
Selective Laser Sintering to Produce NI-SN...
8
SELECTIVE LASER SINTERING TO PRODUCE NI-SN INTERMETALLICS Wendy Weiss and D.L.Bourell Center for Materials Science and Engineering The University of Texas at Austin Austin, Texas 78712 ABSTRACf A model system has been employed to investigate .the use of selective laser sintering (SLS) with a post-processing step to produce a compound having different properties than the precursor powders. The powder mixture examined consisted of95% (59% Ni and 41 %8n) plus 5% ZnC12. This weight fraction of nickel and. tin produces.the intermetallic compound Ni3Sn upon equilibrium annealing. ZnCl2 was used as a wetting agent. Parts were fabricated using SLS and were then post-process annealed to create the intermetallic. Metallographic techniques and x-ray powder diffraction were used.to characterize the parts before and after annealing. INTRODUCTIQN Selective Laser Sintering is a process in which a.· three- dimensional object is constructed directly from a computer aided design (CAD) database.without part specific tooling or human intervention. 1 The process involves using a Jaser to selectively sinter thinlayers of powdered material. The process is described in detailin references 2-3. Selective.laser sintering, in conjunction withapost"'process heat treatment, is being utilized to explore the possibility of directly producingparts.. havingdifferent properties than the precursor powders. Two or more elemental powders are selectively laser sinteredandthen given a post- process anneal. During the heattreat111enta transformation occurs and a new phase. is formed, having. new properties. One possible applicationf()r this use.of selective.laser sintering is.the productionofpartsconsistirlgofintermetalliccompounds..• Theprecursorpowderscan .be blended so .that, upon.annealing, the.·entire.part developsintoitheintennetallic,.or •• thepart.iconsists of two •. ()r more phases, one of which is the intermetallic.• Because manY intermetallics ·are difficult to machineandform 4 .selectivelaser sintering could prove to be a valuable method. of directly producing parts from these materials. EXPERIMENTAL A nickel-tin system was used to explore selective laser sintering to produce intermetallics. This system has three prospective intermetallic compositions (Fig. 1)5. The composition of 41 % Sn and 59% Ni (by weight) was chosen because it had an appropriate amount of low melting temperature material. Ni3Sn is the compound formed from the above composition. Elemental 99.9 Ni(-100 mesh) and 99.5% Sn (-325 mesh) powders were mixed and ZnC12 was added as a wetting agent. Crystals of ZnCl2 were dissolved in ethyl alcohol, and the solution was added to the powder blend. The mixture was stirred and then dried in a vacuum oven at approximately 251
Transcript of Selective Laser Sintering to Produce NI-SN...

SELECTIVE LASER SINTERING TO PRODUCENI-SN INTERMETALLICS
Wendy Weiss and D.L.BourellCenter for Materials Science and Engineering
The University of Texas at AustinAustin, Texas 78712
ABSTRACf
A model system has been employed to investigate .the use of selective laser sintering (SLS) witha post-processing step to produce a compound having different properties than the precursorpowders. The powder mixture examined consisted of95% (59% Ni and 41%8n) plus 5% ZnC12.This weight fraction of nickel and. tin produces. the intermetallic compound Ni3Sn upon equilibriumannealing. ZnCl2 was used as a wetting agent. Parts were fabricated using SLS and were thenpost-process annealed to create the intermetallic. Metallographic techniques and x-ray powderdiffraction were used.to characterize the parts before and after annealing.
INTRODUCTIQN
Selective Laser Sintering is a process in which a.· three- dimensional object is constructeddirectly from a computer aided design (CAD) database.without part specific tooling or humanintervention. 1 The process involves using a Jaser to selectively sinter thinlayers ofpowderedmaterial. The processis described in detailin references 2-3.
