Rod Support Systems Cost Comparison -...
32
1 Rod Support Systems Cost Comparison Ref. Time Estimation Booklet 2.810 Nov 2, 2016, T. Gutowski
Transcript of Rod Support Systems Cost Comparison -...

1
Rod Support Systems Cost Comparison
Ref. Time Estimation Booklet
2.810 Nov 2, 2016, T. Gutowski

2
Example Problem
Job Shop to large scale production

3
Picking Manufacturing Systems
• Job Shops – very flexible, low volumes, high variety
• Flow shops – arrange dedicated equipment in order of operations, balance flow, deskill jobs
• Transfer Lines – automated transfer, hardwired flow shop • Flexible Mfg. Systems (FMS) – automate transfer between
machines, allow skipping and double back
• Toyota cell – special arrangement of flow shop with many machines per operator

4
Job shops - flexible

5
Flow Shop - dedicated
L
M
D G L M
A A
L M G G
L D
Receiving
Shipping

6
VM
Toyota Mfg Cell
S
L
L
HM
VM
G
Final inspection
Finished part cart
Raw material cart
Worker position
Worker path
Part movement
Decoupler (Kanban square)
OUT

7
Machining Systems Classification
Ref J T. Black

8
Designing a cell for the “Rod Support” Goal one part every 2.5 minutes
• Material; Aluminum extrusion • Tolerance + 0.005”, except for the two 0.50” radius corners
which have + 1/64”

9
Process planning How would you machine this part?
Assumption: 1. We begin with a stock size of 2.5” X 2.25” X 12” 2. This will be manufactured in a job shop for very low quantity
We will use: - A bandsaw to roughly cut the stock to size - A manual vertical mill to create the planar features and the holes - A belt sander to sand the radii ( assuming the tolerance is not
very high)

10

11
Process plan Machine Operation
Horizontal band saw Saw stock to ~4.125”
Manual vertical mill
Mill two ends to length 4”
Mill width to 2”
Mill out 2”X1.5”X4”
Drill hole 1” diameter
Bore 1” radius
Belt sender Sand 0.5 radii

12
Time estimation (minutes) Machine Operation (V = Volume, A =
Area, P = Perimeter) Fixture Tool
Change Run (R=Rough, F=Finish)
Deburr/Inspect/ Measure
Horizontal band saw
Saw stock to ~4.125” A = 5.6525 in2, P = 9 in 0.23 - 2.02 0.30D, 0.05I
Manual vertical mill
Mill two ends to length 4” V = 0.703 in3 A = 11.25 in2, P = 19in
0.20 0.20 2
0.13R 0.75F
0.63D, 0.05I, 0.13M
Mill width to 2” V = 2.5 in3 A = 10 in2, P = 13in
0.20 - 0.46R 0.67F
0.43D, 0.05I, 0.13M
Mill out 2”X1.5”X4” V = 12 in3 A = 14 in2, P = 15in
- - 2.19R 0.93F
0.50D, 0.05I 0.13M, 0.13M
Drill hole 1” diameter - Center drill - Pilot drill ½” - Pilot drill 63/64” - Ream
0.20
2 2 2 2
0.03 0.05 0.04 0.01
0.21D, 0.05I 0.17M
Bore 1” radius V = 0.79 in3 A = 1.57 in2, P = 7.28in
0.20 2 0.96R 0.01F
0.24D, 0.05I 0.06M
Belt sender Sand 0.5 radii V = 0.05 in3 A = 0.79 in2, P = 3.14in
0.08 - 0.20R 0.21F
0.10D, 0.05I 0.06M, 0.06M

13
Summary Times (minutes) fixture tool change cutting inspect
Saw 0.23 2.02 .35
Mill -ends 0.4 2.0 0.88 .81 -width 0.2 1.13 .61 -hog out 3.12 .81 -hole 0.2 8.0 0.13 .43 -bore 0.2 2.0 0.97 .35
Sand 0.8 0.41 .27
TOTAL 1.31 12.0 8.66 3.63 Total = 25.6 minutes

14
Summary Times (minutes) fixture tool change cutting inspect
Saw 0.23 2.02 .35
Mill -ends 0.4 2.0 0.88 .81 -width 0.2 1.13 .61 -hog out 3.12 .81 -hole 0.2 8.0 0.13 .43 -bore 0.2 2.0 0.97 .35
Sand 0.8 0.41 .27
TOTAL 1.31 12.0 8.66 3.63 Total = 25.6 minutes

