
s.abzal Basha,Kotilinga Reddy,k Brahmayya
14
A MINI PROJECT REPORT ON METAL CASTING BY USING ELECTRIC FURNACE BY S.ABZAL BASHA CH.KOTI LINGA REDDY 09D55A0302 08D51A0360 VIF COLLEGE OF ENGINEERING & TECHNOLOGY K.BRAHMAYYA 07D51A0302
-
Upload
fakuruddin-shaik -
Category
Documents
-
view
228 -
download
0
Transcript of s.abzal Basha,Kotilinga Reddy,k Brahmayya

8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 1/14
A MINI PROJECT REPORT ON
METAL CASTING BYUSING ELECTRIC
FURNACEBY
S.ABZAL BASHA CH.KOTI LINGAREDDY
09D55A0302 08D51A0360
VIF COLLEGE OF ENGINEERING &
TECHNOLOGY
K.BRAHMAYYA07D51A0302
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 2/14
ABSTRACT
A wide variety of sizes and shapes of simple and intricatenature can be produces in different metals.
Ferrous materials are the must important metals/ alloy in themetallurgical and mechanical industries because of their very
extensive use. Originally the electric furnace are used for the manufacture of
relatively small amount of high grade total steels and alloysteels.
In completion if melting the moulding are set by the mouldingsand. The mould material should be such that mould cavityretianing its shape until the molten metal solidifiescompletely.
The main objective of the present project is to study “Theprocess of metal casting by using electric furnace.”
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 3/14
CASTING
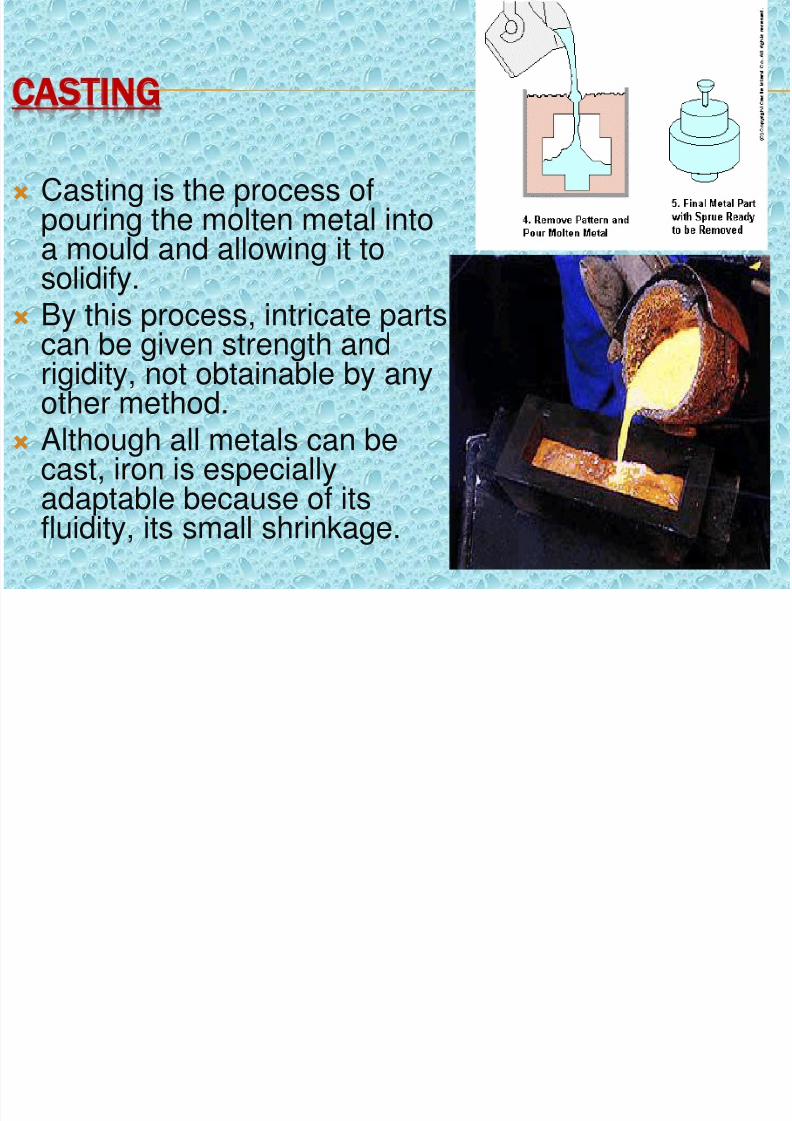
Casting is the process ofpouring the molten metal intoa mould and allowing it to
solidify. By this process, intricate parts
can be given strength andrigidity, not obtainable by any
other method. Although all metals can be
cast, iron is especiallyadaptable because of itsfluidity, its small shrinkage.