Selective.laser sintering, in conjunction withapost"'process heat treatment, is being utilized toexplore the possibility of directly producingparts..havingdifferent properties than the precursorpowders. Two or more elemental powders are selectively laser sinteredandthen given a postprocess anneal. During the heattreat111enta transformation occurs and a new phase. is formed,having. new properties. One possible applicationf()r this use.of selective.laser sintering is.theproduction ofpartsconsistirlgofintermetalliccompounds..•Theprecursorpowderscan .be blendedso .that, upon.annealing, the.·entire.part developsintoitheintennetallic,.or ••thepart.iconsists of two •.()rmore phases, one of which is the intermetallic.• Because manY intermetallics ·are difficult tomachineandform4 .selectivelaser sintering could prove to be a valuable method. ofdirectlyproducing parts from these materials.
EXPERIMENTAL
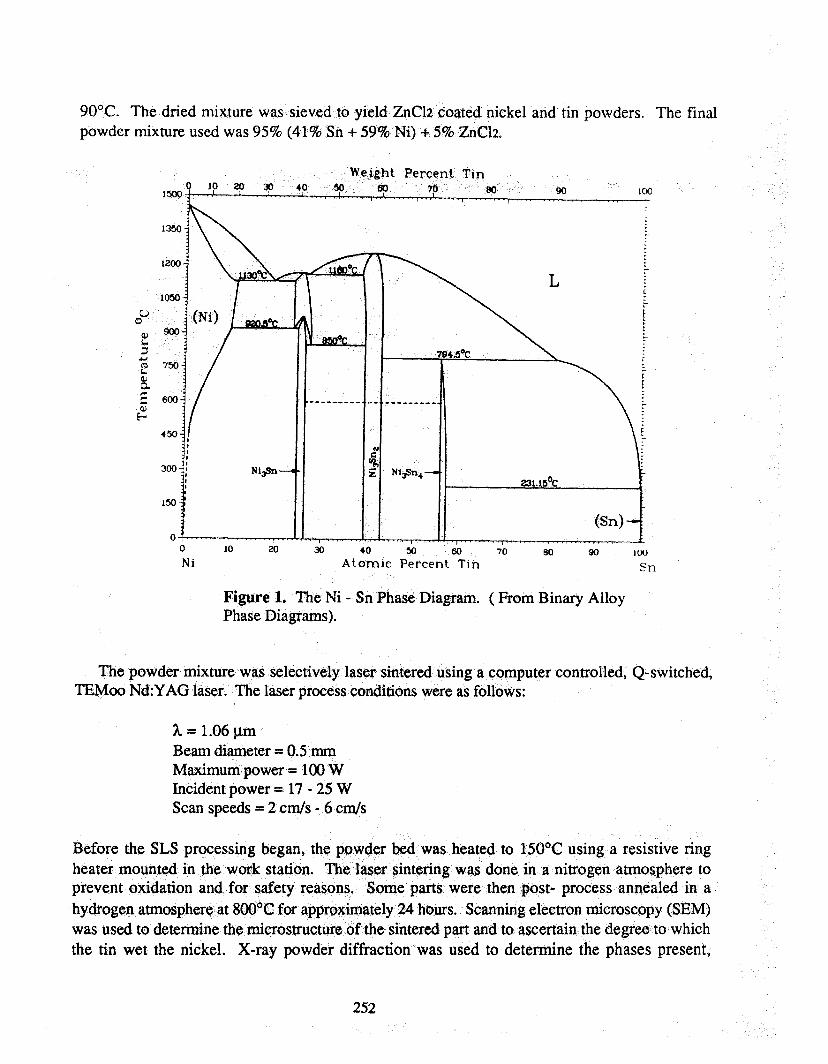
A nickel-tin system was used to explore selective laser sintering to produce intermetallics. Thissystem has three prospective intermetallic compositions (Fig. 1)5. The composition of 41 % Snand 59% Ni (by weight) was chosen because it had an appropriate amount of low meltingtemperature material. Ni3Sn is the compound formed from the above composition. Elemental99.9 Ni(-100 mesh) and 99.5% Sn (-325 mesh) powders were mixed and ZnC12 was added as awetting agent. Crystals of ZnCl2 were dissolved in ethyl alcohol, and the solution was added tothe powder blend. The mixture was stirred and then dried in a vacuum oven at approximately
251
900C. The dried mixture was sieved to yieldZnCl2 coated nickel and tin powders. The finalpowder mixture used was 95% (41%8n + 59%Ni) + 5%ZnC12.
