
Schweißtechnische Herausforderungen am Beispiel ... · DNV OS C401 (Fabrication and testing of...
23
Schweißtechnische Herausforderungen am Beispiel dickwandiger Rohrverbindungen – Qualifikation und Herstellung von Längs- und Rundnähten Dr. J. Wiebe Berlin, den 12. Mai 2016
Transcript of Schweißtechnische Herausforderungen am Beispiel ... · DNV OS C401 (Fabrication and testing of...
Schweißtechnische Herausforderungen amgBeispiel dickwandiger Rohrverbindungen –Qualifikation und Herstellung von Längs-
und RundnähtenDr. J. Wiebe
Berlin, den 12. Mai 2016

Qualifikation und Herstellung von Längs- und Rundnähten
Inhalt
Einleitung
Großrohrherstellung SpiralnahtLängsnaht
Besonderheiten der UP-MehrdrahttechnologieAnlagenübersicht UP-Mehrdrahtanlage SZMF Schweißguteigenschaften Lage /GegenlagenahtSchweißguteigenschaften Lage-/Gegenlagenaht
RundnahtherstellungMotivation
Folie
2, 1
1/05
/16
MotivationHerausforderungen
Zusammenfassung
Firm
a, A
btei
lung
,
g

Qualifikation und Herstellung von Längs- und Rundnähten
Forschung und Entwicklung (FuE)g g ( )
Produkte MärkteW K ltb d A t bili d t i• Warm- u. Kaltband • Automobilindustrie
(Karosserie, Fahrwerk)
• KonsumgüterindustrieGIT
TER
• Bauindustrie(Dach, Wand, Klima)S
ALZ
G
• Rohr
• Grobblech
• Automobilindustrie(Antriebsstrang)
RG
• Profil • Maschinen- u. Anlagenbau
• Energieindustrie
DU
ISB
UR
Folie
3, 1
1/05
/16• Bauindustrie
(Tragwerk, Spundwand)
D
Firm
a, A
btei
lung
, Interdisziplinäre Forschung für Ihre strategischen Ziele,von der Simulation bis zum Fertigprodukt

Qualifikation und Herstellung von Längs- und Rundnähten
Salzgitter Mannesmann Forschungg g
F&E Aktivitäten für Salzgitter AG und externe Kunden
• Werkstoff- und ProzessentwicklungWerkstoff und Prozessentwicklung
• Produkt- und Verfahrensentwicklung
• Material- und BauteilcharakterisierungMaterial und Bauteilcharakterisierung
• Oberflächen- und Anwendungstechnik
• Bauteilauslegung Simulation EngineeringBauteilauslegung, Simulation, Engineering
• Umform- und Fügetechnik
• Automatisierung und PrüftechnikAutomatisierung und Prüftechnik
• Fehler- und Schadensanalysen
Folie
4, 1
1/05
/16
Firm
a, A
btei
lung
,

Qualifikation und Herstellung von Längs- und Rundnähten
Herstellungg
Geschweißte Spiralrohre Durchmesser: 400 - 1700 mm,W ddi k 5 25Wanddicke: 5 - 25 mm
Längsnahtgeschweißte Durchmesser: 500 - 1500 mm, Rohre Wanddicke: 7 40 mmRohre Wanddicke: 7 - 40 mm
Folie
5, 1
1/05
/16
Firm
a, A
btei
lung
,

Qualifikation und Herstellung von Längs- und Rundnähten
UP-Spiralnaht geschweißte Rohrep g
Decoiling Leveling Skelp endwelding
Skelp and edgeUltrasonic testing
Edge trimmingand bevelling
Forming and tack welding
Flying cutoff
Inside cleaning
Internal and externalsubmerged-arc welding
Tack weld inspection
Inside cleaning
Inspection of submerged-arc welding
Stand for skelp and repair welding
Sampling and destructive testing
Folie
6, 1
1/05
/16Bevelling of
pipe endsWeld seam removal at pipe ends
Hydrostatic testing
Ultrasonic testingof spiral weld
X-ray weld inspection / filmless radiography
Final inspection Generation of certificates
Firm
a, A
btei
lung
,
ProductionQuality controlProduction steps may vary slightly between production lines

