
RO 1-22 PROTIG 201 DC FV
22
www.gys.fr Find more languages of user manuals RO 1-22 PROTIG 201 DC FV Mașină de sudură TIG și MMA 73502 V1 20/05/2021
Transcript of RO 1-22 PROTIG 201 DC FV
www.gys.frFind more languages of user manuals
RO 1-22 PROTIG 201 DC FVMașină de sudură TIG și MMA
73502 V1 20/05/2021

2
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
FIG-2
1 2 3
4
7
5
6
1 2 3 4 6 75
FIG-1
8

3
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
AVERTIZĂRI - REGULI DE SECURITATE
INSTRUCȚIUNI GENERALE
Aceste instrucțiuni trebuie citite și înțelese cu desăvârșire înainte de orice altă manipulare a dispozi-tivului.Nu se recomandă efectuarea niciunei alte modificări sau întrețineri nespecificate în manual.
Producătorul nu va fi responsabil de nicio vătămare corporală sau materială datorată unei manipulări neconforme cu instrucțiunile din manual. În cazul unor probleme sau incertitudini, consultați o persoană calificată pentru a realiza instalarea corectă.
MEDIUL ÎNCONJURĂTORAcest echipament poate fi utilizat doar pentru a realiza operații de sudură, în limitele indicate pe plăcuța de identificare și/sau manualul de utilizare. Respectați instrucțiunile relative la securitate. Producătorul nu va fi răspunzător în cazul unei utilizări inadecvate sau periculoase a produsului.
Instalarea trebuie realizată într-o încăpere fără praf, acid, gaze inflamabile sau alte substanțe corozive. Este valabil și pentru depozitare. Asigurați o bună circulație a aerului în momentul utilizării aparaturii.
Interval de temperatură :Utilizare între -10 și +40°C (+14 și +104°F).Stocare între -20 și +55°C (-4 și 131°F).
Umiditatea aerului :Inferioară sau egală cu 50% la 40°C (104°F).Inferioară sau egală cu 90% la 20°C (68°F).
Altitudine :Până la 1000m deasupra nivelului mării.
PROTECȚIA INDIVIDUALĂ ȘI COLECTIVĂSudarea cu arc poate fi periculoasă și poate cauza răni grave, chiar fatale.Sudarea expune utilizatorii la o sursă periculoasă de căldură, radiații luminoase din arc, câmpuri electromagnetice (avis purtătorilor de stimulatoare cardiace), riscuri de electrocutare, de zgomot și emanări gazoase.Pentru a vă proteja pe dvs. cât și pe cei din jur, respectați următoarele instrucțiuni de securitate:
Pentru a se proteja împotriva arsurilor și a radiațiilor, purtați îmbrăcăminte fără manșete, care izolează, uscate, ignifuge și în stare bună, și care să acopere corpul în întregime.
Folosiți mănuși care asigură o izolare electrică și termică.
Utilizați o protecție împotriva sudurii și/sau o mască de sudură cu un nivel de protecție adecvat (variază în funcție de utilitate). Protejați-vă ochii în timpul operațiunii de curățare. Lentilele de contact sunt strict interzise.Uneori este necesară delimitarea zonelor cu ajutorul unor perdele ignifuge pentru a putea proteja zona de sudură împotriva deșeurilor incandescente rezultate în urma sudurii cu arc. Informați persoanele din perimetrul zonei de lucru să nu privească spre razele produse de arc, cât nici spre piesele în procesul de topire și să poarte îmbrăcăminte adecvată menită să protejeze.
Utilizați căști de protecție împotriva zgomotului în cazul în care procesul de sudură depășește limita autorizată (la fel și pentru orice altă persoană din zona de sudură).
Țineți mâinile, părul și îmbrăcămintea la distanță de părțile mobile (ventilatorul).A nu se înlătura sub nicio formă protecțiile carcasei unității reci atunci când sursa de curent a postului de sudură este sub tensiune, producătorul NU va fi responsabil în cazul unui accident.
Piesele care au fost recent sudate sunt fierbinți și pot provoca arsuri în timpul manipulării lor. Pentru a realiza intervenții de mentenanță la torță sau la suportul-electrod, dar și în cazul oricărei alte intervenții, așteptați cel puțin 10 minute pentru a vă asigura că acestea sunt suficient de reci. Instalația de răcire trebuie să fie pornită atunci când utilizați un pistolet răcit în apă, pentru a vă asigura că lichidul nu mai poate provoca arsuri. Pentru a proteja atât persoanele cât și bunurile prezente este important să securizăm perimetrul înainte de a părăsi zona de lucru.
FUMUL DE SUDURĂ ȘI GAZUL
Fumurile, gazul și praful emanat în timpul sudurii sunt periculoase pentru sănătate. Asigurați o aerisire adecvată sau mijloace pentru aspirarea fumului, adesea un surplus de aer este necesar. O cagulă cu oxigen proaspăt poate fi o soluție în cazul insuficienței aerului. Verificați dacă aspiratorul este eficient raportat la normele de securitate.
Atenție când sudați mijlocul unor piese de mici dimensiuni, acestea necesită o distanță de supraveghere de securitate. De altfel, sudura unor anumite materiale din plumb, cadmiu, zinc, mercur sau beriliu pot fi deosebit de nocive; degresați piesele înainte de a le suda.Buteliile trebuie depozitate în spații deschise sau bine aerisite. Ele trebuie așezate în poziție verticală și legate de un suport, sau puse într-un cărucior.

4
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
Sudarea este interzisă în apropierea grăsimilor sau a vopselelor.
RISC DE INCENDIU ȘI EXPLOZIE
Protejați în întregime zona de sudură, materialele inflamabile trebuie să fie amplasate la o distanță de cel puțin 11 metri.Un echipament de protecție împotriva incendiului trebuie să existe în apropierea zonelor de sudare.
Atenție la proiectarea materiilor încinse sau a scânteilor, chiar și prin fisuri, deoarece pot provoca incendii sau explozii.Îndepărtați persoanele, obiectele inflamabile și containerele sub presiune la o distanță de securitate corespunzătoare. Tăierea în interiorul containerelor sau a tuburilor închise este strict interzisă iar în cazul în care acestea sunt deschise este necesară curățarea lor de orice materie inflamabilă sau explozibilă (ulei, carburant, reziduri gazoase...).Operațiile de măcinare nu trebuie efectuate în apropierea surselor de curent pentru sudură sau aproape de substanțe inflamabile.
BUTELIILE DE GAZ
Gazul din butelii poate provoca sufocare atunci când în spațiul dedicat sudurii se află o concentrație mare (ventilați bine). Transportul acestor echipamente se desfășoară în deplină securitate. buteliile închise și sursa de curent de sudură oprită. Acestea trebuie depozitate în poziție verticală și sprijinite de un suport pentru a limita riscul de răsturnare.
Închideți buteliile între utilizări. Atenție la variațiile de temperatură și la expunerile directe în soare.Butelia nu trebuie sa fie pusă în contact cu o flacără, arc electric, pistolet, clește de masă sau orice altă sursă de căldură sau materiale incandescente. Păstrați-le la depărtare de circuitele electrice și de procesul de sudură, nu sudați sub nicio formă pe o butelie sub presiune.Aveți grijă la deschiderea robinetului buteliei, îndepărtați-vă de robinet și asigurați-vă că gazul utilizat este potrivit pentru procesul de sudare.
SECURITATEA ELECTRICĂ
Rețeaua electrică folosită trebui să aibă neapărat împământare. Utilizați dimensiunea siguranței recomandate pe tabelul de evaluare.O descărcare electrică poate fi sursa unui accident grav direct sau indirect, chiar fatal.
Nu atingeți niciodată părțile din interiorul sau din exteriorul sursei de curent aflate sub tensiune (pistoleți, clești, cabluri, electrozi) deoarece acestea sunt legate la circuitul de sudură.Înainte de a deschide sursa de curent pentru sudură, aceasta trebuie deconectată de la rețea pentru 2 minute, astfel încât condensatorii să fie descărcați. Nu atingeți pistoletul/suportul-electrod și cleștele de masă în același timp.Aveți grijă ca persoanele calificate și abilitate să schimbe cablurile și pistoleții, dacă aceștia sunt deteriorați. Asigurați-vă că secțiunea cablurilor este adecvată cu utilizarea lor. Întotdeauna purtați îmbrăcăminte uscată și în stare bună pentru vă putea izola de circuitul de sudură. Purtați încălțăminte de securitate indiferent de sectorul de lucru.
CLASIFICARE CEM A ECHIPAMENTULUI
Acest tip de echipament, destinat uzului industrial (clasa A), nu este destinat utilizării casnice unde curentul electric este furnizat de o rețea publică de alimentare cu intensitate scăzută. Din cauza fluctuaților de tensiune, cât și a radiațiilor frecvențelor radio pot exista probleme în asigurarea compatibilității electromagnetice în acest tip de medii.
Cu condiția ca impedanța rețelei publice de alimentare cu tensiune joasă la punctul de cuplare comun să fie mai mică de Zmax = 0,173 Ohmi, acest echipament este conform IEC 61000-3-11 și poate fi conectat la rețele publice de alimentare cu energie redusă. Este responsabilitatea instalatorului sau a utilizatorului echipamentului să se asigure, consultând operatorul rețelei de distribuție, dacă este necesar, că impedanța rețelei respectă restricțiile.Acest material se conformează Normei CEI 61000-3-12.
EMISII ELECTROMAGNETICE
Curentul electric ce trece prin oricare dintre rezistențe, produce câmpuri electrice și magnetice (EMF) localizabile. Curentul pentru sudare produce un câmp electromagnetic în jurul circuitului de sudare și al materialului de sudat.
Câmpurile electromagnetice EMF pot perturba anumite dispozitive medicale, precum stimulatoarele cardiace. Persoanele vizate trebuie să ia măsuri de protecție suplimentare. De exemplu restricții de acces pentru pietoni sau o evaluare individuală a riscurilor pentru sudori.
Toți sudorii trebuie să urmeze următoarele proceduri în scopul minimalizării expunerilor la câmpurile electromagnetice provenind din circuitul de sudură.• poziționați la un loc toate cablurile destinate sudurii - fixați-le cu un bandoid, dacă este posibil;• poziționați-vă (trunchiul și capul) cât mai departe posibil de circuitul de sudare; • nu înfășurați niciodată cablurile de sudură în jurul corpului; • nu vă poziționați corpul între cablurile de sudură. Țineți ambele cabluri de sudură pe aceeași parte a corpului;