,,I,
300 ... :,,I
10 20 30
Nl~
Weight50 60 90 100
150
(Sn)
100
3n908030 40 50 60 70
Atomic Percent TinJO
o+,--~~--r"""""~"""""~...,1,;-,..,..L......,..,...r--""...,..1...1.,..,...~--t"'""- __.....,.....,.-....,~~.....1.
oNi
Figure 1. The Ni - SnPhase>Diagram. (From Binary AlloyPhase Diagrams).
The powder mixture waS selectively laser si1'ltered l1sing.a computer controlled, Q·switched,TEMoo Nd:YAGlaser'The laser process conditions were as fol1ows:
A =1.06 J.1n1Beam diameter = OSmmMaximumpower =lOOWIncidentpower =17 - 25 WScan speeds = 2crn/s -6 crn/s
Before the SLS processing began, the powder bed was heated to 150°C using a resistive ringheater mounted in the work station. The laser sintering was done in a nitrogen atmosphere toprevent oxidation and for safety reasons. Some parts were then post- process annealed in ahydrogen atmosphere at 800°C for approximately 24 hours. Scanning electron microscopy (SEM)was used to determine the microstructure of the sintered part and to ascertain the degree to whichthe tin wet the nickeL X-ray powder diffraction was used to detennine the phases present,
252

including the intermetallic compounds, and energy dispersive spectroscopy was used to examinethe effects of laser sintering and post processing.on the ZnCI2. All of these techniques wereutilized. before and after the post..process heattreatment.
RESULTS and DISCUSSION
Single Layers
