RIGID AND FLEXIBLE POLYURETHANE FOAMS PRODUCTION FROM PALM ...repository.um.edu.my/1191/1/PhD- front...
31
RIGID AND FLEXIBLE POLYURETHANE FOAMS PRODUCTION FROM PALM OIL-BASED POLYOL A THESIS SUBMITTED TO THE FACULTY OF SCIENCE UNIVERSITY OF MALAYA IN FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY BY LEE CHOY SIN KUALA LUMPUR MALAYSIA 2008
-
Upload
duongkhanh -
Category
Documents
-
view
235 -
download
4
Transcript of RIGID AND FLEXIBLE POLYURETHANE FOAMS PRODUCTION FROM PALM ...repository.um.edu.my/1191/1/PhD- front...
RIGID AND FLEXIBLE POLYURETHANE FOAMS
PRODUCTION FROM PALM OIL-BASED POLYOL
A THESIS SUBMITTED TO THE
FACULTY OF SCIENCE
UNIVERSITY OF MALAYA
IN FULFILLMENT OF THE REQUIREMENTS
FOR THE DEGREE OF
DOCTOR OF PHILOSOPHY
BY
LEE CHOY SIN
KUALA LUMPUR
MALAYSIA
2008
ii
ACKNOWLEDGEMENT
Firstly, I would like to express my heartfelt gratitude and deepest appreciation to my
supervisor, Professor Dr Chuah Cheng Hock, for his guidance throughout the course of this
study. I am equally indebted to Dr Ooi Tian Lye, consultant of this project, for his kind
supervision and guidance during the course of my research work at Advanced
Oleochemical Technology Division (AOTD), Malaysian Palm Oil Board (MPOB).
I would like to acknowledge with thanks for the financial support from Malaysian Palm
Oil Board Graduate Students' Assistantship Scheme (MPOB-GSAS), in form of graduate
assistantship. I would express my sincere thanks to staffs of Chemistry Department,
University Malaya and AOTD for their assistances.
Last but not least, I am also greatly indebted to my parents, Lee Choon Seng and Lock Lai
Khuan; husband, Lee Song Cang; sister, Lee Choy Yan; brother, Lee Kok Kuen; and
friends, for their relentless encouragement and support that have contributed towards the
accomplishment of this project.
iii
ABSTRACT
Polyurethane foams are amongst the most important class of specialty polymers. It can be
divided into three major classes, namely rigid, semi-rigid and flexible polyurethane foams.
According to M.L. Kerman (2005), the global polyurethane market in 2004 showed that
flexible polyurethane foams contributed 47% of the market share, followed by 26% of
rigid foams, and 27% of other applications in coatings, adhesives, sealants and elastomers
(CASE), binders, foundry and machinery. Rigid polyurethane foams are particularly useful
in the construction industries as they are used as components such as polymeric concretes,
insulating materials and sealants. In addition, flexible polyurethane foams are as cushion in
the furniture, bedding and automotive industries. Conventionally, polyol is mainly derived
from petrochemicals. They play an important role in the polyurethane industry. However,
in view of the environmental and sustainability issues, the use of vegetable oil-derived
polyol can serve as a substitute in the polyurethane industry. Malaysia is one of the major
producers of palm oils. Therefore, the utilization of palm oils in the synthesis of polyols
for both rigid and flexible polyurethane foams was initiated in this study.
In this study, epoxidized diethanolamides was produced as a new type of polyol by
reacting diethanolamine (DEA) with various ratio of Epoxidized Palm Olein (EPOo) to
Refined Bleached Deodorized Palm Kernel Olein (RBDPKOo). The products were further
reacted with diisocyanate and catalyzed by AlCl3-THF to produce rigid polyurethane.
Concurrent with the production of rigid polyurethane, two minor important side-products
oxazolidones and isocyanurates were produced to give significantly a better quality of rigid
polyurethane. This is due to epoxidized diethanolamides with higher oxirane oxygen
iv
contents (OOC) that produced rigid polyurethane foams of higher compression strength
(338.8 kPa), close cell contents (97.95%) and lower thermal conductivity (0.0288 w/m.K).
In this work, only epoxides in diethanolamide polyol was reacted with isocyanate that
resulted in the formation of hard segments oxazolidone and isocyanurate in the rigid
polyurethane and this improved the compression strength and close cell contents of the
foam. In addition, higher OOC in diethanolamides also gave better dimensional stability to
the rigid foam that was conditioned at 70 °C and -25 °C. Apart from mechanical
improvements, epoxides that were retained in diethanolamide structure also improved the
thermal stability of the rigid foam. Thermogravimetric Analysis (TGA) was recorded with
higher decomposition temperature for foam produced with higher OOC diethanolamides.
Formation of oxazolidones in the urethane backbones and isocyanurates exhibited good-
heat resistance that significantly enhanced the thermal stability of the foams. Index 1.40
was determined to be the most suitable isocyanate index when the polyurethane foam were
altered by isocyanate index from 0.90 to 1.10. It produced non-brittle rigid foam with the
lowest thermal conductivity (0.0288 w/m.K) and the highest close cell contents (97.95%)
while maintaining moderate compression strength (338.8 KPa).
One type of polyester polyol is synthesized by ring opening of synthetic epoxidized resins
with dicarboxylic acids. Conventionally, the epoxides that used in the preparation of
polyester polyol were ethylene oxide, propylene oxide, phenylglycidyl ether (PGE),
diglycidyl ether of bisphenol A (DGEBA) and 3-phenoxy-1,2-epoxypropane. The versatile
polyols were used mainly as fat-based non-ionic detergent, surface active agent,
thermoplastic, paper coating resin and material for radiation shielding materials, curable
printing ink and as coating. Therefore, in the second part of this study polyester polyol was
prepared by using EPOo as the starting material instead of the synthetic epoxy resin. The
v
polyester polyol was synthesized by reacting EPOo with different carbon chain length of
aliphatic dicarboxylic acids ranging from C6 to C12. This produced a new type of polyol.
The new polyol was mixed thoroughly with 50% of commercial polyol and they were
reacted with toluene diisocyanate (TDI) to produce flexible polyurethane foam. The
flexibility of the polyurethane foam was due mainly to the high average molecular weight
and hydroxyl functional groups that were attached to the carbon chain of the polyols.
Longer carbon chain in dicarboxylic acid was found to be more reactive than the shorter
chain, which resulted in lower OOC (0.42%) of polyol mixture with bigger average
molecular weight (Mw= 10526 g/mol). However, it also produced polyester polyol with
higher hydroxyl value (103.6 mg KOH/g sample), viscosity (9755.21 cP at 25 °C, 4222.41
cP at 40°C), cloud point (20.04 °C) and pour point (12.00 °C) when compared to shorter
carbon chain of dicarboxylic acid. Longer carbon chain of dicarboxylic acid used to
produce polyester polyol resulted in the improvement of the foam properties such as
hysteresis (22.76%), elongation at break (181.1 %) and thermal stability. The temperature
of the decomposition peak (Tdec) of polyurethane as shown in DSC analysis and the
decomposition temperatures of 10%, 50% and 90% of foam weight loss in TG analysis
were increased. But, polyol synthesized from shorter carbon chain of dicarboxylic acid
produced foam with better tensile stress and tear resistant ability. Isocyanate index 1.00
was selected as the optimal index as it produced flexible foam with the lowest hysteresis
(23.64%), highest tensile stress (138.0%) and the best tear resistant ability (0.2382 N/mm).
