
Mr. M P Rajpara Darshit Patel(09ME19) DEPT. OF MECHANICAL ...
Upload
bhautik-malviyaCategory
view
291download
3
Gandhinagar Institute of Technology
Mechanical Measurement and Metrology
Mechanical Engineering
4th : B - 2
Prepared By :Bhautik Malviya (130120119094)
Pavan Narkhede (130120119111)
Darshit Panchal (130120119114) Guided By:
Prof. Manish Meghani

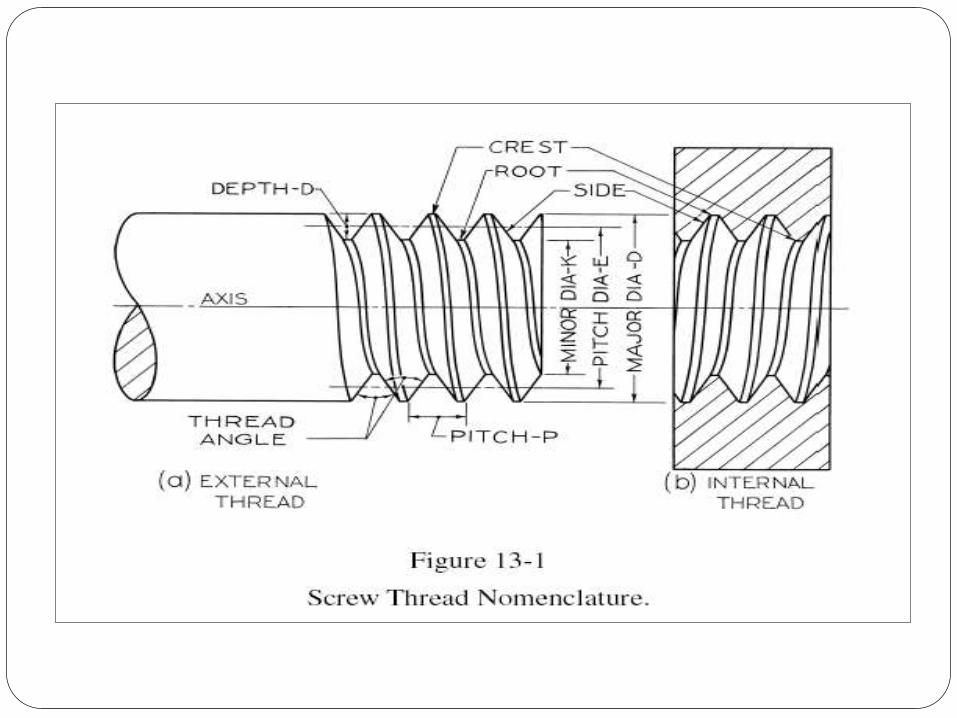
a screw thread is the helical ridge produced by forming a
continuous helical groove of uniform section on the
external or internal surface of a cylinder or a cone.
A screw thread formed on a cylinder is known as straight
or parallel screw thread, while the one formed on a cone is
known as tapered threads.
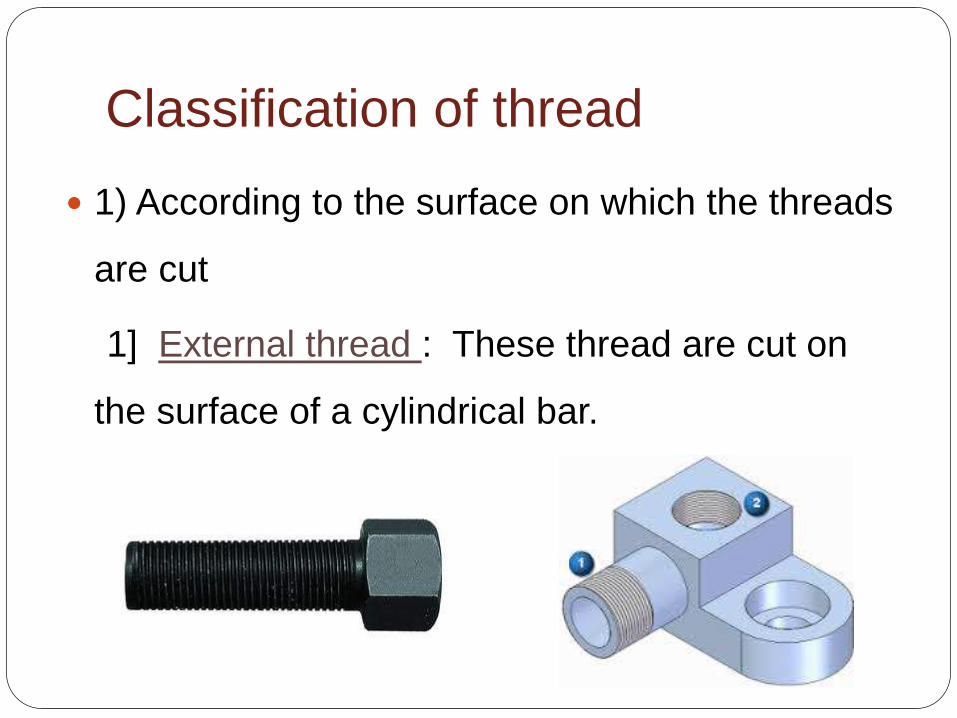
Classification of thread
1) According to the surface on which the threads
are cut
1] External thread : These thread are cut on
the surface of a cylindrical bar.

2] Internal thread : These thread are cut into the
surface of cylindrical hole of bar or cone.