Single layers were produced initially to detenninesystem viability. In other words, singlelayers were used to.examine how and to what degree the tin wet the nickel and how the powdersystem behaved under laser processing. This step was necessary since wetting problems werefound inearlier work with metalpowders6• •SEMwasusedtoexarninethe samples.• The use ofZnCl2 flux resulted in· good wetting, Figure 2,e"idenced by the flow of molten tin around thenickel particles. The nickel particles are engulfedinthe tin, rather than the •tin agglomerating andnot surrounding the nickel.
Figure 2. Micrograph showing the surface of an unannealedsingle layer sample. The laser power was 17 Wand the scanspeed was 3.41 cm/s. The magnification is l00X.
253
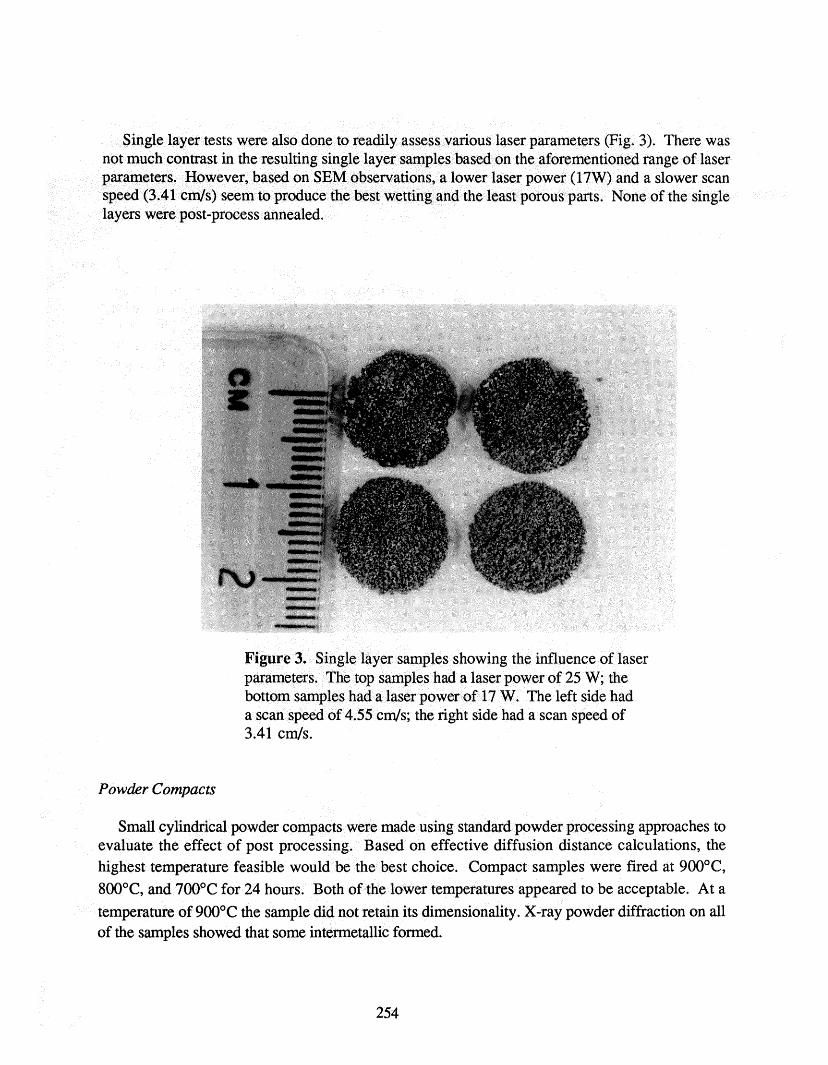
Single layer tests were also done to readily assess various laser parameters (Fig. 3). There wasnot much contrast in the resulting single layer samples based on the aforementioned range of laserparameters. However, based on SEM observations, a lower laser power (17W) and a slower scanspeed (3.41 cm/s) seem to produce the best wetting and the least porous parts. None of the singlelayers were post-process annealed.
Powder·Compacts
Small •.cylindricalpowderCOll1pactswere made using>standard powderprocessing •approaches toevaluate the effect of post processing.. Based on effective diffusion distance calculations, thehighest temperature feasible would be theibest choice. Compact samples were fired at 900°C,
800°C, and 700°C for 24 hours. Both ofthe lower temperatures appeared to be acceptable. At a
