SADR - karikadoo.comkarikadoo.com/wp-content/uploads/2018/01/Master-Technics-katalog.pdfKVALITET...
55
1 1 1
Transcript of SADR - karikadoo.comkarikadoo.com/wp-content/uploads/2018/01/Master-Technics-katalog.pdfKVALITET...

111
SADR'AJ

555
O NAMA 2SADR'AJ 5UOP(TENO O BRU(ENJU I BRUSNIM ALATIMA 6
IZBOR TOCILA 6IZBOR BRUSNOG ZRNA 7IZBOR VELI)INE BRUSNOG ZRNA 9IZBOR TVRDO*E TOCILA 9IZBOR STRUKTURE TOCILA 9IZBOR VEZIVA 10OZNA)AVANJE KVALITETA TOCILA I PRIMER NARU)IVANJA 11PREGLED STANDARDNIH OBLIKA 12
TOCILA ZA GRUBO BRU(ENJE 16)I(*ENJE NA STABILNIM I VISE*IM BRUSILICAMA 16BRU(ENJE NA RU)NIM BRUSILICAMA 18BRU(ENJE KONUSNIM BRUSNIM LONCIMA 19BRUSNI )EPOVI SA UGRA&ENOM MATICOM 20BRU(ENJE TOCILIMA SA METALNOM DR(KOM 22BRUSNI ALATI SA MATICAMA 26
TOCILA ZA PRECIZNO BRU(ENJE 28PRECIZNO BRU(ENJE 28SPOLJA(NJE KRU'NO BRU(ENJE 29BRU(ENJE ZUP)ANIKA 31BRU(ENJE NAVOJA 33O(TRENJE ALATA 34TOCILA ZA O(TRENJE TESTERA 37BRUSEVI ZA UNUTRA(NJE KRU'NO BRU(ENJE 38RAVNO BRU(ENJE 40OBODNO RAVNO BRU(ENJE 40)EONO BRU(ENJE 41BRUSNI SEGMENTI 42
BRUSEVI ZA RU)NO BRU(ENJE 44HONOVANJE 44BRUSNE TURPIJE I BELEGIJE 45BRUSEVI ZA PORAVNAVANJE 46
OP(TE NAPOMENE 48OZNA)AVANJE TOCILA I KONTROLA KVALITETA 48OP(TI USLOVI ZA IZBOR TOCILA 50KVALITET OBRA&ENE POVR(INE – HRAPAVOST 50SKLADI(TENJE, MONTA'A I RAD SA TOCILOM 51OBODNE BRZINE 53KAKO DO NAS 55

Bru"enje predstavlja proces oblikovanja materijala skidanjem strugotina pomo!u brusnih zrna razli#ite o"trine. Da bi to skidanje strugotina bilo efikasno, brusno zrno velikom brzinom mora da deluje na materijal koji se brusi. Za bru"enje se koriste brusni alati #ija je primena vrlo "iroka, od najgrubljeg bru"enja do bru"enja najfinijih povr"ina velike preciznosti.
Brusni alat (tocilo) je sastavljeno od brusnog zrna i veziva. Brusno zrno svojim o"trim ivicama vr"i se#enje, a uloga veziva je da dr%i brusna zrna zajedno i da tocilu da mehani#ku #vrsto!u. Vezivo treba da dr%i zrno dok je o"tro, a da omogu!i njegovo otpdanje kad se istupi. Ekonomi#nost jed-nog tocila odre$uju efekat bru"enja, kvalitet obradive povr"ine i trajnost.
IZBOR TOCILA
U zavisnosti od materijala koji se brusi i zahtevanog kvalie-teta bru"enja, pored pravilne upotrebe tocila, od velike je va%nosti izvr"iti pravilan iz-bor istog.
Pri izboru tocila potrebno je izabrati odgovaraju!u vrstu i veli#inu brusnog zrna, tvrdo-!u, strukturu i vrstu veziva.
UOP(TENO O BRU(ENJU I BRUSNIM ALATIMA
777
IZBOR BRUSNOG ZRNA
Izbor brusnog zrna zavisi od njegovih fizickih osobina i materijala koji se brusi. Mi proizvodimo tocila od raznih vrsta elektrotopljenih korunda i silicijum karbida. Idealno brusno zrno poseduje sklonost lomljenju do koga dolazi kada zrno dostigne izvesnu otupljenost i maksimalnu otpor-nost ivice zrna na habanje.
U svojoj proizvodnji Master Technics koristi slede!e kvalitete brusnih zrna:
10A – normalni (sme$i) korund sa sadr%ajem 95-97% Al2O3 se zbog velike tvrdo!e i %ilavosti koristi za bru"enja metala i niskolegiranih i nekaljenih #e-lika sa srednjom i visokom otporno"cu, naro#ito za gruba bru"enja.
12A – me"avina normalnog i belog korunda kom-binuje osobine jednog i drugog i koristi se za bru-"enje termi#ki obra$ivanih #elika.
21A, 22A i 23A – u osnovi ovih kvaliteta je beli korund sa sadrzajem 99.5-99.9% Al2O3. On je najtvr$i od svih korunda, ali je i vrlo lomljiv. Ova tri kvalieteta se razlikuju po vezivima koja se koriste u njihovoj proizvodnji i malim razlikama u tvrdo!i. U kvalitetu 21A se koristi crveno, u 22A belo, a u 23A plavo vezivo. Zbog velike se#ivosti se najvi"e koristi za o"trenje alata od super brzoreznih #elika kao i za bru"enje preciznih povr-"ina termi#ki obra$ivanih i ner$aju!ih #elika.
30A – poluplemeniti korund sadr%i oko 98% Al2O3, vrlo je tvrd ali manje lomljiv od plementih korunda. Preporu#uje se za gruba i ostala bru"enja niskolegiranih termi#ki obra$ivanih #elika osetlji-vih na pregrevanje.
40A – roze korund sa sadr%ajem oko 99.5% Al2O3 je vrlo tvrd, ali za razliku od belog korunda manje sklon lomljenju. Tocila od roze korunda odli#no “dr%e ivicu” i manje su osetljiva na mehani#ke ne-pravilnosti pri bru"enju.Tocila od roze korunda se koriste za obradu visokolegiranih #elika pre ter-mi#ke obrade, a u velikom broju slu#ajeva i posle nje.42A – je me"avina belog i roze korunda, samim tim kombinuje njihove osobine i vrlo se #esto kori-
sti za razli#ite namene.
60A – rubin korund sa oko 98% Al2O3 i 2% Cr2O3 spada u najkvalitetnije korunde. Vrlo je tvrd, ali manje lomljiv od belog korunda. Preporu#uje se za bru"enje alata velikih preciznosti i tvrdo!e.
80A – specijalni monokristalni korund sa sadr-%ajem oko 99.5% Al2O3 je zahvaljuju!i specijalnom procesu proizvodnje sastavljen od zrna koja su sastavljena iz pojedina#nih kristala. Zrna mono-kristalnog korunda su vrlo tvrda i seciva ali malo lomljiva pa se koriste kod brzoreznih #elika i kod
obrade specijalnih #elika osetljivih i na relativno mala zagrevanja.Pored gore navedenih koristimo jo" i specijalno modifikovane korunde od kojih se prave tocila
specijanih namena.
ZK – korund koji sadr%i oko 54.5% Al2O3 i 41.5% ZrO2 i poseduje izuzetnu %ilavost. Tocila napravlje-na od ovog korunda se preporucuju za gruba bru-"enja pod velikim i obi#nim radnim pritiscima, po-sebno kod grubih bru"enja #elika i #eli#nog liva.
10C – zeleni silicijum karbid sadr%i preko 99% silicijum karbida. Zrna silicijum karbida su vrlo tvr-da i lomljiva, samim tim i osetljiva na optere!enja.
Koriste se za bru"enja alata od tvrdog metala, kao i za bru"enje kerami#kih i staklenih povr"ina. Posebno napravljena koriste se i za bru"enja vrlo tvrdih legiranih, termi#ki obra$enih #elika.
90C – crni silicijum karbid sadr%i 97.5-98% sili-cijum karbida, vrlo je tvrd, ali manje osetljiv na lom od zelnog. Upotrebljava se za gruba bru"enja me-tala sa niskom mehani#kom otporno"!u, livenog gvo%$a i sivog liva, bakra, bronze, aluminijuma, minerala, keramike, itd.
UOP(TENO O BRU(ENJU I BRUSNIM ALATIMA

999
Pored navedenih, mogu!e su jo" neke kombinacije kvaliteta kako bi se dobile optimalne osobine toci-la u zavisnosti od njihove primene.
IZBOR VELI!INE BRUSNOG ZRNA
Veli#ina brusnog zrna ili granulacija je definisana internacionalnim FEPA standardom. Karakteri"e se brojevima koji predstavljaju koliko otvora ima na situ kroz koje to zrno prolazi na du%nom colu (25,4mm) i zaustavlja se na prvom slede!em situ sa manjim otvorima. Mi u proizvodnji koristimo granulacije od 12 (najkrupnije) do 360 (najsitnije). Po fino!i tocila delimo na gruba (zrna 12-24), srednja (zrna 30-60), fina (zrna 70-220) i vrlo fina (zrna 220-360).Po pravilu se za grubo bru"enje materijala biraju tocila sa grubljim zrnima, a za precizno bru"enje tocila sa finijim zrnima, ali postoje i izuzeci od tog pravila, tako da je najbolje za izbor veli#ine zrna pratiti preporuke ili se konsultovati sa stru#nim li-cem.
IZBOR TVRDO"E TOCILA
Tvrdo!a tocila predstavlja silu kojom vezivo dr%i zajedno brusna zrna, tj. ozna#ava otpor koji pru-%a svako brusno zrno pre nego sto se odvoji od veziva, odnosno iz tocila i ozna#ava se slovima F-T (od vrlo mekih do vrlo tvrdih). Tvrdo!a zavisi od veziva, kvaliteta i veli#ine brusnog zrna. Treba na-pomenuti da tvrdo!a tocila nema nikakve veze sa tvrdo!om samog brusnog zrna od kog je tocilo na-pravljeno, tako da se od tvrdih brusnih zrna mo%e napraviti meko tocilo i obrnuto.Postoji pravilo da se tvrdi materijali bruse mek"im tocilima, a meki materijali tvrdim, mada prilikom izbora tvrdo!e treba obratiti pa%nju i na druge fak-tore: stanje brusilice, oblik delova koji se bruse, osobina materijala koji se brusi, zahtevanog kvali-teta bru"ene povr"ine, tako da je i pri izboru tvrdo!e tocila najbolje pratiti preporuke ili se kon-sultovati sa stru#nim licem.
IZBOR STRUKTURE TOCILA
Struktura tocila je blisko vezana za poroznost, koja ozna#ava procentualnu zapreminsku koli#inu pora sadr%anu u zapreminskoj jedinici tocila. Obele%ava se brojevima 3-18, od gustih do vrlo poroznih toci-la. Prema obliku i rasporedu pora, razlikuju se toci-la zatvorenog i otvorenog poroziteta. Tocila niskog poroziteta sadr%e u jednoj zapreminskoj jedinici