Flexible foam produced from higher isocyanate index was determined to be more stable
thermally. However, alteration of isocyanate index did not produce foam with significant
changes in terms of cellular structure, but the open cell contents of the foams prepared with
different isocyanate index and polyester polyol were in a satisfactory range of 95-97%.
Based on physical evaluation, 2 g of water content was the most suitable amount to be used
vi
in the production of flexible foams in comparison to 3 g and 4 g of water contents. This
was mainly because 2 g of water content produced foam with the lowest hysteresis, highest
elongation at break and better tear resistance ability. Nevertheless, increment of water
content increased the foams’ open cell contents from 95% to 98% due to the emission of
carbon dioxide generated from the reaction of isocyanate with water to form hard segment
urea. Therefore, foam with higher content of urea that produced by higher water content as
blowing agent were determined to be more stable thermally. Optical microscope also
recorded open cells in various pentagon sizes that produced cells of bigger sizes in higher
water content produced foam whereas lower water content produced foams with smaller
cells in size and also more uniform in structure.
vii
ABSTRAK
Busa poliuretana merupakan salah satu jenis polimer yang penting dan boleh turut
dibahagikan kepada tiga kelas utama, iaitu, busa keras, semi-keras dan fleksibel. Menurut
kepada M.L. Kerman (2005), pasaran poliuretana dunia pada 2004 menunjukkan bahawa
poliuretane fleksibel menyumbang 47%, diikuti oleh 26% busa keras dan 27% aplikasi lain.
Busa keras sangat berguna dalam industri pembinaan iaitu sebagai bahan konkrit, penebat
haba dan sebagainya. Di samping, poliuretana fleksibel iaitu kusyen digunakan dalam
industri perabot. Kebanyakan poliol yang memainkan peranan utama dalam industri
poliuretana adalah dihasilkan dari bahan kimia petrol. Memandangkan isu pemuliharaan
dan persekitaran yang mustahak, penggunaan poliol yang berasaskan minyak sayur amat
dipentingkan. Malaysia merupakan salah sebuah negara penghasilan minyak kelapa sawit
yang utama, oleh demikian, kerja penyelidik ini menggunakan minyak kelapa sawit untuk
mensintesiskan dua jenis poliol yang boleh digunakan dalam pembuatan busa keras dan
busa fleksibel.
Poliol dietanolamida dengan kumpulan epoksi telah dihasilkan sebagai sejenis poliol baru
di mana dietanolamina ditindakbalaskan dengan pelbagai nisbah Epoxidized Palm Olein
(EPOo) dan Refined Bleached Deodorized Palm Kernel Olein (RBDPKOo). Poliol ini
kemudiannya ditindakbalaskan dengan diisosianat dan dengan kehadiran katalis AlCl3-
THF untuk menghasilkan poliuretana keras. Dua jenis hasil sampingan, iaitu
“oxazolidone” dan isosianurat telah dihasilkan dan telah memperbaiki mutu busa keras. Ini
adalah kerana dietanolamida yang mempunyai kumpulan epoksi telah menghasilkan
poliuretana keras yang lebih bermutu dari segi mekanik dan kestabilan haba. Busa tersebut
viii
adalah stabil apabila disimpan pada suhu 70 °C dan -25 °C. Analisa termagravimetrik
(TGA) menunjukkan bahawa suhu penguraiaan busa adalah lebih tinggi apabila
dietanolamida yang mengandungi epoksi yang lebih tinggi digunakan dalam tindakbalas
penghasilan busa. Indeks isosianat 1.40 telah dipilih sebagai indeks optima disebabkan
penghasilan busa yang tidak rapuh serta berkekonduksian haba(0.0288 w/m.K) yang lebih
rendah, berkekuatan ketegangan (338.8 kPa) dan berkandungan sel tertutup (97.95%) yang
tertinggi.
Poliester poliol juga disintesiskan dengan pembukaan kumpulan epoksi dari EPOo dengan
asid dikarboksilik yang berantai C6 ke C12. Poliester poliol ini dicampur separuh dengan
poliol polieter komersial dan seterusnya ditindakbalaskan dengan toluena diisosianat dalam
penyediaan busa fleksibel. Asid dikarboksilik yang berantai lebih panjang didapati adalah
lebih reaktif dengan menghasilkan poliol yang bernilai hidroksi yang lebih tinggi (103.6
mg KOH/g sample). Busa yang dihasilkan juga mempunyai nilai “hysteresis” yang lebih
rendah, nilai pemanjangan sehingga putus yang lebih tinggi serta kestabilan haba yang
lebih baik.
Suhu penguraian yang dikaji dengan analisa TGA dan “Differential Scanning Calorimeter”
(DSC) bagi busa yang dihasilkan oleh poliester poliol berantai panjang didapati adalah
lebih tinggi. Akan tetapi, busa yang dihasilkan oleh poliol berantai pendek mempunyai
nilai kekuatan ketegangan dan ketahanan dikoyak yang lebih tinggi. Indeks isosianat 1.00
dan kandungan air 2 g yang digunakan sebagai agen peniup dalam formula penghasilan
busa fleksibel telah dipilih sebagai indeks dan kandungan air yang optima. Mikroskop
optik menunjukkan sel-sel terbuka dalam busa adalah berbentuk pentagon dan mempunyai

ix
saiz-saiz yang tidak seragam bergantung kepada kandungan air yang digunakan semasa
penghasilan busa.
