
Selecting a Resin-Based - Architect-Forum :: Learning...
77
Selecting a Resin-Based Coating for Metal Selecting a Resin-Based Coating for Metal 1 MRS001 © 2009. The material contained in this continuing education program belongs to Arkema Inc.. Questions or concerns about the program content need to be addressed with the program instructor. Powered by AIA-AK0901 CSI-AK0901 This continuing education program is sponsored and provided to you due to the professional courtesy of: Arkema Inc. 2000 Market Street Philadelphia, PA 19103 Phone: 215-419-7898 Toll Free: 800.KYNAR.500 Web: www.kynar500.com Contact Us
Transcript of Selecting a Resin-Based - Architect-Forum :: Learning...

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
alSelecting a Resin-Based Coating for Metal
1
MRS001
© 2009. The material contained in this continuing education program belongs to Arkema Inc.. Questions or concerns about the program content need to be addressed with the program instructor.
Powered by
AIA-AK0901
CSI-AK0901
This continuing education program is sponsored and provided to you due to the professional courtesy of:
Arkema Inc.2000 Market Street Philadelphia, PA 19103Phone: 215-419-7898Toll Free: 800.KYNAR.500Web: www.kynar500.comContact Us

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Program Navigation Instructions
1. This area indicates the slide you are on
2. Play button- use to play movies unless set to auto play
3. Navigate the presentation Forward/Back
4. This indicates total number of slides
5. Volume control6. Click this button to view
attachments needed to support slide or presentation
7. Click this button to go into full screen mode
8. Tabs at the top are for the following
1. Course outline2. Course thumb nails3. Course notes4. Search function
1
2 3 4 5 6 7 8
Presenter/Bio

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Presentation Instructions
• You may see the following icons in this presentation, please make sure and review any additional material.
If you see this icon there are additional notes. Please proceed to click on the Notes tab.
When you see this icon it’s test your knowledge time.Please read and answer any questions.
If you see this icon there is additional material needed. Please proceed to click on the attachments button. Make sure and select the title indicated on the slide. You can download a PDF version of this course from the attachments panel at the conclusion.
NOTE: This presentation does not contain audio.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Promotional Statement Slide
The American Institute of Architects –Course No. AK0901; LUs- 1.00 - This program qualifies for HSW creditArchitect-Forum is a registered provider with The American Institute Of Architects Continuing Education Systems. Credit earned on completion of this program will be reported to CES Records for AIA members. Certificates Of Completion for non-AIA members available on request. This program is registered with the AIA/CES for continuing professional education. As such, it does not include content that may be deemed or construed to be an approval or endorsement by the AIA .of any material of construction or any method or manner of handling, using, distributing, or dealing in any material or product. Questions related to specific materials, methods, and services will be addressed at the conclusion of this presentation.
Construction Specification Institute –Course No. CSI-AK0901; CEUs- 0.1 - This program qualifies for HSW creditThis program is a registered educational program with the Construction Specifications Institute of Alexandria, VA. The content within the program is not created or endorsed by CSI nor should the content be construed as an approval of any product, building method, or service. Information on the specific content can be addressed at the conclusion on the program, by the Registered Provider. Architect-Forum is a Registered Provider with the Construction Specifications Institute Construction Education Network (CEN). Credit earned for completing this program will automatically be submitted to the CSI CEN. Completion certificates can be obtained by contacting the Provider directly. This logo and statement identify Provider programs registered with CSI CEN and are limited to the educational program content.
This course has been design as a structured asynchronous program therefore has been formatted for online use only. Please don’t forget to print your AIA/CES and CSI/CEN Certificate of Completion. Successful completion is scoring 80% or higher on your final exam. If you wish to print later you can access all certificates from you’re A-F transcript center.
If you would like a printable version of this program please review the attachments and look for program handout.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Learning Objectives
After completing this course, you will be able to:1. Define selected vocabulary of paint terminology. 2. Explain the basis for using metal in construction. 3. Identify and describe the components of resin-based paints. 4. Explain the difference between a two-coat paint system and a
three-coat paint system. 5. Describe common substrates and pretreatments. 6. Describe the two common application techniques: Coil and
Spray Coating. 7. List and describe the common causes of coating failure. 8. List and describe the main properties and tests used to
measure performance. 9. Describe the different types of weathering: Accelerated, and
Real Time. 10. Evaluate the results from weathering tests.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Paint System Overview
Modula
r Sig
nag
e Sys
tem
s:
The
Ben
efits
of M
odula
r Curv
ed F
ram
e Tec
hnolo
gy
Module 1