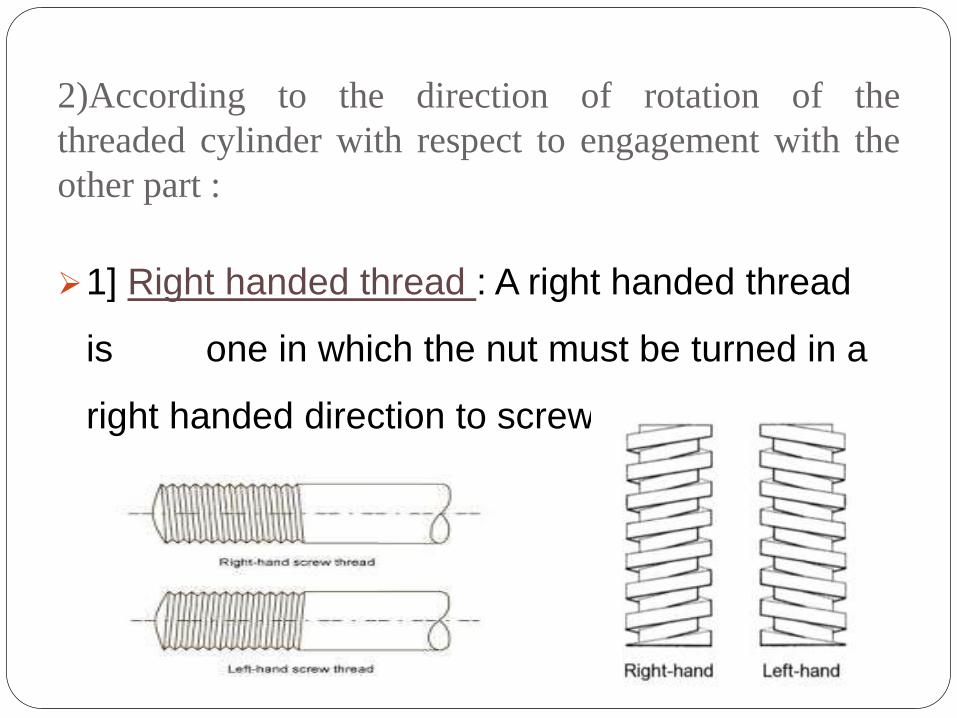
2)According to the direction of rotation of the
threaded cylinder with respect to engagement with the
other part :
1] Right handed thread : A right handed thread
is one in which the nut must be turned in a
right handed direction to screw it on.

2] Left handed thread : A left handed thread is one
in which the nut would be screwed on by turning it
to the left .
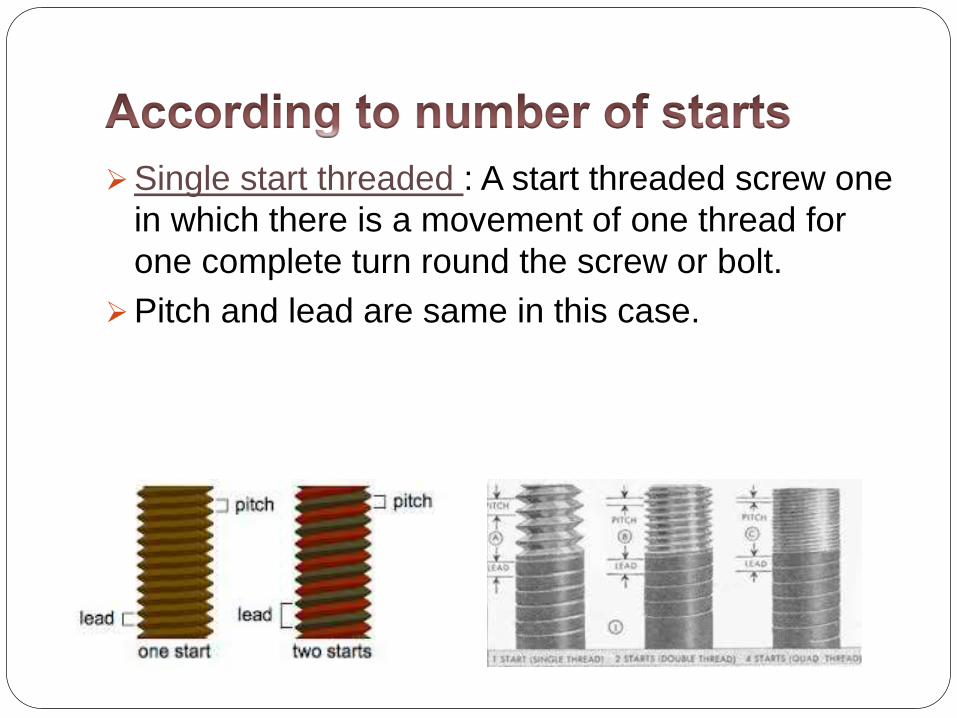
Single start threaded : A start threaded screw one
in which there is a movement of one thread for
one complete turn round the screw or bolt.
Pitch and lead are same in this case.
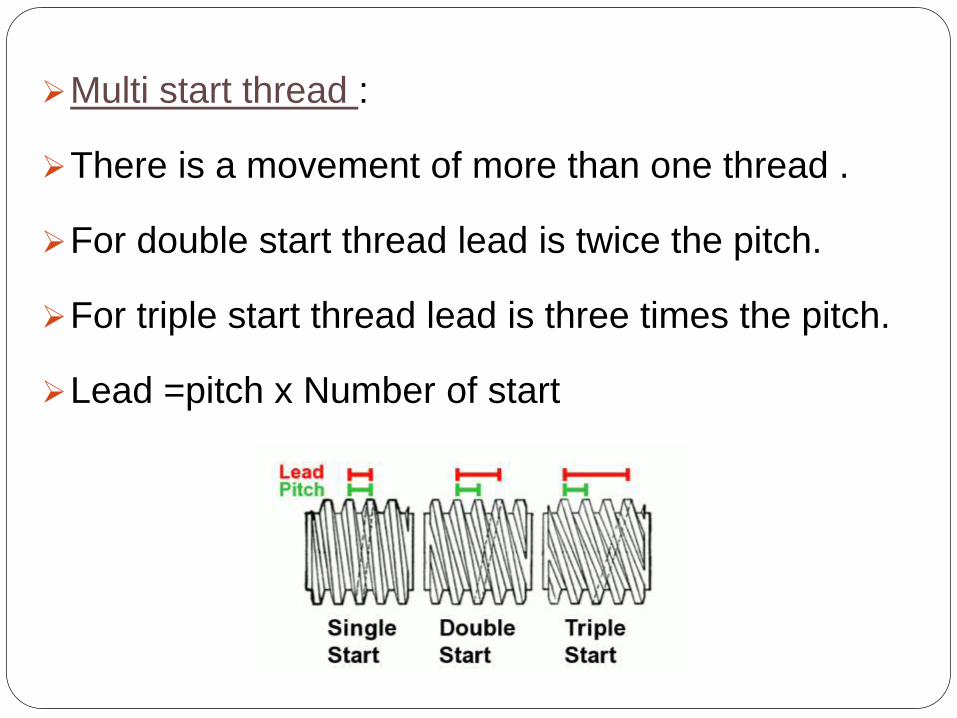
Multi start thread :
There is a movement of more than one thread .