ve!i procenat brusnih zrna od poroznih tocila. Za jedan odre$eni broj poroznosti, zapreminski procenat zrna je konstantna veli#ina, dok su pro-menjljive koli#na veziva i struktura poroziteta, a u zavisnosti su od tvrdo!e tocila. Poroznost je poka-zatelj slobodnih pora – otvora u tocilu. Pore i slu%e za sme"taj brusnih strugotina u radu tocila. Poro-znost i struktura su usko povezane sa tvrdo!om (kolicinom veziva) tocila, tako da se uvek moraju razmatrati zajedno.
Izbor strukture tocila se vr"i u zavisnosti od na#ina bru"enja i materijala. Jedno od pravila je da se za kru%na bru"enja biraju tocila zatvorene strukture, a za ravna bru"enja gde je povr"ina bru-"enja ve!a, tocila otvorene strukture. Materijali koji zbog svojih fizi#kih svojstava imaju velike strugotine prilikom bru"enja, ili su osetljivi na zagrevanje, obra$uju se vrlo dobro vrlo poroznim tocilima, #ija je jedina mana relativno brzo tro"enje.
IZBOR VEZIVA
Master Technics proizvodi tocila sa kerami#kom i bakelitnom vezom.
Tocila sa kerami#kom vezom se proizvode me"anjem kerami#kih sirovina sa brusnim zrnima, me"avina se presuje u %eljene oblike i pe#e na temperaturi od oko 1300ºC. Ova tocila su vrlo otporna na visoke temperature koje se javljaju u zoni bru"enja, otporna su na tehni#ke rastvore (te#nosti za hla$enje) i imaju veliku mehani#-ku otpornost.
Tocila sa bakelitnom vezom su sastavljena od brusnog zrna i veziva od modifikovanih fenol-nih smola. Bakelitna tocila se posle me"anja i presovanja termi#ki obra$uju na temperaturi do 200ºC.
Tocila sa bakelitnom vezom se najvi"e kori-ste za grubo bru"enje, ali nalaze primenu i za neka fina bru"enja. Manje su podlo%na lomlje-nju i mnogo elasti#nija od kerami#kih tocila, imaju vrlo veliku mehani#ku otpornost pa se zbog toga primenjuju za bru"enja sa velikim perifernim brzinama.
Sve vrste armiranih-oja#anih tocila koja bruse pri velikim perifernim brzinama su izra$ena sa bakelitnom vezom. Me$utim, za fina i precizna bru"enja, po pravilu su mnogo adekvatnija to-cila sa kerami#kom vezom, obzirom da bolje “dr%e ivicu”, otpornija su na rashladne te#no-sti i nemaju ograni#en rok upotrebe.
UOP(TENO O BRU(ENJU I BRUSNIM ALATIMA
111111
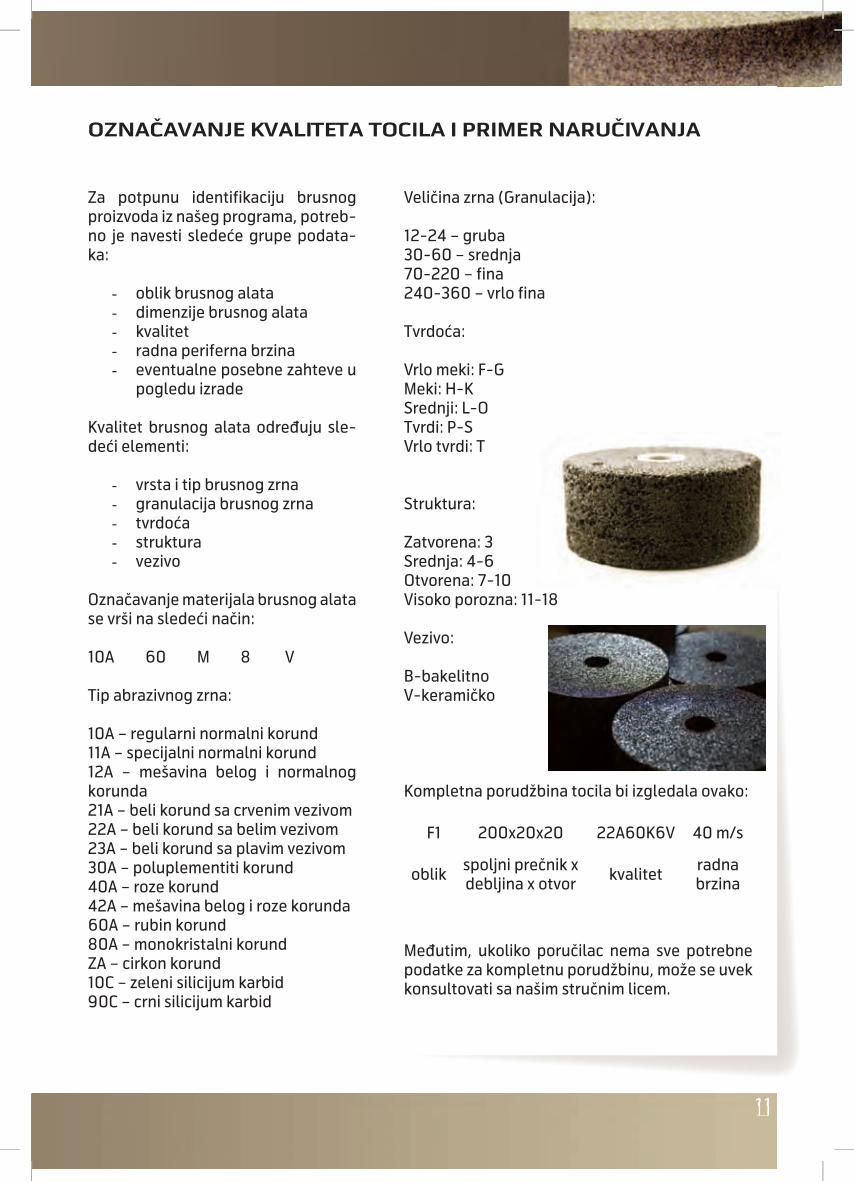
OZNA!AVANJE KVALITETA TOCILA I PRIMER NARU!IVANJA
Za potpunu identifikaciju brusnog proizvoda iz na"eg programa, potreb-no je navesti slede!e grupe podata-ka:
oblik brusnog alata- dimenzije brusnog alata- kvalitet- radna periferna brzina- eventualne posebne zahteve u - pogledu izrade
Kvalitet brusnog alata odre$uju sle-de!i elementi:
vrsta i tip brusnog zrna- granulacija brusnog zrna- tvrdo!a - struktura- vezivo-
Ozna#avanje materijala brusnog alata se vr"i na slede!i na#in:
10A 60 M 8 V
Tip abrazivnog zrna:
10A – regularni normalni korund11A – specijalni normalni korund12A – me"avina belog i normalnog korunda21A – beli korund sa crvenim vezivom22A – beli korund sa belim vezivom23A – beli korund sa plavim vezivom30A – poluplementiti korund40A – roze korund42A – me"avina belog i roze korunda60A – rubin korund80A – monokristalni korundZA – cirkon korund10C – zeleni silicijum karbid90C – crni silicijum karbid
Veli#ina zrna (Granulacija):
12-24 – gruba30-60 – srednja70-220 – fina240-360 – vrlo fina
Tvrdo!a:
Vrlo meki: F-GMeki: H-KSrednji: L-OTvrdi: P-SVrlo tvrdi: T
Struktura:
Zatvorena: 3Srednja: 4-6Otvorena: 7-10Visoko porozna: 11-18
Vezivo:
B-bakelitnoV-kerami#ko
Kompletna porud%bina tocila bi izgledala ovako:
F1 200x20x20 22A60K6V 40 m/s
oblik spoljni pre#nik x debljina x otvor kvalitet radna
brzina
Me$utim, ukoliko poru#ilac nema sve potrebne podatke za kompletnu porud%binu, mo%e se uvek konsultovati sa na"im stru#nim licem.

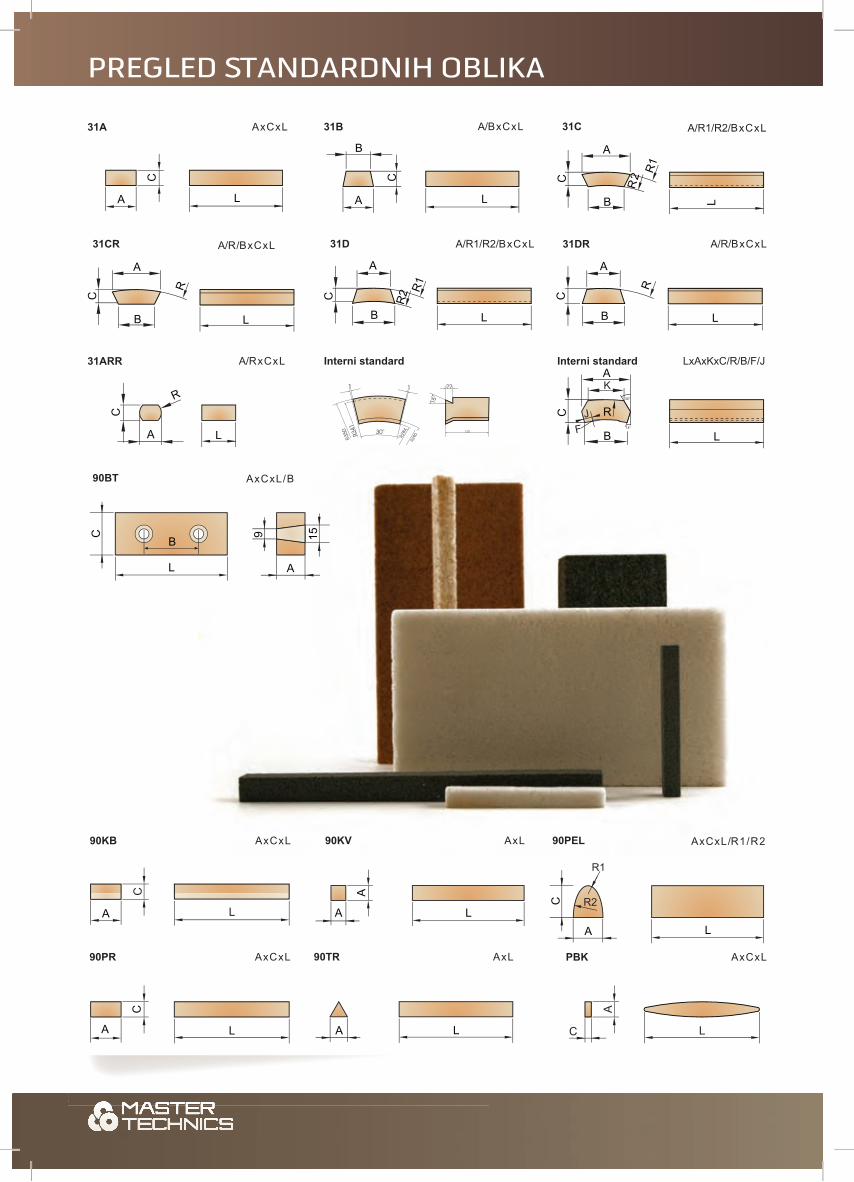
PREGLED STANDARDNIH OBLIKA

131313
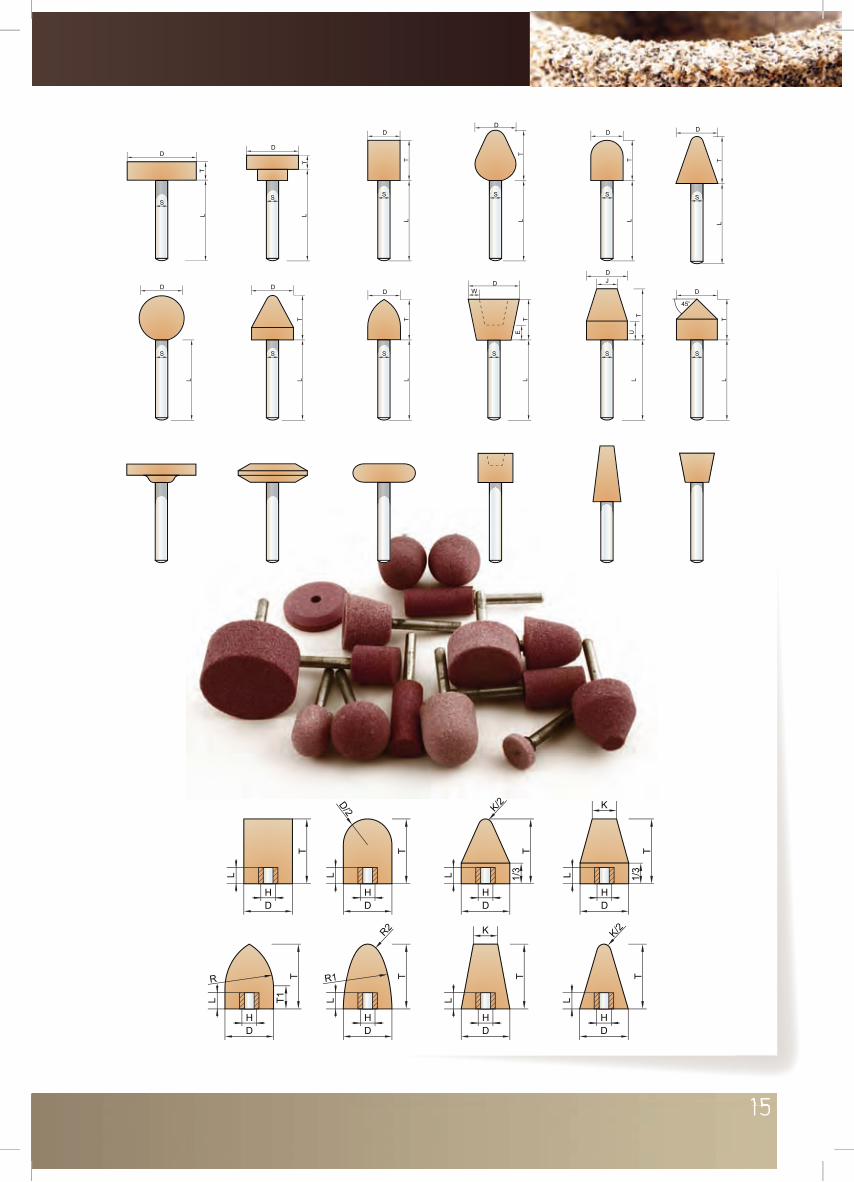
PREGLED STANDARDNIH OBLIKA
151515