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 4/14
ELECTRIC FURNACE
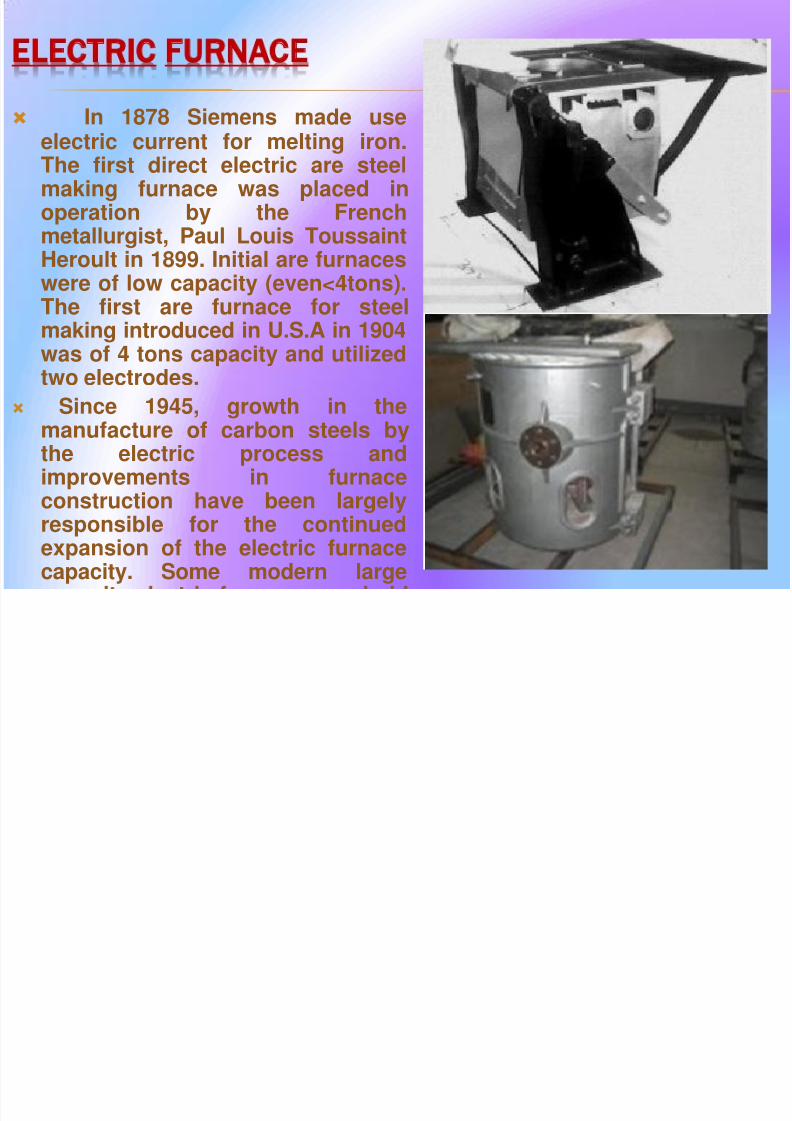
In 1878 Siemens made use
electric current for melting iron.The first direct electric are steelmaking furnace was placed inoperation by the Frenchmetallurgist, Paul Louis ToussaintHeroult in 1899. Initial are furnaceswere of low capacity (even<4tons).The first are furnace for steelmaking introduced in U.S.A in 1904was of 4 tons capacity and utilizedtwo electrodes.