Qualifikation und Herstellung von Längs- und Rundnähten
UP-Längsnaht geschweißte Rohre (UOE)g g ( )
Plate infeed Edge planing Crimping U-ing O-ing Tack weldingof the slit pipe
Pipe identification
Mechanical expansion
Outside seam welding
Inside seam welding
Sampling and destructive testing
Internal/external pipe inspection
Initial ultrasonic weld inspection
Initial X-ray weld inspection/filmless radiography
Folie
7, 1
1/05
/16Final ultra-
sonic weld inspection
Hydrostatic testing
Bevelling of pipe ends
Final X-ray weld inspection/ filmless radiography
Magnetic particle and ultrasonic inspection ofboth pipe ends
Final inspection of surfaces and pipe geometry
Generation of certificates
Firm
a, A
btei
lung
,
ProductionQuality controlProduction steps may vary slightly between production lines

Qualifikation und Herstellung von Längs- und Rundnähten
Qualitätsansprüche an Linepipe-Rohrep p p
Schweißeignung (Kohlenstoff-Äquivalent)Schweißeignung (Kohlenstoff-Äquivalent)
Zähigkeit (CVN)
Festigkeit Verformbarkeit (Streckgrenze Festigkeit Streckgrenzen VerhältnisFestigkeit, Verformbarkeit (Streckgrenze, Festigkeit, Streckgrenzen-Verhältnis, Dehnung)
Schweißnaht-GeometrieSchweißnaht-Geometrie
Rohr Geometrie
Korrosionsbeständigkeit (HIC SSC)Korrosionsbeständigkeit (HIC, SSC)
Folie
8, 1
1/05
/16
Firm
a, A
btei
lung
,
Qualifikation und Herstellung von Längs- und Rundnähten
Besonderheiten UP-Mehrdrahttechnologieg
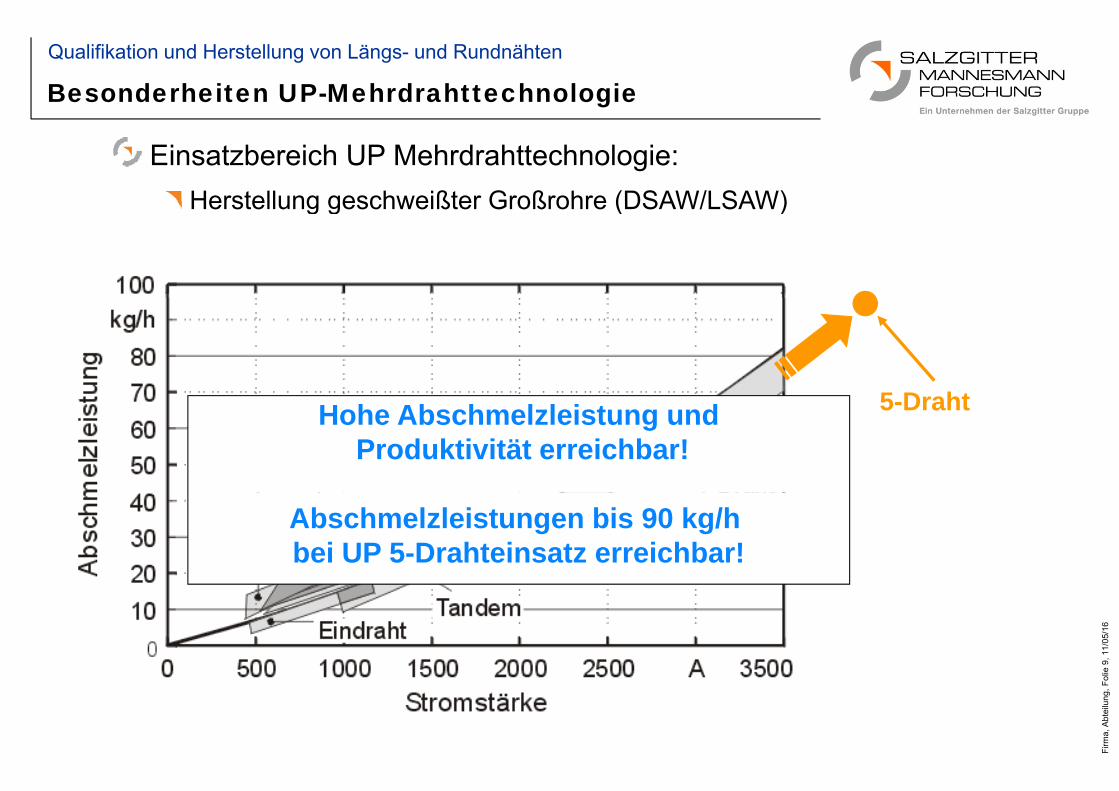
Einsatzbereich UP Mehrdrahttechnologie: Herstellung geschweißter Großrohre (DSAW/LSAW)Herstellung geschweißter Großrohre (DSAW/LSAW)
5 D ht5-DrahtHohe Abschmelzleistung undProduktivität erreichbar!
Abschmelzleistungen bis 90 kg/h bei UP 5-Drahteinsatz erreichbar!
Folie
9, 1
1/05
/16
Firm
a, A
btei
lung
,

