
Rodamientos para la industria del papel
43
Rodamientos para la industria del papel Productos · Servicios · Diseño · Dimensionado
Transcript of Rodamientos para la industria del papel
Rodamientos para la industria del papelProductos · Servicios · Diseño · Dimensionado

A Partnership in PaperOfrecemos un completo programa
para fábricas de papel, que complementanuestra red de Distribuidores.
Estamos comprometidos con la indus-tria de la Pulpa y el Papel para garantizarunos procesos de calidad total desde suinicio hasta el final.
Nuestro concepto total de 10 puntos,desde la entrada del pedido hasta el man-tenimiento proactivo, conlleva ahorro decostes de forma continua.
1. Innovación y calidad
2. Recursos y apoyo globales
3. Productos
4. Revisión de existencias
5. Gestión del stock
6. Programas de formación
7. Servicio Técnico
8. Manteniemento proactivo
9. Comunicación
10. Ahorro documentado

Rodamientos para la industria del papelProductos · Servicios · Diseño · Dimensionado
Publ. WL 13 103/2 SB

Contenido
FAG 2
1 Productos y servicios FAG para laindustria del papel (vista general) . . . . . . . . . . . . . . 3
1.1 Rodamientos estándar . . . . . . . . . . . . . . . . . . . . . . . 41.2 Productos especiales . . . . . . . . . . . . . . . . . . . . . . . . . 51.3 Gama de servicios . . . . . . . . . . . . . . . . . . . . . . . . . . 51.4 Sufijos, especificaciones técnicas . . . . . . . . . . . . . . . . 6
2 Requisitos para los rodamientos de las máquinas papeleras . . . . . . . . . . . . . . . . . . . . . . 7
3 Ejemplos de disposiciones derodamientos en máquinas papeleras . . . . . . . . . . . . 8
3.1 Sección húmeda . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.1.1 Rodillos formadores . . . . . . . . . . . . . . . . . . . . . . . . . 93.1.2 Rodillos aspiradores . . . . . . . . . . . . . . . . . . . . . . . . . 103.1.3 Rodillos prensa centrales . . . . . . . . . . . . . . . . . . . . . 123.1.4 Rodillos anti-flexión . . . . . . . . . . . . . . . . . . . . . . . . . 133.2 Sección de secado . . . . . . . . . . . . . . . . . . . . . . . . . . . 143.2.1 Rodillos guía . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143.2.2 Cilindros secadores . . . . . . . . . . . . . . . . . . . . . . . . . 163.3 Calandra y grupo de acabado . . . . . . . . . . . . . . . . . . 183.3.1 Calandra suave . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183.3.2 Rodillos extensores . . . . . . . . . . . . . . . . . . . . . . . . . . 20
4 Servicio FAG para un funcionamiento más seguro . 214.1 Almacenaje de rodamientos . . . . . . . . . . . . . . . . . . . 214.2 Preparaciones para el montaje y el desmontaje . . . . . 214.3 Montaje y desmontaje en superficies cilíndricas y
cónicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 214.4 Ajustes y tolerancias . . . . . . . . . . . . . . . . . . . . . . . . . 234.5 Monitorización y análisis de rodamientos . . . . . . . . . 264.6 Programas PC para el cálculo y el dimensionado
de rodamientos . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284.7 Servicio FAG de montaje . . . . . . . . . . . . . . . . . . . . . 284.8 Cursos FAG de formación . . . . . . . . . . . . . . . . . . . . 284.9 Selección de publicaciones . . . . . . . . . . . . . . . . . . . . 29
5 Dimensionado y lubricación derodamientos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5.1 Dimensionado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305.2 Lubricación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325.2.1 Lubricación con grasa . . . . . . . . . . . . . . . . . . . . . . . . 325.2.2 Lubricación con aceite . . . . . . . . . . . . . . . . . . . . . . . 34
6 Tablas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 386.1 Conversión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 386.2 Juego radial, reducción del juego radial . . . . . . . . . . 39

Productos y servicios para la industria del papel
1 Productos y servicios FAGpara la industria del papel
FAG ofrece un amplio programa deproductos y servicios para la industria delpapel.
En esta industria, la demanda de roda-mientos se enfoca hacia los rodamientosestándar, es decir, a rodamientos con di-mensiones principales estandarizadas.
En la preparación de la pulpa se encuen-tran, por ejemplo, rodamientos oscilantesde rodillos o rodamientos de rodillos cilín-dricos. El tipo de rodamiento dominanteen la fabricación de papel es el rodamientooscilante de rodillos. En las instalaciones yaparatos secundarios (motores, reductores,ventiladores, bombas, etc.) pueden verserodamientos rígidos a bolas, rodamientos abolas de contacto angular y rodamientos derodillos cónicos. En las secciones de trans-formación y de acabado son típicas las ver-siones estándar de los rodamientos oscilan-tes de rodillos, rodamientos a bolas decontacto angular y rodamientos de rodilloscilíndricos. FAG suministra también acce-sorios y los soportes apropiados para los ro-damientos estándar.
Los rodamientos oscilantes de rodilloscon un diámetro exterior > 320 mm sonparticularmente habituales en estas má-quinas y están recogidos en FAG PaperScope. Ello debería mejorar la disponibili-dad del producto, especialmente para la de-manda de piezas de repuesto de las fábricasde papel. FAG Paper Scope contiene exclu-sivamente los productos que son importan-tes en la industria del papel, pero que noson requeridos de forma regular y que tie-nen unos niveles de utilización que varíanampliamente. Estos son los rodamientososcilantes de rodillos de las habituales series230, 231, 232 y 239 con la variedad de di-seños y ejecuciones típicas en la industriadel papel, por ejemplo:
- Agujero cilíndrico y cónico- Juego radial aumentado (C3 o C4)- Precisión de rotación incrementada
(T52BW) con un coeficiente de velocidad den · dm > 250 000 min-1 · mm
- Agujeros de lubricación en el anillo inte-rior (H140)
- Anillo interior cementado (W209B)para cilindros secadores y rodillos decalandras
La tendencia en el sector, para las mo-dernas máquinas, va hacia las ejecucionesC3/C4, H140, T52BW y W209B.
FAG ha elaborado, además, un pro-grama especial con el que otras funcionesmás complejas del rodamiento se puedentratar de forma más segura y económica.Esto incluye los rodamientos de rodilloscilíndricos autoalineables, los rodamien-tos partidos oscilantes de rodillos, los ro-damientos de tres anillos y los soportesespeciales.
La oferta de FAG se completa con di-ferentes productos para el montaje, elmantenimiento y el diagnóstico, el servi-cio de montaje y desmontaje, el asesora-miento técnico para cada aplicación, loscursos de formación, los programas decálculo para PC y las publicaciones ycatálogos técnicos.
Se puede encontrar una vista general de los productos y servicios de FAG parala industria del papel en las tablas de laspáginas 4 y 5.
La tabla de la página 6 contiene unarelación de los sufijos y de las especifica-ciones técnicas más importantes.
3 FAG
Rodamiento oscilante de rodillos para laindustria del papel
Rodamiento de rodillos cilíndricos dedos hileras, autoalineable

Productos y servicios para la industria del papelRodamientos estándar, soportes y accesorios
FAG 4
1.1 Rodamientos estándar, soportes y accesorios (Catálogo WL 41 520/3 SB)
Tipo de rodamiento
Rodamientos rígidos a bolas
Rodamientos a bolas de contacto angular
Rodamientos de rodillos cónicos
Rodamientos de rodillos cilíndricos
Rodamientos oscilantes de rodillos
Serie de rodamiento/ejecución/tamaño Aplicación
618...C3 (d 300...700) Poleas 619...C3 (d 140...260) Rodillos extensores62.. (d 60...160)
160.. (d 60...160) Motores, reductoresAgitadores/mezcladores, ventiladores
73.. (d 100...200) Tamices presurizados72.. (d 100...200) Pulpers
Bombas, reductoresBobinadoras, enrolladoras
Tamices presurizadosPulpers,transmisiones intermedias,bombas, reductores, Rodillos frontales - Rodamientos axiales
NU30../NU10.. (d 200...350) Refinos
NU23.. (d 50..140) Rodillos guía,NUB2../3.. (d 50...140) Rodillos guía
NU/N30..C5.M17D.T27 (d 180...710) Cilindros secadores, cilindros M.G.NU/N31..C5.M17D.T27 (d 180...710)NNU49.. (d 50...150) Rodamientos de enrolladoras
FAG 5... Rodillos onduladores
Reductores,pulpers
240/241.. (d 120...220) Rodillos de succión, rodamientos de soportes
230..(K).MB.C3.T52BW.(H40AB/H40AC o H140) Rodillos de succión, lado operario(d 360...710)239..(K).MB.C3.T52BW.(H40AB/H40AC o H140) (d 440...950)231..K.MB.C3 (d 440...950) Rodillos de succión, lado transmisión
223/222..EK.C3 (d 50...180) Rodillos guía232..EA(S)K.M.C3 (d 110...180)
230/231/232..K.MB.C3 (d 200...560) Rodillos prensa
230/239/(248)..MB.T52BW.(H40AB/H40AC o H140) Rodillos anti-flexión230/239/(248)..MB.C3.T52BW.(H40AB/H40AC o H140)(d 200...850)
230/231..MB.(C3).(C4) (d 150...260) Rodillos de calandra
232..K.MB.C4.T52BW Rodillos de calandra suave231..K.MB.C4.T52BW (d 420...560)
230/231..K.MB.C4 (W209B) (d 180...300) Cilindros secadores
230/231..K.MB.C4 (W209B) (d 320...710) Cilindros M.G.
231..K.MB (d 50...150) Rodamientos de enrolladoras
240..SK30.MB.C4.T52BW (d 140...160) Rodillos onduladores
Pulpers, refinos, trituradoras,molinos, tamices presurizados,Descortezadoras de tambor,(Rodillos de apoyo)
NU NUB2../3.. NNU 49
Ejecución E
Ejecución H140

Productos y servicios para la industria del papelProductos especiales ·Servicios
5 FAG
1.3 Servicios
• Montaje y servicio de diagnóstico
• Dispositivos para el montaje, el man-tenimiento y el diagnóstico
• Asesoramiento técnico en las aplicacio-nes
• Cursos FAG de formación
- Curso básico de rodamientos- Formación individual para
personal de mantenimiento- Software para auto aprendizaje
(W.L.S.)- Videos
• Publicaciones FAG e informacionestécnicas
• Programas PC para el cálculo y el di-seño de rodamientos- Catálogo de productos FAG en
CD-ROM- Programas especiales de cálculo
de rodamientos y piezas de recambio
• Grasas Arcanol para rodamientos
1.2 Productos especiales
Tipo
Rodamientos de rodillos cilíndricos autoalineables(Publ. WL 13 111)
Rodamientos de tres anillos (TI WL 43-1192)
Rodam. partidos oscilantes de rodillos (Publ. WL 43 165/3)
Soportes
Serie/ejecución/tamaño Aplicación
FAG 5.....K.C5 (.W209B) (d 150...300) Cilindros secadores
FAG 5.....K.C5 (.W209B) (d 320...710) Cilindros M.G.
FAG 5..... (d 180...420) Rodillos anti-flexión,FAG 5..... (d 100...400) accionados
en secciones de prensasy calandras
222SM..MA (d 55...200) Transmisiones,pulpers yagitadores/mezcladores,ventiladores
FAG 5..... (d 170...400) Conversiones decon anillos de sujeción separados cilindros secadores
PMD31.. (d 180...300) Cilindros secadoresPMDR31.. (d 180...300)
como soporte fijo de apoyo ocomo soporte sobre segmentos
PM30..K— (d 130...710) Cilindros secadoresPM30..H— (d 130...710) Cilindros M.G.
(sólo paraconversiones)
SUC30../31.. (d 130...710) Productos individuales,como soporte fijo de apoyoo soporte sobresegmentos
PMF 23/22/32.. (d 75...180) Rodillos guía(sección de secado)
PM30..H--PM30..K--
PMF (TI WL 13-2)
PMDRPMD (TI WL 13-1)

Productos y servicios para la industria del papelSufijos y especificaciones técnicas para rodamientos en la industria del papel
1.4 Sufijos y especificaciones técnicas para rodamientos en la industria del papel
Sufijo Descripción
C2 Juego radial menor que el normalC3 Juego radial mayor que el normalC4 Juego radial mayor que C3C5 Juego radial mayor que C4
E, ED Construcción interna modificada
H40 Rodamiento sin ranura de lubricación ni agujeros de engrase en el anillo exteriorH40AB Rodamiento oscilante de rodillos con 6 agujeros de lubricación en el anillo interiorH40AC Rodamiento oscilante de rodillos con 6 agujeros de lubricación y ranura de engrase en el anillo interiorH40CA Rodamiento con 6 agujeros de lubricación y ranura de engrase en el anillo exteriorH44S Agujeros de lubricación en el anillo exterior cerrados con un tapón de aluminioH44SA 3 tapones de aluminio para cerrar los agujeros de lubricación en el anillo exteriorH44SB 6 tapones de aluminio para cerrar los agujeros de lubricación en el anillo interior
(sólo en combinación con H40AC)H88 Precisión de rotación P5 para el anillo interior, P4 para el anillo exterior + J26C + M15NZ + tolerancias
restringidas para la anchura del anillo exteriorH140 Combinación de H40AC, H44SA, H44SB y T52BWH157 Combinación de H40 y H40AC + boquilla de inyección de aceite
J26A Punto de máximo salto radial marcado en el anillo interior o en el manguitoJ26B Punto de máximo salto radial marcado en el anillo exteriorJ26C Puntos de máximo salto radial marcados en los anillos interior y exterior
M Jaula maciza de latón, guiada por los elementos rodantesMB Jaula maciza de latón, en dos piezas, guiada por el anillo interiorMB1 Jaula maciza de latón, en una pieza, guiada por el anillo interiorMB2 Jaula maciza de latón, modificada, en dos piezas, guiada por el anillo interiorM15NZ Informe de medición con gráfico Talyrond, número de serieM17D Verificación de grietas en el anillo interior
T27 Rodillos cilíndricos con diámetro exterior abombadoT50H Tolerancias restringidas del diámetro exterior (hacia menos-menos)T52BW Precisión de rotación P5 para los anillos interior y exterior (+ J26C)
W10A Tratamiento térmico Isotemp para el anillo exteriorW10D Tratamiento térmico Isotemp para los anillos exterior e interiorW209B Anillo interior de acero cementado
Combinaciones habituales:
C3.H40AB.T52BWC3.H40AC.T52BWC3.H140C3.T52BWC5.M17D.T27.W10A.W209BC5.M17D.T27.W10DH40AB.T52BWH40AC.T52BWH44S.T52BW
FAG 6

Requisitos para los rodamientos de las máquinas papeleras
2 Requisitos para los roda-mientos de las máquinaspapelerasLas modernas máquinas empleadas
hoy para la producción de papel continuoy de cartón, son grandes instalaciones quepueden alcanzar una longitud de hasta200 m. Con un ancho de trabajo de 10m, pueden fabricarse 1.800 m de papelpor minuto. La banda de papel circula so-bre un gran número de cilindros, que de-ben ser soportados por rodamientos.
Tal como se muestra en la figura deabajo, las máquinas de papel están forma-das por los mismos componentes: secciónhúmeda, con la sección de conformado yla sección de prensas, sección de secado ygrupo de acabado, con las calandras y lasbobinadoras de papel.
Los requisitos típicos para las disposi-ciones de rodamientos en las máquinaspapeleras son:
• Máxima seguridad de funcionamiento• Montaje sencillo• Compensación de errores de alineación• Evitar la corrosión en la sección húmeda
• Aptitud para las altas temperaturas en lasección de secado
• Aptitud para altas velocidades• Elevada calidad y precisión de los roda-
mientosUna máquina de papel debe operar, si
es posible, sin ninguna interrupción ydebe pararse únicamente para realizar lostrabajos de mantenimiento y de repara-ción. Como consecuencia, debe darseprioridad a la exigencia de la máxima se-guridad y fiabilidad en el diseño de la apli-cación de los rodamientos y en la correctaselección de los mismos. La lubricación yel mantenimiento desempeñan un papelimportante en la selección de los roda-mientos, por lo que el mantenimiento in-cluye el diagnóstico de los mismos duran-te el servicio.
Cuando el cambio de rodamientos esnecesario, el desmontaje y el montaje pos-terior deben realizarse de forma que se ahorren tiempo y costes.
Debido a las grandes dimensiones delas máquinas de papel y, como consecuen-cia, a la distancia entre los rodamientos,éstos deben ser aptos para absorber desali-neaciones y variaciones de longitud de loscilindros.
Existe un elevado grado de humedad ysalpicaduras de agua en el entorno de lasección húmeda. Las obturaciones debenser diseñadas de forma que el agua nopueda penetrar en los rodamientos y lacorrosión pueda ser evitada. La humedadpuede perjudicar severamente la lubrica-ción y afectar de forma considerable a laduración de vida de los rodamientos.
Además, las elevadas temperaturas enlos rodamientos de la sección de secado,exigen requisitos aun mayores para la lu-bricación y para la ejecución de los roda-mientos.
Finalmente, en el diseño y en la dispo-sición de los rodamientos deben tenerseen cuenta las altas velocidades de giro quese alcanzan, debidas a la elevada velocidadde traslación del papel.
Las máquinas de papel son instalacio-nes individuales fabricadas para los requi-sitos específicos del cliente. No están pro-ducidas en serie, lo que es habitual enotros sectores. La experiencia con compo-nentes y condiciones de funcionamientosimilares, sin embargo, puede ser útil enel diseño de la disposición de los roda-mientos.
7 FAG
Sección húmeda
Gran cantidad de agua,temperatura ambiente < 50°C
Rodillos aspirantes
Rodilloanti-flexión
Sección de prensas
Rodillo guía
Cilindrosecador
Calandra suave
Elevada humedad,temperatura ambiente > 100°C( ) ( )
Sección de secado
Rodilloguía depapel
Grupo de acabado
Sección de conformado
Rodillo estabilizadordoble
Rodilloanti-flexión
Rodillos extensores
Rodilloformador
Rodilloextensor
Rodillos extensores
Esquema de una moderna máquina de papel