temperature of900°C the sample did not retain its dimensionality. X-ray powder diffraction on allof the samples showed that some intennetallic formed.
254
Multiple Layers
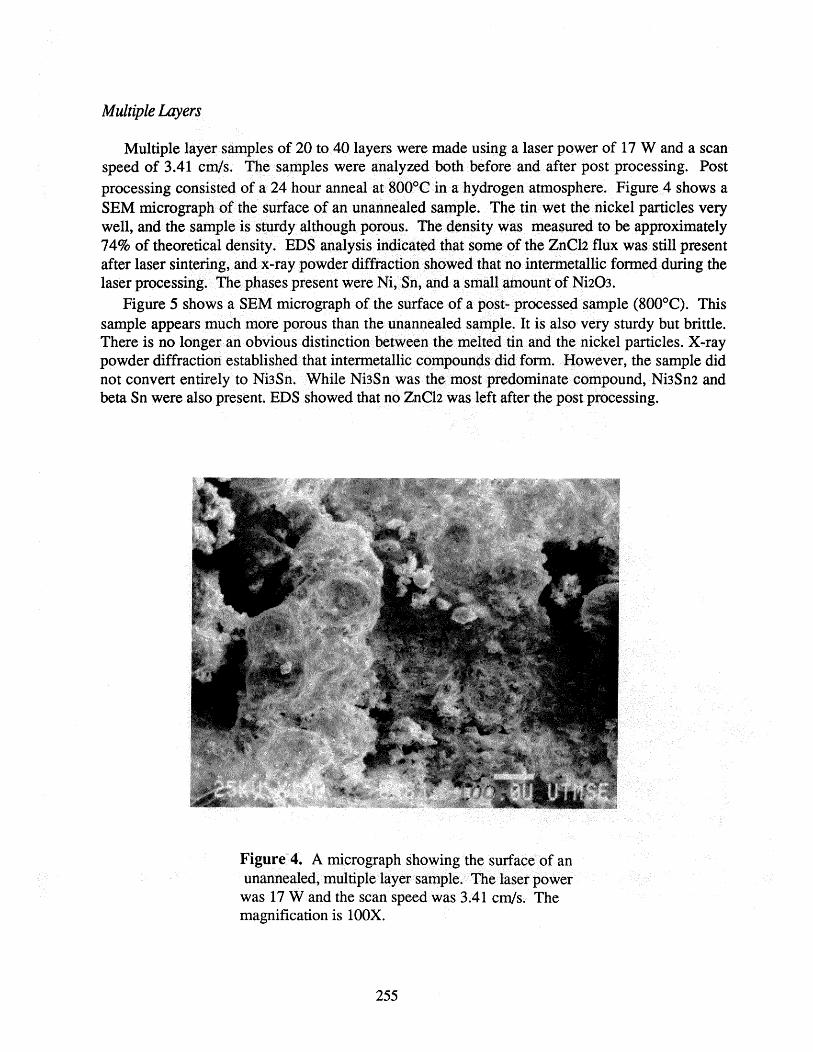
Multiple layetsamples of 20 to 40 layers were made using a laser power of 17 W and a scanspeed of 3.41 crn/s. Theisal11ples werea.l1alyzedbothbefore and. after postprocessing. Postprocessing consistedofa24hour.annealat8~O()Cinahydrogen.atmosphere.••• Figure.4 shows aSEM micrograph ofthesurfaceofanunannea.Ied sample. i The tin/wet the nickel particles verywell, and the sample is sturdy a.Ithoughporolls. 11ledensitywas measured to. be approximately74% of theoretical density.••• EDS.analysisindicated.thatsome.oftheZnC12flux was still presentafter laser sinte~ng,andx-raYPowderdiffractionshowedthatno.inte.rmeta.Ilic•• formed .•duringthelaser processing.••• The.phasespresent were Ni,iSn,.and asmallatnountof.Niz03.
Figure 5 shows.a SEMmicrograph of the surface of apost-processedsample (800°C). Thissample appears much more porous than theunannealedsample.lt is also very sturdy but brittle.There is no longer an obvious distinctionbetweenthFmeltedtin.and the nickel particles. X-raypowder diffraction established that intermetalliccotnpoundsdidform.>HQwever, the sample didnot convert entirely to Ni3Sn.While Ni3Snwas th~mostpredQminatecompound,Ni3Snzandbeta Sn were a.Isopresent. EDS showed thatnoZnClzwas leftafter the postprocessing.