Qualifikation und Herstellung von Längs- und Rundnähten
Besonderheiten UP-Mehrdrahttechnologieg
Lage-/ Gegenlagetechnik Mehrlagentechnik
VorteileWirtschaftlich, da hohe Schweißgeschwindigkeiten
VorteileGeringere Wärmeeinbringung
Folie
10,
11/
05/1
6
SchweißgeschwindigkeitenVs bis 220 cm/min (f(Wanddicke))
Nachteile
Bessere mech.-tech. WEZ Eigenschaften
NachteileLängere Schweißzeiten
Firm
a, A
btei
lung
,
Hohe Wärmeeinbringung (geringe Abkühlraten)
Längere Schweißzeiten (Beispiel Makro 17 Schweißraupen)

Qualifikation und Herstellung von Längs- und Rundnähten
Besonderheiten UP-Mehrdrahttechnologieg
Charakteristika Lage-/Gegenlage(4/5 Drähte): hohe Wärmeeinbringung: bis zu 90 kJ/cm (abh von Wanddicke)hohe Wärmeeinbringung: bis zu 90 kJ/cm (abh. von Wanddicke)Hohe Abkühlzeiten (t8/5): 40s – 70s hohe Aufmischung (bis zu 2/3 mit Grundwerkstoff) –ungünstig bei höherfestenGüten (bspw. X100)
Folie
11,
11/
05/1
6Fi
rma,
Abt
eilu
ng,
Definition der t8/5 Zeit