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Module 1: Objectives
Upon completion of this module, you will be able to:
1. Identify and describe the components of resin-based paints.
2. Explain the difference between a two-coat paint system and a three-coat paint system.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Choosing the Right Coating
• Choosing the right coating is very important in keeping your design looking new as well as protected from environmental influence that can damage the structure. The coating you choose should:
– Prevent corrosion of metal. Corrosion is a destructive attack on a metal by a chemical reaction with its environment, commonly electrochemical attack.
– Provide long-term protection from U.V. light. U.V. light is that portion of light whose solar wavelengths are less than 400nm. Generally, UV is invisible to the human eye and is also the cause of sunburn. UV carries enough energy to degrade many surfaces.
– Provide long-term color retention
As we examine the different coatings available, we will be using these criteria to determine their effectiveness.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Paint Components
Paints are generally classified into two categories: water-based and solvent-based. Solvent-based paints use a carrier consisting of volatile organic compounds (VOCs). VOCs can cause smog, ozone pollution and indoor air quality problems. Newer formulations contain more paint solids or environmentally friendly solvents. Liquid Paint is made up of three main components:
– Pigment – Solvent– Binder (resin)
Additives may be used in small amounts in comparison to the main ingredients. They include: Flatting agents, Rheology Modifiers, Wetting Agent, and Curing Agents.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Paint Components (continued)
• Flatting Agent: Pigment added to reduce gloss. Examples include: Talc, Zinc sterate and silica.
• Rheology Modifiers: The primary purpose in a latex paint system is to control flow properties.
• Wetting Agent: Reduces the surface tension of a liquid in which it is dissolved.
• Curing Agent: a hardener or activator added to synthetic resin to develop the proper film forming properties.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Pigments in Coatings
Pigment affects the coating in two ways: • Pigment provides color.• Pigment provides opacity to
U.V. light which ensures a longer life for the coating.
• Pigments also increase the porosity and increase the hardness of the paint. Types of pigments include Mass Tones, Tints and Metallics.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Pigments in Coatings (continued)
Pigments are comprised of three parts: Primary, Secondary, and Colorant.
1. Primary: is commonly composed of titanium dioxide. The amount greatly impacts the hiding capabilities of the paint and UV protection.
2. Secondary: are pigments such as calcium carbonate, mica, silicas, talc and have little to no impact on hiding. They are used as fillers to help control viscosity, leveling, and sheen.
3. Colorants: are tinting liquids dispersed to bring the paint to the final color.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Solvents in Coatings
The primary function of solvents are to:• disperse/dissolve solids• help film coalescence• control viscositySolvents are chosen for compatibility with the paint system used and for evaporation rate.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Binder (Resin) in Coatings
The primary function of binder is to act as the “Glue” for all the components in a paint formulation.
Binder also allows for curing of coating which increases physical strength and chemical resistance of coating film. Therefore it is the primary source for the coating’s durability and physical properties.
Binders differ in their ability to withstand UV degradation, one of the criteria in choosing a coating.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Fluoropolymer Binders (PVDF)
Fluoropolymers have long been known for their non-stick properties, chemical resistance, and resistance to UV damage.
Polyvinylidene Fluoride (PVDF) is a premier resin in this category. PVDF components are used extensively in the high purity semiconductor market, pulp and paper industry (chemically resistant to halogens and acids), nuclear waste processing (radiation and hot acid applications), and the general chemical processing industry (chemical and temperature applications). Fluoropolymers have also met specifications for the food and pharmaceutical processing industries.
Currently, PVDF is at least 70% of the binder used in superior performance coating. Acrylic is usually the other 30%.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Examples of Polyvinylidene Fluoride Usage
• PVDF resin used by licensed industrial paint manufacturers as the base resin in long-life coatings for aluminum, galvanized steel, and aluminized steel in applications such as metal roofing and siding, window and door frames, curtain wall and other miscellaneous metal trim and components.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Two-Coat vs. Three-Coat Systems
• There are two paint systems:– Two-Coat: Primer + Color Coat– Three-Coat: Primer + Color Coat + Clear Coat
Primer binds the topcoat to the substrate and provides additional anti-corrosion protection.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Paint-Coat System
With a Paint-Coat System, the substrate or base metal is coated first with a primer, then with a color coat or top coat.
The Substrate can be the base metal with or without a metallic coating. Substrates and pretreatments are covered more in-depth in Module 3.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Application Systems and Techniques
Module 2

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Module 2: Objectives
Upon completion of this module, you will be able to:
1. Describe common substrates and pretreatments
2. Describe the two common application techniques: Coil and Spray Coating
3. Describe how corrosion effects the safety of the structure.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Substrates
What is a Substrate?• The word “Substrate” usually
refers to the base metal and metallic coating together.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Substrates
Purpose of Metallic Coating• The metallic coating improves
corrosion resistance of the metal.Aluminum however does not usually contain metallic coatings.
• Corrosion can affect the structural integrity and durability of metals and alloys. Although overall metal loss may be insignificant, localized corrosion can lead to pitting, cracking, and eventual fracture causing leakages or more serious failure.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Substrates
Examples of Metallic Coatings for Steel:• Galvanized Zinc (Electro and/or
Hot-dip) Used in the galvanizing process provides an impervious barrier between the steel substrate and corrosive elements in the atmosphere.
• Alloys and Electro coated Alloy(Zinc/iron, Zinc/nickel) Achieved by passing electrical current through a dissolved metal solution and the object being coated.
• Terne (Lead/Tin) A hot dip process for alloy coated steel.
• Others (Aluminum/Zinc/Silicon, Zinc/Aluminum, Aluminized –Aluminum/Silicon)