x
TABLE OF CONTENTS Page
Acknowledgements ii
Abstract iii
Abstrak vii
Table of Contents x
List of Schemes xvi
List of Tables xviii
List of Figures xxii
Abbreviations xxix
CHAPTER ONE: LITERATURE REVIEW
1.1 INTRODUCTION 1
1.1.1 Types of Polyols 2
1.1.2 Types of Isocyanates 4
1.1.3 Reactivity of Isocyanates 7
1.1.4 Types of Polyurethanes 8
1.2 NATURAL OIL-BASED POLYOLS 8
1.2.1 PU from Seed Oils 9
1.2.2 Polyol from Soybean Oils 11
1.2.3 Polyol from Palm Oils 13
1.2.4 Polyol from Other Natural Oils 14
1.2.5 Alkanolamide as Polyol 17
xi
1.3 POLYESTER AND POLYESTER POLYOL 19
1.3.1 Polyester Polyol from Epoxy-Carboxy Reaction 22
1.4 MODIFIED RIGID POLYURETHANE 25
1.4.1 Polyisocyanurate-Polyurethane Foam 25
1.4.2 Allophanate-Polyurethane Foam 29
1.4.3 Imide-Polyurethane 30
1.4.4 Phosphazene-Polyurethane 32
1.4.5 Oxazolidone Polyurethane 33
1.5 FLEXIBLE POLYURETHANE FOAM 36
1.5.1 The Effect of Additives on Flexible Polyurethane 37
1.5.2 The Effect of Blowing Agent on Flexible Polyurethane 39
1.5.3 The Effect of Isocyanate Index on Flexible Polyurethane 40
1.5.4 Flexible Foam Analysis Method 41
1.5.5 Ignition and Thermal Character of Flexible Foam 44
1.6 OBJECTIVE OF PRESENT STUDY 46
CHAPTER TWO: MODIFIED PALM-OIL BASED
RIGID POLYURETHANE FOAM
2.1 BACKGROUND OF THE STUDY 48
2.2 SYNTHESIS OF DIETHANOLAMIDES 48
2.2.1 Optimization of Reactions 53
2.2.1.1 Amine Values 53
2.2.1.2 Oxirane Oxygen Contents 54
2.2.2 Variation of Ratios of Starting Materials 57
2.2.2.1 Oxirane Oxygen Contents 58
2.2.2.2 Amine Values 60
2.2.2.3 Molecular Weight Determination 62
2.2.2.4 Hydroxyl Values 63
xii
2.2.2.5 Viscosity 66
2.2.2.6 Pour Point, Cloud Point and Physical Appearance 68
2.2.3 Characterization of Diethanolamides 69
2.2.3.1 Fourier Transform InfraRed Spectroscopy (FTIR) 70
2.2.3.2 High Performance Liquid Chromatography (HPLC) 72
2.2.3.3 Liquid Chromatography- Mass Spectrometry (LC-MS) 76
2.2.3.4 Gas Chromatography (GC) 80
2.2.3.5 Gas Chromatography-Mass Spectrometry (GC-MS) 88
2.3 RIGID POLYURETHANE FOAM PRODUCTION 95
2.3.1 Formulation of the Rigid Polyurethane Foam 96
2.3.2 The Effect of Isocyanate Index on Rigid Polyurethane Foam 98
2.3.2.1 Compression Strength and Density of Polyurethane 99
2.3.2.2 Close Cell Contents and Thermal Conductivity 103
of Polyurethane
2.3.3 The Effect of Oxirane Oxygen Contents (OOC) in 105
Diethanolamides on Rigid Polyurethane Foam
2.3.3.1 Thermal Stability 105
2.3.3.2 Compression Strength and Density of Polyurethane 109
2.3.3.3 Close Cell Contents and Thermal Conductivity 112
of Polyurethane
2.3.3.4 Dimensional Stability of Polyurethane Foam 114
2.3.3.5 Fourier Transform InfraRed Spectroscopy (FTIR) 117
2.4 SUMMARY 119
CHAPTER THREE: FLEXIBLE POLYURETHANE FOAM
3.1 BACKGROUND OF STUDY 122
3.2 SYNTHESIS OF POLYESTER POLYOL 123
3.2.1 Optimization of Reactions 131
3.2.1.1 Hydroxyl Values 131
3.2.1.2 Acid Values 133
3.2.1.3 Oxirane Oxygen Contents 135
xiii
3.2.2 Different Carbon Chain Length of Dicarboxylic Acids 137
3.2.2.1 Hydroxyl Values 138
3.2.2.2 Acid Values 139
3.2.2.3 Oxirane Oxygen Contents 142
3.2.2.4 Viscosity 143
3.2.2.5 Cloud Point, Pour Point and Physical Appearance 145
3.2.3 Characterization of Polyester Polyols 147
3.2.3.1 Fourier Transform InfraRed Spectroscopy (FTIR) 147
3.2.3.2 Nuclear Magnetic Resonance Spectroscopy (13
CNMR) 155
3.2.3.3 Nuclear Magnetic Resonance Spectroscopy (13
CNMR) 160
3.2.3.4 Gel Permeation Chromatography (GPC) 165
3.3 FLEXIBLE POLYURETHANE FOAM PRODUCTION 173
3.3.1 Formulation of the Flexible Polyurethane Foam 173
3.3.2 The Effect of Isocyanate Index on Flexible Polyurethane Foam 174
3.3.2.1 Density, Hysteresis and Compression Stress 175
3.3.2.2 Tensile Stress, Elongation at Break and Tear Resistance 178
3.3.2.3 Open Cell Contents and Microphotograph 182
3.3.2.4 Differential Scanning Calorimetry (DSC) 184
and Thermogravimetric Analysis (TGA)
3.3.3 The Effect of Water Content on Flexible Polyurethane Foam 187
3.3.3.1 Density, Hysteresis and Compression Stress 188
3.3.3.2 Tensile Stress, Elongation at Break and Tear Resistance 192
3.3.3.3 Open Cell Contents and Microphotograph 195
3.3.3.4 Differential Scanning Calorimetry (DSC) 196
and Thermogravimetric Analysis (TGA)
3.3.4 The Effect of Different Carbon Chain Length of Dicarboxylic 201
Acids in the Synthesis of Polyester Polyol for Flexible
Polyurethane Foam Production