5
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
• Conectați cablul de întoarcere la piesa de prelucrat cât mai aproape posibil de zona de sudat; • Nu lucrați în proximitatea sursei de curent pentru sudură, nu vă așezați și nu vă sprijiniți pe aceasta;• Nu sudați în timp ce transportați sursa de alimentare pentru sudură sau alimentatorul de sârmă.
Purtătorii stimulatoarelor cardiace trebuie să consulte un medic înainte de a utiliza acest echipament.Expunerea la câmpurile electromagnetice în timpul sudurii poate provoca efecte secundare încă necunoscute sănătății.
RECOMANDĂRI PRIVIND EVALUAREA ZONEI ȘI INSTALAREA POSTULUI DE SUDURĂ
Informații generaleUtilizatorul este responsabil de respectarea instrucțiunilor producătorului în momentul instalării și utilizării echipamentului de sudură cu arc. În cazul detectării unor perturbări electromagnetice, este responsabilitatea utilizatorului de a rezolva problema cu ajutorul asistenței tehnice din partea producătorului. În unele cazuri, această acțiune corectivă poate fi la fel de simplă precum împământarea circuitului de sudare. În alte cazuri, poate fi necesar să se construiască un scut electromagnetic în jurul sursei de alimentare pentru sudură și a întregii piese, prin montarea filtrelor de intrare. În toate aceste cazuri, perturbările electromagnetice trebuie reduse până când acestea nu mai sunt deranjante.
Evaluarea zonei de sudurăÎnainte de instalarea unui echipament de sudură cu arc, utilizatorul trebuie să evalueze posibilele probleme electromagnetice din imediata apropiere. A se lua în considerare următoarele :a) prezența deasupra, dedesubt cât și în jurul echipamentului de sudură cu arc a altor cabluri de alimentare, control, semnalizare și telefonie; b) receptori și transmițători radio și tv;c) calculatoare și alte echipamente destinate controlului;d) echipament critic de protecție, de exemplu, protecția echipamentului industrial;e) sănătatea persoanelor din vecinătate, de exemplu, posesorii unor stimulatoare cardiace sau aparate auditive;f) echipamente utilizate pentru calibrare sau măsurare; g) protecția față de alte echipamente din mediu. Utilizatorul trebuie să se asigure că restul materialelor utilizate în mediu sunt compatibile. Acest lucru poate necesita măsuri de protecție suplimentare; h) momentul zilei în care se efectuează sudarea precum și alte activități.
Mărimea zonei ce trebuie luată în considerare depinde de structura clădirii și de celelalte activități care se desfășoară în acel loc. Această zonă se poate extinde dincolo de zona de instalare a posturilor.
Evaluarea instalării postului de sudură.Pe lângă evaluarea suprafeței se recomandă și evaluarea instalațiilor de sudură cu arc, care poate fi utilă pentru a identifica și rezolva eventualele perturbări. Este indicat ca evaluarea emisiilor să cuprindă măsurători la fața locului conform specificațiilor Art. 10 din CISPR 11. Măsurătorile la fața locului pot contribui, de asemenea, la confirmarea eficienței măsurărilor de atenuare.
RECOMANDĂRI PRIVIND METODELE DE REDUCERE A EMISIILOR ELECTROMAGNETICE
a. Rețeaua publică de alimentare: Echipamentele de sudură cu arc ar trebui să fie conectate la sursa publică de alimentare conform recomandărilor producătorului. Dacă apar interferențe, poate fi necesar să luați măsuri preventive suplimentare, cum ar fi filtrarea rețelei publice de alimentare. Trebuie luată în considerare ecranarea cablului de alimentare, printr-o conductă metalică sau echivalentul unui echipament de sudură instalat permanent. Trebuie să se asigure continuitatea electrică a protecției pe toată lungimea sa. Ecranarea trebuie să fie conectată la sursa de alimentare pentru sudură pentru a asigura un bun contact electric între conductă și carcasa sursei de alimentare pentru sudură. b. Întreținerea echipamentului de sudură cu arc : Echipamentele de sudură cu arc trebuie supuse unei întrețineri de rutină conform recomandărilor producătorului. Toate intrările, ușile de serviciu și capacele trebuie închise și blocate corespunzător atunci când echipamentul de sudură cu arc este utilizat. Echipamentele de sudură cu arc nu trebuie modificate în niciun fel, cu excepția modificărilor și ajustărilor menționate în instrucțiunile producătorului. În special, în ceea ce privește dispozitivul de creare a scânteii, dispozitiv regăsit la pistoleți, trebuie reglat și întreținut conform recomandărilor producătorului în momentul pornirii și stabilizării arcului.c. Cabluri pentru sudură : Cablurile trebuie să fie cât mai scurte posibil, amplasate unul lângă celălalt, aproape de sol sau chiar pe sol. d. Legătură echipotențială : Trebuie luată în considerare legarea tuturor obiectelor metalice din zona înconjurătoare. Cu toate acestea, obiectele metalice atașate la piesa de prelucrat cresc riscul electrocutării pentru operator dacă ating atât aceste părți metalice, cât și electrodul. Operatorul ar trebui să fie izolat de astfel de obiecte metalice. e. Împământarea piesei de sudat : Când piesa de prelucrat nu este legată la pământ pentru a asigura protecția electrică, din cauza dimensiunii/stocării sale, precum în cazul corpurilor navelor sau a cadrelor metalice (ale clădirilor), o împământare a piesei poate, în unele cazuri, dar nu întotdeauna, să reducă emisiile. A se evita împământarea pieselor care ar putea crește riscul de rănire a utilizatorilor sau deteriorarea altor echipamente electrice. Dacă este nevoie, verificați ca împământarea piesei să fie directă, deși în unele țări acest lucru nu este permis, este suficient să asigurați conectarea la condensatorul corespondent în concordanță cu reglementările naționale. f. Protecție și ecranare : Protecția și ecranarea selectivă a altor cabluri și echipamente din zonă pot limita problemele de perturbare. Protecția întregii zone de sudură poate fi luată în considerare pentru aplicații speciale.
TRANSPORTUL ȘI TRANZITAREA SURSEI DE CURENT DE SUDARE
Sursa de curent pentru sudură este echipată cu un mâner superior permițându-i transportarea manuală. Atenție la subestimarea greutății. Mânerul nu este considerat loc de prindere.Nu folosiți cablurile sau pistoletul pentru a deplasa sursa de alimentare cu sudură. Aceasta trebuie transportată în poziție verticală.
Nu ridicați sub nicio formă în același timp o butelie cu gaz și o sursă de curent pentru sudură. Normele de transport ale acestora sunt diferite.Nu transportați sursa de curent pentru sudură pe deasupra persoanelor sau obiectelor.

