoxy layer of FML. In
addition, the aluminium layer prevents multiple global longitudinal splits. Under
transverse tensile loading, matrix failure and matrix-fibre interface debonding/fibre
splitting are the main fracture modes in the fibre-epoxy layer of FML. More efforts are
being carried out by various laboratories for detail study of the tensile behaviour of the
composite.
Department Of Mechanical Engineering, MCET, PTA 6

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
4.2. COMPRESSIVE BEHAVIOUR
The elastic moduli in compression of GLARE are nearly the same as their
corresponding tensile moduli since the fibres contribute to the elastic modulus of
GLARE in compression. However, the compressive yield strength of the GLARE
laminates is lower than the tensile yield strength. The compressive yield strength is also
sensitive to the laminate lay-up and fibre orientations. However, compressive yield
strength along the transverse direction is lower than that of the aluminium alloy except
for GLARE 1. Note that although the compressive modulus of GLARE laminates is
lower than the monolithic aluminium alloys, the specific compressive stiffness of
GLARE in fibre direction is higher than its baseline aluminium alloys. GLARE is not
limited to tension-dominated applications since glass fibres do not share the tendency of
aramid fibres to suffer micro buckling under compressive stresses. The compressive
properties and failure mechanisms of GLARE laminates have not been well documented
yet.
The ultimate compressive stress for GLARE occurred at a strain of
approximately 19.9%. The development of damage microstructure within fibre/metal
laminates during compression is investigated mainly by scanning electron microscopy
technique. SEM micrographs revealed that the damage in the FML laminates under
compression load occurred mainly between the reinforcement and the fibre.
Department Of Mechanical Engineering, MCET, PTA 7

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Figure 4.2: Compressive stress-strain diagram of GLARE
4.3. SHEAR STRENGTH BEHAVIOUR
Shear load in an aircraft fuselage will occur due to bending and torsion. As a
result, shear yield strength is also an important design parameter as the material is not
allowed to deform plastically below limit load. The shear properties of GLARE
laminates are not well documented in the literature. Shear behaviour of composite
materials is a matrix dominated property. Inter laminar shear strength is governed by the
adhesion between fibres and matrix. Additionally, in FML the interface bond layer
between aluminium and the composite lamina can play the role. The determination of
shear properties of materials in general and advanced composites in particular, is not an
easy task. Different devices and test methods has been proposed in the literature in order
to measured and study the shearing properties since the early ages of composite
materials. Many of them are criticized because one of the main difficulties in measuring
shear properties for these materials is to induce a pure shear stress state in the gauge
Department Of Mechanical Engineering, MCET, PTA 8

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
section of a constant magnitude. This is a special concern for composites because they
exhibit high anisotropy and structural heterogeneity. In general, the ideal shear test must
be simple enough to perform, require small and easily fabricated specimens, enable
measuring of very reproducible values for both shear modulus and shear strength at
simple data procedure. The interlaminar shear strength value for GLARE is
approximately 40MPa.
4.4. DAMPING BEHAVIOUR
Elastic modulus of material can be determined by semi-static tests, and they are
usually destructive. On the other hand, dynamic mechanical tests, are an interesting
alternative for elastic property determination, offering the advantage of being non-
destructive. Nowadays, various experimental methods are potentially applicable to de-
termine dynamic mechanical properties of composites (free vibration, rotating-beam
deflection, forced vibration response, continuous wave or pulse propagation technique)
have been used
Graph 3 represents a typical vibration damping representative curve of the
Glare. The curve shows an exponential decay of maximum peak amplitudes as a
function of time. Elastic modulus of composites obtained by experimental measure-
ments differs from values obtained from the theoretical calculations (micromechanics
approach), because ideal bonding between fibre/matrix interface, perfect alignment of
fibres and absence of voids and other defects are considered in the last. For the FML
composites there is an additional factor related to the influence of surface treatment on
the aluminium foil, which is not considered also in the theoretical calculations. The
experimental modulus values of aluminium 2024-T3, Caral and Glare composites result
in a decrease of 5%, 10% and 9%, respectively.
Department Of Mechanical Engineering, MCET, PTA 9