Since 1945, growth in themanufacture of carbon steels bythe electric process andimprovements in furnaceconstruction have been largelyresponsible for the continued
expansion of the electric furnacecapacity. Some modern large
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 5/14
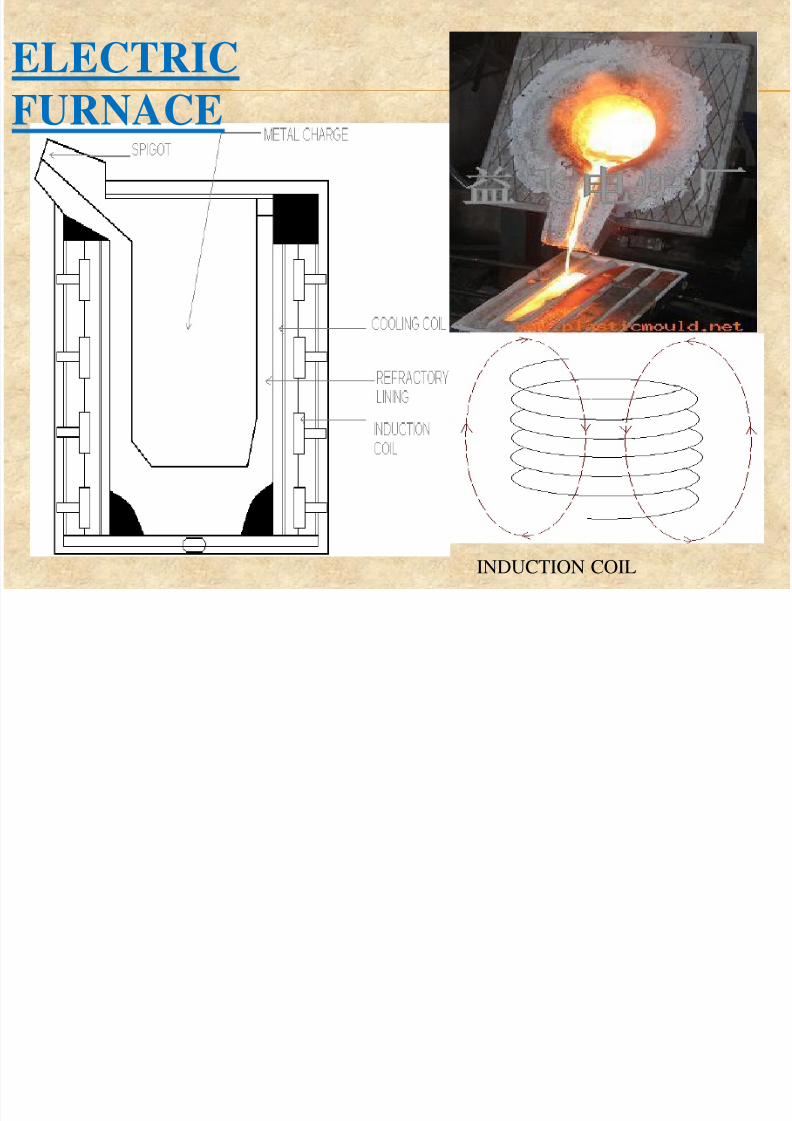
ELECTRIC
FURNACE
INDUCTION COIL
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 6/14
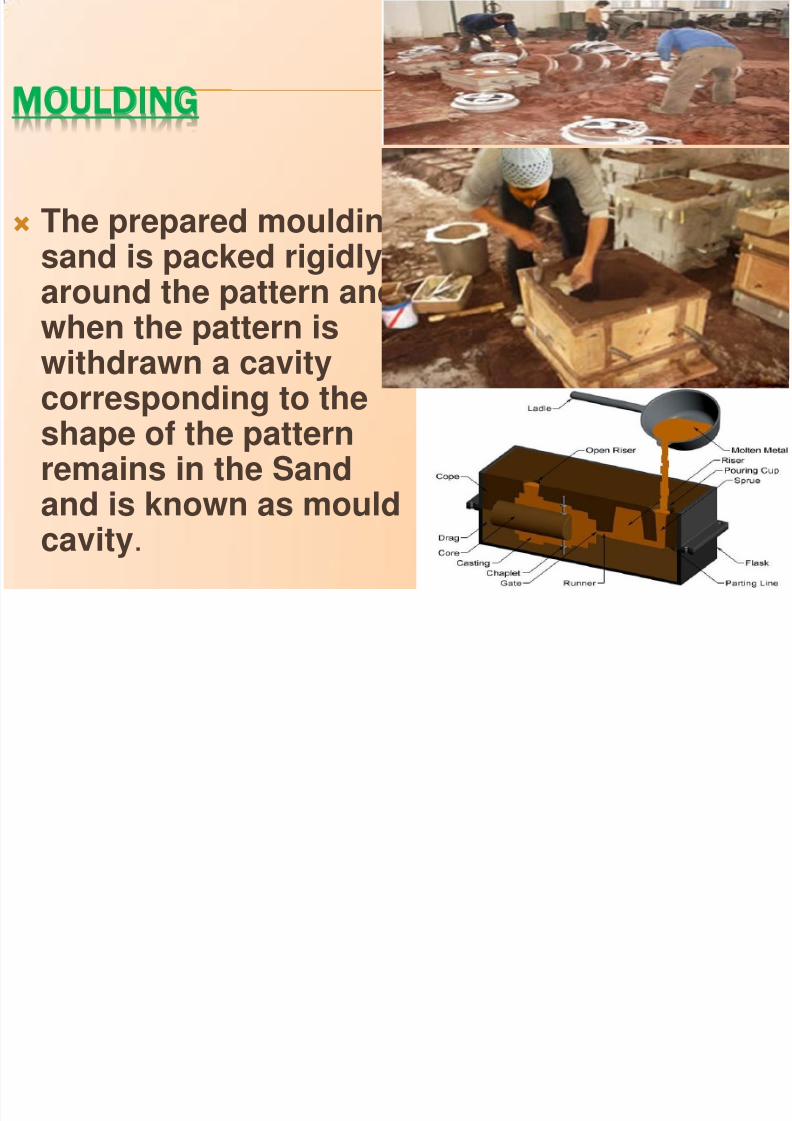
MOULDING
The prepared mouldingsand is packed rigidlyaround the pattern andwhen the pattern iswithdrawn a cavity