Requisitos para los rodamientos de las máquinas papelerasEjemplos de disposiciones de rodamientos para máquinas papeleras
El tipo de rodamiento especialmentedominante, en tamaños entre medio ygrande, es el rodamiento oscilante de ro-dillos. Grandes rodamientos de rodilloscilíndricos se adaptan frecuentemente alas especiales condiciones de servicio y ala construcción de rodillos.
Otros tipos de rodamientos se puedenencontrar en equipos auxiliares de lasplantas papeleras (motores, reductores,ventiladores, descortezadoras de tambor,molinos, astilladoras, refinos, agitado-res/mezcladores, recubridores, bobinado-ras y equipos de corte), ver relación en pá-ginas 4 y 5.
En la industria del papel, los roda-mientos se diseñan para una mayor dura-ción de vida nominal que en otros equi-pos industriales, ver sección 5.1.
La lubricación influye de forma consi-derable en la duración de servicio de losrodamientos. Por razones de fiabilidad yde mantenimiento, todos los rodamientosde los cilindros de una moderna máquinapapelera están conectados a un sistema decirculación de aceite. La lubricación congrasa se puede encontrar en la sección hú-meda (con temperaturas ambientales me-nores) en antiguas máquinas de papel.
En la sección de secado, los rodamientosde las poleas, para los rodillos extensores y,en algunas ocasiones, para los rodillos guía,se lubrican con grasa, ver la sección 5.2.
Un elevado grado de limpieza durantetodo el tiempo de servicio es decisivo paralograr una larga duración de vida de losrodamientos. Esto requiere la máxima fia-bilidad de las obturaciones, especialmentecontra la humedad, y diversos diseñosque dependen del tipo de cilindro, verejemplos en la sección 3.
FAG 8
3 Ejemplos de disposiciones de rodamientos para máquinas papeleras
3.1 Sección húmeda
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección húmeda
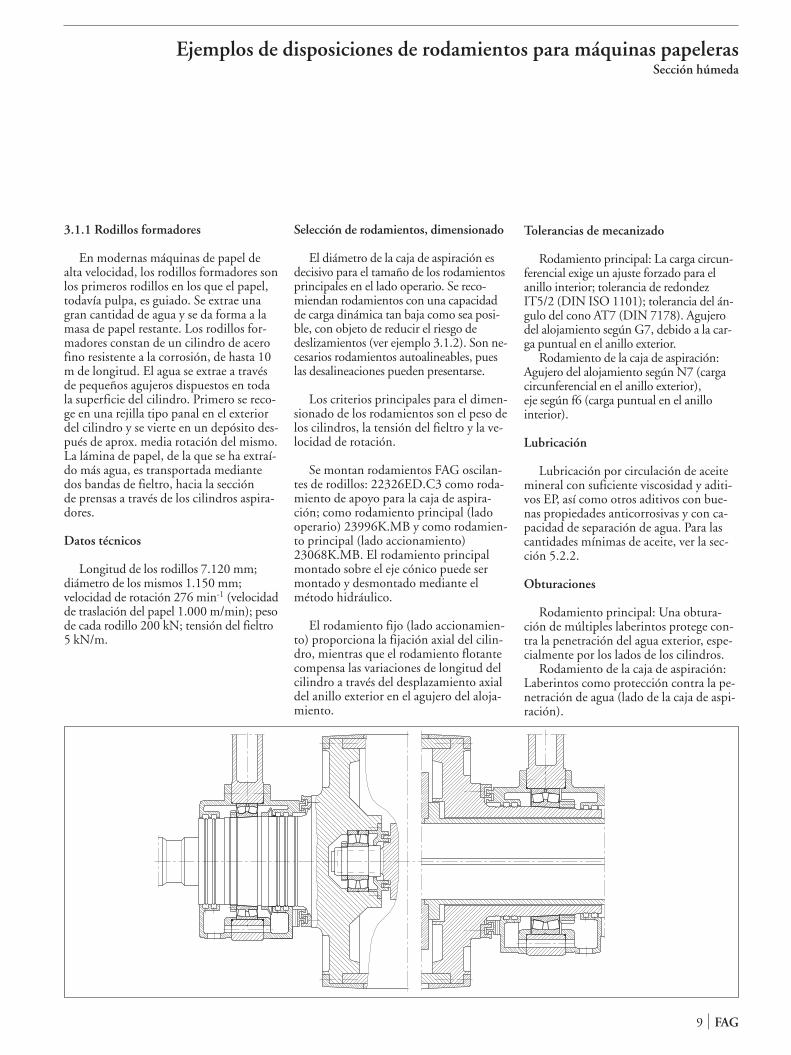
3.1.1 Rodillos formadores
En modernas máquinas de papel dealta velocidad, los rodillos formadores sonlos primeros rodillos en los que el papel,todavía pulpa, es guiado. Se extrae unagran cantidad de agua y se da forma a lamasa de papel restante. Los rodillos for-madores constan de un cilindro de acerofino resistente a la corrosión, de hasta 10m de longitud. El agua se extrae a travésde pequeños agujeros dispuestos en todala superficie del cilindro. Primero se reco-ge en una rejilla tipo panal en el exteriordel cilindro y se vierte en un depósito des-pués de aprox. media rotación del mismo.La lámina de papel, de la que se ha extraí-do más agua, es transportada mediantedos bandas de fieltro, hacia la sección de prensas a través de los cilindros aspira-dores.
Datos técnicos
Longitud de los rodillos 7.120 mm;diámetro de los mismos 1.150 mm; velocidad de rotación 276 min-1 (velocidadde traslación del papel 1.000 m/min); pesode cada rodillo 200 kN; tensión del fieltro5 kN/m.
Selección de rodamientos, dimensionado
El diámetro de la caja de aspiración esdecisivo para el tamaño de los rodamientosprincipales en el lado operario. Se reco-miendan rodamientos con una capacidadde carga dinámica tan baja como sea posi-ble, con objeto de reducir el riesgo de deslizamientos (ver ejemplo 3.1.2). Son ne-cesarios rodamientos autoalineables, pueslas desalineaciones pueden presentarse.
Los criterios principales para el dimen-sionado de los rodamientos son el peso delos cilindros, la tensión del fieltro y la ve-locidad de rotación.
Se montan rodamientos FAG oscilan-tes de rodillos: 22326ED.C3 como roda-miento de apoyo para la caja de aspira-ción; como rodamiento principal (ladooperario) 23996K.MB y como rodamien-to principal (lado accionamiento)23068K.MB. El rodamiento principalmontado sobre el eje cónico puede sermontado y desmontado mediante elmétodo hidráulico.
El rodamiento fijo (lado accionamien-to) proporciona la fijación axial del cilin-dro, mientras que el rodamiento flotantecompensa las variaciones de longitud delcilindro a través del desplazamiento axialdel anillo exterior en el agujero del aloja-miento.
Tolerancias de mecanizado
Rodamiento principal: La carga circun-ferencial exige un ajuste forzado para elanillo interior; tolerancia de redondezIT5/2 (DIN ISO 1101); tolerancia del án-gulo del cono AT7 (DIN 7178). Agujerodel alojamiento según G7, debido a la car-ga puntual en el anillo exterior.
Rodamiento de la caja de aspiración:Agujero del alojamiento según N7 (cargacircunferencial en el anillo exterior), eje según f6 (carga puntual en el anillo interior).
Lubricación
Lubricación por circulación de aceitemineral con suficiente viscosidad y aditi-vos EP, así como otros aditivos con bue-nas propiedades anticorrosivas y con ca-pacidad de separación de agua. Para lascantidades mínimas de aceite, ver la sec-ción 5.2.2.
Obturaciones
Rodamiento principal: Una obtura-ción de múltiples laberintos protege con-tra la penetración del agua exterior, espe-cialmente por los lados de los cilindros.
Rodamiento de la caja de aspiración:Laberintos como protección contra la pe-netración de agua (lado de la caja de aspi-ración).
9 FAG
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección húmeda
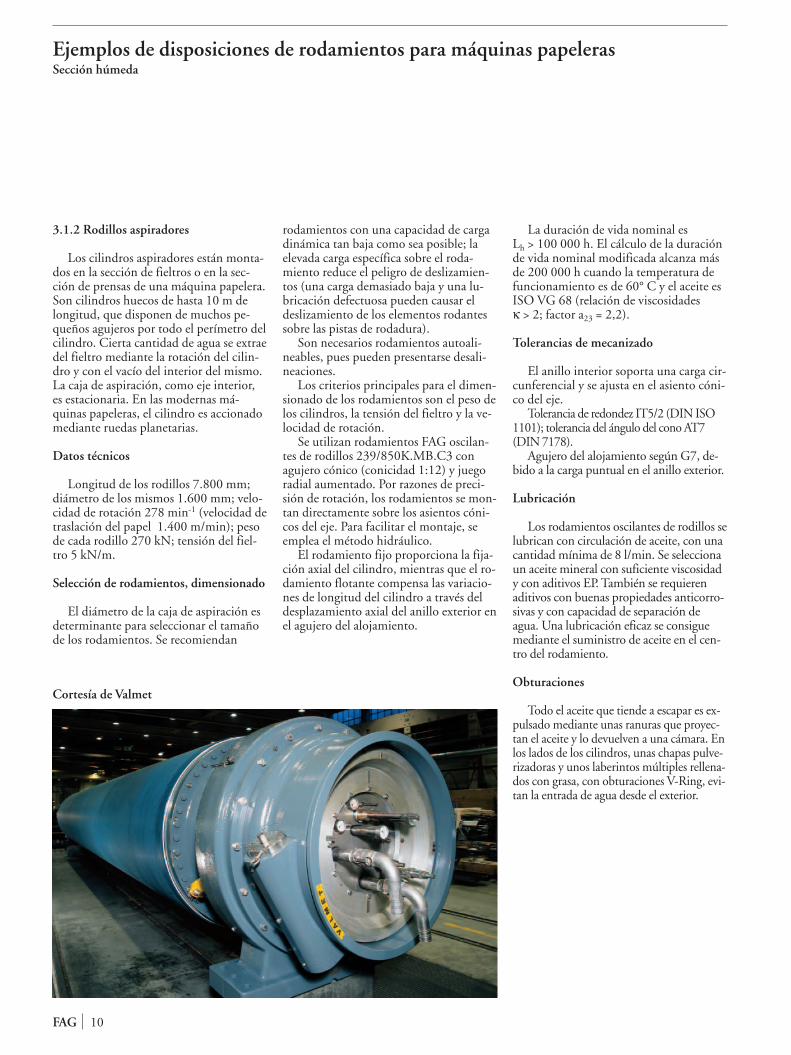
3.1.2 Rodillos aspiradores
Los cilindros aspiradores están monta-dos en la sección de fieltros o en la sec-ción de prensas de una máquina papelera.Son cilindros huecos de hasta 10 m delongitud, que disponen de muchos pe-queños agujeros por todo el perímetro delcilindro. Cierta cantidad de agua se extraedel fieltro mediante la rotación del cilin-dro y con el vacío del interior del mismo.La caja de aspiración, como eje interior,es estacionaria. En las modernas má-quinas papeleras, el cilindro es accionadomediante ruedas planetarias.
Datos técnicos
Longitud de los rodillos 7.800 mm;diámetro de los mismos 1.600 mm; velo-cidad de rotación 278 min-1 (velocidad detraslación del papel 1.400 m/min); pesode cada rodillo 270 kN; tensión del fiel-tro 5 kN/m.
Selección de rodamientos, dimensionado
El diámetro de la caja de aspiración esdeterminante para seleccionar el tamañode los rodamientos. Se recomiendan
rodamientos con una capacidad de cargadinámica tan baja como sea posible; laelevada carga específica sobre el roda-miento reduce el peligro de deslizamien-tos (una carga demasiado baja y una lu-bricación defectuosa pueden causar eldeslizamiento de los elementos rodantessobre las pistas de rodadura).
Son necesarios rodamientos autoali-neables, pues pueden presentarse desali-neaciones.
Los criterios principales para el dimen-sionado de los rodamientos son el peso delos cilindros, la tensión del fieltro y la ve-locidad de rotación.
Se utilizan rodamientos FAG oscilan-tes de rodillos 239/850K.MB.C3 conagujero cónico (conicidad 1:12) y juegoradial aumentado. Por razones de preci-sión de rotación, los rodamientos se mon-tan directamente sobre los asientos cóni-cos del eje. Para facilitar el montaje, seemplea el método hidráulico.
El rodamiento fijo proporciona la fija-ción axial del cilindro, mientras que el ro-damiento flotante compensa las variacio-nes de longitud del cilindro a través deldesplazamiento axial del anillo exterior enel agujero del alojamiento.
La duración de vida nominal es Lh > 100 000 h. El cálculo de la duraciónde vida nominal modificada alcanza másde 200 000 h cuando la temperatura defuncionamiento es de 60° C y el aceite esISO VG 68 (relación de viscosidades κ > 2; factor a23 = 2,2).
Tolerancias de mecanizado
El anillo interior soporta una carga cir-cunferencial y se ajusta en el asiento cóni-co del eje.
Tolerancia de redondez IT5/2 (DIN ISO1101); tolerancia del ángulo del cono AT7(DIN 7178).
Agujero del alojamiento según G7, de-bido a la carga puntual en el anillo exterior.
Lubricación
Los rodamientos oscilantes de rodillos selubrican con circulación de aceite, con unacantidad mínima de 8 l/min. Se seleccionaun aceite mineral con suficiente viscosidady con aditivos EP. También se requierenaditivos con buenas propiedades anticorro-sivas y con capacidad de separación deagua. Una lubricación eficaz se consiguemediante el suministro de aceite en el cen-tro del rodamiento.
Obturaciones
Todo el aceite que tiende a escapar es ex-pulsado mediante unas ranuras que proyec-tan el aceite y lo devuelven a una cámara. Enlos lados de los cilindros, unas chapas pulve-rizadoras y unos laberintos múltiples rellena-dos con grasa, con obturaciones V-Ring, evi-tan la entrada de agua desde el exterior.
FAG 10
Cortesía de Valmet

Ejemplos de disposiciones de rodamientos para máquinas papelerasSección húmeda
11 FAG
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección húmeda
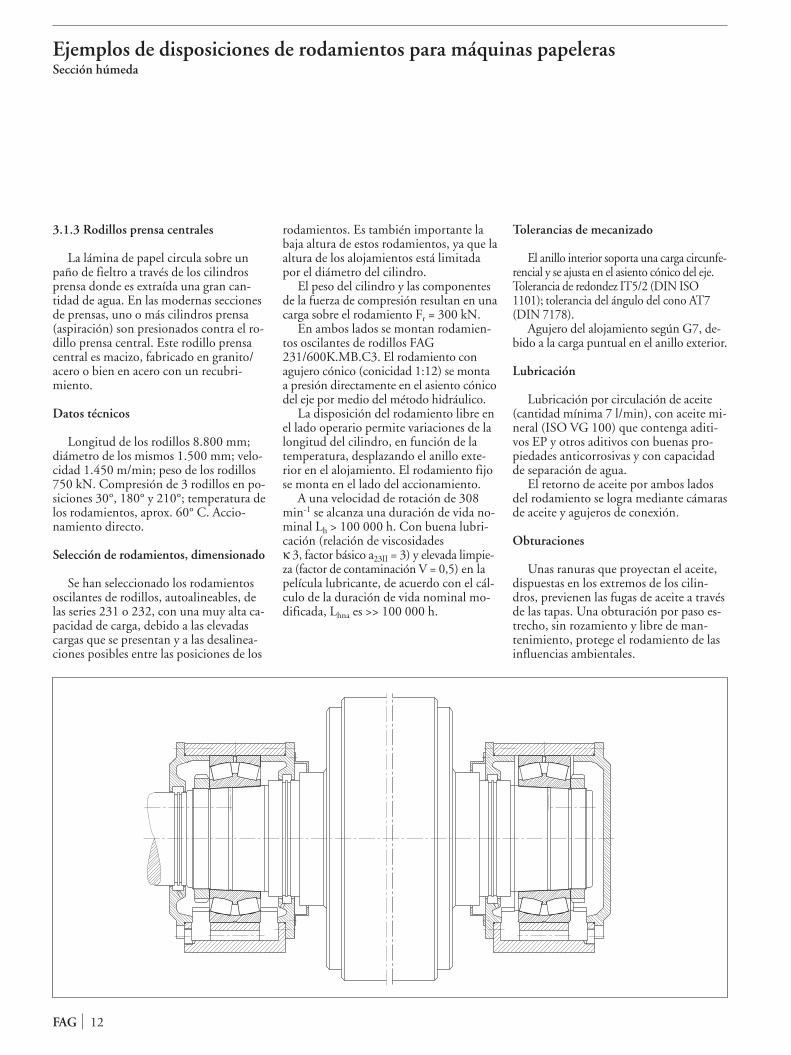
3.1.3 Rodillos prensa centrales
La lámina de papel circula sobre unpaño de fieltro a través de los cilindrosprensa donde es extraída una gran can-tidad de agua. En las modernas seccionesde prensas, uno o más cilindros prensa(aspiración) son presionados contra el ro-dillo prensa central. Este rodillo prensacentral es macizo, fabricado en granito/acero o bien en acero con un recubri-miento.
Datos técnicos
Longitud de los rodillos 8.800 mm;diámetro de los mismos 1.500 mm; velo-cidad 1.450 m/min; peso de los rodillos750 kN. Compresión de 3 rodillos en po-siciones 30°, 180° y 210°; temperatura delos rodamientos, aprox. 60° C. Accio-namiento directo.
Selección de rodamientos, dimensionado
Se han seleccionado los rodamientososcilantes de rodillos, autoalineables, delas series 231 o 232, con una muy alta ca-pacidad de carga, debido a las elevadascargas que se presentan y a las desalinea-ciones posibles entre las posiciones de los
rodamientos. Es también importante labaja altura de estos rodamientos, ya que laaltura de los alojamientos está limitadapor el diámetro del cilindro.
El peso del cilindro y las componentesde la fuerza de compresión resultan en unacarga sobre el rodamiento Fr = 300 kN.
En ambos lados se montan rodamien-tos oscilantes de rodillos FAG231/600K.MB.C3. El rodamiento conagujero cónico (conicidad 1:12) se montaa presión directamente en el asiento cónicodel eje por medio del método hidráulico.
La disposición del rodamiento libre enel lado operario permite variaciones de lalongitud del cilindro, en función de latemperatura, desplazando el anillo exte-rior en el alojamiento. El rodamiento fijose monta en el lado del accionamiento.
A una velocidad de rotación de 308min-1 se alcanza una duración de vida no-minal Lh > 100 000 h. Con buena lubri-cación (relación de viscosidades κ 3, factor básico a23II = 3) y elevada limpie-za (factor de contaminación V = 0,5) en lapelícula lubricante, de acuerdo con el cál-culo de la duración de vida nominal mo-dificada, Lhna es >> 100 000 h.
Tolerancias de mecanizado
El anillo interior soporta una carga circunfe-rencial y se ajusta en el asiento cónico del eje.Tolerancia de redondez IT5/2 (DIN ISO1101); tolerancia del ángulo del cono AT7(DIN 7178).
Agujero del alojamiento según G7, de-bido a la carga puntual en el anillo exterior.
Lubricación
Lubricación por circulación de aceite(cantidad mínima 7 l/min), con aceite mi-neral (ISO VG 100) que contenga aditi-vos EP y otros aditivos con buenas pro-piedades anticorrosivas y con capacidadde separación de agua.
El retorno de aceite por ambos ladosdel rodamiento se logra mediante cámarasde aceite y agujeros de conexión.
Obturaciones
Unas ranuras que proyectan el aceite,dispuestas en los extremos de los cilin-dros, previenen las fugas de aceite a travésde las tapas. Una obturación por paso es-trecho, sin rozamiento y libre de man-tenimiento, protege el rodamiento de lasinfluencias ambientales.
FAG 12

