Sanding Systems 2nd Edition

of 82
-
Upload
zoran-momcilovic -
Category
Documents
-
view
134 -
download
11
Transcript of Sanding Systems 2nd Edition
-
5/19/2018 Sanding Systems 2nd Edition
1/82
Sandungssysteme
Sanding Systems
-
5/19/2018 Sanding Systems 2nd Edition
2/82
Sandungssysteme
Sanding Systems
-
5/19/2018 Sanding Systems 2nd Edition
3/82
-
5/19/2018 Sanding Systems 2nd Edition
4/82
3
Herausgeber
2002 Nachdruck 2. AuflageKNORR-BREMSE GmbH KNORR-BREMSE
Systeme fr Schienenfahrzeuge GmbHBeethovengasse 4345 Moosacher Strae 80A-2340 Mdling D-80809 Mnchen
UnternehmenskommunikationKNORR-BREMSE AGFr. Eva Seifert
Alle Rechte vorbehalten. Irrtum vorbehalten.Nachdruck, Vervielfltigung und bersetzung, auch auszugsweise,nur nach vorheriger schriftlicher Genehmigung und mit Quellen-angabe gestattet.
Die Bildmarke K sowie die Marken KNORR, KNORR-BREMSE, KE,ISOBAR, ESRA, Z-AK, WZK, RZK, RZS, MBS sind fr die KNORR-BREMSE AG gesetzlich geschtzt.
Da KNORR-BREMSE stndig ihre Produkte und Dienstleistungenverbessert, behlt sich KNORR-BREMSE das Recht vor, jederzeitund ohne Ankndigung, die in diesem Dokument angefhrten
technischen Merkmale zu ndern.Fr Projektierung und Einsatz unserer Produkte empfehlen wir,individuelle Beratung und Dokumentation anzufordern.
Schutzgebhr: 30,
Fotos ohne Quellenangabe: KNORR-BREMSE
A publication of
2002 Reprint 2ndeditionKNORR-BREMSE GmbH KNORR-BREMSE
Systeme fr Schienenfahrzeuge GmbHBeethovengasse 4345 Moosacher Strae 80A-2340 Mdling D-80809 Mnchen
Corporate CommunicationsKNORR-BREMSE AGMrs. Eva Seifert
All rights reserved. Errors expected.No part of this publication may be reprinted, reproduced or translated
without prior written permission and without acknowledgement.
The picture brand K and the brand names KNORR, KNORR-BREMSE, KE, ISOBAR, ESRA, Z-AK, WZK, RZK, RZS, MBS are pro-
prietary for KNORR-BREMSE AG.
Since KNORR-BREMSE continually improves its products andservices, KNORR-BREMSE reserves the right, to alter the technicalfeatures listed in this document at any time and without notification.
For planning and employment of our products we recommendrequesting individual consultation and documentation if required.
Token fee: 30,
Photos without references: KNORR-BREMSE
In der Reihe der KNORR-BREMSE Fachbibliothek sind bereitserschienen:
Handbuch Bremsen fr Schienenfahrzeuge BremstechnischeBegriffe und Werte
Sandungssysteme / Sanding Systems
Bremssysteme fr Gterwagen / Brake Systems for Freight Cars
Scheibenwisch- und -waschsysteme / Windscreen Wiper andWasher Systems
Grundlagen der Bremstechnik / Basics of Brake Technology
Bremsprobeanlagen / Brake test Units
The following volumes of the KNORR-BREMSE Special Library were
edited:
Handbook Brake Engineering Terms and Data
Sandungssysteme / Sanding Systems
Bremssysteme fr Gterwagen / Brake Systems for Freight Cars
Scheibenwisch- und -waschsysteme / Windscreen Wiper and
Washer Systems
Grundlagen der Bremstechnik / Basics of Brake Technology
Bremsprobeanlagen / Brake test Units
-
5/19/2018 Sanding Systems 2nd Edition
5/82
-
5/19/2018 Sanding Systems 2nd Edition
6/82
VORWORTKNORR-BREMSE ist seit der Grndung im Jahr 1905 eindem technischen Fortschritt verbundenes Unternehmen.Dies wurde im Lauf der bisherigen Entwicklungs-geschichte des Unternehmens durch eine Vielzahl bahn-brechender Entwicklungen im Bereich der Bremse frSchienenfahrzeuge sowie durch eine sich stetig erhhen-de Anzahl an lebenden Patenten unter Beweis gestellt.
Neben dem Kernbereich der Bremse gab und gibt es eineVielzahl an Subsystemen, ohne die ein reibungsloserBetrieb von Schienenfahrzeugen nicht mglich wre.
Eines dieser Systeme stellt das KNORR-BREMSE-San-dungssystem dar. Mit dessen Hilfe wird der Haftwert Rad /Schiene derart angehoben, da einerseits ein problemlo-ses Anfahren unter allen Witterungsbedingungen sowieeine Verkrzung der Anhaltewege von Schienenfahrzeu-gen erreicht werden kann.
Dieses Buch prsentiert den aktuellen Stand der Technikauf dem Gebiet der KNORR-BREMSE-Sandungssysteme.Es soll sowohl als Nachschlagwerk dienen als auch die mitdieser Thematik in Zusammenhang stehenden Fragen
beantworten.
Mnchen, Frhjahr 2001 Dr. Albrecht Khler
PREFACESince its establishment in the year 1905, KNORR-BREMSEhas been a company connected with technical progress.This was confirmed by a large number of pioneering deve-lopments in the area of rail vehicle brakes and a continual-ly growing number of live patents during the cause of theprevious development history of the company.
In addition to the core area of brakes, there were and are alarge number of sub-systems without which the smoothoperation of rail vehicles would not be possible. One of
these systems is the KNORR-BREMSE sanding system.This system helps to increase the adhesion coefficientwheel / rail to the extent that trouble-free starting under allweather conditions and a reduction of the stopping distan-ces of rail vehicles is possible.
This book presents the current state of the art in the field ofKNORR-BREMSE sanding systems. It is intended as areference work and to provide answers connected withthis subject.
Munich, Spring 2001 Dr. Albrecht Khler
5
-
5/19/2018 Sanding Systems 2nd Edition
7/82
EINLEITUNGKNORR-BREMSE ist eines der fhrenden Unternehmenauf dem Gebiet der Bremsen fr Schienenfahrzeuge. DerNachweis, da dies nicht nur auf dem Gebiet der klassi-schen Bremse, sondern auch auf allen direkt und indirektmit der Bremse in Verbindung stehenden Systemen undhier im speziellen den Sandungssystemen gilt, soll mitHilfe dieses Buchs erbracht werden.
Durch dieses Buch soll den Sandungssystemen diegebhrende Referenz erwiesen werden. Nur die Steige-rung des Haftwerts, die durch ein zuverlssig funktionie-
rendes Sandungssystem gewhrleistet wird, ermglichtes, da Schienenfahrzeuge unter allen Witterungsbedin-gungen problemlos anfahren knnen und in Extremsitua-tionen um die entscheidenden Meter krzere Bremswegehaben.
In diesem Sinne richtet sich dieses Buch an Einsteiger wieauch Anwender von Sandungssystemen sowohl imBereich der Vollbahn als auch im Bereich des Nahver-kehrs. Es soll gleichermaen als Nachschlagwerk wieauch als Arbeitsunterlage zur professionellen Probleml-
sung dienen.
Die Breite des Themenspektrums sowie das Erfllenvielschichtiger Zielsetzungen erforderten eine engeZusammenarbeit zwischen dem Herausgeber und denAutoren. Auswahl und Umfang der Themen wurde sogewhlt, da Einsteiger einen ersten berblick und Projek-tierungsabteilungen ein weitgehend vollstndiges Arbeits-mittel erhalten.
Beginnend mit einem geschichtlichen Rckblick wirdzunchst auf die theoretischen Grundlagen von San-dungssystemen eingegangen. In weiterer Folge spanntsich der Bogen ber einige Abbildungen von Referenzpro-jekten ber detaillierte Beschreibungen der Komponentenvon KNORR-BREMSE Sandungssystemen bis hin zueinem Leitfaden fr die Projektierung.
INTRODUCTIONKNORR-BREMSE is one of the leading companies in thefield of rail vehicle brakes. The book serves to confirm thatthis applies not only to the field of classical brakes but alsoto all systems directly and indirectly connected with bra-kes and in this special case, sanding systems.
The aim of this book is to ascribe due reference to sandingsystems. Only the increase of the adhesion coefficientensured through a reliably operating sanding system ena-
bles rail vehicles to start without problems under all weat-her conditions and to reduce braking distances by thosedecisive metres in extreme situations.
Consequently this book is aimed at both novices andusers of sanding systems in the areas of railway properand commuter traffic. It is intended as a reference workand as a working book for professional problem solving atthe same time. The width of the subject range and the
meeting of complex objectives required close co-opera-tion between the publisher and the writers.
Choice and extent of the subjects was selected so thatnovices will obtain a general overview and project depart-ments a largely complete working book.
Starting with a historical review, the theoretical bases ofsanding systems are dealt with at first. In the further cour-se the book includes some pictures of reference projects,detailed descriptions of the components of KNORR-BREMSE sanding systems and a guideline for projectwork.
6
-
5/19/2018 Sanding Systems 2nd Edition
8/82
Mit den KNORR-BREMSE Sandungssystemen wurdeund wird weltweit beachtete Spitzentechnik auf die Schie-ne gebracht. Ohne das Vertrauen unserer Kunden wredies nur schwer realisierbar gewesen.
Unsere berzeugung, auch in Zukunft innovative undsichere Systeme zum Nutzen der Betreiber von Schienen-fahrzeugen zur Verfgung zu stellen, ist verbunden mitdem herzlichen Dank an unsere Kunden fr die Verwen-dung und den Einsatz von KNORR-BREMSE-Produkten.
Die Autoren bedanken sich fr die umsichtige, engagierteund fachkundige Zusammenarbeit sowie auch bei derDruckerei fr die Sorgfalt in den einzelnen Phasen derHerstellung.
Autoren Co-Autoren
Prof. Gnther Gfatter Hanswerner Kalbas
Dieter Lang Georg Krause
Walter Rychli
Wir bitten Sie, Anregungen und Hinweise an die Autorenweiterzuleiten.
Mdling, Frhjahr 2001
KNORR-BREMSE sanding systems were and are top tech-nology on rails with worldwide renown. Without the trust ofour customers this would have been difficult to accom-plish.
Our conviction to provide innovative and safe systems tothe benefit of the operator of rail vehicles is combined withcordial thanks to our customers for the use and applicationof KNORR-BREMSE products.
The authors wish to express their thanks for the prudent,committed and expert co-operation and for the care in theindividual phases of production during printing.
Authors Co-authors
Prof. Gnther Gfatter Hanswerner Kalbas
Dieter Lang Georg Krause
Walter Rychli
Please pass on to the authors any ideas and commentsyou might have.