For double start thread lead is twice the pitch.
For triple start thread lead is three times the pitch.
Lead =pitch x Number of start
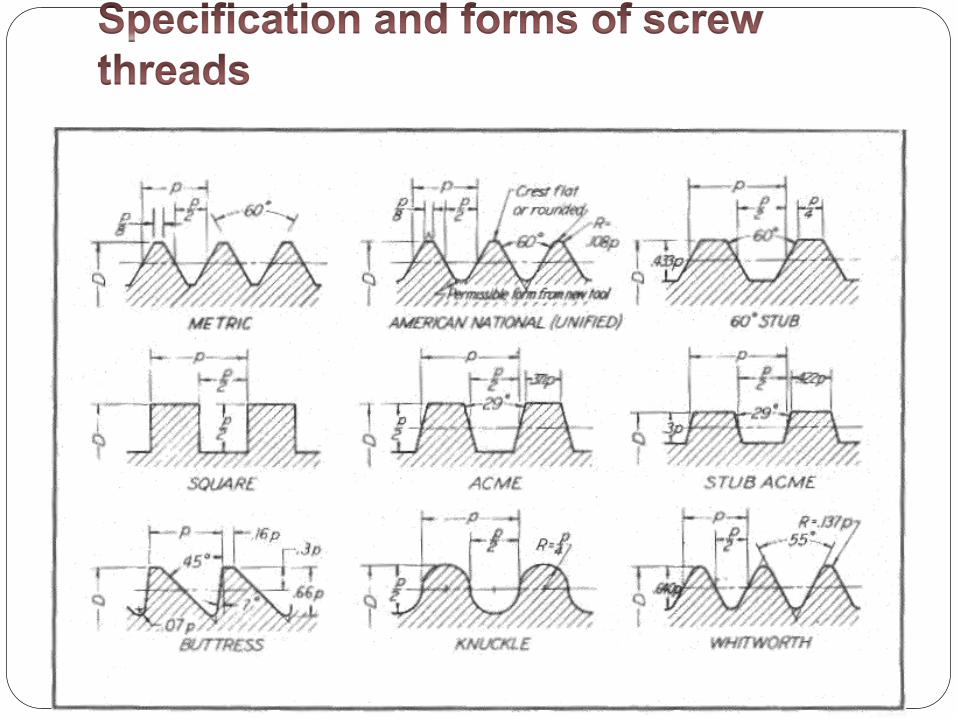
1] Vee threads :
British Association (B.A.) threads are exclusively used
for small screw like in clocks etc. thread is rounded V-
form.
British standard whitworth (B.S.W.) threads are used in
general machine construction.
2] transmission threads :
Square threads are most commonly used for
transmission of power as in vices, clamps and in jacks

Acme thread is stronger than square thread and
easy to make it . It is used in lead screw of lathe
machine for transmission of power.
Buttress thread resist heavy axial loads, loads
acting in the direction of the axis Example of uses
of buttress thread occur in quick acting vices and
in breech mechanism of guns.

To find out the accuracy of a screw thread it will be necessary to measure the following:
1) Major diameter.2) Minor diameter.3) Effective or Pitch diameter.4) Pitch5) Thread angle and form

The instruments which are used to find the major
diameter are by
Bench micrometer
Bench micrometer
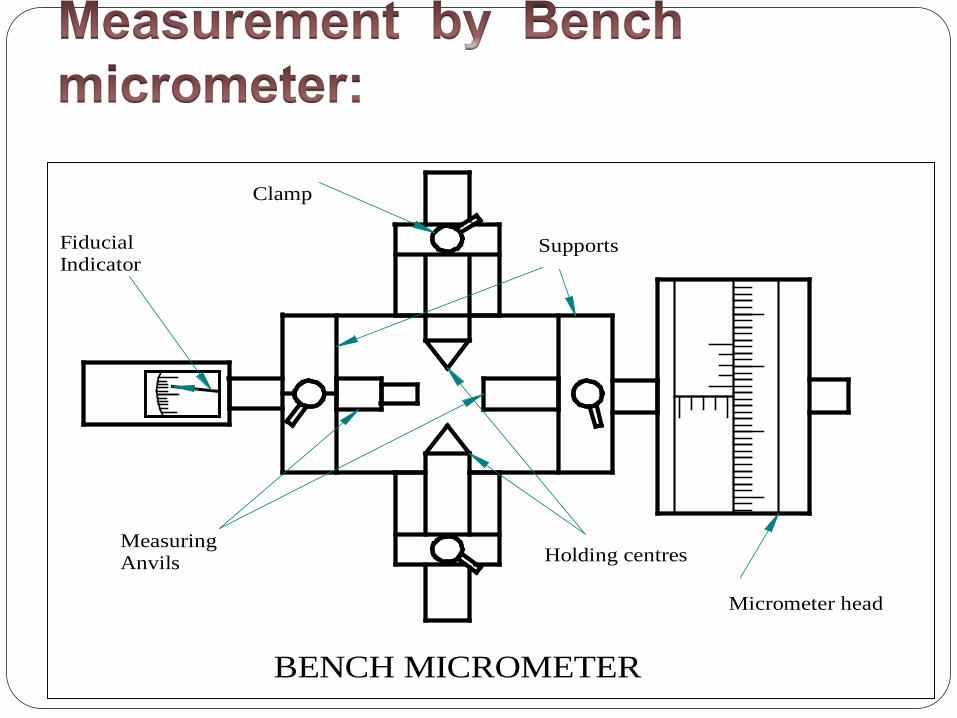
Clamp
FiducialIndicator
MeasuringAnvils Holding centres
Micrometer head
Supports
BENCH MICROMETER

The ordinary micrometer is quite suitable for measuring theexternal major diameter.
It is first adjusted for appropriate cylindrical size (S) havingthe same diameter (approximately).This process is known as ‘gauge setting’ .
After taking this reading ‘ R the micrometer is set on themajor diameter of the thread, and the new reading is ‘R2

For getting the greater accuracy the bench micrometer is used for measuringthe major diameter.
In this process the variation in measuring Pressure, pitch errors are beingneglected.
The fiducial indicator is used to ensure all the measurements are made atsame pressure.
The instrument has a micrometer head with a vernier scale to read theaccuracy of 0.002mm. Calibrated setting cylinder having the same diameter asthe major diameter of the thread to be measured is used as setting standard.