13 FAG
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección húmeda
3.1.4 Rodillos anti-flexión
En la sección de prensas y calandras,los rodillos anti-flexión permiten conse-guir un espesor uniforme a lo largo de lalámina de papel y una elevada y constantecalidad superficial del mismo. El accio-namiento se efectúa en el lado del roda-miento fijo mediante un reductor y unacoplamiento de dientes curvos, a la cu-bierta del cilindro.
El rodillo de ajuste es presionado con-tra el rodillo prensa (rodillo de calandra)con presiones muy elevadas. Como conse-cuencia, el rodillo prensa está curvado y laforma de la cubierta del rodillo cambia.La cubierta del rodillo de ajuste debe a-daptarse a esta forma.
Los rodillos anti-flexión constan de uneje estacionario y una cubierta giratoria.En dicho eje están dispuestos los elemen-tos de control, de presión regulable, quesoportan hidrostáticamente la cubiertadel rodillo y efectúan los ajustes de forma.La cubierta del rodillo está formada comoel rodillo de ajuste curvado por la presióncambiante y proporciona al papel un es-pesor uniforme.
Datos técnicos
Longitud de los rodillos 9.300 mm;diámetro de los mismos 1.025 mm; pesode cada rodillo 61 t: peso de la cubierta210 kN; compresión 700 kN; velocidadtangencial 1.500 m/min (n = 470 min-1);temperatura de los rodamientos 55° C.
Selección de rodamientos, dimensionado
Se montan rodamientos FAG oscilan-tes de rodillos 23096MB.H140 (capaci-dad de carga dinámica C = 3 800 kN).Duración de servicio deseada: > 100 000h. El rodamiento tiene, en funcionamien-to (bajo presión y con espacio cerrado)sólo una función de guiado.
A causa del riesgo de resbalamientos,se han seleccionado los rodamientos de laserie 239, con reducida capacidad de carga.
Los rodamientos tienen una precisiónaumentada de salto axial (especificaciónT52BW, como parte de H140), puestoque las imprecisiones de rotación de lacubierta del rodillo influyen en la calidaddel papel.
Tolerancias de mecanizado
El asiento de los rodamientos debenser según f6, debido a la carga puntual enel anillo interior.
Ajuste forzado (agujero del alojamien-to según P6) a causa de la carga circunfe-rencial en el anillo exterior. Debido aldesmontaje con dispositivos hidráulicos,los agujeros de lubricación en el anillo ex-terior están cerrados.
Lubricación
Si pueden producirse desalineacionesdinámicas y/o deslizamientos, un muybuen lubricante debe aportar capacidadde carga a la película lubricante. Los ro-damientos se lubrican con el aceite lubri-cante utilizado para el sistema hidráulico(ISO VG 150 con aditivos EP).
En nuevos diseños y, especialmente,para los cilindros calientes, el aceite esconducido a través de los agujeros de lu-bricación del anillo interior, dentro delrodamiento, directamente a las áreas decontacto.
Circuitos separados de aceite para losrodamientos rígidos a bolas de las trans-misiones.
Obturaciones
Los rodamientos están obturados haciael exterior mediante obturaciones radialespara ejes. Hacia el interior, un disco de-flector mantiene una cámara de aceite enla zona del rodamiento

FAG 14
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección de secado
3.2 Sección de secado
3.2.1 Rodillos guía
Los rodillos guía conducen la tela ofieltro en las secciones húmedas y de seca-do de las máquinas papeleras. Para ambasáreas se utilizan los mismos rodamientospara los rodillos guía. Sin embargo, la lu-bricación y las obturaciones son diferen-tes, en función del punto de aplicación.
En máquinas antiguas, en la secciónhúmeda normalmente se lubricaba congrasa y en la sección de secado, con aceite.
En las máquinas más modernas, los ro-damientos disponen de lubricación porcirculación de aceite en las secciones hú-meda y de secado. Debido a las diferentescondiciones de funcionamiento, son ne-cesarios circuitos de aceite separados paralas secciones húmeda y de secado.
Con frecuencia, cuanto mayor es la
máquina, mayor es la velocidad de la mis-ma. Por esta razón, el anillo interior delrodamiento con agujero cónico se ajustadirectamente sobre el apoyo cónico deleje.
Sección húmedaEn función de la posición de los roda-
mientos en la máquina de papel, éstosestán sujetos a pequeño o a elevado gradode humedad. El agua no debe penetrar enlos soportes, especialmente cuando la má-quina se limpia a alta presión.
Sección de secadoTemperaturas ambientales de aprox. 95°
C conducen a grandes cambios de longi-tud y plantean elevadas exigencias a la lu-bricación. La temperatura de servicio delos rodamientos puede alcanzar hasta115° C.
Datos técnicos
Anchura de trabajo 8.800 mm; diáme-tro de los rodillos 700 mm; velocidad detraslación del papel 1.650 m/min (n = 750min-1); peso de los rodillos 8.000 kg (FG≈ 80 kN); tensión del papel 1 kN/m (fuerzade extensión Fz ≈ 9 kN); ángulo de abraza-do 180°, temperatura de los rodamientosaprox. 105° C.
Selección de rodamientos, dimensionado
Los rodamientos deben ser capaces deabsorber las cargas y, al mismo tiempo,compensar los errores de alineación (de-salineaciones, flexiones). Es necesario unjuego radial aumentado, según C3, debi-do a las diferencias de temperatura.
Se montan rodamientos oscilantes derodillos FAG 22330EDK.C3.
Cortesía de Beloit

15 FAG
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección de secado
Carga sobre el rodamiento:
P = (FG + Fz)/2 = (80 + 9)/2 = 44,5 kN
El diámetro de las manguetas quedadefinido por la rigidez requerida para loscilindros. Por ello, existe un elevado coefi-ciente de tensiones dinámicas fL, corres-pondiente a una duración de vida nomi-nal Lh por encima de las 200.000 horas;esta duración de vida puede ser mayor enfunción de las condiciones de lubricación.
Los soportes pueden estar en posiciónde apoyo o suspendidos, o también pue-den ser atornillados lateralmente. Dichossoportes están previstos para lubricaciónpor circulación de aceite.
Tolerancias de mecanizado
Los anillos interiores tienen carga cir-cunferencial y están montados directa-mente en las manguetas cónicas de los ci-lindros. Dichas manguetas tienen ranuras
de aceite para que los rodamientos pue-dan ser montados y desmontados me-diante el procedimiento hidráulico
Tolerancia de redondez IT5/2 (DINISO 1101); tolerancia del ángulo delcono AT7 (DIN 7178).
Los asientos de los rodamientos en losalojamientos son según G7.
Lubricación
En la sección de secado: ver el ejemplo3.2.2 (cilindro de secado), en el que el ro-damiento está conectado al circuito deaceite de los cilindros de secado. Canti-dad mínima de flujo de aceite 0,9 l/min.
En la sección húmeda: ver los ejemplos3.1.2 (cilindros de aspiración) y 3.1.3 (ci-lindros prensa centrales) en los que los ro-damientos están conectados al circuito deaceite de los cilindros de la sección húme-da. Cantidad mínima de flujo de aceite0,5 l/min.
Obturaciones
En la sección de secado, las obturacio-nes por paso estrecho, sin rozamiento y li-bres de mantenimiento, previenen las fu-gas de aceite a través de las tapas.
Los rodamientos en la sección húmedatienen obturaciones de laberinto reen-grasables para evitar la penetración deagua. El aceite sobrante se centrifuga me-diante unas ranuras y se conduce de retor-no a unos depósitos. Unas tapas obtu-radoras hacen los soportes impermeablesal aceite.

FAG 16
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección de secado
3.2.2 Cilindros secadores
En la sección de secado, el agua sobrante es evaporada. El papel circula sobre numerosos cilindros secadores calientes, guiado por un tamiz sin fin (an-teriormente un fieltro). Los cilindros secadores se calientan mediante vapor deagua (la temperatura depende del tipo depapel, de su espesor, de su velocidad y delnúmero de cilindros secadores). La elevada temperatura del vapor de calenta-miento se transmite a los asientos de los rodamientos y, por lo tanto, también a éstos. Hoy en dia, las manguetas a travésde las cuales fluye el vapor, se aislan paramantener los rodamientos a temperaturasmás reducidas.
Datos técnicos
Anchos de trabajo de 5.700 mm; diá-metro de los cilindros 1.800 mm; veloci-dad del papel 1.400 m/min (velocidad degiro 248 min-1); temperatura de calenta-miento 165° C (7 bar); peso de los cilin-dros 9.000 kg.
Tensión del fieltro 4,5 kN/m; ángulode abrazado 180°; temperatura ambientebajo la cubierta de la sección de secado,aprox. 95° C; los agujeros de las mangue-tas están aislados.
Selección de rodamientos
La carga sobre los rodamientos se cal-cula a partir del peso de los cilindros, dela tensión del tamiz y, ocasionalmente, dela carga de agua. El rodamiento libre estácargado con 75 kN y el rodamiento fijo,teniendo en cuenta la fuerza del accio-namiento, está cargado con 83 kN. El ca-lentamiento de los cilindros secadoresconduce a una dilatación térmica que,para los largos cilindros, significa unaconsiderable variación de su longitud.Debido a las desalineaciones que se pre-sentan entre ambas posiciones de los ro-damientos, éstos deben ser autoalineables.
En el lado operario, se dispone, como
apoyo libre, un rodamiento de rodilloscilíndricos, de doble hilera, de la serie dedimensiones 31. Este rodamiento com-pensa fácilmente las variaciones de longi-tud del cilindro, en el interior del roda-miento, entre los rodillos y las pistas derodadura. Una rótula, con su superficiedeslizante esférica, compensa las eventua-les imprecisiones y desviaciones de lasmanguetas. Se monta un rodamiento derodillos cilíndricos, autoalineable, de doshileras, FAG 566487K.C5 , de dimensio-nes 200x340x112 mm.
Como apoyo fijo, en el lado del accio-namiento, se dispone un rodamiento os-cilante de rodillos FAG23140BK.MB.C4.
Ambos rodamientos tienen un juegode funcionamiento aproximadamenteigual, con objeto de evitar la precarga delos mismos durante la fase de calenta-miento, que puede alcanzar una diferen-cia de temperatura de 50° C.
El rodamiento oscilante de rodillos tie-ne el juego radial aumentado C4(260...340 µm) y el rodamiento de rodi-llos cilíndricos también tiene el juego ra-dial mayor que el normal, C5 (275...330µm).
Ambos rodamientos tienen el agujerocónico (K 1:12) y se montan, mediante elmétodo hidráulico, directamente sobre lasmanguetas cónicas de los cilindros.
Ya que el rodamiento de rodillos cilín-dricos y el rodamiento oscilante de rodi-llos tienen las mismas dimensiones, semontan soportes de apoyo PMD, no par-tidos, (FAG PMD3140AF o bien BF) enel lado del accionamiento y en el ladooperario.
A causa de la elevada temperatura deservicio, ambos rodamientos tienen untratamiento térmico especial (isotemp) yestán estabilizados dimensionalmente has-ta 200° C.
Dimensionado del rodamiento
Para los rodamientos de los cilindrossecadores se exige una duración de vida
Lhna ≥ 250.000 horas. La lubricación ejerce una influencia
decisiva en el cálculo de la duración devida modificada.
Para un aceite mineral con una viscosi-dad nominal de 220 mm2/s (ISO VG220), la viscosidad de funcionamiento, auna temperatura media de servicio de100° C, alcanza el valor de ν = 16 mm2/s.
La viscosidad de referencia se determi-na a partir de la velocidad de giro y deldiámetro medio del rodamiento.dm = (200 + 340)/2 = 270 mm, a ν1 = 25 mm2/s.
La relación de viscosidades es:κ = ν/ν1 = 16/25 = 0,64.
Para rodamientos oscilantes de rodillosy con un valor K = 1, se obtiene un factorbase a23II = 1,1.
Los valores K = 0 y a23II = 1,4 se em-plean para los rodamientos de rodilloscilíndricos.
Con limpieza normal (factor de lim-pieza s = 1), el factor a23 = a 23II · s es:1,1 para rodamientos oscilantes de rodi-llos y1,4 para rodamientos de rodillos cilíndri-cos.
La duración de vida alcanzable Lhna =a1 · a23 · L h, para ambos rodamientos, esde más de 250.000 h.
Tolerancias de mecanizado
Los anillos interiores tienen carga cir-cunferencial y están montados con ajuste,directamente en las manguetas cónicas delos cilindros. Dichas manguetas disponen deranuras de aceite para que los rodamien-tos puedan ser montados y desmontadosmediante el procedimiento hidráulico.Tolerancia de redondez IT5/2 (DIN ISO1101); tolerancia del ángulo del conoAT7 (DIN 7178). Los asientos de los roda-mientos en los alojamientos son según G7.

17 FAG
Lubricación
Los soportes de los rodamientos estánconectados a un sistema de lubricacióncentralizada por circulación de aceite, deforma que el calor es constantemente eva-cuado de los rodamientos. Se utiliza acei-te mineral de alta calidad ISO VG 220 obien 320, que debe tener una elevada vis-cosidad de servicio, estabilidad térmica,buena protección contra el desgaste, bue-na capacidad de eliminación de agua y unalto grado de limpieza. Una cantidad mí-nima de aceite de 1,6 l/min es conducida
directamente hasta el centro del roda-miento a través de una ranura y orificiosde lubricación en el anillo exterior.
El aceite puede ser conducido a amboslados del rodamiento gracias a la entradadel mismo a través de un agujero central.El riesgo de retención y derrame del acei-te se ha minimizado considerablemente.Las eventuales partículas de contamina-ción o de desgaste que puedan penetraren el rodamiento, son inmediatamenteeliminadas mediante este método de lu-bricación.
Obturaciones
Se emplean obturaciones por paso estrecho, sin rozamiento y libres de man-tenimiento para las manguetas de los cilindros. El aceite es centrifugado me-diante unas ranuras en los cilindros y de-positado en unas pequeñas cámaras que, através de agujeros, devuelven el aceite aldepósito situado en el fondo del soporte.Tapas obturadoras hacen que las máquinasde papel sean estancas para el aceite.
Ejemplos de disposiciones de rodamientos para máquinas papelerasSección de secado

