Selecting and Sourcing Marine Coatings · Selecting and Sourcing Marine Coatings A ... he main...
39
Selecting and Sourcing Marine Coatings A JPCL eBook
Transcript of Selecting and Sourcing Marine Coatings · Selecting and Sourcing Marine Coatings A ... he main...
Selecting and Sourcing Marine Coatings
A JPCL eBook
Selecting and Sourcing Marine Coatings
A JPCL eBook
Copyright 2012 byTechnology Publishing Company2100 Wharton Street, Suite 310
Pittsburgh, PA 15203
All Rights Reserved
This eBook may not be copied or redistributed without the written permission of the publisher.
i
Introduction iii
The Future of Ballast Tank Coatings 1by Johnny Elisasson and Rodney Towers
Foul Release Coatings: Past, Present, and Future 9by Raouf Kattan
Hull Performance, Fouling and Coatings 12by JPCL Staff
Coating System Guide for the Marine Industry 17
Coatings Company Profiles 27
Contents
iiContents
1
9
12
17
27SPONSORED BY

iii
Introduction
Introduction
This eBook consists of three articles published in JPCL during the last
several years on the topic of selecting and specifying coatings for use
in protecting marine vessels, followed by JPCL Buying Guide material
on coating systems for marine environments.
The Buying Guide is organized by exposure type, such as “Exterior
Superstructures Marine, Weathering, & UV.” Then, coating manufactur-
ers are listed in alphabetical order and their preferred system is named
in both proprietary and generic terms. Finally, contact details are given
for all the companies.
This collection is designed to provide general guidance on selecting
and specifying coatings for marine vessels, and then to give sources for
acquiring the appropriate systems.
The Future of Ballast Tank Coatings
BallastTank
Coatings1
By Johnny Elisasson, Stolt-
Nielsen Transportation
Group; and Rodney Towers,
Safinah Limited
Editor’s note: This article appearedin JPCL in June 2008, and is basedon a presentation the authors gaveat a conference NACE Internationalsponsored in Shanghai in 2007.
he main stakeholders in the marine industry, the port state control, and the general pub-
lic demand ballast tank coatings that perform well. The International Association of Clas-
sification Societies’ (IACS) Enhanced Survey Programme (ESP) also demands quality by
requiring hard coatings that must perform to a very high standard. The pattern of raising
the quality and performance of coatings in ships’ tanks is a continuous challenge.
There are no requirements that ships must be built having good coatings in the ballast tanks, but
there is a requirement that such a coating must be in place when a ship is delivered. This require-
ment will change on July 1, 2008, with the implementation of the International Maritime Organiza-
tion (IMO) Performance Standard for Protective Coatings (PSPC) for ballast tanks, MSC215, (82).
As it is today, the coating in the worst “area under consideration” (part of a tank) must be at
least “Good” as defined under IACS rules. That not being the case results in a class notation for
that area. Class notations are not acceptable by many high-quality customers, meaning the ship
cannot trade properly. The tanks must remain “Good” not for a few years, or 15 years, but for the
life of the ship—that is a true challenge.
Ships operate in a truly global and very competitive business environment, and provide an envi-
ronmentally efficient service at a very low cost. The beneficiaries of the
low cost shipping services ultimately favor the consumer, which few
would deny is a good thing. However, the cost of stopping an oceangoing
ship, and putting it into a repair shipyard to recoat ballast tanks is phe-
nomenal. The costs have to be recovered and passed on to end users.
While working in a cut-throat business, new construction shipyards
strive hard to build ships in a safe and environmentally responsible way.
They must follow contract specifications to the satisfaction of their cus-
tomers, and adjust to meeting their differing demands and specifica-
tions.
When the same yard using the same laborers delivers to different
customers ships built to varying standards, stress on production is in-
evitable. Standardizing of building practices should lead to enhanced
productivity; hence, the quest of shipyards to standardize working meth-
ods and quality is fully understandable. Could there be a case, therefore,
for rethinking certain aspects of current coating practice and application
methodology in order to further improve performance standards of water ballast (WB) tank
coating systems?
All parties in the industry are aware of the need to rise to challenges that the IMO PSPC regu-
lations pose, and all parties share concerns about how best to meet these challenges.
This article is a condensed version of a paper in which the authors bring together their views
based upon their respective experience in different branches of the industry. They summarize cur-
rent industry practice in the coating of WB tanks; comment briefly on the IMO PSPC regulations;
suggest some consequences for shipbuilders and marine paint manufacturers; and propose some
ideas on the way forward. The full paper can be viewed at www.paintsquare.com.Effluent channel. All photos courtesy of the author.
T
The IMO PSPC regulations will put stringent demands on the service life of a water ballast tank coating. Photos courtesy of the authors

2
Current Position of WB Tank Coating Systems in New Construction
Three countries— Korea, Japan, and China—practically dominate shipbuilding output, ac-
counting for 75–80% of global tonnage. Thus, the standards of application, the type of prod-
ucts selected, and the QC procedures that shipbuilders in these countries adopt will heavily
influence any assessment of the overall performance in the service of WB tank coating sys-
tems. Similarly, the implementation of any new technology will depend on how or to what
extent proposed changes can be integrated into the very high-volume construction process.
Generic Types
Current practice among shipbuilders is to broadly offer either modified epoxy systems or
tar-free epoxy systems for coating ballast tanks. The terminology of tar-free epoxy can mean
any of three main product types: solvent-borne modified epoxies, solvent-borne pure epox-
ies, and solvent-free epoxies.
In general, Chinese and Japanese builders most commonly specify modified epoxies,
whereas yard standard offers from Korean builders usually specify pure epoxy systems. Only
some European builders specify solvent-free epoxies for full application in WB tanks.
“Modified-epoxy” originally referred to technical changes to the product binder. Adding
some lower cost raw materials improved properties such as surface tolerance, adhesion, and
flexibility. Coal tar epoxy became the most widely used modified epoxy in shipbuilding.
However, the intensely competitive nature of the shipbuilding industry led to reducing ear-
lier shipyard specifications of two-coat tar epoxy systems to one-coat systems. Shipyards
then pressured manufacturers to further reduce costs, resulting in the manufacture of some
lower-cost tar epoxy products. The objective of these actions was to find a minimum specifi-
cation and cost for painting WB tanks to a standard sufficient to avoid owners’ claims within
a shipbuilder’s 12-month standard warranty.
Following concerns in the 90s about certain raw materials used to manufacture tar epox-
ies, and in response to the IMO A798 recommendations to use two-coat, light-color, hard
coating systems in WB tanks, the industry switched to products such as non-tar, bleached tar,
epoxy mastic, and pure epoxy.
Different shipbuilders favored each of the different product types, and all evidenced good
performance. However, recently, owner preference seems to be moving toward pure epoxy
products and away from modified epoxies. Some European shipbuilders’ preference for sol-
vent-free epoxies is driven partly by having to comply with the EU Solvent Emissions Direc-
tive, SED, and the contribution to improving health and safety during application in
shipyards—in itself, a positive development.
Solvent-free epoxies tend to score well technically with characteristics such as good reten-
tion at edges due to slower flow, and lower internal stress in some formulations. While both
properties are desirable for long-term performance in the WB tank environment, the re-
duced flow also means less opportunity for surface wetting. Some progress has been made
with improving the rather slow cure of solvent-free epoxies at low temperatures, but the im-
provements have, so far, not proved sufficiently attractive for any of the major Asian yards to
adopt the products. A good coating, therefore, must meet the needs of the shipbuilder and
the ship owner before it can become a solution.
Secondary Surface Preparation
A widely discussed issue is how to treat sharp edges in tanks’ internal steelwork. Early coat-
ing failure has long been observed to begin on sharp edges where paint thickness has been
much below the specification thickness on flat surfaces. The purpose of grinding sharp edges
and stripe coating, therefore, was to promote the build-up of greater coating thickness over
sharp edges, rough welds, and other surface defects.
It should come as no surprise to find that the IMO PSPC regulation seeks to impose com-
mon standards across the global shipbuilding industry by adopting standards of good coating
practice that have proven beneficial when coating other locations in ships.
3
Application Practice
The major shipbuilders have all constructed large block coating halls. The block coating facilities in
Korea lead the field in Asia. In Europe, particularly in Germany, Denmark, and The Netherlands,
some excellent block coating facilities exist, but, in general, the size and type of ships built in
Europe are of smaller deadweight tonnage than those in Asia.
Block coating in large and small shipyards is often a bottleneck in the fabrication process and
consequently becomes a critical time constraint on overall production. Shipbuilders, therefore,
with their primary focus on production, will always seek a coating process that will minimize the
cycle time of blocks in the coating cells.
In recent years, application practice appears to have approached the common standard of a
two-coat epoxy system with nominal dry film thickness of 250–300 microns. Common standards
for stripe coating practice remain less than clear. Current shipyard practice is to apply either one
or two stripe coats. Thus, despite many advances in industry practice in recent years, some yards
will still have to seriously upgrade their WB tank coating practice when IMO PSPC comes into full
force mid-2008. It is already in force for tankers and bulk ships of specific sizes, under IACS Com-
mon Structure Rules (CSR).
Inspection Procedures
In a typical application of a two-coat epoxy system, including two stripe coats to WB tank areas at
block stage, four separate stages in the sequence require QC inspections. In accordance with the
new IMO.215(82) PSPC2, these inspections must be jointly agreed upon and made by properly ap-
proved inspector(s). Other inspectors can also be involved.
Current Problems in Service
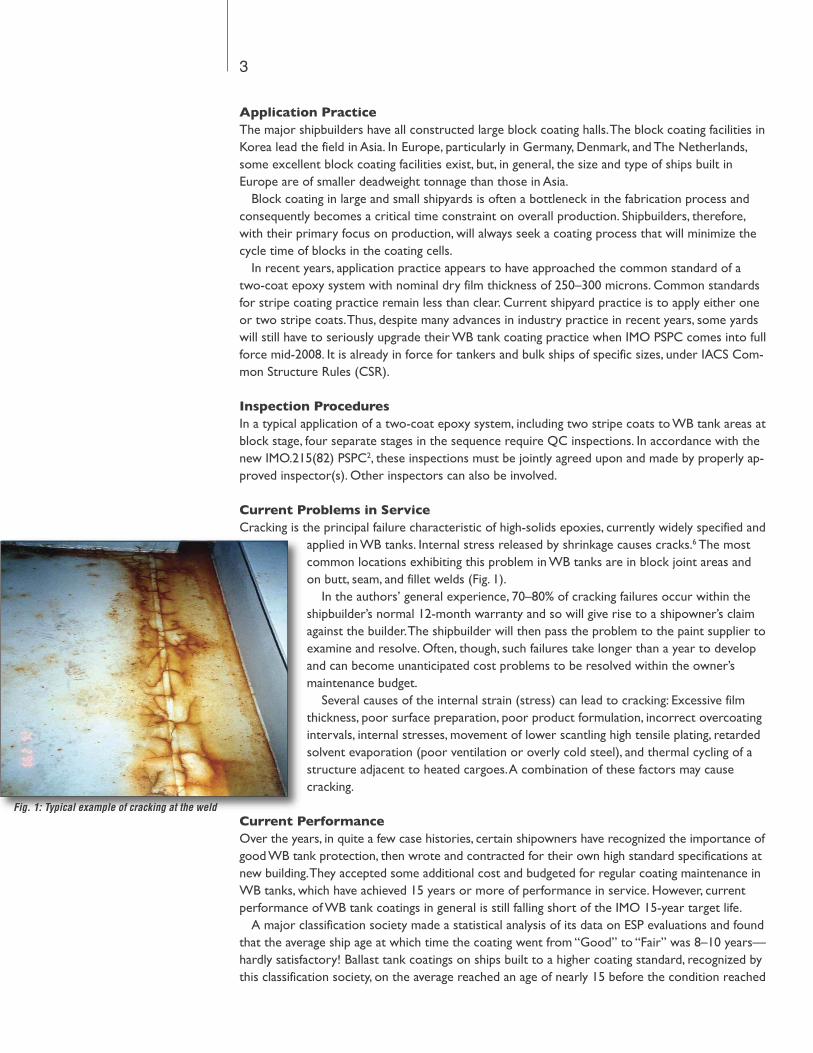
Cracking is the principal failure characteristic of high-solids epoxies, currently widely specified and
applied in WB tanks. Internal stress released by shrinkage causes cracks.6 The most
common locations exhibiting this problem in WB tanks are in block joint areas and
on butt, seam, and fillet welds (Fig. 1).
In the authors’ general experience, 70–80% of cracking failures occur within the
shipbuilder’s normal 12-month warranty and so will give rise to a shipowner’s claim
against the builder. The shipbuilder will then pass the problem to the paint supplier to
examine and resolve. Often, though, such failures take longer than a year to develop
and can become unanticipated cost problems to be resolved within the owner’s
maintenance budget.
Several causes of the internal strain (stress) can lead to cracking: Excessive film
thickness, poor surface preparation, poor product formulation, incorrect overcoating
intervals, internal stresses, movement of lower scantling high tensile plating, retarded
solvent evaporation (poor ventilation or overly cold steel), and thermal cycling of a
structure adjacent to heated cargoes. A combination of these factors may cause
cracking.
Current Performance
Over the years, in quite a few case histories, certain shipowners have recognized the importance of
good WB tank protection, then wrote and contracted for their own high standard specifications at
new building. They accepted some additional cost and budgeted for regular coating maintenance in
WB tanks, which have achieved 15 years or more of performance in service. However, current
performance of WB tank coatings in general is still falling short of the IMO 15-year target life.
A major classification society made a statistical analysis of its data on ESP evaluations and found
that the average ship age at which time the coating went from “Good” to “Fair” was 8–10 years—
hardly satisfactory! Ballast tank coatings on ships built to a higher coating standard, recognized by
this classification society, on the average reached an age of nearly 15 before the condition reached
Fig. 1: Typical example of cracking at the weld
4
“Fair.” This finding says that 15 years is achievable, as proposed in the IMO PSPC, and that a better
job done at new construction pays off later.
Based on current coating performance in WB tanks, four main issues appear to be involved.
• Raising the general standard of WB tank coating practice in some shipyards, in particular, stan-
dards for secondary surface preparation and application
• Researching new coating products to improve performance, achieve better resistance to crack-
ing, and remain manageable by the applicator
• Changing the general approach of some shipowners to accepting the need for some planned
and regular WB tank coating maintenance and to include the cost in their repair budgets
• Providing easier, more objective methods of inspection
The best of past practice in the industry suggests that IMO’s 15-year performance target objec-
tive is entirely realistic, but raising the general level of coating performance to achieve the “Good”
standard required by the IMO 215(82)2 PSPC still requires good specification, good work, and
good maintenance.
Summary of the IMO PSPC Regs
The IMO document is long and detailed. It has been reported on in several papers and can be ref-
erenced easily. Apart from summarizing some of the main requirements for coating systems, this
article will not discuss the document further.
The primary aims1 of the PSPC are
• to achieve a 15-year target life performance for ballast tank coating systems, after which time
the overall condition of the coating system can be surveyed and described as being ‘Good,’ where
‘Good’ condition is defined in resolution A.744(18) as “ minor rust spotting affecting <3% of flat
plate surfaces, and <20% of welds and edges”;
• to influence the wider adoption of better coating systems with reduced maintenance;
• to improve safety at sea through better structural protection of WB tank steelwork and reduc-
tion in steel wastage;
• to highlight the need for good coating system maintenance supported by an appropriate costing
system to achieve the 15-year target performance condition; and
• to make the ballast tank application process more transparent.
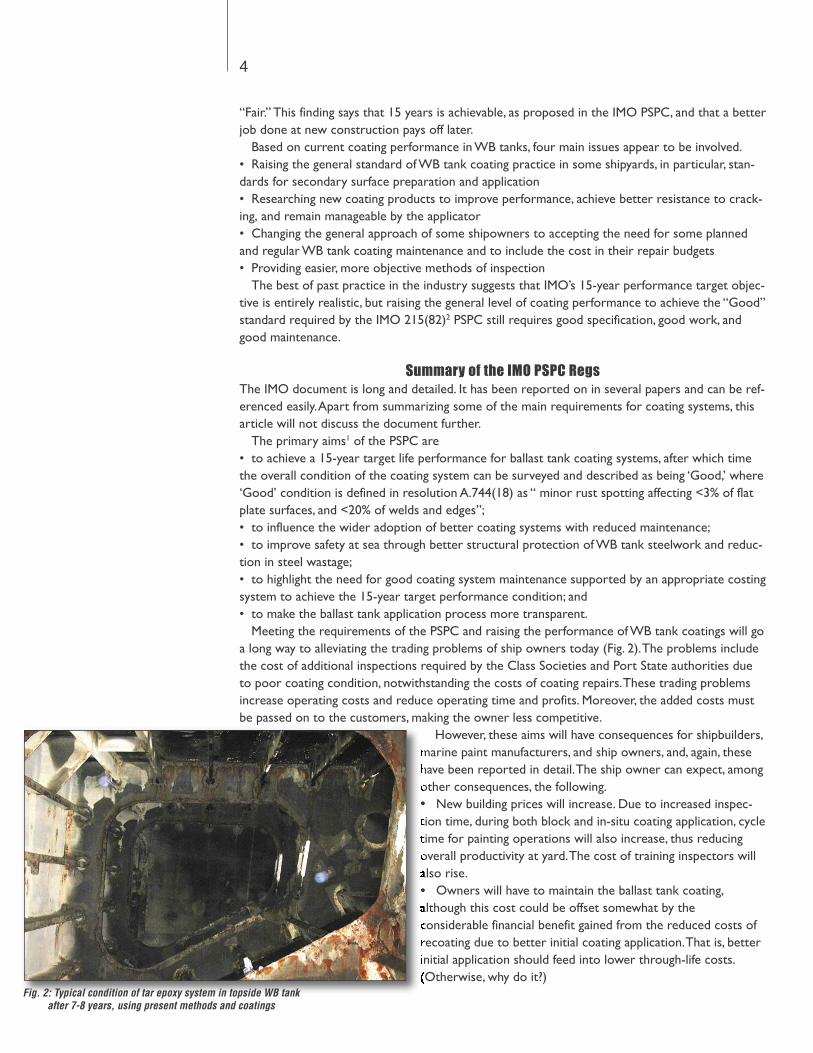
Meeting the requirements of the PSPC and raising the performance of WB tank coatings will go
a long way to alleviating the trading problems of ship owners today (Fig. 2). The problems include
the cost of additional inspections required by the Class Societies and Port State authorities due
to poor coating condition, notwithstanding the costs of coating repairs. These trading problems
increase operating costs and reduce operating time and profits. Moreover, the added costs must
be passed on to the customers, making the owner less competitive.
However, these aims will have consequences for shipbuilders,
marine paint manufacturers, and ship owners, and, again, these
have been reported in detail. The ship owner can expect, among
other consequences, the following.