Qualifikation und Herstellung von Längs- und Rundnähten
Anlagenübersicht UP-Mehrdrahtanlage SZMF g g
Schweißköpfe
Fahrwagen
Folie
12,
11/
05/1
6
MessdatenerfassungPC SteuerungEingabe der
UP 5-Drahtanlage SZMF
Firm
a, A
btei
lung
, Schweißdaten
Qualifikation und Herstellung von Längs- und Rundnähten
Technische Daten 5 Draht UP-Anlageg
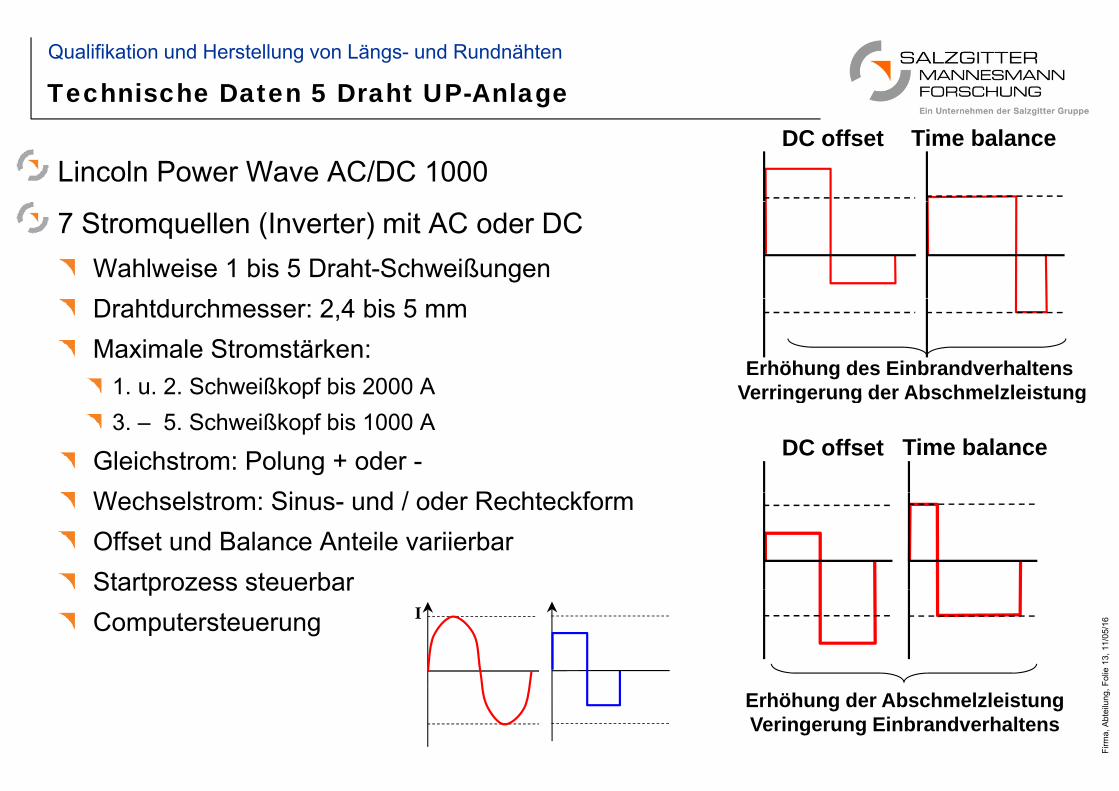
Lincoln Power Wave AC/DC 1000DC offset Time balance
7 Stromquellen (Inverter) mit AC oder DC Wahlweise 1 bis 5 Draht-SchweißungenDrahtdurchmesser: 2,4 bis 5 mmMaximale Stromstärken:
1. u. 2. Schweißkopf bis 2000 AErhöhung des Einbrandverhaltens
Verringerung der Abschmelzleistungp3. – 5. Schweißkopf bis 1000 A
Gleichstrom: Polung + oder -W h l t Si d / d R ht kf
Verringerung der Abschmelzleistung