6
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
INSTALAREA ECHIPAMENTULUI• Așezați sursa de curent pentru sudură pe o podea cu o pantă maximă de 10 °. • Asigurați o zonă suficientă pentru a ventila sursa de curent pentru sudură și pentru a accesa comenzile. • A nu se utiliza într-un mediu cu praf metalic conductiv. • Sursa de alimentare pentru sudură trebuie ferită de ploaie și nu trebuie expusă la lumina directă a soarelui. Acest echipament dispune de un factor de protecție IP21, semnificând :- o protecție contra accesului pieselor periculoase cu diametrul >12.5mm si, - o protecție împotriva stropilor de apă ce cad vertical.Cablurile de alimentare, de prelungire și de sudură trebuie să fie complet desfăcute pentru a evita supra-încălzirea.
Producătorul nu își asumă nicio responsabilitate pentru daunele aduse persoanelor și obiectelor în urma utilizării incorecte și periculoase a acestui echipament.
ÎNTREȚINERE / RECOMANDĂRI
• Întreținerea trebuie efectuată numai de către o persoană calificată. Se recomandă realizarea unei mentenanțe anuale. • Opriți alimentarea deconectând fișa și așteptați două minute înainte de a lucra la echipament. În interior, tensiunile și intensitatea ating valori foarte mari și sunt totodată periculoase.
• Înlăturați carcasa și curățați dispozitivul de praf, în mod regulat. Profitați de aceasta pentru a verifica și starea conexiunilor electrice, cu ajutorul unui personal calificat și a unui dispozitiv izolat. • Verificați în mod regulat starea cablurilor de alimentare. În cazul în care cablul de alimentare este deteriorat, acesta trebuie înlocuit de către producător, de service-ul After-Sales sau de o persoană calificată în mod similar, pentru a evita orice eventual pericol. • Lăsați libere orificiile sursei de curent pentru sudură pentru a permite circulația aerului. • Nu utilizați această sursă de putere pentru a dezgheța țevi, a reîncărca baterii / acumulatori sau pentru a porni motoare.
INSTALARE - MOD DE UTILIZAREDoar personalul abilitat de către producător poate efectua instalarea echipamentului. În timpul instalării, asigurați-vă că generatorul este deconectat de la rețea. Sunt interzise conexiunile în serie sau în paralel față de generator. Pentru a beneficia de reglaje optime, se recomandă utilizarea cablurilor furnizate împreună cu aparatul de sudură.
DESCRIEREA ECHIPAMENTULUI (FIG - 1)Acest echipament este o sursă de curent destinat sudurii Invertor cu electrod refractar (TIG) în curent continuu (DC) și sudurii cu electrod învelit (MMA). Procedeul TIG necesită o protecție gazoasă (Argon). Procedeul MMA permite sudarea oricărui tip de electrod : rutilic, bazic, inox și fontă.1- Priză cu polaritate pozitivă. 5- Tastatură + butoane incrementale. 2- Conector declanșator. 6- Racord gaz.3- Priză de polaritate negativă. 7- Conector telecomandă.4- Conector gaz pentru pistolet. 8- Cablul de alimentare.
INTERFAȚA OM-MAȘINĂ (IHM) (FIG-2)
1- Selectarea procedeului. 5- Indicator de funcționare a dispozitivului de reducere a riscurilor (VRD).2- Selectare mod declanșator. 6- Afișaj și opțiuni.3- Selectare opțiuni procedee. 7- Buton „standby”.4- Reglaje parametri de sudură.
ALIMENTARE - PORNIREAcest echipament este livrat cu branșament la priză de 16 A tip CEE7/7 și nu trebuie utilizată decât cu instalații electrice monofazice 230 V (50-60 Hz) în trei fire, dintre care unul neutru legat la pământ. Curentul efectiv absorbit (l1eff) este indicat pe aparat, pentru condiții maxime de utilizare. Verificați dacă sursa de alimentare și protecțiile sale (siguranța și / sau întrerupătorul) sunt compatibile cu alimentarea la curentul necesar pentru utilizare. Pentru a permite utilizarea în condiții maxime, în anumite țări poate fi necesară modificarea branșamentului.• La punerea în tensiune, produsul pornește în mod Standby. Pornirea și punerea lui în funcțiune se efectuează prin păsarea butonului .• Aparatul va intra în modul protecție în cazul în care tensiunea de alimentare este superioară valorii de 265 V pentru posturile monofazice (ecranul va afișa ).Aparatul se va întoarce la funcționarea sa normală atunci când tensiunea de alimentare revine în intervalul nominal admis.• Comportamentul ventilatorului : În modul MMA, ventilatorul funcționează în permanență. În modul TIG, ventilatorul funcționează numai în timpul sudurii, după aceea se oprește pentru a se răci.• Dispozitivul de creare și stabilizare a arcului este conceput pentru o utilizare manuală și ghidare mecanică.
7
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
CONECTAREA LA GENERATORAcest echipament poate funcționa pe generatoare cu condiția ca puterea auxiliară să corespundă următoarelor cerințe :- Tensiunea să fie alternativă, reglată conform specificațiilor, tensiunea de vârf să nu depășească 400V, - Frecvența să fie cuprinsă între 50 și 60 Hz. Este imperativ să verificați aceste condiții, deoarece multe generatoare produc vârfuri de înaltă tensiune care pot deteriora echipamentele.
UTILIZAREA UNUI PRELUNGITOR ELECTRICToate prelungitoarele să aibă o lungime și o secțiune corespondentă cu tensiunea echipamentului. Utilizați un prelungitor conform cu reglementările naționale.
Tensiune de intrare.Lungime - Secțiune prelungitor.
<45 m <100 m
230 V 2.5 mm² 2.5 mm²
110 V 2.5 mm² 4 mm²
RACORDARE LA GAZAcest echipament are două racorduri. Un racord la butelie pentru intrarea gazului în aparat, și un adaptor de gaz la pistolet pentru ieșirea gazului din butelie până în vârful pistoletului. Vă recomandăm să utilizați adaptoarele originale livrate împreună cu postul dvs. pentru a avea o racordare optimă.
ACTIVAREA FUNCȚIEI VRD (VOLTAGE REDUCTION DEVICE)Acest echipament protejează utilizatorul. Curentul de sudură este eliberat numai atunci când electrodul este în contact cu piesa de prelucrat (slabă rezistență). Când electrodul se retrage, funcția VRD scade tensiunea la o valoare foarte mică.
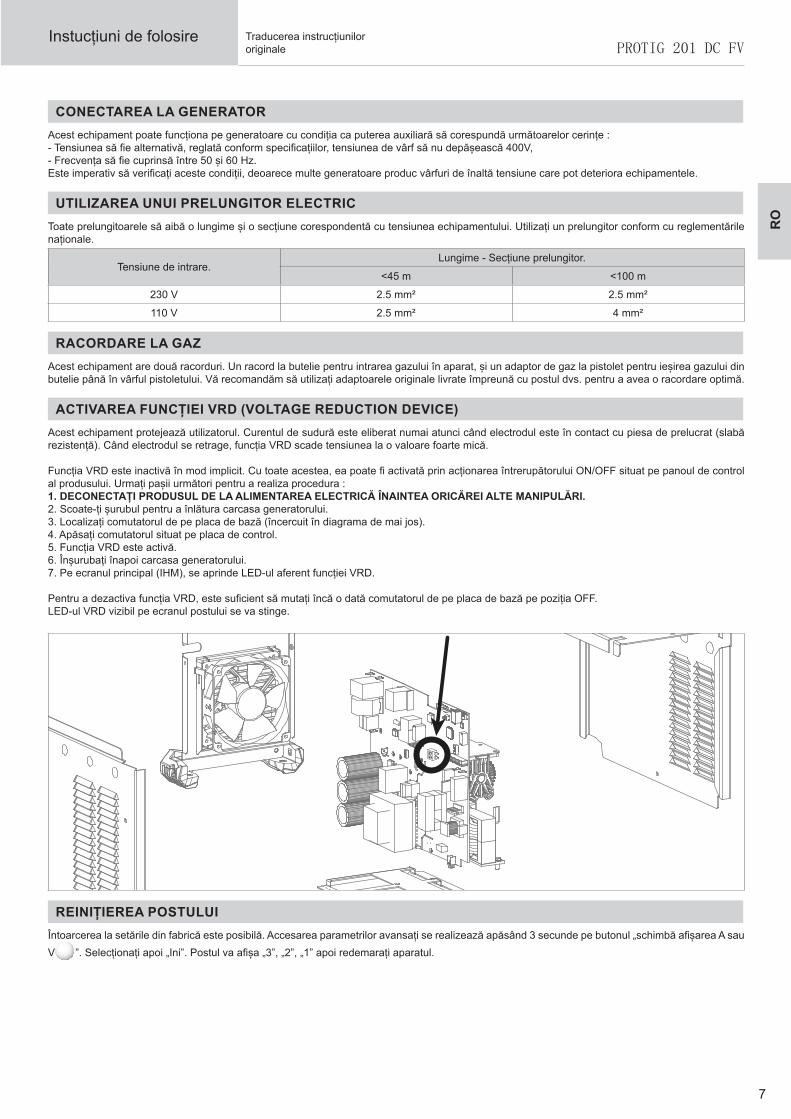
Funcția VRD este inactivă în mod implicit. Cu toate acestea, ea poate fi activată prin acționarea întrerupătorului ON/OFF situat pe panoul de control al produsului. Urmați pașii următori pentru a realiza procedura :1. DECONECTAȚI PRODUSUL DE LA ALIMENTAREA ELECTRICĂ ÎNAINTEA ORICĂREI ALTE MANIPULĂRI.2. Scoate-ți șurubul pentru a înlătura carcasa generatorului.3. Localizați comutatorul de pe placa de bază (încercuit în diagrama de mai jos).4. Apăsați comutatorul situat pe placa de control.5. Funcția VRD este activă.6. Înșurubați înapoi carcasa generatorului.7. Pe ecranul principal (IHM), se aprinde LED-ul aferent funcției VRD.
Pentru a dezactiva funcția VRD, este suficient să mutați încă o dată comutatorul de pe placa de bază pe poziția OFF.LED-ul VRD vizibil pe ecranul postului se va stinge.
REINIȚIEREA POSTULUIÎntoarcerea la setările din fabrică este posibilă. Accesarea parametrilor avansați se realizează apăsând 3 secunde pe butonul „schimbă afișarea A sau V ”. Selecționați apoi „Ini”. Postul va afișa „3”, „2”, „1” apoi redemarați aparatul.

8
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
DESCRIEREA FUNCȚIILOR, MENIULUI ȘI A PICTOGRAMELOR
MOD DE FUNCȚIONARE PICTOGRAME TIG DC MMA Comentarii.
Creare arc HF. Procedeu TIG cu creare arc HF.
Creare arc LIFT. Procedeu TIG cu creare arc LIFT.
Pre-gaz. Perioada curățării pistoletului și a creării protecției gazoase înainte de crearea arcului.
Curent crescător. Rampa de creștere a curentului.
Curent sudare. Al doilea curent de sudură.
Curent rece. Al doilea curent de sudură, sau „rece” în standard 4TLOG sau PULSAT.
Frecvență PULSAȚIE. Frecvența pulsației modului PULSAT (Hz).
Scăderea intensității curentului.
Pantă descendentă pentru evitarea efectului de fisurare sau formării de „cratere”.
Post gaz. Perioadă de menținere a protecției gazoase după oprirea arcului. Permite protejarea piesei precum și a electrodului împotriva oxidării (S).
HotStart Supraîncărcare reglabilă a intensității la începutul sudurii (%).
ArcForce Supraîncărcarea intensității eliberate în timpul sudurii, ce permite evitarea lipirii electrodului în baia de fuziune.
TIG PULSAT Mod Pulsat
TIG SPOT Mod Punctare
MMA PULSAT Procedeu MMA în modul Pulsat
2T Mode pistolet 2T
4T Mod pistolet 4T
4T LOG Mod pistolet 4T LOG
Amperi (unitate) Unitate Amperi pentru reglajul și afișajul curentului de sudură.
Volți (unitate) Unitate Volți pentru afișarea tensiunii de sudură.
Secundar sau Hertz (unitate) Unitate Hertzi de reglaj al timpului sau frecvenței.
Procentaj (unitate) Unitate procentaj pentru reglajul în proporție.
Schimbare afișaj A sau V. Comutați afișajul la curent sau tensiune în timpul și după procesul de sudare.
Acces mod program Acces la meniul programare (SAVE, JOB,...)
Dispozitiv pentru diminua-rea riscurilor. Pictogramă normativă ce indică starea funcției VRD.
Accesare mod standby. Trecerea produsului în mod standby.