Mdling, Spring 2001
7
-
5/19/2018 Sanding Systems 2nd Edition
9/82
8
SANDUNGSSYSTEMEbersicht
Seite
Allgemeines 9
Anwendungen Nah- / Fernverkehr 31
Produktprogramm 34
Sandungsanlage SDN14 34
Sandungsanlage SD und SEJ 50
Sandkastendeckel 59
Sandstandskontrolle 60
Verdichter 62
Sandungssystem fr All-Elektrik-Fahrzeuge 64
Sandrohrheizung 67
Projektierungsgrundlagen 69
Index, Quellennachweis 76
SANDING SYSTEMSOverview
page
General 9
Applications mass transit / long distance 31
Product programme 34
Sanding device SDN14 34
Sanding device SD und SEJ 50
Sand box lid 59
Sand level indicator 60
Compressor 62
Sanding system for all-electric vehicles 64
Sandpipe heater 67
Basic principles for project work 69
Index, reference 76
-
5/19/2018 Sanding Systems 2nd Edition
10/82
9
oder
or
Alle Fotos ohne Quellenangabe: KNORR-BREMSEAll photos without reference: KNORR-BREMSE
SANDUNGSANLAGENGeschichtlicher Rckblick
SANDING SYSTEMSHistorical review
-
5/19/2018 Sanding Systems 2nd Edition
11/82
10
Von Anbeginn des Eisenbahnwesens setzte man auf denReibschlu zwischen Rad und Schiene, welcher nachCoulomb eine Zug- oder Bremskraft ermglicht, die demProdukt aus Radlast und Reibbeiwert entspricht.
Mit wachsenden Zugkrften der Dampflok mute man voneiner einzigen Triebachse zu zwei- und spter mehrfachgekuppelten Triebradstzen bergehen, doch blieb dieKraftbertragung durch Adhsion bestehen. Letzten
Endes ist die Reibung zwischen Rad und Schiene derGrund dafr, da eine Lokomotive den Zug in Bewegungsetzen und gegen die Summe aller Fahrwiderstnde biszur Hchstgeschwindigkeit beschleunigen kann. ber-schreitet die Zugkraft einen gewissen Betrag, dann drehendie Triebrder durch (d. h. schleudern) und die erzeugteReibkraft wird fhlbar kleiner: die Rder sind in das Gebietder Gleitreibung geraten. Schon Coulomb hat erkannt, dadie Gleitreibung geringer ist als die Haftreibung. LangeZeit hat man daher im Eisenbahnwesen sehr vereinfa-chend angenommen, da die grere Zugkraft des sicht-
bar rollenden und nicht gleitenden oder schleuderndenTreibrades nur zustande kommt, indem dieses mit seinerAufstandsflche auf der Schiene haftet und nicht gleitet,weshalb man lediglich zwischen dem Gleitreibwert undeinem Haftwert unterschied. Jedoch sind die wirklichenVorgnge wesentlich komplexer.
Metzkow2 hat zu Beginn der dreiiger Jahre bis zu einerFahrgeschwindigkeit von 100 km/h erforscht, da beimgebremsten Rad mit einem Haftwert von 0,15 auf trocke-ner Schiene gerechnet werden kann, whrend die Gleit-beiwerte bis auf 0,05 absinken. Vor und nach Metzkowwurden Haftwerte verffentlicht, die erheblich ber diesenWerten liegen, jedoch nur fr Zugkrfte gelten, welcheeine Lokomotive auf die Schiene bertragen kann. Diestrifft u. a. fr die von Curtius / Kniffler3 genannten Koeffi-zienten zu. Die Verfasser wiesen aber auch darauf hin, daauf schmierigen oder schlpfrigen Schienen die Haftwertesehr weit nach unten streuen knnen und empfahlen frdiese Flle, die Sandungsanlagen zu benutzen.
H. Klinge4 erwhnte schon im Jahre 1875 die Sandungs-
anlagen als ein altbewhrtes, mindestens seit 1847 einge-setztes Gert, um mit den geringsten Kosten die Schienegriffiger zu machen. Der Verfasser beklagte die vielenKonstruktionen, welche den Anforderungen nicht geng-ten, ebenso den oftmals infolge seiner Beschaffenheitungeeigneten Sand, weshalb er ein Streumittel forderte,
From the very beginning of railway history, the designersrelied on the friction between wheel and rail which, accor-ding to Coloumb, permits a tractive and brake force whichis the result of wheel load and coefficient of friction.
Once the tractive force of the steam locomotive had incre-ased, the designers were obliged to change from one sin-gle driving shaft to traction wheel sets which were coupledtwice and, later on, various times. However, the transmis-
sion force persisted as a result of adhesion. When all issaid and done, the friction between the wheel and the railis the reason why a locomotive is able to put into motionand to accelerate a train to its maximum speed, againstthe sums of all train resistances. In case the tractive forceexceeds a given coefficient, the driving wheels spin(which means skid), and the produced frictional forcedecreases noticeably. The wheels are now expieriencingsliding friction. Coloumb already found out that the slidingfriction is smaller than the static friction. For a long time,the railway designers supposed in a very simplifying way
that the higher tractive force of the driving wheel whichwas perceptibly rolling and not sliding or skidding, wasmerely reached because the wheel adheres to the railowing to its contact surface. For this reason the designersonly distinguished between the coefficient of friction andthe coefficient of adhesion. Nevertheless, the actual pro-cesses are much more complicated.
In the earyl thirties, Metzkow2 discovered that up to a dri-ving speed of 100 km/h, after braking on a dry rail, a wheelwould have a coefficient of adhesion of 0,15 whereas thecoefficient of sliding friction decreases to 0,05. Before andafter Metzkow coefficients of adhesion were publishedwhich were noticeably superior to these coefficients.These coefficients, however, are only relevant for tractiveforces which can be transmitted from the locomotive to therail. This applies, among other things, to the coefficientsdetermined by Curtius / Kniffler3. The authors, however,also stated that the coefficients of adhesion can drop con-siderably on greasy or slippery rails. For this case, thedesigners recommended using sanding devices.
As early as 1875 Mr. Klinge4 mentioned sanding devices to
be a well-proven unit used, at least since 1847, in order todiminish skidding on the rails and having a low cost. Theauthor criticized the various designs which did not fulfillthe requirements. He also complained about the sandwhich, owing to its composition, was often unsuitable.Therefore, he demanded a grit which was dry and did not
SANDENGeschichtlicher Rckblick 1
SANDINGHistorical review 1
-
5/19/2018 Sanding Systems 2nd Edition
12/82
11
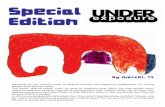
SandstreuerSanding device Sandrohr
Sand pipe
SandkastenSandbox
Gterzuglokomotive BR52Locomotive BR52 for goods trains
das trocken und frei von lehmigen Bestandteilen war. Wolehmige Anteile nicht beseitigt werden konnten, branntenseinen Ausfhrungen zufolge die Bahnverwaltungen denSand, um dem Lehm seine hygroskopische Eigenschaftzu nehmen. Aus der Darstellung geht hervor, da dieSandksten zur Trocknung des Streumittels seinerzeitschon am Dampfdom der Kessel untergebracht waren.Der Sand wurde ber handbettigte Gestnge und Ventilein Rohre befrdert, die vor den Rdern der Lokomotive
endeten.
contain any loamy components. Whereever loamy compo-nents could not be eliminated, the administrative staff bur-ned the sand so as to deprive the loam of its hygroscopicquality. The illustration shows that, in those days, the sandboxes also used for drying the grit were already fitted onthe steam dome of the boiler. By means of manually opera-ted gears and valves the sand was transmitted to tubeswhich ended in front of the wheels of the locomotive.
Da allem Anschein nach keine der eingesetzten Bauartenohne Strungen arbeitete, wurden z. B. Sandungsanlagenmit Frderschnecken, die mittels manuell bewegter Rat-schengetriebe das Streumittel in die Fallrohre schafften,eingesetzt. Solche und hnliche Apparate waren damalsbei englischen, amerikanischen und deutschen Bahneneingefhrt.
Zu Zeiten der Dampflokomotiven kam es vor, da auchZge, die von 2 oder 3 gekuppelten Dampflokomotivengezogen wurden, eine laubwaldgesumte Strecke mit
etwa 20 Steigung nicht befahren konnten. Der Lokfhrerlie dann den Zug zurckrollen, bettigte dabei die San-dungsanlage und nahm das Hindernis im zweiten Anlaufanstandslos. Die Sandungsanlagen waren und sind des-halb ein dem Lokfhrer wohlvertrauter Bestandteil derLokausrstung.
Since, to all appearances, non of the employed con-structions worked without failures, sanding devices contai-ning e.g. conveyor spirals were used which transmittedthe grit into the fall pipes by means of manually agitatedratchet gears. In those days, such devices and similaronce were introduced on English, American and Germanrailways.
In the era of steam locomotives it sometimes occured thateven trains which were drawn by 2 or 3 coupled steamlocomotives were not able to ascend tracks with an upgra-
de of approximately 20 surrounded by deciduousforest. In this case, the driver let the train roll back by actu-ating the sanding devices, thus taking the obstacle withoutany problems at the second attempt. For this reason, thesanding devices were and are still a well-known compo-nent of locomotive equipment.
SANDENGeschichtlicher Rckblick
SANDINGHistorical review
-
5/19/2018 Sanding Systems 2nd Edition
13/82
12
Eine Reihe von Verfassern technischer Berichte undAbhandlungen beschrnkte sich auf rein theoretischeBetrachtungen und stellte Haftwertbeziehungen auf,wobei sie sich auf geometrische Verhltnisse am Radauf-standspunkt und deren Vernderung durch dynamischeKrfte sttzten. Der Einflu von Nsse und schmierendenBestandteilen blieb unbercksichtigt. Es mu jedoch inder Praxis immer wieder festgestellt werden, da die Ver-unreinigung der Schienen einen auerordentlichen Einflu
auf die Schleuder- und Gleitneigungen rollender Rderausbt, was bei theoretischen berlegungen zwar amRande erwhnt, wegen der beraus vielfltigen Parameterjedoch nicht erfabar ist.In diesem Zusammenhang mu auch folgendes ange-merkt werden:Zur Beschreibung der Vorgnge, die sich an der Berh-rungsflche zwischen Rad und Schiene abspielen, reichtdie bliche Unterscheidung zwischen Haft- und Gleitrei-bung streng genommen nicht aus, denn ein Haften des
rollenden Rades auf der Schiene ohne mehr oder wenigerkleine Rutschwege kommt praktisch nicht vor. Hierzu hatbeispielsweise C. Th. Mller5 dargelegt, da in demAugenblick, wo auf den rollenden Radsatz Krfte einwir-ken, unabdingbar Gleiterscheinungen zwischen Rad undSchiene auftreten. Der Zustand der Haftreibung schlietdemnach auch Gleitvorgnge ein, wobei bemerkenswertist, da schon Metzkow wie spter Schwend6 ein Anstei-gen des Kraftschlusses zwischen Rad und Schiene beigeringen Gleitbewegungen in Drehrichtung der Rderfestgestellt hat. Mangels eines anderen einprgsamen
Ausdruckes, welcher die wirklichen Vorgnge besser trifft,wird weiterhin der Begriff Haftwert als Gegensatz zumGleitwert bestehen bleiben.
ber die Reibung zwischen Rad und Schiene sind in denletzten Jahrzehnten viele, sich teilweise widersprechendeTheorien aufgestellt worden. In der Arbeit von Verbeeck7
wurden sie zusammengefat und kritisch betrachtet.Unabhngig von allen Hypothesen zeigt sich im Eisen-bahnbetrieb immer wieder, wie sehr man vor allem beifeuchter Witterung sowohl beim Anfahren als auch beimBremsen auf haftwertsteigernde Mittel angewiesen ist. Biszum heutigen Tage hat der auf die Schienen gebrachteSand seine Bedeutung nicht verloren, was um so mehrverwundert, wenn man feststellt, welches Schattendaseindie Gestaltung der Sandungsanlagen in der Eisenbahnlite-ratur fhrt.