DC offset Time balance
Wechselstrom: Sinus- und / oder RechteckformOffset und Balance Anteile variierbarStartprozess steuerbar
Folie
13,
11/
05/1
6
Startprozess steuerbarComputersteuerung I
Firm
a, A
btei
lung
,
Erhöhung der AbschmelzleistungVeringerung Einbrandverhaltens
Qualifikation und Herstellung von Längs- und Rundnähten
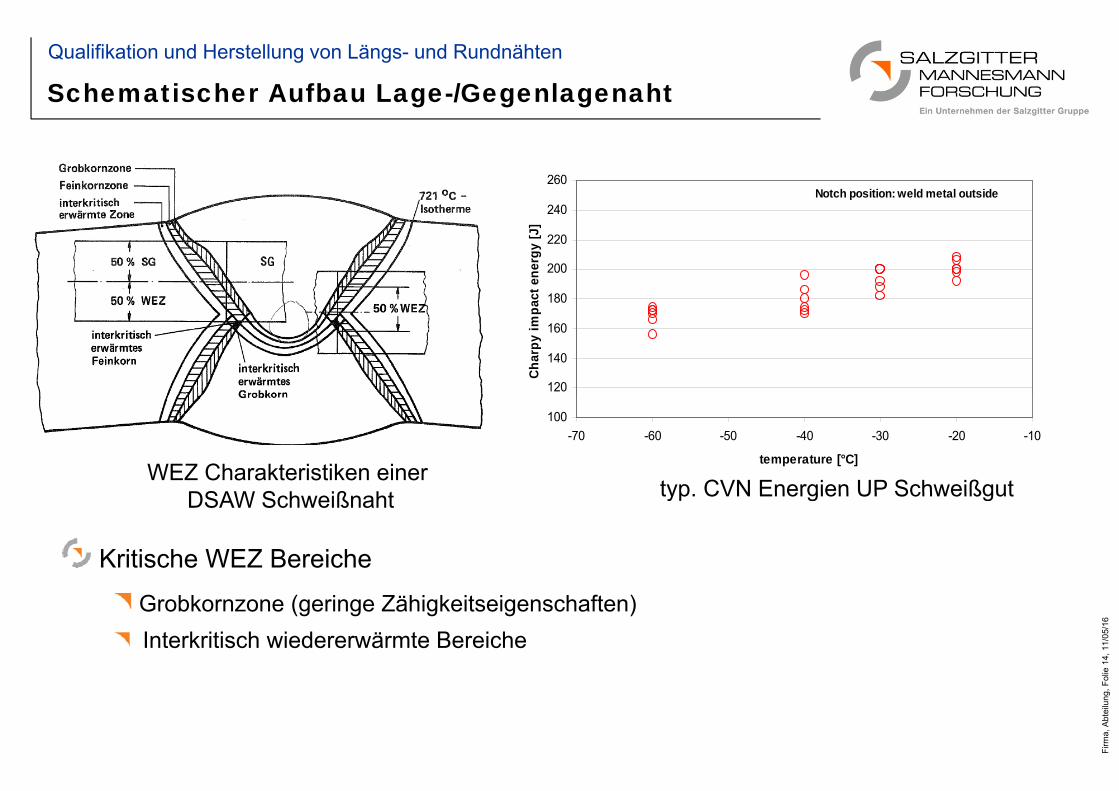
Schematischer Aufbau Lage-/Gegenlagenahtg g g
260Notch position: weld metal outside
180
200
220
240
ct e
nerg
y [J
]
120
140
160
180
Char
py im
pac
WEZ Charakteristiken einer DSAW S h iß ht typ CVN Energien UP Schweißgut
100-70 -60 -50 -40 -30 -20 -10
temperature [°C]
DSAW Schweißnaht
Kritische WEZ Bereiche
typ. CVN Energien UP Schweißgut
Folie
14,
11/
05/1
6
Grobkornzone (geringe Zähigkeitseigenschaften) Interkritisch wiedererwärmte Bereiche