• New building prices will increase. Due to increased inspec-
tion time, during both block and in-situ coating application, cycle
time for painting operations will also increase, thus reducing
overall productivity at yard. The cost of training inspectors will
also rise.
• Owners will have to maintain the ballast tank coating,
although this cost could be offset somewhat by the
considerable financial benefit gained from the reduced costs of
recoating due to better initial coating application. That is, better
initial application should feed into lower through-life costs.
(Otherwise, why do it?)Fig. 2: Typical condition of tar epoxy system in topside WB tank
after 7-8 years, using present methods and coatings

5
The Way Forward
Initially, the IMO PSPC regulations seem certain to result in more costs for shipbuilders and paint
manufacturers, costs that both groups can be expected to try to recover through price increases.
This section will look at the way forward for shipbuilders and paint manufacturers, concentrating
on the latter.
For Shipbuilders
This is a time for a lot of new thinking on how to manage the new requirements arising from the
IMO PSPC regulations. However, shipbuilders should not feel locked into a box of current prod-
ucts and standards: The IMO PSPC regulations repeatedly encourage alternative products and in-
novation.
The directions of shipyard research might therefore focus on the need to find products and
methodologies to accelerate paint curing and QC procedures during block coating. Needed are
new coating materials tolerant to relative humidity higher than the current norm of 85% and ca-
pable of curing at temperatures below the +5 C limit of many epoxies. Shipyards should also con-
sider using alternative coating materials after erection.
Productivity is primary to shipyards. If they should conclude that an innovative coating process
and material could reduce coating cycle times, improve productivity, and yet deliver a better per-
forming, long-life WB tank coating system, then they could decide to treat the application process
as a shipyard engineering issue. If the potential benefits from such a change should be found im-
portant enough, shipbuilders may conclude that it would be in their best interests to exercise
more control over the process, even to the extent that yards will specify the WB system(s) the
builders will provide. The authors have learned that at least one major Korean shipbuilder has
taken the first steps in this direction. This would also mean that the yards would assume more re-
sponsibility for the performance of the coatings.
For Marine Paint Manufacturers
This time could be one of great opportunity for marine paint manufacturers. It will be surprising if,
in 15–20 years, major shipbuilders are still applying two-coat epoxy systems in WB tanks with the
method generally used today.
WB tank areas are just too big in terms of square metres for shipyard painting and too impor-
tant in terms of the structural integrity of the hull for the industry to let the status quo continue
for the product and the methodology. Essentially, the industry is still geared to coating technolo-
gies pioneered in the 1940s and significantly re-engineered in the 1960s. But the cost and produc-
tivity issues being triggered by the IMO PSPC regulations are of sufficient magnitude to initiate a
major drive for change in shipyard coating methodology.
Short- to Near-Term View: 1–5 Years
• Solvent-Borne Epoxy Systems:
Efforts will likely concentrate on improving existing epoxy products already on the market. A pri-
mary effort to reduce internal stress and thus improve flexibility in existing WB tank products
seems probable. Any modification should not negatively alter other vital coating characteristics
such as water resistance (vapor transmission rates, etc.).
It is worth restating that not only is the cohesive strength important, but so also is the adhesive
strength, and both strengths must be matched.
Some new products also on the market are said to have improved resistance to cracking. Infor-
mation on one of these, described as fibre-reinforced, was presented at the PCE Marine Coating
Conference4 2006. It is still too early to review in-service feedback reports. Also, in recent years
some manufacturers have improved the edge retention characteristics of some epoxies, and re-
search in this area will no doubt continue. But improved edge retentions must not come at the
expense of other vital characteristics, such as flow and wetting.

6
• Solvent-Free Epoxies: Solvent-free epoxies, in general, have far better flexibility than sol-
vent-borne epoxies; solvent-free products also offer the best environmental response to future
pressures expected on shipyard painting practice. Further product development of this type of
coating can be expected. However, at present, some solvent-free epoxies have other characteris-
tics that are not so user friendly for yards with high rates of block throughput. For example, dry-
ing times are sometimes slower, which impedes walk-on QC inspection; low-temperature curing
versions are still in general slower than with normal epoxies; and there is concern about their
surface wetting ability because such products do not flow much after surface contact. They have,
in general, however, better edge retention as a result. There are also very fast-curing, solvent-free
epoxies on the market; new curing agents have made faster and lower temperature cure possible
and much safer than with solvent-borne epoxies. The solvent-free systems generally require spray
application by plural-component pumps for proper control of the mixing and spraying, and this
type of pump is more expensive than the standard airless spray type that shipyards have widely fa-
vored for many years.
• Rapid-Cure Systems: Interestingly, in the U.S., the NSRP Technical Panel5 SP-3 reported in
2005 that NAVSEA was researching technologies for single-coat, multi-pass, rapid-cure systems in
tanks. The purpose was to improve application productivity by eliminating two stripe coats and all
the associated QC inspection work. If such an innovative approach can confirm good perform-
ance, then the applications engineering aspect of such technology must be of serious interest to
commercial shipyards. The authors understand that in this research, some novel, solvent-free sys-
tems will undergo shipyard application trials shortly.
If this US technology proves manageable by shipyards, and can be shown to reduce the block
coating cycle time for WB tank areas, then a challenging scenario might develop. A successful out-
come to this work might lead to the development of a new range of products based on the rapid
cure technology.
•The Dual Bonding Mechanism (DBM) Approach: The marine paint majors have long
been aware of the differences in standards of secondary surface preparation, physical access and
degree of environmental control with which they have to contend between blocks coated in a
purpose built painting cell and block joint areas coated inside the ship structure. Since the condi-
tions and standards of the modern ship construction process are unlikely to change, why not rec-
ognize the major difference in application conditions between block and block joint areas?
Instead of having to use the same product for the total internal WB tank area, why not consider
developing a block stage product with the primary need of aiding shipyard productivity and an as-
sociated objective of countering the potential loss in productivity that some shipbuilders are pre-
dicting? Of course, the product development will result in additional testing requirements.
• Main Coating Applied in Block Coating Facility: The constant demand on block
coating cell space points to the need for a product that will greatly accelerate drying so that
walkover QC checks can be made very soon after application. Yet the product should also retain
a maximum overcoating capability so that a second full coat can be applied within hours.
This idea envisages that two full coats and stripe coats can all be applied, QC can be
checked, and the block can complete its full WB tank coating cycle in 24–48 hours (Fig.
3). This kind of product should go a long way towards helping shipbuilders increase pro-
ductivity beyond the present situation.
• Coating of Block Joint Areas in the Ship: Because surface preparation stan-
dards in the block joint areas are generally lower than those for the main block, why not
consider a separate technical approach towards better product performance when ap-
plication must be done under these different conditions?
One approach could be to use two different products, each gaining adhesion by differ-
ent principles. The principles might be described as dual bonding mechanisms or the
DBM approach.
Fig. 3: Typical example of good stripe coating.Note the care employed not to overbuild
7
Using two different products to form one system with the first coat of the system acting as a
glue coat is not new. The old T-wash made vinyl coatings stick. If a glue coat should be developed
and prove successful in the WB tank environment, the concept might open the door for a much
wider application.
Good adhesion across the overlap with the block coating would be fundamental, and the
question, “over what?” inevitably arises if one manufacturer is unable to supply approved products
for both the block coating and the block joint area. If a painter is using two products, the block
joint coating would need good adhesion to the main block coating at the overcoated edge areas.
If products are from different manufacturers, then the adhesion level between the joint coating
and the main block coating would be unknown. The parties would have to resolve testing issues. It
will be important also to gain owners’ confidence. The hybrid approach might be unusual but
technically possible.
Mid-Term View: 3–8 Years
• Innovative Primer System: The auto industry had big problems 15–20 years ago when
bodywork paint systems were found to be generally deteriorating after even 2 or 3 years, which
customers found unacceptable. One manufacturer researched the situation and came up with a
completely innovative methodology and product type for priming the steel bodywork. This inno-
vation resulted in far superior performance and has subsequently been wholly adopted by the
auto industry. Can the marine industry learn something from the auto industry’s approach?
• The ‘Glue Coat’ Primer Proposition:
Two questions are now posed.
1.Why should the first coat and second coat have to be of the same material?
2. Can some technical combination of different coating products produce a system suitable for 15
or even 25 years’ performance in the WB tank?
The authors’ view on question 1 is that because there is virtually no historical precedent for
the use of any mix of coating products in WB tanks, the issue has not been fully addressed. The
authors are, however, aware of a small number of exceptions to this norm. During the 80s, a few
progressive owners chose to meet the additional cost of applying a zinc silicate primer, and then
overcoating it with two coats of tar epoxy. Examples of very satisfactory performance of this type
of mixed coating system are still afloat after more than 20 years in service, which helps answer
question 2.
The examples of successful performance above lead directly to the question of whether such a
system could be successfully formulated to meet the needs of today’s high steel throughput ship-
building. What if, therefore, the first coat was designed primarily to maximize adhesion to the zinc
silicate shop primers generally favored in ship construction? The function of such a first coat
would essentially be that of a glue coat. The second coat would be formulated to form the anti-
corrosive barrier.
The challenge would be how to complete the above procedures on a WB tank block in a target
time of 24 hours.
Summary
Ships need a good ballast tank coating during the ship’s entire service life. A good WB tank coat-
ing will help lower operational costs, benefit the environment and the ship’s customers, and be
overall good economics. To change steel is expensive and time consuming.
Ships also need predictable coating performance to enable proper planning and budgeting of
coating maintenance.
Marine paint manufacturers have developed the specialist coating technology to protect water
ballast tanks for long periods and have the capability to supply various products that can meet the
new performance standards set out by IMO to satisfy the rightful demands of the primary stake
holders. The challenges for the future will be about how to employ new technologies and develop

new products that can help shipyards achieve both a higher quality of initial application and longer
service life.
Coating technologies have entered a new, dynamic phase. The IMO PSPC regulations seem
certain to stimulate substantial rethinking of the whole methodology of painting WB tanks.
The authors anticipate that the result of such research should lead to more than a one-product,
one-technology solution.
Shipyards, for their part, will always seek to perform at maximum efficiency and lowest cost to
enhance their competitiveness and profitability. Predictable production will assist shipyards in
their planning, scheduling, and costing of new ships. The IMO PSPC is a challenge to shipbuilders;
the authors anticipate that shipyards will now be ready to explore new options in WB tank paint-
ing more than ever before.
References
1. Kattan, Dr. R. Coating Performance Standard, PCE-PSPC Training Course, Amsterdam, Feb. 2007.
2. IMO.215. (82) PSPC standard.
3. International Association of Classification Societies (IACS) UR Z17.
4. Pedersen, L.T., “Fibre Reinforced Crack Resistant Epoxy Coatings for Ballast Tanks,” PCE Marine
2006.
5. Brinckerhoff, B., NSRP Technical Panel SP-3, Navsea 05M Coatings Update, Jan. 2005.
6. Mills, Dr. George and Eliasson, Johnny, “Factors Influencing Early Crack Development in Marine
Cargo and Ballast Tank Coatings” (JPCL, February 2006).
Additional Source
Tanker Structure Cooperative Forum (TSCF) Guidelines for the selection and application of ballast
tank coatings.
8
JPCL
eeping ship hulls free from fouling has traditionally required a biocidal effect pro-
duced by any of a number of mechanisms, such as copper compounds alone; copper
compounds in combination with a booster biocide of some form; and tributyl tin
(TBT) compounds with booster biocides.
In recent years, polishing and smoothing mechanisms have also added to the per-
formance of the antifouling products. The combination of these mechanisms to cre-
ate self-polishing co-polymers (SPC) has today enabled paint manufacturers to keep vessels free
of fouling up to five years, and, in exceptional cases, longer.
However, the ban on TBT—because of its adverse effects on the environment—and concerns
about other biocides’ environmental impact have prudent paint companies and ship owners look-
ing for biocide-free alternatives. Several technologies are being offered in the marketplace. Of
these technologies, the most commonly used at present is silicone-based. While silicone-based
technology for coatings is not new, its use for protecting ships against fouling is a relatively recent
phenomenon. Based on the author’s experience as a consultant to the marine industry, this article
reports on silicone technology, its limitations, its advantages, and its implications for the future of
coatings to protect hulls from fouling.
Silicone Technology: How It WorksSilicone technology works by creating a coated surface that has been variously described as very
smooth, non-stick, easy to clean, or having a low surface energy. These terms attempt to address
the basic feature of a silicone-based coating: The coating makes it difficult for marine growth to
attach to the surface; moreover, any attachment made is very weak and can be broken by vessel
movement.
To be differentiated from antifouling coatings that leach toxins in one form or another into the
environment, siliconebased coating technology is referred to as foul-release technology and is
considered environmentally friendly. (The environmental advocacy group Greenpeace uses this
type of technology on its vessel, the Rainbow Warrior.)
Because silicone coatings do not contain biocides, they do not need to be registered under any
country’s environmental legislation. Without incurring the costs associated with product registra-
tion, silicone coatings are relatively cheap to bring to market.
The surface created by the application of the silicone-based, foul-release coatings is claimed to
be smoother than that of freshly applied SPC-type antifouling coatings . Owners of vessels re-
cently out of dry dock report measurable fuel savings, even when these products have been ap-
plied only to the propellers.
Limitations and StrengthsMost of the existing foul-release coatings require a vessel to have a threshold speed of about 14–
15 knots (kts) with relatively high levels of activity, so silicone technology is not currently suitable
for all vessel types.
Despite the often cited 15-knot threshold speed, silicone-based foulrelease coatings have been
applied on a number of slower and less active vessels (such as tugs) with mixed results. Because
the results are mixed, application on vessels with speeds below 15 kt must be determined on a
case-by-case basis.
Foul Release Coatings:Past, Present, and Future
FoulRelease
Coatings9
By Raouf Kattan, Safinah, UK
Editor’s note: This article appearedin a Special Marine Supplement toJPCL published in February 2006.
K
In addition to threshold speed, the limitations of silicone-based coatings to date have been re-
ported as follows:
• cost,
• potential for cross contamination in the shipyards,
• difficulty of repair, and
• low mechanical strength.
Cost has been relatively high, some four to five times higher than the top SPC systems. How-
ever, foul-release coatings have a much longer service life than SPC systems. The longer service
life, which are in excess of five years, and the fuel savings reported give a relatively short payback
period for the vessels that achieve speeds above 15 kts. Payback periods as short as three years
have been reported.
In addition, prices are set to start to come under downward pressure as more and more paint
manufacturers enter the foul-release market.
The problems for new builds have been based on cross contamination (traces of silicone paint
on adjacent surfaces cause paint adhesion problems); generally tighter procedures required to
properly control application; and poor low temperature capability of some of the products in the
marketplace. But these problems have been overcome either by improved procedures and con-
trol or, in extreme cases, the use of a predelivery dry-docking, which can be justified by the re-
ported fuel savings.
The silicone-based systems can be difficult to repair. (How do you get paint to stick to a non-
stick paint?) To address this problem, paint suppliers have developed tie coats for repair. While the
repair process is more complex than that for antifoulants, the increased life span of the silicone
coating scheme can provide the savings to cover these costs.
Finally, the coatings are soft and therefore susceptible to mechanical and frictional damage
from tugs/fenders. Vessels likely to be subjected to mechanical damage are not well suited to the
current generation of foul-release products. This situation has often led to hybrid schemes, such
as the use of traditional antifouling coatings around the water line to give mechanical integrity,
and the use of silicone for the rest of the underwater hull.
Frictional damage, in particular alongside in port, has in some instances been eliminated by
keeping the fenders wet so that the coating remains slippery, hence preventing damage.
The Present State of Silicone Technology in Foul-Release CoatingsSilicone technology is not new. It can be traced back almost 30 years in the patent literature. But
its use has been a mere trickle until the past two years. In fact, foul-release coatings have passed
two milestones in the past year or two:
• Major ship owners are now taking up the use of these products during the drydocking of large
parts of their fleet to help offset higher fuel costs.
• More major paint companies are offering silicone-based products.
Both of these moves will increase volume sales and generate more competition, placing cur-
rent prices under pressure. In addition, the author’s company understands that a number of tech-
nology developments are advanced enough to considerably reduce the threshold speed to 9–10
kts.
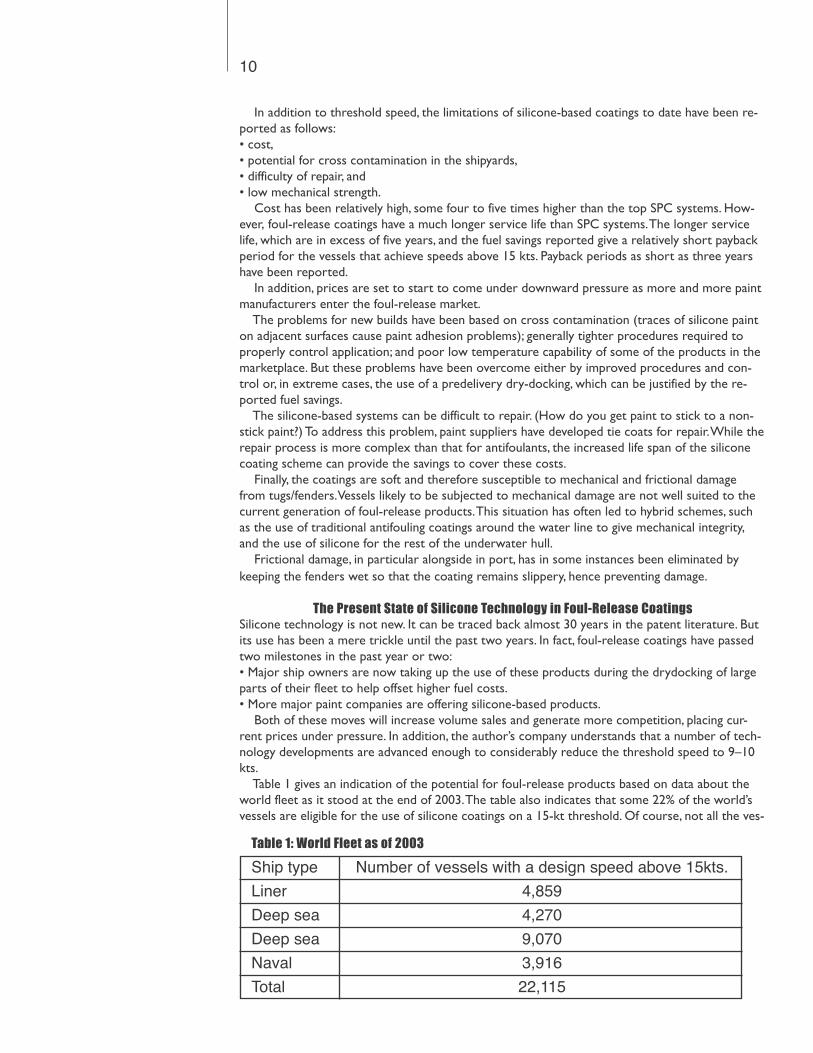
Table 1 gives an indication of the potential for foul-release products based on data about the
world fleet as it stood at the end of 2003. The table also indicates that some 22% of the world’s
vessels are eligible for the use of silicone coatings on a 15-kt threshold. Of course, not all the ves-
Ship type
Liner
Deep sea
Deep sea
Naval
Total
Number of vessels with a design speed above 15kts.