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Figure 4.3: Vibration damping curves of GLARE
4.5. BEARING BEHAVIOUR
Bearing strength is one of the most important factors for structural joint design
and in preventing the mechanical fasteners from failing during their operation. Due to
the nature of the anisotropy in GLARE laminates, characterizing the bearing strength of
the laminate is more complicated than in conventional aluminium alloys. Bearing
testing of GLARE laminates has been conducted using a pin-type bearing without
lateral constraint and a bolt-type bearing with lateral constraint. In comparison with
aluminium, the bearing behaviour of GLARE laminates is more complex and inferior.
This is due to ineffectiveness of fibres in the bearing. Also, the bearing strength of
GLARE laminates depends on some relevant parameters. These include: materials
parameters such as fibre type, resin type, fibre orientation, laminate-stacking sequence,
fibre volume fraction, and fibre surface treatment; fastener parameters such as fastener
Department Of Mechanical Engineering, MCET, PTA 10

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
type (bolt, pin, screw, rivet etc.), fastener size, clamping force hole size, and tolerance;
and design parameters such as laminate thickness, geometry (pitch, edge distance, hole
pattern, etc.), joint type (single lap, single cover butt, etc.), load direction, and loading
rate.
Table II presents the bearing yield strength and bearing ultimate strength of pin-
type and bolt-type bearing joints for various GLARE laminates tested at room
temperature. It is obvious that the bolt-type bearing with lateral restraint is superior to
the pin-type bearing without lateral restraint. The relatively low bearing strength of
GLARE in the pin-type bearing is attributed to delamination buckling. This permits
buckling of the individual aluminium layers, under the action of bearing loads, in a zone
that extends beyond the original delamination (i.e., also induces strains in the prepreg
layers). The bolt-type bearing fixture inhibits out-of-plane displacement and no
delamination buckling was observed even though some limited delamination occurred.
Table 4.1: Bearing properties of GLARE
Laminates
Pin Type Bearings Bolt Type Bearings
Bearing yield
strength
Bearing
ultimate
strength
Bearing yield
strength
Bearing
ultimate
strength
MPa MPa MPa MPa
GLARE 2 NA 549 530 709
GLARE 3 NA 537 546 789
GLARE 4 NA 510 518 658
Thus far, research on the bearing behaviour of fibre metal laminates is far
behind that on other mechanical properties such as fatigue, impact, or notched strength.
Work is still needed to verify the bearing failure mode, predict the bearing strength, and
identify the different effects of some important parameters such as joint size, edge
distance, thickness, laminate lay-up, width, joint type, fastener type, temperature, and
environment on the bearing behaviour of fibre metal laminates.
Department Of Mechanical Engineering, MCET, PTA 11

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
4.6. FRACTURE RESISTANCE
Fracture resistance is the property of a material to resist the growth of crack
produced in it. Experiments conducted on the GLARE laminates to investigate the crack
growth resistance behaviour results clearly the superior fracture behaviour of GLARE
over 2024-T3 aluminium alloy fibres can effectively prevent fibre failure from
occurring before the aluminium fails. Hence, the fracture toughness value for GLARE is
significantly higher. Evidently, the facture toughness of GLARE laminates is controlled
by various toughening mechanisms including metal/prepreg layer interfacial debonding,
stress redistribution after crack initiation, and the fracture behaviour of metal and
prepreg layers. Generally, it was found that fibre metal laminates with fatigue cracks
have higher fracture toughness than laminates with a saw cut due to the unbroken fibres
in the wake of the crack and the delamination zone around the crack, which effectively
enlarge the strain length of the fibres. In the GLARE 2 laminate, static delamination
occurs between the prepreg and aluminium layer at loads close to fracture. The
delamination propagates along the fibre direction and results in a large crack opening of
the aluminium layers. Final fracture was initiated as fibre fracture near the fatigue crack
tip while fibres in the wake of the fatigue crack remain intact. Fracture in GLARE 3 was
initiated in the fibres near the hole at the center of the fatigue crack. This results in a
larger crack opening and subsequently fibre fracture from the center toward the tips of
the fatigue crack. Very little data has been openly published on the crack-growth
properties of GLARE, especially for GLARE 4 and 5. More work is needed to
characterize the fracture resistance of GLARE laminates with various cracking
geometries.
4.7. NOTCHED RESIDUAL STRENGTH
The notched residual strength is an important design consideration since
geometrical notches cannot normally be avoided in an aircraft. Like most fibre-
reinforced composite materials, GLARE is highly notch sensitive in comparison with its
monolithic aluminium alloy. However, the advantage of high ultimate strength and high
strain-to- fracture of glass fibres makes GLARE laminates superior to other fibre metal
laminates such as ARALL in notch strength. The factors that can affect the notched
residual strength of GLARE laminates include the volume fraction and properties of the
Department Of Mechanical Engineering, MCET, PTA 12