FAG 18
3.3.1 Calandra suave
El papel pasa a las llamadas calandrasdespués de abandonar la sección de seca-do. La calandra suave satina la superficiedel papel y mejora las propiedades para laimpresión del mismo. Las calandras cons-tan de dos pares de rodillos dispuestosuno a continuación del otro. Un rodillode la calandra (acero) descansa, por enci-ma y por debajo, en un contra-rodillo, elllamado rodillo anti-flexión (materialelástico). La calandra suave puede ser ca-lentada mediante agua, vapor o aceite. La separación o la carga “nip” (presión decontacto) dependen, respectivamente, deltipo de papel.
Datos técnicos
Anchos de trabajo de, aprox 7 m; veloci-dad de giro 350 min-1 (velocidad de trasla-ción 1.100 m/min); calentamiento me-diante aceite a 200...250° C; manguetasde los cilindros aisladas; temperatura deservicio en el anillo interior del rodamien-to 130° C.
Selección de rodamientos, dimensionado
La carga radial en el rodamiento de-pende de la aplicación de los rodillos de lacalandra, ya sean rodillos superiores o in-feriores, del peso FG y de la carga debida ala presión, con su porcentaje de tiempo.
P1 = FG + FNip mín = 600 kNP2 = FG + FNip medio = 990 kNP3 = FG + FNip máx = 1.260 kNP4 = FG - FNip mín = 60 kNP5 = FG - FNip medio = 390 kNP6 = FG - FNip máx = 720 kNPorcentajes de tiempo: P1 y P4:10 % cadauno; P2, P3, P5 y P6: 20 % cada uno.
Cuando se utilizan como cilindros in-feriores, se suman la fuerza de peso y lacarga de apriete entre rodillos, y si se em-plean como cilindros superiores, actúasólo la diferencia entre la carga de aprietey el peso.
En el caso de los cilindros superiores,tomando las cargas máximas para el di-mensionado de los rodamientos, puedellegarse a sobredimensionar los mismos
(carga dinámica equivalente P < 0,02 · ca-pacidad de carga dinámica). Con cargasreducidas, pueden presentarse desliza-mientos que conducirán a la avería del ro-damiento, cuando la lubricación es insu-ficiente o inadecuada. Para evitar esteproblema, deben seleccionarse rodamien-tos más pequeños, con una capacidad decarga dinámica menor, de forma que P/C> 0,02. Con una masa más reducida delos rodillos, el riesgo de rotura de la pelí-cula lubricante es menor. En casos críti-cos, se recomienda el empleo de roda-mientos con elementos rodantes con re-cubrimiento.
Los requisitos en cuanto a capacidadde carga y regulación de alineación se al-canzan con los rodamientos oscilantes derodillos.
Los diámetros de las manguetas y de lasuperficie envolvente de los cilindros li-mita la altura constructiva de los roda-mientos. Se utilizan los relativamente an-chos rodamientos oscilantes de rodillosFAG 231/560AK.MB.C4.T52BW.
Con las cargas y los porcentajes detiempo indicados, la duración de vida no-minal es Lh = 83.000 h.
Con lubricación con aceite ISO VG220 y a una temperatura de servicio de130° C, la relación de viscosidades esκ = 0,71. La duración de vida ampliadaLhna > 100.000 h se obtiene mediante elcálculo de la duración de vida nominalmodificada (en el que fs* > 12; a23II = 1,2;V = 0,5 y s = 1,6).
La gran diferencia de temperatura du-rante la fase de calentamiento y a causadel riesgo de que los rodamientos quedenprecargados, exige que éstos disponganun juego radial aumentado, C4. Con unfactor de velocidad n · dm = 224.000 min1
· mm, se recomiendan rodamientos conmayor precisión de rotación, según la es-pecificación T52BW.
Tolerancias de mecanizado
Los anillos interiores tienen carga cir-cunferencial y están montados directa-mente en las manguetas cónicas de los ci-lindros. Dichas manguetas tienen ranurasde aceite para que los rodamientos pue-dan ser montados y desmontados me-diante el procedimiento hidráulico.
Ejemplos de disposiciones de rodamientos para máquinas papelerasCalandra y grupo de acabado
3.3 Calandra y grupo de acabado Cortesía de Valmet

19 FAG
Ejemplos de disposiciones de rodamientos para máquinas papelerasCalandra y grupo de acabado
Tolerancia de redondezIT5/2 (DIN ISO 1101),
tolerancia del ángulo del conoAT7 (DIN 7178).
Los asientos de los rodamientos en los aloja-mientos son según F7.
Lubricación
Lubricación por circulación de aceiteISO VG 220, de una calidad adecuada,que ha dado un buen resultado en el ensayodinámico del banco de pruebas FAG FE8.
Suministrando una gran cantidad deaceite en el centro del rodamiento (caudalmínimo de aceite 12 l/min), se consigue unabuena disipación de calor, así como una me-nor carga térmica para el aceite. Las even-tuales partículas de contaminación o de des-gaste son eliminadas del rodamiento. Elaceite circula de retorno hacia ambos ladosdel rodamiento a través de unas cámarasconectadas al fondo del soporte medianteagujeros.
Obturaciones
En ambos extremos de los cilindrosunos anillos angulares evitan las fugas de
aceite en los agujeros de las tapas pasan-tes. Todo el aceite que tiende a escapar esexpulsado mediante unas ranuras queproyectan el aceite y lo devuelven a una cá-mara. Unas tapas obturadoras hacen lossoportes impermeables al aceite.
Cortesía de Voith

3.3.2 Rodillos extensores
La banda de papel, que es transportadaen dirección longitudinal, tiende a crearpliegues y arrugas. Los cilindros extenso-res estiran o dilatan el papel en direccióntransversal en todo el ancho de la láminade papel y eliminan las arrugas rodandosobre dicha lámina. Los rodillos extenso-res constan de un eje estacionario, queestá curvado simétricamente respecto a sueje longitudinal y alrededor del cual girala cubierta del cilindro. La cubierta delrodillo está formada por secciones tubula-res, que giran libremente y tienen libertadangular. Las diferentes secciones se ajus-tan una a otra de tal manera que la formacurvada del eje es reflejada en la cubiertadel rodillo. Según el caso de aplicación,los componentes de la sección húmeda, lasección de secado y el grupo de acabado,están fabricados en acero inoxidable obien están recubiertos con un materialelástico (p. ej. goma).
Datos técnicos
Longitud de los cilindros 8.300 mm,formados por 22 secciones; peso de cadasección más la tensión del fieltro, con unángulo de abrazado de 30°: 2 kN; conesto se obtiene una carga sobre los roda-mientos de 0,5 kN. La velocidad de rota-ción de los rodillos es de 1.160 min-1.
La temperatura de funcionamiento enla sección húmeda es de 40° C y en las
secciones de secado y de acabado, con unsistema de secado por infrarrojos, se pue-den alcanzar temperaturas de hasta 120° C.
Selección de rodamientos, dimensionado
Con anillo exterior giratorio, se re-quiere una extremada suavidad de rota-ción para los rodamientos, ya que loscomponentes tubulares de los cilindros delas secciones húmeda, de secado y de aca-bado están accionados únicamente por latensión del fieltro y de la lámina de papel.
Se exige una elevada fiabilidad de fun-cionamiento, puesto que la avería de unsolo rodamiento significa tener que des-montar todo el rodillo extensor.
Se utilizan rodamientos rígidos a bolasFAG 61936.C3. Para nuevas aplicacionescon elevadas velocidades de rotación (va-lores n · d m de 0,6 · 106 hasta 1 · 106
min-1 · mm) se seleccionan rodamientosrígidos a bolas con bolas de cerámica (ro-damientos híbridos). El juego radial au-mentado, C3, permite la fácil alineaciónde las diferentes secciones tubulares. Concargas reducidas, los rodamientos tienenuna duración de vida nominal Lh muy superior a las 100.000 horas.
Tolerancias de mecanizado
Como los anillos exteriores de los ro-damientos giran junto con la cubierta delrodillo, se precisa un ajuste forzado, contolerancia M6 y se aseguran axialmente
mediante anillos elásticos.Los anillos interiores soportan una car-
ga puntual y se montan sobre los mangui-tos del eje con tolerancia h6. Debido a lacurvatura del rodillo, y por razones demontaje, los manguitos se ajustan hol-gada y libremente sobre el eje y se asegu-ran con un tornillo.
Lubricación
Los rodamientos están engrasados depor vida, por lo que no precisan ningúnreengrase. La selección de la grasa lubri-cante y de la cantidad de llenado de lamisma están determinadas por la necesi-dad de una rotación suave y por una du-ración en servicio de hasta cinco años(8.000 horas de funcionamiento al año).Con elevadas velocidades y cargas reduci-das, son recomendables las grasas conbajo rozamiento (p.ej. grasa FAG ArcanolSPEED2,6).
Obturaciones
Debido a las exigencias de suavidad derotación, se emplean tapas de protección,sin rozamiento. Dichas tapas están fijadaspor ambos lados del anillo exterior del ro-damiento, de forma que el aceite base quese pueda centrifugar de la grasa lubrican-te, no pueda escapar. Adicionalmente, semontan juntas tóricas para asegurar laestanqueidad del aceite.
FAG 20
Ejemplos de disposiciones de rodamientos para máquinas papelerasCalandra y grupo de acabado

Servicio FAG para un funcionamiento más seguroAlmacenaje de rodamientos · Preparación · Montaje y desmontaje
4 Servicio FAG para un funcionamiento más seguro
FAG ofrece una amplia gama de equi-pos, dispositivos y servicios. El trabajo conlos rodamientos se facilita mediante los dis-positivos FAG de medición y montaje. Conlos aparatos de diagnóstico se puede moni-torizar el estado de los rodamientos. Enmontajes difíciles y en monitorizacionescomplicadas, el servicio FAG de montaje ydiagnóstico ayuda in situ en estas tareas.
La ingeniería de aplicaciones de FAGproporciona asesoramiento y formación re-lacionados con todos los aspectos de la tec-nología de los rodamientos.
4.1 Almacenaje de rodamientos
Para evitar la contaminación y la sucie-dad, los rodamientos deben mantenerseen su embalaje original hasta justo antesdel montaje. Los grandes rodamientos,como los que se encuentran en las má-quinas de papel, se almacenan en un al-macén aparte, seco y con los rodamientosen posición horizontal, apoyados en la to-talidad de su perímetro.
El embalaje de los rodamientos contie-ne agentes anti-corrosivos, con objeto deque las propiedades de los mismos seanpreservadas durante un largo período detiempo. Dichos agentes anti-corrosivosson compatibles con los lubricantes clási-cos empleados en la industria del papel yno es necesario lavar los rodamientos an-tes del montaje.
Durante el almacenaje, se deben evitarlos medios agresivos, como p.ej. gases,niebla o vapores de ácidos, soluciones al-calinas o sales. También debe evitarse laexposición directa al sol, así como lasgrandes variaciones de temperatura.
Bajo las condiciones estándar de con-servación, el período de almacenaje admi-sible es de hasta 5 años. Sobre consulta,FAG facilita información sobre conserva-ción especial y sobre las posibilidades deutilización de rodamientos antiguos.
Para obtener información más detalladasobre el amacenaje de rodamientos FAG ysobre grasas, ver el catálogo WL 41 520/3SB “Rodamientos FAG”.
4.2 Preparaciones para el montaje y el desmontaje
Las necesarias preparaciones para elmontaje y el desmontaje de rodamientosse indican con detalle en la publicaciónFAG WL 80 100/3 SB “Montaje de roda-mientos”.
Antes de desembalar el rodamiento,todos los componentes y partes implica-das deben comprobarse en su precisióndimensional y de forma.
Para comprobar los asientos en el ejede grandes rodamientos, normalmente seutiliza un micrómetro de exteriores.
Para verificar los agujeros de los aloja-mientos se emplea un micrómetro de in-teriores o un instrumento de medición deagujeros.
Verificación de un agujero de alojamien-to con un micrómetro de interiores.
4.3 Montaje y desmontaje ensuperficies cilíndricas y cónicas
Los datos generales para el montaje yel desmontaje de rodamientos se indicanen la publicación FAG WL 80 100/3 SB“Montaje de rodamientos”.
Para el montaje de los rodamientos enla industria del papel, normalmente seemplean los métodos hidráulico y térmi-co. Ver también la publicación FAG WL80 200 “Métodos y dispositivos para elmontaje y el mantenimiento de roda-mientos”.
4.3.1 Montaje y desmontaje ensuperficies cilíndricas
Montaje: Los rodamientos que re-quieren un ajuste forzado en un eje cilíndri-
co, se calientan y se asientan sobre el eje.Para un montaje más cómodo (ver sección4.4) es suficiente una temperatura de 80 hasta 100° C. No debe superarse la tempe-ratura máx de 120° C.
Los dispositivos de calentamiento porinducción permiten calentamientos rápi-dos, limpios y seguros. Los aparatos decalentamiento FAG HEATER20 (vertambién WL 80 250/2 SB) son adecuadospara rodamientos con agujero a partir de20 mm y con un peso de hasta 20 kg.
Aparato de calentamiento por inducciónFAG HEATER20
Los rodamientos de todos los tipos y ta-maños también pueden ser calentados enun baño de aceite. Desventajas: peligro deaccidentes, contaminación ambiental porvapores de aceite, inflamabilidad del aceitecaliente, peligro de ensuciamiento del ro-damiento y reciclaje costoso del aceite usa-do.
Desmontaje: Para extraer rodamientospequeños son adecuadas las herramientasde desmontaje mecánicas o las prensas hi-dráulicas.
Durante el desmontaje, el anillo interiordebe ser calentado con un quemador anu-lar sólo en caso de emergencia y cuando enel eje no existan ranuras ni agujeros de acei-te para el método hidráulico. Deben adop-tarse cuidados extremos ya que los anillosdel rodamiento son muy sensibles a los ca-lentamientos no uniformes y a los sobreca-lentamientos locales.
Los rodamientos pueden ser montadosa presión en asientos cilíndricos con laayuda del método hidráulico (ver sección4.3.2).
21 FAG

Servicio FAG para un funcionamiento más seguroMontaje y desmontaje
4.3.2 Montaje y desmontaje ensuperficies cónicas
Montaje: En la actualidad, los roda-mientos en las máquinas papeleras semontan, en general, directamente sobremanguetas cónicas. Las grandes y anchasmáquinas, con altas velocidades de papel,requieren elevadas precisiones de rota-ción. Por ello, el asiento directo es venta-joso, ya que solamente existen dos super-ficies de ajuste.
Si las exigencias de precisión de rotaciónno son tan elevadas, pueden utilizarse man-guitos de fijación o de desmontaje. En estecaso, hay cuatro superficies de ajuste.
El ajuste deseado se obtiene presionan-do axialmente el anillo interior o bien elmanguito de desmontaje entre el anillointerior y el eje. La reducción del juegoradial del rodamiento, debida a la expan-sión del anillo interior, indica si el ajusteprevisto ha sido alcanzado.
Primero, el juego radial se mide antesdel montaje. Durante el ajuste, el juego ra-dial se controla constantemente, hasta quese alcanza el valor deseado. También es po-sible medir el desplazamiento axial en lugarde verificar la reducción del juego radial.
El juego radial se puede verificar me-diante las galgas de espesores. En el casode los rodamientos oscilantes de rodillos,se debe asegurar que la medición del jue-go radial (Gr) se efectúa al mismo tiemposobre ambas hileras de rodillos. Sólocuando los valores de juego radial soniguales para ambas hileras, puede ser cier-to que el anillo interior no se desplaza la-teralmente con relación al anillo exterior.
En grandes rodamientos oscilantes derodillos (d > 500 mm), el juego radial semide en tres puntos, a causa de la defor-mación del anillo del rodamiento, ver es-quema.
Para el montaje de grandes rodamien-tos sobre los asientos cónicos o para ajus-tarlos sobre manguitos de desmontaje, seutilizan las tuercas hidráulicas, ver la pu-blicación WL 80 103/5 “Tuercas hidráu-licas FAG”. La tuerca hidráulica se enros-ca en la rosca del eje o en la del manguito.Mediante la presión del aceite, el anilloanular de la tuerca hidráulica presiona elrodamiento sobre el asiento cónico o bienaprieta el manguito entre el agujero delrodamiento y el eje.
Si el juego radial no ha podido ser me-dido con las galgas de espesores, puedeemplearse el instrumento FAG de medi-ción del desplazamientoHYD.NUT.DISPLACE.GAUGE. Esteinstrumento se atornilla en la cara frontalde la tuerca hidráulica.
Tuerca hidráulica
El método hidráulico facilita notable-mente el montaje y, especialmente, el des-montaje de rodamientos con un agujero apartir de 160 mm. No obstante, para ellodeben preverse ranuras de aceite y canalesde conducción, así como roscas para laconexión de los generadores de presión.Para más información, ver la publicaciónFAG WL 80 102/6 “Montaje y desmon-taje de rodamientos mediante el métodohidráulico”.
Para el montaje, se recomienda aceitecon una viscosidad de ≈ 75 mm2/s a 20° C(viscosidad nominal 32 mm2/s a 40° C).Cuando el rodamiento está montado di-rectamente en el eje cónico, se necesitanpequeñas cantidades de aceite. Es suficien-te la simple inyección de un volumen pe-queño de aceite.
Los grandes manguitos de fijación o dedesmontaje (ejecuciones HG o H, ver ca-tálogo WL 41 520/3 SB) disponen deagujeros y de ranuras de aceite para el método hidráulico. Las fugas de aceite através de los bordes de las superficies deajuste hacen que sea necesario un sumi-nistro de gran cantidad de aceite, por loque debe utilizarse una bomba.
El método hidráulico es especialmenteventajoso en el desmontaje de grandes ro-damientos. Tan pronto como una películacontinua de aceite se ha formado entre lassuperficies de ajuste, el anillo del roda-miento se desclava bruscamente del eje,debido a la fuerza axial resultante. Debepreverse un tope axial, con objeto de evi-tar accidentes.
Para el desmontaje de rodamientos ajus-tados directamente en los ejes cónicos, essuficiente un sencillo inyector con un volu-men reducido de aceite, pero si los roda-mientos están montados sobre manguitos,es necesaria una bomba.
Para el desmontaje, se recomiendaaceite con una viscosidad de ≈ 150 mm2/sa 20° C (viscosidad nominal 46 mm2/s a40° C). Si las superficies de ajuste estándañadas, se recomienda aceite para engra-najes con una viscosidad elevada, de ≈1.150 mm2/s a 20° C (viscosidad nomi-nal 320 mm2/s a 40° C). La oxidación deajuste se puede eliminar mediante aditi-vos anticorrosión en el aceite.
FAG 22
a
b c
ebec
eaeceb
eaa
b c
a
b c
ea
ec=ea
2
eb= ea
2
Medición sin prisma
Eje
Medición con prisma
Juego radial e =ea + eb + ec
2
Medición del juego radial de grandes rodamientos oscilantes de rodillos