corresponding to theshape of the patternremains in the Sandand is known as mould
cavity.
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 7/14
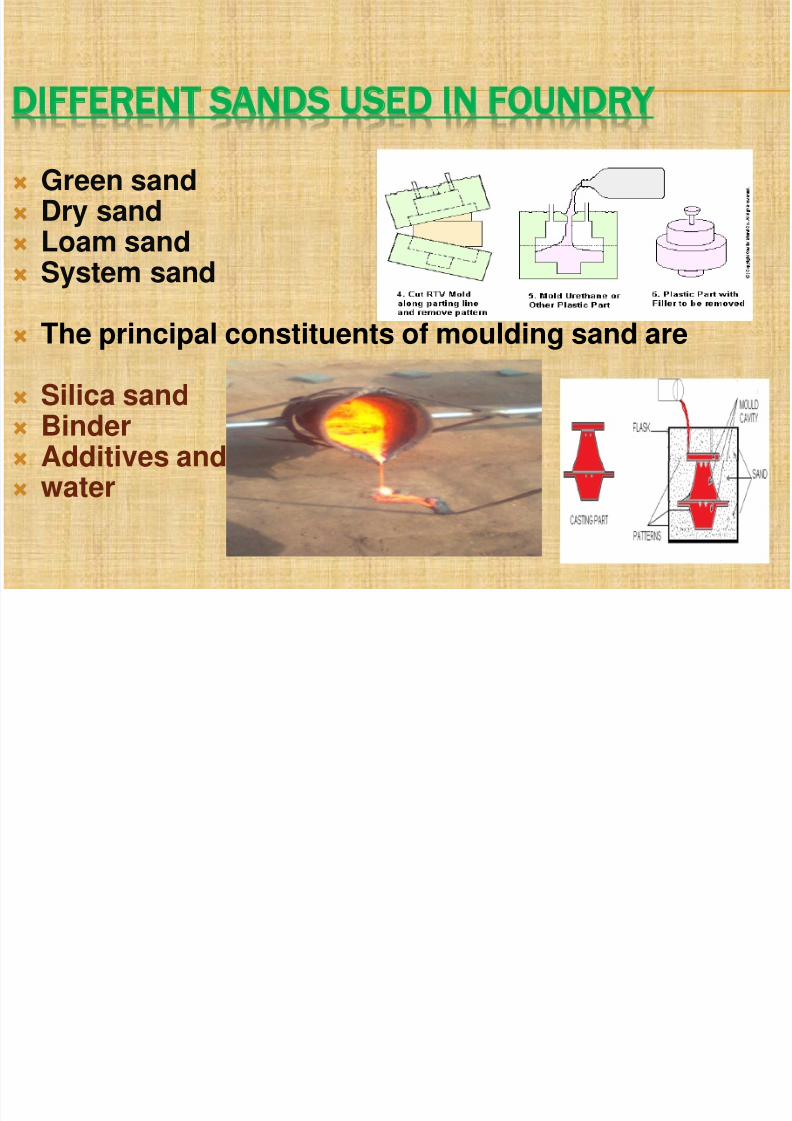
DIFFERENT SANDS USED IN FOUNDRY
Green sand Dry sand Loam sand
System sand
The principal constituents of moulding sand are
Silica sand Binder Additives and water

8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 8/14
PATTERN
A pattern is the replica model of thedesired casting, which packed ofembedded in a suitable mouldingmaterial produces a cavity calledmould.