After setting the standard, the setting cylinder is held between the anvils andthe reading is taken
The Minor diameter of Internal threads are measured by
1. Using taper parallels
2. Using Rollers.
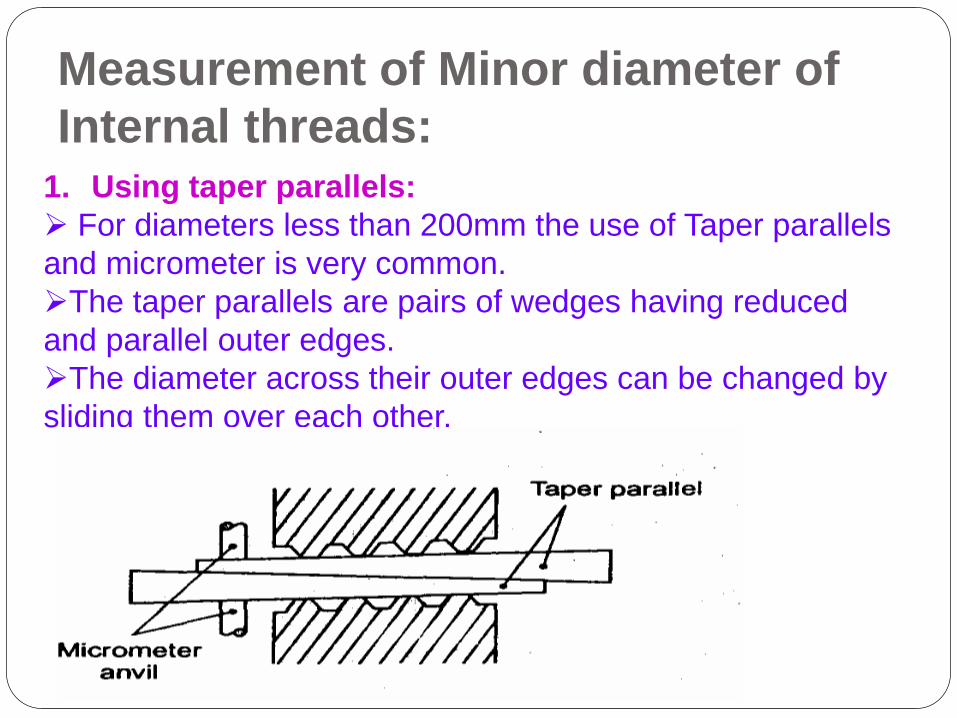
Measurement of Minor diameter of
Internal threads:1. Using taper parallels:
For diameters less than 200mm the use of Taper parallels
and micrometer is very common.
The taper parallels are pairs of wedges having reduced
and parallel outer edges.
The diameter across their outer edges can be changed by
sliding them over each other.

Measurement of Minor diameter of
Internal threads:Using rollers:
For more than 200mm diameter this method is used. Precision rollers are inserted inside the thread and proper slip gauge is inserted between the rollers.
The minor diameter is then the length of slip gauges plus twice the diameter of roller.
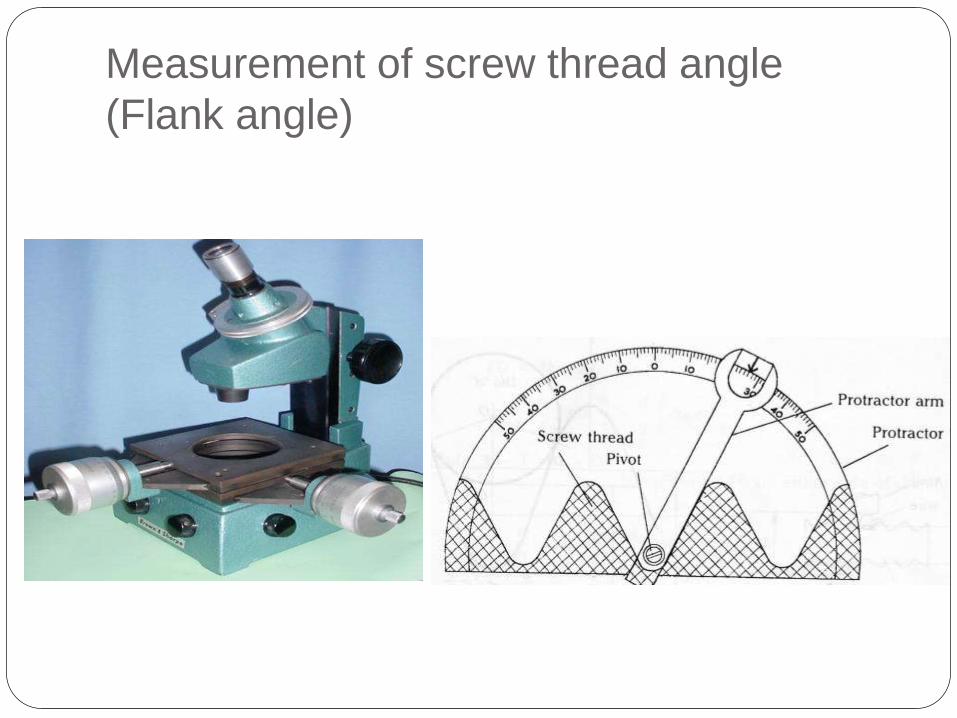
Measurement of screw thread angle
(Flank angle)
Measurement of effective
diameter
Effective diameter measurement is carried out by following methods.
1.One wire method2. two wires method3. three wires method.4. Micrometer method.
The effective diameter can not be measureddirectly but can be calculated from themeasurements made.
Wires of exactly known diameters are chosen suchthat they contact the flanks at their straightportions.
If the size of the wire is such it contacts the flanksat the pitch line, it is called the ‘best size’ of wirewhich can be determined by geometry of screwthread.
The screw thread is mounted between the centers& wires are placed in the grooves and reading M istaken.