4,859
4,270
9,070
3,916
22,115
Table 1: World Fleet as of 2003
10

sels capable of 15 kts meet the activity criteria. Analyses of the fleet for different speed thresholds
indicate considerable changes to this picture. The number of vessels is not a good indicator of
coating demand. The true potential for silicone coatings is evident only when the analyses are run
using suitable tonnage measurements.
What is clear is that the uptake of these products is showing considerable increase as can be
seen from data compiled in a survey of the major paint companies: There were 107 applications of
silicone-based foul-release coatings from their introduction to the market 30 years ago until 2004,
while there were 261 total applications as of 2005.
Thus, in the first 30 years of the technology, only 107 vessels were coated, whereas in the first
11 months of 2005 an additional 154 vessels were coated with silicone systems. In addition, al-
most 200 propellers have been coated, and an increasing number of rudders are being coated
where the silicone technology is claimed to show some resistance to the effects of cavitation.
The minimum annual growth in silicone-based coatings declared by one major paint company
has been 100%, with some companies showing 300% growth in sales.
The vessel types that have had these products applied include
• container ships,
• very large crude carriers (VLCCs),
• ferries,
• passenger ships,
• frigates/destroyers,
• tug boats, and
• mine counter-measure vessels (MCMV).
Of the ships above, only one is identified as a new build, while the others were reported to be
coated during dry-dock.
However, the number of vessels on order that are now being pre-specified with silicone coat-
ings is also showing a marked increase after Daewoo’s recent technological breakthrough—con-
struction of the first new building with silicone coatings specified. Many new container ships and
LNG carriers are now being specified with these coatings.
To Where from Here?It is tempting to surmise that silicone-based foul-release coatings will provide the answer to all
antifouling problems for many years, thus signalling the end of biocide and heavy-metal-based sys-
tems. But this conclusion is premature.
Although they are biocide-free, silicone-based coatings are not problem-free. There is some
concern over their environmental impact, with some studies already conducted on the leaching of
silicone oils.
It is also evident that paint companies are not relying on this one solution for the future: many
testing programs for alternatives are under way. In addition, the silicone technology faces a chal-
lenge from “hard coatings,” which a number of ship owners have applied in trials with mixed re-
sults. A number of the alternative technologies will soon undergo testing as part of a major
European research project, while other European-funded projects are looking at the potential for
nano-technology engineered surfaces
The future in the antifouling market was once very predictable, but the demise of TBT and the
increase of environmental legislation make the future far less clear.
Raouf Kattan (Ph.D., C.Eng.) is the managing director and founder of Safinah Ltd., a UK-basedcoating consultant company providing advice on all aspects of the coatingprocess from raw material development to in-service maintenance. Clients in-clude navies, ship owners, shipyards, and paint companies.
Dr. Kattan has also worked for Appledore International Ltd., a leading marineconsultant firm focusing on shipyard engineering; and he was business devel-opment manager for International Marine Paint’s worldwide marine new build
market. He has lectured in Shipbuilding at Newcastle University.
JPCL
11
trategies and technologies continue to be developed for combating the growth of plant and
animal life on coatings applied to ship hulls. These developments occur within the context
of an awareness of the environmental and fuel efficiency significance of hull coatings. Recent
papers describing research into three quite different approaches to hull coatings—biocide-
containing antifouling coatings, foul release coatings, and surface treated coatings—are re-
viewed below. These papers were given at the JPCL-PCE Marine Coatings Conference (MCC), held in
Hamburg, Germany on September 24–25. The MCC was held in conjunction with SMM: The Ship-
building, Machine, and Marine Technology International Trade Fair. Two related papers also given at the
MCC are reviewed in sidebars accompanying this article.
But first, a little background on hull coatings and fouling organisms is in order.
Fouling and its Economic and Environmental Impact
Barnacles, mussels, tubeworms, sea weeds such as enteromorpha and ectocarpus, and other plant life
generically referred to as “slime” attach themselves to all types of coatings. (They also adhere to un-
coated substrates such as wood and steel.) The time needed to attach varies: some sea weeds adhere
in as little as a few hours, while barnacle larvae take about 48 hours.1 By and large, the fouling does
not occur when a ship is in transit at speeds above 4–5 knots; the force of the moving water strips
away the fouling because it has not had enough time to fully adhere to the coating. Consequently, most
fouling occurs when a ship is docked. Water temperature and pH, salinity, and flow speeds affect the
degree of fouling. Warm tropical waters, for example, induce more fouling growth.2
The attachment of fouling causes the severe roughening of a hull surface, creating increased drag as
the vessel moves through water. This drag either slows down the running speed of the ship, or in-
creases the fuel needed to power the ship to sustain maximum running speed. Operational costs are
increased either way. This increase in costs is far from insignificant. By some estimates, a 10,000-ton
(9,000-tonne) fouling-laden cruiser, after 6 months in temperate waters, may use up to 45% more fuel
to maintain a speed of 20 knots, compared to a fouling-free vessel.3
In addition to the increased fuel costs, increased fuel consumption entails the release into the at-
mosphere of greater amounts of pollutants. This release of pollutants is also far from insignificant: total
CO2 emissions from the global trading fleet for commercial shipping in the year 2007 has been esti-
mated at 1,120 million tonnes.4 The difference be-
tween increased fuel consumption and increased CO2
emissions is that a ship owner pays nothing for the
latter; there is no tax on the environmental damage
caused by CO2 emissions.5 [Editor’s Note: There are,
however, regulations coming into force that restrict other
pollutants from ship exhaust, e.g., NOx (nitrogen oxides).]
There are a number of ways that hull coatings func-
tion to reduce fouling and thereby reduce fuel use and
environmental impact. The technology with perhaps
Hull Coatings
By JPCL Staff
Editor’s note: This article appearedin JPCL in November 2008.
Hull Performance, Fouling, andCoatings
S
12
the longest history of use is antifouling coatings, which contain biocides (toxins) that, over
time, leach into the micro-layer of water immediately surrounding a ship hull. The toxins in-
hibit the growth of fouling organisms, essentially poisoning them. Copper oxide and tributyl-
tin (TBT) are examples of biocides that have been employed in antifouling coatings; the
amount of these biocides, the specific formulation of a coating, and environmental and other
factors all affect the rate at which the biocide is released into the water surrounding a ship
hull. Depending on the service environment, antifouling coatings have service lives of as lit-
tle as six months.6
Further development of antifouling coatings occurred when TBT biocides were for-
mulated with polymer chemistry, leading to the creation of so-called “self-polishing” co-poly-
mers (SPCs). The non-biocidal components of these coatings, polymer residues, are somewhat
water-soluble after hydrolysis. So not only does the biocide leach into the water, but the
other coating components slowly erode as well, exposing underfilm layers of toxic polymer
for renewed hydrolysis. The surface of the film thus becomes smoother, or polished. This pol-
ished surface creates less drag, which enhances fuel efficiency. Some SPCs are noted for pro-
viding as long as a five-year service life.
There are, however, negative environmental consequences from the use of biocide-
containing antifoulings. Evidence has been gathered throughout the globe of the increasing
bioaccumulation of tin, copper, and other toxins in fish, crustaceans, and other marine or-
ganisms that do not cause fouling (non-target organisms).7 This creates a seeming paradox—
coatings that aid in the reduction of fuel consumption and the associated air pollution are
toxic to non-target organisms in the seas. The old adage applies: it’s hard to tell the poison
from the cure. The use of antifoulings with TBT as a biocide is now banned; the International
Maritime Organization (IMO) adopted the International Convention on the Control of Harmful Anti-
Fouling Systems on October 5, 2001, and the Convention came into full force on September 17, 2008.
Foul-Release Coatings
Developments in an alternative technology are discussed in the paper, “Operational and Environmen-
tal Impact of Foul Release Coatings,” by C.W. O’Leary of International Paint Ltd., UK.
Foul-release coatings are biocide free; instead, they are formulated to create a non-stick surface sim-
ilar to the inside of non-stick cookware. The coating film, by virtue of its very low surface energy, is
slippery and thus minimizes the ability of fouling to adhere. Even when a ship is inactive and fouling at-
taches to a foul-release-coated hull, the fouling is removed in one of two ways: either by the shear force
of moving water as the ship travels, or by underwater cleaning, which requires significantly less shear
force than needed to remove fouling from hulls coated with an antifouling coating. The diminished
force needed to remove the fouling also results in less damage to the coating, O’Leary points out.
Foul-release chemistry, developed in the 1990s, typically is based on silicone. O’Leary addresses the
next generation of foul-release technology, patented in 2007, based on fluoropolymer chemistry. Ac-
cording to O’Leary, this new chemistry represents a significant improvement over the silicon-based sys-
tems: 2% improved fuel efficiency and 2% reduced emissions; and, compared to typical SPC antifoulings,
6% improved fuel efficiency and 6% reduced emissions.
The author attributes the advantages of the new fluoropolymer technology to several factors. The
average hull roughness (AHR) is singled out as critical. According to O’Leary, measurements performed
on hundreds of vessels indicate an AHR of 125 microns (5 mils) for SPC antifouling-coated hulls; an
AHR of 100 microns (4 mils) for silicon-based foul-release-coated hulls; and 75 microns (3 mils) for a
fluoropolymer-based foul-release-coated hull.
The low surface energy advantages of fluoropolymer foul-release coatings are attributed by the au-
thor to their amphiphilic properties. That is, these coatings are both hydrophobic (repelled by water)
and hydrophilic (attracted to water). Their amphiphilic nature is significant because some marine foul-
ing organisms have a hydrophobic nature, while others have a hydrophilic nature. The amphiphilic sur-
face of the fluoropolymers enables the coatings to minimize the chemical and electrostatic adhesion
between the surface and a wide range of foulings.
13

The resistance of these new coatings to slime build-up is also reported to be 50%
greater than the resistance of silicon-based foul release coatings.
The author, in conclusion, projects a mean savings comparison between these new
coatings and an SPC antifouling for a Very Large Crude Carrier (VLCC): over a five-
year period, a savings of over 9,300 tons of fuel (USD 2.8 million based on a price of
$300 per ton); and a reduction in CO2 emissions of around 12,000 tons.
Antifoulings Revisited
Eivind A. Berg presents a quite different perspective on fouling reduction in his paper,
“The Environmental Trade-Off.” According to Eivind, the leaching of biocides from an-
tifouling coatings presents far less of an environmental threat than the greenhouse
gases (GHGs) emitted from commercial shipping.
In Berg’s analysis, hull smoothness imparted by foul-release coatings is diminished
during service due to microbial growth and slime attachment. Regular cleaning of such
surfaces is required to prevent this fouling and regain acceptable fuel economy. There-
fore, he concludes, state-of-the-art biocide-based antifoulings outperform foul-release
coatings in terms of reduced fuel use and GHG emissions. By “state-of-the-art,” the
author is referring to biocides currently used in antifoulings, subsequent to the IMO’s
TBT ban. These biocides are not listed or detailed in the article but are noted to be
documented as environmentally acceptable. Two criteria are named for this accept-
ability: the biocide, once leached from the coating, must degrade or deactivate in hours
or days to become non-toxic; and the biocide must not create the potential for bioac-
cumulation in organisms or food chains.
Berg also discusses the transport of hull-attached, invasive, non-indigenous species from one global
region to another. Environmental hazards are associated with this transport; take, for example, the
damaging translocation in the 1980s of zebra mussels from the Caspian Sea into the U.S. Great Lakes.
The author makes two points regarding the transport of invasive species: first, that it is not regulated
nor taken into account in assessing environmental impact; and second, that antifoulings outperform foul-
release coatings in the prevention of this transport. [Editor’s Note: Transport of invasive species via ballast
water exchanged is being regulated.]
According to the author, hull roughness defines environmental impact. In light of this, he says that
foul-release coatings are softer than antifoulings and are more easily damaged by anchor chains, quays,
and other ship equipment. Foul-release coatings are also more difficult to repair and maintain, the au-
thor says.
Surface Treated Coatings
Yet another strategy for dealing with fouling on hull coatings has been recently developed. This strat-
egy is described in “Surface Treated Coatings and Ship Hull Performance,” written by B. Van Rompay
of Hydrex NV/Subsea Industries NV. Surface treated coatings (STCs) are biocide free. They are for-
mulated to be durable and to undergo regular underwater power-tool cleaning and conditioning
throughout the service life of the coating, without the need for reapplying the coating.
The conditioning aspect of the strategy is designed to improve the surface characteristics of the coat-
ing, while the cleaning aspect is designed to remove any fouling in the early stages of development. There-
fore, hull smoothness is of paramount importance for STCs: it is the primary factor in reducing fuel
consumption and hence reducing GHG emissions. A graph in the paper demonstrates that, compared to
a newly applied STC, hull roughness actually decreases after the coating has been in service and has then
been cleaned and conditioned. The author further notes that there is now a patented technique that com-
bines the conditioning and cleaning operations of an STC, thereby reducing maintenance costs.
One commercially available STC formulation is described in the paper—a vinyl ester with a high con-
centration of embedded glass flakes. This STC, applied at high film thickness, is reported to have good
anti-corrosive properties and to be approved as a superior-grade ballast tank coating, the application
for which it was originally designed. Furthermore, the author cites tests that indicate that after more
14
he shipping industry is in the middle of an energy crisis reminiscent of the 1970’s, and owners are busy trying to save energy. The useof efficient antifouling systems is one of the main methods to obtain fuel cost savings. Since the tin ban, the use of silicone foul-releasecoatings has been the method of choice. John Drew of the Carnival Corporation gave an owner’s perspective of applying silicone or foul-release coatings to newbuildings, at the recent Marine Coatings Conference (Hamburg, 24–25 September 2008).
Carnival Corporation decided to use foul-release coatings and has a track record of their use on more than twenty ships, all coated at repair.For optimum savings and performance, however, the question to be answered is, “Do we apply the coatings at newbuilding, or on vessels thatare already operational (first drydocking)?” The factors to be considered are cost differences (application and operational); outfitting issues;delays in delivery of ships, which are very costly; and other factors, such as new antifouling systems and underwater cleaning options. With a tight schedule, a silicone-based paint system can be applied in seven days. The following are various options.
• Apply at newbuilding. This might also be done at the pre-delivery stage before completing the vessel. • Apply it at first docking, after about 2.5 years of service. This leads to different potential fuel savings. The advantage is less drag in thewater. Most operators would like to apply the coatings straightaway, but this practice could lead to delaying the completion time of the ship and
add to initial costs. On the other hand, the first docking will be a little less expensive, as usually a washdown and some touchup is all that isrequired. Postponing the application of the system to the first docking will extend this docking time, compared to applying it during new-building. Missing a single planned cruise has a severe cost penalty. In addition, the reliability might be reduced due to inferior adhesion to thefirst antifouling layer. Carnival has not considered practical the option of application after the block building stage because it is difficult to move the segments around
without damaging the paint. One also has to deal with masking when the next construction phase is under way. Alternatively, it could be applied during the pre-delivery phase, whereby the hull is launched with sacrificial anodes attached to it. This
approach at least saves masking.• A further option might also be to apply it to the flat bottom only, after sweep blasting as a surface pre-treatment. There are pros and cons for the shipyard and the owner in the alternatives. This comparative study is ongoing. There is no universal
solution, no “one size fits all.”
than 500 cleanings of the same STC-coated surface, smoothness is improved compared to the hull as
originally coated.
Van Rompey says that another advantage of STCs over foul-release and antifouling coatings is the
STCs’ superior removal during cleaning of smaller fouling, e.g., protozoa and spores of algae. After
cleaning, foul-release and antifouling coatings are reported to have more crevices than STCs; smaller
foulings take shelter in these crevices, increasing drag. According to the author, it has also been demon-
strated that removing fouling from a vessel without reapplying an antifouling paint increases the sus-
ceptibility of the surface to new fouling.
The author also describes an ongoing EU-funded research project that assesses the economical and
environmental benefits of applying STCs. According to the author, other testing also indicates that the
underwater conditioning of STCs, which releases fine particulate matter into seawater, is an environ-
mentally safe process.
Furthermore
For more information on the papers reviewed, contact JPCL’s Brian Goldie—email: [email protected].
Notes
1. Clive H. Hare, Protective Coatings: Fundamentals of Chemistry and Composition, Technology Publishing
(Pittsburgh, PA), 1994, p. 486.
2. Hare, p. 486.
3. Hare, p. 485.
4. Review of MARPOL Annex VI, IMO, Sub-Committee on Bulk Liquids and Gases 2007.
5. Berg, Eivind A., “The Environmental Trade-Off,” paper presented at the Shipbuilding, Machinery, &
Marine Technology International Trade Fair (SMM; Hamburg, Germany) 2008.
6. Hare, p. 486.
7. Hare, p. 488.
JPCL
An Owner’s View of Foul-Release Coatings
T
15
Click our Reader e-Card at paintsquare.com/ric
� �� ������������������
Listings are alphabetized by company name.