!I#"ENJE NA STABILNIM I VISE"IM BRUSILICAMA
Tocila za #i"!enje na stabilnim i vise!im brusilicama slu%e za grubo bru"enje i #i"!enje odlivaka i otkovaka u livnicama i kova#nicama kao i za grubo bru"enje materijala u drugim granama me-taloprerade.
Ova tocila se koriste naj#e"!e sa obodnim brzinama 50 i 63 m/s i rade se uglavnom sa bakelit-nom vezom. Plo#e za obodne brzine 50 m/s rade se sa #eli#nom armaturom, a za 63m/s pored armature se koristi i sitnozrni kolut. Broj #eli#nih armatura zavisi od debljine plo#e.
TOCILA ZA GRUBO BRU(ENJE
Maksimalna radna brzina50 m/sec
BRU(ENJE NA STABILNIM BRUSILICAMA

171717
PRIMENA Abrazivnozrno
Veli#inazrna Tvrdo!a Struktura Veza
)elik i #eli#ni liv 10 / 12A / ZA 14 - 24 P - T 2 - 4 BNodularni liv Visokolegirani i brzorezni #elik 12A / ZA 16 - 24 P - S 3 - 4 B
Sivi liv 90C / AC / 12A / ZA 14 - 24 P - S 3 - 4 BTemper
livpre termi#ke obrade 90C / AC 16 - 24 O - S 3 - 4 B
posle termi#ke obrade 12A / ZA 14 - 24 O - S 4 BObojen metali 90C 16 - 24 O - R 4 B
STANDARDNE DIMENZIJED (mm) T (mm) H (mm)
300 max 80 30 / 32 / 35 / 50 / 76 / 127350 max 80 30 / 32 / 35 / 50 / 76 / 127 / 203400 max 80 40 / 127 / 150 / 200 / 250450 max 80 50 / 127 / 150 / 152 / 203500 max 80 45 / 50 / 127 / 150 / 200 / 203 / 305508 max 100 406600 max 100 60 / 200 / 203 / 305 / 400
BRU(ENJE NA VISE*IM BRUSILICAMA
STANDARDNE DIMENZIJE
Radna brzina50 m/sec63 m/sec

BRU#ENJE NA RU!NIM BRUSILICAMA
Brusne plo#e koje se koriste na ru#nim brusilicama, pneumatskim ili elektri#nim su uglavnom predvi$ene za obodne brzine 50-80 m/s.
Zbog sigurnosti ove plo#e su armirane mre%icama od sta-klenih vlakna.
Pored navedenih preporuka u tabelama, ova tocila se, u skladu sa zahtevima kupca, mogu raditi i u specijalno pode"enim kvalitetima.
PRIMENA Abrazivnozrno
Veli#inazrna Tvrdo!a Struktura Veza
)elik i #eli#ni liv 10 / 12A / ZA 16 - 30 P - S 2 - 4 B, BFNodularni liv Visokolegirani i brzorezni #elik 12A / ZA 16 - 30 P - R 3 - 4 B, BF
Sivi liv 90C / AC / ZA 16 - 30 P - S 3 - 4 B, BFTemper
livpre termi#ke obrade 90C 16 - 30 P - S 3 - 4 B, BF
posle termi#ke obrade 12A / ZA 16 - 30 O - S 3 - 4 B, BFObojen metali 90C 16 - 30 O - R 4 -5 B, BF
STANDARDNE DIMENZIJED (mm) T (mm) H (mm)
100 max 42 20 / 25125 max 80 20 / 25150 max 80 20 / 25175 max 42 20 / 25200 max 42 20 / 25 / 32 / 76250 max 80 20 / 25 / 50 / 76
Maksimalna radna brzina80 m/sec
TOCILA ZA GRUBO BRU(ENJE

191919
BRU#ENJE KONUSNIM BRUSNIM LONCIMA
Konusni brusni lonci se rade sa bakelitnom vezom i #eli#nom limenom podlo"kom. Koriste se za bru"enje kamena i sli#nih kerami#kih materijala, ali se mogu koristiti i za specifi#na bru"enja odlivaka od #elika, sivog liva i drugih metala pri #emu se kvalitet prilago$ava nameni.
D (mm) T (mm) H (mm)110 55 22
Osnovni kvalitet za proizvodnju konusnog brusnog lonca u bakelitnoj vezi je 90C – crni silicijum karbid.
Ozna#avanje i veli#ina zrna:
0 – 90C20L6B
1 – 90C36L6B
2 – 90C60L6B
3 – 90C120L6B
4 – 90C240L6B
Pored uobi#ajenih kvaliteta konu-sni brusni lonac moze se raditi i u drugim kvalitetima i granulacijama po zahtevu kupca:
10C – zeleni silicijum karbid22A – plemeniti beli korund12A – me"avina normalnog korunda i belog plemenitog korunda
Konusni brusni lonci se koriste za bru"enje u namenski napravljenim ma"inama ili za rad sa ru#-nim brusilicama.
Maksimalna dozvoljena radna brzina za brusne lonce iznosi 50m/s.
ISO - Oblik 11 F11P - DxTxH

BRUSNI !EPOVI SA UGRA$ENOM MATICOM
Brusni #epovi sa ugra$enim maticama su namenjeni za #i"!enje odlivaka i otkovaka u livnicama i kova#nicama, kao i za grubo bru"enje materijala u drugim granama metaloprerade. Montiraju se na pneumatske ili elektri#ne brusilice, vezivanjem na odgovaraju!i navoj. Brusni #epovi sa maticama se proizvode prvenstveno u bakelinoj vezi i koriste se na obodnim brzinama do 50 m/s. Po posebnom zahtevu, mogu se raditi i specijalne varijante u kerami#koj vezi koje se koriste na obodnim brzinama do 32 m/s.
PRIMENA Abrazivnozrno
Veli#inazrna Tvrdo!a Struktura Veza
)elik i #eli#ni liv 10 / 12A / ZA 24 P - T 2 - 4 BNodularni liv Visokolegirani i brzorezni #elik 12A / ZA 20 - 30 P - S 3 - 4 B
Sivi liv 12A / 90C 20 - 30 P - S 3 - 4 BTemper
livpre termi#ke obrade 90C 20 - 30 O - S 3 - 4 B
posle termi#ke obrade 12A / ZA 20 - 30 O - S 4 - 5 BObojen metali 10C / 90C 16 - 30 M - R 4 -6 V
TOCILA ZA GRUBO BRU(ENJE

212121
D T H L32 40 M10 1640 40 M10 / M12 16, 2040 63 M12 2040 80 M12 2080 100 M18 30
Oblik 18 -DxTxH
D T H L K40 63 M12 20 10
Oblik 19 -DxTxH
D T H L K80 75 M18 30 2080 100 M18 30 20
Oblik 19R -DxTxH
D T H L K80 75 M18 30 2080 100 M18 30 20
Oblik 19R -DxTxH
D T H L80 75 M18 30
Oblik 18R -DxTxH
D T H L K40 63 M12 20 10
Oblik 17 -DxTxH
D T H L T1 R40 63 M10,M12 20 40 3240 80 M12 20 48 38
Oblik 15 -DxTxH
D T H L R1 R240 63 M12 20 190 10
Oblik 16 -DxTxH