15
Cell Features
1. Start with extrusion (eliminate milling) 2. Use form drill 3. Use hole cutter for 1” dia

16
Cellular Layout (One operator)
Cold Saw
Radial Arm Drill Press
w/ hole saw
Drill Press w/ form drill
Belt Sander

17
Cellular Layout (One operator)
# Machine
Ope ration (V = volume , A=Are a, P = pe rime te r)
FixtureTool
Change
Run (R= rough, F = finish)
De burr, Inspe ct,
Me asure (Time )
Manual Time
Machine Time
20Radial Arm Drill Press
1" Rad half hole use hole cutter
0.12 0 0.24 0.35 0.47 0.24
30 Drill Press 1" dia from drill 0.12 0 0.04 0.43 0.55 0.040.2 0 0.1 0.270.2 0 0.1
0.1
0.72
0.4Sand 2*0.5" radBelt Sander40 0.8
0.32 0 0.72 010 Cold SawSaw extrusion to 4", A=2, P=9 without
D+I+M
0.32
Note; Times in minutes

18
Cellular Layout (One operator) RA Drill Press .47+.05/.24
Walking Time 0.2Total Manual Time 2.34Max. Machine Time 0.72
Cycle Time 2.34
Cold Saw .32+.05/.72
Drill Press .55+.05/.04
Belt Sander .8+.05/.4
Walking time
manual
Note: times in minutes

19
Standard Work for Rod Support Cell
PART: Rod Support Operators:PROCESS# OPERATION Man Walk Auto
1 Extrusion 32 Cold Saw 19 3 433 Rad Arm Drill Press 28 3 144 Drill Press 33 3 25 Belt Sander 48 3 0
16060 80 100 120TIME {secs}
20 40 140
Note; Times in Seconds

20
Cost Estimate
• Variable Costs – labor and materials
• Fixed Costs – equipment C/N
N
C = F + V N
N*

21
Job shop (Small quantities, Aluminum block)
# Machine
Operation (V = volume, A=Area, P = perimeter)
Fixture Tool Change
Run (R= rough, F =
finish)
Deburr, Inspect, Measure
(Time)
Deburr, Inspect, Measure
0 0.3 Deburr0.05 Inspect
0.20 2 0.13 0.63 Deburr0.20 0.75 0.05 Inspect
0.13 Measure0.46 0.43 Deburr0.67 0.05 Inspect
0.13 Measure2.19 0.5 Deburr0.93 0.05 Inspect
0.13 Measure0.13 Measure
Drill hole 1" diameter
* Center drill*Pilot drill 1/2" 2 0.05 0.05 Inspect
*Pilot drill 63/64" 2 0.04 0.17 MeasureReam 2 0.01
2 0.96 0.24 Deburr0.1 0.05 Inspect
0.06 Measure0.2 0.1 Deburr
0.05 Inspect0.06 Measure0.06 Measure
Totals 1.31 12 8.75 3.63 25.69
3700.21
00.08Sand 0.5" radii,
V=0.05, A=0.79, P=3.14
250
60 2
0.03 0.21 Deburr
Bore 1" radius, V=0.79, A=1.57,
P=7.280.2
0
0
0.2
2
Mill out 2"*1.5"*4", V=12, A=14, P=15
240 0.00
30 2Mill width to 2",
V=2.5 A=10 P=130.20
20 2Mill two ends to
length 4'', V=0.703, A=11.25, P=19
Saw stock to ~4.125", A=5.625,
2.020.23 110

22
Job shop (Large quantities, Aluminum extrusion)
# MachineOperation (V = volume, A=Area,
P = perimeter)Fixture Tool
Change
Run (R= rough, F =
finish)
Deburr, Inspect, Measure
(Time)
Deburr, Inspect, Measure
0.3 Deburr
0.05 Inspect
0.13 MeasureDrill hole 1" diameter
* Center drill*Pilot drill 1/2" 2 0.05 0.05 Inspect
*Pilot drill 63/64" 2 0.04 0.17 MeasureReam 2 0.01
2 0.96 0.24 Deburr0.1 0.05 Inspect
0.06 Measure0.2 0.1 Deburr
0.05 Inspect0.06 Measure0.06 Measure
Totals 0.71 10 2.32 1.53 14.56
Saw extrusion to 4", A=2, P=9
0.23
Sand 0.5" radii, V=0.05, A=0.79,
P=3.140.0840 3
10 1
0.21
00.21
0 0.72
Deburr
30 2Bore 1" radius, V=0.79,
A=1.57, P=7.280.2
20 2 0.2
2 0.03

