
Satic Implicit Static Explicit Dynamic Explicit Smooth Particle Hydrodynamics Element Free Galerkin...
24
U pper/Low erBound M ethods Finite D ifference M ethods Finite Elem entMethods Boundary Elem entMethods Finite Volum e M ethods M eshless M ethods Satic Implicit Static Explicit Dynamic Explicit Smooth Particle Hydrodynamics Element Free Galerkin Method Moving Least Square Method Approximation Reproducing Kernel Particle Method Possible simulation techniques in Possible simulation techniques in metal forming metal forming
-
Upload
asher-ross -
Category
Documents
-
view
243 -
download
0
Transcript of Satic Implicit Static Explicit Dynamic Explicit Smooth Particle Hydrodynamics Element Free Galerkin...

Upper/Lower Bound Methods
Finite Difference Methods
Finite Element Methods
Boundary Element Methods
Finite Volume Methods
Meshless Methods
Satic Implicit
Static Explicit
Dynamic Explicit
Smooth Particle Hydrodynamics
Element Free Galerkin Method
Moving Least Square Method Approximation
Reproducing Kernel Particle Method
Possible simulation techniques in metal Possible simulation techniques in metal formingformingPossible simulation techniques in metal Possible simulation techniques in metal formingforming

Modular Structure of Forming Modular Structure of Forming ProcessesProcessesModular Structure of Forming Modular Structure of Forming ProcessesProcesses
reference: K. Lange, reference: K. Lange, StuttgartStuttgartreference: K. Lange, reference: K. Lange, StuttgartStuttgart