9
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
FUNCȚIONARE INTERFEȚEI OM-MAȘINĂ ȘI DESCRIEREA BUTOANELOR
Buton Standby / Revenire.Această tastă este folosită pentru a activa sau dezactiva modul standby. Activarea acestui mod nu este posibilă în timpul sudurii.
Notă : În momentul cuplării la tensiune, produsul pornește în modul standby.
Butonul de selectare a procedeului de sudare.Această tastă permite selectarea procedeului de sudare. Fiecare acționare / eliberare succesivă comută între următoarele procese de sudare: TIG HF / TIG LIFT / MMA. LED-ul indică alegerea efectuată.
Buton selectare mod declanșatorAceasta permite configurarea modului de utilizare a declanșatorului. Fiecare acționare/eliberare va permite comutarea între modurile următoare : 2T / 4T / 4T LOG. LED-ul indică modul selecționat.
Notă : modul de declanșare implicit la pornirea aparului corespunde ultimului mod utilizat înainte de ultima oprire. Pentru mai multe detalii, consultați secțiunea „Pistoleți compatibili și comportamentul declanșatorului”.
Buton de selectare a opțiunilor relative la procedee.Această tastă permite selectarea unor „Sub-procedee”. Fiecare acționare/eliberare va permite comutarea între sub-proce-deele următoare : PULSAT / SPOT (doar în modul TIG) / MMA PULSAT(doar în modul MMA). LED-ul indică alegerea efectuată.
Notă : Modul SPOT nu este accesibil în configurațiile declanșatorului 4T & 4T LOG și nici în mod MMA.Modul PULSAT nu este accesibil în configurațiile declanșatorului 4T LOG și nici în mod MMA.Sub-procedeul implicit la pornirea stației corespunde ultimului sub-procedeu utilizat înainte de oprire.
Codificatorul incremental principal.În mod implicit, decodorul incremental permite reglarea curentului pentru sudare. De asemenea, este utilizat pentru a seta valorile altor parametri care sunt apoi selectați prin intermediul tastelor asociate acestora. Odată ce setarea parametrilor este completă, puteți apăsa din nou butonul parametrului care tocmai a fost setat, astfel încât codificatorul incremental să fie legat din nou de setarea curentă. Este de asemenea posibilă acționarea unor taste pentru modificarea altor reglaje. Dacă timp de 2 secunde nu se efectuează nicio acțiune pe interfața mașinii, codificatorul incremental va prelua setările curentului de sudare.
Buton „Pre-Gaz”Reglajul funcției Pre-Gaz se face prin acționarea și apoi eliberarea butonului dedicat (Pre-Gaz), apoi acționând codificato-rul incremental. Valoarea Pre-Gaz crește în timp ce codificatorului este acționat în sensul acelor de ceasornic și descrește în sensul invers. Odată efectuată setarea, puteți apăsa și elibera din nou butonul Pre-Gaz pentru a permite codificatorului principal să reia setările curentului sau așteptați 2 secunde. Pasul de reglare este de 0,1 sec. Valoarea minimă este de 0 sec. iar cea maximă de 25 sec.
Buton „Post-Gaz”.Reglajul Post-Gaz se realizează prin apăsarea și eliberarea butonului Post-Gaz apoi acționați codificatorul principal. Va-loarea funcției Post-Gaz crește în timp ce codificatorul este acționat în sensul acelor de ceasornic, și descrește în sensul invers. Odată efectuat reglajul, puteți apăsa și elibera din nou butonul Post-Gaz, astfel încât codificatorul incremental principal să reia setările curentului, sau așteptați 2 secunde. Pasul de reglare este de 0,1 sec. Valoarea minimă este de 0 sec iar cea maximă de 25 sec. În mod implicit, valoarea este de 6 sec.
Buton de reglare al curentului în rampă(crescător) sau „UpSlope”.Reglarea rampei de urcare a curentului se realizează prin apăsarea și eliberarea butonului destinat rampei, apoi acționați butonul codificatorului principal. Valoarea nominală a rampei crește la acționarea codificatorului în sensul acelor de cea-sornic, și descrește în sensul invers. Odată efectuat reglajul, puteți apăsa și elibera butonul destinat rampei ascendente a curentului pentru a permite codificatorului să reia setările curentului, sau așteptați 2 secunde. Pasul de reglare este de 0,1 sec. Valoarea minimă este de 0 sec iar cea maximă de 25 sec. În mod implicit, valoarea sa este de 0 sec. În modul MMA, funcția HotStart permite ajustarea curentului de sudare între 0 și 100% cu un pas de 5%. Valoarea implicită este de 40%.
Potențiometrul de reglaj al funcției de răcire sau „DownSlope”.Potențiometrul funcției „DownSploe” permite reglarea valorii răcirii curentului (crește în sensul acelor de ceasornic și descrește în sensul invers). Valoarea este vizibilă pe ecranul în 7 segmente și rămâne afișat timp de 2 secunde în cazul în care se efectuează o acțiune la potențiometru. Valoarea minimă este de 0 sec iar cea maximă de 20 sec.
Buton pentru reglarea curentului rece.Când unul dintre procedeele „TIG HF” sau „TIG LIFT” este selecționat, tasta de reglare a curentului rece permite ajustarea valorii acestuia numai în cadrul configurației „PULSAT”. Valoarea curentului pentru sudare se poate ajusta în intervalul 20% - 80%. Pas reglaj din 1 în 1 %. În mod implicit, valoarea este de 30%.În modul MMA, funcția ArcForce este indexată între -10 la +10 (-10 = absența funcției / de la -9 la +10 = este posibil reglajul funcției). În mod implicit, valoarea indexată este 0.

10
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
SUDAREA CU ELECTROD ÎNVELIT (MODUL MMA)BRANȘARE ȘI RECOMANDĂRI• Conectați cablurile, suportul-electrod și clema de masă la conectorii dedicați racordării.• Respectați polaritatea și intensitatea sudurii indicate pe ambalajul cutiilor cu electrozi.• Înlăturați electrodul din suport atunci când sursa de curent nu este utilizată.
SELECȚIONAREA TIPULUI DE ELECTROD ÎNVELIT• Electrod rutilic : foarte simplu de utilizat, în orice poziție, la un curent CC.• Electrod bazic : se utilizează în toate pozițiile, în curent CC, este adaptat la un stil de lucru securizat datorită proprietăților sale.
MMA STANDARDAcest mod de sudură MMA Standard este potrivit pentru majoritatea aplicațiilor. Permite sudarea tuturor tipurilor de electrozi, rutilici, bazici și pe orice tip de material : oțel, oțel inoxidabil și fontă.
MMA StandardZonele colorate în gri nu sunt disponibile în acest mod.
Denumire. Reglaj. Descriere & Recomandări.
Procentaj HotStart. 0 - 100 %. Funcția HotStart reprezintă o supra intensitate la momentul creării arcului, ce permite evitarea lipirii electrodului pe piesa de sudat. Aceasta se poate regla ca nivel de intensitate cât și ca timp.
Curent sudare. 10 - 200 A. Curentul pentru sudare este ajustat în funcție de tipul electrodului utilizat (consultați ambajalul electrodului).
Funcția Arc Force. -10 / +10 Funcția ArcForce reprezintă o supra intensitate în momentul în care electrodul sau duza ceramică atinge baia de fuziune, cu scopul evitării lipirii.