3.3.41 Density, Hysteresis and Compression Stress 202
3.3.4.2 Tensile Stress, Elongation at Break and Tear Resistance 206
3.3.4.3 Open Cell Contents and Microphotograph 210
3.3.4.4 Differential Scanning Calorimetry (DSC) 212
and Thermogravimetric Analysis (TGA)
3.4 SUMMARY 215
xiv
CHAPTER FOUR: EXPERIMENTAL
4.1 SYNTHESIS OF DIETHANOLAMIDES 218
4.1.1 Materials and Reagents 218
4.1.2 Equipment and Instrumentation 219
4.1.3 Preparation of Diethanolamides 220
4.1.4 Optimization of Reactions 220
4.1.4.1 Total Amine Value of Fatty Amines, Indicator Method 221
4.1.4.2 Oxirane Oxygen Contents 221
4.1.5 Variation of Ratios of Starting Materials 222
4.1.5.1 Hydroxyl Values 222
4.1.5.2 Viscosity 224
4.1.5.3 Cloud Point Measurement 224
4.1.5.4 Pour Point Measurement 225
4.1.6 Characterization of Diethanolamides 226
4.1.6.1 Fourier Transform InfraRed Spectroscopy (FTIR) 226
4.1.6.2 High Performance Liquid Chromatography (HPLC) 226
4.1.6.3 Liquid-Chromatography-Mass Spectrometry (LC-MS) 227
4.1.6.4 Gas Chromatography (GC) 227
4.1.6.5 Gas Chromatography-Mass Spectrometry (GC-MS) 228
4.2 RIGID POLYURETHANE FOAM PRODUCTION 229
4.2.1 Isocyanate Index Determination 230
4.2.2 Density Measurement 233
4.2.3 Compression Strength Measurement 233
4.2.4 Percentage of Close Cell Contents 233
4.2.5 Thermal Conductivity Measurement 234
4.2.6 Thermogravimetric Analysis (TGA) 234
4.2.7 Fourier Transform InfraRed Spectroscopy (FTIR) 234
4.2.8 Dimensional Stability Test 235
4.2.9 Microphotograph of the Foam Cell 236
4.3 SYNTHESIS OF POLYESTER POLYOL 237
xv
4.3.1 Materials and Reagents 237
4.3.2 Equipment and Instrumentation 237
4.3.3 Preparation of Polyester Polyol 237
4.3.4 Otimization of Reactions 238
4.3.4.1 Acid Values 238
4.3.4.2 Oxirane Oxygen Contents 238
4.3.5 Analysis of the Reaction 238
4.3.5.1 Hydroxyl Values 239
4.3.5.2 Viscosity 239
4.3.5.3 Cloud Point Measurement 239
4.3.5.4 Pour Point Measurement 239
4.3.5.5 Fourier Transform InfraRed Spectral (FTIR) 240
Spectroscopy
4.3.5.6 Gel Permeation Chromatography (GPC) 240
4.3.5.7 1HNuclear Magnetic Resonance (NMR) Spectrometry 240
4.3.5.8 13
CNuclear Magnetic Resonance (NMR) Spectrometry 241
4.4 FLEXIBLE POLYURETHANE FOAM PRODUCTIION 241
4.4.1 Isocyanate Index Determination 242
4.4.2 Density Measurement 246
4.4.3 Percentage of Open and Close Cell Contents 246
4.4.4 Compression Stress and Hysteresis Measurement 247
4.4.5 Tensile Stress and Elongation at Break Measurement 247
4.4.6 Tear Resistance Test 247
4.4.7 Thermogravimetric Analysis (TGA) 248
4.4.8 Microphotograph of the Foams’ Cells 248
CHAPTER FIVE: CONCLUSION
5.1 CONCLUSION 249
5.2 SUGGESTIONS FOR FUTURE WORKS 250
References 252
Appendix
List of Publications 267
xvi
LIST OF SCHEMES
Page
Scheme 2.1: Amide formation 49
Scheme 2.2: Mechanism of the synthesis of diethanolamides 51
Scheme 2.3: Synthesis of diethanolamides 51
Scheme 2.4: Synthesis of epoxidized diethanolamide polyols 52
Scheme 2.5: Mechanism of epoxide reacts with isocyanate to form 97
oxazolidone in the presence of AlCl3 Lewis acid
Scheme 2.6: Trimerization reaction of isocyanates to yield isocyanurate 102
Scheme 2.7: Formation of biuret from the reaction of isocyanate with urea 102
Scheme 2.8: Formation of allophanate from the reaction of isocyanate 102
with urethane
Scheme 2.9: Reaction scheme in the formation of poly-2-oxazolidone 108
in the foam
Scheme 2.10: Reaction scheme in the formation of isocyanurate in the foam 108
Scheme 2.11: Reaction scheme for poly (isocyanurate-oxazolidone) 112
Scheme 3.1: Reaction of long chain carboxylic acid and ethylene oxide 122
Scheme 3.2: Esterification process of a carboxylic acid and an epoxy 123
Scheme 3.3: Side reactions of the esterification process between 124
carboxylic acid and epoxy compounds
Scheme 3.4: Formation of zwitterions by base catalysis 125
Scheme 3.5: Polymerization of diepoxide and dicarboxylic acid 126
Scheme 3.6: Mechanism of the non-catalyzed carboxy-epoxide reaction 128
Scheme 3.7: Formation of polyester polyol from the reaction of 129
diepoxides of epoxidized palm olein with dicarboxylic acid
Scheme 3.8: Formation of diester polyol from the reaction of 130
monoepoxide of epoxidized palm olein with dicarboxylic acid

xvii
Scheme 3.9: The emission of carbon dioxide and formation of urea 188
by the reaction of isocyanate with water
Scheme 3.10: The formation of biuret from the reaction of urea 191