A series of authors of technical essays and reports confi-ned themselves to purely theoretical views and calculatedconnections between coefficients of adhesion, by relyingon geometric ratios on the wheel contact point and theirmodifications caused by dynamic forces. The influence ofhumidity and greasing components was not taken intoaccount. In practical operation, however, it has to be poin-ted out again and again that dirt and other deposits to therail exercise an extraordinary influence on the skid and
spin behaviour of rolling wheels. This, however, is onlyremarked in passing in theoreticals considerations; moreo-ver, this influence cannot be quantified because of theextremely manifold parameters.In this context the following must be stated:
In order to describe the processes which occur on thecontact surface between the wheel and the rail the habitu-al distinction between sliding and tractive friction is, strictlyspeaking, not sufficient because a rolling wheel does not
practically adhere to the rail without longer or smaller sli-ding distances. Hereto, C. Th. Mller5 demonstrated in hiscontext, for instance, that at the moment when forces acton the rolling wheel set, sliding phenomena occur inevit-ably between the wheel and the rail. Consequently, thestatic friction also includes sliding processes. It is remar-kable that already Metzkow and later on Schwend6 esta-blished an increase of the frictional connection betweenthe wheel and the rail even if the sliding motions in thesense of rotation of the wheels are small. For lack of anot-her expressive term which better explains the actual pro-
cesses, the term coefficient of adhesion as the opposite ofsliding coefficient will be maintained.
In the last decades, various partly contradictory theorieshave been developed concerning the friction between thewheel and the rail. In Verbeecks7 theories they have beensummarized and critically viewed.Independently of all hypotheses the practice illustratesagain and again how much, notibly in humid weather, thedriver depends on agents increasing the coefficient ofadhesion, both during starting and braking. Up to the pre-sent, the sand gritted on the rail has not lost its importancewhich is even more astonishing when considering how litt-le is mentioned about the design of the sanding devices inrailway literature.
SANDENGeschichtlicher Rckblick
SANDINGHistorical review
-
5/19/2018 Sanding Systems 2nd Edition
14/82
13
SANDENAndere Methoden und Mittel zur
Verbesserung unzureichenderHaftwerte8
Gewisse Unzulnglichkeiten der Sandungsanlagen in derVergangenheit
keine Trocknungsmglichkeit des Streuguts heuteermglicht durch KNORR-BREMSE SandungsanlageSDN14
kleiner Dosierbereich und schlechte Anpabarkeit anvon der BN918224 abweichende Sandqualitten heute ermglicht mit KNORR-BREMSE Sandungsanla-gen SDN14, SD und SEJ
Tendenz zur Selbstsandung, d. h. unbeabsichtigtes San-den ohne Aktivierung der Sandungsanlagen, hoher Luft-verbrauch, hoher Verschlei heute verhindert durchEinsatz von KNORR-BREMSE SandungsanlagenSDN14, SD und SEJ
haben zu Bestrebungen gefhrt, andere Mittel und Wege
zu finden, um die Schienen bei ungnstigen Witterungsbe-dingungen griffiger zu machen. So subern die Betreibervon Straenbahnen aus Anla der ohnehin notwendigenReinigung der Rillen von Rillenschienen auch die Schie-nenkpfe. Frher geschah das von Hand mittels einesschleifsteinbewehrten Schienenhobels, heute sind solcheGerte in den Schienenreinigungswagen eingebaut. Wodie Schienen in gleicher Hhe mit der Straendecke liegenund von Kraftfahrzeugen befahren werden, sind die Schie-nenkpfe ohnehin blank und weisen hohe Haftwerte auf.
Bei der Hamburger Hochbahn werden die Schienen miteinem Wasserstrahl unter einem Druck von 85 bar gerei-nigt, wobei dem Wasser auch Quarzsand beigemengt ist9.
Die durch die Reinigung erzielbaren Erfolge sollen ausrei-chend sein, um auch enge Gleisbogen in greren Stei-gungen zu befahren.
In diesem Zusammenhang mu daran erinnert werden,da die Spurkranzreibung als Fahrwiderstand wirkt unddeshalb die Zugkraft des Treibrades mindert. Eine Erh-hung des Haftwertes im Gleisbogen hat deshalb nur
scheinbar einen kleineren Effekt als auf gerader Strecke.Die Schienenreinigung auf kurvenreichen Strecken mudaher kombiniert werden mit der Schmierung der Spur-krnze bzw. der inneren Schienenkopfflanken. Es ist ziem-lich schwierig, das aufgebrachte Fett daran zu hindern,da es sich auf den Schienenkopf ausbreitet, zumal der
SANDINGOther methods and agents to
improve unsufficient coefficientsof adhesion8
Various defeciencies of the sanding devices in the past:
no drying possibility of the grit today made possibleby KNORR-BREMSE sanding device SDN14
small dosing and bad adaptability of sand qualities devi-ating from BN918224 today made possible byKNORR-BREMSE sanding devices SDN14, SD andSEJ
tendency to self-sanding, this means sanding with-out activating the sanding system, high air consump-tion, high wear today prevented by the use ofKNORR-BREMSE sanding devices SDN14, SD andSEJ
have led to efforts to find other methods and ways in order
to make the rails less slippery in bad weather conditions.Therefore, the operators of tramways also clean the railheads when they clean the grooves of the cleaning of thegrooves of grooved rails which is necessary anyway. Inearlier times, this was done manually by means of a rail-plane equipped with a pulp stone. Nowadays such devi-ces are installed in the rail cleaning wagons. Wherever therails are located on the same level with the roadway cove-ring and wherever they are used by motor vehicles the railheads are clean anyway and have high coefficent of adhe-sion.
On the elevated railway of Hamburg the rails are cleanedby means of a water-jet under a pressure of 85 bar. For thisprocess, silica sand is added to the water9.
The results achievable by cleaning should be sufficient todrive on narrow rail curves in larger upgrades.
In this context, please bear in mind that the wheel flangefriction acts as running resistance and for this reasonreduces the tractive force of the driving wheel. Therefore,an increase of the coefficient of adhesion in the rail
curve has only apparently a smaller effect than on astraight line. Thus, the rail cleaning on winding lines hasto be combined with lubrication of the wheel flangesor the inner rail head flanges. It is rather difficult toprevent the deposited grease from spreading on therail head, especially since the striking of the flange
-
5/19/2018 Sanding Systems 2nd Edition
15/82
14
against the rail head presses the grease at least partly onthe rail heads.
In earlier times British Railways (BR) carried out tests withEstern1) so as to increase the coefficients of adhesion10.However, the tests carried out by DB with this type of sub-stance were not successful.
Another method to improve the coefficient of adhesionconsists in emitting sparks to the rail heads. BR examinedmethodically the requirements and results of this kind ofrail cleaning11.
This works implied the spark cleaning both of the rails andof the tyre treads as well as the cleaning of the rails andthe tyre treads at the same time. Spark emission to thewheels was of little or no effect. The coefficients of adhe-sion increased noticeably only when the rails were struckby sparks. The practical application of spark cleaning
would create a rather massive annoyance caused bynoise. Therefore, this method has few chances to be app-lied on a larger scale in railway operation.
Other tests were realised in order to eliminate oil depositson rails by means of plasma torches at high temperaturesof approximately 700K (=427 C). These tests did succeedand the coefficient of adhesion increased but the improve-ment was not long-lasting because subsequent trainsreestablished the former conditions.
As is generally known, the impurities of the upper face ofthe rail are not restricted to oil. Coal and other substances(foliage, residues of (industrial) exhaust gases,...) can alsoreduce the coefficient of adhesion.
With the use of electronic anti-skid devices permitting anextremely fast brake regulation of every single brakedwheel set by electro-pneumatic means, the question arosewheter it was possible to improve the coefficient of adhe-sion between the wheel and the rail in the slipping area, asis in principle possible, according to Schwend, by meansof the electric brake2). As Braun demonstrated, the corre-
Spurkranzanlauf das Fett zumindest stellenweise auf dieSchienenkpfe pret.
Bei den British Railways (BR) wurden bereits frher Versu-che mit Estern1) gemacht, um die Haftwerte zu steigern10.Die bei der DB mit derartigen Mitteln durchgefhrten Ver-suche verliefen allerdings negativ.
Eine weitere Methode der Haftwertverbesserung bestehtdarin, die Schienenkpfe elektrisch zu befunken. Aufwandund Erfolge dieser Art von Schienenreinigung wurden vonden BR methodisch untersucht11.
Die Arbeiten bezogen sich sowohl auf Funkenreinigungnur der Schienen, als auch der Radreifenlaufflchen allei-ne, sowie auf Schienen und Radreifen zugleich. Befunkender Rder brachte wenig oder gar keinen Nutzen. DieHaftwerte stiegen erst dann merklich an, wenn die Schie-nen befunkt wurden. Die praktische Anwendung der Fun-
kenreinigung ergbe ziemliche Lrmbelstigungen. DieMethode hat deshalb wenig Aussicht, im Eisenbahnbe-trieb auf breiter Basis angewendet zu werden.
Es wurden auch Versuche gemacht, lrckstnde aufSchienen mit Hilfe von Plasmafackeln bei hohen Tempera-turen von etwa 700K (=427 C) zu beseitigen. Dies gelangzwar, und der Haftwert stieg an, leider war die Verbesse-rung nicht von Dauer, weil nachfolgende Zge den vorigenZustand wiederherstellten.
Die Verunreinigung der Schienenfahrflchen ist bekannt-lich nicht auf l beschrnkt: Auch Kohle und andereFremdstoffe (Laub, Rckstoffe von [Industrie]Abgasen...)knnen den Haftwert herabsetzen.
Mit den elektronischen Gleitschutzreglern, welche aufelektro-pneumatischem Wege eine beraus rascheBremskraftregelung des einzeln abgebremsten Radsatzesermglichen, kam die Frage auf, ob man damit im Schlupf-bereich den Haftwert zwischen Rad und Schiene verbes-sern knnte, wie es nach Schwend mit der elektrischenBremse grundstzlich mglich ist2). Versuche damit zeig-
SANDENAndere Methoden und Mittel zur
Verbesserung unzureichenderHaftwerte8
SANDINGOther methods and agents to
improve unsufficient coefficients ofadhesion8
1) thylcaprylat in Wasser (1%), thylstearat in Wasser (0,5%), thyl-oleat in Spindell (1%) wurde auf die Schienenkpfe aufgetragen
2) Schwend wie auch andere Verfasser verstehen unter Schlupfgeringe Rutschwege, die durch das Gleiten des sich drehendenRads auf der Schiene zustande kommen.
1) Ethylcaprylat in water (1%), ethylstearat in water (0,5%), ethyloleatin spindle oil (1%) was sprayed to the upper head of rail
2) Schwend and other authors means with slipping small distances ofslip, caused by the turning wheel on the track.
-
5/19/2018 Sanding Systems 2nd Edition
16/82
15
ten eine gewisse Verbesserung der Haftreibung, wennman mit ca. 10% Schlupf arbeitet, wie dies Braun darge-stellt hat. In der gleichen Arbeit wird auch auf die haftwert-verbessernde Wirkung der Magnetschienenbremse hinge-wiesen, wenn deren Polschuhe die Schiene reinigen undauf diesem Wege die Haftwerte fr die nachfolgenden
Rder erhhen.Alle in den vorigen Abstzen beschriebenen Mittel undVerfahren sind entweder mit einem hohen Aufwand ver-bunden oder im normalen Fahrbetrieb nicht einsetzbarund/oder in ihrer Wirkung umstritten.