Servicio FAG para un funcionamiento más seguroAjustes y tolerancias
4.4 Ajustes y tolerancias
Una directriz general para la selecciónde los ajustes correctos se puede encontrarel el catálogo FAG WL 41520/3 SB.
La tolerancia G7 se utiliza normal-mente para los agujeros de los alojamien-tos. Por ejemplo, los soportes para máqui-nas de papel PM30, PMD, PMDR yPMF, están mecanizados según G7.
En el caso de manguetas cónicas, eldiámetro cónico debe ser determinado detal manera que el rodamiento, despuésdel montaje a presión, quede situado en laposición correcta. En la determinacióndel diámetro cónico - la medida de refe-rencia es el diámetro menor - debe tenerseen cuenta la expansión necesaria del ani-llo interior para obtener el ajuste fijo delmismo. Esta expansión del anillo interiorreduce el juego radial del rodamiento.Hay que tener en cuenta que, incluso conejes macizos de acero, el juego radial no sereduce en la totalidad del valor de la in-terferencia del asiento cónico. Incluso pe-queños valores de expansión se obtienencon ejes huecos o con ejes de fundicióngris. En estos casos, el diámetro cónicodebe ser aumentado de forma adecuada.También deben tenerse en cuenta las tole-rancias dimensionales del rodamiento ylas tolerancias de mecanizado. El despla-zamiento axial se comprueba mediante lasvariaciones de distancia entre la cara frontaldel cono y el diámetro menor del anillo in-terior. En las siguientes tablas se indican lastolerancias dimensionales y de forma reco-mendadas.
Tolerancias para los ejes cónicos
23 FAG
Medida nominal Tolerancia Tolerancia de Toleranciadel eje del diámetro redondez (IT5)/2 de rectitud
k6 DIN ISO 1101 IT3más de hasta mín. máx.mm µm µm µm
80 120 +3 +25 7,5 6120 180 +3 +28 9 8180 250 +4 +33 10 10250 315 +4 +36 11,5 12315 400 +4 +40 12,5 13400 500 +5 +45 13,5 15500 630 0 +44 14,5 (17)630 800 0 +50 16 (19)800 1000 0 +56 18 (21)
(Valores entre paréntesis según FAG)
Tolerancias del ángulo del cono
Medida nominal del Tolerancia del ángulo del cono según AT7 (DIN 7178)ancho B del rodamientomás de hasta ATα ATDmm Segundos de ángulo µm
40 63 +65 0/+12,5...0/+2063 100 +52 0/+16...0/+25100 160 +41 0/+20...0/+32160 250 +33 0/+25...0/+40250 400 +26 0/+32...0/+50
ATD/2ATDAT
�
t1
t5t6
La superficie de tope para el instrumento de mediciónde conos y la superficie cónica deben ser mecanizadasen una sola fijación
A
t1
t5
t6
A
d'
B
L
�
�2
Conicidad 1:12
Conicidad 1:30
ATD/2
dd1
Tolerancia de redondez(referida al radio)Tolerancia de rectitudTolerancia de pendiente
Tolerancia del ángulo de la pendiente � t6
Tolerancia del ángulo del cono en µm � 2 · t6
Tolerancia del ángulo del cono en ' y ''

Servicio FAG para un funcionamiento más seguroAjustes y tolerancias
Cálculo de pequeños diámetros cónicos para las manguetas
d’ = d + ΔR · 1/(dm/h) · 1/fi · w + G’+ Δdmp/2 + L · 1/k [mm]
d’ Diámetro menor del cono de la mangueta [mm]d Medida nominal del agujero del rodamiento [mm]ΔR Valor medio de la reducción del juego radial (tabla 1) [mm]dm/h Relación de espesores de pared del anillo interior (tabla 2)1/fi Factor de corrección para manguetas huecas de acero (diagrama 3)
= 1 para ejes macizosw Factor de corrección para diferentes materiales de las manguetas (diagrama 4)G’ Valor de la calidad superficial relativa al diámetro = 2 · 0,6 · Rz
(tabla 5 ) [mm]Δdmp Tolerancia de la medida nominal del agujero del rodamiento (tabla 6) [mm]L Distancia entre la cara frontal del rodamiento montado y la mangueta [mm]
(Caso normal: la cara frontal del rodamiento montado está enrasada con la cara de la mangueta, es decir, L = 0)
1/k Relación de conicidades (= 0,0833 para conicidad 1:12, = 0,0333 para conicidad 1:30)
Tabla 1: Reducción de juego radial ΔR
Medida nominal del agujero Reducción de juego radialdel rodamiento Rodamientos oscilantes Rodamientos de rodillos d de rodillos cilíndricosmás de hasta mín. máx. mín. máx.mm mm mm
50 65 0,03 0,04 0,03 0,03565 80 0,04 0,05 0,035 0,0480 100 0,045 0,06 0,04 0,045100 120 0,05 0,07 0,045 0,055120 140 0,065 0,09 0,055 0,065
140 160 0,075 0,1 0,06 0,075160 180 0,08 0,11 0,065 0,085180 200 0,09 0,13 0,075 0,095200 225 0,1 0,14 0,085 0,105225 250 0,11 0,15 0,095 0,115
250 280 0,12 0,17 0,105 0,125280 315 0,13 0,19 0,115 0,14315 355 0,15 0,21 0,13 0,16355 400 0,17 0,23 0,14 0,17400 450 0,2 0,26 0,15 0,185
450 500 0,21 0,28 0,16 0,195500 560 0,24 0,32 0,17 0,215560 630 0,26 0,35 0,185 0,24630 710 0,3 0,4 0,2 0,26710 800 0,34 0,45 0,22 0,28
800 900 0,37 0,5 0,24 0,31900 1000 0,41 0,55 0,26 0,34
Tabla 2: Relación de espesores de paredpara anillos interiores con d > 50 mm
Serie de rodamientos dm/h
Rodamientos oscilantes de rodillos
239 0,91230 0,88231 0,85
232 0,83240 0,88241 0,87
222 0,84223 0,78
Rodamientos de rodillos cilíndricos
NU10 0,87NU2 0,85NU3 0,78
NU4 0,73NU30 0,89
FAG 24
L
d' dmh di

Diagrama 4: Factor de corrección w para diferentes materialesGG = fundición gris, GGG = fundición esferoidal o nodular, St = acero
Servicio FAG para un funcionamiento más seguroAjustes y tolerancias
Diagrama 3: Factor de corrección1/fi para manguetas huecas (acero) Tabla 5: Valores G’ de calidad superficialrelativa al diámetro
Mecanizado Calidad superficialG’mm
Pulido 0
Rectificadomuy fino 0,001
Rectificado 0,0025
Torneado muy fino 0,005
Torneado 0,007
Tabla 6: Tolerancias Δ dmp del agujero delrodamiento
Medida nominal del Toleranciasagujero del rodamientomás de hastamm µm
50 80 0/+30
80 120 0/+35
120 180 0/+40
180 250 0/+46
250 315 0/+52
315 400 0/+57
400 500 0/+63
500 630 0/+70
630 800 0/+80
800 1000 0/+90
25 FAG
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,9
1,0
1,2
1,4
1,6
1,8
2,0
dm/h=0,7
0,8 0,9
di/dm
1/fi
0,8
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,9
1,0
1,05
1,10
1,15
1,20
1,25
1,30
1,35
St
GGG
GG
w
0,8
di/dm
Servicio FAG para un funcionamiento más seguroMonitorización y análisis de rodamientos
4.5 Monitorización y análisis de roda-mientos
Los rodamientos en las máquinas depapel deben ser monitorizados con objetode evitar elevados costes en reparaciones ycuantiosas pérdidas de producción. Laduración de funcionamiento de los roda-mientos y la disponibilidad de las máqui-nas pueden ser optimizados sólo cuandolos rodamientos han tenido un manteni-miento basado en su estado. Esto presu-pone, sin embargo, el reconocimiento atiempo de las averías en los rodamientos,la evaluación del alcance de los daños y elseguimiento del proceso de la avería. Elmantenimiento basado en la condiciónsignifica que los rodamientos pueden sersustituidos durante las paradas previstasde la máquina, evitando así las costosasparadas no planificadas.
4.5.1 FAG Detector III
El FAG Detector III está indicado,principalmente, para los rodamientos delos grupos auxiliares y periféricos de lasmáquinas de papel, en los que se espera lafuerte influencia y las perturbaciones deotros elementos de máquina.
Este aparato de mediciones, manual yeconómico, es muy fácil de manejar. Secaracteriza por su reducido peso.
En primer lugar, el sensor de acelera-ción se coloca en la posición del roda-miento, para ser monitorizado. Tras unaronda de mediciones, los valores medidos,que se utilizan para evaluar el estado y lacondición de la máquina, son transmiti-
dos a un ordenador, donde son interpre-tados, analizados y representados en ungráfico con el software “Trendline 3”.
Para cada punto de medición, el soft-ware compara los nuevos valores caracte-rísticos medidos con los valores límite dela alarma principal, especificados para esepunto de medición. Si uno de estos valo-res umbral es sobrepasado, el software loindica inmediatamente.
Los nuevos valores característicos pue-den ser mostrados gráficamente duranteel tiempo de la medición.
Con ayuda de un análisis de tendencia,el usuario puede estimar cuándo se activaráuna alarma.
Puede obtenerse, sobre consulta, infor-mación más detallada del Detector III.
4.5.2 Sistema VibroCheck
El sistema de monitorización onlineFAG VibroCheck permite un gran núme-ro de puntos de medición, para ser conti-nuamente monitorizados en el PC. Lossensores de vibración situados en los pun-tos donde hay montados rodamientos,conducen las señales a los módulos demonitorización (módulos VC). Las señalesse transfieren mediante el PC a la estaciónde control de la máquina de papel o, si esnecesario, via módem al departamento deservicio FAG. Cuando se alcanza un lími-te de alarma, un sistema experto efectúaun diagnóstico automático, con un altogrado de fiabilidad.
FAG 26
FAG VibroCheck
FAG Detector III KitFAG Detector III

Servicio FAG para un funcionamiento más seguroMonitorización y análisis de rodamientos
4.5.3 Análisis de rodamientos
La causa de las averías de los roda-mientos y la posibilidad de evitar más fa-llos en el futuro, puede ser aclarada al des-montar de la máquina un rodamientodañado. Si la causa de la avería no puedeser determinada por el operador de la má-
quina ni por el técnico comercial local deFAG, el rodamiento debe ser enviado aFAG para su inspección.
Los siguientes datos serán aportados aldevolver el rodamiento dañado:
Pistas de rodadura pulidas a causa de lapresión y primeras etapas de desgaste enel anillo exterior de un rodamiento osci-lante de rodillos; montaje en el ladooperario de un cilindro secador. Causa:excesiva cantidad de agua en el aceite lu-bricante
Daños por deslizamiento en el rodillo deun rodamiento oscilante de rodillos,montado en un cilindro aspirador. Cau-sa: carga muy reducida y grasa lubricanteno apropiada
Corrosión estática en la pista de rodadu-ra del anillo exterior de un rodamientooscilante de rodillos. Causa: excesivacantidad de agua en la grasa lubricante
27 FAG
1. Empresa Nombre, dirección, departamento
2. Aplicación
2.1 Máquina
2.2 Punto exacto de montaje (p. ej. rodillo guía, sección de secado,rodamiento fijo o bien libre)
2.3 Fabricante de la máquina
2.4 Tiempo de servicio
2.5 Datos de la máquina (producto, longitud, anchura)
2.6 Número de fallos de rodamientos, hasta ahora, en esta posición/sección
3. Condiciones de funcionamiento - Diámetro de los cilindros- Velocidad del papel- Longitud de los cilindros- Velocidad de giro- Carga radial (axial)-Tiempo de servicio por día- Lubricación (tipo, clase de aceite,tipo de grasa, cantidad,período de relubricación)
- Plano de las posiciones de los rodamientos(ajustes, obturaciones, etc.)
4. Rodamientos - Referencia (con todos los sufijos)- Duración de servicio hasta la avería
(¿cuándo se montó?)- ¿Quién efectuó el montaje?- Aspecto del rodamiento dañado(anillo interior o exterior, rodillos, jaula)si es posible, fotos y croquis
- ¿Cómo se han reconocido los daños?
Puede encontarse información mas detallada sobre las averías y la inspección de roda-mientos usados en la publicación FAG WL 82 102/2 SB “Averías de los rodamientos”.

Servicio FAG para un funcionamiento más seguroProgramas PC · Servicio de montaje · Formación
4.6 Programas PC para el cálculoy el dimensionado de rodamientos.
El deseo de una mayor seguridad defuncionamiento comienza mucho antesde que el rodamiento sea montado. Laprimera fase siempre es la selección delrodamiento adecuado.
Para el cálculo y selección de roda-mientos, el catálogo de productos FAGen CD-ROM “medias ®” es una herra-mienta mucho más eficaz que el actual ca-tálogo impreso. El usuario dispone de uncompleto sistema de consultas que le con-duce - con la guía de usuarios de WIN-DOWS - hasta la relación de productosestándar de FAG, listos para ser pedidos.Se pueden calcular tanto la duración devida nominal como la duración de vidamodificada, así como la velocidad admisi-ble, las frecuencias propias (importantespara el diagnóstico de los rodamientos), elbalance térmico y el volumen necesario deaceite.
Con la versión 4.3 de este catálogo enCD-ROM los ficheros en formato DXF yDWG de los productos seleccionadospueden ser generados e importados hastasu programa de diseño CAD. Las páginascon las tablas de los rodamientos puedenser impresas, con los datos de capacidadesde carga, plan de dimensiones y las medi-das constructivas de cada producto.
FAG también suministra numerososprogramas de cálculo especiales. Se pue-de calcular, p.ej.:- Modificaciones en el juego de los roda-
mientos- Elasticidad y rigidez de los rodamientos- Flexión de los ejesPara más información sobre estos progra-mas PC, ver TI WL 49-41.
4.7 Servicio FAG de montaje
Sobre consulta, el Servicio de monta-dores FAG se ocupa del montaje y el des-montaje de todos los rodamientos en lasmáquinas de papel, de la verificación detodas las zonas de ajuste (manguetas, alojamientos), de la búsqueda de errores
cuando los rodamientos no funcionan co-rrectamente, de la formación del personalde montaje y de la aportación de medidasde racionalización para los procesos demontaje. Los montadores ayudan tam-bién, in situ, en la selección de las herra-mientas más adecuadas y adiestran en elmanejo de los dispositivos y aparatos demontaje.
4.8 Cursos FAG de formación
Un buen nivel de conocimientos técni-cos ayuda a incrementar la duración deservicio de los rodamientos y a evitar lasaverías de los mismos.
Desde hace años, FAG ha impartidoformaciones prácticas, cursos y semina-rios sobre la tecnología de los rodamien-tos. Estas formaciones se han desarrolladoen FAG, en las instalaciones de los distri-buidores de FAG y directamente en las fá-bricas de papel. Los seminarios in situ tie-nen la ventaja de que los participantesahorran, tanto en gastos de viaje, como entiempo de desplazamientos.
Los módulos de formación para las fábri-cas de papel son:- Seminario básico de rodamientos- Formación sobre montaje y desmontaje- Recomendaciones para la lubricación- Seminario sobre análisis de averías- Seminarios individuales a medida del
cliente, en sus instalacionesFAG ha desarrollado el software W.L.S.
con un programa de guía interactiva, parael aprendizaje en solitario en un ordena-dor. Este programa de aprendizaje condu-ce a sólidos conocimientos básicos sobrelas propiedades de los diferentes tipos derodamientos, el sistema de codificación yreferencias, el montaje de los rodamientosy los métodos para evitar las averías. Elpaquete completo de software es adecua-do para todas aquellas personas relaciona-das con los rodamientos, ya sea en Com-pras, en Logística y gestión de materiales,en Investigación y Desarrollo o en Man-tenimiento.
Para formación, asesoramiento y servi-cio, están disponibles algunos vídeosFAG, p.ej.:- Montaje y desmontaje de rodamientos.- Método hidráulico para el montaje y el
desmontaje de grandes rodamientos- Dispositivos de calentamiento por in-
ducción para el montaje de grandes ro-damientos
- Sustitución de rodamientos con el ro-damiento partido oscilante de rodillosFAG 222SM
Para más vídeos, ver TI WL 00-11.
FAG 28
Cursos FAG de formación
Sistema de aprendizaje de rodamientos W.L.S.