11
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
MMA PulsatAcest mod MMA Pulsat este potrivit sudării în poziție verticală ascendentă (PF). Impulsul permite menținerea unei băi reci favorizând astfel transferul de material. Fără pulsație, sudarea verticală în urcare necesită o mișcare specifică „de brad”, altfel spus o deplasare în formă triunghiulară adesea dificilă. Datorită modului MMA Pulsat, această mișcare nu mai este necesară, deoarece în funcție de grosimea piesei, o simplă mișcare în linie dreaptă ascendentă este suficientă. Cu toate acestea, dacă baia de fuziune trebuie să se mărească, o simplă mișcare laterală similară sudării în plan drept este suficientă. Acest proces oferă astfel un control mai mare asupra operației de sudare verticală.
Reglarea frecvenței pulsației se realizează prin apăsarea și apoi eliberarea butonului „F(Hz)” apoi prin acționarea decodorului incremental principal. Valoarea frecvenței crește atunci când decodorul este acționat în sensul acelor de ceasornic și descrește atunci când este acționat în sensul invers acelor de ceasornic. Odată efectuat reglajul, puteți apăsa și elibera din nou butonul „F(Hz)” pentru a realiza legătura între decodorul incremental principal și reglajul curentului sau așteptați 2 secunde.
MMA PULSATZonele colorate în gri nu sunt disponibile în acest mod.
Denumire. Reglaj. Descriere & Recomandări.
Procentaj HotStart. 0 - 100 %. Funcția HotStart reprezintă o supra intensitate la momentul creării arcului, ce permite evitarea lipirii electrodului pe piesa de sudat. Se reglează în intensitate și timp.
Curent sudare. 10 - 200 A. Curentul pentru sudare este ajustat în funcție de tipul electrodului utilizat (consultați ambajalul electrodului).
Frecvența pulsațiilor. 0.4 - 20 Hz
Frecvența pulsațiilor în modul PULSAT.Pasul incremental variază în funcție de intervalul de frecvență :
Frecvența pulsațiilor. Pasul mecanic.
0.4 Hz - 3 Hz 0.1 Hz
3 Hz - 20 Hz 1 Hz
Funcția Arc Force. -10 / +10 Funcția ArcForce reprezintă o supra intensitate în momentul în care electrodul sau duza ceramică atinge baia de fuziune, cu scopul evitării lipirii.
MMA - Meniu avansatEste posibil să accesați reglajele suplimentare din meniul avansat.
Accesul la acești parametri avansați se realizează apăsând 3 secunde pe butonul . Rotirea rotiței vă oferă acces la următoarele setări avansate :
Parame-tru. Descriere. Reglaj. Stan-
dard. Puls. Recomandări.
« ASt ». AntiSticking. ON/OFF. Funcția anti-lipire este recomandată când se dorește îndepărtarea elec-trodului în plină securitate în cazul lipirii lui de piesă.
« HSt ». Perioadă HotStart. 0 - 2 s Perioada funcției HotStart permite ajustarea electrozilor „dificili” la mo-mentul creării arcului.
« dcy » Ciclu de funcțio-nare. 20 % - 80 % Fluctuația curentului rece (I) de tip impuls.
« Ico » Curent rece. 20 % - 80 % Cel de-al doilea curent de sudură, numit „rece”.
Validarea setări se va realiza de acestă dată prin apăsarea butonului . Apăsați tasta „ESC” pentru a ieși din meniul avansat.
12
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
SUDAREA CU ELECTROD TUNGSTEN CU GAZ INERT (MOD TIG)BRANȘARE ȘI RECOMANDĂRI• Sudura TIG DC necesită o protecție gazoasă (Argon).• Conectați clema de masă la cablul pozitiv (+) de racordare. Conectați cablul de putere a pistoletului la racordul negativ (-) precum și conectorii dintre pistolet și gaz.• Asigurați-vă că pistoletul este bine echipat și că restul consumabilelor (clește menghină, duza de contact, difuzorul și duza ceramică) nu sunt uzate.• Electrodul se va alege în funcție de curentul destinat procedeului TIG DC.
ASCUȚIREA ELECTRODULUI
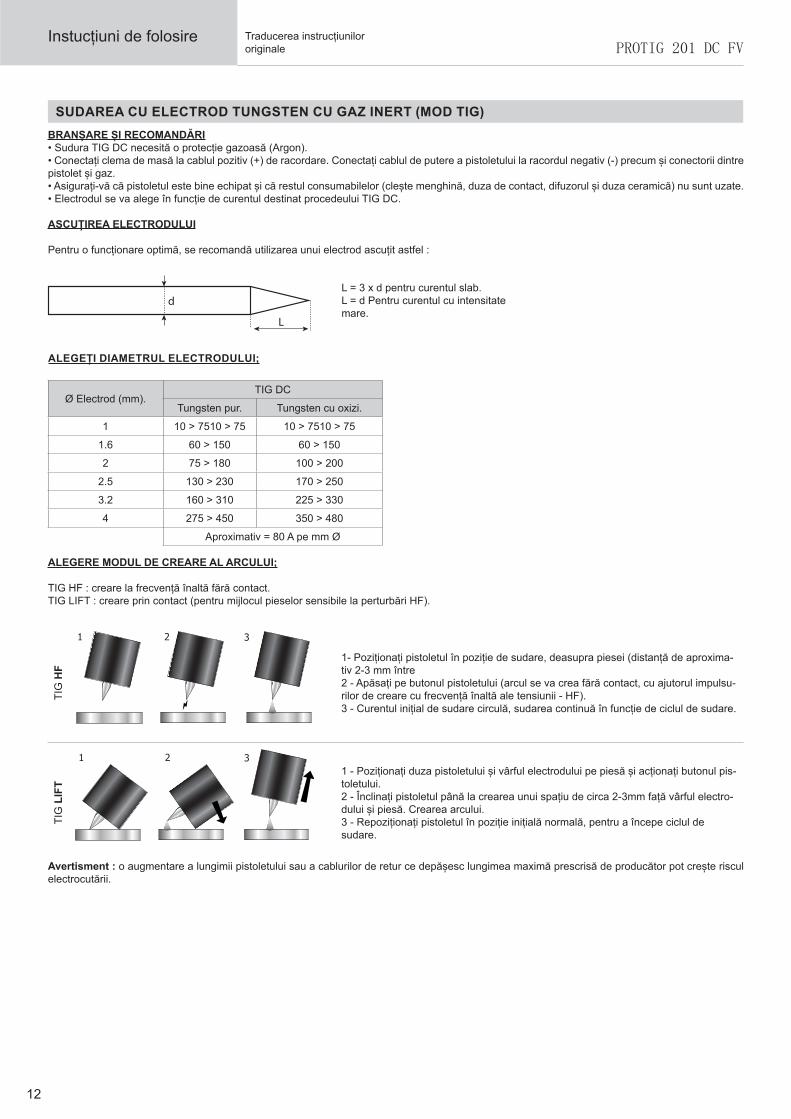
Pentru o funcționare optimă, se recomandă utilizarea unui electrod ascuțit astfel :
d
L
L = 3 x d pentru curentul slab.L = d Pentru curentul cu intensitate mare.
ALEGEȚI DIAMETRUL ELECTRODULUI;
Ø Electrod (mm).TIG DC
Tungsten pur. Tungsten cu oxizi.
1 10 > 7510 > 75 10 > 7510 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
Aproximativ = 80 A pe mm Ø
ALEGERE MODUL DE CREARE AL ARCULUI;
TIG HF : creare la frecvență înaltă fără contact.TIG LIFT : creare prin contact (pentru mijlocul pieselor sensibile la perturbări HF).
TIG
HF
1 2 3
1- Poziționați pistoletul în poziție de sudare, deasupra piesei (distanță de aproxima-tiv 2-3 mm între 2 - Apăsați pe butonul pistoletului (arcul se va crea fără contact, cu ajutorul impulsu-rilor de creare cu frecvență înaltă ale tensiunii - HF).3 - Curentul inițial de sudare circulă, sudarea continuă în funcție de ciclul de sudare.
TIG
LIF
T
1 2 31 - Poziționați duza pistoletului și vârful electrodului pe piesă și acționați butonul pis-toletului.2 - Înclinați pistoletul până la crearea unui spațiu de circa 2-3mm față vârful electro-dului și piesă. Crearea arcului.3 - Repoziționați pistoletul în poziție inițială normală, pentru a începe ciclul de sudare.
Avertisment : o augmentare a lungimii pistoletului sau a cablurilor de retur ce depășesc lungimea maximă prescrisă de producător pot crește riscul electrocutării.
13
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
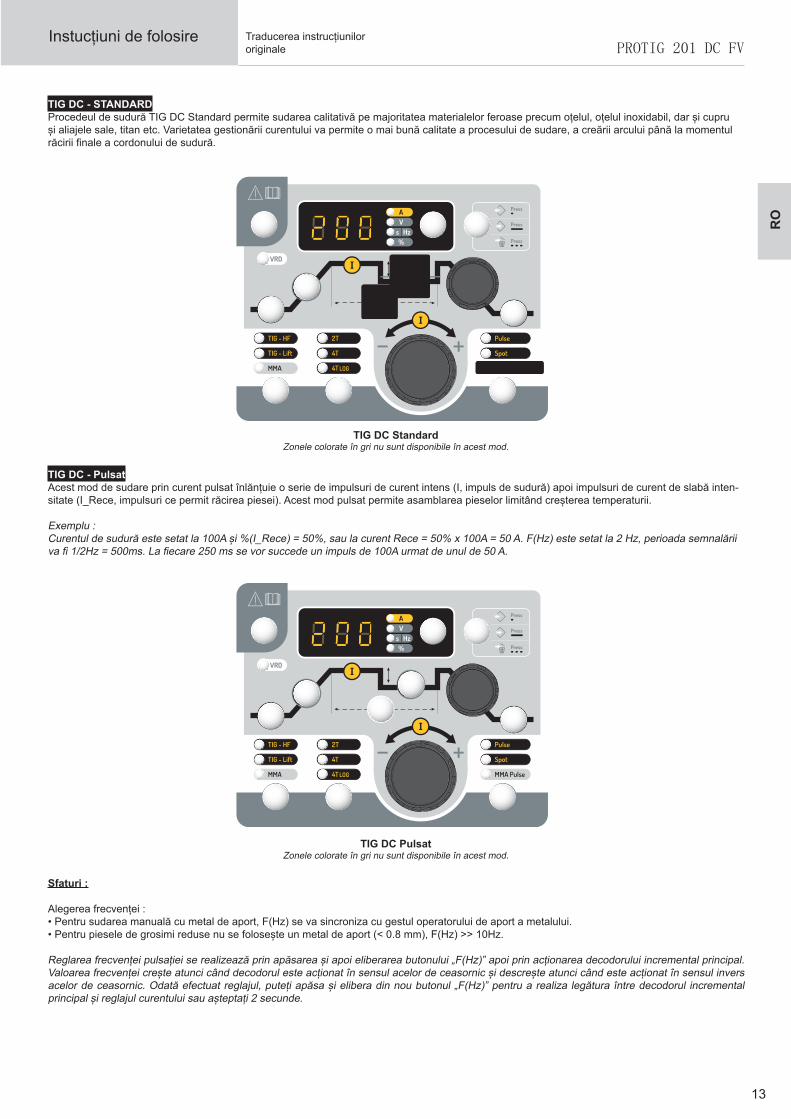
TIG DC - STANDARDProcedeul de sudură TIG DC Standard permite sudarea calitativă pe majoritatea materialelor feroase precum oțelul, oțelul inoxidabil, dar și cupru și aliajele sale, titan etc. Varietatea gestionării curentului va permite o mai bună calitate a procesului de sudare, a creării arcului până la momentul răcirii finale a cordonului de sudură.
TIG DC StandardZonele colorate în gri nu sunt disponibile în acest mod.
TIG DC - PulsatAcest mod de sudare prin curent pulsat înlănțuie o serie de impulsuri de curent intens (I, impuls de sudură) apoi impulsuri de curent de slabă inten-sitate (I_Rece, impulsuri ce permit răcirea piesei). Acest mod pulsat permite asamblarea pieselor limitând creșterea temperaturii.
Exemplu :Curentul de sudură este setat la 100A și %(I_Rece) = 50%, sau la curent Rece = 50% x 100A = 50 A. F(Hz) este setat la 2 Hz, perioada semnalării va fi 1/2Hz = 500ms. La fiecare 250 ms se vor succede un impuls de 100A urmat de unul de 50 A.
TIG DC PulsatZonele colorate în gri nu sunt disponibile în acest mod.
Sfaturi :
Alegerea frecvenței :• Pentru sudarea manuală cu metal de aport, F(Hz) se va sincroniza cu gestul operatorului de aport a metalului.• Pentru piesele de grosimi reduse nu se folosește un metal de aport (< 0.8 mm), F(Hz) >> 10Hz.
Reglarea frecvenței pulsației se realizează prin apăsarea și apoi eliberarea butonului „F(Hz)” apoi prin acționarea decodorului incremental principal. Valoarea frecvenței crește atunci când decodorul este acționat în sensul acelor de ceasornic și descrește atunci când este acționat în sensul invers acelor de ceasornic. Odată efectuat reglajul, puteți apăsa și elibera din nou butonul „F(Hz)” pentru a realiza legătura între decodorul incremental principal și reglajul curentului sau așteptați 2 secunde.
14
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
Denumire. Reglaj. Descriere & Recomandări.
Pre-gaz. 0 - 25 s. Perioada curățării pistoletului și a creării protecției gazoase înainte de crearea arcului.
Curent demarare. 10 - 200 %. Acest curent prezent la demarare reprezintă o fază anterioară rampei de creștere a curen-tului.Timp demarare. 0 - 10 s.
Creșterea intensității curentului. 0 - 25 s. Rampă de creștere a curentului.
Curent sudare. 3 - 200 A. Curent de sudare.
Curent rece. 20 - 80 %. Cel de-al doilea curent de sudare, sau curent „rece”.
Frecvența pulsațiilor. 0.1 - 2000 Hz. Frecvența pulsațiilor.
Răcire progresivă. 0 - 20 s. Pantă descrescătoare a curentului.
Curent de oprire. 10 - 100 %.Acest tip de curent la oprire reprezintă o fază posterioară pantei descendente a curentului.
Timp de oprire. 0 - 10 s.
Post gaz. 0 - 25 s. Perioadă de menținere a protecției gazoase după oprirea arcului. Ea permite protejarea piesei și a electrodului împotriva oxidării.
TIG - Meniu avansatEste posibil să accesați reglajele suplimentare din meniul avansat.
Accesul la acești parametri avansați se realizează apăsând 3 secunde pe butonul . Rotirea rotiței vă oferă acces la următoarele setări avansate :
Parame-tru. Descriere. Reglaj. Standard. Puls. Recomandări.
« ISa ». Curentul la demararea sudării. 10 % - 200 %.
Acest tip de curent reprezintă o fază anterioară creșterii curen-tului.
« tSa ». Durată până la demararea sudării. 0 s - 10 s.
« ISo ». Curentul la oprirea proce-sului de sudare. 10 % - 100 %.
Acest curent reprezintă o fază posterioară diminuării curentului.« tSo ».
Durată de timp până la oprirea procesului de sudare.
0 s - 10 s.
« dcy » Ciclul de funcționare. 20 % - 80 % Fluctuația curentului rece (I) de tip impuls.
Validarea setări se va realiza de acestă dată prin apăsarea butonului . Apăsați tasta „ESC” pentru a ieși din meniul avansat.
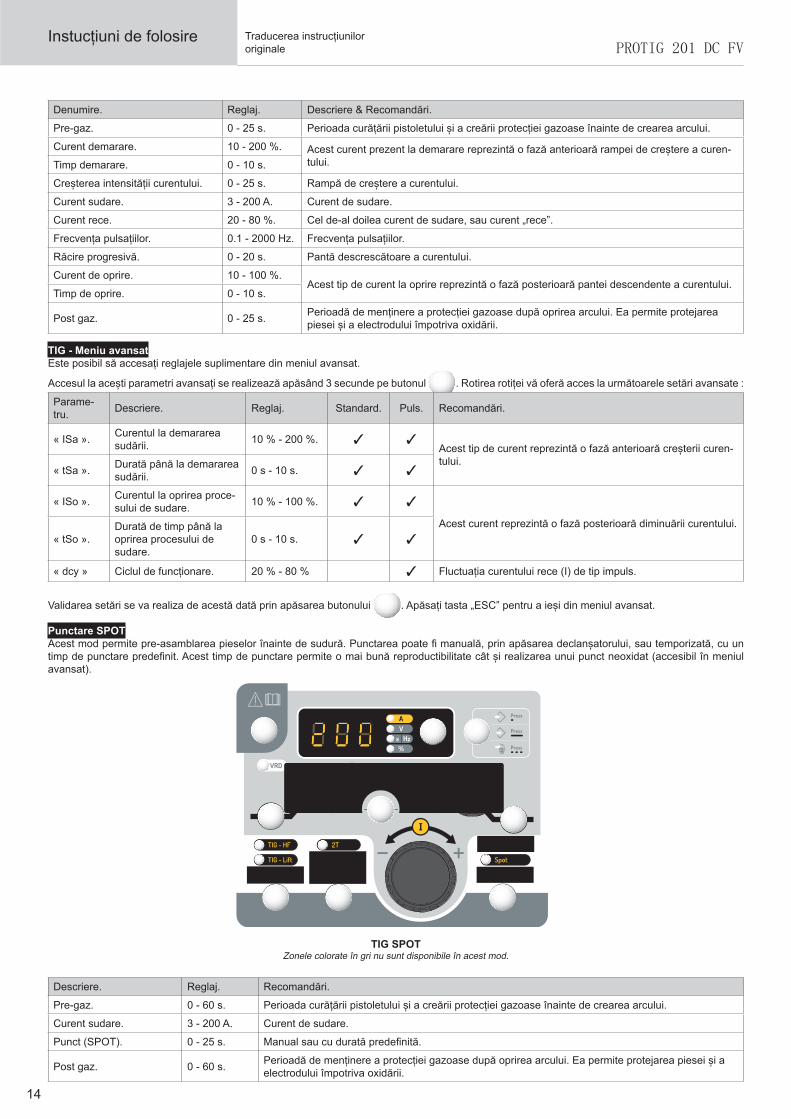
Punctare SPOTAcest mod permite pre-asamblarea pieselor înainte de sudură. Punctarea poate fi manuală, prin apăsarea declanșatorului, sau temporizată, cu un timp de punctare predefinit. Acest timp de punctare permite o mai bună reproductibilitate cât și realizarea unui punct neoxidat (accesibil în meniul avansat).
TIG SPOTZonele colorate în gri nu sunt disponibile în acest mod.
Descriere. Reglaj. Recomandări.
Pre-gaz. 0 - 60 s. Perioada curățării pistoletului și a creării protecției gazoase înainte de crearea arcului.
Curent sudare. 3 - 200 A. Curent de sudare.
Punct (SPOT). 0 - 25 s. Manual sau cu durată predefinită.
Post gaz. 0 - 60 s. Perioadă de menținere a protecției gazoase după oprirea arcului. Ea permite protejarea piesei și a electrodului împotriva oxidării.