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Pretreatments
What is a Pretreatment?• The word “Pretreatment” refers
to a system that reacts with the metal surface to reduce the chances of corrosion and improves adhesion of the paint.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Purpose of Pretreatments
Proper cleaning and pretreatment are important to insure the best adhesion and coating performance possible.Pretreatments react with metal surface to:• Improve paint adhesion • Improve corrosion resistance • Make surface more
homogeneous, poor metal pretreatment can result in delaminating of the coating.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
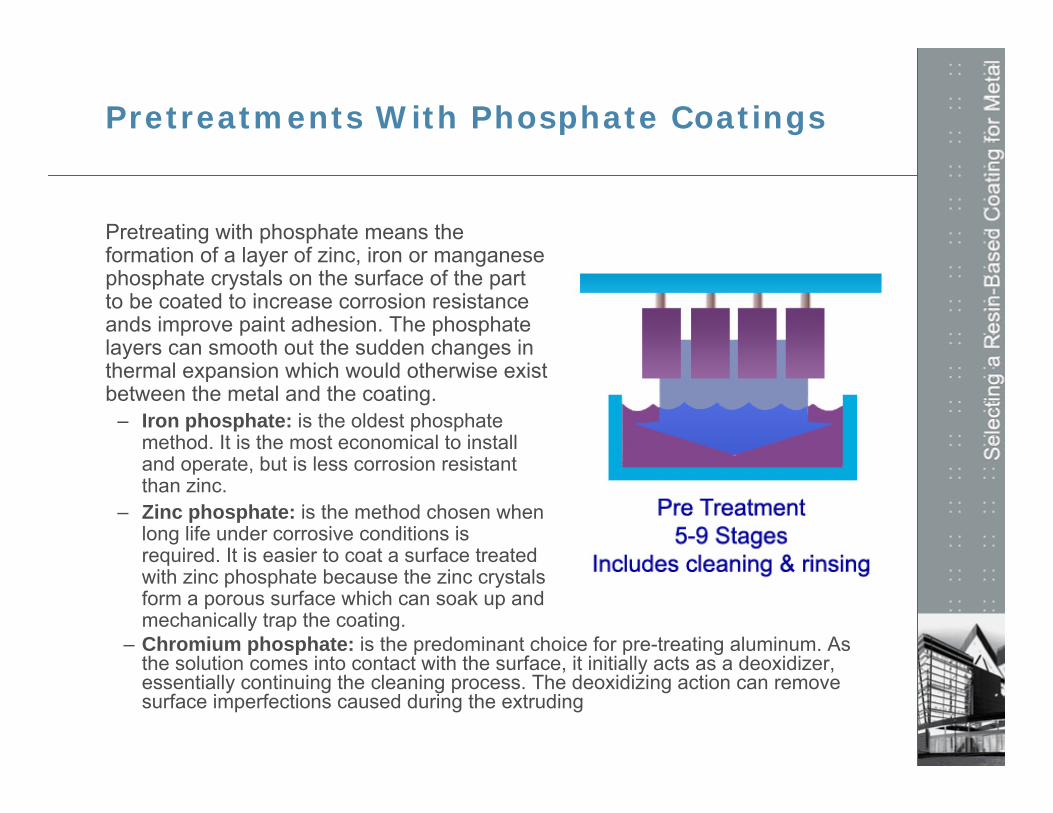
Pretreatments With Phosphate Coatings
Pretreating with phosphate means the formation of a layer of zinc, iron or manganese phosphate crystals on the surface of the part to be coated to increase corrosion resistance ands improve paint adhesion. The phosphate layers can smooth out the sudden changes in thermal expansion which would otherwise exist between the metal and the coating.
– Iron phosphate: is the oldest phosphate method. It is the most economical to install and operate, but is less corrosion resistant than zinc.
– Zinc phosphate: is the method chosen when long life under corrosive conditions is required. It is easier to coat a surface treated with zinc phosphate because the zinc crystals form a porous surface which can soak up and mechanically trap the coating.
– Chromium phosphate: is the predominant choice for pre-treating aluminum. As the solution comes into contact with the surface, it initially acts as a deoxidizer, essentially continuing the cleaning process. The deoxidizing action can remove surface imperfections caused during the extruding