Servicio FAG para un funcionamiento más seguroSelección de publicaciones
4.9 Selección de otras publicaciones FAG
CatálogoWL 41 520/3 SB Rodamientos FAG
Publ. NºWL 13 111 Rodamientos de rodillos cilíndricos FAG, autoalineables, para los cilindros secadores / satinadores y para los
rodillos guía en máquinas papeleras.WL 13 112 Colaboración en papelWL 13 501 Disposición de rodamientos para un cilindro M.G. en una máquina de papelWL 13 502 Rodamiento FAG oscilante de rodillos en un molino de maderaWL 13 503 Rodamiento FAG oscilante de rodillos en los cilindros de fieltro, en la sección de secado de las máquinas papeleras.WL 13 504 Capacidad aumentada en una máquina de papel finlandesaWL 13 505 Disposición de rodamientos en un grupo de refino, con rodamientos FAG de rodillos cilíndricosWL 13 506 Rodamientos de los cilindros de crepado en una máquina de papel TissueWL 13 507 Incremento de la producción de las máquinas de papel mediante la modificación a rodamientos FAG en
la sección de secadoWL 13 508 Los rodamientos partidos FAG oscilantes de rodillos reducen los tiempos de parada en las sustituciones de
rodamientos en los cilindros secadores de las máquinas de papelWL 13 509 Rodamientos FAG rígidos a bolas para los cilindros extensores de las máquinas de papelWL 13 510 Considerable reducción de energía en los cilindros secadores de las máquinas de papel mediante la sustitución de
los casquillos de fricción por rodamientosWL 13 511 Los rodamientos de los cilindros secadores de una fábrica finlandesa de cartón han trabajado eficazmente durante
más de 10 añosWL 13 512 Los rodamientos partidos FAG oscilantes de rodillos reducen los tiempos de parada en los agitadores de las fábricas
de papelWL 13 513 Rodamientos híbridos FAG para los cilindros extensoresWL 13 514 Rodamientos FAG oscilantes de bolas para los rodillos flotantes de las calandrasWL 43 165/3 Rodamientos partidos FAG oscilantes de rodillosWL 80 100/3 Montaje de rodamientosWL 80 102/6 Cómo montar y desmontar rodamientos hidráulicamenteWL 80 103/5 Tuercas hidráulicas FAGWL 80 137 Diagnóstico de rodamientos con el FAG DetectorWL 80 151 Servicio de reparación para rodamientos grandesWL 81 115/4 Lubricación de rodamientosWL 82 102/2 Averías de los rodamientos
TI NºWL 13-1 Soportes para los cilindros secadores de las máquinas de papelWL 13-2 Soportes PMF para los rodillos guía de las máquinas de papelWL 43-1192 Rodamientos FAG de tres anillos para la industria del papelWL 49-41 Programas FAG para PCWL 62-1 “Doping” para la superficie - Recubrimientos FAG para rodamientosWL 80-14 Montaje y desmontaje de rodamientos oscilantes de rodillos con agujero cónicoWL 80-46 Sets de bomba manual FAGWL 80-47 Calentadores por inducción FAGWL 80-48 Extractores mecánicos FAG
29 FAG

Dimensionado y lubricación de los rodamientosDimensionado
5 Dimensionado ylubricación de los rodamientos
5.1 Dimensionado
Mediante el cálculo del dimensionadose comprueba que se cumplen las exigen-cias requeridas en cuanto a duración devida y rentabilidad de los rodamientos.Los rodamientos de las máquinas de pa-pel normalmente soportan tensiones di-námicas. Los anillos de estos rodamientosgiran uno respecto al otro.
El cálculo de la duración de vida no-minal Lh para los rodamientos cargadosdinámicamente se muestra en detalle enel catálogo WL 41 520/3 SB “Rodamien-tos FAG”. En este proceso de cálculo delas condiciones de funcionamiento, úni-camente se tienen en cuenta la carga sobreel rodamiento y su velocidad de rotación.Sin embargo, la duración de vida real-mente alcanzable depende de otra serie deinfluencias.
Basándose en el cálculo de la duraciónde vida modificada según DIN ISO281, FAG ha desarrollado un detalladoproceso para determinar la duración devida alcanzable Lhna con el cual las condi-ciones de funcionamiento, especialmentela limpieza efectiva en la película lubri-cante, pueden ser expresadas en forma decifras. El proceso para el cálculo de la du-ración de vida alcanzable se describe en elcatálogo WL 41 520/3 SB.
Valores recomendables para el dimensionado
Para las diversas disposiciones de mon-taje en las máquinas y equipos utilizadosen la producción de pulpa y papel, los va-lores recomendables para la duración devida alcanzable Lhna se indican en la si-guiente tabla. Como comparación, tam-bién se indican los valores de duración devida Lh especificados hasta ahora. Éstoscorresponden ampliamente a las reco-mendaciones de la TAPPI (Technical As-sociation of the Pulp and Paper Industry,USA). Como ejemplo, se recomienda unvalor Lh de 285.000 horas para los cilin-dros secadores. Para las disposiciones de
manguetas antiguas, no aisladas, se obtie-ne una duración de vida alcanzable Lhnade aprox. 100.000 horas, con un factora23 = 0,35. En modernas máquinas, conunas manguetas estándar aisladas, puedeesperarse un valor de duración de vidaLhna > 250.000 horas, una duración devida inusualmente elevada.
En contraste, la expectativa de dura-ción de vida para los rodamientos de lasección húmeda es claramente inferior alos 15 años, ya que, en este período detiempo, son normales los cambios y lasmodernizaciones.
En el caso de los cilindros secadores,las grandes diferencias de velocidad deservicio juegan un papel importante en eldimensionado. Éstas pueden ser inferiores
Valores recomendados para el dimensionado de los rodamientos en la producción de papel
Punto de aplicación Duración de vida alcanzableLhna*)h años**)
Sección húmeda
Rodillos formadores,rodillos aspiradores,rodillos guía, > 100 000 > 12rodillos prensa
Sección de secado (demanda básica: Lh > 100.000 h)
Rodillos guía > 120 000 > 15
Cilindros secadores > 250 000 > 30
Cilindros M.G. > 350 000 > 45
Otros puntos:
Calandras,cilindros satinadores, > 80 000 > 10bobinadoras
Rodillos anti-flexión > 80 000 > 10
Refinos,pulpers > 80 000 > 10
*) Calculado con a23 = a23II y con s = 1 para limpieza normal**) Para 8.000 horas de servicio al año
a los 800 m/min en máquinas para fabri-car cartón y hasta 1.800 m/min para loscilindros secadores de una máquina parafabricar papel de periódico.
Recomendamos, en primer lugar deter-minar Lh para el rodillo más cargado, te-niendo en cuenta la velocidad de rotación(nk) y la carga dinámica equivalente P (verpágina 31).
Para el cálculo de los valores de Lhnadeben considerarse la velocidad real deservicio y la menor relación de viscosida-des κ.
Para los valores de referencia de la tem-peratura de funcionamiento de los roda-mientos (anillo interior) de los cilindrossecadores, ver el diagrama de la página31.
FAG 30

Dimensionado y lubricación de los rodamientosDimensionado
Carga dinámica equivalente P para roda-mientos en máquinas de papel
G Peso del rodillo/cilindro [kN]
Fz Tensión del fieltro/lámina de papel [kN]con 180° de ángulo de abrazado
f1 = 1,055 para llenado temporalde los cilindros secadores y cilindrosM.G. con agua de condensación
f2 = 1,1 para cargas axiales actuandosobre el rodamiento fijo (accionamiento, tensión oblicua en el fieltro o en la lámina de papel), cuando no hay valores disponibles
Cilindro secador/cilindro M.G., lado accionamiento:
P = (G/2 + Fz) · f1adicionalmente: fuerza de desplaza-miento axial en rodamientos oscilantesde rodillos, como apoyos libres, y fuer-za desde la junta de vapor con cilin-dros M.G. mediante descarga de losrodillos de presión.
Cilindro secador/cilindro M.G., ladooperario:
P = (G/2 + Fz) · f1 · f2adicionalmente: fuerza radial del ac-cionamiento y fuerza de la conexión devapor, asi como fuerza de desplaza-miento axial del rodamiento libre
Rodillos guía:P = (G/2 + Fz) · f2
Rodillos aspiradores:P = (G/2 + Fz) · f2adicionalmente: dirección de la fuerzade carga o descarga debida a la presiónnegativa de la caja de aspiración
Rodillos prensa/rodillos de presión:P = (G/2 + Fz) · f2adicionalmente: dirección de la fuerzade carga o descarga debida a otros ro-dillos/cilindros
Rodillos de calandras:P = G/2 ± FNip/2adicionalmente: posición de montaje,tiempo y porcentajes de carga (vertambién sección 3.3.1)
Factor de corrección por la reducción dela dureza
A temperaturas de funcionamiento >100° C, la capacidad de carga dinámica Cdebe ser multiplicada por el factor fH,para los rodamientos de las máquinas depapel que han sido termoestabilizados deforma estándar según S1.
Factor de corrección fH para la condidera-ción del efecto de la temperatura de fun-cionamiento en la capacidad de carga delos rodamientos de acero al cromo
Valores de referencia para la temperatura de los rodamientos de los cilindros secadores,válidos para los tamaños típicos de rodamientos oscilantes de rodillos, lubricados concantidades mínimas de aceite (sección 5.2.2), en función de la temperatura del vapor ydel aislamiento (relación temperatura del vapor/presión del vapor, ver 6.1.3 y 6.1.4).
31 FAG
0 100 200
1,1
1,0
0,9
Temperatura°C
fH
0,8
Temperatura mediadel anillo interiordel rodamiento
70
80
90
100
110
120
130
140
150
°C
140 150 160 170 180
Mangueta aislada
Mangueta no aislada
Temperatura del vapor
ºC

Dimensionado y lubricación de los rodamientosLubricación
5.2 Lubricación de los rodamientos
En las máquinas de papel, las condi-ciones de funcionamiento y las corres-pondientes exigencias de lubricación pue-den diferir de forma notable de una posi-ción de rodamientos a otra. Por esta ra-zón, la lubricación en la sección 3 se indi-ca con ejemplos de rodamientos. Aquí sedescriben criterios generales para la lubri-cación de los rodamientos de las má-quinas de papel. La lubricación de los ro-damientos se describe en detalle en la pu-blicación FAG WL 81 115/4 SB “Lubri-cación de rodamientos”.
Para la selección del método de lubri-cación son decisivas la carga, la velocidadde rotación, la temperatura de servicio,las condiciones del entorno, así como laseguridad de funcionamiento. Por ello,para los rodamientos de las máquinas depapel se suele utilizar la lubricación porcirculación de aceite y, en menos casos, lalubricación con grasa.
Para la determinación de la disipaciónde calor del rodamiento, en algunos casospuede ayudar el cálculo del balance térmi-co (ver publicación WL 81 115/4 SB). Laexactitud de dicho cálculo será aceptablesólo cuando los datos de funcionamientoy los correspondientes valores para las re-laciones de flujo de calor sean conocidos.
5.2.1 Lubricación con grasa
La lubricación con grasa es posiblepara rodamientos pequeños y medianos,si la velocidad de rotación y la temperatu-ra no son demasiado elevadas. La ventajade la lubricación con grasa reside en su es-caso esfuerzo constructivo y, adicional-mente, la grasa tiene un efecto obturador.También, el mantenimiento es muy sen-cillo. Además, se puede contar con untiempo de funcionamiento más prolon-gado en caso de rotura o avería del dispo-sitivo de lubricación. En los rodamientosde las máquinas de papel, la lubricacióncon grasa se utiliza principalmente paraaquellos rodamientos de la sección húme-da que, a temperaturas bajas, deben dis-
poner de una buena obturación contra elagua y la suciedad.
Son la excepción los rodamientos en-grasados de la sección de secado, en don-de las temperaturas son altas y las cargasson muy elevadas.
Selección de grasas
Los criterios para la correcta selecciónde grasas se pueden encontrar en la publi-cación FAG WL 81 115/4 SB.
Recomendaciones generales para la lubricación con grasa de los rodamientos en lasmáquinas de papel (sección húmeda y sección de secado)
• Grasas según las especificaciones de FAG (página 33)
• Suministro directo de grasa (p. ej. en rodamientos oscilantes de rodillos, a través deranuras de engrase y agujeros en los anillos exterior o interior)
• Reengrase semanal o mensual en función de la influencia del entorno
• Cantidades para el reengrase según la publicación FAG WL 81 115/4 SB, página 38.m1 = 0.002 · D · B [g] para suministro manual de grasam2 = 1 · [π/4 · B · (D2 - d2) · 10-9 - G/7800] [kg/h]
para sistemas de suministro automático de grasa
conD Diámetro exterior del rodamiento [mm]B Ancho del rodamiento [mm]d Agujero del rodamiento [mm]G Peso del rodamiento [kg]
• Rellenado de grasa en ambos lados
• Abundante reengrase antes y después de un período de reposo prolongado
• Evitar en lo posible las mezclas de diferentes tipos de grasa, inclusosi existe compatibilidad entre éstas
• Instalación de conductos de alimentación tan cortos como sea posible
• Protección de los conductos de alimentación contra la radiación de calor
Además de los datos sobre las caracterís-ticas de las grasas facilitados por los fabri-cantes de las mismas, tiene particular im-portancia la experiencia en el campo de lasaplicaciones prácticas de las grasas. Comoresultado, FAG ha diseñado un perfil de re-quisitos y de especificaciones, separadamen-te para las secciones húmeda y de secado.
Sobre consulta, Vd. puede recibir una lis-ta actualizada de las grasas recomendadaspor FAG, tanto para la sección húmedacomo para la sección de secado.
FAG 32