15
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
MEMORĂRI ȘI REVOCĂRI ALE CONFIGURAȚIILOR DE SUDARE Parametri utilizați sunt automat salvați și accesibili la următoarea pornire. Pentru setările în curs, este posibilă salvarea și mai apoi accesarea unor configurări numite „JOB”. Tasta „JOB” permite înregistrarea, accesarea sau ștergerea unei configurații. 50 JOB-uri preferențiale se pot memora în funcție de procedeul de sudură.
Crearea unui JOB- Ajustați ansamblul setărilor dorite relative la sudură.- Efectuați o apăsare lungă (mai mult de 3 sec.) pe tasta „JOB”.- Ecranul va afișa indicatorul „IN”.- Selectați numărul JOB-ului cu ajutorul decodorului incremental. Puteți alege de pe ecran numai numerele neasociate deja unui JOB.- Odată ales numărul, apăsați tasta „JOB” pentru a valida și înregistra preferințele sub numărul selecționat.- Numărul JOB-ului rămâne afișat, indicând faptul că acțiunea dvs. a fost înregistrată cu succes. Numărul rămâne afișat până când un alt buton sau declanșatorul pistoletului este activat.
Notă : În cazul în care toate numerele sunt deja preînregistrate, interfața IHM va afișa mesajul „FULL” / „PLIN”.
Accesarea unui JOBÎn afara faptului că această manipulare nu trebuie efectuată în timpul sudării, accesarea unui JOB nu necesită nicio altă condiție particulară.- Realizați o scurtă apăsare (nu depășiți 2 sec.) pe tasta „JOB”.- Mesajul „OUT” va fi afișat pe ecranul principal.- Selectați numărul JOB-ului, cu ajutorul decodorului incremental. Pe ecran se vor afișa doar numerele asociate JOB-urilor înregistrate. Dacă niciun JOB nu a fost creat, interfața va afișa „ - - - ”.- Odată selecționat numărul JOB-ului, apăsați tasta „JOB” pentru a valida configurația. Numărul JOB-ului clipește pe ecran, indicând crearea acestuia. Numărul continuă să clipească până când se modifică un alt parametru sau până când se apasă declanșatorul pistoletului pentru a iniția ciclul de sudare.
Ștergerea unui JOB- Realizați o scurtă apăsare (nu depășiți 2 sec.) pe tasta „JOB”.- Mesajul „OUT” va fi afișat pe ecranul principal.- Selectați numărul JOB-ului, cu ajutorul decodorului incremental. Pe ecran se vor afișa doar numerele asociate JOB-urilor înregistrate.- Apăsați de 3 ori succesiv pe butonul „JOB”. JOB-ul selectat este șters iar generatorulafișează un nou curent de sudură.
COMBINAȚII RECOMANDATE
Curent (A) Electrod (mm) Duză (mm) Debit Argon (L/min)
0.3 - 3 mm 5 - 75 1 6.5 6 - 7
2.4 - 6 mm 60 - 150 1.6 8 6 - 7
4 - 8 mm 100 - 160 2.4 9.5 7 - 8
PISTOLEȚI COMPATIBILI ȘI COMPORTAMETUL DECLANȘATORULUI
L
DB
P
L
DB
P
L
DB
P
Lamelă. Buton dublu. Buton dublu + potențiometru.
Pentru pistoletul cu un buton, acesta se numește „buton principal”.Pentru pistoletul cu două butoane, primul se numește „buton principal” iar cel de-al doilea „buton secundar”.
MOD 2T
t t
t t
t
t
T2T1Bouton principal
T3T1Bouton principal T2 T4
T3T1Bouton principal T2 T4
Bouton secondaireou
>0.5s<0.5s<0.5s
T1 - Butonul principal este apăsat, ciclul de sudare pornește (Pre Gaz, I_Start, UpSlope și sudare).
T2 - Butonul principal este eliberat, ciclul de sudare se oprește (DownSlope, I_Stop, PostGaz).
Pentru pistoletul cu 2 butoane și exclusiv în 2T, butonul secundar este considerat buton principal.
MOD 4T