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Application Techniques
There are two primary application techniques: • Coil Coating: is a continuous and
highly automated process for coating metal before fabrication. In one continuous process, up to 72 inches wide moving up to 700 feet per minute, a coil of metal is unwound and both the top and bottom sides are cleaned, chemically treated, primed, oven cured, top coated, oven cured again, and rewound for shipment.
• Spray Coating: Air Spray, Airless Spray, and Electrostatic Spray are three types of application with different techniques for applying paint to an object. Each application is designed to capture and incinerate any volatile organic compounds (VOCs). Both application techniques keep VOCs from entering the atmosphere.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coil Coating - Supplemental Information
Even more specifically, bare coils of metal are placed on an unwinder or decoiler where the metal is inspected for defects. The metal is then cleaned then chemically treated in preparation for painting. Brushes can be used to physically remove contaminants from the sheet, or the metal may be abraded by flap sanders to further enhance the surface. Pretreatments may be used to provide the bond between the metal and the coating, in addition to adding any corrosion resistance. The type of chemical treatment varies with the type of metal being used. After drying, the strip enters a coating room for a coat of primer usually on both sides of the sheet. The pickup roll transfers the coating liquid from the pan to the applicator roll. The liquid is then pumped into the pan. And then overflows back to the supply reservoir, where it is remixed and filtered. The direction of the rotation of the applicator roll plays a part in determining the type of coating.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Spray Coating - Supplemental Information
Air Spray: conventional air spray technology uses a specifically designed gun and air at high pressures to atomize a liquid stream of paint into a fine spray. This technology is known as low volume and high pressure (LVHP) but is commonly referred to as conventional air spray. Conventional air spray produces a smooth finish, and can be used on many surfaces.
Airless Spray: does not use compressed air. Instead, paint is pumped at increased fluid pressures through a small opening at the tip of the spray gun to achieve atomization. Pressure is generally supplied to the gun by an air-driven reciprocating fluid pump. When the pressurized paint enters the low pressure region in front of the gun, the sudden drop in pressure causes the paint to atomize. Maintenance painters most commonly use airless systems.
Electrostatic Spray: This spray method is based on the principle that negatively charged objects are attracted to positively charged objects. Atomized paint droplets are charged at the tip of the spray gun by a charged electrode. The paint can be atomized using conventional air, airless or rotary systems. The part to be painted, which is attached to a grounded conveyor is electrically neutral, and the charged paint droplets are attracted to the part. If the charge is strong enough, the paint particles normally fly past the part and reversed direction, coating the edges and back part of the part. This effect is called :wraparound” and increases transfer efficiency. Most appliance manufacturers use electrostatic spray technology.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Application Technique: Coil
With the Coil technique, the substrate (steel or aluminum) is coated in a continuous flat sheet, painted then formed.
This allows for: • Large Volume • High Speed (up to 2500 feet
per minute but more typically < 500 fpm)
• Uniform Gloss, Color, and Thickness

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Typical Coil Coating Line
There are five main sections to a coil coating line:

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Roll Former
• Coil coated sheet is formed and cut to desired shapes.
• Coil Coating with Roll Forming allows for most economical production.
• Cut edges will not be coated.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Typical End Use Applications: Coil Coating
• Industrial wall panel systems
• Roofing panels• Mansard roofing• Soffit• Pre-engineered
buildings

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Application Technique: Spray Coating
With the Spray Coating technique, substrate (usually aluminum) is formed first then painted.
This works well for irregular surfaces and shapes.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Spray Types
Air Spray – Paint and compressed air mixture fine spray on substrate (liquid)
Airless Spray – High hydraulic pressure through small orifice onto substrate (liquid)
Electrostatic – Negatively charged paint sprayed onto positively charged object (liquid and powder)

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Spray Coating Schematic
There are five main procedures to spray coating:• Pre Treatment (includes cleaning and rinsing)• Apply Primer• Apply Finish Coat• Baking• Cooling
Cooling
Baking
Pre Treatment5-9 Stages
ApplyPrimer
ApplyFinish Coat

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Typical End Use Applications: Spray Coating
• Windows/Doors• Column covers• Curtain wall systems• Louvers/Sunscreens• Skylights• Signage• Store fronts• Mullions• Railings

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Interactive Exercise
• This is an Interactive Exercise to test your knowledge of concepts covered in this course. You may go back and review any part of this course anytime during this exercise. To launch the exercise, click the button below.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Failures and Measurement of Performance
Module 3