BRU#ENJE TOCILIMA SA METALNOM DR#KOM
Tocila sa dr"kom se prave u kerami#koj i bakelitnoj vezi i slu%e za "irok opseg bru"enja delova koji nisu dostupni za bru"enje tocilima. Koriste se za gruba bru"enja u livnicama i kova#nicama kao i za fina bru"enja u svim ostalim delatnostima.
Za fina bru"enja se najce"!e rade u kvalitetu 40A60K6V, mada se po porud%bini mogu raditi i u svim ostalim kvalitetima.
Maksimalna dozvoljena radna brzina za tocila sa metalnom dr"kom je 32m/s. Ova tocila radimo sa "ipkama precnika 6,8 i 9mm.
TOCILA ZA GRUBO BRU(ENJE
PRIMENA Abrazivno zrno Veli#ina zrna Tvrdo!a Struktura VezaUniverzalna upotreba 40A 36-80 K-P 4-6 V
)i"!enje varova 12A 36-60 N-P 4-6 B)eli#ni odlivci 12A / ZA / 62A 20-30 P-S 4-6 B,VNodularni liv 12A / ZA / 62A 20-30 P-S 4-6 B,V
Sivi liv 10C 20-36 N-R 4-6 B,VObojeni metali 90C 20-36 N-R 4-6 VSpecijalni #elici 22A 46-60 M-P 5-6 V
Preporuka za kori"!enje tocila sa metalnom "ipkom
232323
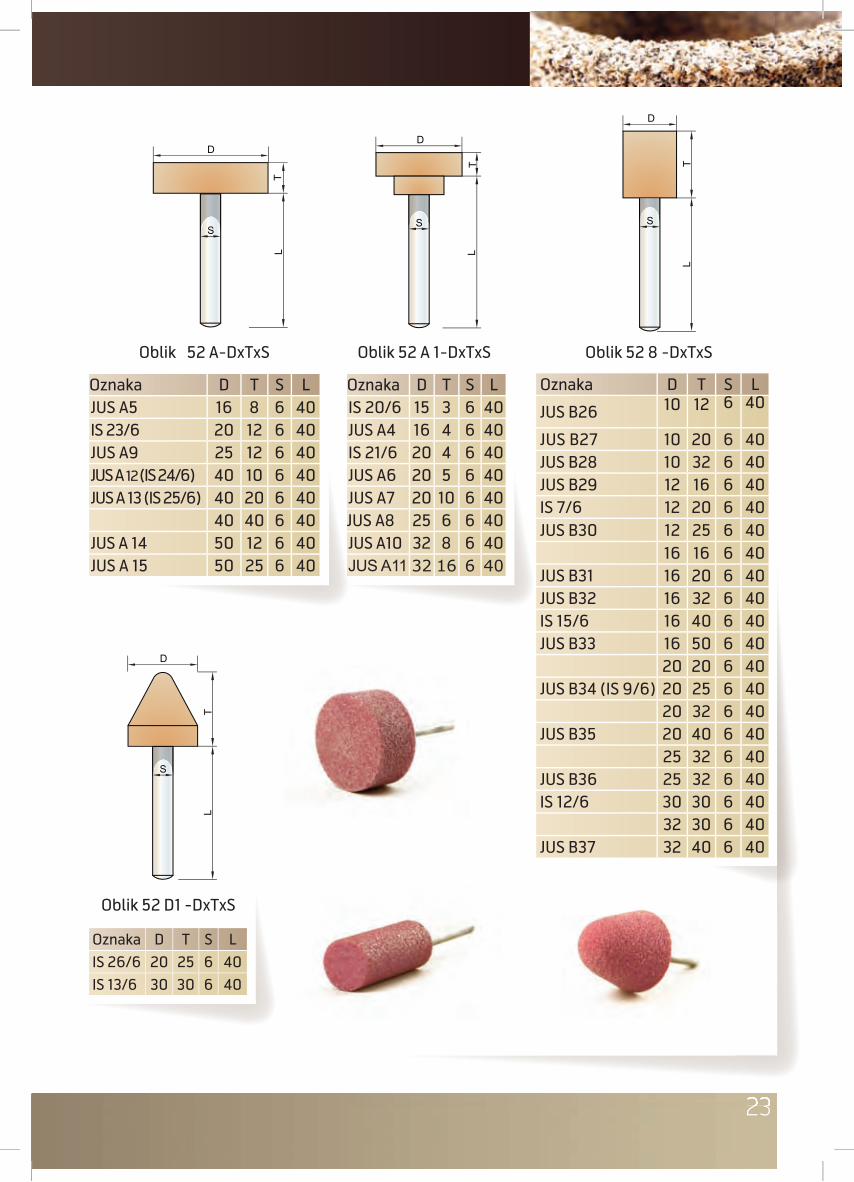
Oznaka D T S LJUS A5 16 8 6 40IS 23/6 20 12 6 40JUS A9 25 12 6 40JUS A 12 (IS 24/6) 40 10 6 40JUS A 13 (IS 25/6) 40 20 6 40
40 40 6 40JUS A 14 50 12 6 40JUS A 15 50 25 6 40
Oblik 52 A-DxTxS Oblik 52 8 -DxTxS
Oznaka D T S LIS 26/6 20 25 6 40IS 13/6 30 30 6 40
Oblik 52 D1 -DxTxS
Oznaka D T S LIS 20/6 15 3 6 40JUS A4 16 4 6 40IS 21/6 20 4 6 40JUS A6 20 5 6 40JUS A7 20 10 6 40JUS A8 25 6 6 40JUS A10 32 8 6 40JUS A11 32 16 6 40
Oblik 52 A 1-DxTxS
Oznaka D T S L
JUS B26 10 12 6 40
JUS B27 10 20 6 40JUS B28 10 32 6 40JUS B29 12 16 6 40IS 7/6 12 20 6 40JUS B30 12 25 6 40
16 16 6 40JUS B31 16 20 6 40JUS B32 16 32 6 40IS 15/6 16 40 6 40JUS B33 16 50 6 40
20 20 6 40JUS B34 (IS 9/6) 20 25 6 40
20 32 6 40JUS B35 20 40 6 40
25 32 6 40JUS B36 25 32 6 40IS 12/6 30 30 6 40
32 30 6 40JUS B37 32 40 6 40
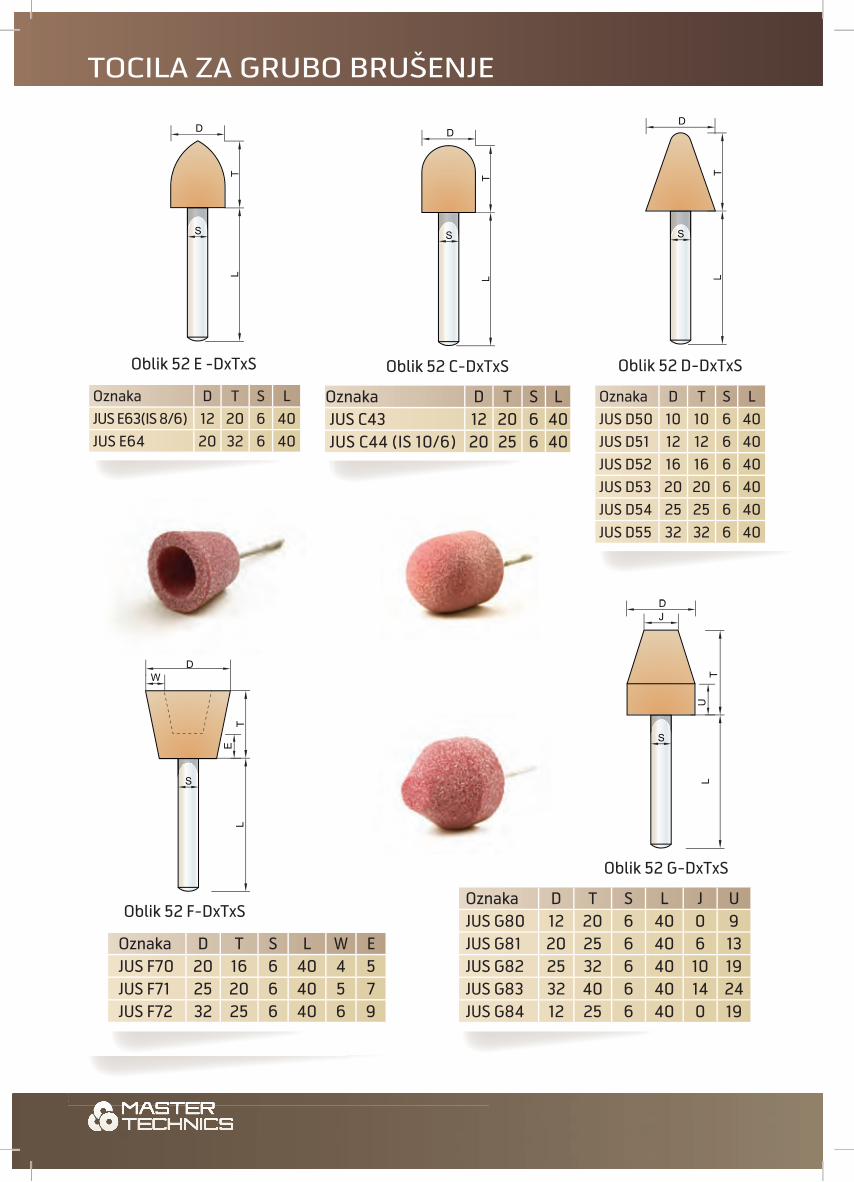
Oblik 52 G-DxTxS
Oznaka D T S L J UJUS G80 12 20 6 40 0 9JUS G81 20 25 6 40 6 13JUS G82 25 32 6 40 10 19JUS G83 32 40 6 40 14 24JUS G84 12 25 6 40 0 19
Oznaka D T S L W EJUS F70 20 16 6 40 4 5JUS F71 25 20 6 40 5 7JUS F72 32 25 6 40 6 9
Oblik 52 F-DxTxS
Oznaka D T S LJUS E63(IS 8/6) 12 20 6 40JUS E64 20 32 6 40
Oblik 52 E -DxTxS
Oznaka D T S LJUS D50 10 10 6 40JUS D51 12 12 6 40JUS D52 16 16 6 40JUS D53 20 20 6 40JUS D54 25 25 6 40JUS D55 32 32 6 40
Oblik 52 D-DxTxS
TOCILA ZA GRUBO BRU(ENJE
Oznaka D T S LJUS C43 12 20 6 40JUS C44 (IS 10/6) 20 25 6 40
Oblik 52 C-DxTxS

252525
Oznaka D T S LIS 11/6 20 25 6 40
Oblik 52 N-DxTxS
OznakaIS 11/6OznakaIS 11/6
Oblik 52 H -DxTxS
Oznaka D S LIS 17/6 15 6 40JUS H94 20 6 40IS 18/6 30 6 40JUS H95 25 6 40JUS H96 32 6 40
Pored navedenih formi, mogu se raditi i drugi profili po zahtevu kupca. Tako$e, pored "ipkice s=6mm, pojedini brusni profili rade se i sa "ipkicama s=8mm i s=9mm
Oblik 52 H -DxTxSOblik 52 H -DxTxS
OznakaIS 17/6JUS H94IS 18/6JUS H95
OznakaIS 17/6JUS H94IS 18/6JUS H95
Oblik 52 I -DxTxS
Oznaka D T S LIS 19/6 20 20 6 40
TOCILA ZA GRUBO BRU(ENJE
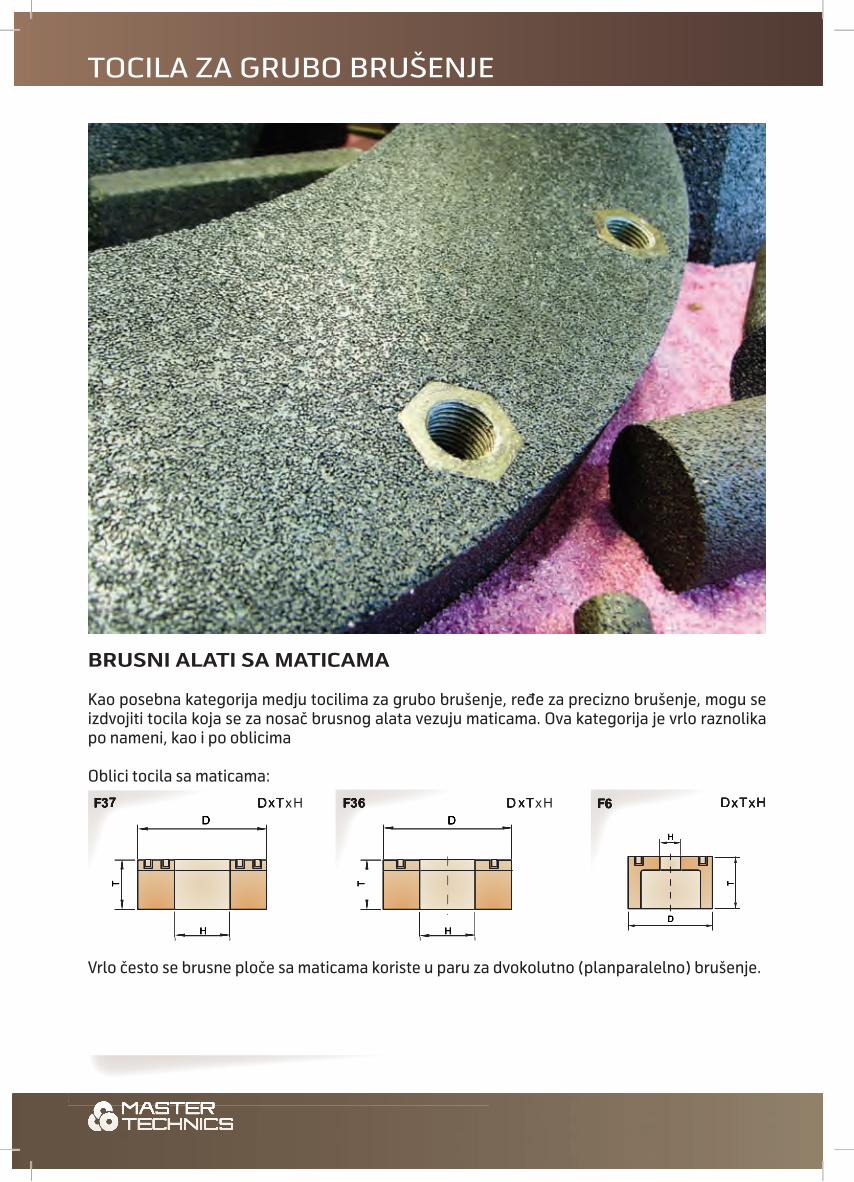
BRUSNI ALATI SA MATICAMA
Kao posebna kategorija medju tocilima za grubo bru"enje, re$e za precizno bru"enje, mogu se izdvojiti tocila koja se za nosa# brusnog alata vezuju maticama. Ova kategorija je vrlo raznolika po nameni, kao i po oblicima
Oblici tocila sa maticama:
Vrlo #esto se brusne plo#e sa maticama koriste u paru za dvokolutno (planparalelno) bru"enje.

