
RQ = Responsable Qualité RAQ = Responsable Assurance...
26
Les moyens et outils de progrès du RQ = Responsable Qualité RAQ = Responsable Assurance Qualité 1) Quels sont les moyens du Responsable Qualité ? 2) Quel sont ses outils de progrès ? • Les 5S • Les 6 basiques Qualité • Le GRP SOMMAIRE LES MOYENS DU RESPONSABLE QUALITE Les réunions de services • de faire le bilan Qualité de la semaine en fonction des produits fabriqués pour chaque équipe • de valider les plans d’actions mis en place lors des réunions précédentes • d’étudier ensemble de nouvelles méthodes de contrôle ou des axes d’amélioration sur chacun des produits Ces réunions sont hebdomadaires hebdomadaires et permettent : Point essentiel : Travailler en équipe • de faire des rappels faire des rappels et des mises à jour sur : - les différents basiques de la Qualité (5S, 6 basiques Qualité…) - sur les instructions de contrôle instructions de contrôle des différents produits Ces réunions permettent également : Point essentiel : Les réunions doivent être utiles et apporter quelque chose aux participants Les réunions de services •de former former l’é ’équipe Qualit quipe Qualité : - à de nouvelles règles permettant l’amélioration permanente de l’entreprise - sur le management d’une équipe • de former l’équipe Qualité sur la métrologie Ces réunions permettent également : Point essentiel : Les réunions doivent être utiles et apporter quelque chose aux participants Les réunions de services
Transcript of RQ = Responsable Qualité RAQ = Responsable Assurance...
Les moyens et outils de progrès du
RQ = Responsable Qualité
RAQ = Responsable Assurance Qualité
1) Quels sont les moyens du Responsable Qualité ?
2) Quel sont ses outils de progrès ?
• Les 5S
• Les 6 basiques Qualité
• Le GRP
SOMMAIRE
LES MOYENS DU RESPONSABLE QUALITE
Les réunions de services
• de faire le bilan Qualité de la semaine en fonction des produits fabriqués pour chaque équipe
• de valider les plans d’actions mis en place lors des réunions précédentes
• d’étudier ensemble de nouvelles méthodes de contrôle ou des axes d’amélioration sur chacun des produits
Ces réunions sont hebdomadaireshebdomadaires et permettent :
Point essentiel : Travailler en équipe
• de faire des rappelsfaire des rappels et des mises à jour sur :
- les différents basiques de la Qualité (5S, 6 basiques Qualité…)
- sur les instructions de contrôleinstructions de contrôle des différents produits
Ces réunions permettent également :
Point essentiel : Les réunions doivent être utiles et apporter quelque chose aux participants
Les réunions de services
•de formerformer ll’é’équipe Qualitquipe Qualitéé :
- à de nouvelles règles permettant l’amélioration permanente de l’entreprise
- sur le management d’une équipe
• de former l’équipe Qualité sur la métrologie
Ces réunions permettent également :
Point essentiel : Les réunions doivent être utiles et apporter quelque chose aux participants
Les réunions de services
Les réunions inter services
• la DirectionDirection de l’entreprise• le Responsable de ProductionProduction
• le Responsable QualitQualitéé
• le Responsable de la MaintenanceMaintenance
• le Responsable LogistiqueLogistique
• le Responsable AchatsAchats
• le Responsable RHRH (ressource humaine)
Ces réunions sont hebdomadaires et regroupent :
Point essentiel : Travailler en équipe pour l’amélioration globale de l’entreprise
• de faire un bilan hebdomadaire par service(productivité, Réclamations clients…)
• d’analyser les indicateurs de chaque service (productivité, Réclamation clients…)• de mettre en place les actions nécessaires pour l’amélioration de chaque service• d’annoncer les axes de travail pour la semaine à venir
Ces réunions permettrent :
Point essentiel : Travailler en équipe pour l’amélioration globale de l’entreprise
Les réunions inter services
La communication dans l’entreprise
• informer le personnel des résultats Qualité interneinterne
• informer le personnel des résultats Qualité externeexterne
• informer le personnel des actions practions prééventivesventives ou correctivescorrectives mises en place
• annoncer les objectifs à atteindre
La communication dans l’entreprise, c’est :
Point essentiel : le personnel est le cœur de l’entreprise et influe directement sur les résultats
de l’entreprise
Les challenges Entreprise
• à motiver le personnel afin qu’ils garantissent un niveau de Qualité maximal
• à faire progresser l’entreprise sur divers axes qui ont été repérés comme fragiles
• à obtenir les résultats souhaités en récompensant le personnel
Les challenges Entreprise consistent :
Point essentiel : un personnel motivé et intégré dans un challenge se fixera lui-même des objectifs très hauts
• Chefs d’équipe : Augmentation de la productivité, diminution des rebuts…
• Qualité/Opérateurs : 0 réclamations clients, respects des basiques Qualité…
• Logistique : 0 retards de livraison, Pas d’erreurs de livraison…
Les challenges Entreprise ne concernent pas uniquement la Qualité mais l’ensemble des services de l’entreprise :
Point essentiel : un challenge est mis en place pour l’ensemble du personnel, il ne faut pas favoriser un service…
Les challenges Entreprise : La mise en place
LES OUTILS DE PROGRES
LES OUTILS « Qualité »
Quelques exemples …
LES « 5S »
Introduction
Définition :
Technique de management qui permet d’introduire ordre et rigueur dans l’Entreprise
C’est une méthode de management simple et efficace pour faire progresser rapidement l’entreprise
Outil essentiel pour amorcer une démarche de Qualité Totale
Les outils Qualité : LES « 5S »
Méthodologie :
La méthode des « 5S », qui tire son origine de la première lettre de chacune des 5 opérations, est une technique de management qui repose sur des principes simples :
Seiri Débarras
Seiton Rangement
Seiso Nettoyage
Seiketsu Ordre
Shitsuke Rigueur
Progrès
Les outils Qualité : LES « 5S »Débarras :
La première opération a pour but de trier, enlever l’inutile et hiérarchiser les éléments de travail, matériels ou immatériels
Lutter contre l’accumulation
Rangement :« Une place pour chaque chose et chaque chose à
sa place »
Aménager les moyens de façon à éviter les pertes de temps et d’énergie
Les outils Qualité : LES « 5S »
Nettoyage :Le non-respect de la propreté peut avoir des
conséquences considérables en provoquant des anomalies ou l’immobilisation de machines
Le but de cette opération revêt 2 aspects :
Préventif : ne pas salir
Correctif : nettoyer et inspecter
Les outils Qualité : LES « 5S »Ordre :
Cette opération consolide les précédentes.
L’ordre marque le respect de chacun pour son environnement immédiat
Il faut des aménagements créatifs et concrets
Le management visuel devient une méthode très utile
Les outils Qualité : LES « 5S »

Rigueur :C’est la règle la plus importante des « 5S ». Elle
est du ressort de la hiérarchie.