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Module 3: Objectives
Upon completion of this module, you will be able to:
1. List and describe the common causes of coating failure.
2. List and describe the main properties and tests used to measure performance.
3. List and describe the environmental issues related to coating failure.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Causes of Failure
• Acid rain, industrial pollution, and U.V. rays contribute to thedeterioration of paint. Affects of such failures seriously reduce the value of buildings, bridges and cultural objects within society. Dry decomposition of acidic compounds renders buildings and other structures with airborne pollutants leading to increase maintenance costs.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Causes of Failure
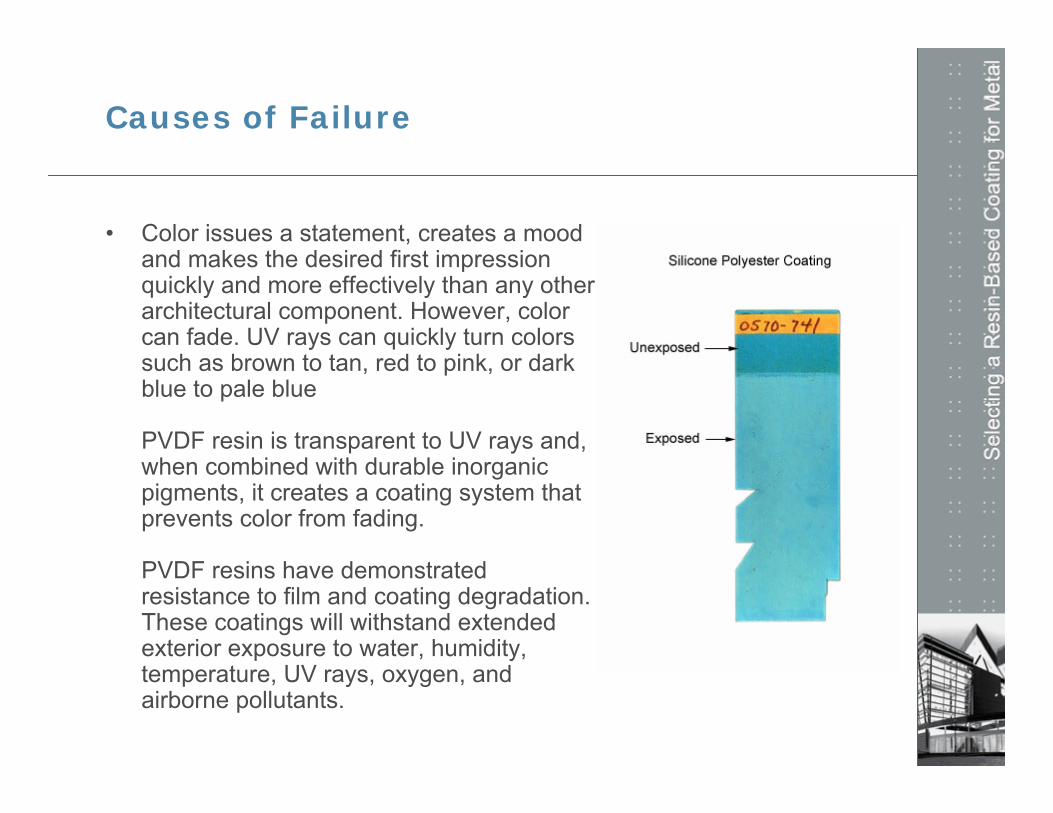
• Color issues a statement, creates a mood and makes the desired first impression quickly and more effectively than any other architectural component. However, color can fade. UV rays can quickly turn colors such as brown to tan, red to pink, or dark blue to pale blue
PVDF resin is transparent to UV rays and, when combined with durable inorganic pigments, it creates a coating system that prevents color from fading.
PVDF resins have demonstrated resistance to film and coating degradation. These coatings will withstand extended exterior exposure to water, humidity, temperature, UV rays, oxygen, and airborne pollutants.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Causes of Failure
• The causes of failure attack the chemical bond of the binder molecule. The stronger the chemical bonds, the less chance of a failure. The C-F bond is one of the strongest known. Fluoropolymer bonds are less likely to break. PVDF is an example of a fluoropolymer bond.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
alImportant Coating Properties Used to Measure Performance
• There are three main properties used to measure the amount of weathering on a coating:
Gloss
Fade
Chalk

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Gloss
• Gloss is a subjective term used to describe the relative amount and nature of mirror-like reflection.
% Gloss retention is used in the coatings industry to compare gloss ratings over time.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Gloss
• 60° gloss meter gives the best overall estimate. • Gloss Values are not percentages. The numerical scale is based on
highly polished black glass = 100 (or a perfect mirror surface = 1000)• The measure of reflected light as to the incident light will determine the
gloss value of the surface.• Gloss Retention Values are percentages because they are ratios of
gloss values.• 20° and 85° meters are also used for high and low gloss finishes.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Gloss - Results
• Florida Exposure (45° South Latitude)
This graph shows the % gloss retention for several different resin based systems.
All coatings other than PVDF resin based coatings lost more than half their original gloss within 2-5 years.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Fade
• Fade is the lightening of color of pigmented paint due to effects of light, heat, time, temperature, and chemicals.
It is measured in Δ E Hunter Units – The total difference between original color and exposed color.
1 Δ E unit is the smallest difference detected by the trained eye.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Fade Cont…
• Δ E is calculated for the L, a, b, color space.• L is the luminance or lightness component• a is the chromatic component (from green to red)• b is the chromatic component (from blue to yellow).• Fade can mean getting lighter and/or changing color in the “a”
or “b” direction.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Fade – Results
• This is an actual warehouse painted in 1981 with different resinsystems.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Chalk
• Chalk is the formation of powder on the surface of the paint film caused by disintegration of the binding medium.
Usually the chalk is pigment from the coating.
It is measure on a scale from 1 to 10 using reference standard. 10 indicates no measurable change.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Properties – Chalk