272727
D T H Vezivanje400 Max 60 250 Matice ili lepljenje508 Max 110 406 Matice600 Max 100 400 Matice ili lepljenje
Kvaliteti koji se koriste za ovu namenu obra$eni su u kategoriji grubog bru"enja na vise!im i stabilnim brusilicama.
Jedna podgrupa ovih brusnih plo#a su plo#e za bru"enje opruga. U nekim slu#ajevima umesto sa maticama ova tocila mogu da se vezuju lepljenjem na metalnu podlogu.
Tabela – Preporuke za izbor kvaliteta tocila za bru"enje opruga
Vrsta opruge Zrno Granulacija Tvrdo!a VezivoOpruge od debele zice 12A 16-20 P-S B,VOpruge od zice srednje debljine 12A, 40A 20-30 O-Q B,VOpruge od tanke zice 12A, 22A,40A 30-60 M-P V,B
Matice se mogu koristiti i za vezivanje brusnih lonaca ili obru#a kada se koriste za #eono bru"enje, a koji su obra$eni u posebnom poglavlju.
U ovu kategoriju spadaju i tocila koja se koriste za #i"!enje varova nastalih pri zavarivanju "ina za potrebe zeleznice.
Tabela – dimenzije tocila za #i"!enje varova pri zavarivanju "ina
D T H Matica Broj matica125 60 55 M8 4150 60 80 M8 6
Kvalitet 12A(14-20)S4B
U istu kategoriju spadaju i brusni profili sa maticama, koji su obra$eni u posebnom poglavlju.
U na"oj proizvodnji koriste se matice M8, M10, M12, M16, M18 i M20
Tabela – dimenzije tocila sa maticama

PRECIZNO BRU#ENJE
Precizno bru"enje podrazumeva ve!e zahteve bru"enja u pogledu ta#nosti dimenzija i kvaliteta obra$ene povr"ine.
Grubo se mo%e podeliti u slede!e kategorije:
spolja"nje kru%no bru"enje- ravno bru"enje- unutra"nje kru%no bru"enje- o"trenje alata- bru"enje zup#anika- bru"enje navoja- honovanje-
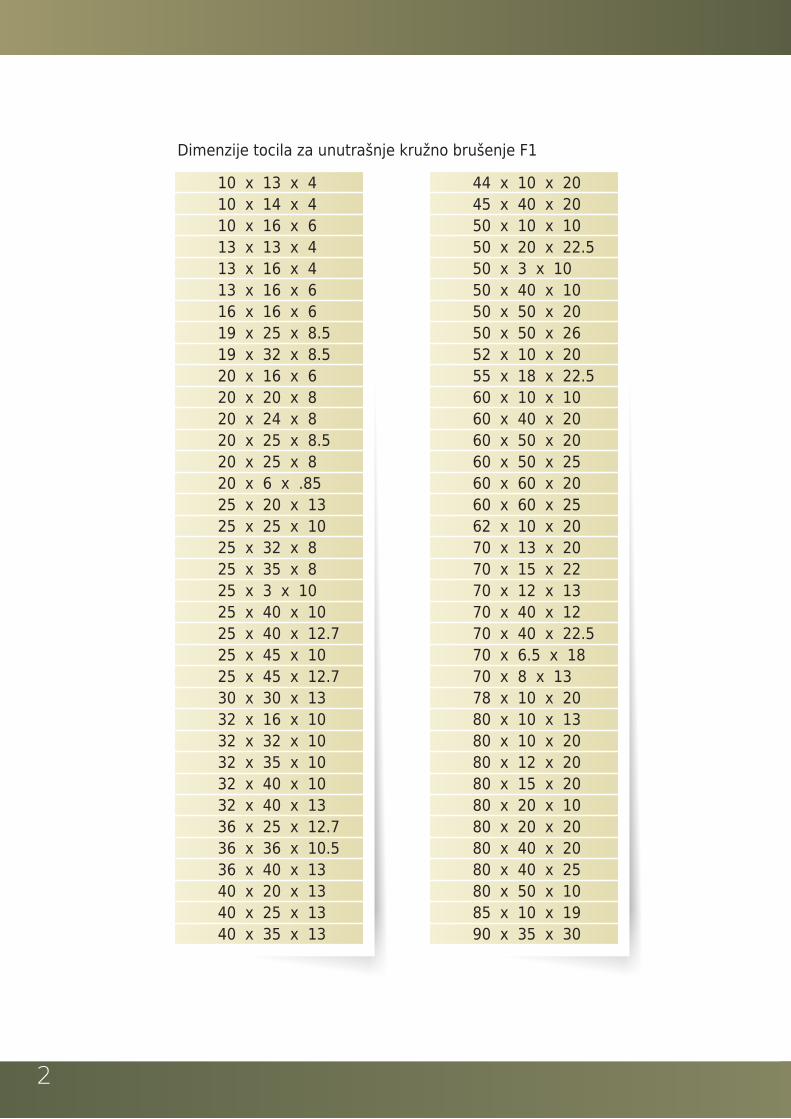
TABELA 1 - Dimenzije tocila za precizno bru"enje
TOCILA ZA PRECIZNO BRU(ENJE
D (mm) T (mm) H (mm)70 Max 15 1880 Max 50 20 / 2585 Max 20 19100 Max 50 20 / 25125 Max 80 20 / 25150 Max 80 20 / 25 / 76175 Max 50 20 / 25 / 32200 Max 100 20 / 25 / 32 / 50-51 / 76 / 160225 Max 50 20 / 25 / 40 / 50-51250 Max 100 20 / 25 / 51 / 76300 Max 100 30 / 32 / 35 / 50 / 76 / 127350 Max 100 30 / 32 / 35 / 50 / 76 / 127 / 203400 Max 100 40 / 127 / 150 / 200 / 250450 Max 100 50 / 127 / 150 / 152 / 203500 Max 100 45 / 50 / 127 / 150 / 200 / 203 / 305600 Max 100 60 / 200 / 203 / 305 / 400900 Max 100 305 / 355

29
SPOLJA#NJE KRU%NO BRU#ENJE
U spolja"nje kru%no bru"enje spadaju kru%no bru"enje izme$u "iljaka i bru"enje bez "iljaka “cen-terless”.Za bru"enje izme$u "iljaka se koriste uglavnom kerami#ka tocila koja rade na obodnim brzinama 16-40 m/s. U ovu kategoriju spada "irok dijapazon tocila u pogledu dimenzija, izbora materija-la koji se brusi i kvaliteta bru"enja. Kao posebne podgrupe, u ovu kategoriju spadaju i tocila za bru"enje osovina, kao i tocila za bru"enje valjaka, pri #emu se ova tocila koriste u kerami#koj i bakelitnoj vezi, a radna brzina im je do 50 m/s.
Za bru"enje bez "iljaka se koriste kerami#ka i bakelitna tocila koja rade na obodnim brzinama 32-50 m/s. Po"to se radi o tocilima sa velikim debljinama, na"e mogu!nosti su, za sada, ograni-#ene na maksimalnu debljinu od 100 mm, mada se u nekim slu#ajevima mogu kombinovati i 2 ili vi"e tocila, istog ili kompatibilnog kvaliteta, #ime se nadokna$uje potrebna debljina.

Preporuke za kori"!enje tocila za spolja"nje kru%no bru"enje:
Primena Abrazivno zrno Veli#ina zrna Tvrdo!a Struktura Veza
)elik nekaljen)elik nedeklarisanog sastava 10A,11A,12A,30A 36-80 K-P 5-8 V
)elik kaljen
<55 HRC56-62 HRC62-64 HRC
>64 HRC
12A,21A,22A,40A40A,42A,60A
60A,80A80A,84A,10C
36-8046-8046-8046-80
H-LH-LH-LH-K
6-86-96-128-12
VVVV
)elik tvrdo hromiran 40A,80A 46-120 I-J 8-10 V
Alatni #elici
visoko legiraniner$aju!ibrzorezni
60A,80A80A,10C
22A,42A,80A
46-8046-8046-80
H-JI-JG-J
6-87-97-8
VVV
Nekaljeni ner$aju!i #elici 22A,80A 46-80 K 6-12 VKaljeni ner$aju!i #elici 60A,80A,10C 46-80 J-K 6-12 VNitrirani #elici 10C 54-100 J-K 6-8 VObojeni metali, plastika 10C,90C 24-60 H-J 5-7 VGuma 10C,84A 36-60 H-J 10-12 VSivi liv 12A,90C 46-60 K-L 7-8 VValjci 22A,10C,80A,90C 24-220 J-L 4-14 B-VKarbidne legure 10C 60-100 H-K 7-8 V
TOCILA ZA PRECIZNO BRU(ENJE
31
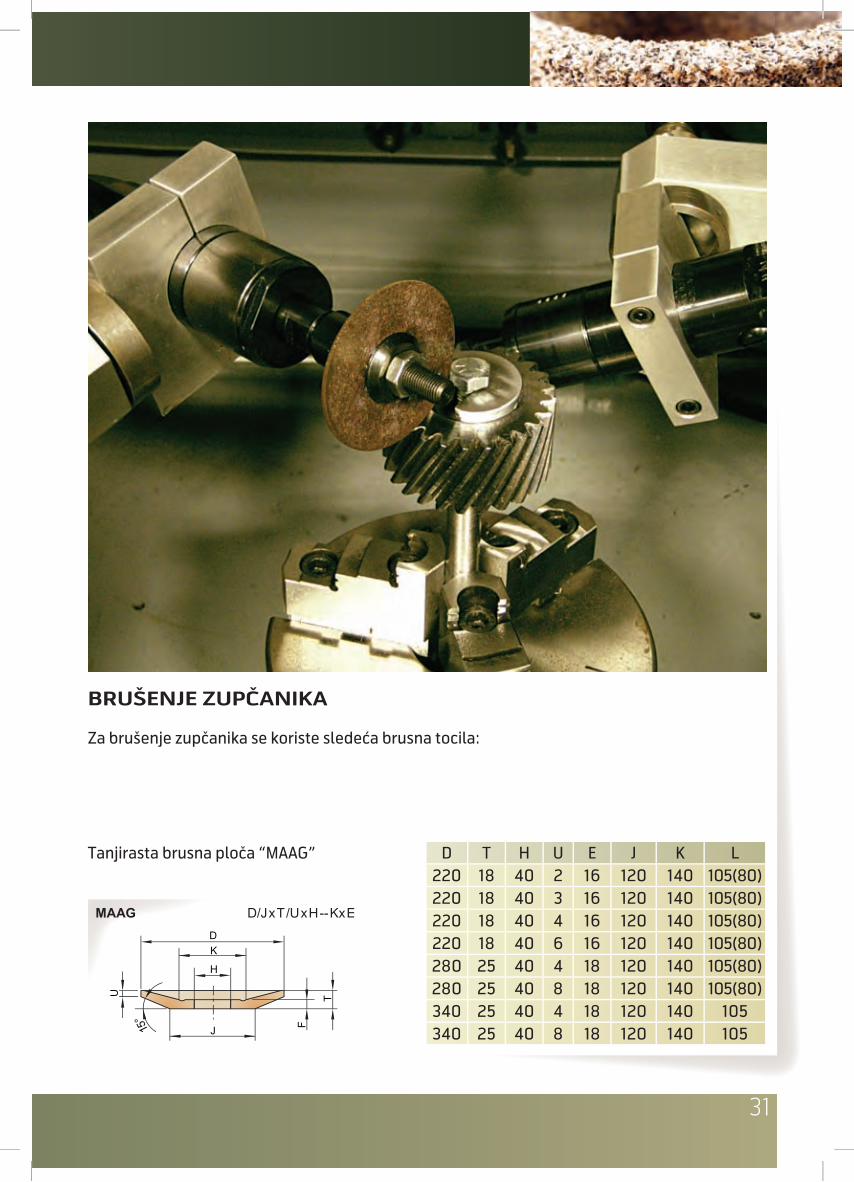
BRU#ENJE ZUP!ANIKA
Za bru"enje zup#anika se koriste slede!a brusna tocila:
Tanjirasta brusna plo#a “MAAG” D T H U E J K L220 18 40 2 16 120 140 105(80)220 18 40 3 16 120 140 105(80)220 18 40 4 16 120 140 105(80)220 18 40 6 16 120 140 105(80)280 25 40 4 18 120 140 105(80)280 25 40 8 18 120 140 105(80)340 25 40 4 18 120 140 105340 25 40 8 18 120 140 105
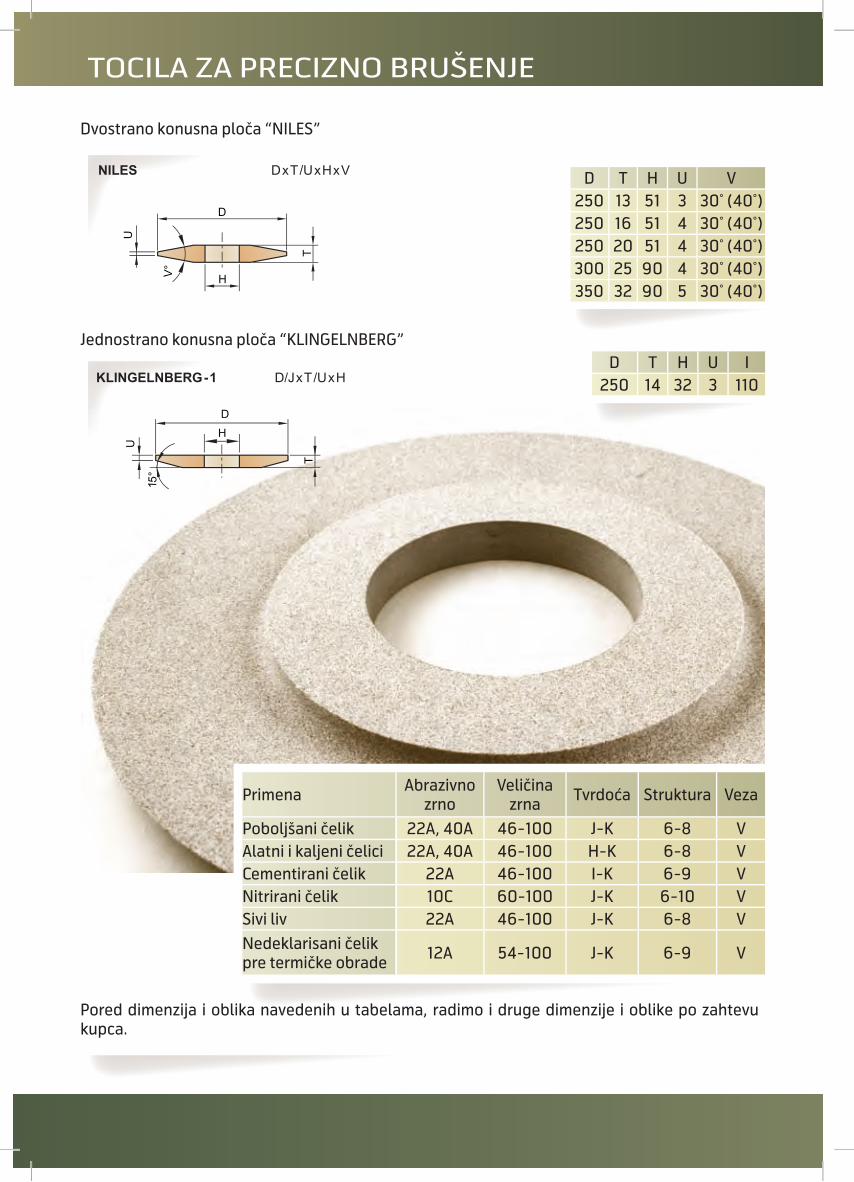
Dvostrano konusna plo#a “NILES”
Jednostrano konusna plo#a “KLINGELNBERG”
Pored dimenzija i oblika navedenih u tabelama, radimo i druge dimenzije i oblike po zahtevu kupca.
TOCILA ZA PRECIZNO BRU(ENJE
D T H U V250 13 51 3 30° (40°)250 16 51 4 30° (40°)250 20 51 4 30° (40°)300 25 90 4 30° (40°)350 32 90 5 30° (40°)
Primena Abrazivno zrno
Veli#ina zrna Tvrdo!a Struktura Veza
Pobolj"ani #elik 22A, 40A 46-100 J-K 6-8 VAlatni i kaljeni #elici 22A, 40A 46-100 H-K 6-8 VCementirani #elik 22A 46-100 I-K 6-9 VNitrirani #elik 10C 60-100 J-K 6-10 VSivi liv 22A 46-100 J-K 6-8 VNedeklarisani #elik pre termi#ke obrade 12A 54-100 J-K 6-9 V
D T H U I250 14 32 3 110

