Scale Exfoliation in Continuous Casting Molds...
35
Scale Exfoliation in Continuous Casting Molds - Operational and Safety Issues Presented by: Christopher Hulings 0
Transcript of Scale Exfoliation in Continuous Casting Molds...
Scale Exfoliation in Continuous Casting Molds - Operational and
Safety Issues
Presented by: Christopher Hulings
0
Scale Exfoliation Problem
Continuous Caster Basics
Continuous Casting Mold provides the initial solidification for d i t l ti l f d t t dproducing a steel section commonly referred to as a strand,
slab, bloom, round, square, beam or billet
Solidification occurs by passing large volumes of water through a mold which is effectively a heat exchanger compromised of carbon steel and copper components
Water contacting liquid steel is a serious explosion hazard
Although molten steel and water are in close proximity throughput a steel mill within the continuous casting mold the contact is quite intimatethe contact is quite intimate.
The thickness of the copper that separates the cooling water from the solidifying strand can be less ¼” thick.
1
Scale Exfoliation Problem
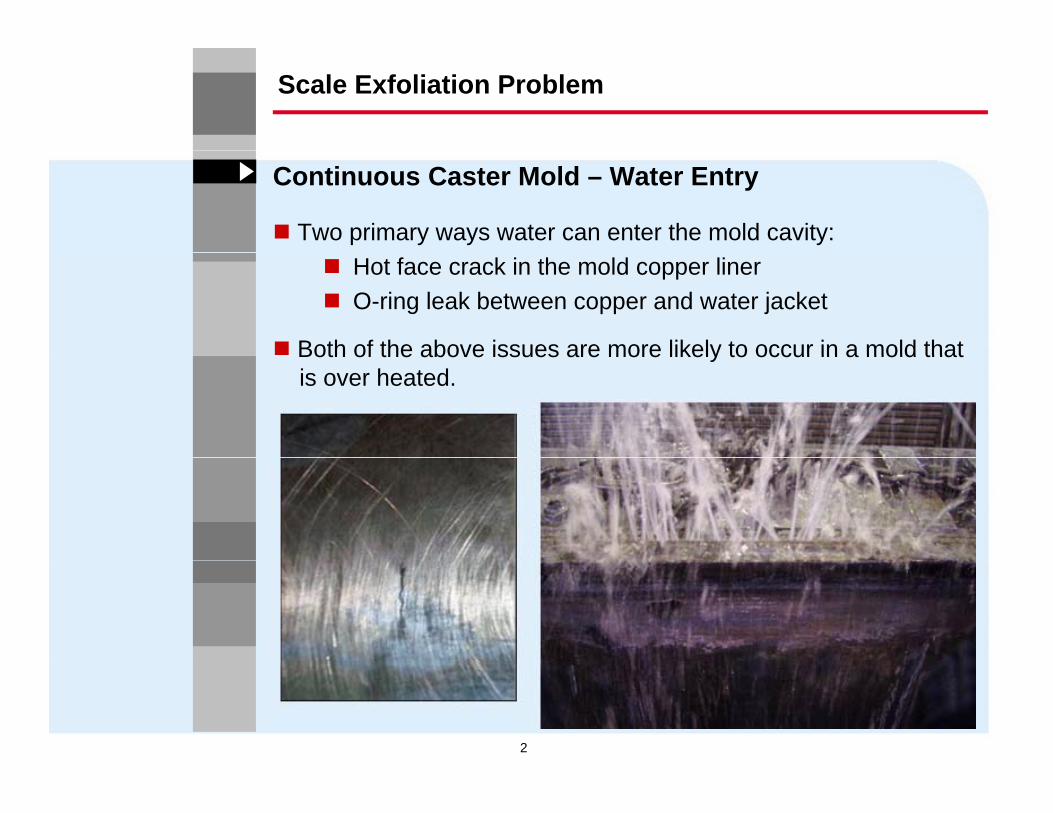
Continuous Caster Mold – Water Entry
Two primary ways water can enter the mold cavity: Hot face crack in the mold copper liner O-ring leak between copper and water jacket
Both of the above issues are more likely to occur in a mold thatBoth of the above issues are more likely to occur in a mold that is over heated.
2
Scale Exfoliation Problem
Water Flow Rate Interruption
Inhibiting the designed water flow rate can cause quality issues
In more severe cases the mold coppers can be over heated allowing water to enter the mold due to a resulting hot face crack or mold o-ring leakg
In recent years the most common reason for inhibited water flow and over heating of mold coppers has been scale
Partial blockages can inhibit flow enough to allow boiling to occur which can result in deposits on the cold side of the coppers which further inhibits heat removal causing the mold coppers to over heatthe mold coppers to over heat
In order to operate a caster safely and produce a qualityproduct, preventing scale blockage issues and providing reasonable mold water quality is necessary
3
reasonable mold water quality is necessary
Scale Exfoliation Problem
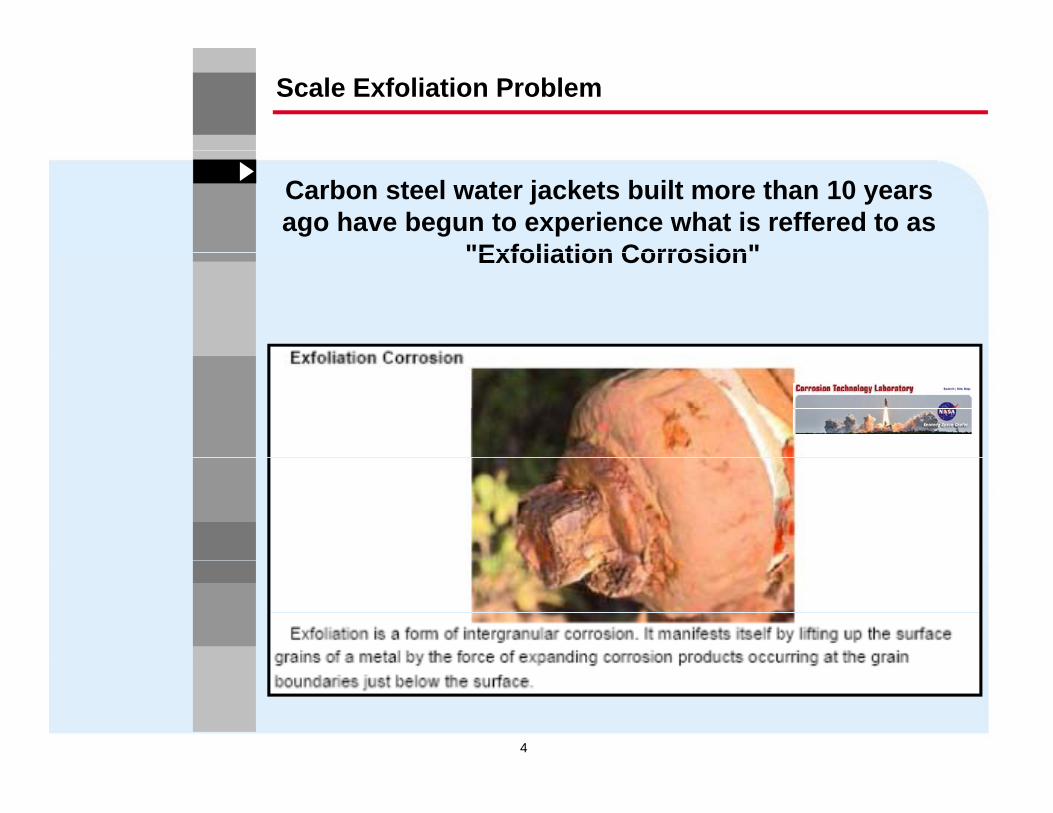
Carbon steel water jackets built more than 10 years ago have begun to experience what is reffered to as
"Exfoliation Corrosion"Exfoliation Corrosion
4