Darauf ist es zurckzufhren, da Bahnverwaltungen zurErhhung der Haftwerte beim Anfahren und zur Verkr-zung der Bremswege und damit zur Erhhung der aktivenSicherheit der Fahrzeuge sowohl in der Vergangenheitund Gegenwart, wie aus heutiger technischer Sicht auch
in Zukunft, weiterhin Sandungsanlagen einsetzen werden.
sponding tests revealed a slight improvement of the coeffi-cient of adhesion if you work with a slip of 10%. The samereport also points out the fact that the electro-magnetic railbrake has an improving effect on the coefficient of adhe-sion provided that its pole-tips clean the rails and, in thismanner, increase the coefficients of adhesion of the sub-
sequent wheels.All means and procedures described in the paragraphsabove either cause high expenditure or are not useable innormal running operation or/and are controversal in theireffect.
This explains why the railway systems use sanding devi-ces so as to increase the coefficients of adhesion whenstarting and also when braking in order to reduce thebrake distances and also to increase the active safety ofthe vehicles. Sanding devices were used in the past, they
are still used at present and as can be presumed from thepresent point of view, will also be used in the future.
SANDENAndere Methoden und Mittel zur Ver-
besserung unzureichenderHaftwerte8
SANDINGOther methods and agents to
improve unsufficient coefficientsof adhesion8
-
5/19/2018 Sanding Systems 2nd Edition
17/82
16
SANDUNGSANLAGENHeute
SANDING SYSTEMSToday
SandkastendeckelSandbox lid
Sandungsanlage
Sanding device
Sandungsanlage
Sanding device
SandrohrheizungSand pipe heater
SandrohrheizungSand pipe heater
-
5/19/2018 Sanding Systems 2nd Edition
18/82
17
Sandkastendeckelmit berdrucksicherungSandbox lidWith over-pressure protection
druckdichter Sandkasten
Pressure sealed sandbox
Sandungseinrichtung mit SandtrocknungSanding device with sand drying
Sandschlauch bzw. -rohrSand pipe
SandrohrheizungSand pipe heater
SANDUNGSSYSTEMmit Sandungsanlage
SDN14-1Heute (sandsparend mit hohem
Streuwirkungsgrad)
SANDING SYSTEMSwith Sanding device
SDN14-1Today (grit-saving with high
strew efficiency)
-
5/19/2018 Sanding Systems 2nd Edition
19/82
Erhhter Haftwert zwischen Rad und Schienebeim Anfahren und BremsenIncreased coefficient of adhesionbetween
wheel and rail during start up and braking
SandSand
DruckluftCompressed air
Anstelle vieler Einzelkomponenten verschiedenster HerkunftInstead of many individual componentsfrom different suppliers
ein Sandungssystemonesanding system
SandstandskontrolleSand level indicator
SandrohrheizungSand pipe heater
KleinverdichterCompressor
SandungseinrichtungSanding device
SANDUNGSANLAGENKNORR-BREMSE
System-Philosophie
SANDING SYSTEMSKNORR-BREMSE
System philosophy
18
-
5/19/2018 Sanding Systems 2nd Edition
20/82
SANDUNGSANLAGENAllgemeines
SANDING SYSTEMSGeneral
19
The sanding systems should be used on tractive unitsand vehicles which are intended to lead trains. Theseare:
Locomotives for goods trains and passenger trains
Switching locomotives and small locomotives
Motor cars and multiple-unit control cars
Tramways, underground trains, local trains Minor vehicles and vehicles for internal purposes
The pressured air for the sanding devices has to be blee-ded on a high point of the main air pipe. Pneumatic andelectro-pneumatic components of the sanding systemshold be mounted above to avoid condensation humidity.If this is impossible, draining equipment has to be provi-ded.
Solid parts of the sanding systems have to be inside thevehicle gauge I according to EBO (DV300) 22.
Parts of the sanding system are not permitted to come intocontact with movable parts of the vehicle, even in their limitposition.
An appropriate mechanism must be provided near thesand pipes outlet which allows the sand pipe to be easilyadjusted in the case of wear to the wheels.
All sanding system components must be mounted in sucha way that they are easily accessible.
From the very beginning, when mounting the componentsin the bogie, great attention has to be paid to the accelera-tions occuring during operation in order to maintain theadmissible values for the individual components of thesanding device (see also indications according to DINIEC61373 on the corresponding installation drawing).
Sandungsanlagen sollen an Triebfahrzeugen und Fahrzeu-gen verwendet werden, die fr das Fhren von Zgen vor-gesehen sind. Dazu zhlen:
Lokomotiven fr Gter- und Reisezge
Rangier- und Kleinlokomotiven
Trieb- und Steuerwagen
Straenbahnen, U-Bahnen, Nahverkehrsfahrzeuge Nebenfahrzeuge und Bahndiensttriebwagen
Um Kondensatfeuchtigkeit mglichst fernzuhalten, ist dieDruckluft fr die Sandungsanlage an einem mglichsthoch gelegenen Punkt der Hauptluftbehlterleitung oderdes Hauptbehlters zu entnehmen.
Feste Bauteile von Sandungsanlagen drfen die Fahr-zeugbegrenzung I nach EBO (DV300) 22 bzw. nach ent-sprechenden anderen nationalen Vorschriften nicht ber-schreiten.
Teile der Sandungsanlage drfen mit beweglichen Bautei-len der Fahrzeuge auch in den Grenzlagen nicht in Berh-rung kommen.
Im Bereich der Austrittsffnung des Sandrohres ist einegeeignete Verstellmglichkeit vorzusehen, die eine Nach-stellung bei Abnutzung der Radreifen jederzeit ermglicht.
Alle Komponenten der Sandungsanlage sind so anzuord-nen, da eine gute Zugngigkeit gewhrleistet ist.
Bei einer Anordnung von Komponenten im Drehgestell istbereits im Vorfeld grtes Augemerk auf die im Betriebauftretenden Beschleunigungen zu legen um innerhalbder fr die einzelnen Komponenten der Sandungsanlagezulssigen Werte zu bleiben (siehe hierzu Angaben nachDIN IEC 61373 auf den entsprechenden Einbauzeichnun-gen).
-
5/19/2018 Sanding Systems 2nd Edition
21/82
SANDUNGSANLAGENAnsteuerung
SANDING SYSTEMSControl
Bei Vorhandensein eines Gleit- und / oder Schleuderschut-zes kann die Sandung durch Ausgabe eines entsprechen-den Signals automatisch aktiviert werden.
Fr das manuelle Bedienen mssen Bedienschalter (Kipp-schalter mit Vortaststellung) fr die Sandungsanlagen inallen Fhrerrumen einer Fahrzeugeinheit vorhanden undfr den Fahrzeugfhrer gut erreichbar sein. Es sollen dieFunktionen Kurzzeitiges Sanden und Dauersanden
schaltbar sein.Soweit die Fhrerrume mit einem Notschalter ausgerstetsind, wird empfohlen, mit diesem Dauersanden einschal-ten zu knnen.
The sanding can be activated automatically by a signalfrom an anti-skid protection and anti-spin protection if oneis present.
For manual operation there must be easily accessible swit-ches (flip switch with pre touch contact) for sanding devi-ces in every drivers cabin. The positions short-time san-ding and continuous sanding must be switchable.
If there are emergency switches in the drivers cabins,continuous sanding must be activated by actuating theswitch.
20
Siehe Sandungsanlagen System-Schema fr Fahrzeuge mit Druck-luftnetz
Sandungsanlagen System-Schema fr Fahrzeuge ohne eigeneDruckluftversorgung
(see Sanding device system diagram for vehicles with compressedair-ductwork system)
(see Sanding device system diagram for vehicles without own air-supply)
-
5/19/2018 Sanding Systems 2nd Edition
22/82
21
Die von KNORR-BREMSE ausgelieferten Sandungsanla-gen werden in Bezug auf die Sandfrdermenge und den aufden Einbauzeichnungen angegebenen Versorgungsdrckenbzw. Luftvolumenstrmen auf das unten stehende Streumit-tel nach DB-Liefervorschrift BN918224 (vor)eingestellt.
Auszug aus DB-BN918224 Technische Liefervorschrift(Ausgabe 01/1998):
Natursande aus Gruben, Flssen und Seen sowie Brech-sande natrlicher Gesteine mit 50 Gew.% SiO2 undeinem Mineral-Hrtegrad nach Mohs von 5. Die Korn-form mu mglichst scharfkantig und gedrungen, minde-stens aber unregelmig geformt sein, bei folgender Korn-grenverteilung :
< 0,1 mm < 0,5 Gewichts-%< 0,63 mm < 5 Gewichts-%
0,63 bis 0,8 mm < 30 Gewichts-%
0,8 bis 1,6 mm > 50 Gewichts-%1,6 bis 2,0 mm < 30 Gewichts-%
> 2,0 mm < 5 Gewichts-%> 2,5 mm < 0,1 Gewichts-%
Das Streumittel darf keine metallischen Verbindungenoder tonige, lehmige bzw. humse Bestandteile bzw.Anteile mit latent hydraulischen Eigenschaften enthalten.
ACHTUNG:
Abweichende Sandqualitt fhrt zu abwei-chenden Sandfrdermengen!
(siehe auch SANDUNGSANLAGE SDN14 Fakto-ren mit Einflu auf die Sandfrdermengenkonstanz)
The sanding systems delivered by KNORR-BREMSE are(pre) set to the sand materials below according to DB deli-very specifications BN918224 in terms of sand deliveryquantity, supply pressures and air flow rates specified onthe installation drawings.
Extract from DB-BN918224 technical delivery specifica-tions (Edition 01/1998):
Natural sands from pits, rivers and lakes and quarry sandsfrom natural rock with 50 % by weight of SiO2 and amineral degree of hardness according to Mohs of 5. Thegrain shape must preferably be sharp-edged and com-pact, but at least irregular in shape with the following grainsize distribution:
< 0,1 mm < 0.5 % by weight< 0,63 mm < 5 % by weight
0,63 to 0,8 mm < 30 % by weight
0,8 to 1,6 mm > 50 % by weight1,6 to 2,0 mm < 30 % by weight
> 2,0 mm < 5 % by weight> 2,5 mm < 0.1 % by weight
The sand must not include metallic compounds or clay,loamy or humous constituents with latent hydraulic proper-ties.
NOTE: Deviating sand quality results in deviating sanddelivery quantities!
(see also SANDING SYSTEM SDN14 factors influen-cing the constancy of the sand rate of delivery)
SANDUNGSANLAGENTechnologie (Sandqualitt)
SANDING SYSTEMSTechnology (sand quality)
22
-
5/19/2018 Sanding Systems 2nd Edition
23/82
SANDUNGSANLAGENHaftwertverhalten12
Der von der Bremse beanspruchte Haftwert betrug bei
dem scheibengebremsten Versuchsfahrzeug ungefhr0,12. Welche Gre der Haftwert wirklich angenommenhat, lie die Messung nicht erkennen, denn die Haftwert-beanspruchung wurde nicht variiert. Doch zeigen die Ver-suche der ORE13, da die Haftwerte mindestens eine Hhevon etwa 0,35 erreichen, wenn auf Schienen mit geringem
Eingehende Versuche des Internationalen Eisenbahnver-bandes (UIC) und der DB AG haben besttigt, da derEinsatz von Sandungsanlagen den Haftwert zwischen Radund Schiene erhht, wenn dieser vorher unzureichendwar. uerst schlechte Haftwerte in der Grenordnungvon 0,03 bis 0,07 werden in dem Augenblick, wo der Sandzwischen Rad und Schiene gelangt und niedergewalztwird, auf eine Gre von mindestens 0,15 angehoben.