23
CNC production, aluminum block
# Machine
Operation (V = volume, A=Area, P = perimeter)
Fixture Tool Change
Run (R= rough, F =
finish)
Deburr, Inspect, Measure
(Time)
Deburr, Inspect, Measure
0.3 Deburr0.05 Inspect0.13 Measure
2.19 0.5 Deburr0.93 0.05 Inspect
0.13 Measure0.13 Measure
0.01 0.1 Deburr0.05 0.05 Inspect
0.06 Measure0.06 Measure
Drill hole 1" diameter
* Center drill*Pilot drill 1/2" 0.5 0.05 0.05 Inspect
*Pilot drill 63/64" 0.5 0.04 0.17 MeasureReam 0.5 0.01
0.96 0.24 Deburr0.1 0.05 Inspect
0.06 MeasureTotals 0.58 3 6.39 2.34 12.31
0
Deburr
50 2Bore 1" radius,
V=0.79, A=1.57, P=7.28
0.13 0.5
0.03
Contour mill 0.5" radii, V=0.05,
A=0.79, P=3.14230
0.21
00
40 2 0
0.5
2.02
20 2Mill out
2"*1.5"*4", V=12, A=14, P=15
0.13
10 1Saw stock to 4", A=5.625, P=9
0.32
0.5

24
Flow shop (Unbalanced work load)
# Machine
Ope ration (V = volume , A=Are a, P = pe rime te r)
FixtureTool
Change
Run (R= rough, F =
finish)
De burr, Inspe ct,
Me asure (Time )
Deburr, Inspect, Measure
Operation Time
0.3 Deburr0.05 Inspect0.13 Measure
0.05 Inspect0.17 Measure
0.2 0.2 0.1 Deburr0.2 0.21 0.05 Inspect
0.06 Measure0.06 Measure0.24 Deburr0.05 Inspect0.06 Measure
Totals 0.96 0 1.41 1.53 3.90
0 0.72
20 2A 0.12
10 1Saw extrusion to 4",
A=2, P=9 0.32
0.21 Deburr
30 3Sand 0.5" radii,
V=0.05, A=0.79, P=3.14
40 2B
Drill with hole cutter 1" radius (use 0.82
in̂ 3/min) V=0.196, P=7.28
0.12 0
Drill hole 1" diameter (R=6.28)
0 0.04
0
0.24
1.52
0.59
1.08
0.71

25
Flow shop (Improved work load) # Machine
Ope ration (V = volume , A=Are a, P = pe rime te r)
FixtureTool
Change
Run (R= rough, F =
finish)
De burr, Inspe ct, Me asure
(Time )
Deburr, Inspect, Measure
Operation Time
0.3 Deburr0.05 Inspect0.13 Measure
0.05 Inspect0.17 Measure
0.2 0.2 0.1 Deburr0.2 0.21 0.05 Inspect
0.06 Measure0.06 Measure0.24 Deburr0.05 Inspect0.06 Measure
Totals 0.96 0 1.41 1.53 3.90
0.71
20
1.04
0.21
10 1Saw extrusion to
4", A=2, P=9 without D+I+M
0.32
2A
Deburring+ Inspect+Measure of sawing +Drill hole 1" diameter
(R=6.28)1.07
30 3Sand 0.5" radii,
V=0.05, A=0.79, P=3.14
0 1.08
0.12 0
40 2B
Drill with hole cutter 1" radius (use
0.82 in̂ 3/min) V=0.196, P=7.28
0.12
0 N/A
0 0.24
0 0.72
0.04 Deburr