Scale Exfoliation Problem
Steel pipe illustrating lifting of the surface grains in layers
5
SD² Waterbox B1 7/10/08

Scale Exfoliation Problem
When exfoliation occurs inside a mold waterbox the scale dislodges and is washed into the copper cooling channel inlets where it typically becomes lodged in thechannel inlets where it typically becomes lodged in the holes that feed water into the copper or can enter the
copper blocking off vital water flow
6
Scale Exfoliation Problem
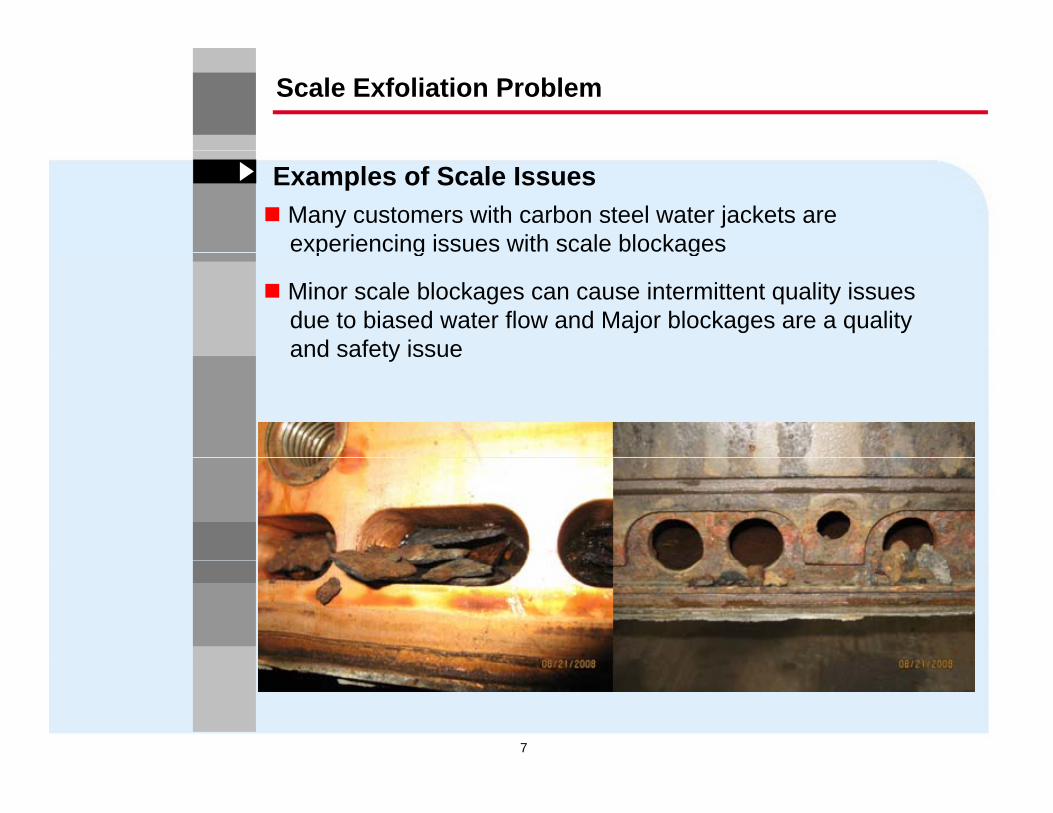