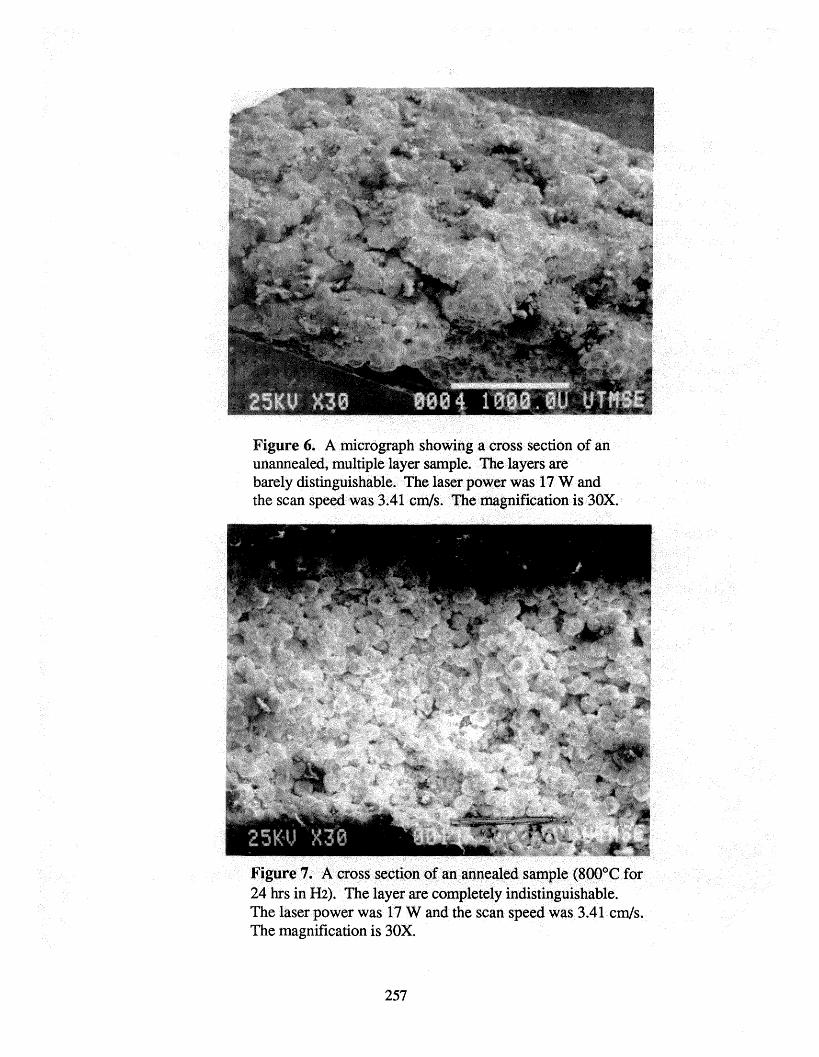
Figure 4.A micrographsho'.¥ingthesurfaceofanunannealed,multiplelayer·sample. TheJaserpowerwas 17 W and the scan speed was 3.41 crn/s. Themagnification is 100X.
255
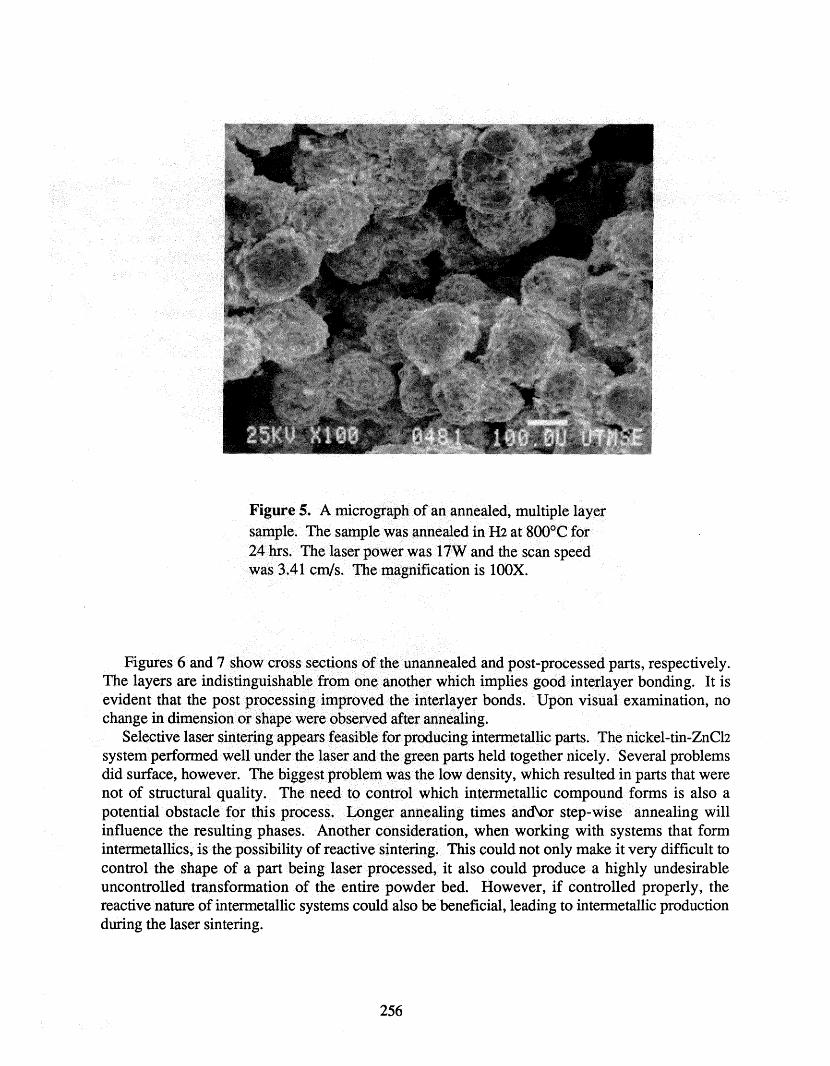