• Pérennise l’effort accompli pour aménager le poste de travail• Nécessite d’acquérir des habitudes et aussi un état d’esprit• Encourage le personnel à adhérer aux règles
La rigueur se développe autour de 2 axes importants :
• Un contrôle continu au travers de vérifications fiables• Une communication dynamique
Les outils Qualité : LES « 5S »Conclusion :
Le résultat de cette méthode de management se mesure :
• En productivité
• En satisfaction du personnel en regard des efforts réalisés pour améliorer les conditions de travail
Les outils Qualité : LES « 5S »
Les 6 basiques Qualité
Introduction
Les basiques Qualité sont des méthodes de progrès pour la production afin d’atteindre les exigences Qualité fixées. Les 6 basiques sont :
• Le mur Qualité
• L’autocontrôle
• Les bacs rouges
• La gestion des retouches
• Les poka yoké
• Le démarrage de production
Progrès
LE MUR QUALITE
Les outils Qualité : Le mur qualitéDéfinition
CLIENT
MUR QUALITE
Le MUR QUALITE n’est pas un poste de CONTRÔLE FINAL
C’est un contrôle supplémentaire
Le mur Qualité peut être défini comme la protection du client final par rapport aux produits fabriqués et livrés
ConformeNon conforme
Les outils Qualité : Le mur qualité
Le mur Qualité peut être utilisé :
En tant qu’action préventive : • Démarrage série, transfert de production
• Produit/Process non maîtrisé• Manque d’expérience, turn over important
En tant qu’action corrective :
• Le client exige une amélioration de la Qualité
• Retrouver rapidement la confiance du client
UtilisationsLes outils Qualité : Le mur qualité
les éléments de base
Le mur Qualité est :
• supervisé par la Qualité• possède des règles de réactions
• délègue un pouvoir de décision
Les outils Qualité : Le mur qualité
Retour d’info du clientRetour d’info à la ligne
Analyse des retours
Les outils Qualité : Le mur qualitéConclusions Le mur Qualité est :
• un poste occupé par des opérateurs formés et validés avec des enregistrements des rebuts
• un poste dposte déédidiéé àà du contrôledu contrôle : pas de valeur ajoutée
• un poste possédant un flux clairflux clair
• un poste possédant une panoplie de dpanoplie de dééfautfaut ainsi que des pièces limites
• un poste possédant des gabaritsgabarits et tous les moyens de mesuresmesures nécessaire
• un poste proprepropre, bien ééclairclairéé…
Les outils Qualité : Le mur qualité
L’AUTOCONTRÔLE
Les outils Qualité : L’AUTOCONTRÔLE
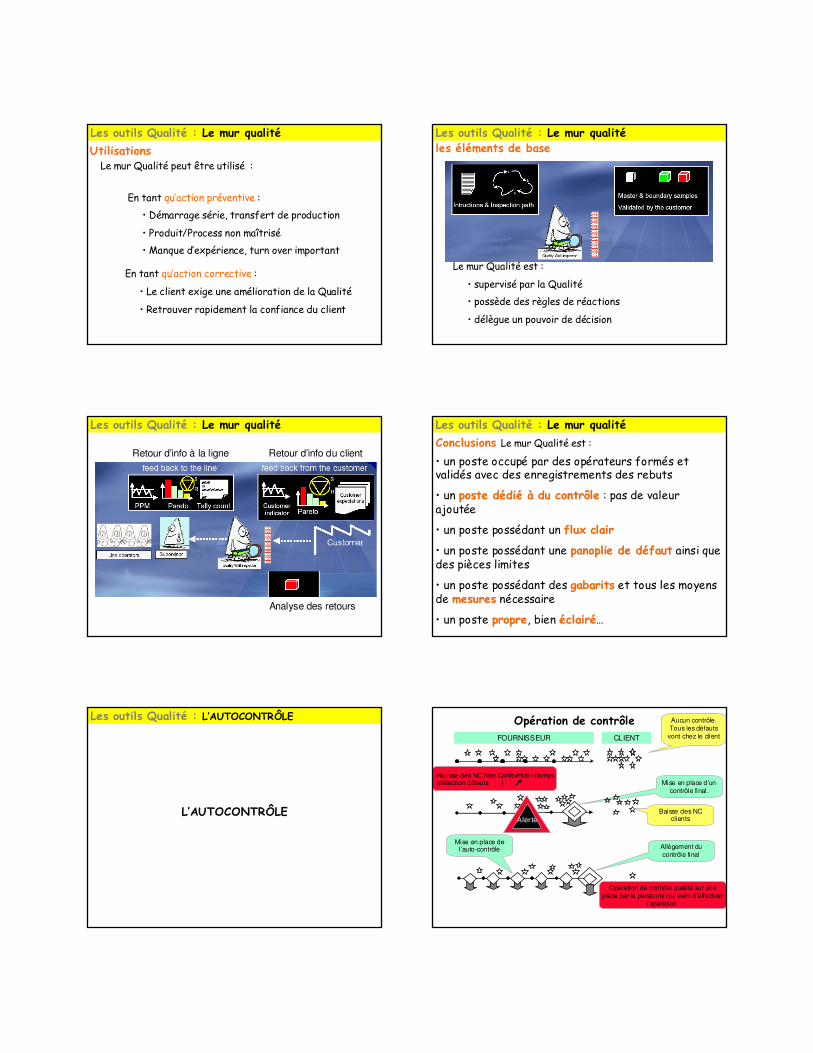
FOURNISSEUR CLIENT
Aucun contrôle.
Tous les défauts
vont chez le client
Mise en place d’un
contrôle final.
Alerte
Hausse des NC Non Conformité internes (détection défauts )
Baisse des NC clients
Mise en place de l’auto-contrôle
Opération de contrôle qualité sur une
pièce par la personne qui vient d’effectuer
l ’opération
Allègement du
contrôle final
Opération de contrôle
Réaliser une opération de contrôle, c’est :
• vérifier l’absence de défauts
• avoir une formation au préalable
• selon une séquence précise
• avec une méthode prédéfinie pour détecter tout type de défaut
• à l’aide d’outils visuels pour prendre desdécisions
• dans un temps prédéterminé
Les outils Qualité : L’AUTOCONTRÔLE
Les aides au contrôle sont :
• les instructions de contrôle
• les chemins de contrôle
• les échantillons de référence
• les échantillons limites
• les panoplies de défauts
Contrôle final
Autocontrôle Sur tous les postes
Les aides au contrôle
Les outils Qualité : L’AUTOCONTRÔLE
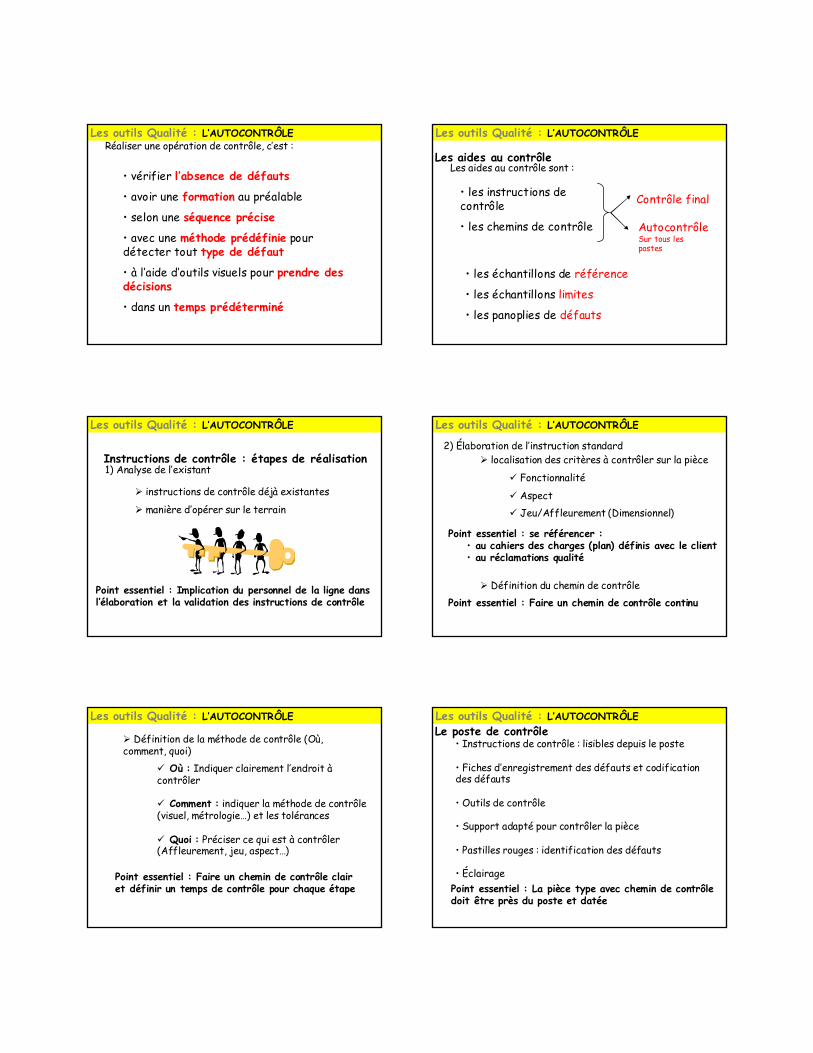
Instructions de contrôle : étapes de réalisation1) Analyse de l’existant
� instructions de contrôle déjà existantes
� manière d’opérer sur le terrain
Point essentiel : Implication du personnel de la ligne dans l’élaboration et la validation des instructions de contrôle
Les outils Qualité : L’AUTOCONTRÔLE
2) Élaboration de l’instruction standard� localisation des critères à contrôler sur la pièce
� Fonctionnalité
� Aspect� Jeu/Affleurement (Dimensionnel)
Point essentiel : se référencer : • au cahiers des charges (plan) définis avec le client• au réclamations qualité
� Définition du chemin de contrôle Point essentiel : Faire un chemin de contrôle continu
Les outils Qualité : L’AUTOCONTRÔLE
� Définition de la méthode de contrôle (Où, comment, quoi)
� Où : Indiquer clairement l’endroit àcontrôler
� Comment : indiquer la méthode de contrôle (visuel, métrologie…) et les tolérances