Many customers with carbon steel water jackets are experiencing issues with scale blockages
Examples of Scale Issues
p g g
Minor scale blockages can cause intermittent quality issues due to biased water flow and Major blockages are a quality and safety issueand safety issue
7
Scale Exfoliation Problem
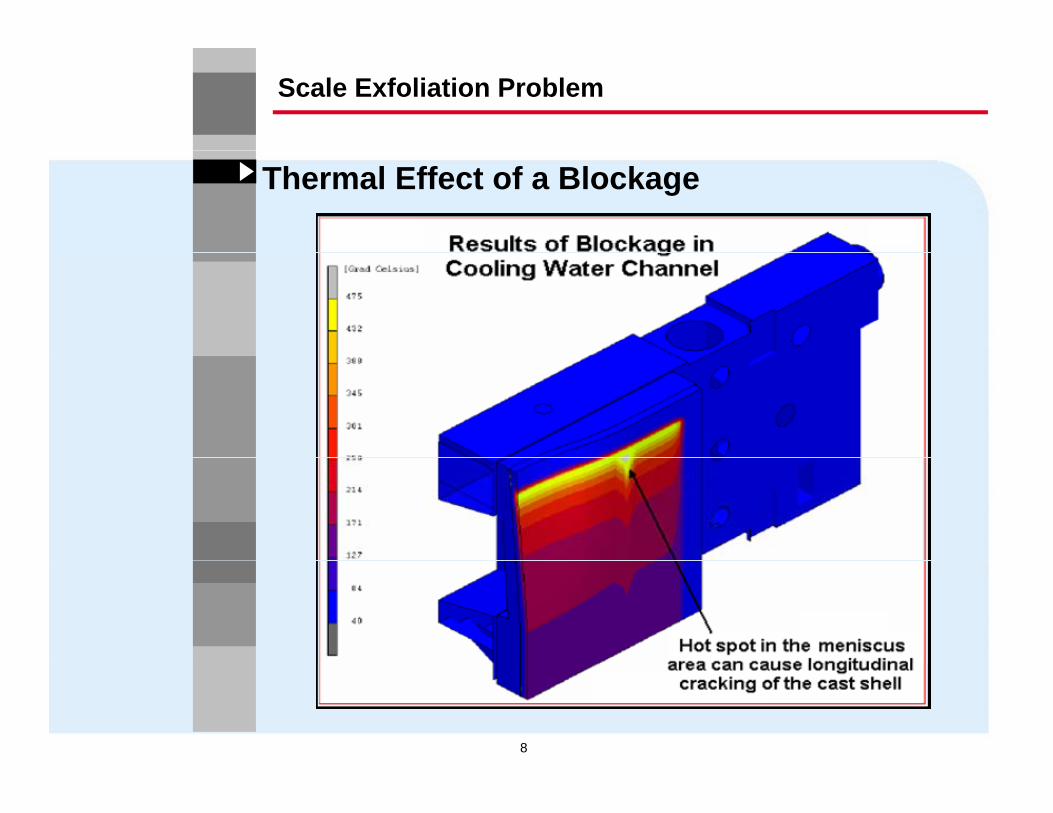
Thermal Effect of a Blockage
8
Scale Exfoliation Problem
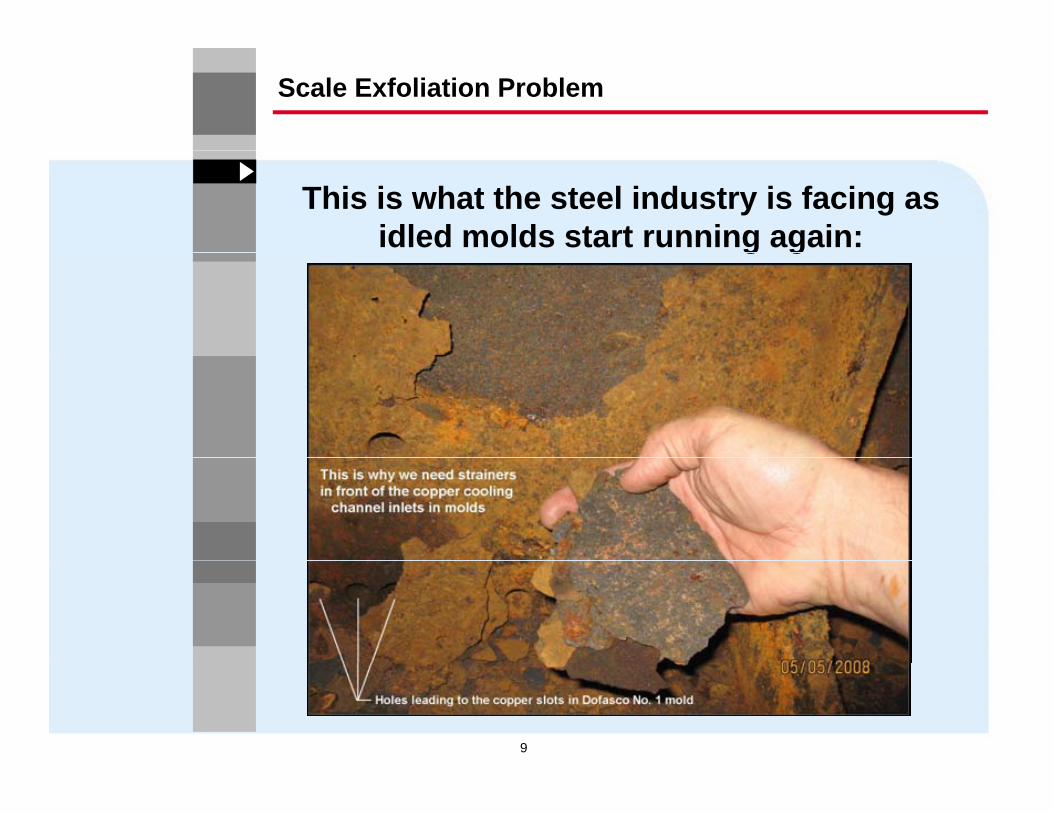
This is what the steel industry is facing as idled molds start running again:g g
9