� � �
&. ���- +���+$( ��(���+)- �-$/ �)�-$(",Marine AC70/Marine UrethaneEpoxy/Polyester/Polyester
�+�)&$( �)'*�(2CarboguardOrganic Zinc/Epoxy/Urethane
-�)Perlastic RGCoal Tar/Asphalt
# '�)��(- +(�-$)(�&��-��Epo-chem RL 500PFEpoxy/Epoxy/Epoxy
# '�+ �-��(�$���-��RustuffEpoxy (1-2 Coats)/Urethane
)(�+ - ��)&.-$)(,��$/��)!��#$()��$($(",�)+*�HP UrethaneUrethane/Urethane
)++), �&Corroseal Rust Converter PrimerOther
)- ����(�.,-+$ ,��(��Durabak 18 M-26/Durabak 18Urethane/Urethane
+),,!$ &���+)�.�-,�)+*�Dex-O-TexEpoxy (1-2 Coats)/Urethane
��'*( 2�)����(��EpodurOther
�$�')(���)" &���$(-�)'*�(2EnduraZinc 768/MultEPrime 500/MultiThane 330Organic Zinc/Epoxy/Urethane
�.+)'�+���(��HPL-1110Epoxy 100% Solids (1 or 2 Coats)
�(�.+����(.!��-.+$("�)���-��UG/Guardian/EX-2CInorganic Zinc/Epoxy/Urethane
�( �)(�)+*)+�-$)(ChemcladEpoxy 100% Solids (1 or 2 Coats)
�����)�-$(",Liquid EPDM RubberOther
�*)12�� �#��(- +(�-$)(�&A1 PrimecoatEpoxy/Epoxy/Epoxy
�+")(�+')+NovocoatEpoxy (1-2 Coats)/Urethane
& 1�+ - �� �#()&)"$ ,��-��CemprotecEpoxy (1-2 Coats)/Acrylic (1-2 Coats)
)1��(�.,-+$ ,��(��FX-498 Hydro Ester Epoxy Mastic High BuildEpoxy 100% Solids (1 or 2 Coats)
��)�-$(",��(��Rustop/Bio-Safe MaxLifeAlkyd/Acrylic/Acrylic
� '$- ��+)�.�-,��(��Gem-Cote EP 100Epoxy 100% Solids (1 or 2 Coats)
�.&!�)�,-���$(-��!"����(��GCPEpoxy (1-2 Coats)/Urethane
� '* &��������(��17630-3/17630-3/5595UEpoxy (1-2 Coats)/Urethane
����)'*),$- �� �#()&)"$ ,CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�2�+ 1��(� +0�- +�� �#()&)"2EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�(�.+)(�)�-$(",���(��Perma-GlossOrganic Zinc/Epoxy/Fluorourethane
�(�.,-+$�&���()- �#��(��Nansulate PTThermal Spray
�(- ".' (-�� �#()&)"$ ,���(��FluorogripEpoxy (1-2 Coats)/Fluoropolymer
�(- +*�$(-,���Zinc Silicato 060 IZ/Interpoxy/InterpoxyInorganic Zinc/Epoxy/Epoxy
�����' +$��(���! -2�� �#()&)"2AS-550Epoxy/Epoxy/Epoxy
�����)&2�* �� .-.+��)�-$(",Futura-ThanePolyurea Hybrid (1, 2, or 3 Coats)
��%�����&/ � +"���PractonEpoxy (1-2 Coats)/Urethane
SPONSORED BY
Exterior Superstructures Marine,Weathering, & UVSteel
Coating System Guide for the Marine IndustryPhotos courtesy Jotun
� �� �� � �� �
17
Coating Systems
Guide
� �
�� ��#24��0#4+/)3���/%�HP-105Urethane/Urethane
�045/��#+/43��/%�Barrier/Jotamastic/HardtopOrganic Zinc/Epoxy/Urethane
�����02203+0/��0/420-��0����4&�Techni-Plus UR-5Urethane/Urethane
�#3%0#4MM-DTMAlkyd/Acrylic/Acrylic
�#4+0/��0#4+/)��934'.3���/%�Al/zincThermal Spray
�0-+$2+&��0#4+/)3���/%�Polibrid 705Urethane Elastomeric (1 Coat)
�0-9�1'%�������*+0,0-PolySpec MarineOrganic Zinc/Epoxy/Epoxy
�02�����/%�Por-15Urethane/Urethane
�����0#4+/)3PPC CoatingsOther
�����204'%4+6'����#2+/'��0#4+/)3AT240/AT450HEpoxy (1-2 Coats)/Urethane
�2'.+'2��0#4+/)��934'.3��/%�PCS-#1111/PCS-#4300Epoxy (1-2 Coats)/Fluoropolymer
�*+/0��+/+/)3��02102#4+0/Rhino SolarMaxPolyurea Pure (1, 2, or 3 Coats)
�0&&#��#+/4��02102#4+0/RoPon-Polycoat HSEpoxy (1-2 Coats)/Urethane
�06#-������021�Roval R22 Cold Galvanizing CompoundZinc-Rich, Organic
�534� 5--'4�����Rust Bullet StandardOther
�534��-'5.��02102#4+0/9100/9400 SystemEpoxy (1-2 Coats)/Urethane
�#5'2'+3'/���/%�SauereisenUrethane/Urethane
�*'27+/�!+--+#.3Seaguard 5000HS/Seaguard 3000Epoxy (1-2 Coats)/Urethane
�1'%)5#2&��0#4+/)��934'.3SG-E375-08Polyurea Pure (1, 2, or 3 Coats)
�1'%+#-49��20&5%43���/%�������Polyshield HT-SL, AMP 100, CAP 100Polyurea Pure (1, 2, or 3 Coats)
�5$3'#��/&5342+'3�� EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�'2.#2534��'%*/0-0)+'3Termarust TR2000 HR CSA seriesCalcium Sulphonate
�'3-#��#/0�0#4+/)3��4&�TeslanZinc-Rich, Organic
�*'2.+0/ThermionThermal Spray
�����'4#-+:+/)��934'.3���4&�TMS MetalizingThermal Spray
�01��'%2'4��0#4+/)3SupermarineEpoxy (1-2 Coats)/Urethane
�34��'/4529��0#4+/)3���/%�FPUWC1Epoxy (1-2 Coats)/Fluoropolymer
������0#4+/)3�����MasticGrip/UreGripEpoxy (1-2 Coats)/Urethane
'23#�-'8��/%02102#4'&FSS 50 DMPolyurea Pure (1, 2, or 3 Coats)
+3520/��'%*/0-0)+'3��/%�PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
0-#4+-'��2''���/%�Volatile Free, Inc.Polyurea Pure (1, 2, or 3 Coats)
!#33'2��02102#4+0/WasserMCU/MCU/MCU
!#430/��0#4+/)3���/%�Aqua-ShieldAlkyd/Acrylic/Acrylic
!+--#.'44'� #--'9��0.1#/9PolyQuikPolyurea Pure (1, 2, or 3 Coats)
"���!02-&7+&'ZRC-221 Cold Galvanizing CompoundZinc-Rich, Organic
��!���*'34'240/��0�������0.103+4'3ARC 855Epoxy/Epoxy 100% Solids
-5'�!#4'2��#2+/'�#/&��204'%4+6'��0#4+/)3Marine AC70Epoxy/Epoxy/Epoxy
�#2$0-+/'��0.1#/9CarbothaneOrganic Zinc/Epoxy/Urethane
�*'.%0��/4'2/#4+0/#-��4&�Epo-chem RS 500PEpoxy 100% Solids (1 or 2 Coats)
�*'.�2'#4��/&+#��4&�RustuffEpoxy 100% Solids (1 or 2 Coats)
�����/&5342+'3CIMUrethane Elastomeric (1 Coat)
�0/%2'4'��0-54+0/3��+6��0(��*+/0��+/+/)3��021�HP UrethaneUrethane/Urethane
�02203'#-Corroseal Rust Converter PrimerOther
�04'����/&5342+'3��/%�Durabak18 M-28/Durabak 18 M-26 SmoothUrethane/Urethane
Exterior Deck Plate Abrasion,Marine, Weathering, & UVSteel
�2033(+'-&��20&5%43��021�Dex-O-TexEpoxy (1-2 Coats)/Urethane
�'/30��024*��.'2+%#DensoPolyester/Polyester/Polyester
�+#.0/&� 0)'-��#+/4��0.1#/9Mult-E-Poxy 180/Multi-Thane 330Epoxy (1-2 Coats)/Urethane
�520.#2���/%�HPL-2221-UV Epoxy 100% Solids (1 or 2 Coats)
�/&52#��#/5(#%452+/)��0���4&�UG - Guardian - EX-2CInorganic Zinc/Epoxy/Urethane
�/'%0/��02102#4+0/ChemcladEpoxy 100% Solids (1 or 2 Coats)
�/6+20/.'/4#-��204'%4+6'��0#4+/)3��/%�E-4000 One CoatZinc-Rich, Organic
�2)0/�2.02NovocoatEpoxy 100% Solids (1 or 2 Coats)
�5%-+&��*'.+%#-��0.1#/9Flexolith 2000GEpoxy/Epoxy/Epoxy
�08��/&5342+'3��/%�Fox FX-70-9 Hydro Ester CoatingEpoxy 100% Solids (1 or 2 Coats)
�'.+4'��20&5%43��/%�Fibre-PrimeOther
�-0$#-��%0�'%*/0-0)+'3Endura-TufUrethane Elastomeric (1 Coat)
�5-(��0#34��#+/4��()����/%�GCPEpoxy/Epoxy/Epoxy
�'.1'-��������/%�17630-3/17630-3/5595UEpoxy (1-2 Coats)/Urethane
����0.103+4'��'%*/0-0)+'3CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�/&520/��0#4+/)3���/%�Perma-Tuff SLEpoxy 100% Solids (1 or 2 Coats)
�/&5342+#-��#/04'%*��/%�Nansulate PTThermal Spray
�/4'21#+/43����Interpoxy 365 MA/Interpoxy 772 MA/InterthaneEpoxy (1-2 Coats)/Urethane
��!��.'2+%#/��#('49��'%*/0-0)9AS-550Epoxy/Epoxy/Epoxy
��!��0-9�1'%��5452#��0#4+/)3IrasealPolyurea Pure (1, 2, or 3 Coats)
�#,�����-6'$'2)���Practon/VersacureEpoxy/MCU/MCU
�� ��#24��0#4+/)3���/%�HP-105Urethane/Urethane
�045/��#+/43��/%�Barrier/Jotamastic/HardtopOrganic Zinc/Epoxy/Urethane
SPONSORED BYMarine Industry
� �� �� � ������� �
18
� �
�����)++),$)(��)(-+)&��)����-��Techni-Plus UR-5Urethane/Urethane
� 1�� ,$(��)'*�(1Plasti-ChemieMethyl Methacrylate/Methyl Methacrylate
��-$)(��)�-$("��1,- ',���(��HVOF TCThermal Spray
�����(�.,-+$ ,PrismaticPolyester/Polyester/Polyester
���$!$���)&1' +,��� $/$,$)(�)!�����Elasto-Deck 6500Polyurea Pure (1, 2, or 3 Coats)
�$&"+$'�� +'��)�-ZR PrimerZinc-Rich, Organic
�)&$�+$���)�-$(",���(��Polibrid 705Urethane Elastomeric (1 Coat)
�)&1�)�-��+)�.�-,Polyeuro 7502Polyurea Pure (1, 2, or 3 Coats)
�)&1�* ��������#$)%)&PolySpec MarineEpoxy/Epoxy Novolac/Epoxy Novolac
�)+����(��Por-15Urethane/Urethane
�����)�-$(",PPC CoatingsOther
�����+)- �-$/ �����+$( ��)�-$(",AT235/AT237MEpoxy/Epoxy 100% Solids
�.�(-.'��+).*Precidium LS-1150DOrganic Zinc/Polyurea (Pure)
�#$()��$($(",��)+*)+�-$)(Rhino SolarMaxPolyurea Pure (1, 2, or 3 Coats)
�)������$(-��)+*)+�-$)(RoPon HSEpoxy/Epoxy/Epoxy
�)/�&�����)+*�Roval R22 Cold Galvanizing CompoundZinc-Rich, Organic
�.,-��.&& -�����Rust Bullet Clear ShotOther
�.,-��& .'��)+*)+�-$)(9100/9400 SystemEpoxy (1-2 Coats)/Urethane
��. + $, (���(��SauereisenUrethane/Urethane
�# +0$(��$&&$�',Seaguard 5000HS/Seaguard 3000Epoxy (1-2 Coats)/Urethane
�* �".�+���)�-$("��1,- ',SG-E375-08Polyurea Pure (1, 2, or 3 Coats)
�* �$�&-1��+)�.�-,���(��������Polyshield HT-SL, AMP 100, CAP 100Polyurea Pure (1, 2, or 3 Coats)
�* ��)/ ��+ ��,-��)/ ���, ��1,- ',SpeedCove Precast Cove Base SystemsOther
Click our Reader e-Card at paintsquare.com/ric
NLB’s semi-automated VertaJet™ lets you do surface prep more productively than manual water jetting, with less effort. The lightweight SRT-6LT has ergonomic handles and 40,000 psi rotating jets with a 6” cleaning path.
The SRT-6LT quickly removes coatings, epoxies, rust, and more from steel and other substrates. The nozzles need no air to rotate and get into corners better than ever before. Vacuum recovery of water and debris is standard.
The VertaJet is as reliable and environmentally-friendly as it is productive. For details, call NLB today, or visit our website.
1-877-NLB-7996www.nlbcorp.com [email protected]
Get a better handle on surface prep
The compact SRT-6LT weighs just 20 lbs.
� �� �� � �� �
19
� �
�02203'#-Corroseal Rust Converter PrimerOther
�04'����/&5342+'3��/%�Durabak M-26/Durabak M-26 SmoothUrethane/Urethane
�2033(+'-&��20&5%43��021�Dex-O-TexEpoxy/Epoxy/Epoxy
�#.1/'9��0����/%�ThurmaloxOther
�'/30��024*��.'2+%#DensoPolyester/Polyester/Polyester
�+#.0/&�!0)'-��#+/4��0.1#/9Iron Prime 600/Finium DTM-ATAlkyd/Acrylic/Acrylic
�520.#2���/%�HPL-1110Epoxy 100% Solids (1 or 2 Coats)
�/&52#��#/5(#%452+/)��0���4&�EP - 521 - EX-2CEpoxy (1-2 Coats)/Urethane
�/'%0/��02102#4+0/Eneseal CROther
�/6+20/.'/4#-��204'%4+6'��0#4+/)3��/%�E-4000 One CoatZinc-Rich, Organic
�2)0/�2.02ErtechCoal Tar/Asphalt
�08��/&5342+'3��/%�Fox FX-509 Rust Inhibitive CoatingAlkyd/Acrylic/Acrylic
�����0#4+/)3��/%�Rustop/Bio-Safe MaxLifeAlkyd/Acrylic/Acrylic
�'.+4'��20&5%43��/%�Gem-Cote EP 100Epoxy 100% Solids (1 or 2 Coats)
�5-(��0#34��#+/4��()����/%�GCPEpoxy/Epoxy/Epoxy
�'.1'-�� �����/%�12050/12050/52140Alkyd/Alkyd/Alkyd
�'2'3+4'��204'%4+6'��0#4+/)3�����VRL-500Other
����0.103+4'��'%*/0-0)+'3CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�/&520/��0#4+/)3���/%�Perma-Clean IIEpoxy/Epoxy/Epoxy
�/&5342+#-��#/04'%*��/%�Nansulate PTThermal Spray
�/4'21#+/43����Interpoxy 365 MA/Interpoxy 772 MA/InterpoxyEpoxy/Epoxy/Epoxy
��"��.'2+%#/��#('49��'%*/0-0)9As-175Epoxy/Epoxy/Epoxy
��"��0-9�1'%��5452#��0#4+/)3FlexshieldUrethane/Urethane
�� ��#24��0#4+/)3���/%�HP-105Urethane/Urethane
�045/��#+/43��/%�Pilot IIAlkyd/Alkyd/Alkyd
�����02203+0/��0/420-��0����4&�Techni-Plus EP14Epoxy Flake Filled/Epoxy Flake Filled
�'9��'3+/��0.1#/9Key Lastic MEEpoxy/Epoxy 100% Solids
�#3%0#4MM-DTMAlkyd/Acrylic/Acrylic
�#4+0/#-��#+/4'/#/%'��20&5%43��49���4&�JaxxonEpoxy/Epoxy 100% Solids
�#6%02EP601Epoxy/Epoxy 100% Solids
�����/&5342+'3PrismaticEpoxy/Polyester/Polyester
�����1'%+#-49��20&5%43NSP-120 High Performance Epoxy CoatingEpoxy 100% Solids (1 or 2 Coats)
�#%+(+%��0-9.'23�����+6+3+0/�0(���"�Elasto-Deck 6500Polyurea Pure (1, 2, or 3 Coats)
�0-+$2+&��0#4+/)3���/%�Polibrid 705Urethane Elastomeric (1 Coat)
�0-9�1'%�������*+0,0-PolySpec MarineEpoxy 100% Solids (1 or 2 Coats)
�02�����/%�Por-15Urethane/Urethane
�����0#4+/)3PPC CoatingsOther
�����204'%4+6'����#2+/'��0#4+/)3AT185H/AT5450Alkyd/Alkyd/Alkyd
�5#/45.��2051Precidium 41-P, Precidium LS-1150DEpoxy (1-2 Coats)/Urethane
�*+/0��+/+/)3��02102#4+0/Rhino ExtremePolyurea Pure (1, 2, or 3 Coats)
�0&&#��#+/4��02102#4+0/All Purpose EnamelAlkyd/Alkyd/Alkyd
�06#-� ����021�Roval R22 Cold Galvanizing CompoundZinc-Rich, Organic
�534� 5--'4�����Rust Bullet StandardOther
�534��-'5.��02102#4+0/9100/3700 SystemEpoxy (1-2 Coats)/Acrylic (1-2 Coats)
�#5'2'+3'/���/%�SauereisenUrethane/Urethane
�*'27+/�"+--+#.3Seaguard 1000 EnamelAlkyd/Alkyd/Alkyd
�5$3'#��/&5342+'3��!EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�'2.#2534��'%*/0-0)+'3Termazinc TZ1000 seriesZinc-Rich, Organic
�'3-#��#/0�0#4+/)3��4&�TeslanZinc-Rich, Organic
�*'2.+0/ThermionThermal Spray
�*+/��+-.��'%*/0-0)9���/%�Bio-Gard 251/257/258Epoxy/Epoxy 100% Solids
�����'4#-+:+/)��934'.3���4&�TMS MetalizingThermal Spray
�01��'%2'4��0#4+/)3SupermarineEpoxy (1-2 Coats)/Urethane
�34��'/4529��0#4+/)3���/%�FPUWC1Epoxy (1-2 Coats)/Fluoropolymer
!'23#�-'8��/%02102#4'&FSS 50 DMPolyurea Pure (1, 2, or 3 Coats)