� Quoi : Préciser ce qui est à contrôler (Affleurement, jeu, aspect…)
Point essentiel : Faire un chemin de contrôle clair et définir un temps de contrôle pour chaque étape
Les outils Qualité : L’AUTOCONTRÔLELe poste de contrôle
• Instructions de contrôle : lisibles depuis le poste
• Fiches d’enregistrement des défauts et codification des défauts
• Outils de contrôle
• Support adapté pour contrôler la pièce
• Pastilles rouges : identification des défauts
• ÉclairagePoint essentiel : La pièce type avec chemin de contrôle doit être près du poste et datée
Les outils Qualité : L’AUTOCONTRÔLE

Échantillon de référence et panoplie de défaut� Un échantillon de référence est un échantillon conforme aux exigences du client
Point essentiel : La panoplie de défauts doit être visible, régulièrement revue et renouvelée ainsi que protégée.
� Une panoplie de défaut est un échantillonnage des principaux défauts connus :
• Glossaire de défauts identiques pour tous (Codification des défauts)• Support de formation pour les nouveaux arrivants (Guide de formation)
Les outils Qualité : L’AUTOCONTRÔLE
Échantillons limites
Ce sont les limites d’acceptation des défauts
Échantillons de référence
Limite d’acceptation
Référence
Pièces OK
☺
☺
☺☺
�
Pièces NOKÉchantillons de
défauts�
�
Échantillons limites
Les outils Qualité : L’AUTOCONTRÔLE
• Aider l’opérateur pour décider de manière autonome si une pièce est conforme ou non
• Éviter la dérive dans le temps des limites de contrôle (trop sévère ou pas assez)
Objectif : Encadrer la limite d’acceptation le plus précisément possible
Point essentiel : les échantillons limites sont signés par le client ou sinon par la qualité interne
But des échantillons limites :
Un défaut peut être acceptable dans une zone et non acceptable dans une autre.!
Les outils Qualité : L’AUTOCONTRÔLE
� Participation à l’élaboration de l’instruction� Formation en salle� Formation en atelier (hors poste de travail et sur le poste de travail)
• Formation du personnel de production
Formation et performance
� Auditer régulièrement la connaissance et le respect des instructions� Vérifier l’efficacité� Faire évoluer en fonction du niveau qualité(réclamations clients, nouveaux défauts internes…)
• Suivi de la performance
Les outils Qualité : L’AUTOCONTRÔLE
BACS ROUGES
Les outils Qualité : BACS ROUGES
Isoler le produit non-conforme de la ligne de production
Le principe de ce basique qualité est :
Objectif
Cet isolement doit être effectué :
• pour les produits finis• pour les produits semi-finis• pour les POE ou MP (Pièces d’Origine Extérieure, matière première)
Les outils Qualité : BACS ROUGES
Sur le poste de travail : Mise en oeuvre
1 bac rouge par type de produit non conforme :
• pour les produits finis• pour les produits semi-finis• pour les POE
Le bac rouge contient les pièces non-conformes :
• Douteux• Retouches• Rebuts
Les outils Qualité : BACS ROUGES
Les bacs rouges : Règles d’utilisation
• Pour les non-conformes : Pas pour les déchets
• Ne doit pas être jaune ni orange Rouge
• Identification fixe : pas de papier ou de ruban adhésif
• Attention au conditionnement de manière à ne pas abîmer une pièce qui peut être retouchable
!
Les outils Qualité : BACS ROUGES
Identification de la zone de stockageEmplacement
Les bacs rouges sont situés dans un endroit délimité et identifié au sol, en rouge
Lieu des bacs rouges sur la ligne de production
Garder le poste propre et en ordre
Placés le plus proche possible des postes de travail oùles défauts sont détectés
Améliorer la réactivité en cas de problème récurrent
Pas de perte de temps de manutention pour isoler la pièce
Les outils Qualité : BACS ROUGESPrincipe général sur le poste de travail
1 - Détecter le produit non-conforme
2 - Identifier la zone non-conforme sur le produit
3 - Isoler le produit non-conforme de la ligne de production
4 - Enregistrer le défaut
5 - Trier les pièces à retoucher ou à rebuter, au plus tard àla fin de l’équipe
Formation de l’opérateur
Pastille rouge / coup de crayon / ruban adhésif
Dans le bac rouge
Fiche d’enregistrement des défauts au poste
Par une personne autorisée et bien formée
Les outils Qualité : BACS ROUGES
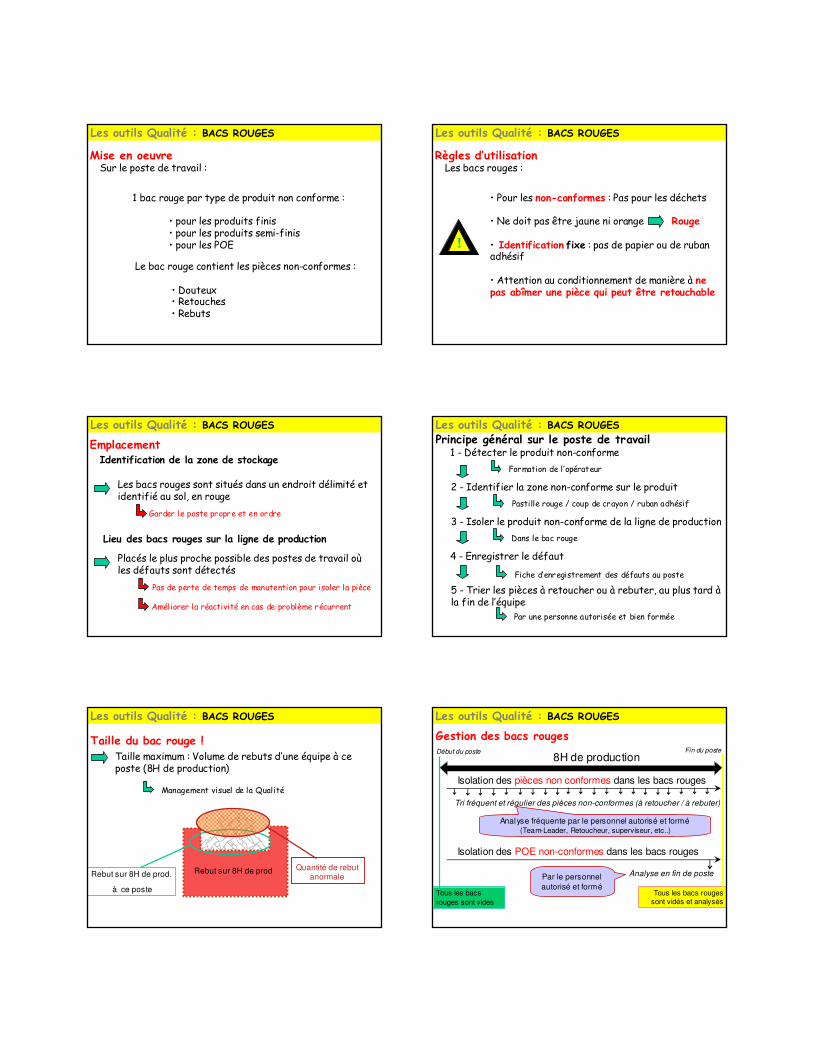
Taille du bac rouge !Taille maximum : Volume de rebuts d’une équipe à ce poste (8H de production)
Management visuel de la Qualité
Rebut sur 8H de prodRebut sur 8H de prod.