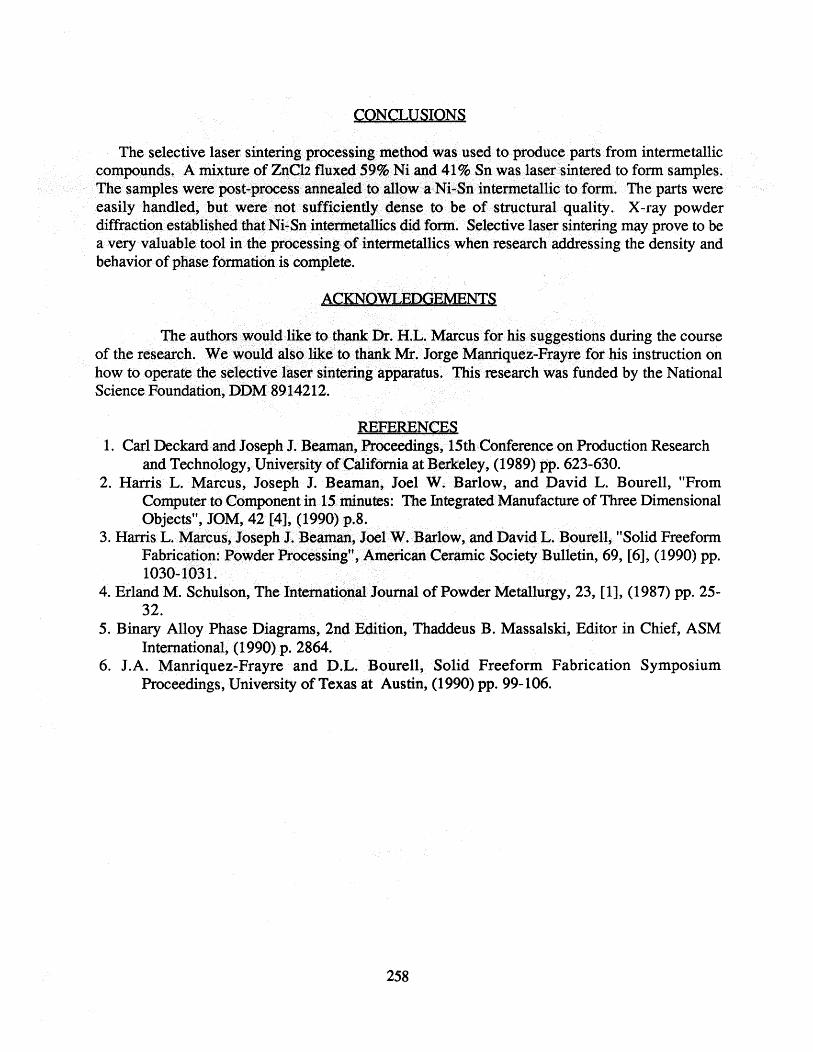
Figure 5. A micrograph of an annealed, multiple layersample. The sample was annealed in H2 at 800°C for24 hrs. The laser power was 17W and the scan speedwas 3.41 crn/s. The magnification is 100X.