and isocyanate
Scheme 3.11: Reaction scheme of isocyanate with carboxylic acid 206

xviii
LIST OF TABLES
Page
Table 2.1: The effect of temperatures on amine values in 54
the synthesis of diethanolamides
Table 2.2: The effect of reaction temperature on oxirane 55
oxygen contents
Table 2.3: Percentage of oxirane oxygen contents retained 57
in epoxidized diethanolamides after 7 h of reaction time
Table 2.4: The effect of different percentages of EPOo used 58
as starting material on oxirane oxygen contents
Table 2.5: The effect of various percentages of EPOo used as 60
starting material on amine values
Table 2.6: The weight average molecular weight (Mw), 63
number average molecular weight (Mn)
and polydispersity index (PDI) of the diethanolamides
Table 2.7: Functionality of the diethanolamides 65
Table 2.8: Cloud point, pour point and physical appearance 69
of the polyols
Table 2.9: Components of the diethanolamides and retention time 75
Table 2.10: Selected LC-MS fragment ions of the diethanolamides 76
Table 2.11: Composition of trimethylsilyl derivatives of adiethanolamides 83
and retention time
Table 2.12: Composition of trimethylsilyl derivatives of adiethanolamides 85
and retention time
Table 2.13: Composition of trimethylsilyl derivatives of adiethanolamides 87
and retention time
Table 2.14: Total composition in the reaction mixture 88
Table 2.15: Selected GC-MS fragment ions of trimethylsilyl derivatives 94
of diethanolamide polyola
Table 2.16: Standard formulation for rigid polyurethane foam 98
Table 2.17: The effect of isocyanate index on compression strength 100
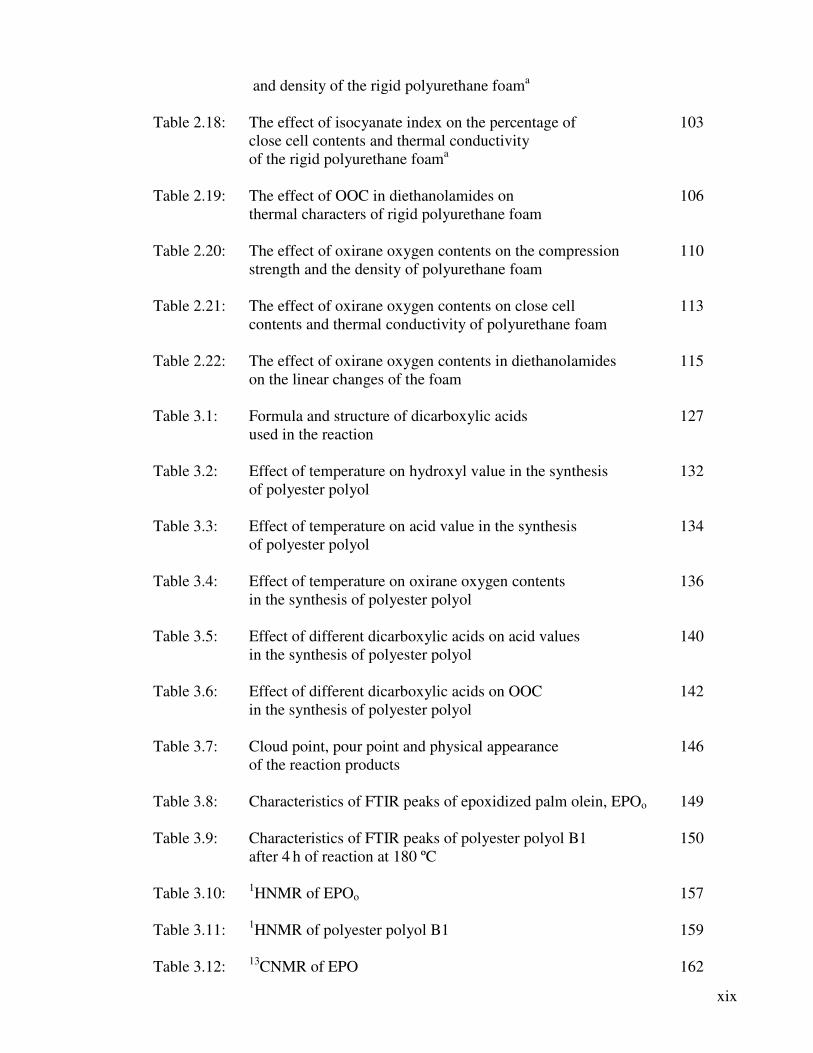
xix
and density of the rigid polyurethane foama
Table 2.18: The effect of isocyanate index on the percentage of 103
close cell contents and thermal conductivity
of the rigid polyurethane foama
Table 2.19: The effect of OOC in diethanolamides on 106
thermal characters of rigid polyurethane foam
Table 2.20: The effect of oxirane oxygen contents on the compression 110
strength and the density of polyurethane foam
Table 2.21: The effect of oxirane oxygen contents on close cell 113
contents and thermal conductivity of polyurethane foam
Table 2.22: The effect of oxirane oxygen contents in diethanolamides 115
on the linear changes of the foam
Table 3.1: Formula and structure of dicarboxylic acids 127
used in the reaction
Table 3.2: Effect of temperature on hydroxyl value in the synthesis 132
of polyester polyol
Table 3.3: Effect of temperature on acid value in the synthesis 134
of polyester polyol
Table 3.4: Effect of temperature on oxirane oxygen contents 136
in the synthesis of polyester polyol
Table 3.5: Effect of different dicarboxylic acids on acid values 140
in the synthesis of polyester polyol
Table 3.6: Effect of different dicarboxylic acids on OOC 142
in the synthesis of polyester polyol
Table 3.7: Cloud point, pour point and physical appearance 146
of the reaction products
Table 3.8: Characteristics of FTIR peaks of epoxidized palm olein, EPOo 149
Table 3.9: Characteristics of FTIR peaks of polyester polyol B1 150
after 4 h of reaction at 180 ºC
Table 3.10: 1HNMR of EPOo 157
Table 3.11: 1HNMR of polyester polyol B1 159
Table 3.12: 13
CNMR of EPO 162
xx
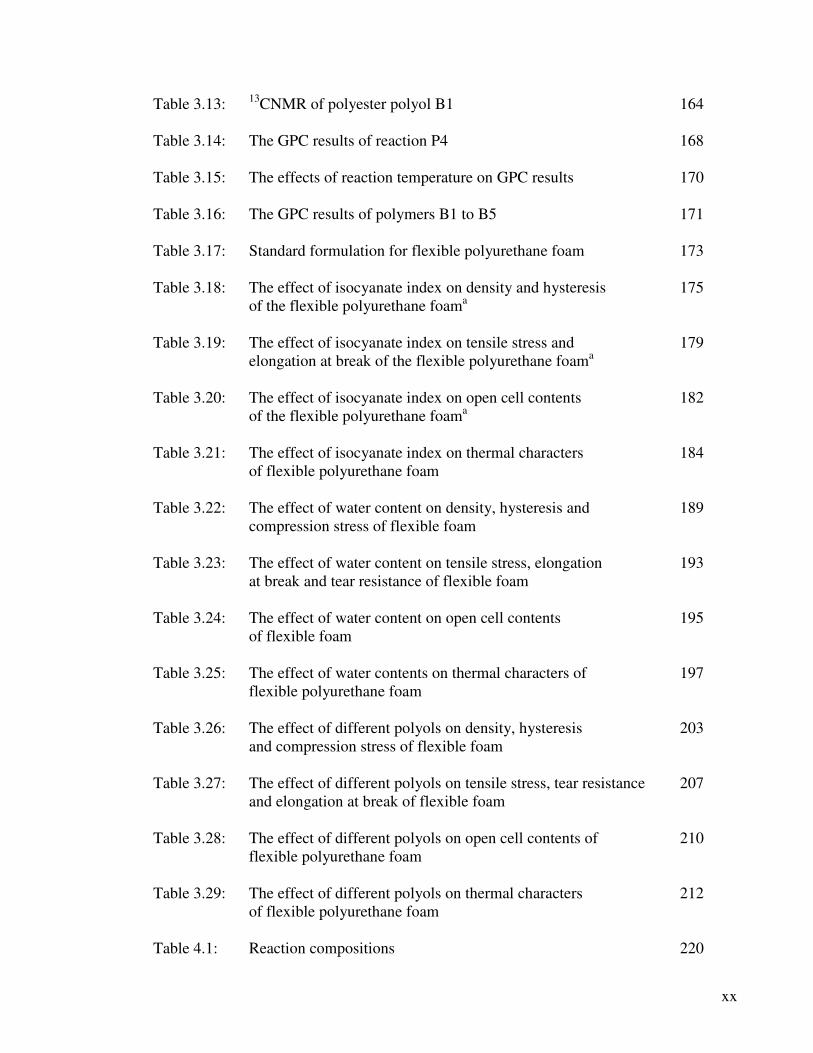
Table 3.13: 13
CNMR of polyester polyol B1 164
Table 3.14: The GPC results of reaction P4 168
Table 3.15: The effects of reaction temperature on GPC results 170
Table 3.16: The GPC results of polymers B1 to B5 171
Table 3.17: Standard formulation for flexible polyurethane foam 173
Table 3.18: The effect of isocyanate index on density and hysteresis 175
of the flexible polyurethane foama
Table 3.19: The effect of isocyanate index on tensile stress and 179
elongation at break of the flexible polyurethane foama
Table 3.20: The effect of isocyanate index on open cell contents 182
of the flexible polyurethane foama
Table 3.21: The effect of isocyanate index on thermal characters 184
of flexible polyurethane foam
Table 3.22: The effect of water content on density, hysteresis and 189
compression stress of flexible foam
Table 3.23: The effect of water content on tensile stress, elongation 193
at break and tear resistance of flexible foam
Table 3.24: The effect of water content on open cell contents 195
of flexible foam