This cavity when filled with moltenmetal produces the desired castingafter solidification of the pouredmetal. The process of making apattern is known as pattern making.
PATTERN MATERIAL Non-metal like a wood Metal type like a Alluminium and
Alluminium alloys, steel, cast iron,brass, white metal.
ONE PIECE PATTERN
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 9/14
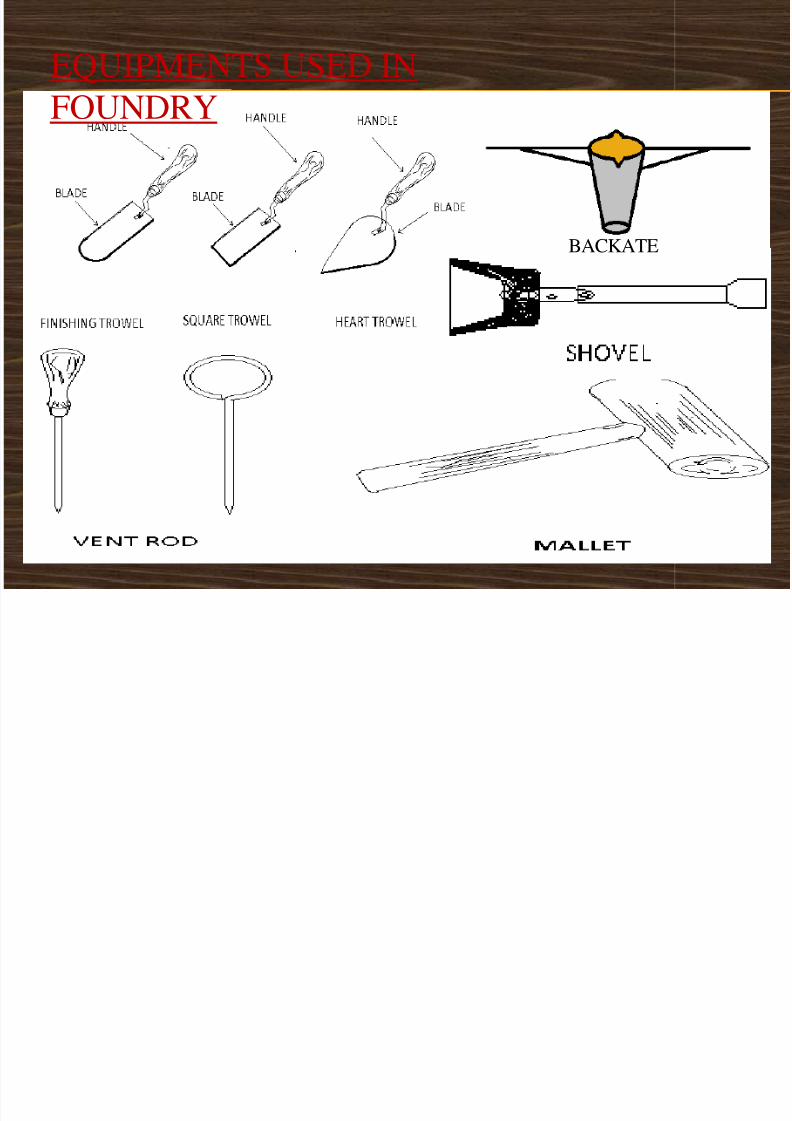
EQUIPMENTS USED IN
FOUNDRY
BACKATE
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 10/14
ADVANTAGES
An induction furnace can melt relatively small
quantities (from1.5kg up to 12tons) of a wide variety of metal and alloys quickly,conveniently and clearly
A high frequency induction furnace has a simpler construction as compared to core type (low frequency) induction furnace because it eliminates the laminated iron ore and the need for the channels of molten metal. High frequency induction furnaces do not need a warming up time.