16
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
t t
t t
t
t
T2T1Bouton principal
T3T1Bouton principal T2 T4
T3T1Bouton principal T2 T4
Bouton secondaireou
>0.5s<0.5s<0.5s
T1 - Butonul principal este apăsat, ciclul pornește începând cu Pre-Gaz și se termină cu faza I_Start.T2 - Butonul principal este eliberat, ciclul continuă cu UpSlope și sudare.T3 - Butonul principal este acționat, ciclul va trece în DownSlope și se va opri în faza I_Stop.T4 - Butonul principal este eliberat, ciclul se va încheia în faza Post-Gaz.
Pentru pistoleții cu 2 butoane, cel secundar este inactic.
MOD 4T log
t t
t t
t
t
T2T1Bouton principal
T3T1Bouton principal T2 T4
T3T1Bouton principal T2 T4
Bouton secondaireou
>0.5s<0.5s<0.5sT1 - Butonul principal este apăsat, ciclul pornește începând cu Pre-Gaz și se termină cu faza I_Start.T2 - Butonul principal este eliberat, ciclul continuă cu UpSlope și sudare.
LOG : acest mod de funcționare este utilizat în faza de sudare :- o acționare fermă pe butonul principal (<0.5s), curent fluctuează între curentul de sudare I și curentul rece I și invers;- butonul secundar este menținut apăsat, curentul fluctuează între curentul de sudare I și curentul rece;- butonul secundar este menținut eliberat, curentul fluctuează între curentul rece I și curentul de sudare I;
T3 - Apăsați îndelung pe butonul principal (>0.5s), ciclul va trece în DownSlope și se va opri în faza I_Stop.
T4 - Butonul principal este eliberat, ciclul se încheie în faza Post-Gaz.
Pentru pistoleții cu două butoane sau dublu declanșator + potențiometru, declanșatorul „înalt” își păstrează aceeași funcționalitate precum pistoletul cu declanșator simplu sau lamelă. Declanșatorul „scund” permite, atunci când este menținut apăsat, trecerea la curentul rece. Potențiometrul pistole-tului, atunci când este prezent permite reglajul curentului de sudare de la 50% la 100% din valoarea afișată.
CONECTOR DE COMANDĂ A DECLANȘATORULUI
DBP
152423
P
L
torch
torch DBtorch
NC
4 3
2
1
5
6
DB torch
L torch
DB + Ptorch
3
4
2
2
1
5
L
Schema cablării pistoletului SRL18. Schema electrică în funcție de tipul pistoletului.
Modele pistoleți. Descrierea firului. Pinul conector asociat.
Pistolet cu buton dublu + potențiometru.
Pistolet cu buton dublu. Pistolet cu lamelă.Comun / Masă. 2 (verde).
Butonul 1. 4 (alb).
Butonul 2. 3 (maron).
Comun / Masă po-tențiometru. 2 (gri).
10 V 1 (galben).
Cursor. 5 (roz).

17
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
RO
TELECOMANDĂComanda la distanță cu ajutorul unei telecomenzi analogice, funcționează în modurile TIG și MMA.
F A
B
CD
E
GD
C
B
A
045682
045675
ref. 045699 Vedere exterioară. Schemă electrică în funcție de telecomandă.
Branșarea1 - Branșarea telecomenzii prin partea anterioară a sursei de curent pentru sudură.2 - Interfața detectează prezența telecomenzii și propune selectarea modului de accesare prin manipularea unei rotițe.
RacordareProdusul este echipat cu un ștecher tip femelă pentru comenzile la distanță.Ștecherul bărbat specific în 7 puncte (ref. opțiune 045399) permite conectarea diferitelor tipuri de telecomenzi. Pentru efectuarea cablajului, res-pectați schema următoare.
Descrierea firului. Pinul conector asociat.
Pedală Telecomandă.
10 V A
Cursor. B.
Comun / Masă. C
Întrerupător. D.
Mod de funcționare :
• Telecomandă manuală (ref. opțiune 045675) :Telecomanda manuală permite variația curentului de la 50% la 100% din intensitatea reglată. În cadrul acestor setări, toate modurile și funcționa-litățile sursei de curent pentru sudare sunt accesibile si reglabile.
• Pedală (ref. opțiune 045682) :Pedala permite variația curentului de la minim la 100% din intensitatea reglată. În modul TIG, sursa de curent pentru sudură funcționează numai în modul 2T. În plus, sursa de curent nu va mai putea controla creșterea și scăderea intensității curentului (funcții inactive), ci prin acționarea pedalei de către utilizator.
ERORI, ANOMALII, CAUZE ȘI REMEDIIAcest echipament integrează un sistem de control al defecțiunilor. O serie de mesaje indicate din tastatura de control vor putea permite diagnosticarea erorilor și a anomaliilor.
Codul erorii. Semnificație. CAUZE. SOLUȚII.
Protecție termică.
Depășirea ciclului de funcționare.Temperatură ambientală superioară valorii de 40°C.Intrările de aer obturate.
Așteptați să se stingă martorul pentru a putea relua sudarea. Respectați ciclul de funcționare și asigu-rați o bună ventilație.
Eroare de supratensiune a rețelei. Tensiunea rețelei în afara toleranței maxime (230V monofazat +/- 15%).
O supra-tensionare a rețelei electrice poate cauza apariția acestui mesaj.O persoană calificată trebuie să contro-leze instalația electrică sau generatorul.
Defect la pistolet. Unul sau mai mulți declanșatori ai pistoletu-lui sunt defecți.
Verificați ca nimic să nu apese declanșa-torii pistoletului în momentul punerii produsului sub tensiune.
Defect la pedală. Pedala este apăsată.Verificați ca nimic să nu apese pedala în momentul punerii produsului sub tensiune.
Defect la buton/butoane. Butonul/butoanele sunt scurtcircuitate. Verificați ca butoanele să nu fie apăsate.

18
Instucțiuni de folosirePROTIG 201 DC FV
Traducerea instrucțiunilor originale
Anomalii. Cauze. Remedii.
TIG
-MM
A
Ecranul este pornit, dar aparatul nu livrează curent.
Clema de masă, pistoletul sau suportul elec-trod nu sunt conectați la post. Verificați conectivitatea.
Postul este alimentat, simțiți furnicături la atingerea caroseriei. Împământarea este defectuoasă. Verificați prinderea și împământarea instalației.
Stația sudează rău. Eroare de polaritate. Verificați polaritatea recomandată pe cutia electrodului.
TIG
Arc instabil.Defect provenind de la electrodul tungsten.
Utilizați electrodul tungsten de dimensiunea corectă.
Folosiți un electrod tungsten pregătit corespu-nzător.
Folosiți un electrod tungsten adaptat curentului DC.
Debitul gazului reglat greșit. Verificați debitul gazului de pe manometrul buteliei.
Electrodul tungsten se oxidează și se murdărește la sfârșitul sudării.
Problemă cu gazul sau întrerupere prematură a gazului.
Verificați și strângeți toate racordurile de gaz. Așteptați ca electrodul să se răcească înainte de a opri gazul.
Electrodul se topește. Eroare de polaritate. Verificați legăturile clemei de masă : (+) și pistolet și (-) la piesă.
CONDIȚII DE GARANȚIEGaranția acoperă, timp de 2 ani de zile, orice defect sau greșeală de fabricație, de la dată achiziției (piese și mână de lucru).
Garanția nu acoperă : • Orice altă daună datorată transportului. • Uzura normală a pieselor (Ex. : cabluri, cleme etc.)• Incidente datorate utilizării necorespunzătoare (eroare de alimentare cu energie electrică, cădere, demontare). • Defecțiuni legate de mediu (poluare, rugină, praf).
În cazul unei defecțiuni, returnați dispozitivul către distribuitorul dvs., însoțit de: - un justificativ de achiziționare datat (bon, factură...)- o notă care explică defectul.