Niedrige Haftwerte in der Zeitspanne A fhren zu fort-whrenden Gleitschutzauslsungen. Im Diagramm ist dieserkennbar an den Zacken des Bremszylinderdrucks. Dar-aus ergeben sich unstetige, im Mittel niedrige Bremsver-zgerungen bis zu dem Zeitpunkt, wo der Sand zwischenRad und Schiene gelangt B und die Haftwerte anhebt.Dann greifen die Radstze und die Gleitschutzauslsun-gen hren auf, folglich wird die Bremsverzgerung nahezukonstant und steigt auf den erwarteten Mittelwert an.
Exhaustive tests carried out by the International Union ofRailways and by DB-AG have confirmed that the usage ofsanding devices increases the coefficient of adhesion bet-ween the wheel and the rail if this coefficient was unsuffi-cient before. Extremely bad coefficients of adhesion ran-ging between 0,03 and 00,7 are improved to at least 0,15at the moment when the sand flows between the wheeland the rail where it is pressed.
Low coefficients of adhesion in the period A lead to per-manent anti-skid activities. This is illustrated in the diagramby means of teeth of the brake cylinder pressure. Thisresults in discontinous and, in the average, low brakedecelerations which last till the moment is reached whenthe sand flows between the wheel and the rail (B) andincreases their coefficients of adhesion. Then the wheelsets grip and the anti-skid activity ceases. Consequently,the brake deceleration reaches a nearly constant valueand rises to the expected mean value.
22
SANDING SYSTEMSBehaviour of coefficient
of adhesion12
The coefficient of adhesion required by the brake was up
to approximately 0,12 when testing a vehicle braked bydiscs. The measurement did not reveal the exact valuereached by the coefficient of adhesion because the strainof the coefficient of adhesion was not varied. However,tests carried out by ORE13 demonstrate that the coeffi-cients of adhesion reach a value of at least 0,35 provided
23
-
5/19/2018 Sanding Systems 2nd Edition
24/82
Haftwert gesandet wird. Die erzielten Hchstwerte liegenbei ca. 0,5. Die letzteren Werte gelten fr eine einzelneLokomotive.
Durch das Zermahlen des Streumittels bilden sich sowohl
im Rad als auch in der Schiene sogenannte Sand-nester14. In Versuchen wurde nachgewiesen, da dieseSandnester nach dem ersten berrollen bereits so stabilsind, da auch nach zehnmaligem berrollen keine nde-rung in der Streumittelkorngre sowie in der Beschaffen-heit der Sandnester festzustellen war. Dadurch nutzenauch die nachfolgenden Wagenradstze den Sandungs-effekt und bremsen dann ohne Gleitschutzauslsungen.
that sanding is carried out on rails characterized by a lowcoefficient of adhesion. The maximum values reached areup to approximately 0,5. The latter values apply to one sin-gle locomotive.
By pulverizing the grits so called sand nids14 are formed
both in the wheel and in the rail. Tests have proved that,even after the first contortion, these sand nids havebecome so stable that even after contorting 10 times, nochange was noticed in the grit grain size and the consi-stence of the sand nids. By this means even the subse-quent vehicle wheel sets benefit from the sanding effectand brake then without anti-skid activities.
23
SANDUNGSANLAGENHaftwertverhalten12
SANDING SYSTEMSBehaviour of coefficient
of adhesion12
Siehe auch Sandungsanlage SDN14 - Auswirkungen unterschied-licher Sandungsmengen auf die Bremswege
see also: Sanding device SDN14 effects of different sanding quanti-ties on brake distances
Haftwert Haftwert adherence value bei gleichzeitiger Besandung
adherence value at simultaneous sanding
trockene unbesandete Schiene 0,20 0,35 0,70dry non-sanded rail (abhngig vom verwendeten Sand)
(depending on the sand used)
Schiene nach starken Regenfllen 0,15 0,40 0,60(d.h. abgewaschenem Oxyd- und Schmierfilm) (abhngig vom verwendeten Sand)rail after heavy rainfalls (depending on the sand used)(washed out oxyd and lubrication film)
Schiene bei extrem ungnstigen 0,05 0,400,50Witterungsbedingungen (abhngig vom verwendeten Sand)rail during extremely unfavourable weather factors (depending on the sand used)
24
-
5/19/2018 Sanding Systems 2nd Edition
25/82
SANDUNGSANLAGENAuswirkungen unterschiedlicher
Sandungsmengen auf dieBremswege16
SANDING SYSTEMSEffects of different
sanding quantities on brakedistances16
24
25
-
5/19/2018 Sanding Systems 2nd Edition
26/82
Versuchsfahrzeug DB-Lokomotive 120 mit Sandungs-anlagen SDN14
Testing vehicle DB-locomotive 120 with sandingdevices SDN14
25
SANDUNGSANLAGENAuswirkungen unterschiedlicher
Sandungsmengen auf dieBremswege
Schienenzustandstate of rails
Sandungsmengesand quantity
trockendry
besprht mit einer Mischung aus Wasser und Seifedrizzed by a mixture of water and soap
gro (ca. 600g/30s)large (ca. 600g/30s)
klein (ca. 300 g/30s)small (ca. 300 g/30s)
gro + klein (ca. 900 g/s)large + small (ca. 900 g/s)
X -- -- -- 4:1 -- -- -- 4:1 X 4:1 X
4:1 X 3:2 -- -- -- 3:2 X 3:2 X 3:2 X
SANDING SYSTEMSEffects of different sanding
quantities on brakedistances
Aus dem Diagramm der vorigen Seite ist abzuleiten, daca. 600g/30s pro Anlage fr Bremsungen aus hherenGeschwindigkeiten die optimale Sandfrdermenge inbezug auf maximale Haftwertanhebung ist (ca. 3040%Bremswegverkrzung gegenber nichtgesandeter undeingesprhter Schiene).
Mit Sandfrdermengen >>600g/30s konnten keine nen-nenswerten weiteren Bremswegverkrzungen erreichtwerden.
Siehe auch Sandungsanlagen Technologie (Sandqualitt)
From the diagram on the previous page is to be deducedthat appr. 600g/30s per device for braking operationseffected at higher speeds present optimal sand quantityrelated to the maximal increase of the adherence values(appr. 3040% reduction of brake distance contrary tonon-sanded and drizzled rail).
With sand quantities >>600g/30s no significant furtherbrake distance reductions could be achieved.
See also Sanding systems-technology (sand quality)
26
-
5/19/2018 Sanding Systems 2nd Edition
27/82
SANDUNGSANLAGENSchttwinkel / Bruchwinkel17
SANDING SYSTEMSRepose angle / crushed angle17
ACHTUNG: Im feuchten Zustand erfolgt eine Umkehr derim trockenen Zustand ermittelten Flieeigen-schaften! Es wird daher generell der Einsatzvon Sandungsanlagen mit der Mglichkeit derSandtrocknung empfohlen.
mittlere Korngremiddle granular size Anteil der Feinkrnungfine granulation fraction Schttwinkelrepose angle Bruchwinkelcrushed angle 0,47 0,53mm gro / high ca. 26 --
0,63 0,78mm mittel / medium ca. 30 --trockener Sanddry sand
1,05 01,39mm klein / low ca. 34 --
0,47 0,53mm gro / high -- ca. 45 0,63 0,78mm mittel / medium -- ca. 30tropffeuchter Sand
dropping moist sand 1,05 01,39mm klein / low -- ca. 21
Values based on a survey effected in collaboration between the Tech-nical University of Berlin (subject tracked vehicles) and the EssenerVerkehrs AG
ATTENTION: A moist state results in a reversal of the flowcharacteristics calculated during dry state. Itis generally recommended to use sandingdevices providing the possibility of sanddrying.
Ermittlung des Schttwinkels:
100ml des Streugutes werden durch einen Trichter mit10mm Durchfluffnung aus 50mm Hhe auf eine rauhePapierunterlage geschttet
Durchmesser und Hhe des entstehenden Kegelsergeben den Schttwinkel
Ermittlung des Bruchwinkels:
Ein auf einer schwenkbaren Platte stehender konischerHohlkrper wird mit tropffeuchtem Streugut gefllt undleicht verdichtet. Der nach Entfernen der Hlle freistehen-de Kegelstumpf wird in zunehmende Schrglage gebrachtbis er abschert
der ermittelte Winkel ist der Bruchwinkel
Calculation of the repose angle:
100ml of the grit are poured through a funnel provided witha flow outlet of 10mm from a height of 50mm onto a roughpaper surface.
Diameter and height of the created cone result in therepose angle
Calculation of the crushed angle:
A conic hollow body located on a slewable plate isfilled with dripping moist grit and slightly compressed. Thetruncated cone isolated after removing the cover isbroughht into an increasing oblique position till it shearsoff.
the calculated angle is the crushed angle
26
Werk basierend auf einer Untersuchung der Technischen UniversittBerlin und der Essener Verkehrs AG
27
-
5/19/2018 Sanding Systems 2nd Edition
28/82
z. B. Sandungsanlage SDN14-1 mit 2-stufiger geschwin-digkeitsabhngiger Sandung, Sandtrocknung und thermo-statgesteuerter Sandrohrheizung
e.g. Sanding device SDN14-1 with 2-level speed depen-dent sanding, sand drying and thermostat-controlled sandpipe heater
SYSTEM-SCHEMAfr Fahrzeuge
mit Druckluftnetz
SANDING SYSTEMSSystem diagram for vehicles with
compressed-air ductwork system
Legende:
DMV1 Druckminderventil Niedrig (z. B. 4,5bar)DMV2 Druckminderventil Hoch (z. B. 6bar)RV RckschlagventilMV1 Magnetventil HochMV2 Magnetventil SandenMV3 Magnetventil TrocknenPR1 PrfanschluPR2 PrfanschluUBATT VersorgungsspannungP1 pneumatischer Anschlu SandenP2 pneumatischer Anschlu TrocknenGL Gleit- / SchleuderschutzsignalH1 SandungsanlagenheizungH2 SandrohrheizungSKD Sandkastendeckel mit integriertem SicherheitsventilSHR Sandrohrheizung
Legend:
DMV1 pressure reducing valve low (z.B. 4,5bar)DMV2 pressure reducing valve high (z.B. 6bar)RV check valveMV1 solenoid valve highMV2 solenoid valve sandingMV3 solenoid valve dryingPR1 test fittingPR2 test fittingUBATT distribution voltageP1 pneumatic connection sandingP2 pneumatic connection dryingGL signal from wheelslip and slide protectionH1 heating of the sanding deviceH2 sand pipe heaterSKD sandbox lid with integrated saftey valveSHR sand pipe heater
SOK
28
-
5/19/2018 Sanding Systems 2nd Edition
29/82
z. B. Sandungsanlage SDN14-2E ohne Sandtrocknung mitthermostatgesteuerter Sandrohrheizung
e.g.. sanding device SDN14-2E without sand drying, withthermostat-controlled sand pipe heater
SYSTEM-SCHEMAfr Fahrzeuge ohne eigene
Druckluftversorgung
SANDING SYSTEMSSystem diagram for vehicles without
own air-supply
Legende:
V VerdichterM ElektromotorF Leitungsfilter (Durchstrmrichtung beachten!)SKD Sandkastendeckel mit integriertem SicherheitsventilUBATT VersorgungsspannungPR1 PrfanschluP1 pneumatischer Anschlu SandenH2 SandrohrheizungSHR Sandrohrheizung
Legend:
V compressorM electric motorF filter (take care of the flow direction !)SKD sandbox lid with integrated saftey valveUBATT distribution voltagePR1 test fittingP1 pneumatic connection sandingH2 sand pipe heaterSHR sand pipe heater
29
-
5/19/2018 Sanding Systems 2nd Edition
30/82
SANDUNGSANLAGENAllgemeines
SANDING SYSTEMSOverview
BenennungDesignation
TypType
Frder-prinzipConveyingprinciple
Sandmenge3
Sandquantity[g/30s]
Luftverbrauchbeim Sanden
Airconsumption
[Nl/min]
Streu-wirkungsgrad
Strewefficiency
SandungsanlageSanding device
SDN14-1SDN14-2
SDN14-2E
berdruckPressure
500 - 1000 150+25 bis 0,85up to 0.85
SandungsanlageSanding device
SDN15 berdruckPressure
300 - 900 70+15 bis 0,85
up to 0.85
SandungsanlageSanding device
SDSEJ
Unterdruck
(Ejektor)Negativepressure(ejector)
300 - 600900
100 150150
0,30
3) Die angegebenen Werte gelten fr Sand entsprechend DB-Liefervorschrift BN918224. Abweichende Sandqualitten fhren zu abweichenden Sand-frdermengen
3) The mentioned values are for sand according to DB delivery standard BN918224. Deviating Sand quality results in deviating sand delivery quantities!