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
constituents, the fibre direction, and the nature of the flaw present. In this study, the
notched residual strength of GLARE laminates with two main notch types has been
investigated. Those types are the circular cut-out or blunt notch and the saw-cut or crack
like defect (sharp notch). The stress concentration associated with the crack-like defect
is much higher than that associated with the blunt notch. As a result, it is expected that
cracked specimens would exhibit lower strength than those specimens with a circular
cut-out of equal size.
However, it was found that delamination is always present for GLARE
laminates if the starting defect is a crack or saw cut, and this delamination could
possibly postpone fi ber failure and thus increase the notched strength. Interestingly, the
blunt notch strength of GLARE appears to increase with increasing notch size. This is
attributed to the occurrence of static delamination in the glass-fibre reinforced
laminates, which level off the stress distribution and delay fibre failure in the vicinity of
the hole.
Notched strength modelling and stress analysis of the crack tip zone is difficult
because of the complexity of the actual damage process, which involves matrix micro
cracking, fibre bridging or breakage, delamination, and plastic zone development in the
aluminium layer. Several models have been proposed in recent years to predict the
notched strength and describe the crack-tip damage zone of fibre-reinforced laminate
composites. However, the application of these models to GLARE needs to be further
investigated or confirmed, and numerical modelling is required.
4.8. FATIGUE BEHAVIOUR
The fatigue properties of GLARE have been extensively evaluated and
investigated by several authors under both constant load amplitude and realistic flight
simulation. Graph 4 compares the fatigue performance of two GLARE variants and
monolithic 2024-T3 under Graph 4 growth rate increases rapidly with increasing crack
length, the GLARE laminates exhibit almost constant slow crack-growth behaviour.
Under realistic loading conditions, GLARE laminates exhibit crack-growth rates 10 to
100 times slower than their monolithic aluminium constituents. GLARE excels in all
types of fatigue-critical aircraft loading situations. Figure 2 shows a schematic of the
Department Of Mechanical Engineering, MCET, PTA 13

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
fatigue crack mechanism responsible for the outstanding fatigue crack-growth
characteristics of laminates. The phenomenon known as crack bridging by intact fibres
imposes a significant restraint on crack opening. Furthermore, the fibres in the cracked
area transmit a substantial amount of the load through the cracked area. As a result,
there is a large reduction in the stress-intensity factor.
Figure 4.4: Fatigue crack growth behaviour of GLARE
Several models have been proposed to predict the fatigue crack-growth
behaviour of GLARE laminates. Researchers in the Delft University developed a model
for calculating the fatigue crack-growth behaviour of centrally cracked specimens of
fibre metal laminates, taking into account the stress intensity factor at the crack tip in
the metallic part and the energy-release rate for delamination between the metallic sheet
and a fibre-adhesive layer. But the bridging stress along the crack face is assumed to be
uniform. Actually, a uniform bridging stress only exists in a centrally cracked specimen
Department Of Mechanical Engineering, MCET, PTA 14

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
with an elliptical delamination and no saw cut, while the observed delamination is in
most cases irregular, sometimes closer to a triangle.
According to the traditional method of analysis, the bridging traction must first
be determined for predicting fatigue crack-growth rates and lives in GLARE under
cyclic loading, but bridging traction is strongly affected by the delamination shape and
size, the adhesive shear deformation and saw-cut size, etc. Characterization of the
delamination shape and growth of GLARE under cyclic loading is a difficult issue that
is not yet well understood. In addition, the existing models for predicting crack growth
still have a large error with experimental data. Thus, there is a growing need for a more
practical model of predicting crack growth in the GLARE laminates as a function of
GLARE lay-up, maximum stress, and crack geometries.
Figure 4.5: A schematic of fatigue crack mechanism
Department Of Mechanical Engineering, MCET, PTA 15