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
NCCA Coil Coating Property Comparison
• The table shows resins used in metal based coatings and their ratings for Gloss Retention, Chalk Resistance, and Color Resistance.
5=Excellent, 4=Very Good, 3=Good, 2=Fair, 1=Poor*Segment from Coil Coating Topcoats issued 7/99
The table shows resins used in metal based coatings and their ratings for weathering properties. PVDF is the highest rated in all three categories.
3/42/345Color Resistance3/42/345Chalk Resistance3/42/345Gloss Retention
PolyesterVinyl Plastisol
Silicone PolyesterPVDF

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Common Test Used to Measure Performance
• There are also a variety of tests used to measure performance of coatings. These include:– Chemical Spot Test– Sand Abrasion Test– Salt Spray Test
• These tests enable researchers to simulate real-world conditions in the lab, allowing formulators to account for environmental hazards. The end results are a coatings with prolong life spans.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Chemical Spot Test
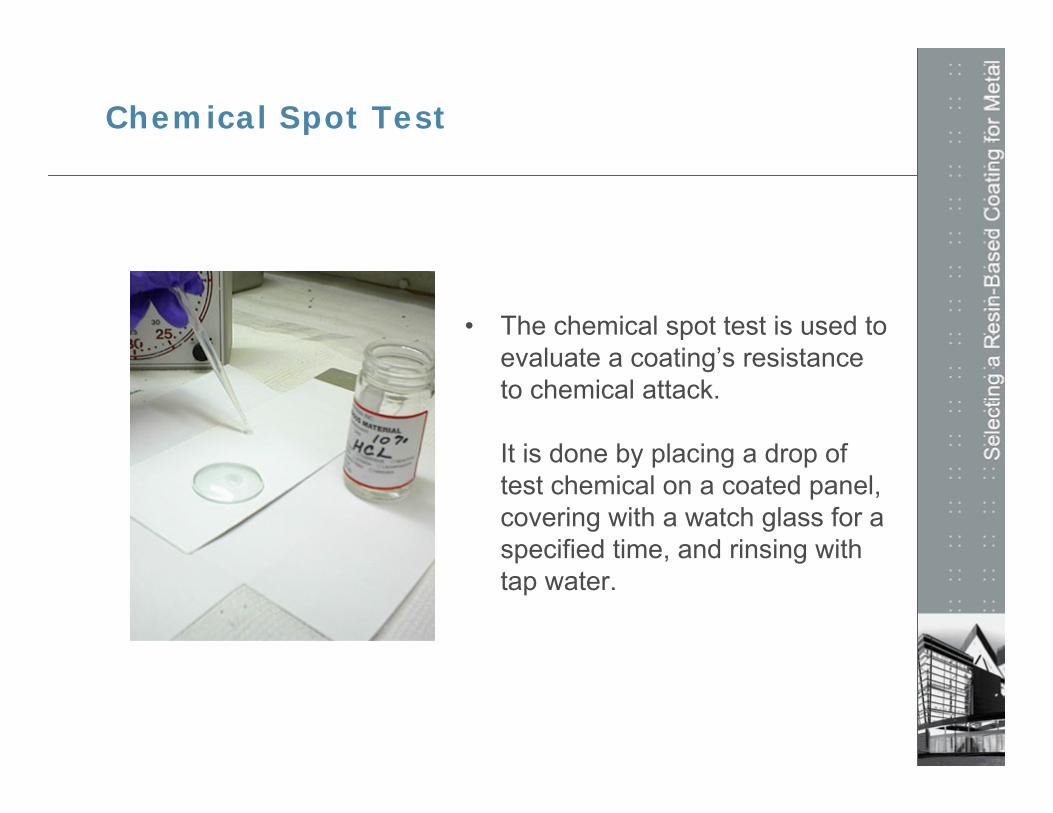
• The chemical spot test is used to evaluate a coating’s resistance to chemical attack.
It is done by placing a drop of test chemical on a coated panel, covering with a watch glass for a specified time, and rinsing with tap water.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Chemical Spot Test – Results
• The results of the chemical spot test are shown in the picture. The lighter markings on the panels indicate where the chemical deteriorated the coating.
Since PVDF is a fluoropolymer it will not be affected by contact with most chemicals.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Sand Abrasion Test
• The falling sand test is used to evaluate a coating’s ability to resist abrasion.
Wind blown sand, dirt, and other objects can cause considerable wear on an exterior coating.
Prior to testing, the coating film thickness is measured. Using gravity, sand falls through a tube onto the coated panel until the coating is worn away and the first bit of substrate is showing. The volume of sand used to abrade the film is then determined. The coefficient is found by dividing the volume of sand by the original coating thickness.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Sand Abrasion Test – Results
• The results of the sand abrasion test are shown in the picture.
PVDF’s high coefficient of abrasion of 93.8 shows it has the best resistance to this kind of wear.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Salt Spray Test
• The salt spray test is a measure of corrosion resistance that simulates ocean spray exposure.
Panels are scored and placed in a controlled chamber. The scored coating is exposed to a 5% salt solution for 4,000 hours.
Coatings are given a rating of 0-10, with 10 being the best.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
alThe American Architectural Manufacturers Association Specifications - AAMA
• AAMA sets the standards for testing and performance of organic coatings on architectural products.
• The chart depicts “High Performance” and “Superior Performance”specifications.
• “Superior Performing” coatings (AAMA 2605-02) have tougher 10 year weathering standards as compared to just 5 year.
• Only coatings with PVDF resins meet AAMA 2605-02 standards.
AAMA 2605-02AAMA 2604-98 &AAMA 605.2-92
< 5 ΔE max. color change (10 yrs)5 ΔE max. color change (5 yrs)
Humidity Resistance Passing Rating (3000 hrs) Passing Rating (4000 hrs)Salt Spray Resistance Passing Rating (3000 hrs) Passing Rating (4000 hrs)
Metal Pretreatment 30 mg/ft² chrome 40 mg/ft² chrome
Abrasion Resistance 20 (1/mil) 40 (1/mil)Weathering 30% Gloss Retention (5 yrs) 50% Gloss Retention (10 yrs)