30
-
5/19/2018 Sanding Systems 2nd Edition
31/82
SANDUNGSANLAGENAllgemeines
SANDING SYSTEMSOverview
SD SEJ SDN14-1 SDN14-2 SDN14-2E
WintertauglichWinter capability
bedingtqualified
jayes
bedingtqualified
Anpabarkeit der Sandfrdermenge an unter-schiedliche Bedingungen(Korngre, Ansprechverhalten,...)Adaptability to different conditions(grain size, response characteristics,...)
in engen Grenzengegeben
possible in a small range
in weiten Grenzengegeben
possible in a wide range
TrocknungsbetriebDry operation
nicht vorgesehennot provided
vorgesehenprovided
nicht vorgesehennot provided
Dichtheit des Gesamtsystems(ohne Sandrohr)Airtightness of the system
(without sand pipe)
nicht erforderlichnot necessary
erforderlichnecessary
berdrucksicherungOverpressure protection
nicht notwendignot necessary
notwendignecessary
Beheizung des SandvorratesHeating of sand supply
nicht mglichnot possible
bedingt mglichprovided
jayes
nicht vorgesehennot provided
nicht mglichnot possible
SandgeschwindigkeitSand speed
hochhigh
niedriglow
UnterhaltskostenMaintenance costs
im Rahmennormal
niedriglow
mehrstufige SandungMulti-stage sanding
nicht mglichnot possible
mglichpossible
nicht mglichnot possible
LangzeitfrdermengenkonstanzLong-duration conveying capacitys constancy
geringlow
grohigh
Einflu des Sandbehlterfllstandes auf dieSandfrdermengenkonstanzInfluence of the sand boxs filling height on the
conveying capacitys constancy
grohigh
geringlow
BetriebsdruckWorking pressure
Druckluftnetzcompressed-air ductwork system
Kleinverdichtercompressor
Druckluftnetzcompressed-air ductwork system
Kleinverdichtercompressor
Sandkasten-EinbauortSand box location
temperaturgeschtzt im Fahrzeuginnereninside (temperature protected)
im Freienoutside
temperaturgeschtzt im Fahrzeuginnereninside (temperature protected)
verstopfungssicher ausgefhrtesSandrohrChoke-safe sand pipe
vorgeschriebenes Mindestgeflle einhalten(Selbstentleerung mu mglich sein)
prescribed minimum descending gr adient must be observed(sand pipes self-dumping must be possible)
Sandbehlter aus KunststoffSand box made of synthetic material
mglichpossible
mglich(bei Sandung auftretender Innendruck max. 0,25 bar)
possible(maximum internal pressure during sanding 0.25 bar)
Sandrohre aus KunststoffSand pipe made of synthetic material
nicht einsetzbarnot useable
einsetzbaruseable
pulsationsfreie FrderungPulsed-free conveying
nicht gegebenno
gegebenyes
Sandqualitt fr optimale FunktionSand quality for optimal performance
nach DB-Liefervorschrift BN918224according to delivery norm BN918224 of the German Federal Railways DB AG
SandkastenausschnittSand box cutout
nach DB-Vorschrift BN918224, Anlage 4according to specification BN918224, appendix 4 of the DB AG
lichte Weite des SandrohresSand pipes inside diameter
mind. 19 mm19 mm at least
mind. 15 mm15 mm at least
1214 mm
AnsprechzeitReaction time
ca. 0,6 sapprox. 0.6 s
ca. 0,8 sapprox. 0.8 s
NachlaufzeitAfter-running time
ca. 1,2 sapprox. 1.2 s
ca. 1,1 sapprox. 1.1 s
konstruktive Ausbildung desSandkastensSand boxs design
einfachsimple
aufwendigercostly
Neigung zur Selbstsandung
Inclination to self-sanding
nein
no
31
-
5/19/2018 Sanding Systems 2nd Edition
32/82
KNORR-BREMSESANDUNGSANLAGENReferenzprojekte Straenbahn /
Nahverkehr
KNORR-BREMSESANDING DEVICESReference projects Tramway /
Local trains
ULF T-Wagensterreich sterreich
Austria Austria
SEJ SEJ
TMK-Triebwagen Y-Wagen RVT
Kroatien Dnemark DnemarkCroatia Denmark Denmark
SD SD SD
Photo: Nrumbanen og Frlaget Holsund 1995 Photo: Nrumbanen og Frlaget Holsund 1995
32
-
5/19/2018 Sanding Systems 2nd Edition
33/82
KNORR-BREMSESANDUNGSANLAGEN
Referenzprojekte Lokomotiven
KNORR-BREMSESANDING DEVICES
Reference projects Locomotives
DJ1 1014 EL18China sterreich NorwegenChina Austria Norway
SDN14-1 SDN14-1 SD
Photo: Archiv SLM
Vr16 1063Finnland sterreichFinland Austria
SDN14-1 SDN14-1
Photo: OY Algol
33
-
5/19/2018 Sanding Systems 2nd Edition
34/82
Hochgeschwindigkeitszge High speed trains
ICE-1 / ICE-2 ICT-ET / ICT-VT ICE-3Deutschland Deutschland Deutschland
Germany Germany Germany
SDN14-1 SDN14-1 SDN14-1
NPZ IC2 GTW2/6Schweiz Dnemark Schweiz
Switzerland Denmark Switzerland
SD SD SD
Photo: Fa. Schindler Photo: Fa. ADtranz; Ole-Chr. Munk Plum, Abyhj Photo: Fa. Stadler
KNORR-BREMSESANDUNGSANLAGENReferenzprojekte Triebfahrzeuge
KNORR-BREMSESANDING DEVICES
Reference projects Multiple Units
34
-
5/19/2018 Sanding Systems 2nd Edition
35/82
SANDUNGSANLAGESDN14
Type SDN14-1
SANDING DEVICESDN14
Type SDN14-1
AbluftglockeExhaust cap
SaugglockeSuction cap
beheizte Sinterplatteheated sintered metal plate
Druckluftanschlu TrocknenAir supply port for drying
AbluftleitungExhaust pipe
DichtungSeal
GehuseHousing
HeizpatroneHeating element
Legende:
5 Abluftleitung Ag Abl8 Sinterplatte Sg Sa32 Heizpatrone SKD SaSK Sandkasten dA Ablh.. Sandfllhhe dS Sa
dH Tro
Druckluftanschlu SandenAir supply port for sanding
35
-
5/19/2018 Sanding Systems 2nd Edition
36/82
Legende:5 Abluftleitung Ag Abluftglocke P1 pneum. Anschlu Sanden8 Sinterplatte Sg Sandglocke P2 pneum. Anschlu Trocknung32 Heizpatrone SKD Sandkastendeckel SR SandrohrSK Sandkasten dA Abluftdse 1) Abluftstromh.. Sandfllhhe dS Sandungsdse 2) Dosierluftstrom
dH Trocknungsdse 3) Sand / Luftstrom
SANDUNGSANLAGESDN14
Funktion und prinzipieller Aufbau(Type SDN14-1)
SANDING DEVICESDN14
Function and Principal Design(type SDN14-1)
Sanden:
Der Luftanschlu P1 wird mit Druckluft beaufschlagt.
Die Dse dS regelt den Zuluftstrom, der ber die Sinter-
platte (8) in den Sandkasten (SK) gelangt. Es tritt eine Auf-lockerung und Fluidisierung des Sandes ein.
Im Sandkasten verzweigt sich der Luftstrom in den Abluft-strom 1) und den Dosierluftstrom 2).
Der Abluftstrom durchstrmt den Sand im Sandkasten undwird ber die Abluftleitung (5) und die Dse dA in dasGehuse zurckgefhrt.
Der Dosierluftstrom strmt von der Sinterplatte (8) zurSandglocke Sg und frdert den Sand durch das Sandrohr(SR). Die Sandstreumenge ist durch das Verhltnis derbeiden Teilstrme gegeben, welches durch die Dsen dSund dA bestimmt wird.
Sanding:
Compressed air is delivered to air supply port P1 for san-ding.
The nozzle dS governs the air supply which flows into the
sand box (S) through the sintered metal plate (8). Thesand is loosened and therefore made to flow more readily.This greatly improves sand delivery.
Inside the sand box (S), the supply air stream is subdivi-ded into two streams, the exhaust air stream 1) and themetering air stream 3).
The exhaust air stream 1) passes through the sand in thesand box and is returned to the housing (26) through theexhaust line (5) and the nozzle dA.
The metering air stream from the sintered metal plate (8)flows to the sand cap Sg and conveys the sand throughthe sanding tube P3. Sand delivery depends on the ratio ofthe exhaust air stream 1) to the metering air stream 3); it isgoverned by the nozzles dS and dA.
uftglocke P1 pneum. Anschlu Sandendglocke P2 pneum. Anschlu Trocknungdkastendeckel SR Sandrohr
luftdse 1) Abluftstromdungsdse 2) Dosierluftstrom
cknungsdse 3) Sand / Luftstrom
Legend:5 Exhaust pipe Ag Exhaust cap P1 Air s8 Sintered metal plate Sg Sand cap P2 Air s32 Heating element D Sand box lid P3 SanS Sand box dA exhaust nozzle 1) Exhh.. Sand level dS sanding nozzle 2) Met
dH drying nozzle 3) San
Legend:
5 Exhaust pipe Ag Exhaust cap P1 Air supply port for sanding8 Sintered metal plate Sg Sand cap P2 Air supply port for drying32 Heating element D Sand box lid P3 Sanding tubeS Sand box dA exhaust nozzle 1) Exhaust air streamh.. Sand level dS sanding nozzle 2) Metering air stream
dH drying nozzle 3) Sanding stream
36
-
5/19/2018 Sanding Systems 2nd Edition
37/82
SANDUNGSANLAGESDN14
Funktion und prinzipieller Aufbau(Type SDN14-1)
SANDING DEVICESDN14
Function and Principal Design(type SDN14-1)
Trocknen:
Die Sandungsanlage wird ber den Luftanschlu P2 frden Trocknungsbetrieb mit Druckluft beaufschlagt; dieHeizpatrone (32) ist mit Spannung beaufschlagt und
beheizt die Sinterplatte (8). Die Luft strmt ber die DsedH und die durch die Heizpatrone erwrmte Sinterplattegroflchig in den Sandkasten (SK).
Der Luftstrom ber dH ist wesentlich kleiner als beim San-den; d. h. der Dosierluftstrom ist so gering, da kein Sandgefrdert wird. Der erwrmte Abluftstrom dient zum Auf-lockern und Trocknen des Sandes und strmt ber dieAbluftglocke Ag und die Dse dA durch das Sandrohr (SR)ab.