33
BRU#ENJE NAVOJA
Od tocila za bru"enje navoja radimo neprofilisana i jednoprofilna tocila u svim kvalitetima i gra-nulacijama do 220.
Tocila za bru"enje navojaradimo prema dimenzijama iz TABELE 1 (strana 22)
Sva tocila za bru"enje navoja radimo kao ravna tocila oblika F1, a profilisanje radi korisnik, izuzev jednoprofilnih tocila, koja po zahtevu korisnika, mo%emo i mi raditi.
Preporuke za tocila za bru"enje navoja
Primena Abrazivno zrno
Veli#ina zrna Tvrdo!a Struktura Veza
Konstrukcioni #elik 22A, 80A 120-220 J-L 7-12 VAlatni i brzorezni #elici 10C, 80A 120-220 G-L 5-12 V

TOCILA ZA PRECIZNO BRU(ENJE
O#TRENJE ALATA
Za o"trenje ru#nih alata, strugarskih no%eva i burgija koriste se oblici:
Maksimalna dozvoljena obodna brzina je 40 m/s.
Dimenzije ovih tocila date su u TABELI 1 (strana 22)

35
OZNAKA D T H U IA80 80 5 20 1 30
A100 100 6 20 1,5 50Al25 125 7 20 2 68A150 150 8 20 2 82A175 175 10 20 3 95A200 200 12 32(20) 3 95A250 250 14 32 3 125
OZNAKA D T H L(W) U E J=K
B80 80 8 20 72(4) 2 6 30
B100 100 12 20 88(6) 3 8 35
B125 125 14 20 113(6) 3 9 40
B150 150 15 20 136(7) 3 10 50
B175 175 18 20 159(8) 3 11 60
B200 200 19 32(20) 180(10) 3 12 70
OZNAKA D T H U VC80 80 8 20 2 15°
C100 100 9 20 2 15°
C125 125 10 20 2 15°
C150 150 12 20 2 15°
C175 175 14 20 3 15°
C200 200 16 32 3 15°
C250 250 19 32 4 15°
OZNAKA D T H W E RD80 80 40 20 4 8 4
D100 100 50 20; 51 5; 10 10 4D125 125 63 20 7,5 12 5D150 150 80 20 10 16 5
Za o"trenje alata za glodanje i provrt koriste se oblici:
Maksimalna radna brzina za ova tocila je 32 m/s.

TOCILA ZA PRECIZNO BRU(ENJE
Primena Abrazivno zrno Veli#inazrna Tvrdo!a Struktura Veza
)elici nekaljeni
alatnibrzorezni
10A,12A,40A21A, 22A, 40A, 42A, 60A22A, 42A, 80A, 82A
46-8046-80
46-100
K-MG-LI-L
6-86-126-8
VVV
Tvrdi metalikarbidi metala (vidija) 10C, 90C 46-120 J-K 6-7 V
OZNAKA D T H E J KE 80 80 32 20 8 55 48E100 100 35 20 10 75 65E125 125 45 20 12 92 80E150 150 50 20(32) 12 114 100
OZNAKA D T H P F RG150 150 32 20 80 20 5G175 175 32 32(51) 90 20 5G200 200 40 32(51) 110 25 5G225 225 40 51 135 25 5G250 250 40 51(76) 150 25 6G300 300 50 76(127) 180 30 6G350 350 63 127 210 41 6
OZNAKA D T H K J N OF100/6 100 6 20 50 94 - 1.5F100/10 100 10 20 50 94 1.5 3F150/6 150 6 20 70 144 - 1.5F150/10 150 10 20 70 144 1.5 3F150/15 150 15 20 70 144 2.5 4.5F175/20 175 20 32(20) 70 167 3 6F175/25 175 25 32(20) 70 163 4.5 7.5F200/20 200 20 32(20) 95 192 3 6F200/25 200 25 32(20) 95 188 4.5 7.5

37
Primena Abrazivno zrno Veli#ina zrna Tvrdo!a Struktura Veza
Ru#no o"trenje testera 10A, 12A 46-80 K-M 5-6 VO"trenje automatskim
ma"inama21A,22A,40A
22A/40A (dvoslojne) 46-80 K-M 5-7 V
TOCILA ZA O#TRENJE TESTERA
Tocila za o"trenje testera mogu biti ravna ili profilisana po obodu. Standardni profili tocila za o"trenje testera su:
Pored navedenih, mogu se, po zahtevu, raditi i tocila sa druga#ijim rubovima.Tocila za o"trenje testera se naj#e"!e rade u slede!im dimenzijma:
D (mm) T (mm) H (mm)150 4-10 20, 25175 4-10 20, 25200 4-12 20, 25, 32250 4-12 20, 25, 32300 6-14 20, 25, 32
Ova tocila se koriste za obodne brzine do 32 m/s.Preporuke za kori"!enje tocila za o"trenje testera:



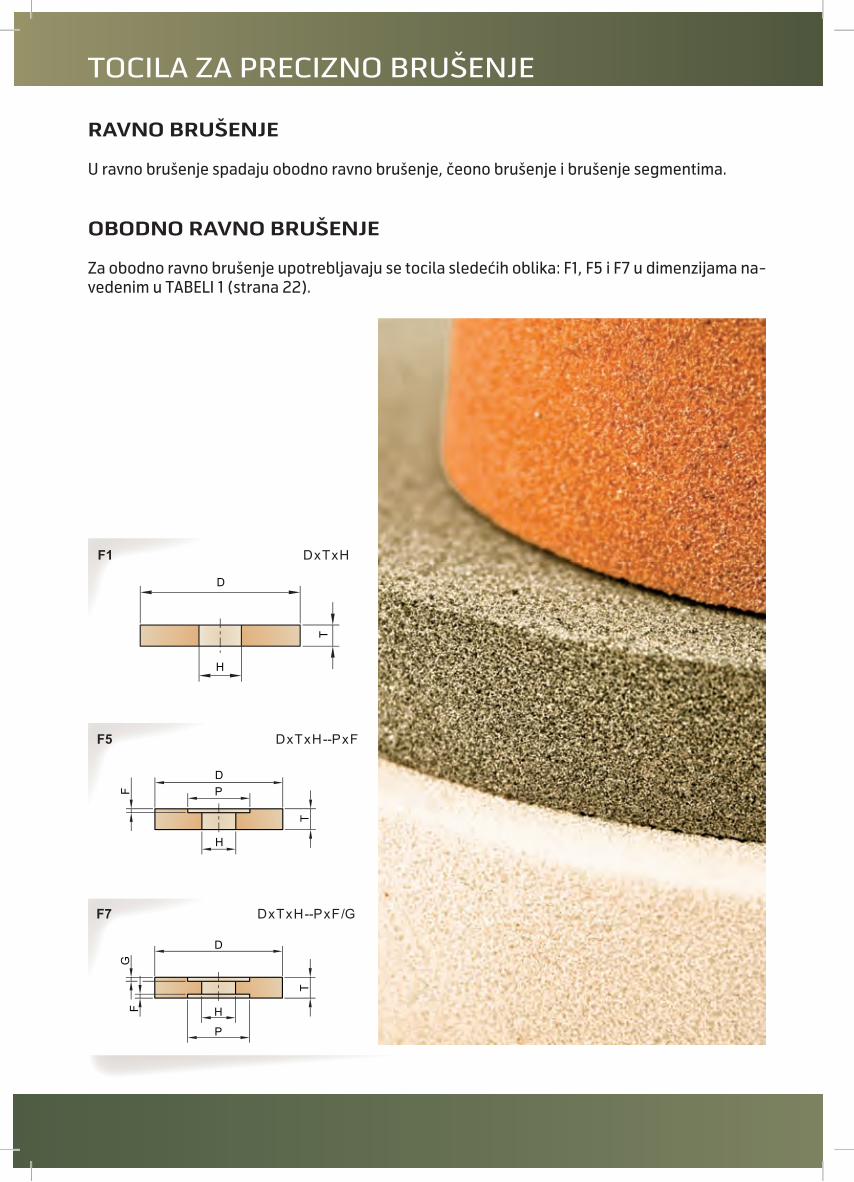
RAVNO BRU#ENJE
U ravno bru"enje spadaju obodno ravno bru"enje, #eono bru"enje i bru"enje segmentima.
OBODNO RAVNO BRU#ENJE
Za obodno ravno bru"enje upotrebljavaju se tocila slede!ih oblika: F1, F5 i F7 u dimenzijama na-vedenim u TABELI 1 (strana 22).
TOCILA ZA PRECIZNO BRU(ENJE
41
D mm T mm H mm200 Max 100 160250 Max 100 200400 Max 100 250600 Max 100 400
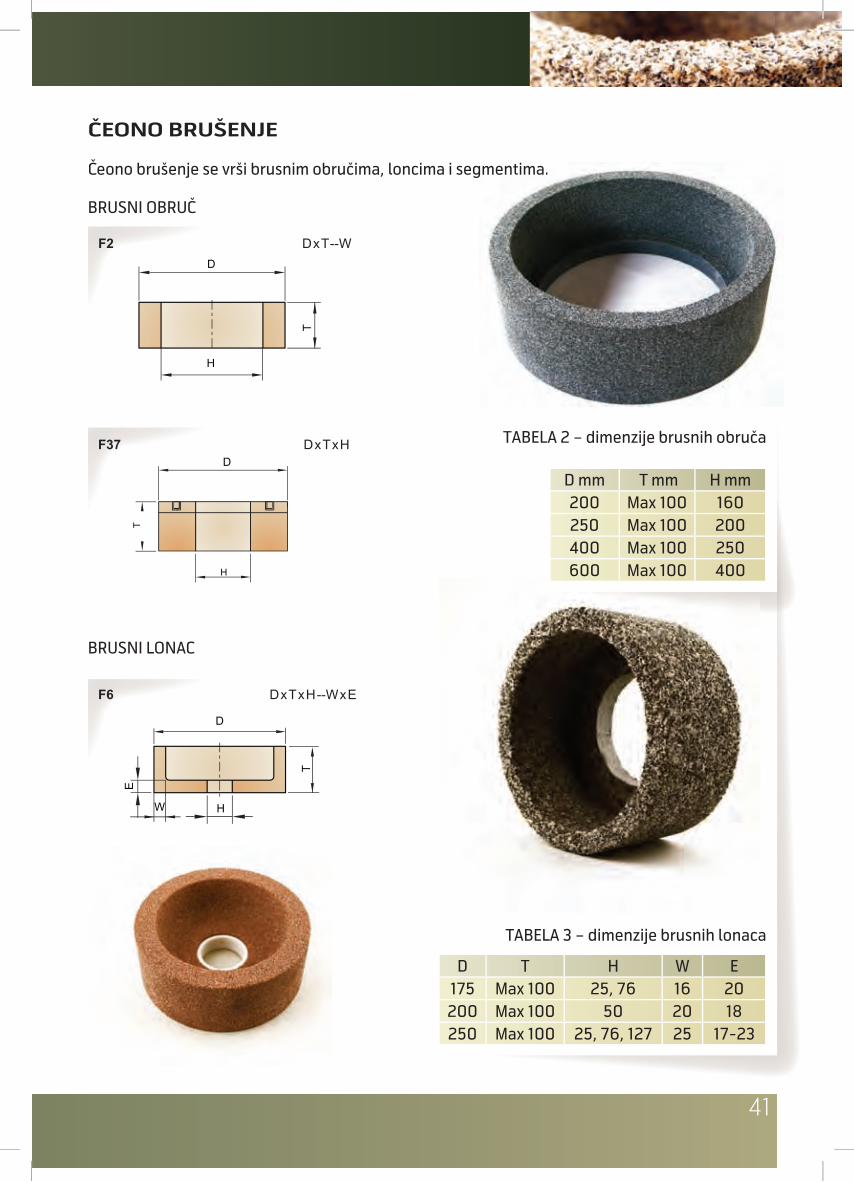
!EONO BRU#ENJE
)eono bru"enje se vr"i brusnim obru#ima, loncima i segmentima.
BRUSNI OBRU)
TABELA 2 – dimenzije brusnih obru#a
BRUSNI LONAC
TABELA 3 – dimenzije brusnih lonaca
D T H W E 175 Max 100 25, 76 16 20200 Max 100 50 20 18250 Max 100 25, 76, 127 25 17-23