M
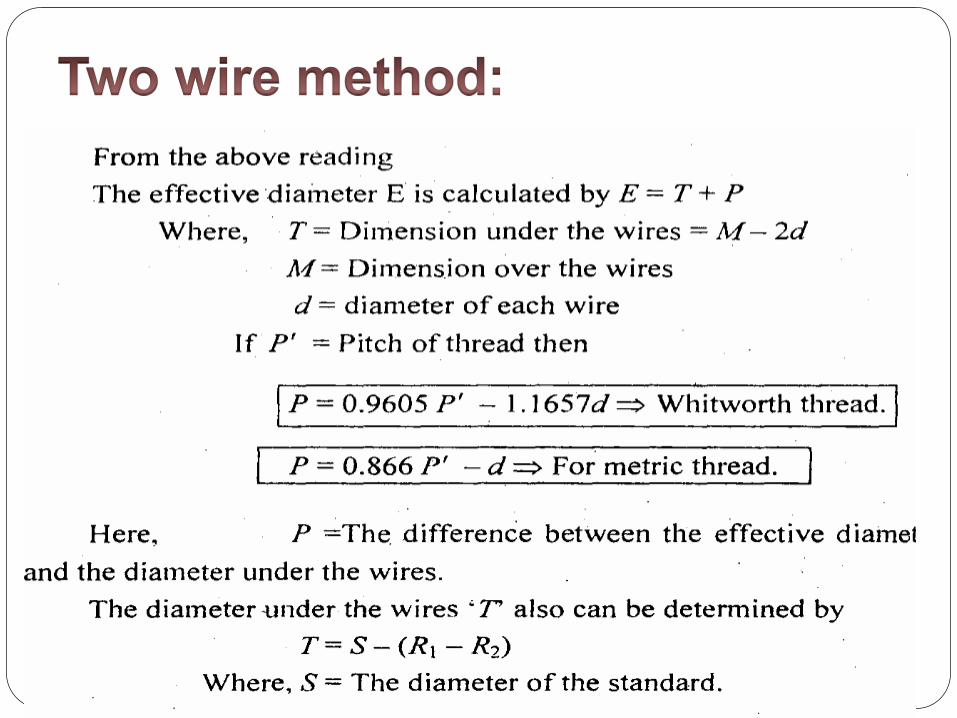
M-Dimension over the wire
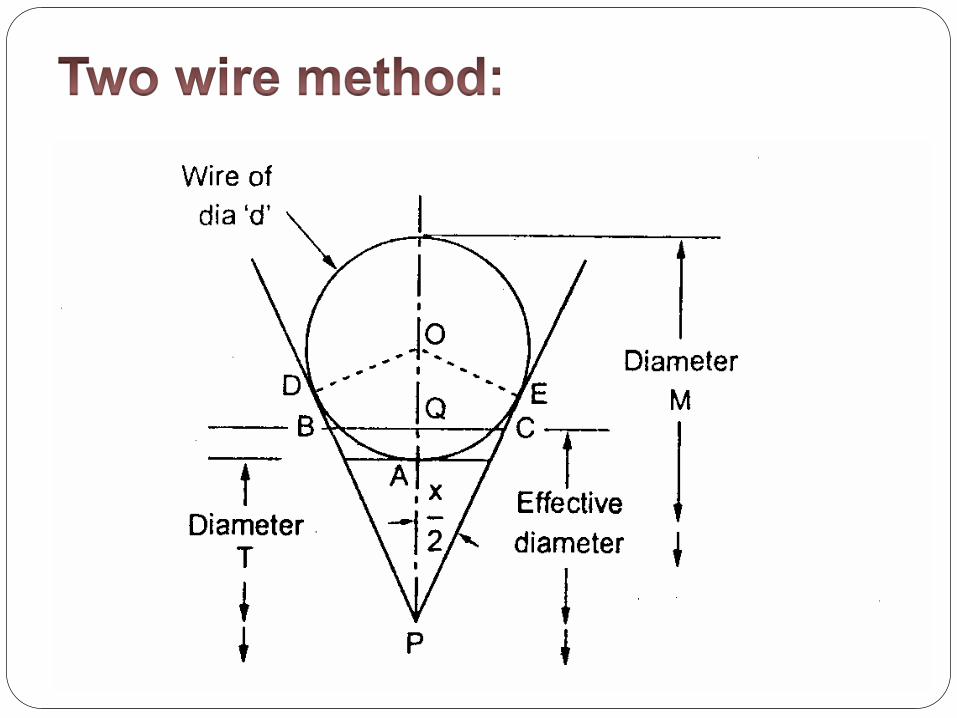
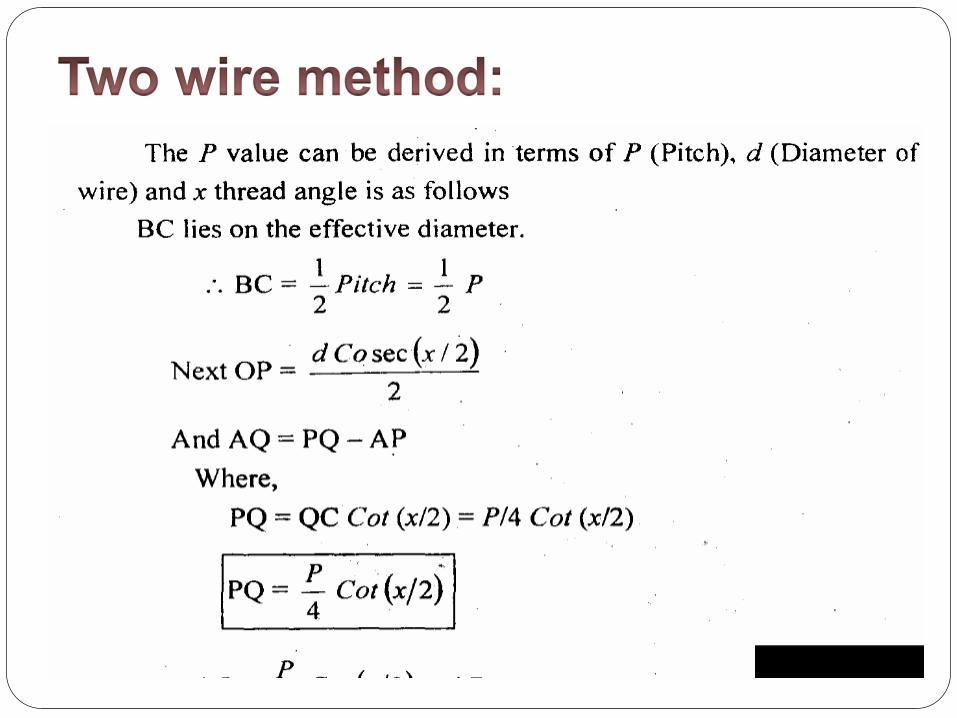
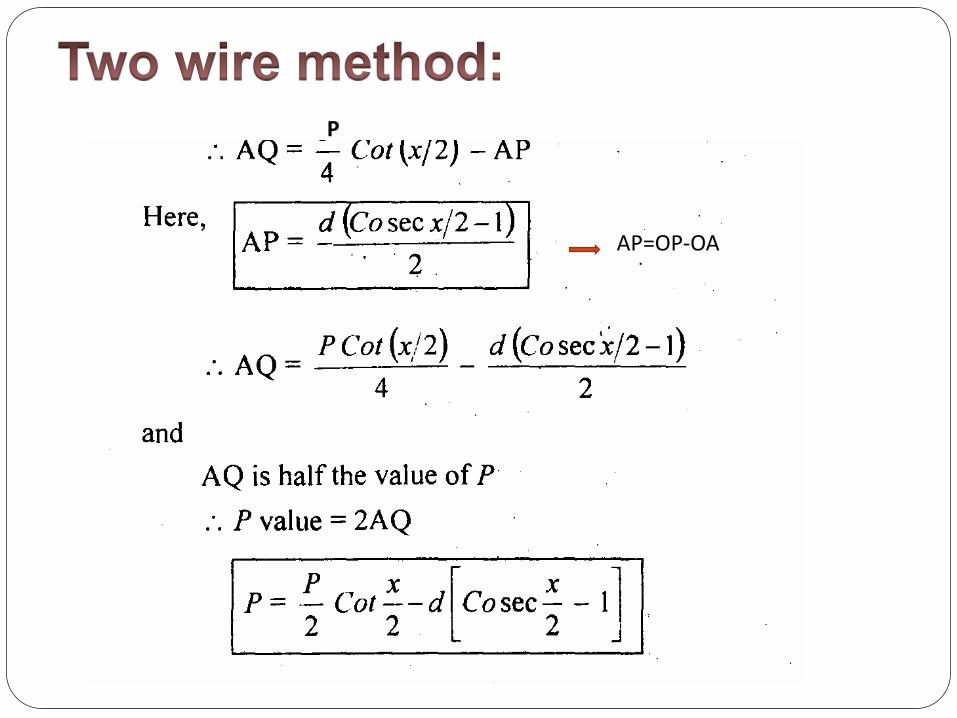
P
AP=OP-OA
The three-wire method is the accurate method.
In this method three wires of equal and precise diameter are placed in the groves at opposite sides of the screw.
In this one wire on one side and two on the other side are used. The wires either may held in hand or hung from a stand.
This method ensures the alignment of micrometer anvil faces parallel to the thread axis.