Drying:
Compressed air is admitted to the sand metering unit viathe air supply port P2 for drying; the heating cartridge (32)is admitted by voltage and heats the sintered metal plate
(8). To a large extent, the air flows into the sand boxthrough the nozzle dH and the sintered metal plate war-med by the heating cartridge.
The stream of air through the nozzle dH is much smallerthan that for sanding; the metering air stream is thereforeso slight that no sand is delivered. The heated exhaust airstream serves to loosen and dry the sand and is dischar-ged via exhaust cap and nozzle dA through the sandingtube.
Vollstndige Trocknung des Streumittels(nur bei SDN 14-1)
Auflockerung des Streumittels (vor allem whrend desSandungsvorganges)
Niedrige Sandgeschwindigkeit am Sandrohraustritt
Hoher Streuwirkungsgrad (bis zu 85%) Groer Sandfrdermengendosierbereich (einfache An-
passung an Kundenspezifikationen)
Frdermengenkonstanz (weitgehend unabhngig vomSandkastenfllstand)
Geringer Luftverbrauch
Verschleiarmes System geringe LCC
complete drying of the grit(only with SDN14-1)
loosening of the grit (especially during sanding opera-tion)
low sand speed at the sanding pipe outlet
high strew efficiency (up to 85%) great range of metering (easily adaptable to customer
requirements)
constant conveying capacity (largely independent ofthe sand level)
low air consumption
wear resistant system low LCC
Vorteile Highlights
37
-
5/19/2018 Sanding Systems 2nd Edition
38/82
SANDUNGSANLAGESDN14
Faktorenmit Einflu auf dieSandfrdermengenkonstanz
SANDING DEVICESDN14
Factorswith influence on theconveying capacity
Sandkasten
Dichtheitsanforderung(bei vorschriftsmiger Sandqualitt):
Druckabfall 0,1 bar auf 0,05 bar
bei Behlter 30 l Volumen x 0,5 s
Sand box
Requirement(with required sand quality):
Decrease of pressure 0.1 bar to 0.05 bar
Sand box 30 l volume x 0.5 s
Die Dichtheitsprfung hat wie dargestellt mit angebauter
SDN14, angebautem verschlossenen Sandkastendeckelmit berdrucksicherung und druckdicht angeschlossenerPrfeinrichtung an der Sandungsanlage zu erfolgen.
The leak test has to be done, as shown, with mounted
SDN14, mounted sand box lid and a pressure-sealedtesting device fixed to the sanding system.
SKD Sandkastendeckel mit integriertem SicherheitsventilSand box lid with integrated safety value
P Prfdruck = 0,1 barTest pressure = 0.1 bar
M ManometerManometer
PE PrfeinrichtungTesting device
Anschlsse Sanden undTrocknen druckdicht verschlossen
Connection sanding and dryinglocked in a way to be pressure-sealed
38
-
5/19/2018 Sanding Systems 2nd Edition
39/82
Sandqualitt
Partikel bis zu 4 mm sind mit der KNORR-BREMSESandungsanlage verarbeitbar.
ACHTUNG: Bei zu kleiner, d. h. nicht vorschriftsgemer
Krnung, besteht die Mglichkeit, da bereitsbei Beaufschlagen der Sandungsanlage mitTrocknungsluft (entspricht ca. 25 lmin-1 bzw.0,42 ls-1) Sand gefrdert wird.
(siehe Sandungsanlage SDN14 Einflu vonKorngre, Kornform und Staubanteil)
Gleichbleibender Versorgungsdruck
Ungengendes Geflle des Sandrohres; zu engeKrmmungen und Querschnittssprnge im Sandrohr
Faktorenohne Einflu auf dieSandfrdermengenkonstanz
Fllstand des Sandkastens
Lnge und Querschnitt des Sandrohres
Teilweise zugesetzte Sinterplatte
Sand quality
Sand parts smaller than 4mm are processable withKNORR-BREMSE sanding systems.
ATTENTION: If the granulation is too small, which means
that it does not correspond to regulations itis possible that sand is already conveyed atthe moment of the sanding systems admis-sion with drying air (corresponds appr.25lmin-1 and 0,42 ls-1 respectively).
(see also Sanding device SDN14 - influen-ce of granular size, granular shape and dustcontent)
Constant supply pressure
Deficient descending gradient of the sand tube; curvesand changes of diameter of the sand tube
Factorswithout influence on theconveying capacity
Sand boxs sand level
Sand tubes length and diameter
Partially blocked sintered metal plate
SANDUNGSANLAGESDN14
Faktorenmit Einflu auf dieSandfrdermengenkonstanz
SANDING DEVICESDN14
Factorswith influence on theconveying capacity
39
-
5/19/2018 Sanding Systems 2nd Edition
40/82
SANDUNGSANLAGESDN14
Hinweise zu den fahrzeugseitigenKomponenten
SANDING DEVICESDN14
Notices on the vehiclescomponents
Druckluftversorgung:
Fahrzeughchstgeschwindigkeit 160 kmh-1 einstu-fige Sandung
Bei einer Fahrzeughchstgeschwindigkeit von bis zu 160kmh-1 ist fr die Druckluftversorgung der Sandungsanlageein Druckminderventil vorzusehen.
Fahrzeughchstgeschwindigkeit > 160 kmh-1 zwei-stufige Sandung
Bei einer Fahrzeughchstgeschwindigkeit von mehr als160 kmh-1 sind, um die Wirksamkeit der Sandung auch beihoher Fahrgeschwindigkeit sicherzustellen, zwei Druck-minderventile zur geschwindigkeitsabhngigen, selbsttti-gen Erhhung des Versorgungsdruckes der Sandungsan-lage(n) ab 160 kmh-1 vorzusehen.
ACHTUNG: Zur Sicherstellung der Sandtrocknung wirdempfohlen, die Sandungsanlage mit demAufrsten des Fahrzeuges und in weitererFolge andauernd mit Trocknungsluft zubeaufschlagen und die Heizung der San-dungsanlage zu aktivieren!
(gilt nur fr SDN14-1)
Siehe auch System-Schema fr Fahrzeuge mit Druck-luftnetz
Compressed air supply:
Maximum vehicle speed 160 kmh-1 single-stagesanding
At a maximum vehicle speed up to 160 kmh-1 a pressurereducing valve for the air supply of the sanding device isto be planned.
Maximum vehicle speed > 160 kmh-1 double-stagesanding
To ensure the efficiency of the sanding devices at a highervehicle speed (160 kmh-1 and higher) it is important that2 pressure reducing valves for a self-acting speed depen-dent increasing of the supply pressure (higher than160 kmh-1) should be planned.
ATTENTION: In order to guarantee the sand drying pro-cedure, it is recommended to admit
the sanding system with the equipment ofthe vehicle, and further on permanentelywith drying air. Moreover, the heating of thesanding system is to be activated.
(is only valid for SDN14-1)
see also system diagram for vehicles with compres-
sed-air ductwork system
40
-
5/19/2018 Sanding Systems 2nd Edition
41/82
SANDUNGSANLAGESDN14
Hinweise zu den fahrzeugseitigenKomponenten
SANDING DEVICESDN14
Notices on the vehiclescomponents
Druckluftversorgung:
Bei Verwendung von Gerten nach DIN 5588-07 ist zubeachten, da
bei einer beispielhaften Anordnung von einem Druck-minderventil und zwei Magnetventilen (fr Trocknungs-betrieb und Sandungsbetrieb) maximal 4 Sandungs-anlagen (z. B. fahrtrichtungsabhngig) gleichzeitig mitDruckluft beaufschlagt werden drfen und
die Leitungen zu den Sandungsanlagen gleiche Quer-schnitte aufweisen und mglichst gleich lang sind
um unterschiedlichen Druckverhltnissen, gemessendirekt an den Druckluftanschlssen der Sandungsanlagenan einem Fahrzeug, vorzubeugen.
ACHTUNG: Unterschiedliche Druckverhltnisse haben un-terschiedliche Sandfrdermengen zur Folge!
Sandkasten:
Die Konstruktion ist auf einen berdruck von max. 0,2bar auszulegen. Vorsicht im Bereich von Schauglsern, o. .
Eine berdrucksicherung ist vorzusehen ( sieheSandkastendeckel).
Der Bodenflansch darf sich beim Anschrauben derSandungsanlage nicht durchbiegen (Montageaus-schnitt siehe jeweils zugehrige Einbauzeichnung).
Die Sandungsanlage sollte so angeordnet werden, dadie Heizpatrone in Fahrtrichtung liegt (erhhter Schutzdes Anschlukabels).
Es ist eine Form anzustreben, die das Nachrutschendes Sandes begnstigt.
ACHTUNG: Der Schttwinkel und der Bruchwinkel desverwendeten Streugutes sind stark vomFeuchtigkeitsgehalt desselben abhngig.
siehe auch Sandungsanlagen Schttwinkel / Bruch-winkel
Compressed air supply:
When using appliances according to DIN 5588-07 it is tobe noted that
a maximum of 4 sanding devices (depending on thedirection of motion) may be admitted with compressedair simultaneously if e.g. one pressure reducing valveand two solenoid valves (for drying and sanding ope-ration) are mounted and
that the conducts to the sanding devices present thesame cross section and as far as possible the samelengths.
so as to prevent different pressure ratios measured directlyat the compressed air junctions of the sanding devices ofone vehicle.
ATTENTION: Different pressure ratios result in differentconveying quantities!
Sand box:
The sand box must be designed for a max. internalpressure of 0.2 bar. Take care when designing the areaaround sightglasses,or the like.
An overpressure protection must be provided ( lookat sand box lid).
When mounting the sanding device the sand boxsbottom-flange should not sag (mounting cut-out see atthe pertinent outline drawing).
The sand metering unit should be mounted in such away that the heating element faces the same way asthe direction of motion (higher protection of the con-necting cable).
The sand boxs shape should be compact and promo-te a downward motion of the sand.
ATTENTION: The repose angle and the crushed angle ofthe used grit depend largely on the moisturecontent.
see also: Sanding systems repose angle / crushedangle
41
-
5/19/2018 Sanding Systems 2nd Edition
42/82
SANDUNGSANLAGESDN14
Hinweise zu den fahrzeugseitigenKomponenten
SANDING DEVICESDN14
Notices on the vehiclescomponents
Sandkasten:Sand box:
Sandeinfllffnung:Die Sandeinfllffnung ist so anzu-
ordnen, da ein Befllen des Sand-kastens entweder von Hand oder
halbautomatisch auf einfache Weisemglich ist.
Sand filling outlet:The sand filling outlet is to be fixed in
a manner to make it easy to fill thesand box eithermanually or semi-automatically.
Sandkasten:Max. Betriebsdruck 0,1 bar
Sandkasten unten trichterfrmig aus-gebildet, dem Schtt- bzw. Bruchwin-kel des Sandes angepat (~45). Das
Totvolumen, d. h. der bei der Befl-lung freibleibende Raum, ist mg-
lichst gering zu halten.Sand box:
Max. Pressure 0,1 barLow region of the sand box funnel-
shaped (~45), suiting the sands flui-dity. The lost volume e.g. the spaceleft vacant at the moment of filling is
to be kept as low as possible.