33 FAG
Dimensionado y lubricación de los rodamientosLubricación
Requisitos para las grasas de los rodamientos de la sección húmeda:
- Muy buena resistencia al agua- Buen efecto obturador- Excelentes propiedades anticorrosivas- Buenas propiedades de formación de película lubricante- Buena compatibilidad con elastómeros y plásticos- Compatibilidad multi-metal- Buena estabilidad frente a la oxidación- Excelentes propiedades de lubricación, incluso en rodamientos con complejas cine-
máticas, mediante espesantes seleccionados y aditivos EP, que son eficaces con losmás diversos tipos de rodamientos
- Alto grado de limpieza- Buena capacidad de transporte en los dispositivos de lubricación centralizada (nin-
guna separación de aceite o de espesante bajo presión, buen comportamiento en ladescompresión y buena característica de bombeo desde los recipientes de almacena-je)
Requisitos para las grasas de los rodamientos de la sección de secado:
- Excelente estabilidad frente a la oxidación- Muy buena adecuación a las altas temperatuars- Ninguna generación ni acumulación de residuos en los rodamientos ni en los soportes- Excelentes propiedades anticorrosivas- Compatibilidad multi-metal- Buenas propiedades de formación de película lubricante- Excelentes propiedades de lubricación, incluso en rodamientos con complejas cine-
máticas, mediante eficaces espesantes y aditivos efectivos, para rodamientos a lasmás diversas temperaturas.
- Buen efecto obturador- Buena compatibilidad con elastómeros y plásticos- Alto grado de limpieza- Buena capacidad de transporte en los dispositivos de lubricación centralizada (nin-
guna separación de aceite o de espesante bajo presión, buen comportamiento en ladescompresión, buena característica de fluencia desde los recipientes de almacenajey ninguna solidificación en los conductos)
- Buena facilidad de salida de los soportes- Muy larga duración de vida en servicio
Factores de reducción total q
Situación del rodamiento Factor de reducción total q
Sección húmedaentorno parcialmente con mucha humedad 0,1 - 0,3
Sección de secadoen donde se ha lubricado con grasa 0,3 - 0,4(p. ej. cilindro secador de fieltro)
Suministro de grasa a los rodamientos
La cantidad adecuada de grasa, el pe-ríodo de reengrase basado en la duraciónde servicio de la grasa, el correcto diseñodel acceso al rodamiento, así como el mé-todo más apropiado de lubricación, sondecisivos para un adecuado suministro delubricante. Los aspectos fundamentales seindican con detalle en la publicaciónFAG WL 81 115/4 SB.
El diagrama con los períodos de reen-grase tf es válido para condiciones am-bientales favorables y para grasas estándara base de jabón de litio. El efecto de latemperatura y del entorno es de particularimportancia en las máquinas de papel.
El período de relubricación reducidotfq, junto con el factor de reducción totalq (ver tabla, abajo izquierda), que tienenen cuenta todas las influencias adversas delas condiciones ambientales y de funcio-namiento, se obtiene de
tfq = q · tf
El período de relubricación debe ser de0,5 a 0,7 · tfq. La experiencia ha demos-trado que un período de relubricación de< 2 semanas es suficiente para los roda-mientos de la sección húmeda (con extre-madamente alta humedad) y de 4 sema-nas para los rodamientos lubricados congrasa de la sección de secado.
En el caso de los rodamientos oscilan-tes de rodillos, la grasa nueva debe ser su-ministrada siempre a través de la ranura yde los agujeros de lubricación del anilloexterior, para expulsar la grasa usada yasegurar que se efectúe un óptimo inter-cambio de grasa. Esto es particularmenteimportante para los rodamientos, en peli-gro de corrosión, de la sección húmeda.Durante el funcionamiento, no es posiblereengrasar los rodamientos con anillo ex-terior giratorio.
Por lo tanto, aquí deben utilizarse ro-damientos con agujeros de lubricación enel anillo interior, con objeto de suminis-trar la grasa directamente en el centro delrodamiento. Les ejecuciones de roda-mientos con ranuras y agujeros de lubri-cación son usuales; con este diseño no esnecesaria ninguna ranura circunferencialde lubricación en las manguetas.
Dimensionado y lubricación de los rodamientosLubricación
La influencia de estas medidas es, fre-cuentemente, subestimada. Tal como laexperiencia práctica ha demostrado, lamayoría de las averías en los rodamientoslubricados con grasa de la sección húme-da se producen a causa de un suministrodeficiente de lubricante, a la dilución dellubricante en agua (efecto lubricante re-ducido) o a la corrosión de las superficiesfuncionales.
A causa de que la corrosión puede pre-sentarse también durante las paradas delos rodamientos (debido a la penetraciónde agua durante la limpieza de la máqui-na, o a la aparición de agua de condensa-ción), es preferible reengrasar los roda-mientos antes de parar la máquina ocuando los cilindros se ponen en reserva.
Debe evitarse en lo posible la mezclade diferentes grasas. En ningún caso de-ben mezclarse grasas con diferentes jabo-nes espesantes. Cuando se efectúa la lim-pieza a fondo de la máquina con chorrode agua, es necesario aplicar un tipo degrasa diferente.
Cuando un nuevo rodamiento ha sidomontado, la relubricación debe llevarse acabo relativamente pronto, con objeto deeliminar la contaminación de montaje yel desgaste de rodaje.
5.2.2 Lubricación con aceite
La lubricación con aceite es necesariacuando se espera que los rodamientos secalienten de forma considerable, debido alas cargas, a la velocidad y/o a las influen-cias del entorno.
La lubricación por circulación de aceite,usada preferiblemente en máquinas nuevasde papel, tiene las siguientes ventajas:
Los contaminantes no se agrupan si eldrenaje del suministro de aceite ha sidocorrectamente diseñado; dichos contami-nantes son transportados por el flujo deaceite a los correspondientes equipos (fil-tros, separadores, cámaras de sedimentos,etc.) y eliminados de la circulación. La
tensión en el aceite se reduce con un granvolumen total de aceite. Adicionalmente,la disipación de calor mediante la refrige-ración del aceite en el retorno, originauna disminución de la temperatura en elrodamiento.
Recomendaciones generales para la lubricación de los rodamientos de las máquinasde papel mediante circulación de aceite:
• Aceites según las directrices de FAG• Suministro directo de aceite a través de la ranura y de los agujeros de lubricación en
los anillos de los rodamientos oscilantes de rodillos y de los rodamientos de rodilloscilíndricos autoalineables.
• Salida del aceite por ambos lados, con agujeros de salida dimensionados con sufi-ciente sección.
• Evitar el aceite residual en el cárter• Cantidades mínimas de caudal de aceite según las recomendaciones de FAG• Monitorización de la lubricación para cada punto de aplicación de rodamientos• Protección de los conductos de aceite del calor• Temperatura de alimentación máx. 50 a 60° C mediante el enfriamiento del aceite
en el retorno, para la sección de secado• Sistemas separados de alimentación de aceite para las diferentes secciones de las má-
quinas de papel• En el caso de los cilindros secadores y de las calandras suaves, aislamiento efectivo
de las manguetasNota: Con el aislamiento de las manguetas huecas y con el adecuado caudal de acei-te, así como con su enfriamiento en el retorno, puede alcanzarse una baja tempera-tura en los rodamientos y, por tanto, una viscosidad de funcionamiento suficientepara el aceite lubricante. Para las manguetas no aisladas y con bajas velocidades, puede esperarse una relación de viscosidades κ < 0,4 y, por tanto, un factor de dura-ción de vida a23 de, máx. 0,35.
• Diseñar zonas con posibilidades de circulación de aire en el depósito• Medidas para el mantenimiento del aceite:
- Limpieza y filtración fina antes de la puesta en marcha, después de grandesreparaciones, averías de los rodamientos o sustitución total del aceite
- Filtración en el flujo principal con 12 µm, mejor con 6 µm y con una relación defiltración de βx ≥ 75. Adicionalmente, un filtrado secundario con 6 µm y βx ≥ 75incrementa considerablemente la efectividad para elevados caudales de aceite.
- Clase de limpieza de aceite 15/12 según ISO 4406- Contenido de agua < 0,03 % del peso (300 ppm)- Puntual cambio de aceite, en función de su estado (proveedor del aceite)
Debe comprobarse la compatibilidadde los aceites minerales altamente aditiva-dos, así como de los aceites sintéticos, conlos materiales de las obturaciones y de lasjaulas.
FAG 34
Dimensionado y lubricación de los rodamientosLubricación
Selección del aceite
Los aceites minerales y los aceites sin-téticos son adecuados para la lubricaciónde rodamientos. La selección del aceiteapropiado depende de las condiciones defuncionamiento del punto de aplicacióndel rodamiento.
FAG especifica los requisitos para elaceite lubricante para las máquinas de pa-pel en dos listas separadas : una para lasección húmeda y otra para la sección desecado.
Requisitos para la circulación de aceitepara los rodamientos de la sección húme-da:- Elevada estabilidad frente a la oxida-
ción- Buena capacidad para no emulsionar- Buenas propiedades anticorrosivas- Compatibilidad multi-metal- Estabilidad frente a la hidrólisis- Elevado índice de viscosidad- Elevado coeficiente presión-viscosidad- En rodamientos, efectiva capa límite
formada por los aditivos- Buena compatibilidad con
elastómeros y plásticos- Excelentes propiedades de limpieza- Buenas características de filtraje- Buena compatibilidad con medios
conservantes- Particularmente buena idoneidad a lar-
go plazo
Requisitos para la circulación de aceitepara los rodamientos de la sección de se-cado:- Excelente estabilidad frente a la oxida-
ción- Buena capacidad para no emulsionar- Buenas propiedades anticorrosivas- Compatibilidad multi-metal- Estabilidad frente a la hidrólisis- Elevado índice de viscosidad- Elevado coeficiente presión-viscosidad- En rodamientos, efectiva capa límite
formada por los aditivos- Buena compatibilidad con
elastómeros y plásticos- Excelentes propiedades
de limpieza- Buenas características de filtraje- Buenas propiedades anti-espuma- No acumulación de residuos ni
facilidad para enturbiarse- Particularmente, idoneidad a largo
plazo
Sobre consulta, Vd. puede recibir unalista actualizada de los aceites recomenda-dos por FAG, tanto para la sección húme-da como para la sección de secado.
Suministro de aceite a los rodamientos
El volumen de aceite a suministrar encada caso depende, esencialmente, de lascondiciones en cuanto a disipación oaportación de calor. Con un elevado índice de velocidad(n · dm > 300.000 min-1 · mm, p. ej. pararodillos aspiradores), el cálculo del balan-ce térmico se recomienda efectuarlo segúnla publicación FAG WL 81 115/4 SB.
Para lubricar los rodamientos es nece-saria una cantidad muy pequeña de acei-te. Pero, por razones de seguridad, se se-lecciona un gran volumen de aceite conobjeto de garantizar que todas las áreas encontacto dispongan de suficiente lubri-cante. Dicho volumen se incrementa aunmás si se requiere una buena disipacióndel calor.
La ventaja de la lubricación directa através de la ranura y los agujeros de lubri-cación en los anillos del rodamiento esque también es posible para rodamientoslubricados con aceite.
Los rodamientos deben ser lubricadosantes de la puesta en funcionamiento.Con lubricación por circulación de aceite,esto se consigue arrancando la bomba deaceite antes de que la máquina de papelsea puesta en marcha.
Las recomendaciones de FAG para lascantidades de aceite convenientes paracada punto de aplicación de los roda-mientos se indican en las páginas 36 y 37.
Caída de presión en la circulación deaceite
Como ya se ha descrito, el aceite debellegar a los rodamientos tan directamentecomo sea posible. El aceite frío, sin calen-tamiento previo, es conducido hasta lasáreas de contacto que están calientes yarrastra el calor de las mismas. El aceitetiene una elevada viscosidad debido a subaja temperatura y para lograr una pelícu-la lubricante con buena capacidad de car-ga.
Debido a la ranura de los rodamientosFAG oscilantes de rodillos y de los roda-mientos de rodillos cilíndricos de doblehilera, se produce una caída de presióndel aceite cuando el volumen del mismoes elevado. Con un gran número de roda-mientos, como en el caso de las máquinasde papel, esto debe ser tenido en cuenta aldiseñar el equipo de circulación de aceite,mediante una bomba de mayor capaci-dad. Las dimensiones de las ranuras de lu-bricación son decisivas para valorar la caí-da de presión. Los agujeros de lubricacióntienen un efecto insignificante. Comoaproximación, la caída de presión se pue-de obtener mediante la fórmula
Δp = 44 · 10-5 H2 · D · Q · ν [bar][(H – t) · t]3
en donde
Q Caudal de aceite [l/min]ν Viscosidad del aceite [mm2/s]H Anchura de la ranura [mm]t Produndidad de la ranura [mm]D Diámetro exterior
del rodamiento [mm]
Es recomendable prever una ranura cir-cunferencial en el alojamiento, con objetode reducir la pérdida de presión, con gran-des caudales de aceite. Esto también esaconsejable, para asegurar la alimentaciónde aceite, en rodamientos libres con gran-des recorridos de desplazamiento axial.
35 FAG
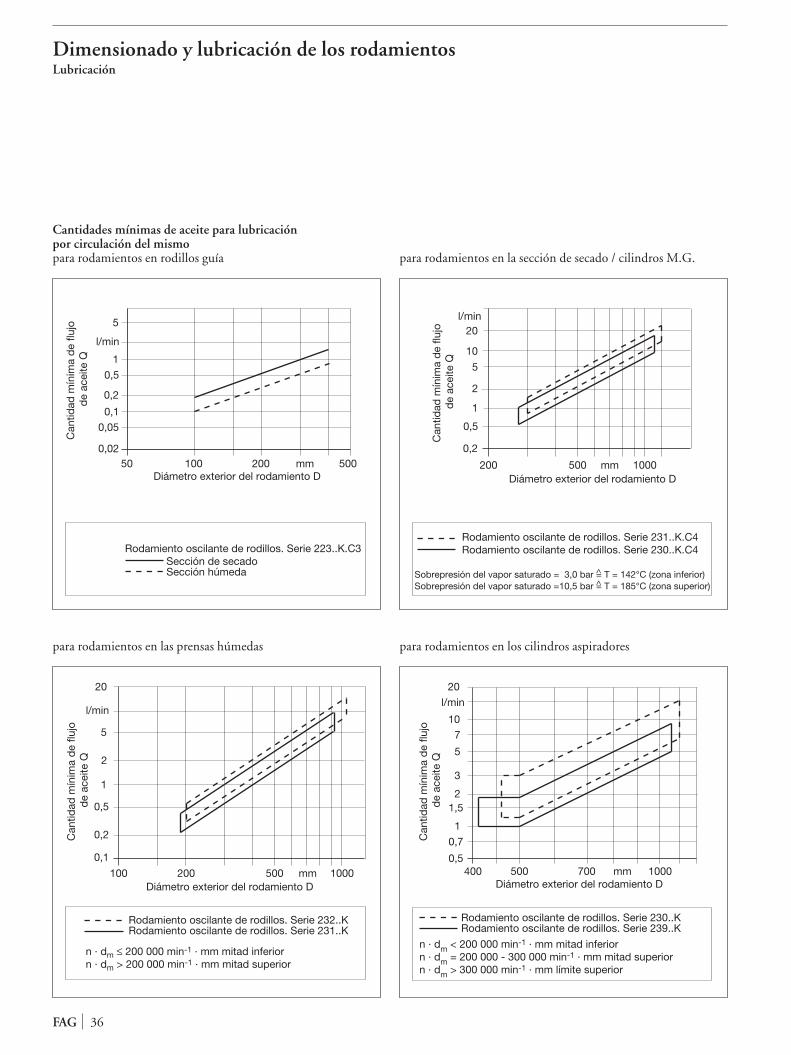
Dimensionado y lubricación de los rodamientosLubricación
Cantidades mínimas de aceite para lubricación por circulación del mismopara rodamientos en rodillos guía para rodamientos en la sección de secado / cilindros M.G.
para rodamientos en las prensas húmedas para rodamientos en los cilindros aspiradores
FAG 36
5
1
l/min
Can
tidad
mín
ima
de
flujo
d
e ac
eite
Q
Diámetro exterior del rodamiento D
0,5
0,2
0,1
0,05
0,02
Rodamiento oscilante de rodillos. Serie 223..K.C3 Sección de secado Sección húmeda
50 200100 500mm
20
10
5
2
1
l/min
Rodamiento oscilante de rodillos. Serie 231..K.C4Rodamiento oscilante de rodillos. Serie 230..K.C4
Sobrepresión del vapor saturado = 3,0 bar = T = 142°C (zona inferior) ^
Sobrepresión del vapor saturado = 10,5 bar = T = 185°C (zona superior) ^
0,5
0,2
200 500 1000mm
Can
tidad
mín
ima
de
flujo
d
e ac
eite
Q
Diámetro exterior del rodamiento D
20
5
2
1
l/min
n · dm ≤ 200 000 min-1 · mm mitad inferiorn · dm > 200 000 min-1 · mm mitad superior
Rodamiento oscilante de rodillos. Serie 232..KRodamiento oscilante de rodillos. Serie 231..K
0,5
0,2
0,1
100 200 500 1000mm
Can
tidad
mín
ima
de
flujo
d
e ac
eite
Q
Diámetro exterior del rodamiento D
1
3
2
5
10
20
0,5500400 1000
Rodamiento oscilante de rodillos. Serie 230..KRodamiento oscilante de rodillos. Serie 239..K
n · dm < 200 000 min-1 · mm mitad inferiorn · dm = 200 000 - 300 000 min-1 · mm mitad superiorn · dm > 300 000 min-1 · mm límite superior
l/min
700 mm
7
0,7
1,5
Can
tidad
mín
ima
de
flujo
d
e ac
eite
Q
Diámetro exterior del rodamiento D
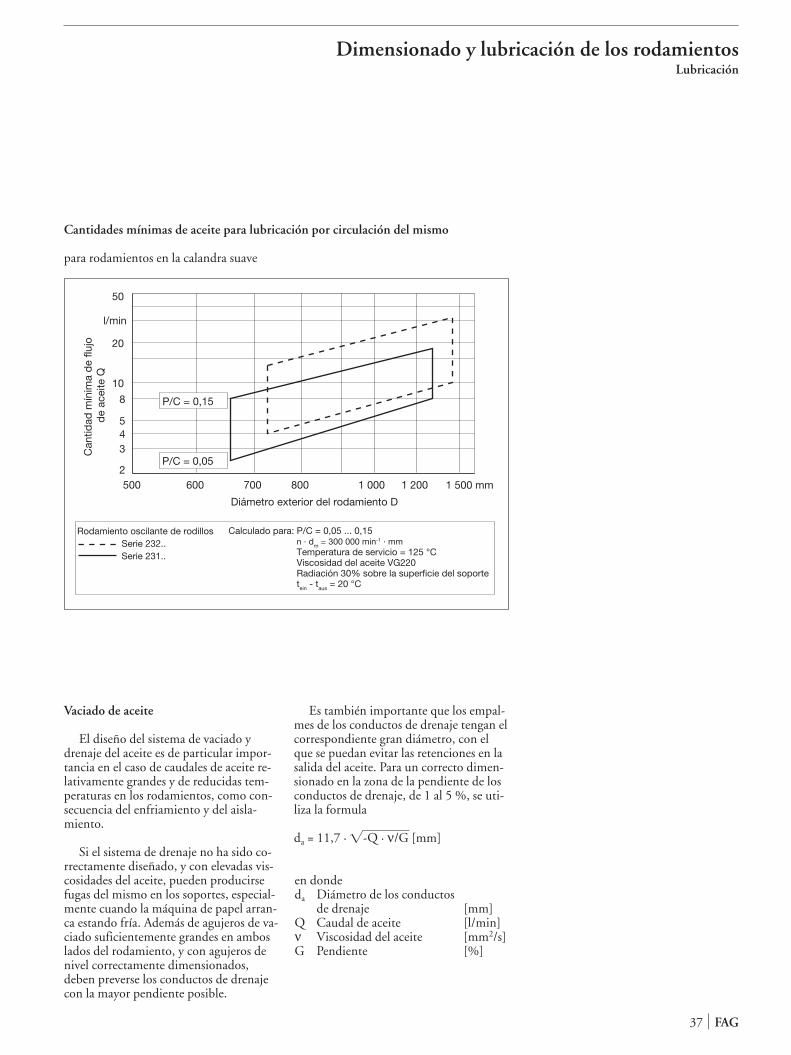
Dimensionado y lubricación de los rodamientosLubricación
Cantidades mínimas de aceite para lubricación por circulación del mismo
para rodamientos en la calandra suave
Vaciado de aceite
El diseño del sistema de vaciado ydrenaje del aceite es de particular impor-tancia en el caso de caudales de aceite re-lativamente grandes y de reducidas tem-peraturas en los rodamientos, como con-secuencia del enfriamiento y del aisla-miento.
Si el sistema de drenaje no ha sido co-rrectamente diseñado, y con elevadas vis-cosidades del aceite, pueden producirsefugas del mismo en los soportes, especial-mente cuando la máquina de papel arran-ca estando fría. Además de agujeros de va-ciado suficientemente grandes en amboslados del rodamiento, y con agujeros denivel correctamente dimensionados,deben preverse los conductos de drenajecon la mayor pendiente posible.
Es también importante que los empal-mes de los conductos de drenaje tengan elcorrespondiente gran diámetro, con elque se puedan evitar las retenciones en lasalida del aceite. Para un correcto dimen-sionado en la zona de la pendiente de losconductos de drenaje, de 1 al 5 %, se uti-liza la formula
da = 11,7 · �-Q · ν/G [mm]
en dondeda Diámetro de los conductos
de drenaje [mm]Q Caudal de aceite [l/min]ν Viscosidad del aceite [mm2/s]G Pendiente [%]
37 FAG
Calculado para: P/C = 0,05 ... 0,15
Temperatura de servicio = 125 °C Viscosidad del aceite VG220Radiación 30% sobre la superficie del soporte
1 500 mm
P/C = 0,15
P/C = 0,05
Rodamiento oscilante de rodillos Serie 232..
Serie 231..
500 600 700 800 1 000 1 200
50
20
10
8
543
2
l/min
Can
tidad
mín
ima
de
flujo
d
e ac
eite
Q
Diámetro exterior del rodamiento D
n · dm = 300 000 min-1 · mm
tein - taus = 20 °C
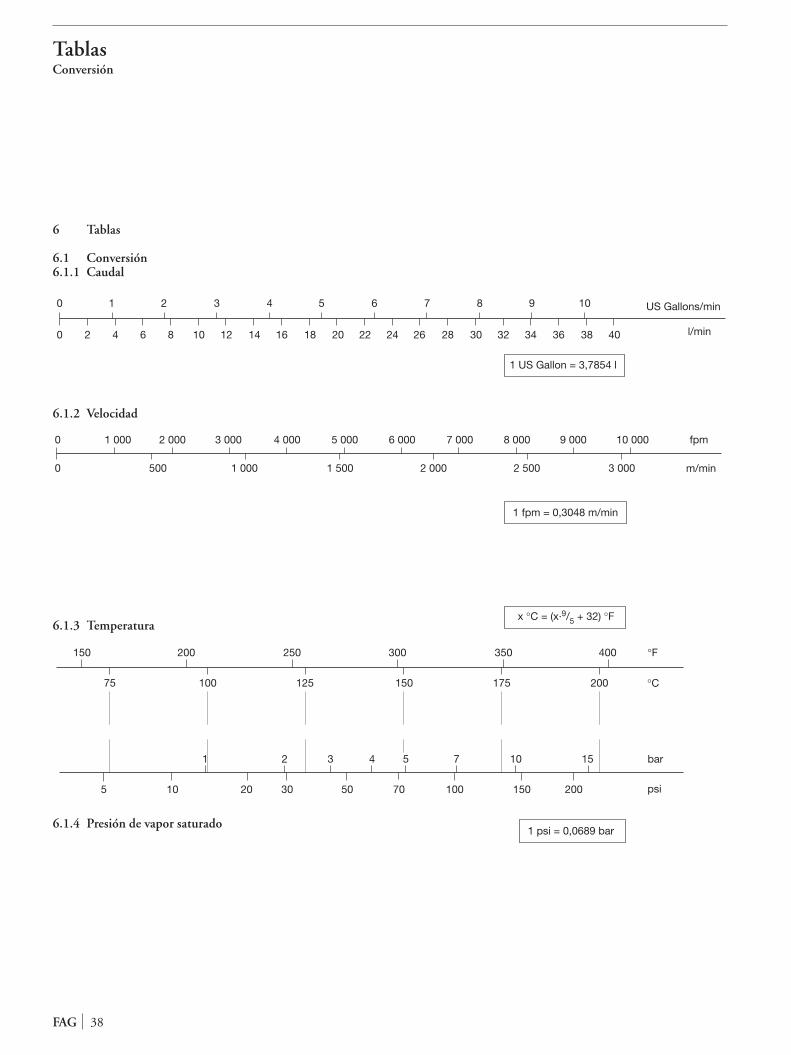
TablasConversión
6 Tablas
6.1 Conversión6.1.1 Caudal
6.1.2 Velocidad
6.1.3 Temperatura
6.1.4 Presión de vapor saturado
FAG 38
0 1
0 2 4 6
2
8
3
10
4
12
5
14 16 18
6
20 22
7
24 26 28
8 9 10
4030
US Gallons/min
l/min
0
0
1 000
500
2 000
1 000
3 000
1 500
4 000 5 000
2 000
6 000 7 000
2 500
8 000
3 000
9 000 10 000 fpm
m/min
150
75
200
100
250
125
300
150
350
175
400
200
1
5 10
2
20
3
30
4
50
5
70
7
100
10
150
15
200
°F
°C
bar
psi
1 US Gallon = 3,7854 l
1 fpm = 0,3048 m/min
x °C = (x·9/5 + 32) °F
1 psi = 0,0689 bar
32 34 36 38
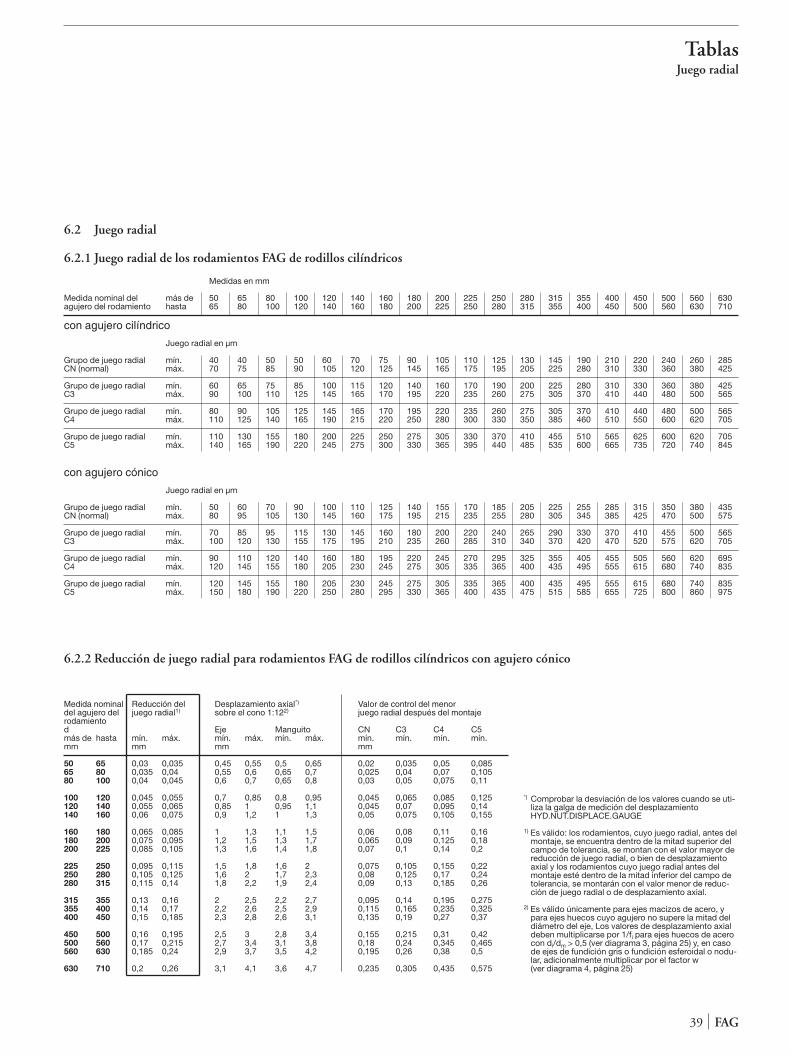
TablasJuego radial
6.2 Juego radial
6.2.1 Juego radial de los rodamientos FAG de rodillos cilíndricos
6.2.2 Reducción de juego radial para rodamientos FAG de rodillos cilíndricos con agujero cónico
39 FAG
Medidas en mm
Medida nominal del más de 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500 560 630agujero del rodamiento hasta 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500 560 630 710
con agujero cilíndrico
Juego radial en μm
Grupo de juego radial mín. 40 40 50 50 60 70 75 90 105 110 125 130 145 190 210 220 240 260 285CN (normal) máx. 70 75 85 90 105 120 125 145 165 175 195 205 225 280 310 330 360 380 425
Grupo de juego radial mín. 60 65 75 85 100 115 120 140 160 170 190 200 225 280 310 330 360 380 425C3 máx. 90 100 110 125 145 165 170 195 220 235 260 275 305 370 410 440 480 500 565
Grupo de juego radial mín. 80 90 105 125 145 165 170 195 220 235 260 275 305 370 410 440 480 500 565C4 máx. 110 125 140 165 190 215 220 250 280 300 330 350 385 460 510 550 600 620 705
Grupo de juego radial mín. 110 130 155 180 200 225 250 275 305 330 370 410 455 510 565 625 600 620 705C5 máx. 140 165 190 220 245 275 300 330 365 395 440 485 535 600 665 735 720 740 845
con agujero cónico
Juego radial en μm
Grupo de juego radial mín. 50 60 70 90 100 110 125 140 155 170 185 205 225 255 285 315 350 380 435CN (normal) máx. 80 95 105 130 145 160 175 195 215 235 255 280 305 345 385 425 470 500 575
Grupo de juego radial mín. 70 85 95 115 130 145 160 180 200 220 240 265 290 330 370 410 455 500 565C3 máx. 100 120 130 155 175 195 210 235 260 285 310 340 370 420 470 520 575 620 705
Grupo de juego radial mín. 90 110 120 140 160 180 195 220 245 270 295 325 355 405 455 505 560 620 695C4 máx. 120 145 155 180 205 230 245 275 305 335 365 400 435 495 555 615 680 740 835
Grupo de juego radial mín. 120 145 155 180 205 230 245 275 305 335 365 400 435 495 555 615 680 740 835C5 máx. 150 180 190 220 250 280 295 330 365 400 435 475 515 585 655 725 800 860 975
*) Comprobar la desviación de los valores cuando se uti-liza la galga de medición del desplazamientoHYD.NUT.DISPLACE.GAUGE
1) Es válido: los rodamientos, cuyo juego radial, antes delmontaje, se encuentra dentro de la mitad superior delcampo de tolerancia, se montan con el valor mayor dereducción de juego radial, o bien de desplazamientoaxial y los rodamientos cuyo juego radial antes delmontaje esté dentro de la mitad inferior del campo detolerancia, se montarán con el valor menor de reduc-ción de juego radial o de desplazamiento axial.
2) Es válido únicamente para ejes macizos de acero, ypara ejes huecos cuyo agujero no supere la mitad deldiámetro del eje, Los valores de desplazamiento axialdeben multiplicarse por 1/fi para ejes huecos de acerocon di/dm > 0,5 (ver diagrama 3, página 25) y, en casode ejes de fundición gris o fundición esferoidal o nodu-lar, adicionalmente multiplicar por el factor w(ver diagrama 4, página 25)
Medida nominal Reducción del Desplazamiento axial*) Valor de control del menor del agujero del juego radial1) sobre el cono 1:122) juego radial después del montajerodamientod Eje Manguito CN C3 C4 C5más de hasta mín. máx. mín. máx. mín. máx. mín. mín. mín. mín.mm mm mm mm
50 65 0,03 0,035 0,45 0,55 0,5 0,65 0,02 0,035 0,05 0,08565 80 0,035 0,04 0,55 0,6 0,65 0,7 0,025 0,04 0,07 0,10580 100 0,04 0,045 0,6 0,7 0,65 0,8 0,03 0,05 0,075 0,11
100 120 0,045 0,055 0,7 0,85 0,8 0,95 0,045 0,065 0,085 0,125120 140 0,055 0,065 0,85 1 0,95 1,1 0,045 0,07 0,095 0,14140 160 0,06 0,075 0,9 1,2 1 1,3 0,05 0,075 0,105 0,155
160 180 0,065 0,085 1 1,3 1,1 1,5 0,06 0,08 0,11 0,16180 200 0,075 0,095 1,2 1,5 1,3 1,7 0,065 0,09 0,125 0,18200 225 0,085 0,105 1,3 1,6 1,4 1,8 0,07 0,1 0,14 0,2
225 250 0,095 0,115 1,5 1,8 1,6 2 0,075 0,105 0,155 0,22250 280 0,105 0,125 1,6 2 1,7 2,3 0,08 0,125 0,17 0,24280 315 0,115 0,14 1,8 2,2 1,9 2,4 0,09 0,13 0,185 0,26
315 355 0,13 0,16 2 2,5 2,2 2,7 0,095 0,14 0,195 0,275355 400 0,14 0,17 2,2 2,6 2,5 2,9 0,115 0,165 0,235 0,325400 450 0,15 0,185 2,3 2,8 2,6 3,1 0,135 0,19 0,27 0,37
450 500 0,16 0,195 2,5 3 2,8 3,4 0,155 0,215 0,31 0,42500 560 0,17 0,215 2,7 3,4 3,1 3,8 0,18 0,24 0,345 0,465560 630 0,185 0,24 2,9 3,7 3,5 4,2 0,195 0,26 0,38 0,5
630 710 0,2 0,26 3,1 4,1 3,6 4,7 0,235 0,305 0,435 0,575