19
PROTIG 201 DC FVPiese de schimb
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO
18
17
16
15
1413
12
10
11
9
8
6
2
7
5
3
4
1
1 Mâner 56048
2 Tambur antișoc superior 56163
3 Tambur antișoc inferior 56120
4 Cablu de alimentare 21464
5 Grilă ventilator 51010
6 Ventilator 51021
7 Kit conexiuni pentru telecomandă 71513
8 Vană electrică 71542
9 Circuit principal E0067C
10 Circuit IHM E0066C
11 Self 63691
12 Transformator 96130
13 Tastatură 51994
14 Buton negru Ø21mm 73019
15 Buton negru Ø28mm 73016
16 Adaptor gaz 55090
17 Priză Texas 51528
18 Cabluri de conectare ale pistoletului 71873
20
PROTIG 201 DC FVSchema electrică
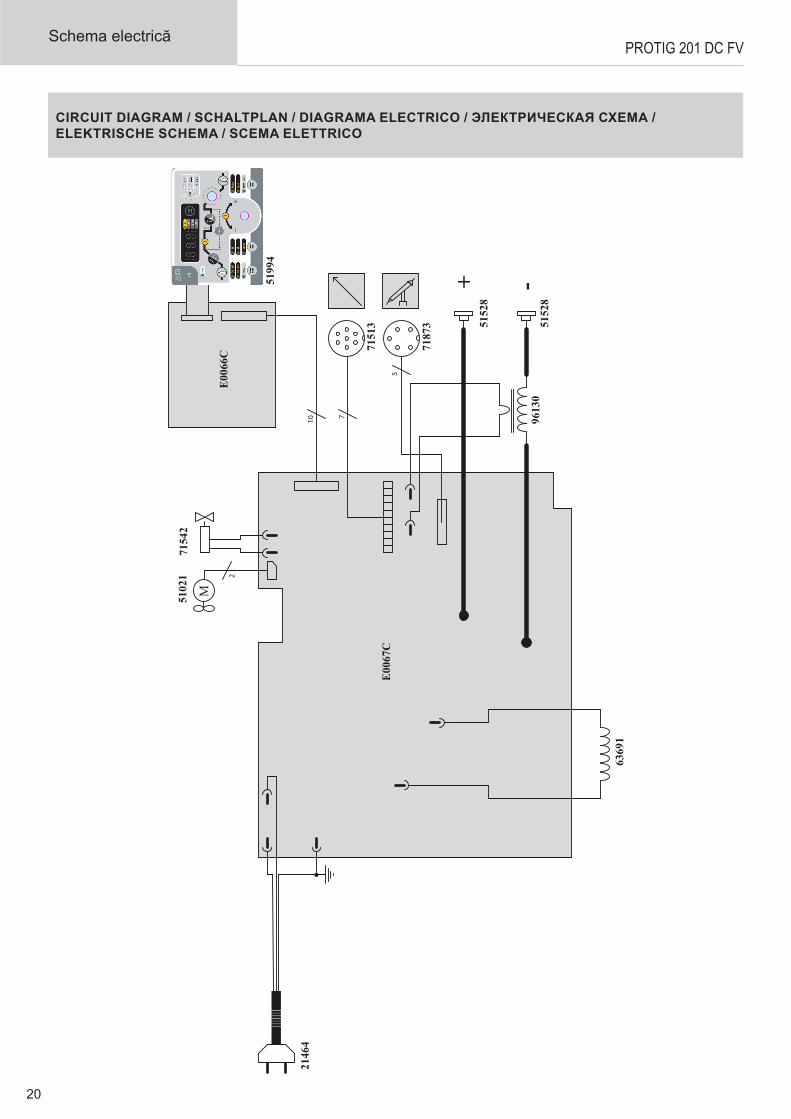
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
+
6369
1
9613
0-
5152
8
5152
8
5199
4
2146
4
7151
3
7187
3
M5102
171
542
E00
67C
E00
66C
10 7
5
2

21
PROTIG 201 DC FVSpecificații tehnice
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
PROTIG 201 DC FV
Primaire / Primary / Primär / Primario / Первичка / Primaire / PrimarioTension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione di alimentazione U1 230 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore 50 / 60 HzFusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore 16 A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario TIG (GTAW) MMA (SMAW)
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto U0 70 V
Tension crête du dispositif d’amorçage manuel (EN60974-3) / Manual striking system’s maximum voltage (EN60974-3) / Spitzenspannung des manuellen Startgerätes (EN60974-3) / Tensión pico del dispositivo de cebado manual (EN60974-3) / Пиковое напряжение механизма ручного поджига (EN60974-3) / Piekspanning van het handmatige startsysteem (EN60974-3) / Tensione di picco del dispositivo di innesco manuale (EN60974-3)
Up 9 kV
Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corriente de salida nominal / Номинальный выходной ток / Nominale uitgangsstroom / Corrente di uscita nominale I2 10 200 A
Tension de sortie conventionnelle / Conventional voltage output / entsprechende Arbeitsspannung / Условное выходные напряжения / Tensión de salida convencional / Conventionele uitgangsspanning / Tensione di uscita convenzionale
U2 10.4 V 18 V 20.4 V 28 V
*
Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/ ПВ% при 40°C (10 мин), Норма EN60974-1. / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1.
Imax 35 % 25 %
60% 165 A 135 A
100% 140 A 120 A
Consommation à vide / Idle mode consumption / Leerlaufleistung / Consumo en vacío / Потребление при холостом ходе / Verbruik apparaat in stand-by / Consumo a vuoto 7.90 W
Rendement / Efficiency / Maximalleistung / Rendimiento / Производительность / Rendement / Rendimento Imax 84 %
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstemperatuur / Temperatura di funzionamento
-10°C +40°C(+14°F 104°F)
Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur / Temperatura di stoccaggio
-25°C +55°C(-4°F 131°F)
Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione IP21
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) 41 x 20 x 28 cm
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso 10 kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.Lors d’utilisation intensive (supérieur au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume.Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.La source de courant de soudage décrit une caractéristique de sortie de type tombante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator switches on.Keep the machine’s power supply on to enable cooling until thermal protection cancellation.The welding power source describes an external drooping characteristic.
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.La fuente de corriente de soldadura posee una salida de tipo corriente constante.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор .Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.Аппарат описывает падающую характеристику на выходе.
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje gaat branden.Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.Het apparaat heeft een uitgaande dalende eigenschap.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina.Lasciate il dispositivo collegato per permetterne il raffreddamento fino all’annullamento della protezione.La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.

22
PictogramePROTIG 201 DC FV
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE / ÍCONES / IKONY / IKONER / IKONER / IKONER / KUVAKKEET / IKONOK / VYSVĚTLENÍ SYMBOLŮ / アイコン / 图示 / ΕΙΚΟΝΙΔΙΑ / ICOANE
Atenție ! Citiți manualul de instrucțiuni înainte de utilizare
Simbolul avizului
Sursă de curent cu tehnologie invertor care furnizează curent continuu.
Sudare MMA (Manual Metal Arc)
Sudare TIG (Tungsten Inert Gaz)
Potrivit pentru sudarea într-un mediu cu risc crescut de electrocutare. Cu toate acestea, sursa de curent nu trebuie plasată în astfel de încăperi.
Curent continuu de sudare.
U0 Tensiune aferentă în vid
X(40°C) Ciclul de funcționare conform EN60974-1 (10 minute - 40 ° C)
I2 Curentul convențional de sudare corespunzător.
A Amperi
U2 Tensiuni convenționale în sarcini corespunzătoare.
V Volți
Hz Hertz
Alimentarea electrică monofazată 50 sau 60Hz
U1 Tensiune de alimentare recomandată.
I1max Curent maxim recomandat la alimentare (valoare efectivă)
I1eff Curent de alimentare efectiv maxim.
Echipament conform cu directivele europene. Declarația de conformitate este disponibilă pe site-ul nostru web.
Material conform cu standardele britanice. Declarația de conformitate britanică este disponibilă pe site-ul nostru (vezi pagina de copertă).
Material în conformitate cu normele Marocane. Declarația de conformitate C م) CMIM) este disponibilă pe site-ul nostru (vezi coperta).
IEC 60974-1IEC 60974-10
Class ASursa de curent pentru sudare este conformă normelor EN60974-1/-10 și clasa A.
Acest echipament face obiectul unei colectări selective conform directivei europene 2012/19/UE. A nu se arunca în gunoiul menajer.
Produs reciclabil care face obiectul unei instrucțiuni de sortare.
Marcă în conformitate cu EAC (Comunitatea Economică Eurasia)
Informații despre temperatură (protecție termică).
Intrare gaz
Panou de comanda.
Polaritate (+) / (-)
Dispozitivul de deconectare de siguranță trebuie sa se interpuna intre priză si instalația electrică. Utilizatorul trebuie să se asigure că dispozitivul de deconectarepoate fi accesat usor.
IP21 Protejat împotriva accesului la părți periculoase ale corpurilor solide cu diametre> 12,5 mm (echivalentul degetului mâinii) și împotriva căderii de picături de apă pe verticală.
Compatibil cu generatorul


