Firm
a, A
btei
lung
,
Qualifikation und Herstellung von Längs- und Rundnähten
Schweißguteigenschaften Lage-/Gegenlagenahtg g g g g
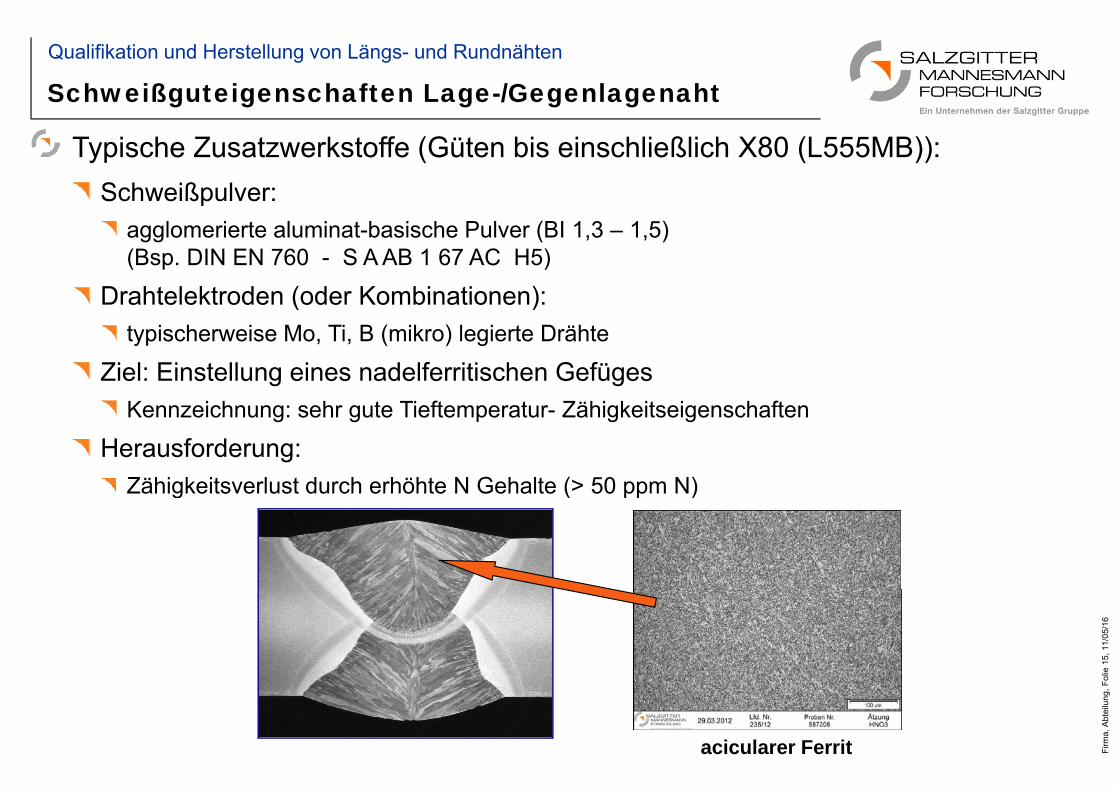
Typische Zusatzwerkstoffe (Güten bis einschließlich X80 (L555MB)):Schweißpulver:p
agglomerierte aluminat-basische Pulver (BI 1,3 – 1,5)(Bsp. DIN EN 760 - S A AB 1 67 AC H5)
Drahtelektroden (oder Kombinationen):Drahtelektroden (oder Kombinationen): typischerweise Mo, Ti, B (mikro) legierte Drähte
Ziel: Einstellung eines nadelferritischen Gefüges Kennzeichnung: sehr gute Tieftemperatur- Zähigkeitseigenschaften
Herausforderung:Zähigkeitsverlust durch erhöhte N Gehalte (> 50 ppm N)Zähigkeitsverlust durch erhöhte N Gehalte ( 50 ppm N)
Folie
15,
11/
05/1
6Fi
rma,
Abt
eilu
ng,
acicularer Ferrit