à ce poste
Quantité de rebutanormale
Les outils Qualité : BACS ROUGES
Gestion des bacs rouges
Tri fréquent et régulier des pièces non-conformes (à retoucher / à rebuter)
8H de production
Tous les bacs
rouges sont vides
Début du poste
Tous les bacs rouges sont vidés et analysés
Analyse en fin de poste
Analyse fréquente par le personnel autorisé et formé(Team-Leader, Retoucheur, superviseur, etc..)
Par le personnel
autorisé et formé
Fin du poste
Isolation des POE non-conformes dans les bacs rouges
Isolation des pièces non conformes dans les bacs rouges
Les outils Qualité : BACS ROUGES
1) Pas de différenciation entre rebuts et retouchesAvantages
1 seul bac pour les non-conformes
Si le volume des pièces non conforme est anormalement élevé :
Pas de risque d’envoyer de pièces mauvaises chez le client
Pas de risque de mettre au rebut une pièce retouchable
2) Management visuel de la Qualité
Trop de POE au rebut : analyse du problème
Trop de produits finis ou semi-finis : Problème process
Les outils Qualité : BACS ROUGES
3) Tri et analyse plus facile
Repérage direct sur les pièces douteuses
Si le volume des pièces non conforme est anormalement élevé :
Grâce à l’identification du défaut sur la pièce
Réactivité améliorée pour la correction
Les outils Qualité : BACS ROUGES
LE PROCESSUS DE RETOUCHE
Les outils Qualité : LE PROCESSUS DE RETOUCHE
Le poste de retouche est géré comme un poste réservé :
Formation aux postes de retouche
Cela implique :
• Une identification claire du poste de travail
• Une formation spécifique� instructions spécifiques� quelles sont les retouches permises� références des moyens à utiliser
• Une validation de la formation� validé par du personnel du Service Qualité
Les outils Qualité : LE PROCESSUS DE RETOUCHE
La retouche étant une opération extraordinaire : La gestion des retouches
Le circuit de retouche est scindé en 3 étapes
Celle-ci a lieu en dehors de la ligne de production sur un poste clairement identifié et aménagé à cet effet
Les outils Qualité : LE PROCESSUS DE RETOUCHE
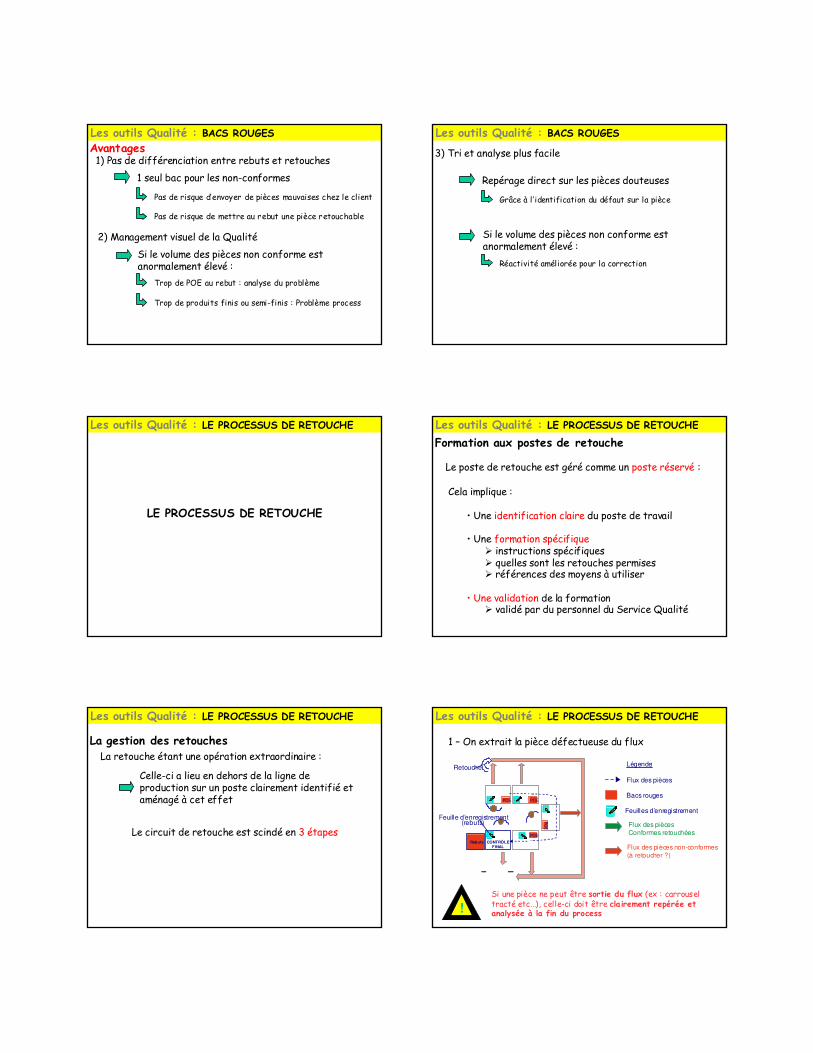
1 – On extrait la pièce défectueuse du flux
Retouche
FINALCONTRÔLE
POE
Feuille d’enregistrement(rebuts)
Rebuts
POE
POE
PO
E
Légende:
Flux des pièces
Bacs rouges
Feuilles d’enregistrement
Flux des pièces
Conformes retouchées
Flux des pièces non-conformes
(à retoucher ?)
Si une pièce ne peut être sortie du flux (ex : carrousel tracté etc…), celle-ci doit être clairement repérée et analysée à la fin du process!