FUNCTIONAL REQUIREMENTS
PART GEOMETRY(ASSEMBLY READY)
PART DESIGN FOR PROCESSEXPERIENCE BASED
PRELIMINARY DIE DESIGNEXPERIENCE BASED
SELECT PROCESS/MACHINEVARIABLESMODIFY DIE/PART
DESIGN
VERIFY DIE DESIGN & PROCESS VARIABLES
DIE DESIGN ANDPROCESS VARIABLES
ACCEPTABLE
ANALYZE DIE DESIGN FOR STRESSES SHRINKAGE AND PROCESS CONDITIONS
PREPARE DRAWINGS AND MACHINE DIES
INSTALL DIES AND SELECT MACHINES PARAMETERS
START FORMING PROCESS
FEM PROGRAM FOR METAL
DATABASE WITH DIE/MATERIAL PROPERTIES
YES
NO
Product and process design for net shape Product and process design for net shape manufacturingmanufacturingProduct and process design for net shape Product and process design for net shape manufacturingmanufacturing
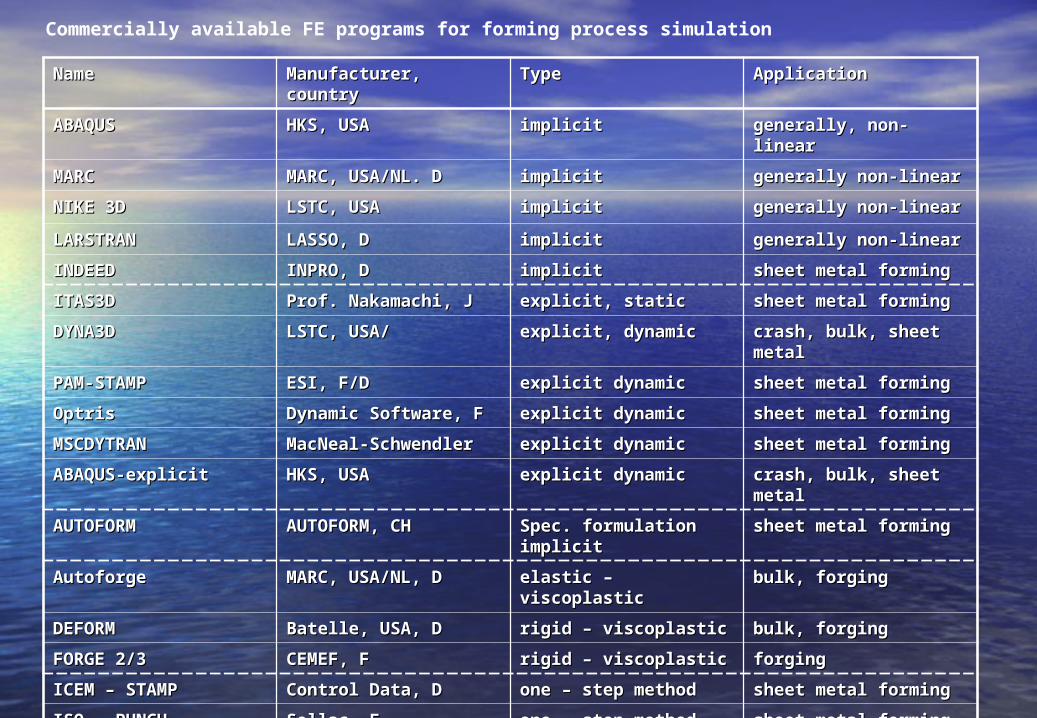
NameName Manufacturer, countryManufacturer, country TypeType ApplicationApplication
ABAQUSABAQUS HKS, USAHKS, USA implicitimplicit generally, non-lineargenerally, non-linear
MARCMARC MARC, USA/NL. DMARC, USA/NL. D implicitimplicit generally non-lineargenerally non-linear
NIKE 3DNIKE 3D LSTC, USALSTC, USA implicitimplicit generally non-lineargenerally non-linear
LARSTRANLARSTRAN LASSO, DLASSO, D implicitimplicit generally non-lineargenerally non-linear
INDEEDINDEED INPRO, DINPRO, D implicitimplicit sheet metal formingsheet metal forming
ITAS3DITAS3D Prof. Nakamachi, JProf. Nakamachi, J explicit, staticexplicit, static sheet metal formingsheet metal forming
DYNA3DDYNA3D LSTC, USA/LSTC, USA/ explicit, dynamicexplicit, dynamic crash, bulk, sheet metalcrash, bulk, sheet metal
PAM-STAMPPAM-STAMP ESI, F/DESI, F/D explicit dynamicexplicit dynamic sheet metal formingsheet metal forming
OptrisOptris Dynamic Software, FDynamic Software, F explicit dynamicexplicit dynamic sheet metal formingsheet metal forming
MSCDYTRANMSCDYTRAN MacNeal-SchwendlerMacNeal-Schwendler explicit dynamicexplicit dynamic sheet metal formingsheet metal forming
ABAQUS-explicitABAQUS-explicit HKS, USAHKS, USA explicit dynamicexplicit dynamic crash, bulk, sheet metalcrash, bulk, sheet metal
AUTOFORMAUTOFORM AUTOFORM, CHAUTOFORM, CH Spec. formulation implicitSpec. formulation implicit sheet metal formingsheet metal forming
AutoforgeAutoforge MARC, USA/NL, DMARC, USA/NL, D elastic – viscoplasticelastic – viscoplastic bulk, forgingbulk, forging
DEFORMDEFORM BatelleBatelle, USA, D, USA, D rigid – viscoplasticrigid – viscoplastic bulk, forgingbulk, forging
FORGE 2/3FORGE 2/3 CEMEF, FCEMEF, F rigid – viscoplasticrigid – viscoplastic forgingforging
ICEM – STAMPICEM – STAMP Control Data, DControl Data, D one – step methodone – step method sheet metal formingsheet metal forming
ISO – PUNCHISO – PUNCH Sollac, FSollac, F one - step methodone - step method sheet metal formingsheet metal forming
AUTOFORM One – stepAUTOFORM One – step AUTOFORM, CHAUTOFORM, CH one – step methodone – step method sheet metal formingsheet metal forming
FASTFORMFASTFORM FTI, CanadaFTI, Canada one – step methodone – step method sheet metal formingsheet metal forming
SIMEX 2SIMEX 2 SimTech, FSimTech, F one – step methodone – step method sheet metal formingsheet metal forming
Commercially available FE programs for forming process simulation

TopicsTopicsTopicsTopics
•Why Forging Why Forging Simulation?Simulation?

ConventionalConventional Product Product DevelopmentDevelopment
Expensive Fixes:• visible defects• press capacity exceeded• underfilling (drop forging)• high localized die loads
More Expensive Fixes:• “invisible” defects• unacceptable tolerances
Most Expensive Fixes:• short die life• unstable process conditions
CustomerSpecs
Design &Tool Dev.
PrototypeTesting
Pilot Stage
MassProduction
Reduce ‘s, improve time to market !