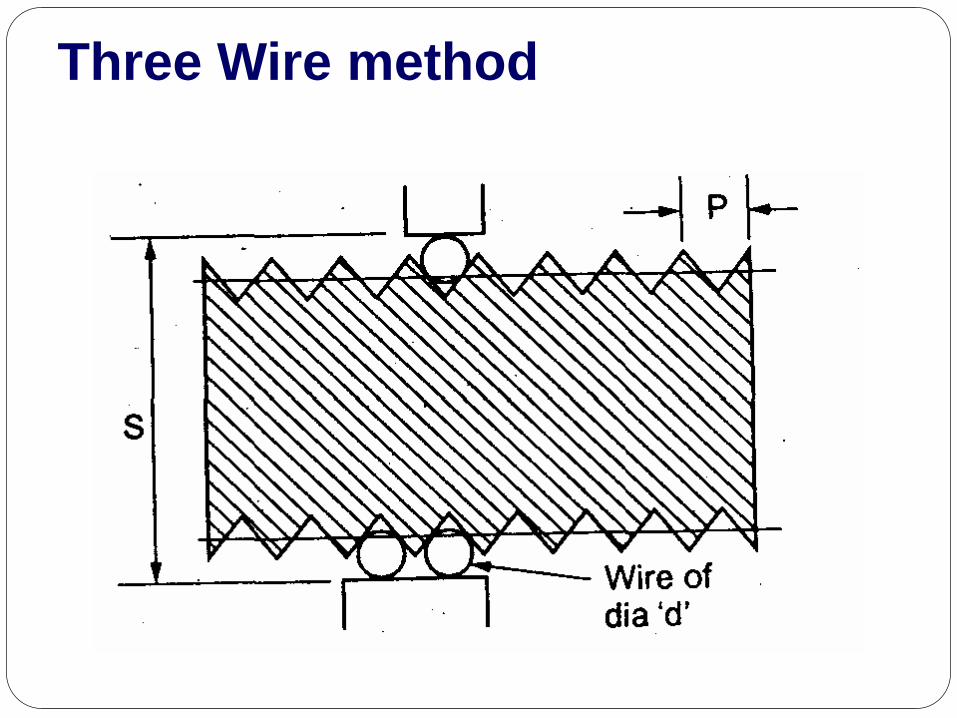
Three Wire method
Three Wire method
This method is more accurate than two wire
method as it ensures alignment of micrometer
faces parallel to the thread axis.
Here, three wires of exactly known diameters
are used, one on one side & the two on the
other side. The wires may be held in hand or
hung from a stand.
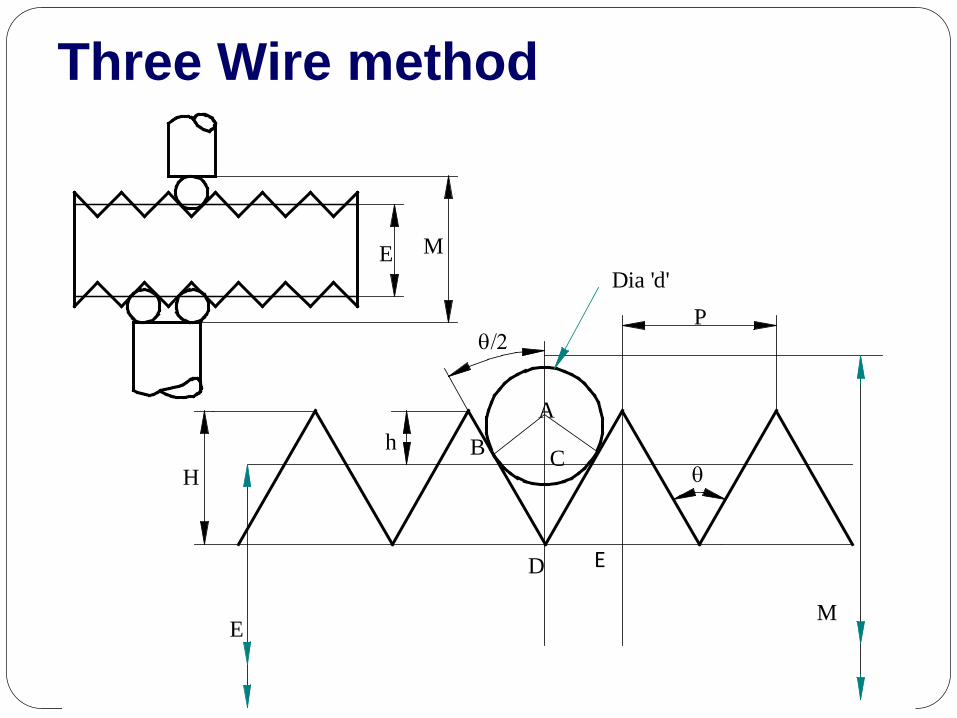
From the fig, M=diameter over the wires
E= effective diameter (to be found)
d= diameter of wires, h=height of wire center
above the pitch line, r=radius of wire, H=depth
of thread, D=major diameter of the thread.