Table 3.25: The effect of water contents on thermal characters of 197
flexible polyurethane foam
Table 3.26: The effect of different polyols on density, hysteresis 203
and compression stress of flexible foam
Table 3.27: The effect of different polyols on tensile stress, tear resistance 207
and elongation at break of flexible foam
Table 3.28: The effect of different polyols on open cell contents of 210
flexible polyurethane foam
Table 3.29: The effect of different polyols on thermal characters 212
of flexible polyurethane foam
Table 4.1: Reaction compositions 220
xxi
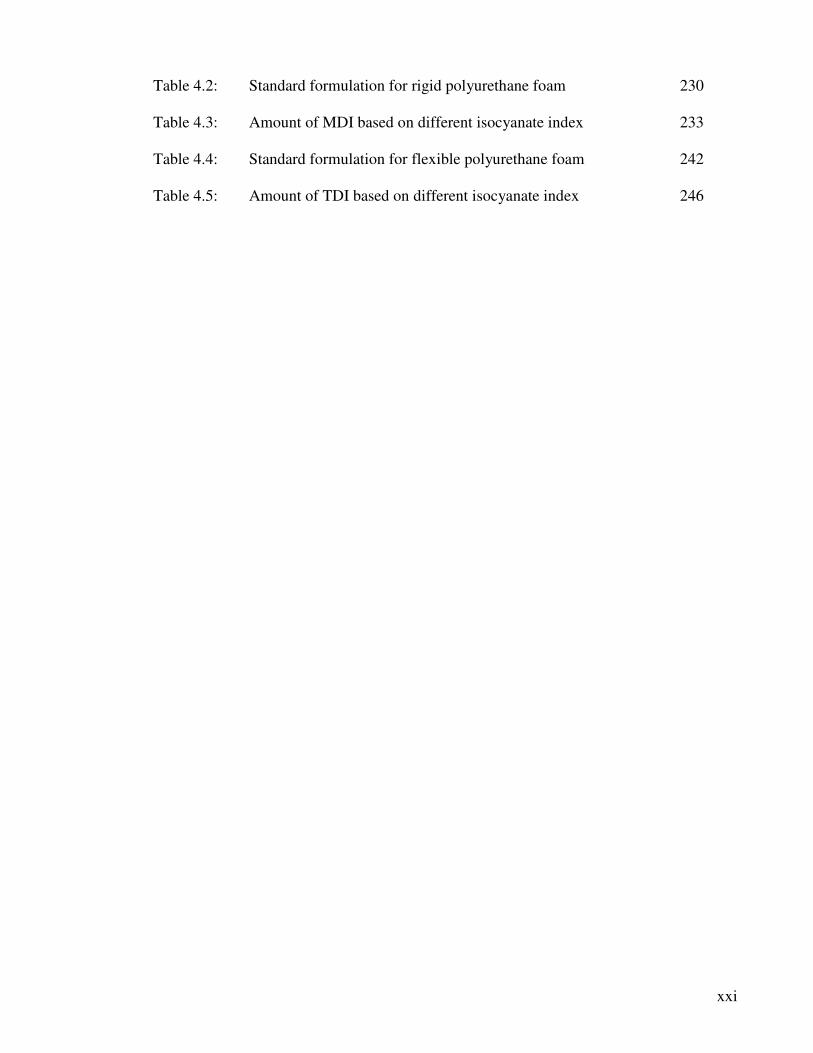
Table 4.2: Standard formulation for rigid polyurethane foam 230
Table 4.3: Amount of MDI based on different isocyanate index 233
Table 4.4: Standard formulation for flexible polyurethane foam 242
Table 4.5: Amount of TDI based on different isocyanate index 246
xxii
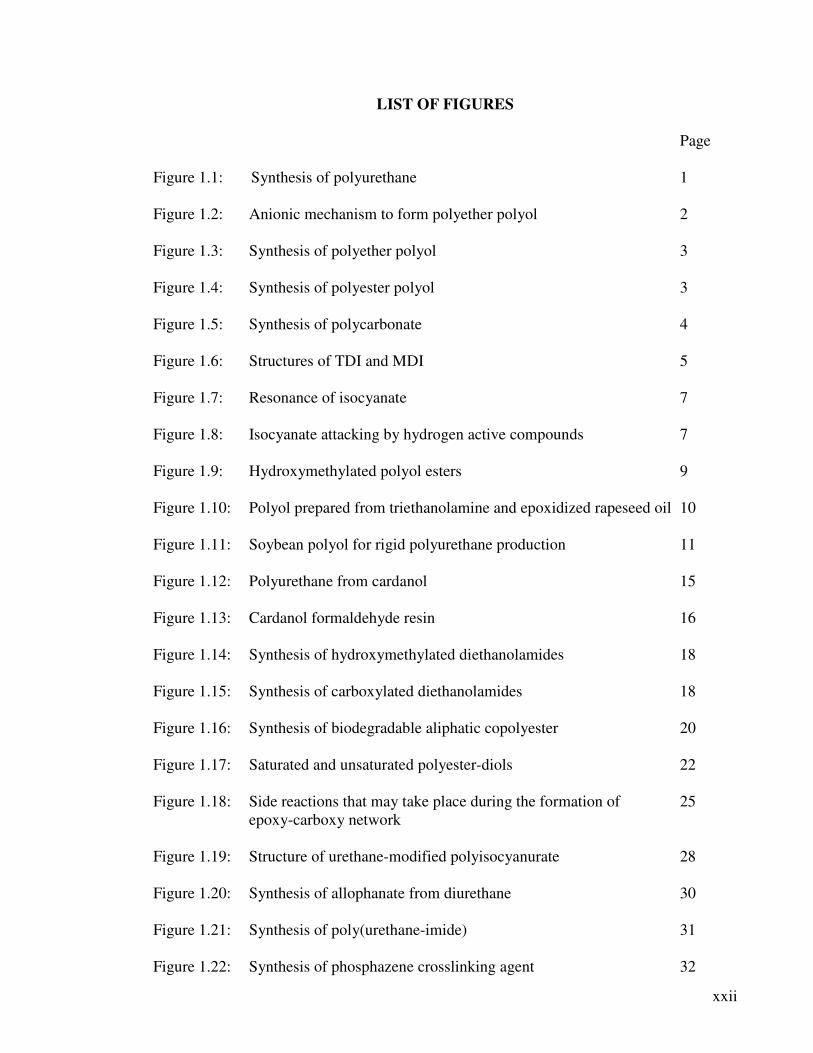
LIST OF FIGURES
Page
Figure 1.1: Synthesis of polyurethane 1
Figure 1.2: Anionic mechanism to form polyether polyol 2
Figure 1.3: Synthesis of polyether polyol 3
Figure 1.4: Synthesis of polyester polyol 3
Figure 1.5: Synthesis of polycarbonate 4
Figure 1.6: Structures of TDI and MDI 5
Figure 1.7: Resonance of isocyanate 7
Figure 1.8: Isocyanate attacking by hydrogen active compounds 7
Figure 1.9: Hydroxymethylated polyol esters 9
Figure 1.10: Polyol prepared from triethanolamine and epoxidized rapeseed oil 10
Figure 1.11: Soybean polyol for rigid polyurethane production 11
Figure 1.12: Polyurethane from cardanol 15
Figure 1.13: Cardanol formaldehyde resin 16
Figure 1.14: Synthesis of hydroxymethylated diethanolamides 18
Figure 1.15: Synthesis of carboxylated diethanolamides 18
Figure 1.16: Synthesis of biodegradable aliphatic copolyester 20
Figure 1.17: Saturated and unsaturated polyester-diols 22
Figure 1.18: Side reactions that may take place during the formation of 25
epoxy-carboxy network
Figure 1.19: Structure of urethane-modified polyisocyanurate 28
Figure 1.20: Synthesis of allophanate from diurethane 30
Figure 1.21: Synthesis of poly(urethane-imide) 31
Figure 1.22: Synthesis of phosphazene crosslinking agent 32
xxiii
Figure 1.23: Ring opening of epoxide by halide anion 33
Figure 1.24: Synthesis of poly (urethane-oxazolidone) 35
Figure 1.25: Stress-strain curve for foams 37
Figure 1.26: Structure of a standard silicone surfactant 38
Figure 1.27: Deformation mechanism of voided sample 43
Figure 2.1: Oxirane oxygen contents at different logarithmic of reaction 56
temperature
Figure 2.2: Oxirane oxygen contents of reactions carried out 59
at 110°C for 5 h
Figure 2.3: Amine values of reactions carried out at 110°C for 5 h 61
Figure 2.4: Hydroxyl values of the reaction products 64
Figure 2.5: Viscosity tested at 25°C and 40°C 67
Figure 2.6: FTIR analysis on sample S0 70
Figure 2.7: FTIR analysis on sample S4 71
Figure 2.8: FTIR analysis on sample S10 72
Figure 2.9: HPLC chromatogram of sample S0 73
Figure 2.10: HPLC chromatogram of sample S2 74
Figure 2.11: HPLC chromatogram of sample S4 75
Figure 2.12: LC-MS mass spectrum of decanoic acid 77
bis-(2-hydroxy-ethyl)-amide/ C10:0 diethanolamide
Figure 2.13: LC-MS mass spectrum of dodecanoic acid 78
bis-(2-hydroxy-ethyl)-amide/ C12:0 diethanolamide
Figure 2.14: LC-MS mass spectrum of tetradecanoic acid 78
bis-(2-hydroxy-ethyl)-amide/ C14:0 diethanolamide
Figure 2.15: LC-MS mass spectrum of hexadecanoic acid 79
bis-(2-hydroxy-ethyl)-amide/ C16:0 diethanolamide
Figure 2.16: LC-MS mass spectrum of 79
xxiv
octadec-9-enoicacid-bis-(2-hydroxy-ethyl)-amide/
C18:1 diethanolamide
Figure 2.17: LC-MS mass spectrum of octadecanoic acid 80
bis-(2-hydroxy-ethyl)-amide/ C18:0 diethanolamide
Figure 2.18: Typical gas chromatogram of trimethylsilyl-diethanolamide 82
derivatives
Figure 2.19: Typical gas chromatogram of trimethylsilyl-diethanolamide 84
derivatives
Figure 2.20: Typical gas chromatogram of trimethylsilyl-diethanolamide 86
derivatives
Figure 2.21: GCMS mass spectrum of 89
N, N-bis (2-(trimethylsilyloxy) ethyl) hexanamide/
trimethylsilyl-derivatized C6:0 diethanolamide
Figure 2.22: GCMS mass spectrum of 89
N, N-bis (2-(trimethylsilyloxy) ethyl) octanamide/
trimethylsilyl-derivatized C8:0 diethanolamide
Figure 2.23: GCMS mass spectrum of 90
N, N-bis (2-(trimethylsilyloxy) ethyl) decanamide/
trimethylsilyl-derivatized C10:0 diethanolamide
Figure 2.24: GCMS mass spectrum of 90