Les outils Qualité : LE PROCESSUS DE RETOUCHE
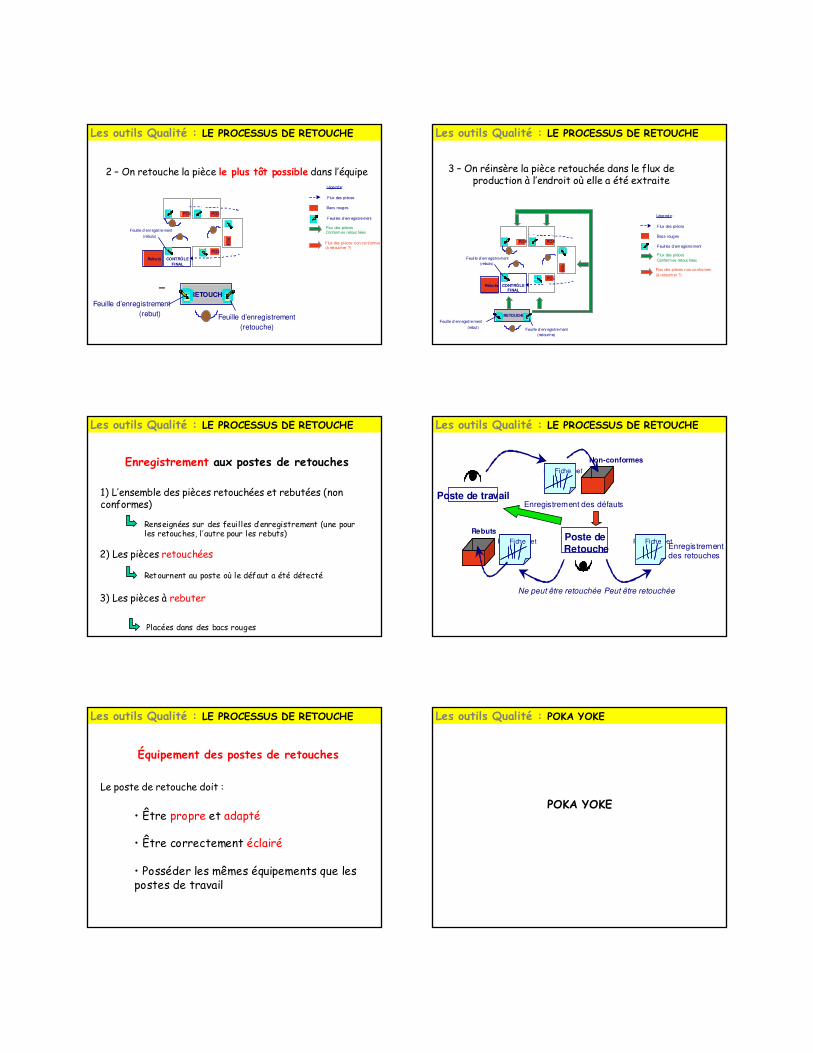
2 – On retouche la pièce le plus tôt possible dans l’équipe
FINALCONTRÔLE
POE
Feuil le d’enr egistrement
(rebuts)
Légende:
Flux des pièces
Bacs rouges
Feuil les d’enr egistrement
Flux des piècesConform es retouc hées
Flux des pièces non-conformes(à retoucher ?)
Rebuts
POE
POE
PO
E
RETOUCHEFeuille d’enregistrement
Feuille d’enregistrement
(retouche)
(rebut)
Les outils Qualité : LE PROCESSUS DE RETOUCHE
3 – On réinsère la pièce retouchée dans le flux de production à l’endroit où elle a été extraite
FINALCONTRÔLE
POE
Feuil le d’enr egistrement
(rebuts)
Légende:
Flux des pièces
Bacs rouges
Feuil les d’enr egistrement
Flux des pièces
Conform es retouc hées
Flux des pièces non-conformes
(à retoucher ?)
Rebuts
POE
POE
PO
E
RETOUCHE
Feuil le d’enr egistrement
Feuil le d’enr egistrement
(retouche)
(rebut)
Les outils Qualité : LE PROCESSUS DE RETOUCHE
Enregistrement aux postes de retouches
1) L’ensemble des pièces retouchées et rebutées (non conformes)
Renseignées sur des feuilles d’enregistrement (une pour les retouches, l’autre pour les rebuts)
Placées dans des bacs rouges
2) Les pièces retouchées
Retournent au poste où le défaut a été détecté
3) Les pièces à rebuter
Les outils Qualité : LE PROCESSUS DE RETOUCHE
Poste de travailEnregistrement des défauts
Record sheetFiche
Non-conformes
Poste de Retouche
Record sheetFiche
Peut être retouchée
Enregistrementdes retouches
Record sheetFiche
Ne peut être retouchée
Rebuts
Les outils Qualité : LE PROCESSUS DE RETOUCHE
Équipement des postes de retouches
Le poste de retouche doit :
• Être propre et adapté
• Être correctement éclairé
• Posséder les mêmes équipements que les postes de travail
Les outils Qualité : LE PROCESSUS DE RETOUCHE
POKA YOKE
Les outils Qualité : POKA YOKE
• Un poka yoké est un dispositif simple et fiable rendant impossible l’erreur conduisant au défaut
Qu’est ce qu’un poka yoké ?
?
• Il rend impossible la transmission d’un défaut au poste qui suit celui où il a été produit
Les outils Qualité : POKA YOKE
1) Poka yoké Design : inhérent à une caractéristique du produit (forme, symétrie…)
Deux types : poka yoké Design
• Le système anti-erreur doit privilégier la non production de défauts plutôt que leur détection
• La logique anti-erreur doit être incluse le plus en amont dans les phases de conception produit/process
Les outils Qualité : POKA YOKE
2) Poka yoké Process : prend en considération certaines caractéristiques du produit afin d’éviter des erreurs dans le processus de fabrication
Exemple : compteur du nombre de vis qui bloque le passage au poste suivant en cas de vis manquante ou couple de serrage insuffisant
Les outils Qualité : POKA YOKEDeux types : poka yoké Process
Chaque poka yoké doit être défini selon différents critères :
Gestion des poka yoké : définition
• Méthode de détection• Situation du Poka yoké• Description du poste avant amélioration• Description du poste après amélioration• Effets du poka yoké• Coût du poka yoké
Ces critères sont généralement enregistrés sur une feuille de définition du poka yoké
Les outils Qualité : POKA YOKE
Ces règles ne s’appliquent qu’au poka yoké process
Gestion des poka yoké : identification
!
• Référencer chaque poka yoké : numéro d’identification
• Identification sur le lay-out de la ligne
PKY 001
FINALINSPECTION
BOP
REWORK
Rejected
parts
PKY 001
PKY 002
BOP
BOP
BOP
BOP
FINALINSPECTION
BOP
REWORK
Rejected
parts
PKY 001
PKY 002
FINALINSPECTION
BOP
REWORK
Rejected
parts
FINALE
INSPECTION
POE
REWORK
Rejected
parts
RETOUCHE
Rejetées
pièces
PKY 001PKY 001
PKY 002PKY 002
POE
POE
POE
POE
Les outils Qualité : POKA YOKE
Chaque poka yoké doit être validé à des fréquences bien définies
Gestion des poka yoké : validation
!
• Quand :
• Par qui :
A chaque début d’équipe
Après un changement de série/référence
Après une panne
Inclus dans l’instruction
de démarrage
L’opérateur au poste de travail
• Comment : A l’aide d’une feuille de validation (fonction du Poka yoké, instruction de validation avec pièce échantillon, point àcontrôler…)
Les outils Qualité : POKA YOKE
Poka yoké : gestion visuelle
PAS DE
CONTRO LE
LE POKA YOKE
FONCTIONNE
PARAMETRE :
EN FONCTIONNEMENT
PKY002
- Sy mbole sur la machine
- Indication du paramètre et du numéro
d’identif ication
⇒ 1 Logo par Poka-Yoke (et par paramètre)
MANAGEMEN T VISUEL
Les outils Qualité : POKA YOKE
100 % DE CONTROLE
LE POKA YOKE
NE FONCTIONNE
PAS
PARAMETRE:
EN PANNE
INSPECTION A 100 % REQUISE
PKY002
ENREGISTREMENT DATE DEFAUT
Réparation dans
les 8 heures
- Instruction spécifique
- Opérateur formé
Logo rouge FIXE sur la
machine
MANAGEMEN T VISUEL
Les outils Qualité : POKA YOKE
Poka yoké : résumé
• Définition
• Identification
• Validation
• Gestion visuelle
Feuille de définition du Poka-Yoke
Feuille de validation du Poka-Yoke
PKY 001
PARAMETRE :
EN FONCTIONNEMENTPKY002
PARAMETRE:
EN PANNEINSPECTION A 100 % REQUISE
PKY002
Règles de
réaction
Les outils Qualité : POKA YOKE
DEMARRAGE PRODUCTION
Les outils Qualité : DEMARRAGE PRODUCTION
Feu vert pour la production1) Pourquoi ?