Qualifikation und Herstellung von Längs- und Rundnähten
Schweißguteigenschaften Lage-/Gegenlagenahtg g g g g
☺ ☹☺ ☹
Folie
16,
11/
05/1
6
Nadelferritisches Gefüge Netzwerk voreutektoider Ferrit
Firm
a, A
btei
lung
,
CVN Werte > 180 J @ -30°C CVN Werte > 40 J @ -28°C

Qualifikation und Herstellung von Längs- und Rundnähten
Motivation
Schweißeigenschaften neuer Werkstofflegierungen
Im Auftrag des Rohrherstellers (z.B. im Rahmen von Pipeline-Projekten)Nachweis Erfüllung KundenanforderungenKundenanforderungen
Meist unter strengen Bedingungen
Schmelze mit demSchmelze mit dem höchsten CEGeringe und hohe Streckenenergie (mit engen Toleranzen)Besondere Naht-vorbereitungenAbnehmer
Folie
17,
11/
05/1
6
Abnehmer
Rohrverleger: eigene schweißtechnische Qualifizierung Th C t S i i th H j fi ld ft l i t t l f 114 k i li
Firm
a, A
btei
lung
, Qualifizierung The Castoro Sei in the Hejre field after laying a total of 114 km pipelinesQuelle: http://www.hejre.com/en/news/articles/hejre-newsletter-august-2014
Qualifikation und Herstellung von Längs- und Rundnähten
Normen und Standards (Leitungsrohre)( g )
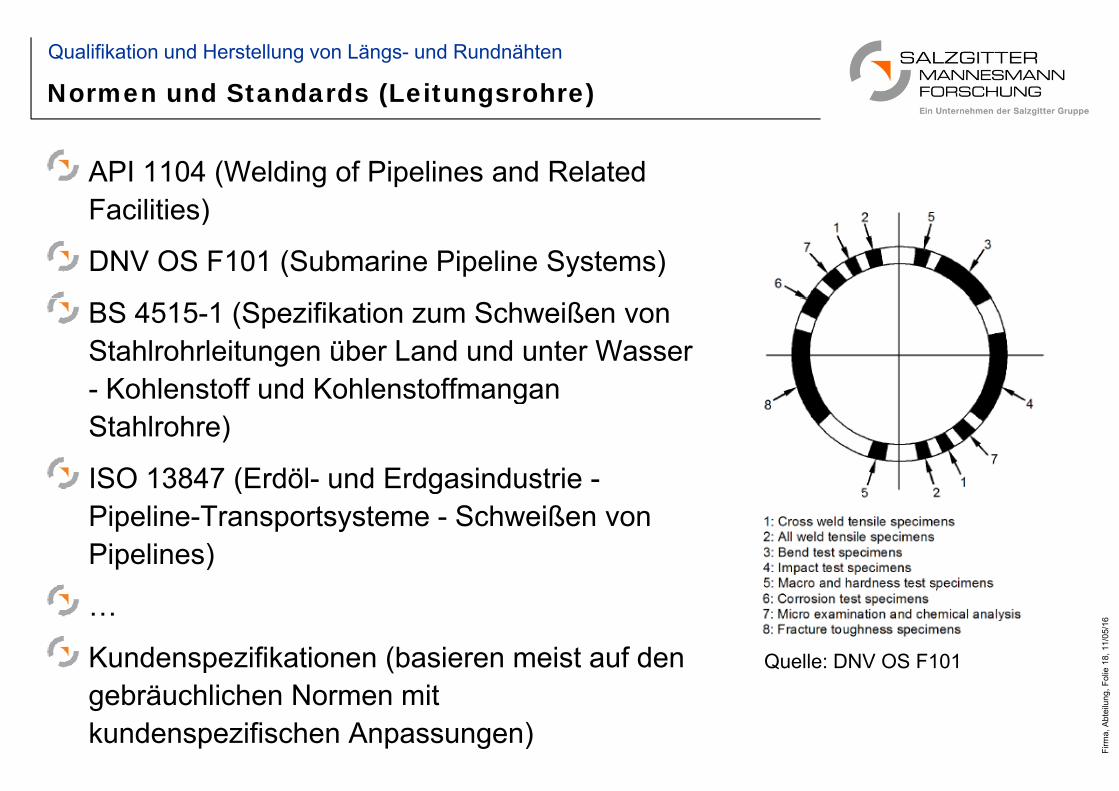
API 1104 (Welding of Pipelines and Related F iliti )Facilities)
DNV OS F101 (Submarine Pipeline Systems)
BS 4515-1 (Spezifikation zum Schweißen von Stahlrohrleitungen über Land und unter Wasser - Kohlenstoff und KohlenstoffmanganKohlenstoff und Kohlenstoffmangan Stahlrohre)
ISO 13847 (Erdöl- und Erdgasindustrie -( gPipeline-Transportsysteme - Schweißen von Pipelines)
Folie
18,
11/
05/1
6
…
Kundenspezifikationen (basieren meist auf den b ä hli h N it
Quelle: DNV OS F101
Firm
a, A
btei
lung
, gebräuchlichen Normen mit kundenspezifischen Anpassungen)