TablasJuego radial
6.2.3 Juego radial de los rodamientos FAG oscilantes de rodillos
6.2.4 Reducción de juego radial para rodamientos FAG oscilantes de rodillos con agujero cónico
FAG 40
Medidas en mm
Medida nominal del más de 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500 560 630 710 800 900agujero del rodamiento hasta 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500 560 630 710 800 900 1000
con agujero cilíndrico
Juego radial en μm
Grupo de juego radial mín. 40 50 60 75 95 110 120 130 140 150 170 190 200 220 240 260 280 310 350 390 430 480CN (normal) máx. 65 80 100 120 145 170 180 200 220 240 260 280 310 340 370 410 440 480 530 580 650 710
Grupo de juego radial mín. 65 80 100 120 145 170 180 200 220 240 260 280 310 340 370 410 440 480 530 580 650 710C3 máx. 90 110 135 160 190 220 240 260 290 320 350 370 410 450 500 550 600 650 700 770 860 930
Grupo de juego radial mín. 90 110 135 160 190 220 240 260 290 320 350 370 410 450 500 550 600 650 700 770 860 930C4 máx. 120 145 180 210 240 280 310 340 380 420 460 500 550 600 660 720 780 850 920 1010 1120 1220
Grupo de juego radial mín. 120 145 180 210 240 280 310 340 380 420 460 500 550 600 660 720 780 850 925 1010 1120 1220C5 máx. 150 150 225 260 300 350 390 430 470 520 570 630 690 750 820 900 1000 1100 1190 1300 1440 1570
con agujero cónico
Juego radial en μm
Grupo de juego radial mín. 55 70 80 100 120 130 140 160 180 200 220 240 270 300 330 370 410 460 510 570 640 710CN (normal) máx. 75 95 110 135 160 180 200 220 250 270 300 330 360 400 440 490 540 600 670 750 840 930
Grupo de juego radial mín. 75 95 110 135 160 180 200 220 250 270 300 330 360 400 440 490 540 600 670 750 840 930C3 máx. 95 120 140 170 200 230 260 290 320 350 390 430 470 520 570 630 680 760 850 960 1070 1190
Grupo de juego radial mín. 95 120 140 170 200 230 260 290 320 350 390 430 470 520 570 630 680 760 850 960 1070 1190C4 máx. 120 150 180 220 260 300 340 370 410 450 490 540 590 650 720 790 870 980 1090 1220 1370 1520
Grupo de juego radial mín. 120 150 180 220 260 300 340 370 410 450 490 540 590 650 720 790 870 980 1090 1220 1370 1520C5 máx. 160 200 230 280 330 380 430 470 520 570 620 680 740 820 910 1000 1100 1230 1360 1500 1690 1860
*) Comprobar la desviación de los valores cuando se uti-liza la galga de medición del desplazamientoHYD.NUT.DISPLACE.GAUGE
1) Es válido: los rodamientos, cuyo juego radial, antes delmontaje, se encuentra dentro de la mitad superior delcampo de tolerancia, se montan con el valor mayor dereducción de juego radial, o bien de desplazamientoaxial y los rodamientos cuyo juego radial antes delmontaje esté dentro de la mitad inferior del campo detolerancia, se montarán con el valor menor de reduc-ción de juego radial o de desplazamiento axial.
2) Es válido únicamente para ejes macizos de acero, ypara ejes huecos cuyo agujero no supere la mitad deldiámetro del eje, Los valores de desplazamiento axialdeben multiplicarse por 1/fi para ejes huecos de acerocon di/dm > 0,5 (ver diagrama 3, página 25) y, en casode ejes de fundición gris o fundición esferoidal o nodu-lar, adicionalmente multiplicar por el factor w(ver diagrama 4, página 25)
Medida nominal Reducción del Desplazamiento axial*) Desplazamiento axial*) Valor de control del del agujero del juego radial1) sobre el cono 1:122) sobre el cono 1:302) menor juego radialrodamiento después del montajed Eje Manguito Eje Manguito CN C3 C4 C5más de hasta mín. máx. mín. máx. mín. máx. mín. máx. mín. máx. mín. mín. mín. mín.mm mm mm mm mm
50 65 0,03 0,04 0,45 0,6 0,5 0,7 – – – – 0,025 0,035 0,055 0,0865 80 0,04 0,05 0,6 0,75 0,7 0,85 – – – – 0,025 0,04 0,07 0,180 100 0,045 0,06 0,7 0,9 0,75 1 1,7 2,2 1,8 2,4 0,035 0,05 0,08 0,12
100 120 0,05 0,07 0,7 1,1 0,8 1,2 1,9 2,7 2 2,8 0,05 0,065 0,1 0,15120 140 0,065 0,09 1,1 1,4 1,2 1,5 2,7 3,5 2,8 3,6 0,055 0,08 0,11 0,17140 160 0,075 0,1 1,2 1,6 1,3 1,7 3 4 3,1 4,2 0,055 0,09 0,13 0,2
160 180 0,08 0,11 1,3 1,7 1,4 1,9 3,2 4,2 3,3 4,6 0,06 0,1 0,15 0,23180 200 0,09 0,13 1,4 2 1,5 2,2 3,5 4,5 3,6 5 0,07 0,1 0,16 0,24200 225 0,1 0,14 1,6 2,2 1,7 2,4 4 5,5 4,2 5,7 0,08 0,12 0,18 0,27
225 250 0,11 0,15 1,7 2,4 1,8 2,6 4,2 6 4,6 6,2 0,09 0,13 0,2 0,3250 280 0,12 0,17 1,9 2,6 2 2,9 4,7 6,7 4,8 6,9 0,1 0,14 0,22 0,32280 315 0,13 0,19 2 3 2,2 3,2 5 7,5 5,2 7,7 0,11 0,15 0,24 0,35
315 355 0,15 0,21 2,4 3,4 2,6 3,6 6 8,2 6,2 8,4 0,12 0,17 0,26 0,38355 400 0,17 0,23 2,6 3,6 2,9 3,9 6,5 9 6,8 9,2 0,13 0,19 0,29 0,42400 450 0,2 0,26 3,1 4,1 3,4 4,4 7,7 10 8 10,4 0,13 0,2 0,31 0,46
450 500 0,21 0,28 3,3 4,4 3,6 4,8 8,2 11 8,4 11,2 0,16 0,23 0,35 0,51500 560 0,24 0,32 3,7 5 4,1 5,4 9,2 12,5 9,6 12,8 0,17 0,25 0,36 0,55560 630 0,26 0,35 4 5,4 4,4 5,9 10 13,5 10,4 14 0,2 0,29 0,41 0,63
630 710 0,3 0,4 4,6 6,2 5,1 6,8 11,5 15,5 12 16 0,21 0,31 0,45 0,69710 800 0,34 0,45 5,3 7 5,8 7,6 13,3 17,5 13,6 18 0,23 0,35 0,51 0,77800 900 0,37 0,5 5,7 7,8 6,3 8,5 14,3 19,5 14,8 20 0,27 0,39 0,57 0,87
900 1000 0,41 0,55 6,3 8,5 7 9,4 15,8 21 16,4 22 0,3 0,43 0,64 0,97

99/0
2/08
Pri
nted
in G
erm
any
byD
ruck
haus
Wep
pert
Gm
bH
Todos los datos se han confeccionado y
analizado cuidadosamente. Sin embargo,
no nos hacemos responsables de posibles
datos erróneos o incompletos.
Nos reservamos el derecho a efectuar
modificaciones técnicas.
© Schaeffler KG · 2008, Febrero
La reproducción, total o parcial, está
prohibida sin la autorización del
proprietario.
WL 13 103/2 SB
Schaeffler Iberia, s.l.
Polígono Ind. Pont Reixat
08960 Sant Just Desvern
Barcelona
Teléfono +34 934 803 410
Fax +34 933 729 250
Internet www.schaeffler.es
E-Mail [email protected]


