Scale Exfoliation Problem
A B
10C D
Scale Exfoliation Problem
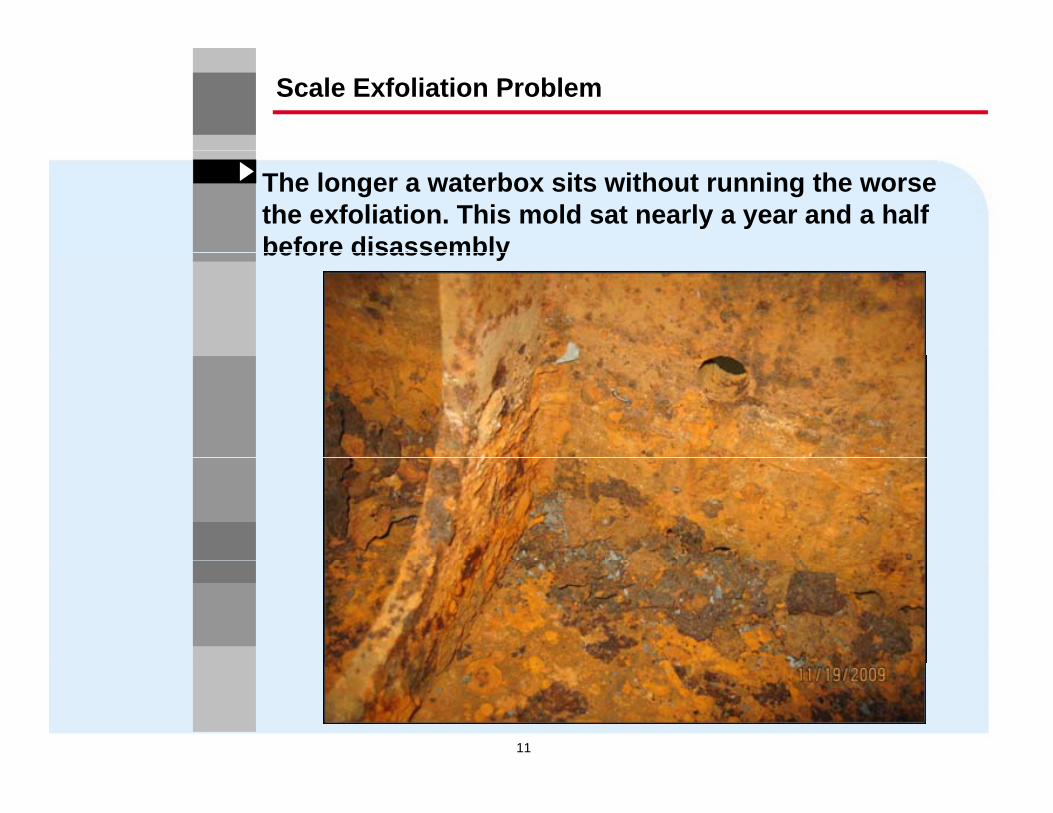
The longer a waterbox sits without running the worse the exfoliation. This mold sat nearly a year and a half before disassemblybefore disassembly
11