!+3520/��'%*/0-0)+'3��/%�PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
!0-#4+-'��2''���/%�Volatile Free, Inc.Polyurea Pure (1, 2, or 3 Coats)
"#33'2��02102#4+0/WasserMCU/MCU/MCU
"+--#.'44'�!#--'9��0.1#/9PolyQuikPolyurea Pure (1, 2, or 3 Coats)
��"���*'34'240/��0�������0.103+4'3ARC S1Epoxy 100% Solids (1 or 2 Coats)
� ����/&5342+'3IronBondOther
-5'�"#4'2��#2+/'�#/&��204'%4+6'��0#4+/)3Marine AC70/Marine Alkyd 50Epoxy (1-2 Coats)/Acrylic (1-2 Coats)
�#2$0-+/'��0.1#/9CarboguardEpoxy (1-2 Coats)/Urethane
�*'.%0��/4'2/#4+0/#-��4&�Epo-chem RS 500PEpoxy 100% Solids (1 or 2 Coats)
�*'.�2'#4��/&+#��4&�RustuffAlkyd/Acrylic/Acrylic
�0/%2'4'��0-54+0/3��+6��0(��*+/0��+/+/)3��021�HP UrethaneUrethane/Urethane
�02%*'.��02102#4+0/Corchem 283Epoxy 100% Solids (1 or 2 Coats)
Interior MildSteel
SPONSORED BYMarine Industry
� �� �� � �� �
20
� �
�&���*�'���%�)!$���.()�#(SG-E375-08Polyurea Pure (1, 2, or 3 Coats)
�&��!�").��'%�*�)(���$��������Polyshield HT-SL, HT-100F, AMP 100Polyurea Pure (1, 2, or 3 Coats)
�&����%+���'���()��%+���(���.()�#(SpeedCove Precast Cove Base SystemsOther
��'#�'*()���� $%"%�!�(Termarust TR2100 HR CSA seriesCalcium Sulphonate
��("����$%�%�)!$�(��)��TeslanZinc-Rich, Inorganic
� �'#!%$ThermionThermal Spray
�%&����'�)��%�)!$�(SupermarineAlkyd/Alkyd/Silicone Alkyd
��()���$)*'.��%�)!$�(���$��FPUWC1,FPUWC1NSEpoxy (1-2 Coats)/Fluoropolymer
������%�)!$�(�����MultiGripAlkyd/Alkyd/Alkyd
��'(� "�-��$�%'&%'�)��FSS 50 DMPolyurea Pure (1, 2, or 3 Coats)
�!(*'%$���� $%"%�!�(��$��PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
��((�'��%'&%'�)!%$WasserMCU/MCU/MCU
��)(%$��%�)!$�(���$��Aqua-ShieldEpoxy (1-2 Coats)/Acrylic (1-2 Coats)
�!""�#�))����""�.��%#&�$.PolyQuikPolyurea Hybrid (1, 2, or 3 Coats)
�����%'"�,!��ZRC-221 Cold Galvanizing CompoundZinc-Rich, Organic
����� �()�')%$��%������%#&%(!)�(ARC S2Epoxy 100% Solids (1 or 2 Coats)
����$�*()'!�(Abri Universal Sealer MarineOther
'�%'��&%-.��$��ArcorEpoxy 100% Solids (1 or 2 Coats)
Below Water LineSteel
� ��%'&%'�)!%$���*!"�!$���.()�#(A-P-EEpoxy/Epoxy 100% Solids
"*����)�'���'!$���$���'%)��)!+���%�)!$�(Marine AC70/Marine AF45Epoxy/Epoxy/Epoxy
��'�%"!$���%#&�$.BitumasticEpoxy Coal Tar/Epoxy Coal Tar
� �#�%��$)�'$�)!%$�"��)��Epo-chem RS 500PEpoxy 100% Solids (1 or 2 Coats)
� �#�%��.()�#(CCS Marine CoatingEpoxy/Epoxy 100% Solids
� �#�'��)��$�!���)��RusttuffEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
Click our Reader e-Card at paintsquare.com/ric
Marine Industry
� �� �� � �� �
21
� �
�/1#(%-��/10/1!3)/.Corchem 247Epoxy Coal Tar High Build (1 or 2 Coats)
�%.2/��/13(��-%1)#!SeaShield/DensoOther
�)!-/.$��/'%,��!).3��/-0!.8Mult-E-Poxy 180Epoxy/Epoxy/Epoxy
�41/-!1���.#�HPL-2510/HPL-2510-FREpoxy 100% Solids (1 or 2 Coats)
�.$41!��!.4&!#341).'��/���3$�Guardian - Fusion 90Epoxy (1-2 Coats)/Urethane
�.%#/.��/10/1!3)/.ChemcladEpoxy 100% Solids (1 or 2 Coats)
�.5)1/.-%.3!,��1/3%#3)5%��/!3).'2��.#�E-4000 One CoatZinc-Rich, Organic
������/!3).'2Liquid EPDM RubberOther
�1'/.�1-/1NovocoatEpoxy 100% Solids (1 or 2 Coats)
�/7��.$4231)%2��.#�Fox FX-70-9 Hydro Ester CoatingEpoxy 100% Solids (1 or 2 Coats)
�4*)�),-��-!13��41&!#%2�����Duplex Silicone Fouling ReleaseOther
�%-)3%��1/$4#32��.#�Fibre-PrimeOther
�,/"!,��#/�%#(./,/')%2Endura-FlexUrethane Elastomeric (1 Coat)
�4,&��/!23��!).3��&'����.#�Poly ChemEpoxy/Epoxy 100% Solids
�%-0%,��������.#�17630-3/17630-3/45182/76600/76600Other
����/-0/2)3%��%#(./,/')%2CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�8$1%7��.$%16!3%1��%#(./,/'8EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�.$41/.��/!3).'2���.#�PermaSafe 100 Ceramic EpoxyEpoxy 100% Solids (1 or 2 Coats)
�.3%10!).32����Coal Tar C-200 HS/Coal Tar C-200 HSEpoxy Coal Tar/Epoxy Coal Tar
�� ��/,8�0%#��4341!��/!3).'2PolySpec ThiokolEpoxy/Epoxy 100% Solids
�!+�����,5%"%1'���EpoxyEpoxy/Epoxy/Epoxy
�/34.��!).32��.#�Jotamastic 87Epoxy/Epoxy/Epoxy
�����/11/2)/.��/.31/,��/����3$�Techni-Plus VE 62Vinyl Ester/Vinyl Ester/Vinyl Ester
�!3)/.!,��!).3%.!.#%��1/$4#32��38���3$�ScubapoxEpoxy/Epoxy 100% Solids
�����.$4231)%2PrismaticEpoxy/Polyester/Polyester
�����0%#)!,38��1/$4#32NSP-120 High Performance Epoxy CoatingEpoxy 100% Solids (1 or 2 Coats)
�/,)"1)$��/!3).'2���.#�Polibrid 705Urethane Elastomeric (1 Coat)
�/,8�0%#�������()/+/,PolySpec ThiokolEpoxy/Epoxy 100% Solids
�/1�����.#�Por-15Urethane/Urethane
�����/!3).'2PPC CoatingsOther
�����1/3%#3)5%����!1).%��/!3).'2AmercoatEpoxy/Epoxy/Epoxy
�()./��).).'2��/10/1!3)/.Rhino ExtremePolyurea Pure (1, 2, or 3 Coats)
�423� 4,,%3�����Rust BulletOther
�!4%1%)2%.���.#�SauereisenUrethane/Urethane
�%!#/!3��%#(./,/'8Sea-SpeedSiloxane/Siloxane
�(%16).� ),,)!-2Fast Clad EREpoxy 100% Solids (1 or 2 Coats)
�0%#'4!1$��/!3).'��823%-2SG-E375-08Polyurea Pure (1, 2, or 3 Coats)
�0%#)!,38��1/$4#32���.#�������Polyshield HT, Hi-E, HT-100FPolyurea Pure (1, 2, or 3 Coats)
�4"2%!��.$4231)%2���EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�%1-!1423��%#(./,/')%2Termazinc TZ1000 seriesZinc-Rich, Organic
�(%1-)/.ThermionThermal Spray
�().��),-��%#(./,/'8���.#�Bio-Gard, Bio-DurEpoxy/Epoxy 100% Solids
�����%3!,)9).'��823%-2���3$�TMS MetalizingThermal Spray
�/0��%#1%3��/!3).'2SupermarineOther
�23��%.3418��/!3).'2���.#�FPUWC15EOrganic Zinc/Epoxy/Fluoropolymer
������/!3).'2�����MasticGripEpoxy Coal Tar High Build (1 or 2 Coats)
�%12!�,%7��.#/10/1!3%$FSS 50 DMPolyurea Pure (1, 2, or 3 Coats)
�)241/.��%#(./,/')%2��.#�PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
�/,!3),%��1%%���.#�Volatile Free, Inc.Polyurea Pure (1, 2, or 3 Coats)
!22%1��/10/1!3)/.WasserMCU Coal Tar/MCU Coal Tar/MCU Coal Tar
),,!-%33%��!,,%8��/-0!.8PolyQuikPolyurea Pure (1, 2, or 3 Coats)
�� ���(%23%13/.��/�������/-0/2)3%2ARC S1HBEpoxy 100% Solids (1 or 2 Coats)
�1#/1��0/78��.#�ArcorEpoxy 100% Solids (1 or 2 Coats)
,4%� !3%1��!1).%�!.$��1/3%#3)5%��/!3).'2Marine AC70Epoxy/Epoxy/Epoxy
�!1"/,).%��/-0!.8CarboguardEpoxy/Epoxy/Epoxy
�(%-#/��.3%1.!3)/.!,��3$�Epo-chem RS 500PEpoxy 100% Solids (1 or 2 Coats)
�(%-�1%!3��.$)!��3$�ChemtuffEpoxy Phenolic (3 Coats)
�/1#(%-��/10/1!3)/.Corchem 258Epoxy Novolac (1 or 2 Coats)
�/3%����.$4231)%2��.#�Durabak M-26 SmoothUrethane/Urethane
�!4"%13��(%-)#!,���/�TectylCalcium Sulphonate
�%.2/��/13(��-%1)#!DensoOther
Ballast Tank LiningsSteel
SPONSORED BYMarine Industry
� �� �� � �� �
22

� �
�30.,!0���-#�HPL-2510 Epoxy 100% Solids (1 or 2 Coats)
�-$30!��!-3&!#230)-'� .���2$�OTL - EX-2CEpoxy (1-2 Coats)/Urethane
�-4)0.-,%-2!+��0.2%#2)4%� .!2)-'1��-#�E-4000 One CoatZinc-Rich, Organic
����� .!2)-'1Liquid EPDM RubberOther
�0'.-�0,.0NovocoatEpoxy 100% Solids (1 or 2 Coats)
�%,)2%��0.$3#21��-#�Gem-Cote EP 100Epoxy 100% Solids (1 or 2 Coats)
�+."!+��#.�%#(-.+.')%1Endura-FlexUrethane Elastomeric (1 Coat)
�3+&� .!12��!)-2��&'����-#�Poly ChemEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
�%,/%+��������-#�17630-3/17630-3/17630-3Epoxy/Epoxy/Epoxy
�%0%1)2%��0.2%#2)4%� .!2)-'1���� CSE-6100Epoxy Phenolic (3 Coats)
��� .,/.1)2%��%#(-.+.')%1CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�-$30.-� .!2)-'1���-#�PermaSafe 100 Ceramic EpoxyEpoxy/Epoxy 100% Solids
�-$3120)!+� .!2)-'1�.&� .+.0!$.Multiple brands Polyurea Hybrid (1, 2, or 3 Coats)
�-2%'3,%-2��%#(-.+.')%1���-#�FluorogripEpoxy (1-2 Coats)/Fluoropolymer
�� ��.+6�/%#��3230!� .!2)-'1Protec IIPolyurea Hybrid (1, 2, or 3 Coats)
�!*�����+4%"%0'���PractonEpoxy/Epoxy/Epoxy
�.23-��!)-21��-#�Balloxy HB LightEpoxy/Epoxy/Epoxy
� � .00.1).-� .-20.+� .����2$�Techni-Plus VE 62Vinyl Ester/Vinyl Ester/Vinyl Ester
�.-%��2!0��/%#)!+2)%1���� Reilly Coal Tar EnamelCoal Tar/Asphalt
�����/%#)!+26��0.$3#21NSP-120 High Performance Epoxy CoatingEpoxy 100% Solids (1 or 2 Coats)
�.+)"0)$� .!2)-'1���-#�Polibrid 705Urethane Elastomeric (1 Coat)
�.+6#.!2��0.$3#21Polyeuro 1050HUrethane Elastomeric (1 Coat)
�.+6�/%#�������().*.+PolySpec ThiokolEpoxy/Epoxy Novolac/Epoxy Novolac
�.0����-#�Por-15Urethane/Urethane
�� � .!2)-'1PPC CoatingsOther
�����0.2%#2)4%����!0)-%� .!2)-'1AT240/AT240Epoxy/Epoxy/Epoxy
�0%,)%0� .!2)-'��612%,1��-#�PCS-#1100Other
�!4%-��)-)-'��612%,1Raven Lining SystemsEpoxy 100% Solids (1 or 2 Coats)
�()-.��)-)-'1� .0/.0!2).-Rhino ExtremePolyurea Pure (1, 2, or 3 Coats)
�312��3++%2���� Rust Bullet StandardOther
�312��+%3,� .0/.0!2).-9100 SystemEpoxy/Epoxy/Epoxy
�!3%0%)1%-���-#�SauereisenUrethane/Urethane
�(%05)-� )++)!,1Fast Clad EREpoxy 100% Solids (1 or 2 Coats)
�/%#)!+26��0.$3#21���-#�������Polyshield HT, Hi-E, HT-100FPolyurea Pure (1, 2, or 3 Coats)
�2)0+)-'��+.6$��0.3/��+#�PermareOther
�3"1%!��-$3120)%1���EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�%0,!0312��%#(-.+.')%1Termarust TR2000 HR CSA SeriesCalcium Sulphonate
Click our Reader e-Card at paintsquare.com/ric
FindtheEquipmentYouNeed
andSelltheEquipmentYouDon’t
in theMarketplace on
PaintSquare.comWhether you’re buying or selling,
PaintSquare’s Marketplace is your
resource for all kinds of new and
used painting and blasting
equipment.
Go to PaintSquare.com and visit
the Marketplace, or call Lauren at
800-837-8303 for more information.
Marine Industry
� �� �� � �� �
23
� �
�%"-)&+*ThermionThermal Spray
�%&*��&()��" %*+(+$3���* �Bio-Gard, Bio-DurEpoxy 100% Solids (1 or 2 Coats)
�����%")& �(.��ProdotexEpoxy Coal Tar/Epoxy Coal Tar
�����"/�(&4&*$��3./").���/!�TMS MetalizingThermal Spray
�+,��" -"/��+�/&*$.SupermarineEpoxy (1-2 Coats)/Urethane
��./��"*/0-3��+�/&*$.���* �FPUWC5Epoxy (1-2 Coats)/Fluoropolymer
������+�/&*$.�����EpoxyGripEpoxy/Epoxy/Epoxy
�&.0-+*��" %*+(+$&".��* �PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
�+(�/&("��-""���* �Volatile Free, Inc.Polyurea Hybrid (1, 2, or 3 Coats)
��.."-��+-,+-�/&+*WasserMCU/MCU/MCU
�&((�)"//"���(("3��+),�*3PolyQuikPolyurea Pure (1, 2, or 3 Coats)
�����%"./"-/+*��+������+),+.&/".ARC S4+HBEpoxy Novolac (1 or 2 Coats)
Cargo Tank LiningsSteel
!1�* "!��+(3)"-��+�/&*$.���/!�MarineLineOther
- +-��,+23��* �ArcorEpoxy Novolac (1 or 2 Coats)
��-�+(&*"��+),�*3CarboguardEpoxy 100% Solids (1 or 2 Coats)
�"/ +Perlastic SGCoal Tar/Asphalt
�%") +��*/"-*�/&+*�(��/!�Epo-chem RA 500MEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
�%")�-"�/��*!&���/!�ChemtuffEpoxy Flake Filled/Epoxy Flake Filled
�+- %")��+-,+-�/&+*Corchem 258Epoxy Novolac (1 or 2 Coats)
�+/"����*!0./-&".��* �Durabak M-26 SmoothUrethane/Urethane
"*.+��+-/%�)"-& �DensoOther
0-+)�-���* �HPL-2510 Epoxy (1-2 Coats)/Urethane
�*!0-����*0#� /0-&*$��+���/!�OTL - EX-2CEpoxy (1-2 Coats)/Urethane
�*" +*��+-,+-�/&+*ChemcladEpoxy 100% Solids (1 or 2 Coats)
�*1&-+*)"*/�(��-+/" /&1"��+�/&*$.��* �E-4000 One CoatZinc-Rich, Organic
�� ���+�/&*$.Liquid EPDM RubberOther
�,+23��" %��*/"-*�/&+*�(UroflexEpoxy/Epoxy 100% Solids
�-$+*-)+-NovocoatEpoxy Novolac (1 or 2 Coats)
���& '��-+/" /&1"��+�/&*$.FabickPolyurea Pure (1, 2, or 3 Coats)
�")&/"��-+!0 /.��* �Gem-Cote EP CREpoxy 100% Solids (1 or 2 Coats)
�(+��(�� +�" %*+(+$&".Endura-FlexUrethane Elastomeric (1 Coat)
�0(#��+�./���&*/��#$����* �Poly ChemEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
�"),"(�������* �15500/15500/15500Epoxy/Epoxy/Epoxy
�"-".&/"��-+/" /&1"��+�/&*$.�����CSE-6100Epoxy Phenolic (3 Coats)
����+),+.&/"��" %*+(+$&".CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�*!0-+*��+�/&*$.���* �PermaClean 100 Ceramic EpoxyEpoxy 100% Solids (1 or 2 Coats)
�*!0./-&�(��+�/&*$.�+#��+(+-�!+Multiple brandsPolyurea Hybrid (1, 2, or 3 Coats)
�*/"-,�&*/.���Interpoxy Finish 998 BF/Interpoxy Finish 998 BFEpoxy/Epoxy Novolac/Epoxy Novolac
�����+(3�," ��0/0-���+�/&*$.Protec IIPolyurea Hybrid (1, 2, or 3 Coats)
��'����(1"�"-$��PractonEpoxy Coal Tar High Build (1 or 2 Coats)
Rapid Prep Service Center Locations: Johnston, RI - Chesapeake, VA Chula Vista, CA - Lakewood, WA
(877) 529-2124 www.rapidprep.com
Dust Collectors to 80,000 CFM
Vacuum TO 6,000 CFM diesel / electric
Blast & Recovery Systems all sizes Shipyard vacs & dc’s
60 ton eight outlet blasters
DH / AC Units
INCREASE PROFITS !
RUST NEVER SLEEPS!