Simulation-AidedSimulation-Aided Product Product DevelopmentDevelopment
simulation
CustomerSpecs
Design &Tool Dev.
PrototypeTesting
Pilot Stage
MassProduction
time to market
PrototypeTesting
Pilot Stage
MassProduction
shorter time to market
Pilot Stage
MassProduction
Be First to Market with Better and Cheaper Products !
Less Fine Tuning:• improved quality• less invisible defects
Shorter Development Time:• less trial and error• less blocking of production line• optimized for available press• less visible defects

AdditionalAdditional Benefits of Simulation Benefits of Simulation
Other benefits:• reduce number of mfg stages• more insight into mfg process• less machining operations• expand state of the art• more successful bids
Optimization during product life time:• extend die life• minimize material scrap• optimize process conditions• optimize press capacity utilization
simulation
CustomerSpecs
Design &Tool Dev.
PrototypeTesting
Pilot Stage
MassProduction
Reduce Costs during Mass Production !

Why SimulationWhy Simulation
• Reduce Time to MarketReduce Time to Market
• Reduce Cost of Tool DevelopmentReduce Cost of Tool Development
• Predict Influence of Process ParametersPredict Influence of Process Parameters
• Reduce Productions CostReduce Productions Cost
• Improve Product QualityImprove Product Quality
• Better Understanding of Material Better Understanding of Material BehaviorBehavior
• Reduce Material WasteReduce Material Waste

Manufacturing ResultsManufacturing Results
• Accurately predict the material flowAccurately predict the material flow• Determine degree of filling of the swage or dieDetermine degree of filling of the swage or die• Accurate assessment of net shapeAccurate assessment of net shape• Predict if laps or other defects existPredict if laps or other defects exist• Determine the stresses, temperatures, and Determine the stresses, temperatures, and
residual stresses in the work piece.residual stresses in the work piece.• Determine optimal shape of preformDetermine optimal shape of preform

Material BehaviorMaterial Behavior
• Determine material properties such as grain sizeDetermine material properties such as grain size• Determine local hardnessDetermine local hardness• Predict material damagePredict material damage• Predict phase changes and compositionPredict phase changes and composition• Simulate the influence of material selectionSimulate the influence of material selection
Tool ResultsTool Results
• Determine the forming loadsDetermine the forming loads• Determine the stresses in the toolsDetermine the stresses in the tools• Evaluate tool wear or fatigueEvaluate tool wear or fatigue• Simulate the influence of lubricationSimulate the influence of lubrication• Optimize multi-tool processOptimize multi-tool process

Simulation allows you to capture behavior that can not be readily measured – providing deeper insight into your manufacturing processes

Damage Prediction - Damage Prediction - ChevroningChevroning
Multi-stage
Hydraulic Press with Annealing
Transfer Press

Possible forming of laps and its Possible forming of laps and its prediction through simulation prediction through simulation techniquetechnique

KinematicsKinematics
• Placing the workpiecePlacing the workpiece
• Closing the toolsClosing the tools
• Forming processForming process
• Removal of the toolsRemoval of the tools
• Extraction of the workpiece Extraction of the workpiece – Including spring-backIncluding spring-back
• Subsequent cool-downSubsequent cool-down

Flexible Tool DefinitionFlexible Tool Definition
• Rigid ToolsRigid Tools
• DeformableDeformable
• Direct CAD NURB DescriptionDirect CAD NURB Description

Material ModelsMaterial Models
• Elastic Plastic Elastic Plastic
• Rigid PlasticRigid Plastic
• Material DatabaseMaterial Database
• Isotropic Isotropic hardeninghardening
• Cowper-SymondsCowper-Symonds
• Power LawsPower Laws
• Johnson-CookJohnson-Cook
• KumarKumar
• Grain Size Grain Size PredictionPrediction
• Phase ChangesPhase Changes
Effects of ElasticityEffects of Elasticity
• Elasticity of ToolsElasticity of Tools
• Prestressed DiesPrestressed Dies
• Residual StressesResidual Stresses
• Behavior of part during ejection or Behavior of part during ejection or removalremoval
• Determination of tolerancesDetermination of tolerances
FrictionFrictionFrictionFriction• Friction Influences:Friction Influences:
– load and energy requirementsload and energy requirements– metal flowmetal flow– pressure distributionpressure distribution– die weardie wear
• Friction ModelsFriction Models– Coulomb frictionCoulomb friction– plastic shear frictionplastic shear friction– combinationcombination
• User-extendable DatabaseUser-extendable Database
VisualizationVisualization
• Tracking of Material ParticlesTracking of Material Particles
• Flow Line ImagesFlow Line Images
• Time History of Tool Forces Time History of Tool Forces
• Deformation of WorkpieceDeformation of Workpiece
• Contour Plots of all QuantitiesContour Plots of all Quantities

Material Cost Material Cost SavingsSavingsMaterial Cost Material Cost SavingsSavings
The cost of NOT doing it right the first time?

Thank You!Thank You!Thank You!Thank You!


