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
4.9. IMPACT BEHAVIOUR
Composite materials when used as aircraft structures are more prone to impact
damages. Impact damage on aircraft structures can be caused by low- and high-velocity
sources such as runaway debris, hail, bird strikes, engine debris, collisions between
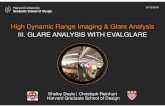
service cars, and cargo. Graph 5 shows the respective minimum impact energies to
cause first failure and compares the impact performance of GLARE 3 to other aerospace
structural materials. GLARE 3 resists penetration by more than an order of magnitude
more than the supposedly tough carbon-thermoplastic composites, and significantly
exceeds the performance of 2024-T3. The excellent impact performance of GLARE is
attributed to a high strain-rate strengthening phenomenon that occurs in the glass fibres,
combined with their relatively high failure strain. Typically, impact damage in the
composite laminates lies in the interior and cannot easily be detected, and the inability
to detect impact damage visually is an important safety issue for aircraft structures.
Moreover, the internal impact damage is formed in composite laminates extending well
beyond the impacted area, which significantly reduces the strength and stiffness of
composite structures. However, research has indicated that GLARE is not susceptible to
the formation of large areas of internal damage under impact loading. The internal
impact damage in GLARE is mostly confined to a relatively small area surrounding the
point of impact. The internal damage size was always smaller than the size of the visible
plastically deformed dent exposed at the outer aluminium layers for GLARE laminates.
This is beneficial to damage inspection.
Department Of Mechanical Engineering, MCET, PTA 16

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Figure 4.6: Impact energy of GLARE 3 and other aircraft materials
The post-impact fatigue performance and residual strength of GLARE laminates
outperform a typical fibre composites and monolithic aluminium. Table 3 shows the
post-impact fatigue test results of GLARE and aluminium 2024-T3. Although the crack
initiation time in aluminium is much longer, the crack propagates through the thickness
rapidly, which results in a catastrophically premature failure. Compression after impact
tests revealed that the reduction of compressive strength due to impact for GLARE is
similar to 2024-T3. GLARE 4-5/4-0.5 (3.2 mm thickness) and 2024-T3 aluminium (3.8
mm thickness) showed a similar compression strength after impact (i.e., 2% strength
reduction due to a dent and 10% strength reduction due to a through crack).No
delamination buckling, which is critical for composite materials, was observed on the
GLARE laminates.
Materials Impact Energy Cycles to initiation Cycles to failure
(J)
Department Of Mechanical Engineering, MCET, PTA 17

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
GLARE 4 54 37500 61200
GLARE 5 46 48000 71750
GLARE 3 36 30000 84000
Aluminium 2024-T3 58 No visible cracks 25500
Table 4.2: Post-Impact fatigue test results of GLARE
So far, research into the post impact behaviour of GLARE laminates has been
very limited. A broad program to investigate the post-impact behaviour including
fatigue and residual strength will have to be established. The development of a damage-
propagation model to predict the post-impact behaviour of these laminates is also
required.
4.10. ENVIRONMENTAL DURABILITY
The environmental durability of GLARE laminates, including moisture
absorption and corrosion resistance, has been investigated. Like fibrous polymer
composites, the fibre-adhesive layer in GLARE laminates is susceptible to moisture
absorption controlled by temperature and humidity, though moisture absorption is very
limited due to the protective aluminium layers. Moisture in the glass fibre-adhesive
layers of GLARE increases the ease of delamination between the prepreg and metal
layers. The effects are more pronounced in distilled water or salt solution than in humid
air and more significant at high temperatures. Consequently, fatigue crack
initiation/growth and blunt-notch strength may become inferior.
The GLARE laminate exhibits excellent corrosion resistance since all
aluminium sheets used are anodized and coated with a corrosion-inhibiting primer prior
to the bonding process. Through the- thickness corrosion is prevented by the
fibre/epoxy layer, which serves as a barrier. Accelerated corrosion tests of the GLARE
laminate found the only corrosion attack was in the outer (0.4 mm thick) aluminium
layer. The corrosion resistance of the thin 2024-T3 sheet layers of GLARE was shown
Department Of Mechanical Engineering, MCET, PTA 18

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
to be superior to that of a thicker (4 mm thick) panel of the same alloy. No stress-
corrosion problems were observed for GLARE laminates during stress-corrosion tests.
A more extensive environmental durability study is needed to determine the
effect of prolonged exposure to high temperature and moisture on the mechanical
behaviour of GLARE laminates. Particularly, the effect of initial flaw and damage due
to impact also needs to be taken into account.
CHAPTER 5
ADVANTAGES OF GLARE
Department Of Mechanical Engineering, MCET, PTA 19