Clic
k ou
r Rea
der e
-Car
d at
pai
ntsq
uare
.com
/ric
SPONSORED BYMarine Industry
� �� �� � ������� �
24
� �
�.23-��!)-21��-#�TankguardEpoxy/Epoxy Phenolic/Epoxy Phenolic
�����.00.1).-��.-20.+��.����2$�Techni-Plus AEP 20.2Epoxy/Epoxy Flake Filled/Epoxy Flake Filled
�!2).-!+��!)-2%-!-#%��0.$3#21��27���2$�JaxxonEpoxy/Epoxy 100% Solids
�����/%#)!+27��0.$3#21NSP-120 High Performance Epoxy CoatingEpoxy 100% Solids (1 or 2 Coats)
�.+)"0)$��.!2)-'1���-#�Polibrid 705Urethane Elastomeric (1 Coat)
�.+7#.!2��0.$3#21Polyeuro 1050HUrethane Elastomeric (1 Coat)
�.+7#.0/��2$�Polycorp/PolymericSheet Lining, Rubber
�.+7�/%#�������().*.+PolySpec ThiokolEpoxy/Epoxy Novolac/Epoxy Novolac
�.0�����-#�Por-15Urethane/Urethane
�����.!2)-'1PPC CoatingsOther
�����0.2%#2)4%����!0)-%��.!2)-'1AT253/AT253Epoxy Novolac (1 or 2 Coats)
�()-.��)-)-'1��.0/.0!2).-Rhino TuffGripPolyurea Pure (1, 2, or 3 Coats)
�.4!+������.0/�Roval R22 Cold Galvanizing CompoundZinc-Rich, Organic
�312� 3++%2�����Rust BulletOther
�!3%0%)1%-���-#�SauereisenUrethane/Urethane
�%!#.!2��%#(-.+.'7Nova-Sil CHOrganic Zinc/Epoxy/Siloxane
�(%05)-� )++)!,1Phenicon HSEpoxy/Epoxy Phenolic/Epoxy Phenolic
�/%#)!+27��0.$3#21���-#�������Polyshield HT-SL, Hi-E, HT-100FPolyurea Pure (1, 2, or 3 Coats)
�3"1%!��-$3120)%1���EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
�(%0,).-ThermionThermal Spray
�����%2!+)8)-'��712%,1���2$�TMS MetalizingThermal Spray
�./��%#0%2��.!2)-'1SupermarineEpoxy (1-2 Coats)/Urethane
�12��%-2307��.!2)-'1���-#�FPUWC5Epoxy (1-2 Coats)/Fluoropolymer
������.!2)-'1�����GripLineEpoxy/Epoxy 100% Solids
�)130.-��%#(-.+.')%1��-#�PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
�.+!2)+%��0%%���-#�Volatile Free, Inc.Polyurea Pure (1, 2, or 3 Coats)
!11%0��.0/.0!2).-WasserMCU/MCU/MCU
)++!,%22%��!++%7��.,/!-7PolyQuikPolyurea Hybrid (1, 2, or 3 Coats)
�� ���(%12%02.-��.�������.,/.1)2%1ARC S1Epoxy 100% Solids (1 or 2 Coats)
�$4!-#%$��.+7,%0��.!2)-'1���2$�MarineLineOther
�0#.0��/.67��-#�ArcorEpoxy 100% Solids (1 or 2 Coats)
+3%� !2%0��!0)-%�!-$��0.2%#2)4%��.!2)-'1Marine AC70Epoxy/Epoxy/Epoxy
�!0".+)-%��.,/!-7CarboguardEpoxy/Epoxy/Epoxy
�%2#.Perlastic SGCoal Tar/Asphalt
�(%,#.��-2%0-!2).-!+��2$�Epo-chem RA 500MEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
�(%,�0%!2��-$)!��2$�ChemtuffEpoxy Flake Filled/Epoxy Flake Filled
�.0#(%,��.0/.0!2).-Corchem 258Epoxy Novolac (1 or 2 Coats)
�.00.1%!+Corroseal Rust Converter PrimerPhenolic/Fusion-Bonded Epoxy
�.2%����-$3120)%1��-#�Durabak M-26 SmoothUrethane/Urethane
�%-1.��.02(��,%0)#!DensoOther
�)!,.-$��.'%+��!)-2��.,/!-7Mult-E-Prime 500/Mult-E-Poxy 180Epoxy/Epoxy/Epoxy
�30.,!0���-#�HPL-1110 Epoxy 100% Solids (1 or 2 Coats)
�-$30!��!-3&!#230)-'��.���2$�OTL - EX-2CEpoxy (1-2 Coats)/Urethane
Cargo Hold LiningsSteel
�-%#.-��.0/.0!2).-ChemcladEpoxy 100% Solids (1 or 2 Coats)
�-4)0.-,%-2!+��0.2%#2)4%��.!2)-'1��-#�E-4000 One CoatZinc-Rich, Organic
�/.67��%#(��-2%0-!2).-!+UroflexEpoxy/Epoxy/Epoxy
�0'.-�0,.0NovocoatEpoxy/Epoxy Novolac/Epoxy Novolac
�!")#*��0.2%#2)4%��.!2)-'1FabickPolyurea Pure (1, 2, or 3 Coats)
�%,)2%��0.$3#21��-#�Gem-Cote EP 100Epoxy 100% Solids (1 or 2 Coats)
�+."!+��#.�%#(-.+.')%1Endura-FlexUrethane Elastomeric (1 Coat)
�3+&��.!12��!)-2��&'����-#�Poly ChemEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
�%,/%+��������-#�45751-3/45751-3/45751-3Epoxy/Epoxy/Epoxy
�%0%1)2%��0.2%#2)4%��.!2)-'1�����CSE-6200Epoxy Flake Filled/Epoxy Flake Filled
����.,/.1)2%��%#(-.+.')%1CarbonSealEpoxy/Epoxy Novolac/Epoxy Novolac
�-$30.-��.!2)-'1���-#�PermaClean 100 Ceramic EpoxyEpoxy 100% Solids (1 or 2 Coats)
�-$3120)!+��.!2)-'1�.&��.+.0!$.Multiple brands Polyurea Hybrid (1, 2, or 3 Coats)
�-$3120)!+��!-.2%#(��-#�Nansulate PTThermal Spray
�� ��.+7�/%#��3230!��.!2)-'1Protec IIPolyurea Hybrid (1, 2, or 3 Coats)
�!*�����+4%"%0'���Practon GFEpoxy/Epoxy Flake Filled/Epoxy Flake Filled
�.23-��!)-21��-#�JotamasticEpoxy/Epoxy/Epoxy
�����.00.1).-��.-20.+��.����2$�Techni-Plus AEP 20.2Epoxy/Epoxy Flake Filled/Epoxy Flake Filled
�!1#.!2MM-DTMAlkyd/Acrylic/Acrylic
�!2).-!+��!)-2%-!-#%��0.$3#21��27���2$�JaxxonEpoxy/Epoxy 100% Solids
�.02(%0-��-$3120)%1��-#�NI-56Urethane/Urethane
�����/%#)!+27��0.$3#21NSP-120 High Performance Epoxy CoatingEpoxy 100% Solids (1 or 2 Coats)
�.+)"0)$��.!2)-'1���-#�Polibrid 705Urethane Elastomeric (1 Coat)
�.+7#.!2��0.$3#21Polyeuro 1050HUrethane Elastomeric (1 Coat)
SPONSORED BYMarine Industry
� �� �� � �� �
25

� �
�(%0�(*)��,��Polycorp/PolymericSheet Lining, Rubber
�(%0�) ��������"#($(%PolySpec ThiokolEpoxy/Epoxy 100% Solids
�(*����'��Por-15Urethane/Urethane
�����(�,#'!+PPC CoatingsOther
�����*(, �,#. �����*#' ��(�,#'!+AT238/AT238Epoxy/Epoxy/Siloxane
�"#'(��#'#'!+��(*)(*�,#('Rhino TuffGripPolyurea Pure (1, 2, or 3 Coats)
�-+,��-%% ,�����Rust BulletOther
�-+,��% -&��(*)(*�,#('9100/9400 SystemEpoxy (1-2 Coats)/Urethane
��- * #+ '���'��SauereisenUrethane/Urethane
�" */#'��#%%#�&+EuroNavy ES301Epoxy/Epoxy 100% Solids
�) �#�%,0��*(�-�,+���'��������HCR-FR, Polyshield HT-SL, AMP 100Polyurea Pure (1, 2, or 3 Coats)
�-�+ ���'�-+,*# +���EcospeedVinyl Ester/Vinyl Ester/Vinyl Ester
� *&�*-+,�� �"'(%(!# +Termazinc TZ1000 series;Zinc-Rich, Organic
� +%����'(�(�,#'!+��,��TeslanZinc-Rich, Organic
�" *&#('ThermionThermal Spray
�()�� �* ,��(�,#'!+SupermarineEpoxy (1-2 Coats)/Urethane
�+,�� ',-*0��(�,#'!+���'��FPUWC5Epoxy (1-2 Coats)/Fluoropolymer
������(�,#'!+�����EpoxyGripEpoxy/Epoxy/Epoxy
�#+-*('�� �"'(%(!# +��'��PolyArmor, WarriorPolyurea Pure (1, 2, or 3 Coats)
�(%�,#% � * ���'��Volatile Free, Inc.Polyurea Hybrid (1, 2, or 3 Coats)
��++ *��(*)(*�,#('WasserMCU/MCU/MCU
�#%%�& ,, ���%% 0��(&)�'0PolyQuikPolyurea Hybrid (1, 2, or 3 Coats)
�����(*%�/#� ZRC Zero-VOC Galvanizing CompoundZinc-Rich, Inorganic
PREQUALIFICATION OF PROSPECTIVE BIDDERS: The New Jersey Turnpike Authority (NJTA –Authority) is seeking Contractors to become prequalified under Special Classification, “Painting, Com-plex” and Classification Rating, Unlimited, utilizing the Authority’s Prequalification process in antici-pation of the below contracts.Contract No. P100.185: The Driscoll Memorial Bridge (Structure No. 127.2N) is located on the Gar-den State Parkway between Interchanges 125 and 127 in Sayreville Borough and Woodbridge Town-ship, Middlesex County. The bridge measures 4,392 feet long by 129 feet wide and carries four (4) lanesand two (2) shoulders each on the Northbound Inner and Outer Roadways. The typical bridge crosssection consists of four (4) main deck girders with floorbeams and stringers. The main river unit is1859 feet long consisting of three (3) sets of three span continuous units and crosses the Raritan Riverwith a maximum vertical clearance of 135 feet above a 200 foot wide shipping channel. The south ap-proach consists of eight (8) 135 feet long simple spans that cross an open infield area. The north ap-proach consists of 12 simple spans that range from 85 feet to 155 feet in length that cross Smith Street(2 spans) and open infield areas. Riveted plate girders fabricated of painted carbon and silicon steel areused throughout the eastern half of the structure (beneath the Northbound Outer Roadway), andwelded plate girders fabricated of weathering steel are utilized throughout the western half of the struc-ture (beneath the Northbound Inner Roadway).
Work shall include the removal of approximately 980,000 SF of existing lead based paint through-out the eastern half of the bridge to a near-white (SSPC SP-10) blast cleaning standard utilizing a fullcontainment system during all blasting and repainting. The work will also involve abrasive blasting(SSPC SP-10) and painting of approximately 125,000 SF of weathering steel within the western half ofthe structure. The work on the weathering steel will specifically involve the beam-ends, areas belowbridge deck joints (some painted and unpainted), the east face of Girder No. 2 and areas as directed inthe field during construction. The existing paint system will be replaced with a NJTA approved threecoat system (Zinc Primer / Epoxy Intermediate / Aliphatic Urethane Finish). Work shall also includeMaintenance and Protection of Traffic, PEOSHA Compliance Upgrades to Existing Inspection Walk-ways, and other incidental structural work called out in the contract documents. Estimated Construc-tion Cost: $30M-$40M. Anticipated Award is February, 2012.Contract No. T100.216: The Delaware River Turnpike Bridge (Structure No. P0.00) serves as the linkbetween the New Jersey Turnpike and Pennsylvania Turnpike and is jointly owned and maintained byboth the NJTA and the Pennsylvania Turnpike Commission. The structure is 6,574 feet long by 80 feetwide and crosses the 500 foot wide shipping channel of the Delaware River at a vertical clearance of135 feet. In addition to the river, the structure’s west approach spans cross US Route 13, Amtrak’sNortheast corridor line (six tracks with catenary), and four (4) local streets all in Bristol Township,Pennsylvania. The east approach spans cross open infield areas and River Road in Florence Township,New Jersey. The structure is a combination of girder, floorbeam, and stringer spans; and continuousdeck truss and through arch truss units. Ten (10) simple girder and floorbeam, and stringer spans(1,245’ long) and three-span and four-span continuous deck truss units (651' and 1,082' long respec-tively) form the Pennsylvania approach, while four (4) simple girder, floorbeam, and stringer spans(496’ long) and three-span and four-span continuous deck truss units, similar to the Pennsylvania decktruss spans, form the New Jersey approach. The main river unit is a three-span continuous througharch truss with a 682 foot main span and twin 343 feet anchor spans. The floor system is suspendedthrough the main span by wire rope suspenders, and pinned clevis sockets attach the suspender ropesbetween the supported floorbeams and truss panel points. Punched plate box member construction isused for the arch truss and heavy rolled H column sections are used for the deck trusses. Riveted fabri-cation of painted carbon and silicon steel are used throughout the structure.
Work shall include the removal of approximately 2,100,000 SF of existing lead based paint to anear-white (SSPC SP-10) blast cleaning standard utilizing a full containment system during all blastingand repainting. The existing paint system will be replaced with a NJTA approved three coat system(Zinc Primer / Epoxy Intermediate / Aliphatic Urethane Finish). Work shall also include Maintenanceand Protection of Traffic, Seismic Retrofit, PEOSHA Compliance Upgrades to Existing Inspection Walk-ways, and other incidental structural work called out in the contract documents. Estimated Construc-tion Cost: $90M-$110M. Anticipated Award is January, 2013.PREQUALIFICATION PROCEDURE: A copy of the “Procedure for Prequalification and Award ofConstruction Contracts” is available at: http://www.state.nj.us/turnpike/documents/Contractor-pre-qualification-rev7-2011.pdf. The package will be furnished upon written request to: New Jersey Turn-pike Authority; Engineering Department; P.O. Box 5042; Woodbridge, New Jersey 07095-5042; Attn:Mr. James Dougherty, Manager, Contracts; 732-750-5300, ext. 8252.
Please provide your e-mail address, mailing address, telephone number, contact person, and titlewith your request. The completed “Procedure for Prequalification and Award of Construction Con-tracts” package and supporting “Contractors Qualifying Statement” are due by December 2, 2011.GENERAL INFORMATION:Evaluation: The evaluation is solely for the purpose of determining, in a timely manner, bidders whoare deemed qualified under NJAC 19:9-2.7 for the type and scope of work included in the project. Thecontract will be awarded to the prequalified bidder submitting the lowest responsive bid.Authority’s Reservation of Rights: The Authority reserves the right to reject any or all responses toprequalification submissions and to waive non-material irregularities in any response received.Confidentiality: All information submitted for prequalification evaluation will be considered officialinformation acquired in confidence, and the Authority will maintain its confidentiality to the extentpermitted by law.