Scale Exfoliation Problem
This mold sat unused for one year awaiting a trial and exfoliated scale was falling off the walls
12
Scale Exfoliation Problem
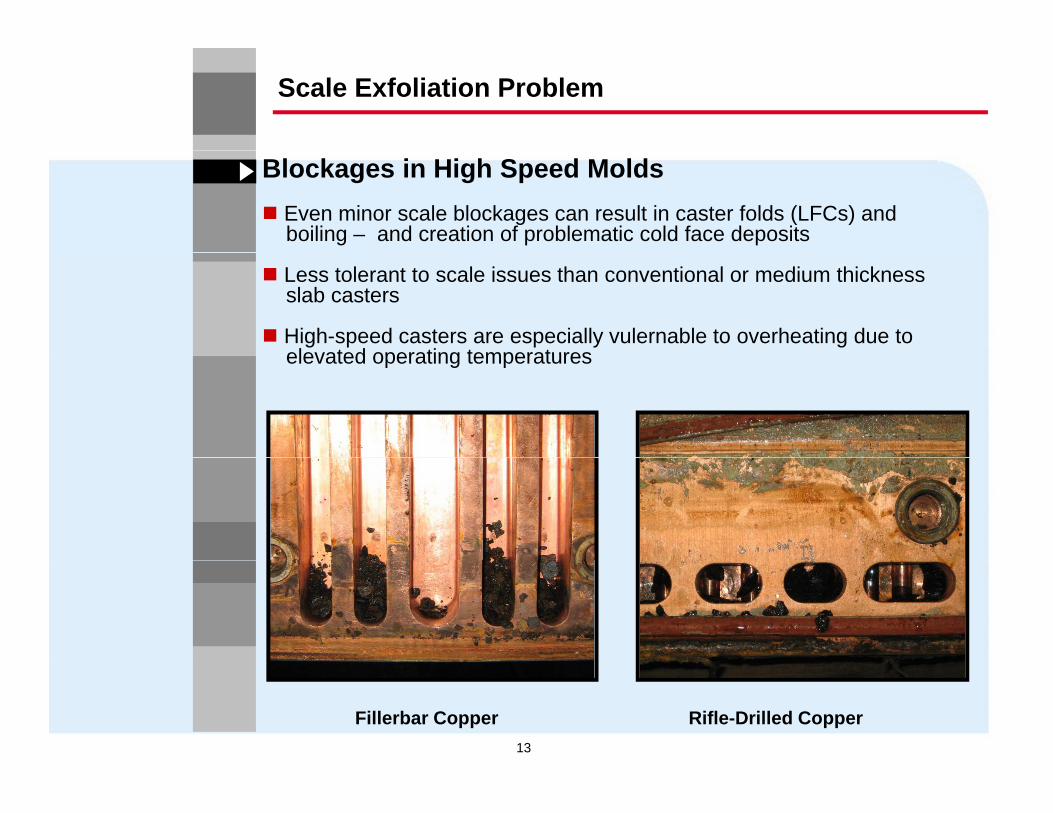
Blockages in High Speed Molds Even minor scale blockages can result in caster folds (LFCs) and
boiling – and creation of problematic cold face deposits
Less tolerant to scale issues than conventional or medium thickness slab casters
High-speed casters are especially vulernable to overheating due to elevated operating temperatureselevated operating temperatures
13
Fillerbar Copper Rifle-Drilled Copper

Scale Exfoliation Problem
High Iron Levels High ppm levels of iron in the mold water system can lead to cold face
deposits, especially a problem for high speed casters
Those molds which sit on the sidelines for weeks to months partially filled with water can not only become a scale problem but can also hit your mold water system with a punch to gut, biological growth and concentrated iron oxide solution
14

Scale Exfoliation Problem
Calcium Deposit on Cold Face of Copper
15

Scale Exfoliation Problem
Iron Deposit on Cold Face of Copper
16

Scale Exfoliation Problem
Biofilm and Cupric Oxide Deposits are Black
17

Scale Exfoliation Problem
Hot Face Leak into Mold Cavity
18
Scale Exfoliation Problem
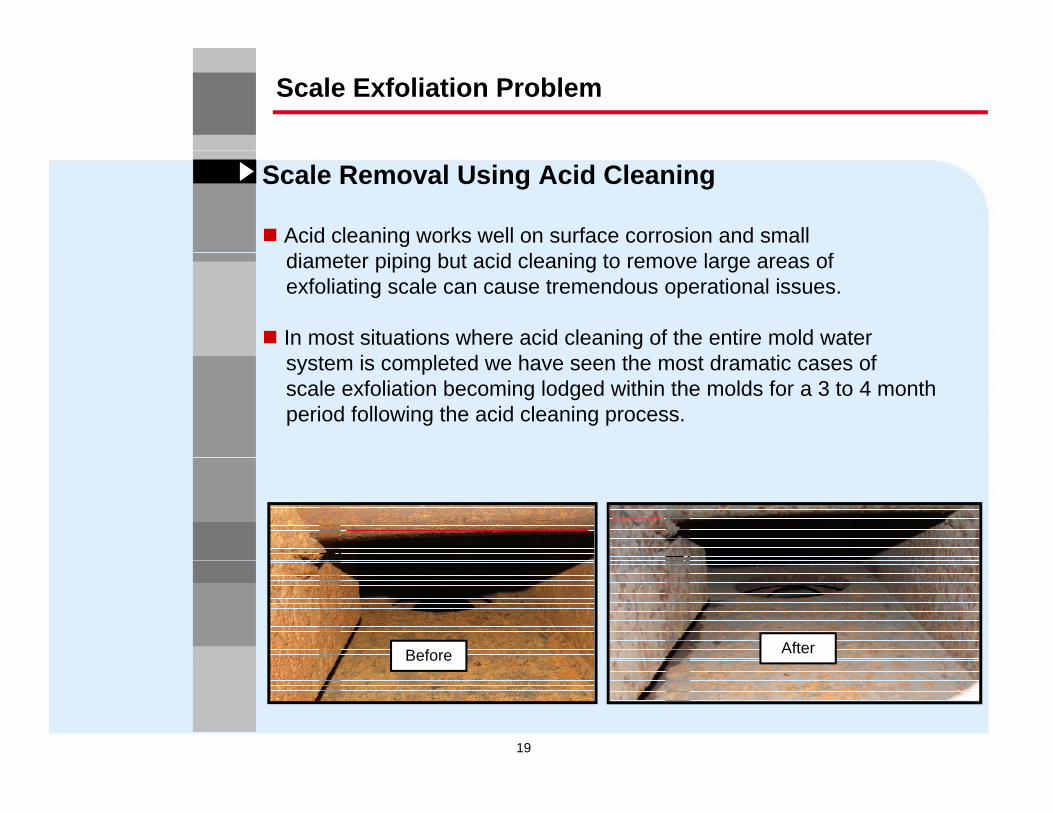
Scale Removal Using Acid Cleaning
Acid cleaning works well on surface corrosion and small di i i b id l i l fdiameter piping but acid cleaning to remove large areas of exfoliating scale can cause tremendous operational issues.
In most situations where acid cleaning of the entire mold water t i l t d h th t d ti fsystem is completed we have seen the most dramatic cases of
scale exfoliation becoming lodged within the molds for a 3 to 4 month period following the acid cleaning process.
Before After
19