A number of alloys one after the other can be easily melted in this type of furnace.
High frequency induction furnaces do not need
a warming up time.

8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 11/14
CASTING PARTS:-
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 12/14
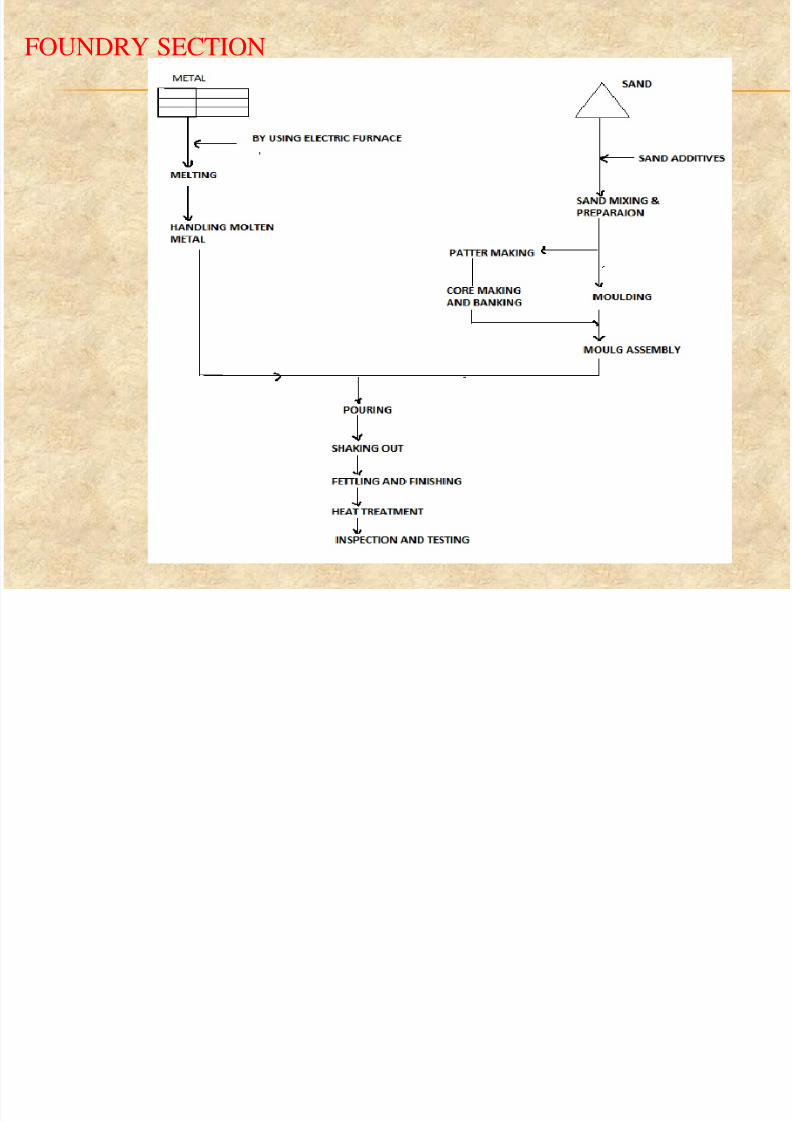
FOUNDRY SECTION
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 13/14
CONCLUSION:
---- Size is a not a limitation.
---- Intricate components can be made with accuracyand good surface finish.
----There are several metals which can only be cast.
---- Metal casting can be adopted for job works as wellas far mass production.
---- Casting in general resistance creep under hightemperature.
8/3/2019 s.abzal Basha,Kotilinga Reddy,k Brahmayya
http://slidepdf.com/reader/full/sabzal-bashakotilinga-reddyk-brahmayya 14/14
THANK YOU


