Qualifikation und Herstellung von Längs- und Rundnähten
Normen und Standards (Offshore Konstruktionen)( )
API RP 2Z (Recommended Practice for Preproduction Qualification for St l Pl t f Off h St t )Steel Plates for Offshore Structures)
DNV OS C401 (Fabrication and testing of offshore structures)
DIN EN 10225 (Schweißgeeignete Baustähle für feststehende Offshore-Konstruktionen - Technische Lieferbedingungen)
…
Folie
19,
11/
05/1
6Fi
rma,
Abt
eilu
ng,

Qualifikation und Herstellung von Längs- und Rundnähten
Herausforderungeng
Schweißtest in Anlehnung an API RP 2Z
St il ht b it ( ö li h t k iti h üf kö )Steilnahtvorbereitung (um möglichst kritisch prüfen zu können)HV-NahtK-NahtK Naht
UP-ProzessStreckenenergie: 1,6 kJ/mmg ,
GefügeVorgabe des Anteils des nicht gumgewandelten Schweißgutesneben der Schmelzlinie Optimierung durch Lagenaufbau
Folie
20,
11/
05/1
6
Optimierung durch Lagenaufbau
CTOD-PrüfungAbstand zur Schmelzlinie
Firm
a, A
btei
lung
,
≤ 0,3 mm über 50% der Riss-länge
Qualifikation und Herstellung von Längs- und Rundnähten
Herausforderungeng
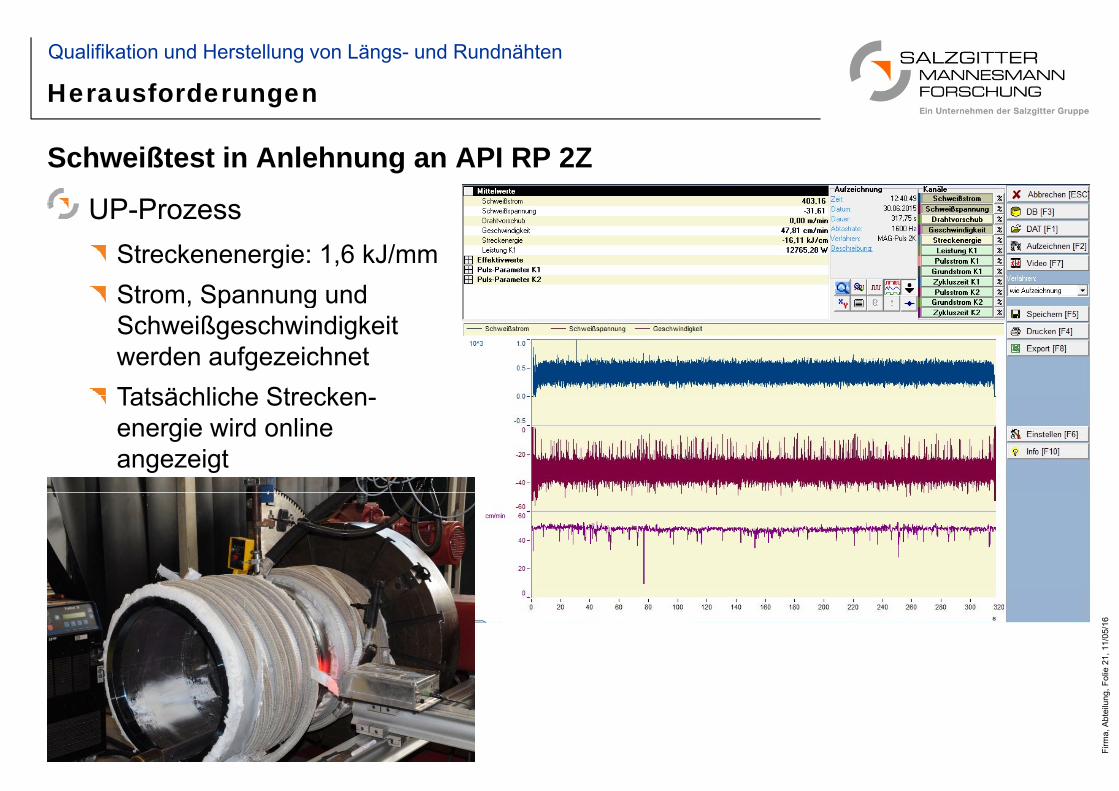
Schweißtest in Anlehnung an API RP 2Z
UP PUP-ProzessStreckenenergie: 1,6 kJ/mmStrom Spannung undStrom, Spannung und Schweißgeschwindigkeit werden aufgezeichnetTatsächliche StreckenTatsächliche Strecken-energie wird online angezeigt
Folie
21,
11/
05/1
6Fi
rma,
Abt
eilu
ng,

Qualifikation und Herstellung von Längs- und Rundnähten
Zusammenfassungg
Großrohrherstellung Spiralnaht- und Längsnaht geschweißte RohreHerstellung in Lage-/Gegenlagetechnik
Besonderheiten der UP MehrdrahttechnologieBesonderheiten der UP-MehrdrahttechnologieHohe AbschmelzleistungHoher WärmeeintragHoher WärmeeintragTechnisch höchst anspruchsvoller Prozess (Vielzahl von Parametern)
Rundnahtherstellung (mittels UP-Schweißprozess)g ( )Qualifizierung von Werkstoffen nach vorgegebenen SpezifikationenHohe Anforderungen hinsichtlich der Geradheit der Schmelzlinie, um z.B. die CTOD Prüfungen kritisch durchführen zu können
Folie
22,
11/
05/1
6
CTOD-Prüfungen kritisch durchführen zu können
Firm
a, A
btei
lung
,

Qualifikation und Herstellung von Längs- und Rundnähten
Was auch immer Sie vorhaben …
Folie
23,
11/
05/1
6
Danke für Ihre
Firm
a, A
btei
lung
, Danke für Ihre Aufmerksamkeit!


