Scale Exfoliation Problem
Grit Blasting and Powder Coating Solution
Cleanouts added and internal grit blasting followed by powder coating eliminates the creation of scalepowder coating eliminates the creation of scale.
Re-blasting and recoating of the interior of the water jackets must occur approximately every 3 years.
20
Before After Powder Coating

Scale Exfoliation Problem
Additional clean outs are needed to allow for proper blasting and scale removal from all chambers in the water jackets
Engineering for Clean Outs and Strainers
j
Nearly all water jackets have a need for additional cleanout access in order to allow for proper cleaning and maintenance of water jacket internal cavitiesof water jacket internal cavities
21
Scale Exfoliation Problem
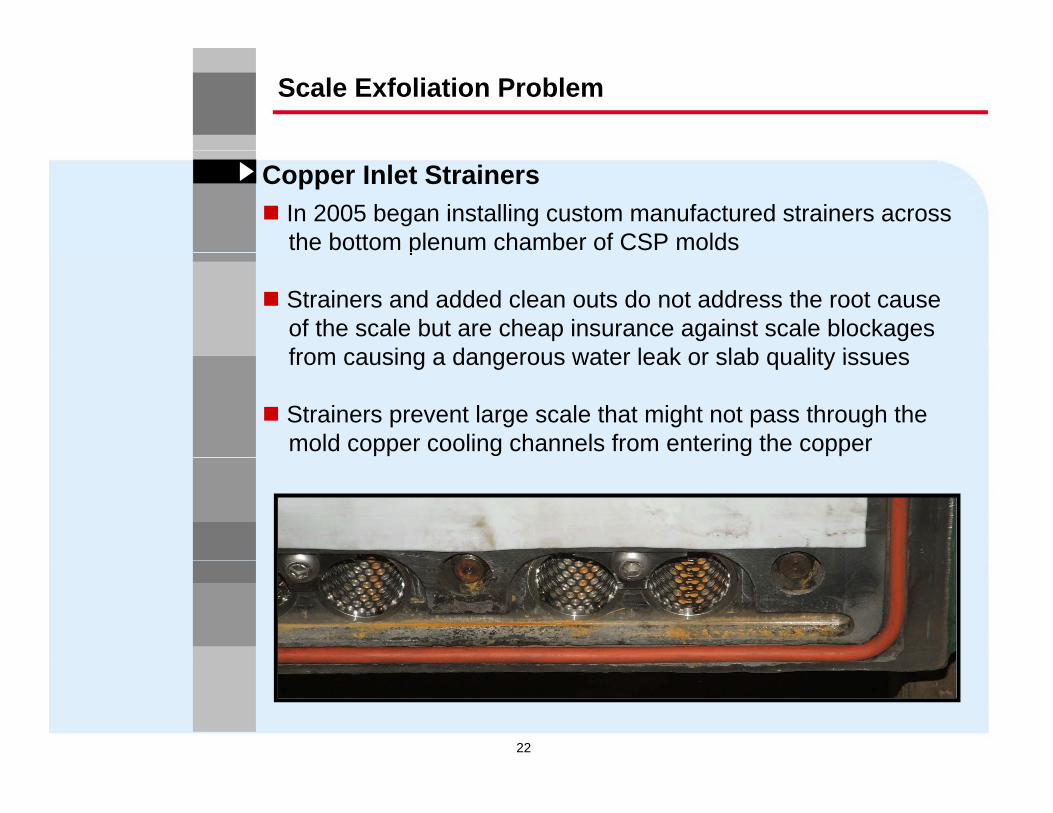
Copper Inlet Strainers In 2005 began installing custom manufactured strainers across
the bottom plenum chamber of CSP moldsp
Strainers and added clean outs do not address the root cause of the scale but are cheap insurance against scale blockages from causing a dangerous water leak or slab quality issuesfrom causing a dangerous water leak or slab quality issues
Strainers prevent large scale that might not pass through the mold copper cooling channels from entering the copper
22

Scale Exfoliation Problem
Convenitional and Medium Slab Caster Many conventional casters have a series of small feed
holes drilled across the bottom of the plenum so aholes drilled across the bottom of the plenum so a different approach was needed for these casters
23