S’assurer que le processus de fabrication est en mesure de fabriquer des pièces conformes aux exigences qualité du client
2) Quand ?
A chaque début d’équipe (après avoir assurer le passage des consignes
A chaque changement de référence fabriquée
Suite à une panne technique
Les outils Qualité : DEMARRAGE PRODUCTION
Instruction de démarrage validation en 4 étapes
1) Commentaires généraux
• Référence fabriquée, n° de ligne…• Date/Heure• Équipe, n° d’opérateur…
Mettre en place les standards
correspondants àla référence fabriquée
2) Validation du poste de travail et des poka yoké
• Propreté du poste• Présence des bacs rouges• Présence des standards, des instructions…• Validation des poka yoké sur la ligne
En cas de mauvais fonctionnement du PY, s’assurer
de la mise en place du mode
dégradé
Les outils Qualité : DEMARRAGE PRODUCTION
Instruction de démarrage validation en 4 étapes
3) Validation des paramètres processus
• Contrôle de paramètres influents• Temps d’ouverture, T°…
Il est important de noter la valeur obtenue lors de la
validation
4) Validation des caractéristiques produits et visa de la production
• Dimensionnel de la pièce• Poids de la pièce• Affichage de la première pièce bonne• Validation par l’opérateur et le chef d’équipe
Ces caractéristiques peuvent évoluer dans le temps
Les outils Qualité : DEMARRAGE PRODUCTION
Première pièce bonne
Définition : C’est la validation que tout est en place pour atteindre les exigences qualité du client
C’est seulement quand une pièce est conforme que la production peut démarrer
• datée (Jour, heure)• signée par l’opérateur et le contrôleur• protégée de la poussière• exposée visiblement
Cette pièce est appelée « première pièce bonne »
Elle est :
Les outils Qualité : DEMARRAGE PRODUCTION
Démarragede production
Contrôle de la première pièce
Pièce conforme aux exigences
clients
OUI
On expose la pièceet on continuela production
NONModification du processus
Les outils Qualité : DEMARRAGE PRODUCTION
Bonnes pratiques de gestion des instructions de démarrage
Mise en place au poste de travail d’un « cahier de bord »mensuel comprenant :
• la liste des poka yoké à valider avec la feuille de définition et le mode de validation
• des instructions de démarrage vierges
• des cartes de contrôles permettant de suivre au cours de la production l’évolution des caractéristiques produit et des paramètres processus
Les outils Qualité : DEMARRAGE PRODUCTION
Cette pratique permet de suivre les différentes capabilités (produit et processus)
Les outils Qualité : DEMARRAGE PRODUCTION
Les Groupes de Résolution de Problème (GRP)
« Problem solving »
Les outils Qualité : GRP Groupes de Résolution de Problème
Est-ce comme cela que l’entreprise va atteindre ses objectifs ?
?
Problèmes et perspectives• Un problème ? Quelles perspectives ?
Les outils Qualité : GRP Groupes de Résolution de Problème
Est-ce comme cela que l’entreprise va atteindre les objectifs du clients?
• Client victime d’un incident répétitif ou mal géréLes outils Qualité : GRP Groupes de Résolution de Problème
Est-ce comme cela que l’entreprise va atteindre ses objectifs internes?
• Uniquement client ? Et les problèmes internes ?Les outils Qualité : GRP Groupes de Résolution de Problème
Problèmes = Opportunités
Pas de problème = Pas d’amélioration
Pas de problème = Problème
• Perspectives de problèmesLes outils Qualité : GRP Groupes de Résolution de Problème
1. Abandonner les idées fixes, refuser l’état actuel des choses
2. Au lieu d’expliquer ce que l’on ne peut pas faire, réfléchir comment faire
3. Réaliser aussitôt les bonnes propositions d’améliorations
4. Ne pas chercher la perfection, gagner 60% de l’objectif dès maintenant
5. Corriger l’erreur immédiatement sur place
• 10 étapes pour une pensée orientée KAIZEN
Les outils Qualité : GRP Groupes de Résolution de Problème
6. Trouver des idées dans la difficulté
7. Chercher la cause racine, respecter les « 5 pourquoi » et chercher ensuite la solution
8. Prendre en compte les idées de 10 personnes au lieu d’attendre l’idée géniale d’un seul
9. Essayer et ensuite valider
10. L’amélioration est infinie
Les outils Qualité : GRP Groupes de Résolution de Problème
L’équipe ProblemProblem SolvingSolving :
• Partage les objectifsobjectifs
• Partage la mmééthodethode
• Partage le plan dplan d’’action et le suiviaction et le suivi
Rôles et responsabilités du management• L’équipe Problem Solving ou Groupe de Résolution de Problème
Les outils Qualité : GRP Groupes de Résolution de Problème
Les managers doivent permettre de résoudre les problèmes comme suit :
• Créer l’environnement encourageant la résolution des problèmes et encourager l’implication• Maintenir la prise de conscience à tous niveaux de l’organisation
• Rôles et responsabilités du management
Cela demande de bons leaders pour faire en sorte que les employés s’engagent dans des démarches nouvelles
La meilleure façon d’y parvenir est de poser les bonnes questions
Les outils Qualité : GRP Groupes de Résolution de Problème
Les vrais managers ont plus de bonnes questions que de réponses :
• Avez vous un Paréto des défauts ?• Pourquoi l’a-t-on fait ?
• Pourquoi ne l’a-t-on pas vu ?• Quels sont les 5 pourquoi ?
• Conclusion
Les outils Qualité : GRP Groupes de Résolution de Problème
La méthodologie du Problem Solving• Pourquoi une méthodologie formalisée ?
� Besoin de rigueur� Ne rien laisser « d’évident »
� Aller pas à pas
� Trouver les véritables solutions� Assurer la solution définitive
� Rendre possible la communication et la généralisation des résultats
� Base du « savoir-faire » de l’entreprise
� Garantir l’éradication totale sans zone d’ombre
Les outils Qualité : GRP Groupes de Résolution de Problème
• La roue de la Qualité
Action Plan
Vérifier Faire
Collaborateurs&
Travail d'équipe
Standardisé Opportunité
Amélioration permanente
.
• Le PDCA : un guide pour la résolution de problème
PlanPlan
Do Do
ActAct
CheckCheck
� Pour chacune des phases, il existe des outils formalisés pour atteindre les objectifs de chaque étape
� Pour chaque outil, il existe un format défini pour son utilisation
� Chaque outil a des objectifs et une justification
Planifier
Identifier ce qui est à faire :
� Décrire
� Analyser
� Trouver
PlanPlan
Do Do
ActAct
CheckCheck
La résolution de problème sous PDCA
� Paréto
� Formulation du problème et objectifs
� Brainstorming� Causes probables : 5 pourquoi ?