The.layers .•are indistinguishabl¥frotnoneanotherwhich. i111pliesgood.inteflayer bonding. It isevident that the post~tO~essingi.i01l'r{)Yed<theinterl~yerbonds. Upon. visual examination, nochange .in.dimension•••orsh~Jle· ••·were.observed••afteriannealing.
Selective•laser sinteri.ngapl'earsifeasibleforproduqingintennetallic parts.••The nickel-tin-ZnC12system·performed •• weU under<theJaserandth~green Parts held together nicely. Several problemsdid surface, however.Thebig~estproble111\VastheJowdensity,which resulted in parts that werenot. of structural quality. The need to control which intermetallic compound.forms is also apotential obstacle<fortllisi.process.Longeranne.aling times and\or step-wise annealing willinfluence the resulting phases. Anothericousideration, when working with systems that formintermetallics,isthepossibilityofreactivesintering. This could not only make itvery difficult tocontrol the shape of a part being Jaser processed, it also could produce a highly undesirableuncontrolled transformation of the entire powder bed. However, if controlled properly, thereactive nature of intermetallic·systems could also be·beneficial, leading to intermetallic productionduring the laser sintering.
256
257
CONCLLlSIQNS
The selective laser sintering processing method was used to produce parts from intermetalliccompounds. A mixture of ZnCl2 fluxed 59% Ni and 41% Sn was laser sintered to form samples.Thes~~sw~~s~~e~~eal~~al~waN~Sn~~~lic~~. ~ep~~w~
easily handled, but were not sufficiently dense to be of structural quality. X-ray powderdiffraction established that Ni-Sn intermetallics did form. Selective laser sintering may prove to bea very valuable tool in the processing of interme~licswhen rese~ch addressing the density andbehavior of phase formation is complete.
ACKNOM ,BOOBMENTS
The authors would like to thank: Dr. H.L. M~cus for his suggestions during the courseof the rese~ch. We would also like to thank Mr. Jorge Manriquez-Frayre for his instruction onhow to operate the selective laser sintering app~atus. This rese~ch was funded by the NationalScience Foundation, DDM 8914212.
~BS1. ·C~lDe.cwdandJosephJ.Be~aJ:l,Pr'QCeedings,15thConferenceonProduction Rese~ch
and Technology, University of California.at Berkeley, (1989)pp. 623-630.2. HarrisL.Marcus,. Joseph J. Beaman, Joel <W.>Barlow, and DavidL. Bourell, "From
ComputertoCom~nentin ••1'sim.inutes:The Integrated.Manufacture of Three DimensionalQbjects",JO~,42i[41, •• (19~(»1'.8.
Fabric~~i()l1::P()Wder Processing",iJ\..mericanCeramjc$ocietyBulletin, 69, [6], (1990) pp.1030-1031.
4. Erland M. Schulson, The IrtternatiQpal<Journal of Powder Me~lurgy, 23, [1], (1987) pp. 2532.
5. Binary AllQyPhaseDiagrams, 2nd Eclition, Thaddeus B. Massalski, Editor in Chief, ASMInternational, (1990)p. 2864.
6. J.A. Manriquez-Frayre and .D.L. Bourell, Solid Freeform Fabrication SymposiumProceedings, University of Texas at Austin, (1990) pp. 99-106.
258








![Optimizing selective laser sintering process by grey ...doras.dcu.ie/22813/1/main2.pdf · The selective laser sintering (SLS) was invented in 1989 [1]. In this process, laser employed](https://static.fdocuments.net/doc/165x107/601e4d4954f29749226768bf/optimizing-selective-laser-sintering-process-by-grey-dorasdcuie228131main2pdf.jpg)