NEW JERSEY TURNPIKE AUTHORITY | Richard J. Raczynski, P.E. | Chief Engineer
� �� ������������������� �������������������������������
� �������������������� �
��� ����� ����� ��������� �����������
��� ����� ����� ��� ����������� �������������� �
��������������������
� �������������������� ������ ������� ������
� ��� �� �������� ��������� ����������
� ��� ���� ��������� �����
� �� �� � �� �
Click our Reader e-Card at paintsquare.com/ric
� �� �� � �� �
26
� �
���������%&�$&"!��"������" #"%�&�%����%.92:�%@����914����><B29.;1�� ������������� ���������������� �.@5E� .>6@5:.>6@58�052?@2>@<;�0<:052?@2>@<;�0<:
��%��%���"�&�!��������(&���&������.D:6�#9.F.���914����!2C��6;8�$1����;152>6�)2?@ A:/.6����� ���;16.������ ������ ��������� �.?56?5�#.@29..?56?5�.0@=9�0<�6;.0@=9�0<�6;
��� � !�'%&$��%�� �)2?@� .;052?@2>��B2�%@2���� #9.E.��29�$2E���������������� ���������������� �22��>22>?.92?�./>66;1A?@>62?�0<:./>66;1A?@>62?�0<:
��$+���"!���""$�!���"�'&�"!%� ��9A/��<A?2��>���%@2�����52?.=2.82��(����������� ��������� ������� �.?<;��E27.?<;/E2�.0>E960<;A?.�0<:.0>E960<;�0<:
��$+ �*�����!"�"���%�� !����><<82�%@� 216.��#������������� ���� ��� ������� �>60��2;;A;42>60�.0>E:.D�0<:.0>E:.D�0<:
��(�!������� ���������!"�"���%�� !�����)��)69?56>2��9B1���%@2����"89.5<:.��6@E��"������������ ���� � ����������� �2B6;��><C;.1B052:�39.?5�;[email protected]:@205�0<:
��(�!�����"�+ �$��"�&�!�%���&��� ��.E0<D�$1���#"��<D����B<;��"������������ ����������������� �6:��2�5.;@71205.;@�.1B�=<9E:2>�0<:.1B�=<9E:2>�0<:
�������������(�%�"!�"���&�!��� � !������2>96;�%@��.?@��2>96;���&������������ �������� �������)���.?2E�)2?@6;3<�.9/6�0<:.9/6�0<:
���%&���!��"$#�&2;�#.>8��B2�!2C�+<>8��!+����������� ������������� �96?�+2@2>6.;.96?�E2@2>6.;�[email protected];�0<:0.96C29�0<:
�!��"$��"�&�!�%�� !�����&.99E�$1��22?/A>4����������������� � �������������� �:.;1.�%05608:.;162�.;05<>12?64;02;@2>�0<:.;05<>0<.@6;4?�0<:
�!�����"$#�� ���92;��B2���#"��<D��� <<>2?@<C;��!����� �������� ����������������� !269�%52.>2>;?52.>2>�.;128�0<:.;128�0<:
�$������ ����%�� !�� ����!2C�!<>@5?612��>��%@2�����@9.;@.���������������� ���� ����������� �A?@<:2>�%2>B602�?.92?�.>05/6<0612?�0<:.>05/6<0612?�0<:
�$�"$�#"*+� !��#"��<D���%<A@5��2;;6?�� ������������� ��������� �������� �2;6?2��69:.>@6;?.92?�.>0<>2=<DE�0<:.>0<>2=<DE�0<:
�$�,"!���"�+ �$���""$�!�� !������!����@5��B2��92;1.92���,�� ���������� ����� ��� ������ �.;629�"C2;0<;@.0@�.=32=<DE�0<:.=32=<DE�0<:
�$�� �� !�������6>?@��B2����914����6;4�<3�#>A??6.��#������������� ���� ����������� (6;02��.?:6>>6B6;02;@�0.?:6>>6�.>82:.�0<:8E;.> ���0<:
�$ "$����&��� !��#"��<D� � #.?.12;.��&*��� ��������� ���� ������������� &<::E�#>205@@=>205@�.>:<>=9.@26;0�0<:.>:<>=9.@26;0�0<:
�$ "$�����������';6<;��B2��!����>.;1�$.=61?�� ���� � ������� ���� ��� ������� #.@>608��2>?72?=8�.>:<>?56291�0<:.>:<>?56291�0<:
������"�+ �$%� !������)2?@�).>;2>��B2�%.;@.��;.���������������� �������������� �608�#2082;=.A451608�.?@0=<9E:2>?�0<:.?@0=<9E:2>?�0<:
�&��%���!�$��%������ ����%�� !����(.992E�$1���#"��<D��� 2>@F@<C;��#��� ��������� �������������� %0<@@��.99.452>?.92?�.@9.?:6;�0<:.@9.?:6;�0<:
�&" �,�����&�$���%��"��� !��#"��<D������ �#.>8?�$1��2069��#�� �������� ������������ �;;�#A496?6.0=A496?6�.@<:6F21:.@2>6.9?�;2@.@<:6F21:.@2>6.9?�0<:
�(���"!� !��������6;0<9;��CE��<C;6;4@<C;��#����� ������� ���������������� 6052992� <>8A;:6052992�.B696<;6;0�0<:.B696<;6;0�0<:
�������"$#������><??=<6;@��B2��<A?@<;��&*���� �������� ����������������� 2>216@5��2@@E?=36;3<�/.?3�0<:?=3�/.?3�0<:
������"$#�-�'����!���+%&� %����(.992E�#.>8��>�%5.8<=22�� !� ���������� ��������� ������� �A?@<:2>�%2>B602/.?3/?0?@�/.?3�0<:/A6916;4?E?@2:?�/.?3�0<:
������+"'��" #�!��% ����A>@6?��;�!2C��/2>6.������� ��������� �������������� #.@>608�%52.=.@>608?�/.E<A0<:=.;62?�0<:/.E<A0<:=.;62?�0<:
����&��� !�'%&$�����"�&�!���'##�+���%���@5�#9�%.::.:6?5��)������ ������� � ������������� $</2>@��205@29?.92?�/205@290<.@6;4?A==9E�0<:/205@290<.@6;4?A==9E�0<:
��$$+����%&��%��"$$"%�"!��$"&��&�"!��$"'# ��<>42�#8CE��>.;896;�� ������������� �������������� %.:A29����&5<:.??.:@5<:.?�/2>>E=9.?@60?�0<:/2>>E0=4�0<:
��" �� !&�$!�&�"!��� ���<33��;1A?@>6.9��>�"G�.99<;�� "������������� ���������������� �.A>.�#20<>.><6;3<�/9<:2�0<:/9<:2�0<:
��'����&�$���$�!���!���$"&��&�(���"�&�!�%�����96F./2@5�%@�!���>A;?C608��!������������� ������������������ #.A9� .>F<00.=:.>F<00.�4:.69�0<:/9A2C.@2>:.>6;2=.6;@�0<:
�")�$%� !�'%&$������ �)������%�%.9@��.82��6@E��'&������������ ������� ������� �2B6;��<C2>?/<C2>?�D:6??6<;�0<:/<C2>?6;1A?@>6.9�0<:
�$����#"$&���� ������)2?@� 0�992;%682?@<;�� "������������ ���������������� $</�$A??299></�/>6142=<>@052:60.9�0<:/>6142=<>@052:60.9�0<:
���!������ !�'%&$��%� !����� ����B2��1:<;@<;�����& ������.;.1.������ �������� ������ �.B2�).@?<;1.B2�C.@?<;�0.;�0299�0<:0.;�0299�0<:
��!'%����� ��2@5>6142�$1�&<><;@<��"!� �)� ���.;.1.������ ������� ��������� �</��A05.;.;6;3<�0.;A?.0=?�0<:0.;A?.�0<:
��$�"��!���"� ��%05A2@F�$1�%@���<A6?�� "������������ ���������������� %@2B2��.>>6?<;?@2B2-5.>>6?<;�0.>/<96;2�0<:0.>/<96;2�0<:
Company Profiles
� � � �� �� � �� �
27
� �
�$#������$���!��$&#���� #�����".CF��?�&A<08A<;���������������� ���� ���� ������ &A2C2;����*6996.:@@D�5F1?<�=<E�0<:5F1?<�=<E�0<:
��!�$(��� #(�&#�(�$#�!����#(�������;A<6;2��?��<B@A<;��'+����������� ��������������� &.92@=0:.?82A6;4�.:2?60.@�.8G<;</29�0<:
6;A2?;.A6<;.9�=0�0<:
�&�"��$(��$�(�#�'� #�����;1B@A?6.9��?��$#��<E����64�&=?6;4��'+������������ �������� �������� �2C6;��?22:.;3?220<:�02?.:�8<A2�0<:02?.:�8<A2�0<:
�(�$�����<?/@��C2��<33:.;��@A.A2@��� ����������� � �������������� !605.29��./6.?G:605.29�/./6.?G�02A0<�0<:02A0<�0<:�0=@
��"�$� #(�&#�(�$#�!��(���.4:699�%1���.@A�&5.D52.1��;1���@A��<.A/?6142��! �� +��(�������� ��������������� &.92@�@.92@�052:0<6;A�0<:052:0<6;A�0<:
��"$��,'(�"'����.F�%1�%21D<<1��6AF������ ��������� ���������������� �<5;��<?@2:.69�052:0<@F@A2:@�0<:052:0<@F@A2:@�0<:
��"��'(�&'�� #�����1D.?1@�&A�!.16@<;��#�� ��������� �� ������������� �<5;��.BA573.BA5�052::.@A2?@�;2A052:39<<?@�0<:
��"(&��(� #�����(�� ��&?6@5A6�$9.G.!B:/.6� ���;16.������ ������� � ������ !B8B9��B=A.052:A?2.A6;16.�0<:
��*&$#����!!�%'���"���!�$�����&6E�$6;2@��?�'52�*<<19.;1@��'+������������ ������� ��������� �2;��;8?<AA6;8?<82�0=052:�0<:0=052:�0<:
�)�$ )���&�#�����#('���#��%$&���(����(�����'B.@�&A�&6;4.=<?2���� ���&6;4.=<?2������ ���������������� $.A?608�=.A?60805B.�0:=@6;�0<:�@4
�� #�)'(&��'����9:�&A�$2A2?/<?<B45��"��� ��������� ����� �� ������� �208F�'.A?<6;3<?:.A6<;�06:6;1�0<:06:6;1B@A?62@�0<:
$#�&�(���$!)(�$#'����*�'�$#�$�����#$���#�#�'�$&%����%250<�%1�&.;��624<��������������� ��� ��������� �2;;F��9633<?1?56;<:.?82A6;4�?56;<96;6;4@�0<:0<;0?2A2@<9BA6<;@�0<:
$#����!������#$!$���'� �A5�&A��������A9.;A.��������������� ����� ���� ������ �<2��52??F6;3<�0<;@56291�0<:0<;@56291�0<:
$#'(&)�(�$#��,'(�"'��)%%!,����.963<?;6.��C2��&*�&A2���&2.AA92��*������������� ����������������� %<;�%6C.6;3<�0@@0<?=�;2A0@@0<?=�;2A
$%$!,"�&��&$(��(�$#��,'(�"'$#��<E�����.;C6992������ ���������� ����������������� �2?.91�!<??6@0=@39<<?�0<:0.@A�;2A052:=?<<3�0<:
$%%'� #�)'(&��'�� #����"���;1B@A?6.9��?�!2>B<;��*������������� ���������������� �233�#92@<;0<==@6;1�0<==@6;1B@A?62@�0<:0<==@6;1B@A?62@�0<:
$&���"�$&%�����&<BA5�!B?=5F�&A�#12@@.��'+������������� ���������������� �.?F9��6/2;@@.92@�0<?052:�0<:0<?052:�0<:
$&$!$#�$�(�#�'���$&&$'�$#$#(&$!������� #�����..@�%1�'<?<;A<��#"�!�*������.;.1.������ �� ����������� &A.;�����B05<D@866;3<�0<?<9<;�0<:0<?<9<;�0<:
$&$(�����������&�$&"�#��$�(�#�'�$.?.4<;��?�!<;AC.92��"���� �������� ��� ������������ �.:2@��<F0276:�/<F02�6;@9�E�0<:6;@9�E�0<:
$&&$'��!���"��!.?6;2��?�$<?A9.;1��#%������������ ��������������� &B2�&A2292@@A2292�?<11.=.6;A�0<:0<??<@2.9�0<:
$&&$�����!�� #(�&#�(�$#�!�� #�������.??F�&A�%<@2:<;A��� ���������� � ��������������� �B45�!0)2F6;3<�0<??<@56291�0<:0<??<@56291�0<:
$&&$'�$#�$#(&$!� #�)'(&��'� #��$#��<E�� �<5;@<;��6AF��'"������������ ����������������� �?B02�,<B;4/F<B;4�;2BA?.?B@A6;0�0<:;2BA?.?B@A6;0�0<:
$&(���$&%� ��*56A2��2.?�$8DF�&A��$.B9��!"���������� ��� ��������� �9633��?.0.B2?09633�0<?A20C06�0<:0<?A20C06�0<:
$(���� #�)'(&��'� #��� ���2332?@<;�&A�'2.;208��"������������� ��������������� �F��6;2=?<1B0A@�0<A296;1�0<:0<A296;1�0<:
&�+�$&�����$&�($&��'�� #���!$&$� ���&���:2?.91��C2��560.4<��� ����������� ����������������� �B@A<:2?�&[email protected]@�39<?<08�;2A39<?<08�;2A
&��(�*���$!,"�&'� #����� .AAF��C2�&.6;A� <B6@��!#��� �������� � ������������ �233��.?/<27233�0?2.A6C2=<9F:2?@6;0�0<:0?2.A6C2=<9F:2?@6;0�0<:
&$''���!���&$�)�('�$&%�������.?0<B?A�&A�%.;05<��<:6;4B2G��������������� ������������� �<16��<<112E<A2E�0=0:.69�;2A12E<A2E�0<:
&$+#��$!,"�&'������692F��?��B;A92F��� �� �������� ���������������� &.92@�6;3<�0?<D;=<9F:2?@�0<:0?<D;=<9F:2?@�0<:
�"%#�,�$��� #�����$.?6@�&A��C2?2AA��!��� �������� ���������������� �2;;6@��68:.;12;;6@�1.:=;2F�0<:A5B?:.9<E�0<:
�)��&(���"���!�$� ��&���2;A?.9��C2��560.4<��� ������������ ���������������� �?.;8�)299.3C299.�1.B/2?A�0<:1.B/2?A052:60.9�0<:
�)��&(�&$"+�!!���&��%6142D.F��C2��9@6=��� ����������� ���������������� !.?A6;�&6:=@<;6;3<�1.B/2?A0?<:D299�0<:1.B/2?A0?<:D299�0<:
�#'$��$&(���"�&����� ��*56A5<?;��?��<B@A<;��'+������������ ���������������� �2@@2��9<?2@6;3<�12;@<;.�0<:12;@<;.�0<:
�%�#���!���!$$&��&$�)�('� #��$#��<E����%<08F�%6C2?��#�� �������� ������������� &A2C2��<216@05@3<216@05�12=2;1./92�B@39<<?=?2=�0<:
�*$���������&�$&"�#���$�(�#�'�� #(�&#�(�$#�!����#(�������;A<6;2��?��<B@A<;��'+����������� ���������� ������� &.92@=0:.?82A6;4�.:2?60.@�.8G<;</29�0<:
6;A2?;.A6<;.9�=0�0<:
��"$#���$��!����#(�$���9/.;F�$9.02�&�#?.;42��6AF������ ������� ���������������� $2??F��<?2:.;=2??F�3<?2:.;�C<429=.6;A�0<:16.:<;1C<429�0<:
$+�$&#�#��$&%�$#��<E��� !619.;1��!�� ���������� ��� ��� ������� �B@A<:2?�&2?C6020<.A6;4@�1<D0<?;6;4�0<:1<D0<?;6;4�0<:�0<.A6;4@
)��� �� #�����!6992?�$8DF�&A?22A@/<?<��#�� � ������� ��������������� �.?/��6@052?/36@052?�1B1608�0<:1B1608�0<:
)�$#(��$+��&�$�(�#�'����2;.?1�%1��<B@A<;��'+��� ������� ������� ������ �B@A<:2?�&2?C6026;3<�=<D12?�B@.�1B=<;A�0<:=<D12?�1B=<;A�0<:
)&$"�&�� #�����*.@56;4A<;�&A�$2:/?<82��!������������� ����������������� $.B9�"6089.@=.B9;6089.@�1B?<:.?�0<:1B?<:.?�0<:
Company Profiles
� � � �� �� � �� �
28
� �
Click our Reader e-Card at paintsquare.com/ric
� � �� ���� �������#!����
� �
�$�/�)�+����� &'$'�!�*��+��'<:96;?<;�%1� 2E9.;1��$%�����,�(������� ����� ��������� �>.5.:��.:2?4>.5.:�7.:2?�392D0>2@2�0<:392D0>2@2�0<:
�'/��&�,*+)!�*��&�����.99?��9633�%1��.9@6:<>2��!����������� �� ������������ �1E2��<D��/>.:?6;3<�3<D6;1�0<:3<D6;1�0<:
���'�+!&�*��&�������.?@4.@2�!.99�%1���&@2���&.;��624<��������������� ������� �������� '211E�$.?0A.93?00<.@6;4�.<9�0<:3?00<.@6;4?�0<:
�,"!�!$%��%�)+��,)����*������ �#91��.;A4.�%1��2;12>?<;B6992��"�������������� �������� ������� �5.>92?��6?52>036?52>�3A76369:�0<:3A76369:?:.>@?A>3.02?�0<:
�,*!'&�����0*+�%*���9<==2>�%1��.6@52>?/A>4��!������������� ��������������� �2B6;��<2?296;3<�3A?6<;AB�0<:3A?6<;AB�0<:
��'���*+�)&����$#��<D�����&2.@@92��*������������ �� ��� ��������� �5A08�&8.9?864.0<�0<:
�)'&��)'�,�+*���&��$#��<D��� *.99��"������������ �������������� �5>6?��><C92E0A?@<:2>0.>2�4.><;=><1A0@?�0<:39<<>0<.@6;4@B�0<:
�$�*+���&������&@229�%1�!<>>6?B6992��$������������ ���� ��������� �./>62992��<>B.@545<>B.@5�4292?@�0<:4292?@�0<:
�%!+���)'�,�+*��&�������>2C�%1�!6??6??.A4.��#"� �&�����.;.1.������ ���� ��� �������� �4<>�"68<9.72B?.92?�42:6@2�0<:42:6@2�0<:
$'��$���'��� &'$'�!�*$#��<D�����;@6<05������ ��������� ���� ������������ &0<@@��<//??0<@@5<//?�42@0<.@6;4?�0<:42@0<.@6;4?�0<:
Company Profiles
��$!+��)�+���0*+�%*��'>.;?=<>@��>�).9=.>.6?<���"� ����������� ��� ������������ �2;��>22?@<;282;�296@20>2@2�0<:296@20>2@2�0<:
�&�,)����&,���+,)!&��'���+��� ��� �@5�&@��1:<;@<;�����'� ������.;.1.������ �������������� $2@2��2E?=2@21�2;1A>.:.69�0.2;1A>.�0.
�&��'&�')(���$9.@6;A:��>@�!213<>1��",����������� ���� ���������� !682�'212?0<6;3<�2;20<;�0<:2;20<;�0<:
�&-!)'$!&����&+�)&�+!'&�$���!&+�������;@<6;2��>��<A?@<;��'+����������� ��������������� &.92?�=0:.>82@6;4�.:2>60.?�.8F<;</29�0<:
6;@2>;.@6<;.9�=0�0<:
�&-!)'&%�&+�$��)'+��+!-��'�+!&�*��&������%242;0E�%1���&@2��� 2D6;4@<;���,� ��������� �������� ������ �<:2>�#���.>@5<:2>5.>@2=0�.<9�0<:2;B6><=><@20@0<.@6;4?�0<:
�&-!)'+)'$���&����� ��9.@�&5<.9?�%1��<;E2>?�������������� ������� ��������� �9��2.@@E2;B6><@><96;0�/299?<A@5�;2@2;B6><@><9�6;0�0<:
�'&�'�+��� ��6>=<>@��>��"**69?<;��"�������������� �������������� '<:�*.99@<;E0�2<;0<.@�0<:2<;0<.@�0<:
����'�+!&�* � ��>6142=<>@��B2��&@2����$!��� �&529@<;���'�� � ������� ��������������� �>246;3<�2=1:0<.@6;4?�0<:2=1:0<.@6;4?�0<:
�('/0���� ��&+�)&�+!'&�$$#��<D�����*2?@�$.>8��� ������������ �� ���� ��������� �2:2@>6�%.=.;<?1>.=.;<?�2=<DE@20�0<:2=<DE@20�0<:
�)�'&�)%')$#��<D������.08?<;��!&������������� ������������������ �A?@<:2>�&2>B6026;3<�2>4<;.>:<>�0<:2>4<;.>:<>�0<:
�,�$!�� �%!��$�'�����%21C<<1�%1��92B29.;1��#�� ������� ��������������� '205;60.9�&A==<>@6;3<�2A0961052:60.9�0<:2A0961052:60.9�0<:
�,+��+!��')(�"� �*� �����.>C6;�!.02��>�!2;<:<;22��.99?��*������������ ��������� ������ %.A9��:<>:.>82@6;4�2A@20@60A?.�0<:2A@20@60A?.�0<:
�-'&!#���,**��')(������;@2>=.02�$8CE�$.>?6==.;E��"���� ������� ����� ����������� �5>6?@<=52>�&<91605>6?@<=52>�?<916�2B<;68�0<:=><@20@<?69�0<:
����!�#��)'+��+!-��'�+!&�* ��%</2>@?<;�%1�!.16?<;��*����� ������� ���� �������� �>.1��./>629?26;3<�3./608�0<:3./608�0<:
��).�*+�'))'*!'&�'&+)'$�'� ��*���>@2?6.��9B1��.>12;.������� �������� �������� ������ !.>;62�%.;86;?.92?�00=0<�0<:3.>C2?@0<>><?6<;�0<:
�!)��)���'�+!&�*���&������>C6;�&@���&@2��&.;�%.3.29������ �������� �� ���� �������� �96?.2B6B.?�36>23>22�0<:36>23>22�0<:
�$�%��'&+)'$�'�+!&�*���� ���E12�$.>8��9B1�"6.4.>.��.99?��",� ��������� ���������������� �6:�%./E39.:2�39.:20<;@><9�0<:39.:20<;@><9�0<:
�$�%������� �%!��$�')(������*.>36291��B2��<>@�*<>@5��'+����������� ��������������� <A6?36>2=><1�.<9�0<:39.:2�?.32�0<:
�$�%�����$��)'�,�+*���&�� ���*699<C/2;1��9B1������<A?@<;��'+������������ ������� �������� '2>>6��6?2>39.:2?2.9�39.:2?2.9�0<:39.:2?2.9�0<:
)��&���)+ ���&'���!�&����&����(;6B2>?6@E��B2���&@2����'<><;@<��#"�!����!���.;.1.������ ������������� !6><?9.C��5>F.;620866;3<�42;?;.;<�0<:42;?;.;<�0<:
)'�'��(��!�$+0�'�+!&�*���������.C;��>CE��.99.?��'+������������ ����������������� �</��A2;@52>>04�4><0<?0�0<:4><0<?0�0<:
,$��'�*+���!&+��������&�������<A;@E�%1�� � <D92E��� ������������ ����� ��������� �<5;�%��'526?6;3<�4A930<.?@=.6;@�0<:4A930<.?@=.6;@�0<:
� �!�� �%+�� ��!&����&���2996?�&@�*.A?.A��*��� �������� ���������������� �52>E9��.>@<;506:.>82@6;4�5066;3<�0<:2;B6><�=>2=�0<:
��%(�$���� A;1@<3@2B27�� E;4/E���������2;:.>8������ �� ������52:=29�0<:
��%(�$��������&�����<;><2�$.>8�"<>@5��>��<;><2��'+������������ ��������������� !.90<9:��2>>52:=29�A?�52:=29�0<:52:=29�A?