Scale Exfoliation Problem
Proposed Strainers for Slab Molds
24

Scale Exfoliation Problem
Mini Strainer Baskets for Small Connecting Holes Installed SS mini strainers in bottom connecting holes Phase 1
25
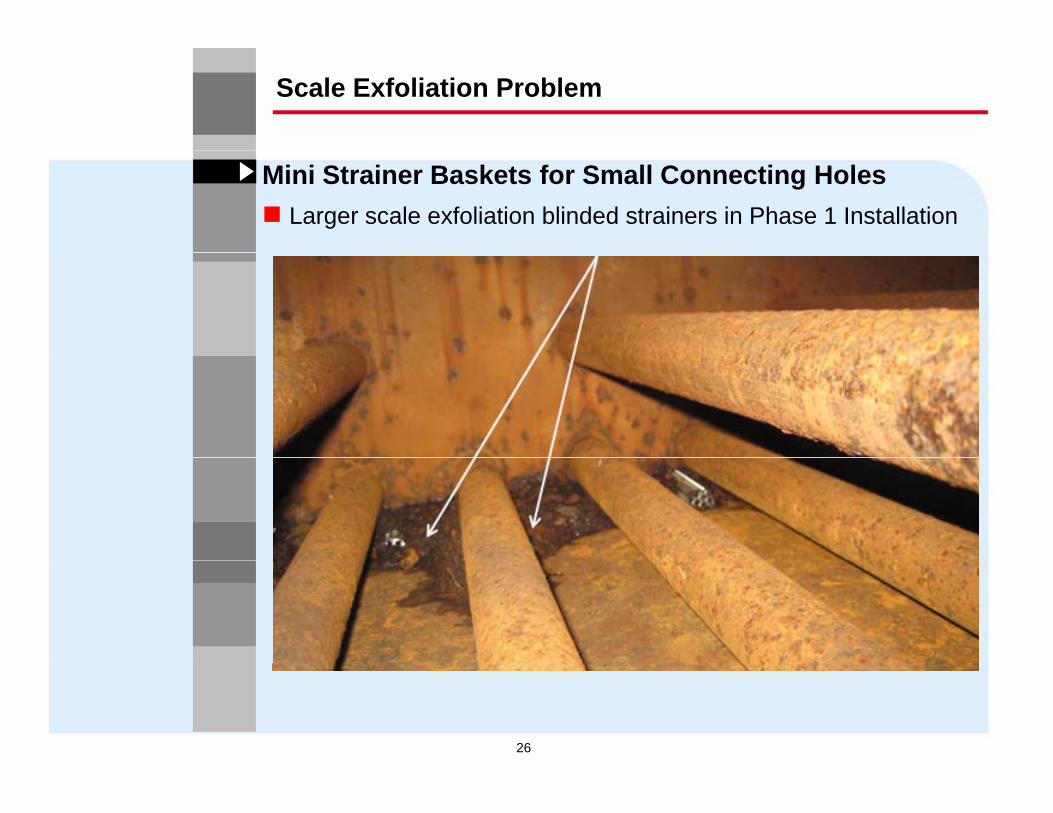
Scale Exfoliation Problem
Mini Strainer Baskets for Small Connecting Holes Larger scale exfoliation blinded strainers in Phase 1 Installation
26
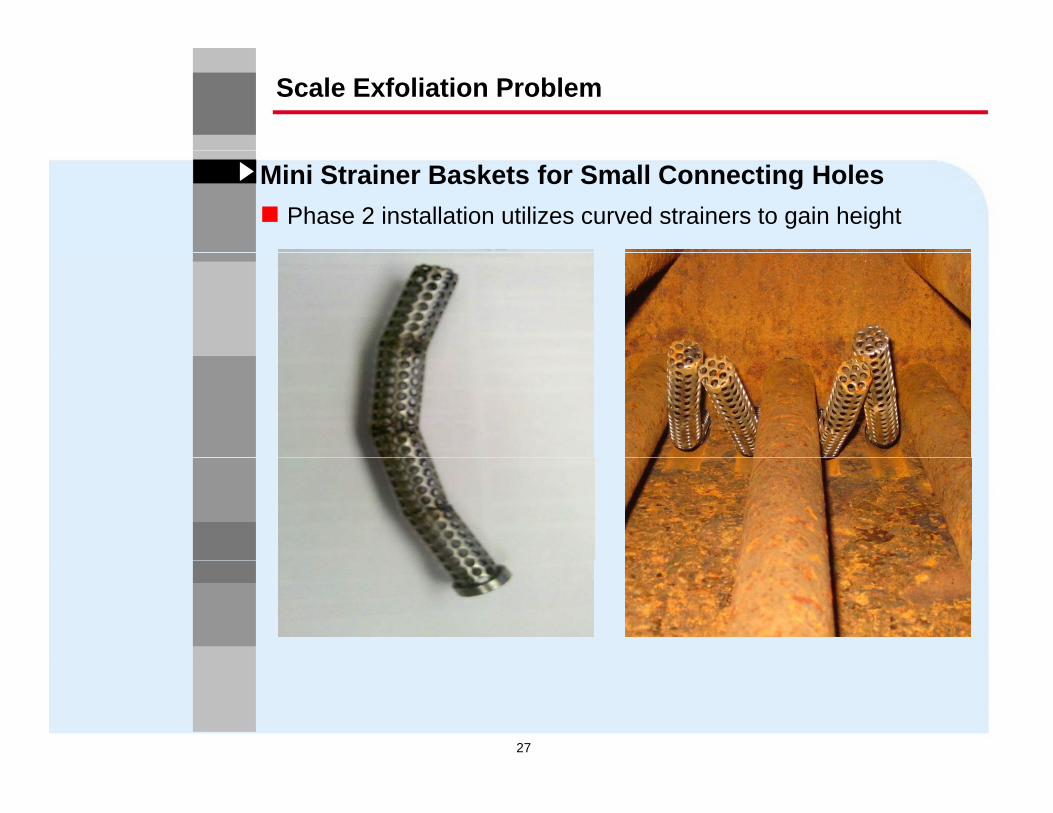
Scale Exfoliation Problem
Mini Strainer Baskets for Small Connecting Holes Phase 2 installation utilizes curved strainers to gain height
27