Sandkastendeckel:Sandkastendeckel mit integrierter
berdrucksicherungSandbox lid:
Sandbox lid with overpressure
protection
Schutzblech:Dient zur Positionierung im Sand-kasten und damit dem Freihalten derAbluftglocke von SandGuard plate:
Arranged between sandbox lid andexhaust cap, to protect the exhaustcap from sand
Abluftglocke:Die Abluftglocke mu ber der maxi-malen Sandfllhhe angeordnet sein.Exhaust cap:The exhaust cap must be placedabove the maximal sand level
Sandstandskontrolle:Mittels Schauglas oder, wie darge-stellt, durch Sandstandskontrolle SK.Mglichst nahe an der Sandungsan-lage anordnen, um schtt- bzw.bruchwinkelbedingte Ablesefehlergering zu halten.Sandlevel checking:Via inspection glass, or as shown, viathe sandlevel indicator SK.The sand level checking is to fixed asclosely as possible to the sandingdevice so as to keep low readingerrors due to the repose and crushedangle.
Druckluftanschlu Sanden
Air supply port for sanding
Druckluftanschlu TrocknenAir supply port for drying
42
-
5/19/2018 Sanding Systems 2nd Edition
43/82
SANDUNGSANLAGESDN14
Hinweise zu den fahrzeugseitigenKomponenten
SANDING DEVICESDN14
Notices on the vehiclescomponents
Versuchsanordnung:
Sandungsanlage SDN14-1Sand entsprechend BN918224Sandrohr PVC 1m lang
Sandkasten:
Experimental arrangement:
sanding device SDN14-1sand according to BN918224PVC sand tube1m long
Sand box:
43
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
44/82
SANDUNGSANLAGESDN14
Hinweise zu den fahrzeugseitigenKomponenten
SANDING DEVICESDN14
Notices on the vehiclescomponents
Sandrohr:
Der Neigungswinkel mu an allen Stellen der Verle-gung so gro sein, da eine Selbstentleerung des San-drohres auch bei maximaler Auslenkung des Drehge-stelles und maximaler Einfederung aufgrund des
Gewichtes bei nicht luftgefederten Fahrzeugen mg-lich ist.
Minimaler Neigungswinkel bei Ausfhrung aus:Stahl 12PVC 15Gummischlauch 20
Minimaler innerer Krmmungsradius bei Ausfhrungaus:
Stahl (Auen15x1,5) R25Stahl (Auen 25x1,5) R60
Gummischlauch (Auen 13x4) R50Gummischlauch (Auen 25x4,5) R200
Die Sandrohrinnenflche ist glatt und ohne Quer-schnittssprnge auszufhren.
Um die Ansprechzeit niedrig zu halten, ist bereits inder Konzeptionsphase darauf zu achten, da die Vor-aussetzungen fr krzeste und optimale Sandrohrfh-rung gegeben sind (siehe Zeichnung auf der folgen-den Seite).
Zur Vermeidung unterschiedlicher Ansprechzeiten ist
die Verrohrung je Radsatz nach Mglichkeit mitidenten Rohrlngen (d. h. Sandrohr von der SDN14zur Sandrohrheizung bzw. zum Sandrohraustritt) auszu-fhren.
Es ist sicherzustellen, da die Rohrquerschnitte und-lngen so gewhlt werden, da alle Sandungsanlagenmit den auf der zugehrigen Einbauzeichnung angege-benen Druckverhltnissen bzw. Luftvolumenstrmen (imTrocknungs- und Sandungsbetrieb) versorgt werden.
Die Verrohrung bis zum Drehgestell bzw. der San-dungsanlage ist mit mglichst groen Rohrquerschnit-ten auszufhren, um das Entstehen unterschiedlicherDruckniveaus, welche unterschiedliche Sandfrder-mengen hervorrufen, zu verhindern.
Sandtube:
In all points the angle of slope must be so great thatself-dumping of the sand tube, also with the maximumexcursion of the bogie and the maximum springdeflection caused by the own weight of non air-
suspended vehicles, is possible.
Minimum angle of slope (sand tube made of):Steel 12PVC 15Forcing hose rubber 20
Minimum internal bending radius(sand tube made of):Steel (outer15x1.5) R25Steel (outer25x1.5) R60
Forcing hose (outer13x4) R50Forcing hose (outer25x4.5) R200
The sand tubes inner surface must be smooth and withno variance in the cross section.
So as to keep the rate of response as short as possiblethe conditions for the shortest and optimal sand tuberout must already be considered and provided for atthe time of the engineering process (see drawing onthe next page)
In order to avoid different rates of response the tubing
per wheelset is to be done, as far as possible, withidentical tube lengths (e.g. sand tube of SDN14 lea-ding to the sand pipe heating and sand pipe outletrespectively).
It is to ensure that the tubes diameter and lengthare chosen in a way that all sanding devices are provi-ded with the pressure conditions and the air volumeflow respectively indicated on the respective installa-tion drawing (in sanding and drying operation).
The piping leading to the bogie and the sanding devi-ce respectively is to be carried with a pipe diameter as
large as possible as to avoid the generation of differentpressure levels which cause different sand conveyingquantities.
44
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
45/82
SANDUNGSANLAGESDN14
Hinweise zu den fahrzeugseitigenKomponenten
SANDING DEVICESDN14
Notices on the vehiclescomponents
Sand tube:
The sand tube or the sand pipe is to be designed so asnot to fall below the minimal inclination angle required forthe self emptying under all operation states (e.g. excursionof the bogie).
Sandrohr:
Das Sandrohr bzw. der Sandschlauch ist so auszufhren,da die minimalen Neigungswinkel zur Selbstentleerungunter allen Betriebszustnden (z. B.: Auslenkungen desDrehgestells) nicht unterschritten werden.
45
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
46/82
SANDUNGSANLAGESDN14
Einflu der Sandrohrlnge auf dieAnsprechzeit
SANDING DEVICESDN14
Influence of the sand tube length onthe rate of response
0
0,25
0,5
0,75
1
0 0,5 1 1,5
Ansprechzeit[s]
Rateofresponse
[s]
Sandrohrlnge [m]Sand pipe length [m]
Sand nach BN918224 und 1,5 l/s Druckluftstrom
Sand nach BN918224 und 3 l/s Druckluftstrom
Sand according to BN918224 and 1,5 l/s compressed air flow
Sand according to BN918224 and 3 l/s compressed air flow
See also Sanding systems Technology (sand quality)
PVC-pipe with a slope of ca. 25
Siehe auch Sandungsanlagen Technologie (Sandqualitt)
PVC-Sandrohr mit ca. 25 Geflle
46
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
47/82
SANDUNGSANLAGESDN14
Einflu von Korngre, Kornform undStaubanteil
SANDING DEVICESDN14
Influence of granular size, granularshape and dust content
See also Sanding systems Technology (sand quality)Siehe auch Sandungsanlagen Technologie (Sandqualitt)
0
10
20
30
40
50
60
0 0,5 1 1,5 2
Luftdurchsatzair volume
[l/s]
conveyingcapacity
[g/s]
Natursand 0,4natural sand 0,4
Brechsand 0,8-1,6mit unzul. hohem Staubanteilbroken sand 0,8 - 1,6 withunacceptable high dust content
Natursand 0,8-1,6
Brechsand 0,8-1,6
broken sand according to
natural sand according tonach BN918224
BN918224
Sandfrdermenge
nach BN918224
BN918224
47
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
48/82
SANDUNGSANLAGESDN14
Zusammenhang Sandfrdermenge,Frderdruck und Krnung
SANDING DEVICESDN14
Interrelationship between conveyingcapacity, conveying pressure and
graining
See also Sanding systems Technology (sand quality)Siehe auch Sandungsanlagen Technologie (Sandqualitt)
0,00
10,00
20,00
30,00
40,00
50,00
60,00
2,00 3,00 4,00 5,00 6,00 7,00 8,00
Versorgungsdrucksupply pressure
[bar]
conveyingcapacity
[g/s]
main part of the graining HA 0,5 - 1,2HA 1,0 - 1,7
HA 1,0 - 1,8
HA 0,8 - 1,2
HA 0,85 - 1,7
HA 0,05 - 0,4
Sollwert Minimumset point minimumSollwertset point
Sollwert Maximumset point maximum
Hauptanteil der Krnung HA 0,5 - 1,2
Sandfrdermenge
Tests with exhaust nozzle dA = 11Versuche mit Abluftdrossel dA = 11
48
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
49/82
SANDUNGSANLAGESDN14
Zusammenhang Sandfrdermenge,Frderdruck und Krnung
SANDING DEVICESDN14
Interrelationship between conveyingcapacity, conveying pressure and
graining
See also Sanding systems Technology (sand quality)Siehe auch Sandungsanlagen Technologie (Sandqualitt)
0
200
400
600
800
1000
1200
1 2 3 4 5 6 7 8 9 10Messung
measurement number
convey
ingcapacity
g/30s
Sandfrdermenge
main part of the graining HA 1,2Hauptanteil der Krnung HA 1,2
HA 0,8 mm 2,5 bar
HA 2,5 mm 2,5 bar
HA 0,4 mm 2,5 bar
Conveying capacity (exhaust nozzle 11 mm = standard)Sandungsmenge (Abluftdse 11 mm = Standard)
49
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
50/82
SANDUNGSANLAGESDN14
Zusammenstellung von Funktions-einflssen bei der Fehlersuche und
Optimierung
SANDING DEVICESDN14
Survey of the influence onoperation during error search and
optimization
Zuverlssigkeit erhhen Sand auf Fremdkrper kontrollieren Neigungswinkel des Sandrohres erhhen Sandkasten auf Dichtheit prfen Sandglocke auf Verstopfung kontrollieren Sinterplatte auf Verstopfung kontrollieren
Sandfrdermenge erhhen Versorgungsdruck erhhen Sandkasten auf Dichtheit prfen Abluftdse dA verkleinern Sandungsdse dS vergrern
Sandfrdermenge verringern Versorgungsdruck verringern Abluftdse dA vergrern Sandungsdse dS verkleinern
Ansprechzeit verringern Sandrohr / -schlauch mglichst kurz ausfhren Sandrohr / -schlauch mit glatter Innenflche ver-
wenden Neigungswinkel von Sandrohr / -schlauch erhhen
Erhhung der Dosiergenauigkeit Versorgungsdruck konstant halten Konstante Sandqualitt verwenden Form des Sandkastens optimieren (dem Fliever-
mgen des Streuguts anpassen)
Increase the reliability Check the sand for impurities Increase the inclination angle of the sand tube Check the sand box for density Check the sand cap for choking Check the sintered metal plate for choking
Increase of the sand conveying capacity Increase the supply pressure Check the sand box for density Minimize the exhaust nozzle dA Maximize the sanding nozzle dS
Reduction of the sand conveying capacity Reduce the supply pressure Maximize the exhaust nozzle dA Minimize the sanding nozzle dS
Reduction of the rate of response Keep the sand pipe, -tube as short as possible Use a sand pipe, -tube with smooth inner surface
Increase the angle of inclination of the sand pipe,-tube
Increase of the dosing exactitude Maintain constant supply pressure Use a constant sand quality Optimize the shape of the sand box (adapt to the
flow of grit)
50
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
51/82
SANDUNGSANLAGESD
Sandungsanlagen nach demUnterdruckprinzip
SANDING DEVICESD
Sanding systems according tothe negative pressure principle
Gehuse innenInternal housing
DichtungSeal
Gehuse auenExternal housing
Sandungsanlage SDSandblast nozzle SD
SandstrahlrohrSand tube
51
SANDUNGSANLAGE SANDING DEVICE
-
5/19/2018 Sanding Systems 2nd Edition
52/82
Sanding:
The sand tube (4) is covered by the housing (3) in such amanner that despite jolting the sand remains below theupper edge of the pipe (4). This prevents the sand blastnozzle from self-sanding.
During sanding the air stream flowsthrough the nozzle (20) and inclinedbores into the sand tube (4). Thisproduces a negative pressure in