Three Wire method
E M
H
A
BC
D
P
h
EM
Dia 'd'
E
2
cot22
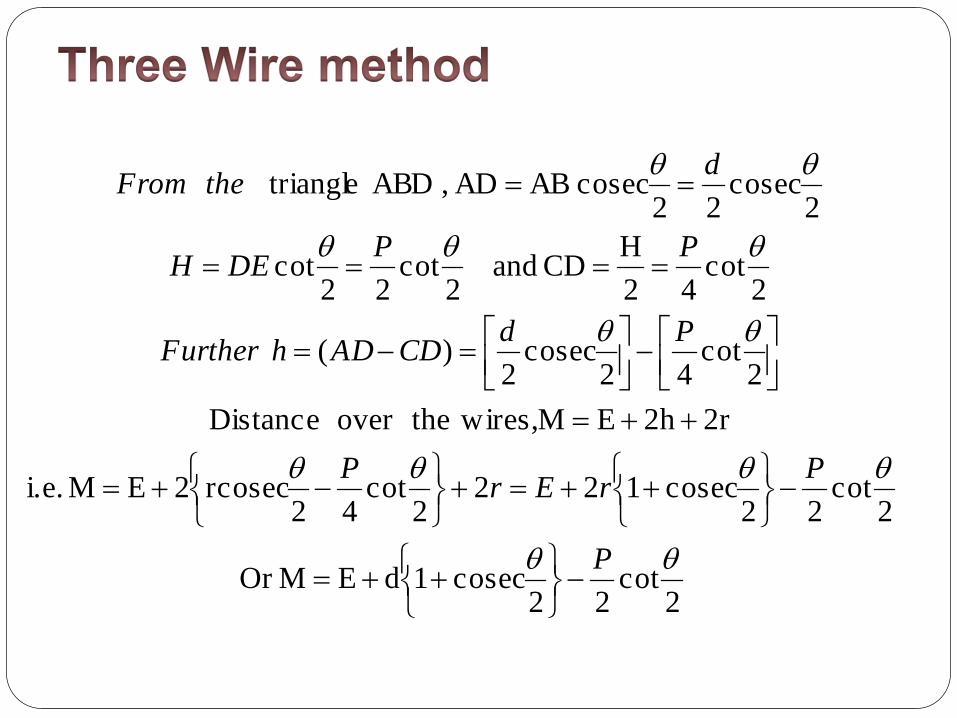
cosec1dEMOr
2
cot22
cosec1222
cot42
rcosec2EM i.e.
2r2hEM wires,over the Distance
2cot
42cosec
2)(
2cot
42
HCD and
2cot
22cot
2cosec
22cosec ABAD , ABD e triangl
P
PrEr
P
PdCDADhFurther
PPDEH
dthe From
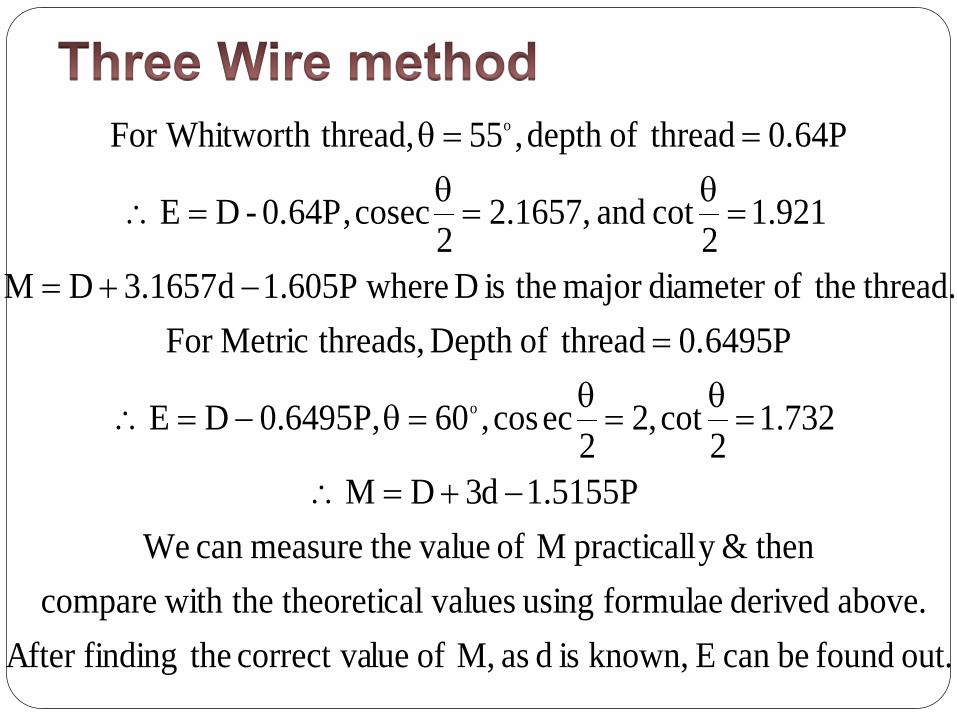
out. found becan E known, is d as M, of luecorrect va thefindingAfter
above. derived formulae using valuesal theoretic with thecompare
then&y practicall M of value themeasure can We
P5155.1d3DM
732.12
cot,22
eccos,60,P6495.0DE
0.6495P threadofDepth threads,MetricFor
thread. theofdiameter major theis D whereP605.1d1657.3DM
921.12
cot and ,1657.22
cosec 0.64P,-DE
0.64P threadof depth,55 thread, WhitworthFor
o
o

Errors in thread:
A rise during the manufacturing or storage of threads
Error may cause due to the following elements in thread
1.Major diameter error : Cause reduction in flank contact
and interference with the matching threads
2.Minor diameter error : Cause interference, reduction of
flank contact
3.Effective diameter error : If it is small, the threads will be
thin on the external screw and thick on the internal screw
4.Pitch error : Defined as total length of thread engaged is