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Weathering & Application Galleries
Module 4

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Module 4: Objectives
Upon completion of this module, you will be able to:
1. Describe the different types of weathering: Accelerated and RealTime
2. Evaluate the results from weathering tests
3. List the common coating types and rank their performance.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
What are the Different Types of Weathering
• There are two types of weathering:
Accelerated Weathering
Real Time Weathering

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Accelerated Weathering
• Accelerated weathering is a set of short term tests designed to estimate long term performance of a coating. Accelerated weathering does not necessarily correspond to real time weathering, but it is used as a screening process to get accelerated data.
A coating failure in accelerated weathering usually indicates that it will fail in actual outdoor exposure.
One method is Emmaqua (Equatorial Mount with Mirrors for Acceleration with Water). It magnifies effects of the sun with mirrors and induced moisture.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
alAccelerated Weathering –Weatherometer (QUV)
• QUV uses intense artificial light with heat and moisture to simulate outdoor exposure. Panels are placed in the controlled chamber and exposed to night/day cycles using UV light.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Evaluating the Results of Weathering
• Real Time Weathering –Florida Exposure - Chalk
These are examples of panels that have been exposed on a south Florida test fence.
The polyester powder shows a clear line dividing where the panel was covered and exposed.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Evaluating the Results of Weathering
• Real Time Weathering –Florida Exposure - Fade
These are some examples of panels that have been exposed on a south Florida test fence and show the color retention using various coatings.
The color retention of the PVDF resin based coating is clearly superior to coatings made with other resins.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Coating Types-Test Results
• The following pages depict the results of tests performed for each of the different coating types applied on photomicrographs. Each resin is applied to the photomicrograph and exposed to the environment for an extended period of time.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Photomicrographs - PVDF
• There is little change in the surface of the PVDF resin based coating, even after 160 months.
45˚ South160 months
Control panel
unexposed
Exposedpanels
20 months
Exposed panels
51 months
Exposed panels
110 months
Exposed panels
160 months
PVDFBased coating
unexposed
exposed

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
alPhotomicrographs –Silicone Polyester Based Coating
• The change in the surface of the silicone polyester coating is also seen in the fade of the color on the blue panel.
Control panel
unexposed
Exposed panels
20 months
Exposed panels
51 months
Exposed panels
110 months
Exposed panels
160 months
160 months45˚ South
Silicone Polyester coating
unexposed
exposed