� Causes probables : Ishikawa� Validation des causes probables
P
LE DIAGRAMME DE PARÉTO
1) A quoi sert-il ?� A hiérarchiser les différents éléments (causes,
pannes, clients…)� Donner une vision globale de l’endroit où concentrer
les efforts2) Comment l’utiliser
� Mesurer (quantifier) chaque élément
� Exprimer chaque élément en pourcentage du total� Construire le graphique en classifiant les éléments
en ordre décroissant
� Choisir le/les éléments prioritaires d’action
Les outils Qualité : Le Diagramme de Pareto 20/80
20 %
80 %
20 % des causes
provoquent
80 %
20 %
80 % des problèmes
3) Principe du ParétoLes outils Qualité : Le Diagramme de Pareto 20/80
80 % des buts de football sontmarqués par 20% des joueurs
80 % des accidents de voiture sont causés par 20% de chauffeurs
4) Exemples de Paréto
Les outils Qualité : Le Diagramme de Pareto 20/80
5) Déploiement de Paréto
Pareto de Pareto:
manque matière injection
0%
20 %
40 %
60 %
80 %
100%
coin en haut à
gauche
porte agrafe n°2 au mileu en bas
0
20
40
60
80
100
Manque
matièreB C D E
%
Les outils Qualité : Le Diagramme de Pareto 20/80
FORMULATION DU PROBLÈME
Les outils Qualité : FORMULATION DU PROBLÈME
1) Un problème est un écart par rapport à une référence : � Quel est la référence ?
� Quel est l’écart?Les faits et mesures formelles sont essentielles pour la
pose du problème
Donner des preuves aux affirmations !!!
Les outils Qualité : FORMULATION DU PROBLÈME
2) Cas des incidents :
2 obsessions :
� Pourquoi a-t-on fait le défaut ?
� Pourquoi ne l’a-t-on pas vu ?
Les outils Qualité : FORMULATION DU PROBLÈME
3) Formulation du problème et objectifs :
QQOQCP Objectif
Indicateur
Les outils Qualité : FORMULATION DU PROBLÈME
LE BRAINSTORMING
Les outils Qualité : LE BRAINSTORMING
1) A quoi sert-il ?
� A trouver le plus grand nombre d’idées pendant une courte durée, en s’appuyant sur la dynamique de groupe
� A développer la créativité� A mettre « sur la table » toutes les idées fondées sur
l’expérience et la participation des personnes2) Comment l’utiliser ?
� Réunir absolument toutes les idées dans un délai donné
� Ne pas censurer, critiquer, ou discuter pendant le brainstorming (nous le ferons après…)
� Noter toutes les idées
Les outils Qualité : LE BRAINSTORMING
ISHIKAWA
Les outils Qualité : Le diagramme d’ ISHIKAWA
1) A quoi sert-il ?� A classifier les idées en grandes familles (suite à un
brainstorming par exemple) : � Moyens
� Matière première
� Milieu (Environnement)
� Méthode
� Main d’œuvre
� Mesure
� Visualiser les familles ci-dessus et leurs relations2) Comment l’utiliser ?
� Réunir les différentes causes et sous-cause en groupe
Les outils Qualité : Le diagramme d’ ISHIKAWA
3) Ishikawa ou arbre cause-effet ou arête de poisson
Moyen
Problème (effet client)
Méthodes Milieu
MatièreMain Oeuvre
Mesure
Les outils Qualité : Le diagramme d’ ISHIKAWA
4) Exemple d’Ishikawa
Les outils Qualité : Le diagramme d’ ISHIKAWA
Cas des incidents : 2 obsessions :
� Pourquoi a-t-on fait le défaut ?
� Pourquoi ne l’a-t-on pas vu ?
Chercher la nature des causes
� Avérées
� Probables
� Insensées
Les outils Qualité : Le diagramme d’ ISHIKAWA

LES 5 POURQUOI
Les outils Qualité : LES 5 POURQUOI
Assurer le succès, trouver la cause fondamentale
ProblèmePourquoiPourquoiPourquoiPourquoiPourquoi
Cause de fond
1) Définition
Les outils Qualité : LES 5 POURQUOI
2) Exemple
Pourquoi la machine
s ’arrête 11
Parce que la protection
thermique a étéactivée
Pourquoi que la protection
thermique a étéactivée 22
Parce que l ’huile manque
Pourquoi l ’huile
manque 33Parce que la pompe est en tombée en panne
Les outils Qualité : LES 5 POURQUOI ?
Pourquoi la pompe est elle en panne? 4
Parce que l ’axe est mort
Pourquoi l ’axe est mort???? 5
Parce que le filtre est contaminé !!!!!
Cause
Les outils Qualité : LES 5 POURQUOI
Arrêter le 5 Pourquoilorsqu ’on entre dans le domaine de l ’hypothèse
Les outils Qualité : LES 5 POURQUOI
VALIDATION DES CAUSES PROBABLES
Les outils Qualité : La validation des causes probables
1) A quoi sert-il ?� A connaître et prouver de façon rigoureuse quelles
sont les causes les plus probables, pour décider l’action
2) Comment l’utiliser ?
� Énumérer toutes les causes possibles(brainstorming, Ishikawa, 5 pourquoi…)
� Pour chaque cause, définir une méthode de vérification ou établir une « feuille de bâtonnage »
� Prendre une décision sur la validation ou non de chaque cause
Les outils Qualité : La validation des causes probables
Do : Faire
Exécuter :
� Réaliser ce qui est planifiéen respectant les délais
� Enregistrer la date de réalisation de chacune des actions
PlanPlan
Do Do
ActAct
CheckCheck
Les outils Qualité : La validation des causes probables
La résolution de problème sous PDCA
� Paréto� Formulation du problème et objectifs
� Brainstorming� Causes probables : 5 pourquoi ?
� Causes probables : Ishikawa
� Validation des causes probables
P
� Bâtonnage
� Plan d’actionD
Les outils Qualité : LES 5 POURQUOI ?
PLANS D’ACTIONPLANS D’ACTION
Les outils Qualité : PLANS D’ACTION
1) A quoi sert-il ?
� Planifier les actions (Quoi, Qui, Quand) à entreprendre
� Faire le suivi du degré d’avancement des actions
Les outils Qualité : PLANS D’ACTION
2) Comment l’utiliser ?
� Décrire l’action à réaliser
� Nommer un seul responsable de chaque action et un délai en accord avec le responsable
� Noter la date réelle de réalisation
� Vérifier sur le terrain et noter la date de validation de chaque action
� Évaluer les actions complémentaires nécessaires
Les outils Qualité : PLANS D’ACTION
3) Exemple de plan d’action
Les outils Qualité : PLANS D’ACTION
Check : Contrôler
Contrôler :
� Vérifier les résultats de vos actions
� Évaluer la performance de ce qui est réalisé
PlanPlan
Do Do
ActAct
CheckCheck
La résolution de problème sous PDCA
� Paréto
� Formulation du problème et objectifs� Brainstorming
� Causes probables : 5 pourquoi ?� Causes probables : Ishikawa
� Validation des causes probables
P
� Bâtonnage
� Plan d’actionD
� Graphique de suivi (Tracking chart) C
GRAPHIQUE DE SUIVI (TRACKING CHART)
Les outils Qualité : GRAPHIQUE DE SUIVI
(TRACKING CHART)
Les outils Qualité : GRAPHIQUE DE SUIVI
(TRACKING CHART)
1) A quoi sert-il ?� Suivre l’efficacité des plans d’actions à
travers leur impact sur un indicateur déterminé
� Faire le suivi du degré d’avancement des actions
2) Comment l’utiliser ?� Définir l’indicateur de suivi � Faire une liste en dessous des différentes actions à
réaliser et les planifier dans le temps� Noter la date réelle d’application
� Valider chaque action en fonction de :
• L’évolution de l’indicateur• Un audit sur le terrain, si nécessaire
Les outils Qualité : GRAPHIQUE DE SUIVI
(TRACKING CHART)
3) Exemple de suivi des résultats
Les outils Qualité : GRAPHIQUE DE SUIVI
(TRACKING CHART)
La roue de Deming est une illustration de la méthode de gestion de la qualité PDCA (Plan-Do-Check-Act).
Son nom vient du statisticien William Edwards Deming. Ce dernier n'a pas inventles années 50 en présentant cet outil au Nippon Keidanren.