26
Comparison
Time (Min./ part)
LaborLabor cost
($/hr)Equipme nt
Equipme nt cost ($)
Mate rial Cost ($/part)
Horizontal Bandsaw
1,700
Vetical Mill (Manual)
15,000
Belt Sander 1,600Cold Saw 15,000
Vetical Mill (Manual)
15,000
Belt Sander 1,600Cold Saw 15,000
CNC Vertical Mill w/ Tool
Changer125,000
Auto Indexer 2,000Cold Saw 15,000Drill Press 10,000
Radial Arm Drill Press
17,000
Sander 2,500Cold Saw 15,000Drill Press 10,000
Radial Arm Drill Press
17,000
Sander 2,500Cold Saw w/
feed20,000
Drill Press w/ feed
7,500
Radial Arm Drill Press w/
feed22,000
Sander 1,500
1.92
1.08Flow Shop 2
37.131 Multi-
functional worker
2.34Cellular 1
1.92
120 1.924 Medium
skilled workers
CNC Production
1204 Medium
skilled workers
1.52Flow Shop 1
2.88
1 Experienced
CNC Machinist
37.139.31
14.56Job Shop 2
2.88
1.9230.381
Experienced Machinist
Job Shop 1 25.691
Experienced Machinist
30.38

27
Comparison of Various System
Time (Min./ part)
LaborLabor cost
($/hr)Equipme nt
Equipme nt cost ($)
Mate rial Cost ($/part)
Horizontal Bandsaw
1,700
Vetical Mill (Manual)
15,000
Belt Sander 1,600Cold Saw 15,000
Vetical Mill (Manual)
15,000
Belt Sander 1,600Cold Saw 15,000
CNC Vertical Mill w/ Tool
Changer125,000
Auto Indexer 2,000Cold Saw 15,000Drill Press 10,000
Radial Arm Drill Press
17,000
Sander 2,500Cold Saw 15,000Drill Press 10,000
Radial Arm Drill Press
17,000
Sander 2,500Cold Saw w/
feed20,000
Drill Press w/ feed
7,500
Radial Arm Drill Press w/
feed22,000
14.56Job Shop 2
2.88
1.9230.381
Experienced Machinist
Job Shop 1 25.691
Experienced Machinist
30.38
2.88
1 Experienced
CNC Machinist
37.139.31CNC
Production
1004 Medium
skilled workers
1.52Flow Shop 1 1.92
100 1.924 Medium
skilled workers
1.92
1.08Flow Shop 2
37.131 Multi-
functional worker
2.34Cellular 1

28
Cost Calculation without considering Inventory holding cost
Cycle Time (min)
Material ($/lb)
Labor ($/hr)Fixed Cost
($)Variable Cost
($)Job Shop 1 25.69 2.88 30.38 18,300 15.89Job Shop 2 14.56 1.92 30.38 31,600 9.29
CNC 9.31 2.88 37.13 142,000 8.64Flow Shop 1 1.52 1.92 100 44,500 4.45Flow Shop 2 1.08 1.92 100 44,500 3.72
Cellular 2.34 1.92 37.13 51,000 3.37

29
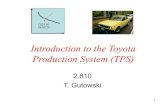
Cost for increasing production volume
Unit cost vs. Number of Units
0.0
50.0
100.0
150.0
200.0
250.0
300.0
350.0
0 10000 20000 30000 40000 50000 60000
Production number
Uni
t co
st
Job Shop1
Job Shop2
CNC production
Flow Shop1
Flow Shop 2
Cellular Mfg.

30
Close-Up
Flow Shop Cell
Job Shop

31
Cost for increasing production volume
Production Number
Job Shop1 Job Shop2 CNC production
Flow Shop1 Flow Shop 2 Cellular Mfg.
500 52.5 72.5 292.6 94.0 93.1 105.4700 42.0 54.4 211.5 68.5 67.7 76.21,000 34.2 40.9 150.6 49.5 48.6 54.43,000 22.0 19.8 56.0 19.8 18.9 20.45,000 19.5 15.6 37.0 13.9 13.0 13.67,000 18.5 13.8 28.9 11.3 10.4 10.710,000 17.7 12.5 22.8 9.4 8.5 8.530,000 16.5 10.3 13.4 6.4 5.6 5.150,000 16.3 9.9 11.5 5.9 5.0 4.4
Lowest variable cost
Note: annual capacity for cell is >150,000 parts

32
COMMENTS (parts/shift)
• Job Shop (33) & CNC (52): flexible, skilled labor
• Flow Line (444): high output, 4 workers • Cell (205): lowest variable cost, but
demanding work