N, N-bis (2-(trimethylsilyloxy) ethyl) dodecanamide/
trimethylsilyl-derivatized C12:0 diethanolamide
Figure 2.25: GCMS mass spectrum of 91
N, N-bis (2-(trimethylsilyloxy) ethyl) tetradecanamide/
trimethylsilyl-derivatized C14:0 diethanolamide
Figure 2.26: GCMS mass spectrum of 91
N, N-bis (2-(trimethylsilyloxy) ethyl) palmitamide/
trimethylsilyl-derivatized C16:0 diethanolamide
Figure 2.27: GCMS mass spectrum of 92
N, N-bis (2-(trimethylsilyloxy) ethyl) octadec 9-enamide/
trimethylsilyl-derivatized C18:1 diethanolamide
Figure 2.28: GCMS mass spectrum of 92
N, N-bis (2-(trimethylsilyloxy) ethyl) stearamide/
trimethylsilyl-derivatized C18:0 diethanolamide
Figure 2.29: GCMS mass spectrum of 93
xxv
8-(3-octyl-oxiran-2-yl)-N, N-bis (2-(trimethylsilyloxy)ethyl)
octanamide/ trimethylsilyl-derivatized epoxidized
C18:1 diethanolamide
Figure 2.30: GCMS mass spectrum of 93
8-(3-((3-pentyloxiran-2-yl)methyl)oxiran-2-yl)-N,N-bis(2-
(trimethylsilyloxy)ethyl) octanamide/
trimethylsilyl-derivatized epoxidized C18:2 diethanolamide
Figure 2.31: Structure of 8-(3-octyl-oxiranyl)-octanoic acid 95
bis-(2-trimethylsilanyloxyl-ethyl)-amide
Figure 2.32: 8-[3-(3-Pentyl-oxiranylmethyl)-oxiranyl]- 95
octanoic acid bis-(2-trimethylsilanyloxyl-ethyl)-amide
Figure 2.33: Effect of isocyanate index on the compression strength 101
and density of the foam
Figure 2.34: Effect of isocyanate index on percentage of close cell 104
contents and thermal conductivity of the foam
Figure 2.35: TGA curves of the polyurethane foam 107
Figure 2.36: The effect of oxirane oxygen contents in 111
diethanolamides on the compression strength
and the density of the polyurethane foam
Figure 2.37: The effect of oxirane oxygen contents in diethanolamides on 114
close cell contents and thermal conductivity of polyurethane foam
Figure 2.38: The effect of oxirane oxygen contents in diethanolamides 116
on the linear changes of the foam
Figure 2.39: FTIR spectra analysis of the polyurethane foam 118
Figure 3.1: Hydroxyl values at different logarithmic of reaction 133
temperatures
Figure 3.2: Acid values at different logarithmic of reaction temperatures 135
Figure 3.3: Oxirane oxygen contents at different logarithmic of reaction 137
temperatures
Figure 3.4: Hydroxyl values of the reaction products 139
Figure 3.5: Acid values of reaction mixture reacted by different 141
dicarboxylic acids with EPOo at 180 °C for 4 h
Figure 3.6: Oxirane oxygen contents of reaction mixture reacted by 143
different dicarboxylic acids with EPOo at 180 °C for 4 h
xxvi
Figure 3.7: Viscosity tested at 25 °C and 40 °C 144
Figure 3.8: Hydrogen bonds between carboxyl and hydroxyl groups 145
in the polyester polyol
Figure 3.9: Cloud point and pour point of the reaction products 146
Figure 3.10: FTIR spectrum of epoxidized palm olein, EPOo 148
Figure 3.11: FTIR spectrum of polyester polyol B1 after 4 h of reaction 149
at 180 ºC
Figure 3.12: FTIR analysis on sample B1 to monitor the formation of OH 150
band and the disappearance of C-O stretch of epoxides
Figure 3.13: FTIR analysis on sample B2 to monitor the formation of 151
OH band and the disappearance of C-O stretch of epoxides
Figure 3.14: FTIR analysis on sample B3 to monitor the formation of OH 152
band and the disappearance of C-O stretch of epoxides
Figure 3.15: FTIR analysis on sample B4 to monitor the formation of OH 153
band and the disappearance of C-O stretch of epoxides
Figure 3.16: FTIR analysis on sample B5 to monitor the formation of OH 154
band and the disappearance of C-O stretch of epoxides
Figure 3.17: 1HNMR spectrum of EPOo in CDCl3 156
Figure 3.18: 1HNMR spectrum of polyester polyol B1 in CDCl3 158
Figure 3.19: 13
CNMR spectrum of EPOo in CDCl3 161
Figure 3.20: 13
CNMR spectrum of polyester polyol B1 in CDCl3 163
Figure 3.21: GPC chromatograms and results of EPOo 166
Figure 3.22: GPC chromatograms and results of B1 167
Figure 3.23: The effects of reaction time on average molecular weight 169
of polyester polyol
Figure 3.24: Comparison of the average molecular weight of 170
polyester polyol, P1-P4, obtained from different temperature
Figure 3.25: Comparison of the average molecular weight of 172
polyester polyol, B1-B5, at 180 °C for 4 h
xxvii
Figure 3.26: Effect of isocyanate index on density and hysteresis of the foam 176
Figure 3.27: Effect of isocyanate index on compression stress of the foam 177