A R B C L67 100 31 25 150
105 139 65 35 15085 140 59 25.7 150
A B C L54 60 22 11085 100 35 150
A R1 R2 B C L95 165 140 72 25 120
A R C L85 50 56 64
TOCILA ZA PRECIZNO BRU(ENJE
A C L40 16 17050 16 7850 25 15060 25 15080 20 15080 25 10080 25 15080 25 20090 20 20090 35 15090 35 200114 40 180120 40 180
BRUSNI SEGMENTI
Tocila za ravno bru"enje se koriste na obodnim brzinama do 32 m/s

43
A R K B C L F J119 320 86 105 55 210 15 20
A R1 R2 B C L45 90 90 50 16 9050 90 90 45 16 90
A R B C L57.3 179 65 25 11057.3 179 65 25 160
Preporuke za kori"!enje tocila za ravno bru"enje:
Primena Abrazivno zrno Veli#ina zrna Tvrdo!a Struktura Veza
)elik nekaljeni 12A 24-36 J-K 6 V
)elik kaljeni
<55HRC55-62 HRC>62HRC
21A, 22A, 42A40A, 42A, 60A
60A, 80A30-46 E-I 8-12 V
Alatni #elik
visokolegiranibrzorezniner$aju!i
60A, 80A22A, 42A
22A, 80A,10C
36-4636-5436-60
E-IE-HF-J
8-126-88-125-6
VVVV
Sivi liv 10C, 90C 24-46 H-K 5-6 VAluminijum , obojeni metali 10C, 90C 24-36 H-J 5-6 V
)elik tvrdo hromiran 22A, 82A, 80A, 10C 46-80 F-IG-I
10-145-6
VV
Keramika, plastika 90C 16-54 K-S 3-4 B

A L7 63
10 10012 15020 200
BRUSEVI ZA RU)NO BRU(ENJE
A LA L
A C L12 6 15012 10 15050 25 150
A C L R1 R271.5 60 140 25 72
Primena Abrazivno zrno Veli#ina zrna Tvrdo!a Struktura VezaNekaljeni #elici 12A, 22A 60-360 E-J 8-14 VKaljeni #elici 22A, 60A, 80A 70-360 E-J 8-14 VSivi liv 10C, 90C 70-360 E-J 8-14 V
HONOVANJE
Brusevi za honovanje su u stvari brusne turpije koje se upotrebljavaju za ma"insku obradu unu-tra"njeg pre#nika cilindara i okruglih cevi.
Izra$uju se u razli#itim dimenzijama, oblicima i kvalitetima u granulaciji do 360 po FEPA standar-du. Po pravilu za honovanje #eli#nih delova koriste se turpije napravljene od korunda, a za sivi liv se koriste turpije napravljene od silicijum karbida.

454545
BRUSNE TURPIJE I BELEGIJE
Pravougaona brusna turpija
Kombinovana brusna turpija
Kvadratna brusna turpija
Trougaona brusna turpija
Brusna turpija
A C L50 25 150
A L7 63
10 10012 15020 200
A L10 10010 150
A C L12 6 15050 25 150
A C B L20 40 110 17020 40 110 180
Abrazivno zrno Veli#ina zrna22A, 40A, 10C, 90C 60-360
A L7 63
10 10012 15020 200

A C L35 13 230
BRUSEVI ZA PORAVNAVANJE
Brusevi za poravnjavanje slu%e za #i"!enje i ravnanje brusnog tocila, koje je u radu zapunjeno strugotinom ili je izgubilo potrebnu geometriju. Za ovu svrhu kod preciznih bru"enja naj#e"!e se koristi dijamant, ali su za gruba bru"enja i u nekim slu#ajevima za fina bru"enja mnogo ekonomi#niji i adekvatniji poravnjiva#i od klasi#nih brusnih materijala.
Poravnjiva#
Poravnjiva#i se rade u kvalitetu
BRUSEVI ZA POLJOPRIVREDU
Brus za kosu
BRUSEVI ZA RU)NO BRU(ENJE
A C L50 25 150
Abrazivno zrno Granulacija Tvrdo!a Porozitet Veza10C90C 16-24 P-S 6-12 B
V

474747
A C L35 13 230

OZNA!AVANJE TOCILA I KONTROLA KVALITETA
Tocilo je neophodno da ima etiketu koja je istovremeno i atest kvaliteta. Na njoj se nalaze osnov-ni podaci vezani za:
oblik- kvalitet- radnu brzinu- datum proizvodnje i rok upotrebe-
Svi parametri su ozna#eni u skladu sa standardom K.F1. U katalogu su uporedno dati oblici koji se od-nose na pore$enje JUS standarda i odgovaraju!eg ISO standarda.
Kontrolu tocila vr"i proizvo$a# po svim elementima navedenim u oznaci kvaliteta:
vrsta abrazivnog zrna - granulacija abrazivnog zrna- klasa (tvrdo!a) tocila- struktura i poroznost tocila- vrsta veze - interna oznaka koja u svakom pojedinacnom slucaju ima precizno definisano zna#enje.-
Vrsta abrazivnog zrna za proizvodnju nasih tocila je ozna#ena po JUS standardu K.F1.005
Granulacija abrazivnog zrna ozna#ava se po FEPA standarduTvrdo!a tocila (klasa) ozna#ava se slovima abecede i raste od F do T. Odre$uje se internom me-todom, obzirom da metoda nije standardizovana.
OP(TE NAPOMENE

494949
Pored navedenih parametara u ozna-ci kvaliteta, kontroli"u se i:
dimenzije i geometrija- debalans- sigurnost tocila koja se kon-- trolise testom na povecanoj obodnoj brzini i/ili testom po-ve!anja brzine do razaranja.
Geometrija i dimenzije tocila se kon-troli"u po JUS standardu K.F1.006
Debalans se kontroli"e prema JUS standardu K.F1.007
Sigurnost tocila se kontroli"e po JUS standardu K.F1.008
Pre svih navedenih ispitivanja vr"i se vizuelna kontrola tocila, kao i proba tocila na zvuk. Oba ispitivanja slu%e da se, pre svega, otkriju eventualno prisutne pukotine ili neka druga vrsta defe-kata. Tocila koja nemaju vidljive ili skrivene pukotine imaju jasan zvuk, dok tup zvuk ukazuje na verovatno prisutne defekte u tocilu. Ovak test se vr"i tako sto se tocilo u "to slobodnijem vise!em polo%aju slabo udara drvenim #eki!em ili sli#nim predmetom.Pored etikete koja je obavezna, oznake dimenzija i kvaliteta, i maksimalne dozvoljene radne brzine mogu se na!i na samom tocilu, pri #emu se:
50 m/s – ozna#ava plavom crtom po pre#niku63 m/s – ozna#ava %utom crtom po pre#niku80 m/s – ozna#ava crvenom crtom po pre#niku
Tocila se pakuju u kartonske kutije i svako tocilo poseduje etiketu koja je atest kvaliteta. Master Technics ne garantuje za o"te!enja koja se mogu javiti tokom transporta i skladi"tenja kod kup-ca.
Tocila se ni u jednoj fazi ne smeju udarati ili bacati.