��&#�$�')(�'))'*!'&��&�!&��)!&���&@2B2;?��>���&@2��� 2?@2>��$����������� ����������������� �5>6?@6;2�#?/<>;20<;@.0@A?�0<>><?6<;�A?�52;829�0<:0<>><?6<;�2;46;22>6;4�0<:
��)�*!+���)'+��+!-��'�+!&�*��������&�� @5�&@�!.;6@<C<0��*��� ��������� ����� ��� ������� �<A4�&05:61@?.92?�52>2?6@2�0<:52>2?6@2�0<:
�!� $�&���&+�)&�+!'&�$���&�� ����;1A?@>6.9�$.>8��>����<D���� �<<;2��"������������� ����������������� &.92?�=/.D@2>�56459.;1�6;@2>;.@6<;.9�0<:56459.;1�6;@2>;.@6<;.9�0<:
�!���%(�'�+!&�*���� &'$'�0$#��<D��� ��0@<;��!����������� �������������� !682�!2 .:=E::29.:=E�56@2:=0<.@6;4?�0<:56@2:=0<.@6;4?�0<:
� � � �� �� � �� �
30
31
©2011
THIOKOL®
AN COMPANY
Industrial Coatings Groupwww.polyspec.com
Chime Seals Thiokol ® 2235M and Thiokol 2282
CR Expansion Joint System Thiokol ® 2235M and PolySpec® 196SL
— THIOKOL® SEALANTS —
Underground Fuel Tank LiningThiokol ® FNEC 2515
Battery Storage FloorNovoRez ® 351
Chemical Process TankNovoRez ® 353
— THIOKOL® COATINGS —
THIOKOL SEALANTS & COATINGS OFFER SUPERIOR…
�+(3)�2��&(�)�-��+�/&*$.������������ ��(6?46;6.��C2�!89.5<:.��6AF��!������������ ������������������ �<.;;2��<;A<?0568=<9F:.E�0.@@=<9F:2?@�0<:=<9F:.E�B@�0<:
�+(3�," ������������� ����.;A�$1��<B@A<;��&*���� ������� �������������� &<:�%0B?9<086;3<�=<9F@=20�0<:=<9F@=20�0<:
�+-���* �"!��<E����<??6@A<D;�� ����� ������� �������� ��������� %.92@@B==<?A�=<?���0<:=<?���0<:
�����+�/&*$.�"6E62�$1�)69:6;4A<;����������������� ��������������� �9633� .?B;@8F==0�==00<.A6;4@�0<:==00<.A6;4@�0<:
�����-+/" /&1"�����-&*"��+�/&*$.!;2�""��"9�"6AA@/B?45��"����������� ���������� ������ %A2C2��291:.;=:0:.?82A6;4�==4�0<:==4=:0�0<:
�-")&"-��+�/&*$��3./").��* � � � ���.;2��C2���';6A� �.08@<;C6992�������������� ������� �������� $<;��.82?<;3.82���4:.69�0<:
�-"�+2��-+!0 /.����"2�" ���* ������)2@A:.?8��?��B/B>B2��������������� �������� ������ �.C2�%A2332;1.C2@�=?2A<E�0<:=?2A<E�0<:
�-&)"�02��..+ &�/".����� ���<?2@A��?��946;��&*��� ������� ���������������� �B192F����"?6:2.BE���1B192F�=?6:2.BE.@@<06.A2@�0<:=?6:2.BE.@@<06.A2@�0<:
�-+#"..&+*�(��-+!0 /.�+#���*.�.���* ���� �%���963A<;)6056A.���%� �� ������� ���� � ��� ������ (608F��.99C608F�[email protected].;A�0<:[email protected].;A�0<:
�-+.+ +���* ������?22;D.F��6?��.D?2;02���%� �� ������� ���������������� �.?82A6;4�0B@A<:2?0.?2�=?<@<0<�0<:=?<@<0<�0<:
� �
Company Profiles ������* �����".;A52?�"8DF�%2C6992��!������������ ����� ����������� �<D.?1��<912;54<912;�:[email protected]�0<::[email protected]�0<:
���/&+*��+�/&*$��3./").���* �����%5<AD299��?��?.;896;��!�������������� ����� �� ������ �.??F�����?6:2;@A26;;0@94?6:2;�.<9�0<:;.A6<;0<.A6;4@F@A2:@�0<:
��/&+*�(���&*/"*�* "��-+!0 /.��/3���/!�����69A6.16@�%A��0.06.�$6142��#���������B@A?.96.������ ����� ���������� �.F12;�)[email protected];D�.@8;:=�0<:.@8;:=�0<:
��/&+*�(��+(3)"-.��* ����BAA:.;��C2��5.?92?<6��"������������ ��������������� �?60.��<??608>B2@A6<;@�;.A6<;.9=<9F:2?@�0<:;.A6<;.9=<9F:2?@�0<:
��1 +-�������A5�&2??.02� ����914����92.?D.A2?������ ������� ���������������� %A2C2��2.?;@0B@A<:2?@2?C602�;.C0<?�B@;.C0<?�B@
������+(30-"/%�*"."!��<E�����A���6?F�� ������������ ����� ��������� �B@A<:2?�%2?C6022:69962�922�;036�;2A2;1B?.A205@F@A2:@�0<:
�����*!0./-&".����� A5�%A�)56A2��6AF��!$������������ ����� ��������� �233�%052617233�;606;1B@A?62@�0<:;606;1B@A?62@�0<:
�+�&-"��" %*+(+$&".���* ����.:2@�%A�%���.082;@.08�� ���� � ������� �������� � ������ �9��.?46;<;<36?2�;<36?2�;2A;<36?2�0<:
�+-/%"-*��*!0./-&".��* ����&6<4B2��C2��<C2;A?F��$����� ������� ��������������� $608��2?;.?1?608�;<?A52?;0<.A6;4@�0<:;<?A52?;0<.A6;4@�0<:
�+2��-"/"��-+!0 /.��-+0,�����%���A5�%A�!:.5.�� �� ����������� ��������� ������ �B@A<:2?�%2?C6020B@A<:2?@2?C602�;<E�0?2A2�0<:;<E�0?2A2�0<:
�����," &�(/3��-+!0 /."!��<E�� ��"6;25B?@A�� ������������ �������� ������� �.??F��.??6@<;95.??6@<;�;@=�@=206.9AF�0<:;@=�@=206.9AF�0<:
�0/" %���&*/��/3���/!����2==92?��6?0B6A%2.3<?1��(��������B@A?.96.������ ����������������� �2;;6@��.0�<;[email protected]@�;BA205�0<:�.B;BA205�0<:�.B
��� &#& ��+(3)"-.���� &1&.&+*�+#����������<;.?05�%A��.?12;��?<C2���������������� ����������������� �605.29��9.B@:605.2909.B@�=.0=<9F�0<:=.0=<9F�0<:
�"(."�(��" %*+(+$&".����������.3.F2AA2�%A� 2DA<D;��"�������������� ����������������� �699�$<@@@.92@�[email protected]�0<:[email protected]�0<:
�"* "��+--+.&+*��"-1& ".����"!��<E�����<99F��2.05��%������������ ���������������� �<5;�"2;02=0@990�B@.�4:.69�0<:=2;020<??�0<:
�&($-&)��"-)+ +�/���%��;1�%A�&.:=.����� ��������� ���� ��������� �<B4��<?9<;41=694?6:�A.:=./.F�??�0<:=694?6:=2?:<0<.A�0<:
�+(&�-&!��+�/&*$.���* � ������������?<D;@C6992��&*���� ������� �� �������������� �9.B@�����2F2?89.B@�=<96/?61�0<:=<96/?61�0<:
�+(3 +�/��-+!0 /.����%=?6;4��C2�%.;A.��2�%=?6;4@������� ��������� � ������������� �<2� [email protected]@�=<9F0<.AB@.�0<:=<9F0<.AB@.�0<:
�+(3 +-,��/!��+<?8�%A��9<?.��! � ����%���.;.1.������ ������ ���������� �2;;6@� <9.;1;<9.;�=<9F�0<?=�0<:=<9F�0<?=�0<:
�+(3$0�-!��-+!0 /.���* �"!��<E�����;;6@��&*������������ ���������������� �560��B452@=<9F4B.?1=?<1B0A@�0<:
�-+/" /&1"��(++-&*$.��*!�&*&*$.4�� &1&.&+*�+#�������%"./"-/+*�����;A2?=?6@2��?��2�"2?2��)�������������� ��� ������������ �<;.91�"62=2?���?�=62=2?1�052@A2?A<;�0<:=?<A20A6C2�39<<?6;4@�0<:
�-+/" /+��-�,��+�������52?<822�%A��2;C2?���!���������� ����������������� �B@A<:2?�%2?C6026;3<�=?<A20A<D?.=�0<:=?<A20A<D?.=�0<:
�-+/"'���&*/��/!����<?;2?��C2�&<?<;A<��! ���)��, ��.;.1.������ �������������� �.??F��3392086;3<�A2EAB?96;2�0<:A2EAB?96;2�0<:
�3-+/" %������$2=B/960��?��116@<;����� ����������� �� ����������� �9.;��.?<;.9.;�=F?<A205�B@=F?<A205�B@
�����+*./-0 /&+*��-+!0 /.�������.C6;�$1��.?21<��&*������������� ��������������� %A2C2��.F0<08>0�>00<;=?<1�0<:>00<;=?<1�0<:
�0�*/0)��-+0,���$629��?��1:<;A<;�����&� �,��.;.1.������ ���������������� (6086��262?C6086�>B.;AB:052:60.9�0<:>B.;AB:052:60.9�0<:
�0"./��+*./-0 /&+*��-+!0 /.��3!-+�/+,��*&/"!��+�/&*$.��� ��"6=236AA2?�%A� ���5.?92@A<;��%������������� ��������� ������ �B@A<:2?�%2?C602>B2@A0<;@A?B0A6<;=?<1B0A@�0<:
���&*$0�-!������B9=2==2?��?��<;F2?@���������������� ��������� ������� �9.B12��9<?2;A09.B12�?.6;4B.?1�0<:?.6;4B.?1�0<:
��1"*��&*&*$��3./").�������� �@A�%A���%A2����?<82;��??<D��!������������� ��������������� �6:��2;8252;827�?.C2;96;6;4�0<:?.C2;96;6;4�0<:
� � � �� �� � �� �
33
34
� �
���&&+��'�-+,*#�+��'�������'A.A2�&A2�����6?89.;1��� �� �������� ���������� ������ 'A2=52;�'0.?=6;.A<A.::@�0<:
�"����)��(�,��(����� F<;@�'A��C.;@A<;��� ���������� � ������� ������ �.AF�'6:<;8@6:<;�05.@20<?=�0<:A.=20<.A�0<:
��*&�*-+,����"'(%(!#�+���16@<;!<;A?2.9��%�����(���.;.1.������ ��������� �������� �?.64��.996;42?6;3<�A2?:.?B@A�0<:A2?:.?B@A�0<:
��**�(��'�������6?@A��C2��"**.A2?A<D;��'������������ ����������������� �.:2@�)6;299.=2A2�A2??0<�0<:A2??0<�0<:
��+%����'(�(�,#'!+��,��$#��<E���!.@@699<;��#�� � �������� ���������������� (<11��.D86;@@.92@�A2@9.;.;<�0<:A2@9.;.;<�0<:
��0,-*����(�,#'!+�( �&�*#��� �������A5�'A�$.;.:.��6AF��� ��� �������� �� � �� ������ �5.?6AF��6.:/?.6;3<�A2E0<A2�0<:A2E0<A2�0<:
�"�*&#('$#��<E���'69C2?1.92��*�������������� ������ �� �������� �2.;��<<8@15<<8@�A52?:6<;6;0�0<:A52?:6<;6;0�0<:
�"#'��#%&����"'(%(!1���'������?<<8492;��?���'A2����<B@A<;��(+����������� ������������� �233� <;4:<?27233�A56;369:A205�;2AA56;369:A205�;2A
�"���"(*,�0� *(-)���?<;��?6142��?��<99242C6992��$��� ��������� �������������� �2C6;�!<[email protected];�A5<?A2E�0<:A5<?A2E�0<:
������'�������;12=2;12;02��C2�����!<B;A.6;�)62D������ �������� ��������������� 6;.@�!.G268.96;.@��9�A�0<:�9�A�0<:
Company Profiles �'#,��� #%+('#,�����(*�,(*#�+�����2332?@<;��C2��B;:<?2��$������������ ��� ������������ *6996.:�([email protected]@�B49�0<:B49�0<:
�*(��(%1&�*+���'�"����.9.;��;442?68�!<8.?.����'5.5��9.:� ���!.9.F@6.������ ���������@.92@�B?<=<9F:2?@�0<:B?<=<9F:2?@�0<:
����(**(+#('��(',*(%� ��*��!.6;�'A��C.;@A<;��� ����������� � �������� ������ *.??2;��?.;16;3<�BC0<??<@6<;0<;A?<9�0<:BC0<??<@6<;0<;A?<9�0<:
���*+��%�0��'�����'5.D;22��C2��.;@.@��6AF���'����������� ������������� '.92@�@.92@�[email protected]�0<:[email protected]�0<:
��0�('��"�&#��%+�� �'A.A2�&1�$569.129=56.��$������������ ����������������� �9633�$9.AA0B@A<:2?@2?C602�C2E0<;�0<:C2E0<;�0<:
�#+-*('����"'(%(!#�+��'���� �!0�6;;6@��2??F�&1���'A2����9=5.?2AA.�������������� ������ � ������� 'A2C2;�$<D2?@@.92@�C6@B?<;�0<:C6@B?<;�0<:
�(%�,#%���*�����'������.;.028��A���$#��<E�� �?<<836291��*������������ �������������� �6:�*.4;2?76:D�C<9.A6923?22�0<:C<9.A6923?22�0<:
�����++�*��(*)� ����$9.02�"*��'A2����B/B?;��*����������� ���������������� �2C6;��?699<6;3<�D.@@2?0<.A6;4@�0<:D.@@2?0<.A6;4@�0<:
��,+('��(�,#'!+���'������$.B9��C2�'A�� <B6@��!#������������ � ����������� $.B9�$<D2?@=<D2?@=:�D.A@<;0<.A6;4@�0<:D.A@<;0<.A6;4@�0<:
�#%$(���#',���'�������#56<*6056A.���'������������ �������������� �<;��<9A<?12?@�D698<=.6;A6;0�0<:D698<=.6;A6;0�0<:
�#%%�&�,,����%%�1��(�����??<D@:6A5�'A��B42;2��#&��� �������� � � � ���������� �.?F�*6996.:@=<9F>[email protected]@�D69C.0<�0<:=<9F>B68�0<:
�(%.�*#'���(�,#'!+��(*)�� �*2992@92F��?�'=.?A.;/B?4��'������������� �� �� ������������ �?60����'D.;@<;2?60�@D.;@<;�D<9C2?6;20<.A6;4@�0<:
D<9C2?6;20<.A6;4@�0<:
����%#�-*��('+,*-�,#('��1+,�&+��'����������?<D.?1��9C1��<?A� .B12?1.92��� ����������� �� ������������� �?6.;��.C62@/?6.;�E�0.96/B?�B@E�0.96/B?�B@
�1)�0��"�&#��%��(*)�����!.F36291�$9�&605:<;1�����)�)������.;.1.������ ����� �������� 2@��.B?26;3<�EF=2E�0<:EF=2E�0<:
�����(*%�/#�� ���;A2?=?6@2��?�!.?@536291��!����������� ��������������� <??.6;2��2*.916;3<�G?0D<?91D612�0<:G?0D<?91D612�0<:
����"�&#��%+� !B29526:2?�'A?������!.;;526:����������2?:.;F������ ���������������� &.6;2?��B=?6<;?.6;2?�8B=?6<;�A6/�052:60.9@�0<:A6/�052:60.9@�0<:
������,�%#2#'!��1+,�&+���,��$#��<E�����'69C2?1.92��*�������������� ����������������� �.C2�*6E@<;6;3<�A:@:2A.96G6;4�0<:A:@:2A.96G6;4�0<:
�'�&����(����'������<?=<?.A2��?��.;@.@��6AF��!#�� �������� ��� ���� ������ !.?82A6;4:.?82A6;4�A;2:20�0<:A;2:20�0<:
�(&(*#�����"'(%(!1���'�� �����?.;1�&6C2?��C2�"<C6��!�� ����������� �������� �������� !.86�!B>B22::B>B22:�.<9�0<:A<:<?60�7=
�()����*�,��(�,#'!+�����A5��C2��"��?96;4A<;��*�������������� �������������� $2A2?��.??2AA6;3<�A<=@20?2A0<.A6;4@�0<:A<=@20?2A0<.A6;4@�0<:
�(,�%��(',�#'&�',��(%-,#('+��'���!2A?<�$8DF���'A2����<?A�!F2?@��� ������������� ������������������ !682�*56A2;2?:682�A0@96;2?@�0<:A<A.90<;A.6;:2;A@<9BA6<;@�0<:
������(*)����$9.6;@�&1��@@2E���(�� ��������� ����������������� �?6.;��9.52?AF:.69�A=?��0<:A=?��0<:
�*�'+)(��'�-+,*#�+��'�����<;2@�'A�"2D�&<052992��",��������� � ����������� �<5;��.?9@<;6;3<�A?.;@=<�0<:A?.;@=<�0<:
��+,���',-*1��(�,#'!+���'�� ��*699.?1�'A���'A2������52CF��5.@2��!������������ ���� ��������� �<5;�'5.::.@7<5;@5.::.@�4:.69�0<:3=B�0<.A6;4@�0<:
�������(�,#'!+�����$#��<E�����'A�� <B6@��!#������������ � ����������� .??F� 2'2B?2=96AG@6;42?�B@0<.A6;4@�0<:B@0<.A6;4@�0<:
� � � �� �� � �� �
35