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Fibre metal laminates take advantages of metal and fibre-reinforced composites,
providing superior mechanical properties to the conventional lamina consisting only of
fibre-reinforced lamina or monolithic aluminium alloys. Summarizes all the advantages
of fibre metal laminates depending on previous studies.
The major disadvantage associated with epoxy based fibre metal laminates is
the long processing cycle to cure the polymer matrix in the composite plies. This
problem increases the cycle time of whole production and decreases productivity. This
increases labour costs and overall cost of FMLs.
The advantages of fibre metal laminate based on above study are summarized
here.
MECHANICAL BEHAVIOUR
High Fatigue resistance
High strength
High Fracture Toughness
High Impact Resistance
High Energy Absorption Capacity
PHYSICAL PROPERTIES
Low Density
DURABILITY
Excellent Moisture Resistance
Excellent Corrosion Resistance
Lower Material Degradation
SAFETY
Good Fire Resistance
CHAPTER 6
GENERAL COMPARISONS
Department Of Mechanical Engineering, MCET, PTA 20

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Table 6.1: Mechanical property comparison of Glare and Aluminium
Properties/Constant Materials
Al 2024-T3 GLARE
Fibre Content (%) 0 25.3
Al Content (%) 94.7 57.9
Modulus Of elasticity 73.1 55.5
Ultimate Tensile Stress(MPa)
483 380
Tensile Yield Strength(MPa)
345 325
Ultimate Bearing Strength(MPa)
855 789
Bearing Yield Strength(MPa)
524 546
CHAPTER 7
CONCLUSION
Department Of Mechanical Engineering, MCET, PTA 21

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
Due to its outstanding fatigue resistance, high specific-static properties,
excellent impact resistance, good residual blunt-notch strength, flame resistance,
corrosion properties, ease of manufacture and repair, GLARE is a promising material
for fuselage skin structures of the new generation high-capacity aircrafts. GLARE
laminates seem poised to play a much greater role in the primary structure of
pressurized transport fuselages.
The R&D activities to date have covered the mechanical properties of GLARE,
however, insufficient information about the mechanical behaviour of GLARE is
available in published literature. Many areas are open to future investigation, especially
for the cross-ply configuration of GLARE. In addition, some areas must be further
verified by more detailed testing. More research and testing in basic mechanical
behaviour such as in plane shear strength, bearing strength, fatigue behaviour and crack
growth rates, notch sensitivity, impact behaviour, delamination, and damage
characterization are necessary. Also, the influence of long-term environmental
exposure, especially under a combined influence of moisture and temperature, on the
damage tolerance and durability of GLARE laminate needs to be better understood. In
addition, an analytical certification based on analytical and numerical models validated
by experiment needs to be established. Such a certification would facilitate greater
utilization of GLARE in future aircraft structures.
REFERENCES
1. Guocai Wu and J.-M. Yang , “The Mechanical Behaviour of GLARE Laminates
for Aircraft Structures” ,Journal Of Materials ,Vol. 1, 2005 , January ,pp.72-79.
Department Of Mechanical Engineering, MCET, PTA 22

Glass Laminated Aluminium Reinforced Epoxy [GLARE]
2. Tamer Sinmazcelik , Egemen Avcu , Mustafa Ozgur Bora, Onur Coban, “A
review: Fibre metal laminates, background, bonding types and applied test
methods", Materials and Design,Vol.32,2011,pp. 3671-3685.
3. Edson Cocchieri Botelho, Rogério Almeida Silva, Luiz Cláudio Pardinia,
Mirabel Cerqueira Rezendea. “ A Review on the Development and Properties of
Continuous Fiber/epoxy/aluminum Hybrid Composites for Aircraft
Structures”,Materials Research, Vol. 9,No. 3, pp.247-256.
4. Mohammad Alemi Ardakani, Akbar Afaghi Khatibi, Seyed Asadollah Ghazavi ,
“A study on the manufacturing of Glass-Fiber-Reinforced Aluminum Laminates
and the effect of interfacial adhesive bonding on the impact behaviour.”,Society
for experimental mechanics ,June, 2008.
Department Of Mechanical Engineering, MCET, PTA 23