either too high or too small
Types:
I .Progressive error
Ii .Periodic error
Iii .Drunken error
Iv .Irregular error

I . Progressive error:
Pitch of the thread is uniform but it is
longer or shorter to its nominal value
Causes
Incorrect linear and angular velocity ratio
Incorrect gear train and lead screw
Saddle fault
Variation in length due to hardening
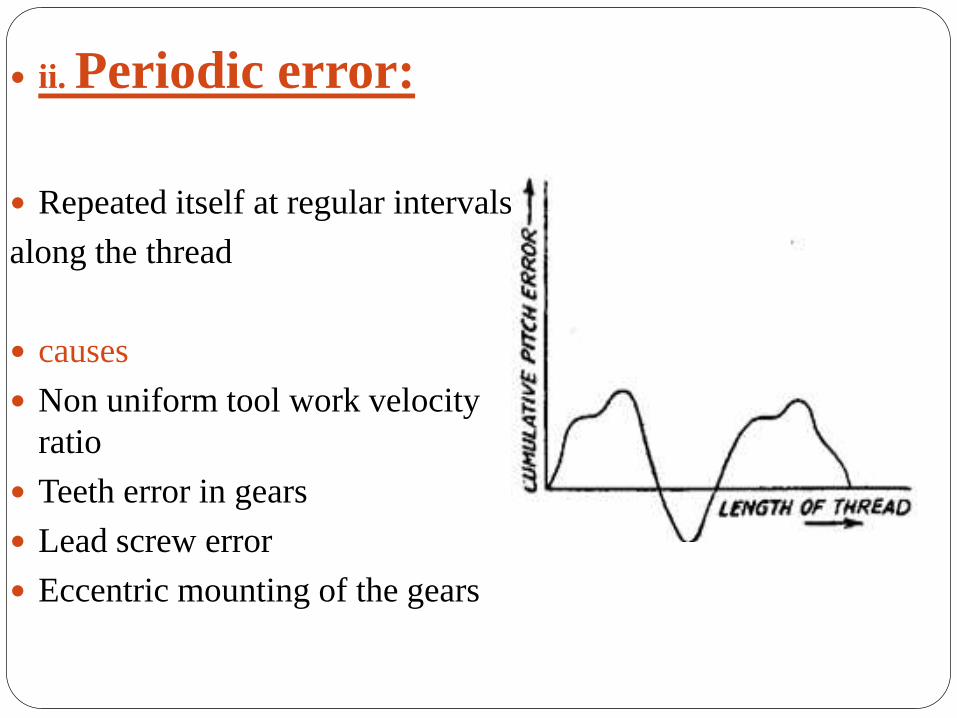
ii. Periodic error:
Repeated itself at regular intervals
along the thread
causes
Non uniform tool work velocity
ratio
Teeth error in gears
Lead screw error
Eccentric mounting of the gears
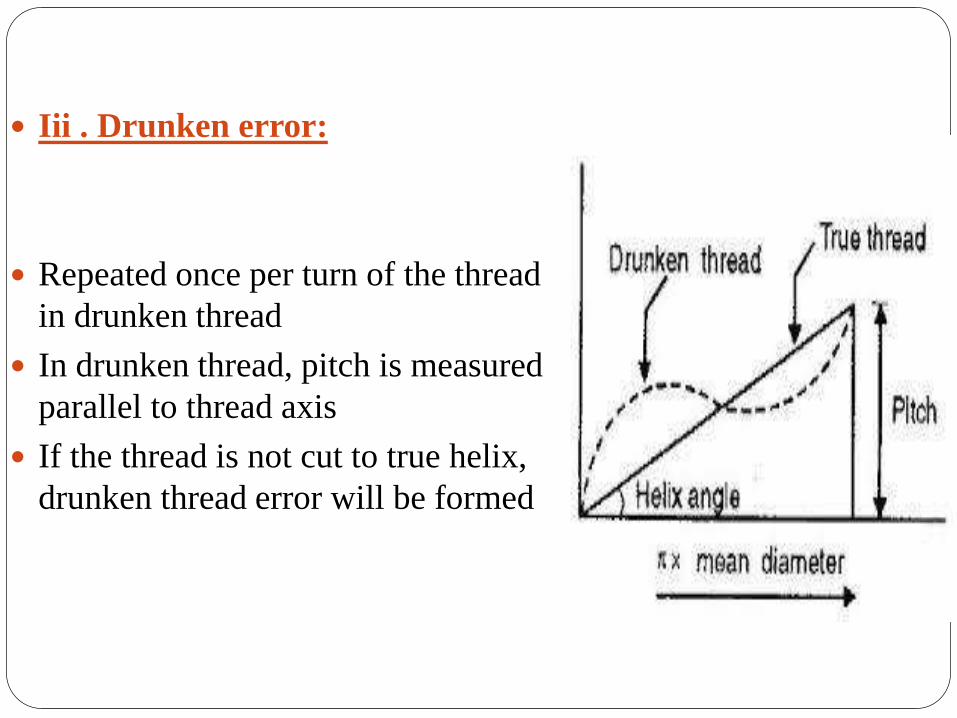
Iii . Drunken error:
Repeated once per turn of the thread
in drunken thread
In drunken thread, pitch is measured
parallel to thread axis
If the thread is not cut to true helix,
drunken thread error will be formed
Iv . Irregular error : Varies in irregular manner along the
length of thread
Causes :
Machine fault
Non uniformity in the material
Cutting action is not correct
Machining disturbances










![Shirshendu Mukhupadhay Bhautik Galpa Samagra Part 2 [BANGLA TORRENTS]](https://static.fdocuments.net/doc/165x107/55cf972c550346d033901548/shirshendu-mukhupadhay-bhautik-galpa-samagra-part-2-bangla-torrents.jpg)