Scale Exfoliation Problem
Front Mounted Large Strainer Baskets Installed SS basket strainers in plenum chambers and
machined water jackets for additional clean out coversmachined water jackets for additional clean out covers
Internally blasted water jackets to remove loose scale and powder coated water jacket internals.
28

Scale Exfoliation Problem
Quality and Safety Improved Casters implementing strainers have seen
Reduced unexplainable breakout frequency Reduced unexplainable breakout frequency Improved product quality – reduced longitudinal cracks Improved copper life due to decreased meniscus cracking Any large scale exfoliation issue is contained before safety Any large scale exfoliation issue is contained before safety
becomes an issue
29
Scale Exfoliation Problem
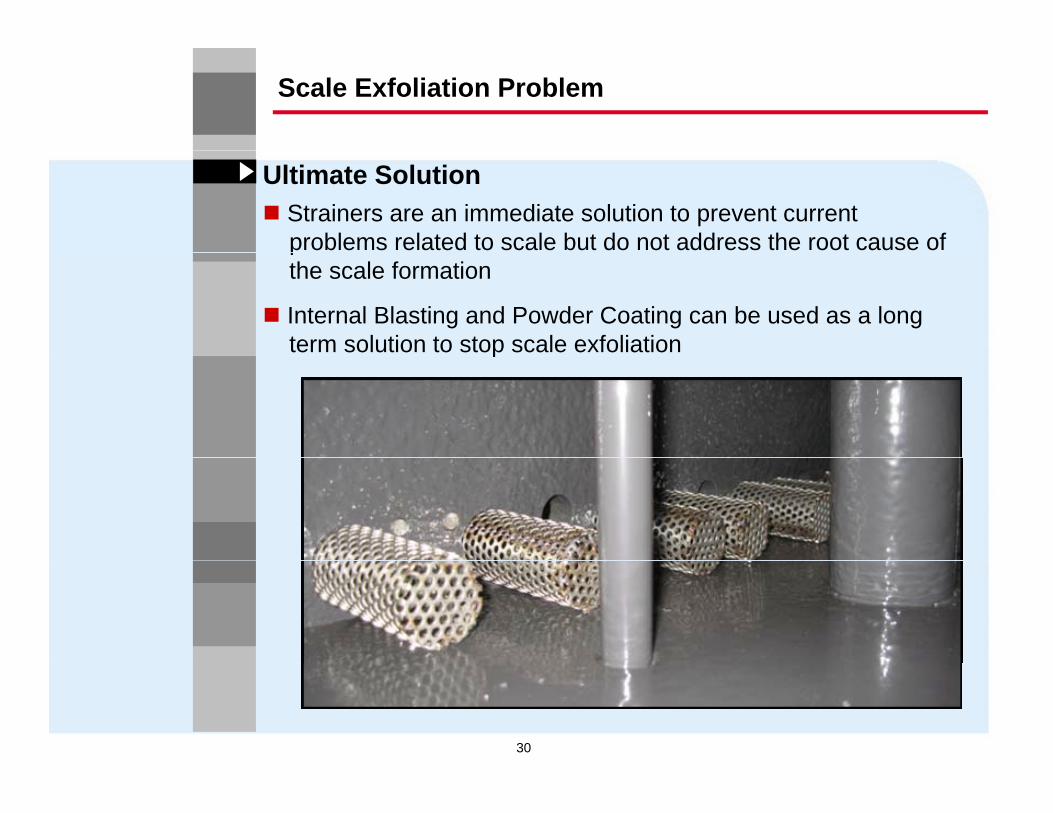
Ultimate Solution Strainers are an immediate solution to prevent current
problems related to scale but do not address the root cause of pthe scale formation
Internal Blasting and Powder Coating can be used as a long term solution to stop scale exfoliationp
30

External Corrosion
Speciality Coatings External corrosion of water jackets and cassette backing plates caused from acidic conditions in containment can be reduced SMS Millcraft has three robotic spray areas on site with the ability to coat items up to 20 feet long and 6 feet wide The processes were originally developed to reduce wear on mold coppers and have been in place since the 1990’smold coppers and have been in place since the 1990 s
31
Caster Segment & Secondary Cooling Sprays
Caster Segment Water System Main Functions Effective cooling of caster roll solid and split bearings
Increase life and efficiency of bearings Cooling of caster segment frames
Maintain safe operating temperature of segment frame t t t i i i d f ti d dstructures to minimize deformation and damage
Secondary slab cooling Secondary sprays provide additional required cooling of the cast product which directly affect product qualitythe cast product which directly affect product quality
32
Caster Segment & Secondary Cooling Sprays
Caster Segment Acid Flushing Setup
33
Caster Segment & Secondary Cooling Sprays
Caster Segment Water System Maintenance ChemTreat has trained SMS Millcraft employees to use citric acid in a three step process for cleaning the internal machine water system of caster segments and this practice is in use at several SMS Millcraft facilities.
The process above cleans the internal piping and water The process above cleans the internal piping and water passages of bearing housings. The citric acid cleaning process is strong enough to remove iron oxide and mineral deposits without causing e o e o o de a d e a depos s ou caus gsevere damage to the segment structure and welded joints on bearing housings. Mechanical cleaning of secondary cooling sprays is imperative to the operation. Both hydraulic and atomized spray systems can be greatly impacted by debris small enough to plug an orifice less than 1MM in diameter.
34


