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Photomicrographs - Acrylic Based Coating
• After 160 months the surface of the acrylic coating has significantly changed. Notice the increased pitting over time.
Control panel
unexposed
Exposed panels
20 months
Exposed panels
51 months
Exposed panels
110 months
Exposed panels
160 months
160 months45˚ South
Acrylic coating
unexposed
exposed
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
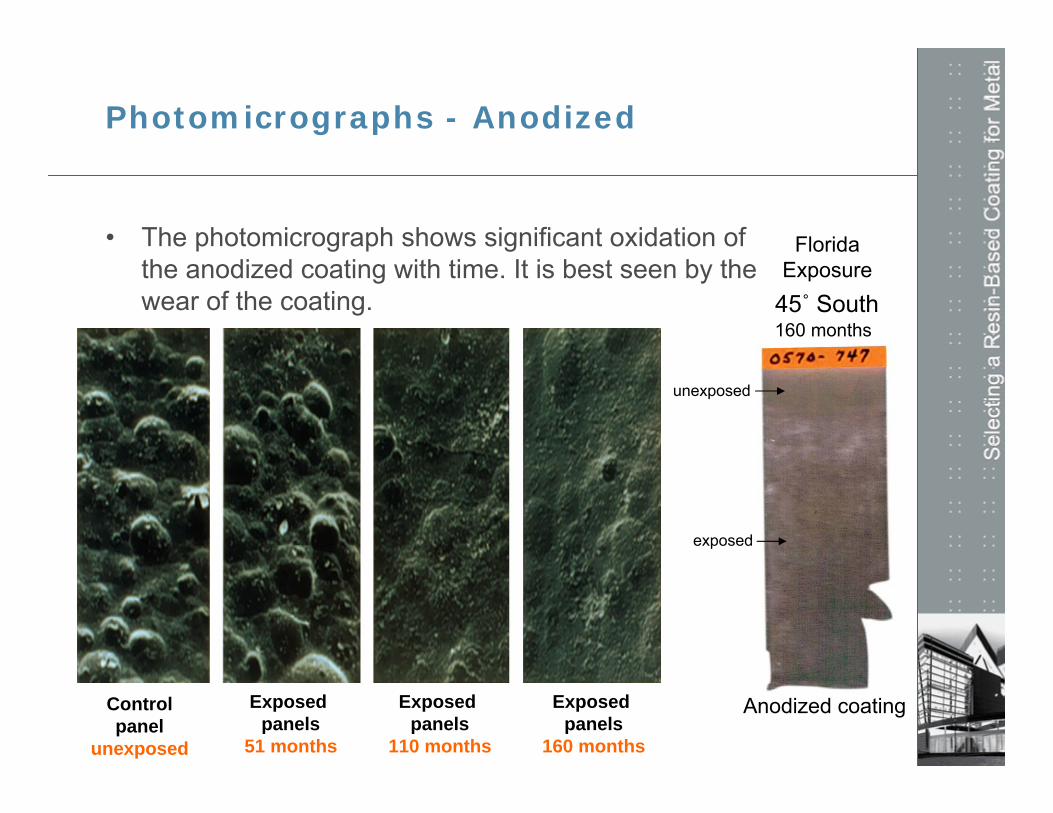
Photomicrographs - Anodized
• The photomicrograph shows significant oxidation of the anodized coating with time. It is best seen by the wear of the coating.
Exposed panels
51 months
Exposed panels
110 months
Exposed panels
160 months
Control panel
unexposed
Anodized coating
45˚ South160 months
Florida Exposure
unexposed
exposed

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Interactive Exercise
• This is an Interactive Exercise to test your knowledge of concepts covered in this course. You may go back and review any part of this course anytime during this exercise. To launch the exercise, click the button below.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Summary
By now you should be able to do the following.• Define selected vocabulary of paint terminology. • Explain the basis for using metal in construction. • Identify and describe the components of resin-based paints. • Explain the difference between a two-coat paint system and a three-coat paint
system. • Describe common substrates and pretreatments. • Describe the two common application techniques: Coil and Spray Coating. • List and describe the common causes of coating failure. • List and describe the main properties and tests used to measure performance. • Describe the different types of weathering: Accelerated, and Real Time. • Evaluate the results from weathering tests.
Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
al
Questions For The Next Ten Minutes
• This concludes the course material.
• The following ten minutes will be for taking a short exam. You must complete the exam with a 80% or higher in order to receive credit.
• Please make sure and print your certificates of completion either for AIA/CES, CSI/CEN or for state MCE credit.

Sel
ecting a
Res
in-B
ased
Coat
ing f
or
Met
alSelecting a Resin-Based Coating for Metal
76
MRS001
© 2009. The material contained in this continuing education program belongs to Arkema Inc.. Questions or concerns about the program content need to be addressed with the program instructor.
Powered by
This continuing education program is sponsored and provided to you due to the professional courtesy of:
This concludes the continuing education program. Please proceed to take the exam.
AIA-AK0901CSI-AK0901
Thank You For Your Time!
Arkema Inc.2000 Market Street Philadelphia, PA 19103Phone: 215-419-7898Toll Free: 800.KYNAR.500Web: www.kynar500.comContact Us

Quiz Instructions – AK0901-Quiz
• In order for you to get credit for this program you must successfully complete the following short exam.
• Pass for this exam is 80% or higher.• Please make sure and print your certificates of
completion either for AIA/CES, CSI/CEN or for state MCE credit.
• Please print your Certificate of Completion upon successful completion. You can print the certificate from your A-F transcript any time after completion.
Click Play or Next button on Play bar to start the quiz
If your colleagues can benefit from this course, please let them know. Feel free to revisit the Architect-Forum LMS eLearning System to take additional courses.


