Figure 3.28: Effect of isocyanate index on tensile stress and elongation 180
at break of the foam
Figure 3.29: Effect of isocyanate index on tear resistance of the foam 181
Figure 3.30: Microphotographs of open cell flexible polyurethane foam 183
prepared with isocyanate index in the range of
0.90-1.10 at x 40 magnification
Figure 3.31: DSC curves of the polyurethane foam 185
Figure 3.32: TGA curves of the polyurethane foam 186
Figure 3.33: Effect of water content on density and hysteresis of the foam 190
Figure 3.34: Effect of water content on compression stress of the foam 192
Figure 3.35: Effect of water content on tensile stress and elongation 195
at break of the foam
Figure 3.36: Effect of water content on tensile stress and tear resistance 194
of the foam
Figure 3.37: Microphotographs of open cell flexible polyurethane foam 196
prepared from 2, 3 and 4 g of water content at x40 magnification
Figure 3.38: DSC curves of the polyurethane foam 198
Figure 3.39: DSC curves of the polyurethane foam 199
Figure 3.40: TGA curves of the polyurethane foam 200
Figure 3.41: TGA curves of the polyurethane foam 201
Figure 3.42: Effect of different polyols on density and hysteresis of the foam 204
Figure 3.43: Effect of different polyols on compression stress of the foam 205
Figure 3.44: Effect of different polyols on tensile stress and 208
tear resistance of the foam
Figure 3.45: Effect of different polyols on elongation at break 209
of the foam
Figure 3.46: Representation of the ideal structure of polyurethane 210
xxviii
Figure 3.47: Microphotographs of open cell flexible polyurethane foam 211
prepared from different polyols and 2 g of water
at x40 magnification
Figure 3.48: DSC curves of the polyurethane foam 213
Figure 3.49: TGA curves of the polyurethane foam 214
Figure 4.1: Reaction setup 219
Figure 4.2: Illustration of the dimensional stability test sample 236
Figure 4.3: Tear resistance test specimens 248
xxix
ABBREVIATIONS
AFM Atomic Force Microscopy
AOCS American Oil Chemist’s Society
AOTD Advanced Oleochemical Technology Division
ASTM American Society for Testing and Materials
ATR-FTIR Attenuated Total Reflection- Fourier Transform InfraRed
BSA N, O-bis (trimethylsilyl) acetamide
BSTFA N,O-bis(trimethylsilyl)-trifluoroacetamide
CASE Coating, Adhesives, Sealants, Elastomers
CDCl3 Deuterated chloroform
CFCs Chlorofluorocarbons
CNSL Cashew Nut Shell Liquid
DAT Diamino toluene
DEA Diethanolamine
DGEBA 2, 2-bis [4- (2, 3-epoxypropoxy) phenyl] propane/ diglycidyl ether
of bisphenol A
DMA Dynamic Mechanical Analysis
DMPA Dimethylol propionic acid
DSC Differential Scanning Calorimeter
EFB Empty Fruit Bunch
EPOo Epoxidized Palm Olein
fnOH Number average functionality
FTIR Fourier Transform InfraRed
GC Gas Chromatography
GC-MS Gas Chromatography-Mass Spectrometry
xxx
GPC Gel Permeation Chromatography
H12MDI 4, 4’ di(isocyanatocyclohexyl)methane
HDI Hexane-1, 6-diol diisocyanate
HPLC High Performance Liquid Chromatography
HTPB Hydroxyl terminated polybutadiene
IPA Isopropyl alcohol
IPDI Isophorone diisocyanate
IPDI Isophorone diisocyanate
KBr Potassium bromide
LC-MS Liquid Chromatography-Mass Spectrometry
LOI Limiting Oxygen Index
MALDI-TOF Matrix Assisted Laser Desorption /Ionization- Time Of Flight
MDI Diphenylmethane diisocyanate
Mn Number average molecular weight
MPOB Malaysian Palm Oil Board
MRI Magnetic Resonance Imaging
Mw Weight average molecular weight
NMR Nuclear Magnetic Resonance
OMO Modal aryl-alkyl diurethane
OOC Oxirane Oxygen Contents
PDI Polydispersity index
PDMS Polydimethylsiloxane
PEO-PPO Polyethylene oxide-co-propylene oxide
PGE Phenylglycidyl ether
PKO Palm Kernel Oil
xxxi
PKOo Palm Kernel Olein
PPG Polypropylene glycol
Pph Parts per hundred
PTMO Poly (oxytetramethylene) diol
PU Polyurethane
PUDs Polyurethane dispersions
Quadrol N,N,n’,N’-tetrakis[2-hydroxypropyl]ethylenediamine
RBD Refined Bleached Deodorized
RHR Rate of heat release
SAXS Small Angle X-ray Scattering
SEC Size Exclusion Chromatography
TDI Toluene diisocyanate
TEA Triethanolamine
TEBAC Triethylbenzyl ammoniumchloride
TEDA Triethylene diamine
TEM Transmission Electron Microscopy
Tg Glass transition temperature
TGA Thermogravimetric analysis
THF Tetrahydrofuran
Tdec Decomposition peak temperature
VEM Video-Enhanced Optical Microscopy
WAXS Wide-Angle X-ray Diffraction