Les outils Qualité : PDCA/roue de Deming/Amélioration continue/ cercle vertueux/Le cercle de base/la roue du progrès
-Méthode à 4 étapes,
- Chaque étapes entraînant l'autre, et vise à établir un cercle vertueux.
Les moyens et outi ls de progrès pour le RQPartie n°4 129
• La roue de la Qualité
Action Plan
Vérifier Faire
Collaborateurs&
Travail d'équipe
Standardisé Opportunité
Amélioration permanente
.
Les moyens et outi ls de progrès pour le RQPartie n°4 130
• Le PDCA : un guide pour la résolution de problème
PlanPlan
Do Do
ActAct
CheckCheck
� Pour chacune des phases, il existe des outils formalisés pour atteindre les objectifs de chaque étape
� Pour chaque outil, il existe un format défini pour son utilisation
� Chaque outil a des objectifs et une justification
Sa mise en place doit permettre d'améliorer sans cesse la qualité d'un produit, d'une œuvre, d'un service...
Plan : Préparer, Planifier (ce que l'on va réaliser)
Les outils Qualité : PDCA
Les moyens et outi ls de progrès pour le RQPartie n°4 132
Planifier
Identifier ce qui est à faire :
� Décrire
� Analyser
� Trouver
PlanPlan
Do Do
ActAct
CheckCheck
Les moyens et outi ls de progrès pour le RQPartie n°4 133
La résolution de problème sous PDCA
� Paréto
� Formulation du problème et objectifs
� Brainstorming� Causes probables : 5 pourquoi ?
� Causes probables : Ishikawa� Validation des causes probables
P
La première étape, Plan, consiste à planifier la réalisation. Elle se déroule généralement en 3 étapes :
•Identification du problème (par exemple à l'aide du QQOQCCP).
•Recherche des causes racines (par exemple à l'aide d'un diagramme de Pareto, d'un diagramme d'Ishikawa ou de la méthode des 5 pourquoi).
•Recherche de solutions avec écriture du cahier des charges et établissement d'un planning.
Les outils Qualité : PDCA Planifier
Do :(de l'anglais "faire") est la construction, le développement, la réalisation de l'œuvre.Développer, réaliser, mettre en œuvre (le plus souvent, on commence par une phase de test)
Les outils Qualité : PDCA
Les moyens et outi ls de progrès pour le RQPartie n°4 136
Do : Faire
Exécuter :
� Réaliser ce qui est planifiéen respectant les délais
� Enregistrer la date de réalisation de chacune des actions
PlanPlan
Do Do
ActAct
CheckCheck
Les outils Qualité : La validation des causes probables
Les moyens et outi ls de progrès pour le RQPartie n°4 137
La résolution de problème sous PDCA
� Paréto� Formulation du problème et objectifs
� Brainstorming� Causes probables : 5 pourquoi ?
� Causes probables : Ishikawa
� Validation des causes probables
P
� Bâtonnage
� Plan d’actionD
Les outils Qualité : LES 5 POURQUOI ?Check : Contrôler, vérifierLes outils Qualité : PDCA
Une fois achevée, on entame l'étape Check(de l'anglais "vérifier") qui consiste à contrôler que la solution mise en place résout bien le problème rencontré. Cette étape utilise des moyens de contrôle divers, tels que des indicateurs de performance.
Les moyens et outi ls de progrès pour le RQPartie n°4 139
Check : Contrôler
Contrôler :
� Vérifier les résultats de vos actions
� Évaluer la performance de ce qui est réalisé
PlanPlan
Do Do
ActAct
CheckCheck
Les moyens et outi ls de progrès pour le RQPartie n°4 140
La résolution de problème sous PDCA
� Paréto
� Formulation du problème et objectifs� Brainstorming
� Causes probables : 5 pourquoi ?� Causes probables : Ishikawa
� Validation des causes probables
P
� Bâtonnage
� Plan d’actionD
� Graphique de suivi (Tracking chart) C
Act (ou Adjust): Agir, ajuster, réagir (si on a testé à l'étape "Do", on déploie lors de la phase "Act")La première étape, Plan, consiste à planifier la réalisation.
Les outils Qualité : PDCA
De plus, pour éviter de "revenir en arrière", on représente une cale sous la roue, qui l'empêche de redescendre et qui symbolise par exemple un système qualité, un système d'audits réguliers, ou un système documentaire qui capitalise les pratiques ou les décisions.
Act (ou Adjust): Agir, ajuster, réagir (si on a testé àl'étape "Do", on déploie lors de la phase "Act")La première étape, Plan, consiste à planifier la réalisation.
Les outils Qualité : PDCA
Puis l'étape Act consiste à agir et réagir, c'est-à-dire corriger et améliorer la solution mise en place, voire àstandardiser cette solution.
L'étape Act amène donc un nouveau projet à réaliser, donc une nouvelle planification à établir. Il s'agit donc d'un cyclecycle que l'on représente à l'aide d'une roue. A chaque étape, la roue tourne d'un quart de tour et ainsi avance. Cette avancée représente l'action de progresser.
Les moyens et outi ls de progrès pour le RQPartie n°4 143
Act : Assurer
� Analyser les actions ayant produit une amélioration réelle� Convertir ces actions en normes pour que le résultat soit durable -standardiser
PlanPlan
Do Do
ActAct
CheckCheck
• Modifier• Établir des normes
• Généraliser
La résolution de problème sous PDCA
� Paréto
� Formulation du problème et objectifs� Brainstorming
� Causes probables : 5 pourquoi ?� Causes probables : Ishikawa
� Validation des causes probables
P
� Bâtonnage
� Plan d’actionD
� Graphique de suivi (Tracking chart) C� Verrouillage - Perspectives A
VERROUILLAGE - PERSPECTIVES
1) A quoi sert-il ?
� A répondre à l’act du PDCA, c’est à dire : • Que peut on faire pour que le problème
n’apparaisse plus sur le terrain (autres machines identiques) et dans de nouveaux projets
� Il permet de formaliser les actions supplémentaires, à les appliquer pour généraliser et standardiser
2) Comment l’utiliser ?� Identifier la liste des documents à actualiser
� Action à informatiser pour éviter la répétition ou réapparition
CONCLUSION
Le Responsable Qualité a un grand rôle dans l’amélioration continue de l’entreprise
Cela ne veut pas dire que le Responsable Qualité est responsable de tout… et
tout seul…
Il initie la démarche, utilise les outils nécessaires et joue un rôle de soutien
et de manager dans l’entreprise
!
C’est lui qui maîtrise en général le mieux les divers outils de progrès que sont le « 5S », les basiques Qualité et les Groupes de Résolution de Problème
ParodieCertains traduisent cette abréviation par
Please Don't Change Anything
Action 3 : identification et mise en place des actions immédiates
Le but de cette action est de proposer et faire appliquer des solutions immédiates afin de contenir le probldurant la période de réflexion sur un solution pérenne. Les solutions imm
sparadrap ». En cas d’urgence d’ailleurs, ces actions peuvent être menées avant la constitution de lde travail sur le processus 8D. Cette étape est aussi l'occasion d'approfondir la bonne compr
Action 4 : identification des vraies causes
quipe de travail mise en place se donne le temps et les moyens nécessaires pour analyser en profondeur le problretrouver les vraies causes. Mais au départ, elle émets des hypothèses sur les causes probables et vcelle qui sont plus pertinente au vue de la situation. Le processus d’identification des vraies causes suit les
Identification de toutes les causes potentielles.rification de chacune d'elle au regard des données, des preuves, des résultats des analyses, des rapports d
disponibles sur le problème.Identification de toutes les causes imputables.
finition des actions correctives alternatives aux actions immédiates pour éliminer les vraies causes.s pour décrire le problème au départ (Action 2) sont aussi ceux utilisés pour d


