OP#TI USLOVI ZA IZBOR TOCILA
Pri izboru tocila moraju se imatiu vidu slede!i elementi:
Tocila za grubo bru"enje efikasnije skidaju materijal, ali je kvalitet bru"enja povr"ine lo"iji. 1. Za fina i precizna bru"enja preporu#uju se tocila sa srednjom i finom veli#inom #estica korunda i silicijum karbida.Grubo bru"enje i #i"!enje se po pravilu primenjuju kao suvo bru"enje, dok se kod finih bru-2. "enja u ve!ini slu#ajeva koriste rashladne te#nosti, odnosno koristi se mokro bru"enje.Kao op"te pravilo mo%e se re!i da se za mek"e #elike koriste tvr$a tocila, a za #elike velike 3. tvrdo!e tocila treba da budu mek"a. Takvo usmerenje mo%e se shvatiti samo orijentacio-no jer ima mnogo izuzetaka i specifi#nosti koje su date u separatnom delu.Za gruba bru"enja, kao i za ve!e obodne brzine koriste se tocila sa bakelitnom vezom, dok 4. se za precizna bru"enja uglavnom koriste tocila sa kerami#kom vezom.Tocila sa bakelitnom vezom imaju ograni#en rok upotrebe obzirom da se veza vremenom 5. razgra$uje, dok bi se za tocila sa kerami#kom vezom moglo re!i da nemaju ograni#en rok upotrebe.Tocila sa bakelitnom vezom koriste se uglavnom za suvo bru"enje, dok se kod upotrebe 6. tocila sa kerami#kom vezom #esto koriste rashladne te#nosti. U nekim slu#ajevima se i kod bakelitnih tocila mogu koristiti rashladne te#nosti, ali se to posebno mora navesti u zahtevu.
KVALITET OBRA$ENE POVR#INE – HRAPAVOST
Pored zahteva za "to efikasnijim skidanjem materijala pri bru"enju, drugi podjednako va%an zahtev je kvalitet obra$ene povr"i-ne, odnosno hrapavost. Ne ulaze!i u stru#no – tehni#ke parametre hrapa-vosti, mo%e se generalno re!i da na nju uti#e fino!a i vrsta abrazivnog zrna, njihov raspored i struktura tocila, kao i vrsta materijala koji se brusi, na#in bru"enja i drugi parametri koji su ve-zani za karakteristike ma"ine za bru-"enje. Najop"tije se mo%e re!i da tocila sa grubim abrazivnim zrnom imaju za rezultat ve!u hrapavost, dok fina zrna daju bolji kvalitet obra$ene povr"ine. Pri tome je u#inak bru"enja u obrnu-tom odnosu.
OP(TE NAPOMENE

515151
SKLADI#TENJE, MONTA%A I RAD SA TOCILOM
Skladi"tenje tocila vr"i se u suvim prostorijama pri #emu za bakelitna tocila temperatura ne sme biti ispod 0ºC, a optimalna temperatura je 10-30ºC. Relativna vla%nost u prostoriji gde se skla-di"te bakelitna tocila ne sme biti ve!a od 75%. (tetne su i nagle promene temperature kao i bliskost izvora toplote. Kod kerami#kih tocila posebnu pa%nju treba obratiti na mogu!u izlo%e-nost udarcima, obzirom na njihovu krtost, tako da treba da budu na dovoljnoj udaljenosti od transportnih puteva. Najbolji na#in pravilnog skladi"tenja tocila je u regalima prema prilo%enoj skici.
Pre monta%e obu#en radnik treba da izvr"i vizuel-nu kontrolu tocila, kao i probu na zvuk na isti na#in kao i proizvo$a#. Na taj na#in proverava se da li je tokom transporta ili skladi"tenja do"lo do o"te!e-nja tocila. Kod bakelitnih tocila potrebno je prove-riti rok upotrebe.Monta%u tocila na brusilicu mora da uradi kvalifi-kovan i obu#en radnik.Pri monta%i tocila mora se najpre o#istiti prirubnica i prekontrolisati paralelnost ravnih strana prirub-
nica, postaviti #iste podmeta#e od papira ili nekog drugog elasti#nog materijala debljine 0.3-0.8mm. Tako$e, treba proveriti da li je minimalni zazor izme$u unutra"njeg otvora i osovine u granicama tolerancije (H=11, 12, 13). Nije dozvoljena monta%a tocila na silu sa pritiskom, po"to se tocila za vreme rada zagrevaju pa se javljaju dodatni naponi koji mogu dovesti do razletanja tocila.
Pored monta%e tocila na osovinu i vezivanja pri-rubnicama, brusni elementi se mogu vezivati i montirati i na druge na#ine:
- brusne plo#e, brusni obru#i i profili sa maticama vezuju se zavrtnjima za metalnu povr-"inu ili nosa#. Pri stezanju zavrtanja mora se vo-diti ra#una da sila stezanja bude dovoljna da to-cilo bude dobro pri#vr"!eno, ali ne sme da pre$e silu koja mo%e da ugrozi sigurnost tocila i is#upa matice. Prema dosada"njim iskustvima razli#itih proizvo$a#a ta sila ne sme pre!i 27 N/m.- brusne plo#e i obru#i za ravno bru"enje mogu se i lepiti za metalnu podlo"ku pri #emu je najbolja varijanta da mi kao proizvo$a#i izvr"imo lepljenje i kontrolu zalepljenog alata.- Vezivanje se mo%e vr"iti i stezanjem se-gmenata u specijalno dizajniranu glavu brusilice u skladu sa oblikom segmenta.- Brusni profili se, pored vezivanja matica-ma, mogu pri#vrstiti i stezanjem u #auru #eli#nih "ipkica – nosa#a brusnih profila #iji su pre#nici 6, 8 i 9mm.

Pre po#etka bru"enja sa tocilom mora se ispo"tovati slede!a procedura:
- podesiti tocilo tako da se okre!e sa maksimalnom radnom brzinom. Pri tome ta brzina ne sme da prekora#i maksimalno deklarisanu radnu brzinu, a radnik mora biti na bezbednom me-stu.- Ostaviti tocilo da se 5 min okre!e bez optere!enja- Po#etak bru"enja treba da bude postepen da bi se tocilu omogu!ilo da se postepeno za-greva- Ukoliko se sa kori"!enim tocilom nije du%e vremena radilo, primeniti postupak kao u radu sa novim tocilom.- Pre monta%e, a i kasnije pri radu voditi ra#una o roku upotrebe kod bakelitnih tocila.
Pri monta%i tocila i radu sa njim poseb-na pa%nja mora se obratiti na za"titu pri radu. Sva tocila, sa retkim izuzecima, koja podrazumeva-ju i poseban na#in monta%e, moraju da imaju i za"tit-no ku!i"te.Tako$e, obavezna je upo-treba li#nih za"tit-nih sredstava: nao-#ara, ko%ne kecelje, rukavica, a u nekim slu#ajevima je ne-ophodan je i "lem. Posebna pa%nja se mora obratiti kod
svih ma"ina koje imaju mogu!nost promenljivog broja obrtaja, pri #emu treba voditi ra#una da se radi u granicama deklarisane maksimalne radne brzine.
Kerami#ki vezana tocila se koriste za bru"enje uz upotrebu te#nosti za hla$enje. U nekim slu#a-jevima rashladne te#nosti se koriste i kod bru"enja tocilima sa bakelitnom vezom, ali se to mora posebno naglasiti da bi se upotrebilo bakelitno vezivo "to otpornije na vlagu. Bez obzira o kojoj se vezi radi po prestanku bru"enja tocilo se mora dobro iscentrifugirati i osloboditi preostale vlage. U suprotnom dolazi do pojave velikog debalansa i mogu!eg loma pri ponovnom pu"tanju u rad. Kod bakelitnih tocila zaostala voda izaziva dodatno razgradnju veze, "to dovodi do duplog rizika pri ponovnom pu"tanju u rad.
Posle nekog perioda rada tocilo mo%e da izgubi pravilan geometrijski oblik ili da do$e do za-punjavanja pora, #ime se efikasnost bru"enja smanjuje. U oba slu#aja potrebno je poravnanje tocila koje se mo%e vr"iti dijamantom ili poravnjiva#em od silicijum karbida. U nekim slu#ajevima za gruba bru"enja tocila se poravnavaju i podo"travaju sa nazubljenim metalnim to#ki!ima. Sa-vremene ma"ine za precizno bru"enje poseduju ugra$en sistem za poravnavanje.
OP(TE NAPOMENE

535353
OBODNE BRZINE
Obodne brzine koje se izra%avaju u m/s su u direktnoj korelaciji sa brojem obrtaja tocila na ma-"ini (min-1) i pre#nikom tocila. To je parametar o kome se zbog sigurnosti rada, a i zbog kvaliteta bru"enja mora posebno voditi ra#una.Na etiketi je nazna#ena i maksimalna dozvoljena obodna brzina, kao i maksimalni broj obrtaja za konkretno tocilo.Iako ima izuzetaka, generalno se primenjuju slede!e obodne brzine:- max 40 m/s primenjuje se kod tocila sa kerami#kom vezom za obodno bru"enje oblika F1, F3, F4, F5, F7, F20, F21, F22, F23, F24, F25, F26, F38, F39, kao i za brusne profile sa maticom i dr"kom;- max 32 m/s se primenjuje kod tocila sa kerami#kom vezom za bo#no brusenje za oblike: F2, F6, F9, F11, F12, F35, F36, F37, kao i za bru"enje segmentima;- max 40m/s se primenjuje za bo#no bru"enje kod ravnih tocila sa bakelitnom vezom bru-snih obru#a i segmenata sa bakelitnom vezom, kao i kod bakelitnih tocila koja se vezuju matica-ma i lepljenjem za metalnu povr"inu, a slu%e za bo#no bru"enje;- max 63 m/s se primenjuje kod tocila prvenstveno za grubo obodno bru"enje i #i"!enje, pri #emu je obavezna #eli#na armatura i sitnozrni kolut.- max 80 m/s se primenjuje kod tocila armiranih mre%icama od staklenih vlakana, a koja slu%e za obodno bru"enje na pneumatskim i elektri#nim brusilicama.

TABELA OBODNIH BRZINA
D (mm)
v (m/s)
15 16 20 25 30 32 35 40 45 50 60 63 80 100
n (rpm)
25 11500 12200 15300 19100 22900 24400 24700 30600 34400 38200 45800 48100 61100 76400
32 8950 9550 11900 14900 17900 19100 20900 23900 26900 29800 38500 37600 47700 59700
40 7160 7640 9550 11900 14300 15300 16700 19100 21500 23900 28600 30100 38200 47700
50 5730 6110 7640 9550 11500 12200 13400 15300 17200 19100 22900 24100 30600 38200
63 4550 4850 6060 7580 9100 9700 10600 12100 13600 15200 18200 19100 24300 30300
80 3580 3820 4770 5970 7160 7640 8360 9550 10700 11900 14300 15000 19100 23900
100 2860 3060 3820 4770 5730 6110 6680 7640 8590 9550 11500 12000 15300 19100
125 2290 2440 3060 3820 4580 4890 5350 6110 6880 7640 9170 9630 12200 15300
150 1910 2040 2550 3180 3820 4070 4460 5090 5730 6370 7640 8020 10200 12700
175 1640 1750 2180 2730 3270 3490 3820 4370 4910 5460 6550 6880 8730 10900
180 1590 1700 2120 2650 3180 3400 3710 4240 4770 5310 6370 6680 8490 10600
200 1430 1530 1910 2390 2860 3060 3340 3820 4300 4770 5730 6020 7640 9550
225 1270 1360 1700 2120 2550 2720 2970 3400 3820 4240 5090 5350 6790 8490
230 1250 1330 1660 2080 2490 2660 2910 3320 3740 4150 4980 5230 6640 8300
250 1150 1220 1530 1910 2290 2440 2670 3060 3400 3820 4580 4810 6110 7640
300 955 1020 1270 1590 1910 2040 2230 2550 2860 3180 3820 4010 5030 6370
350 819 873 1090 1360 1640 1750 1910 2180 2460 2730 3270 3440 4370 5460
400 716 764 955 1190 1430 1530 1670 1910 2150 2390 2860 3010 3820 4770
450 637 679 849 1060 1270 1360 1490 1700 1910 2120 2550 2670 3400 4240
500 573 611 764 955 1150 1220 1340 1530 1720 1910 2290 2410 3060 3820
550 521 556 694 868 1040 1110 1220 1390 1560 1740 2080 2190 2780 3470
600 477 509 637 796 955 1020 1110 1270 1430 1590 1910 2010 2550 3180
650 441 470 588 735 881 940 1030 1180 1320 1470 1760 1850 2350 2940
700 409 437 546 682 819 873 955 1090 1230 1360 1640 1720 2180 2730
750 382 407 509 637 764 815 891 1020 1150 1270 1530 1300 2040 2550
800 359 382 477 597 716 764 836 955 1070 1190 1430 1500 1910 2390
900 318 340 424 531 637 679 743 849 955 1060 1270 1340 1700 2120
1060 270 288 360 450 541 577 631 721 811 901 1080 1140 1440 1800
1250 230 245 305 380 458 488 534 610 685 760 915 960 1020 1525
Broj obrtaja u minuti, za razli#ite pre#nike brusnih plo#a, ra#una se na osnovu obodne brzine po slede!oj formuli:
[v = periferna brzina (m/s); D = pre#nik brusne plo#e (mm); += 3,14; n = broj obrtaja u minuti (rpm)]
OP(TE NAPOMENE
90
Dv (m/s)
(mm)15 16 20 25 30 32 35 40 45 50 60 63 80 100
n (rpm)

design by