
Challenges in Resistance Welding of Ultra High Strength Steels
Upload
andra-weaverCategory
view
226download
1
RG 2
ULTRA HIGH STRENGTH STEELS
Conventional direct hardening steels are usually designed ranges of tensile strength, which in commercial practice ranges from 75 or 100 MPa. For example, 850-1100 MPa.
In commercial engineering applications, the tensile strength is usually limited to a maximum of 1250 MPa, with a few exceptions to 1500MPa. Above 1500 MPa, steels are considered to be ultra-high tensile with 2200MPa being a limit for conventional quench/temper heat treatment practice.
Introduction in
General effect of Tempering Temperature on the Room Temperature Mechanical Properties of Steels Initially Quenched to be Almost Completely Martensitic.

RG 3

RG 4
Remelted Ultra-High Strength Steels
Electro-Slag Remelting (ESR) and Vacuum Arc Remelting (VAR) are
processes often used to improve the purity and reduce the inclusion
content of ultra-high strength alloy steels. They involve total remelting of a
consumable “Electrode” in the form of a specially prepared ingot of the
steel quality to be remelted.
ESR is a reactive process whereby sulfur is reduced and was used
for that purpose before ladle technology was developed to its current
level. Inclusions are removed by chemical and physical means. Even
though the inclusion content is less, the oxygen content is higher than
air melted steels. Nitrogen levels do not change significantly.
Hydrogen can increase if an inert atmosphere is not used but
steelmakers know how to remove it later by heat treating the product.

RG 5
VAR removes oxygen, while hydrogen and nitrogen can remove sulfur, although the feedstock ingots for the process are often made to very low sulfur levels, 0.005%S max.
The process are slow (approximately – 1 tonne/h) hence relatively high costs are incurred (typically 3 times more expensive than the conventional condition).

RG 6
• Solution hardening. Except for nitrogen, which dissolves as an interstitial like carbon, all other suitable elements will always be of the substitutional solid solution type.
• Precipitation hardening. Either by forming finely dispersed hard and small carbides of the alloying elements, or by influencing the cementite formation to occur in fine particles, or by producing precipitates of compounds of the alloying elements (e.g. borides, or intermetallic phases), or by all of the above.
• Grain size reduction. You may produce small grains (i.e. from a martensitic transformation which rips on i "apart" in many grains), and/or keep small grains small by keepig grain boundaries from moving (i.e. grains from growing) by precipitating suitable elements there (without making the grain boundary brittle, of course). This will always lead to hardening, too.
Solution hardening in alloy steels
Hardening mechanisms of maraging steel

RG 7

RG 8
Processing of ultra-high strength involves tighter disciplines than are normally adopted for lower strength direct hardening alloy steels.
Processing of Ultra-High Strength Steels
Processing stages for ultra-high strength steels
RG 9
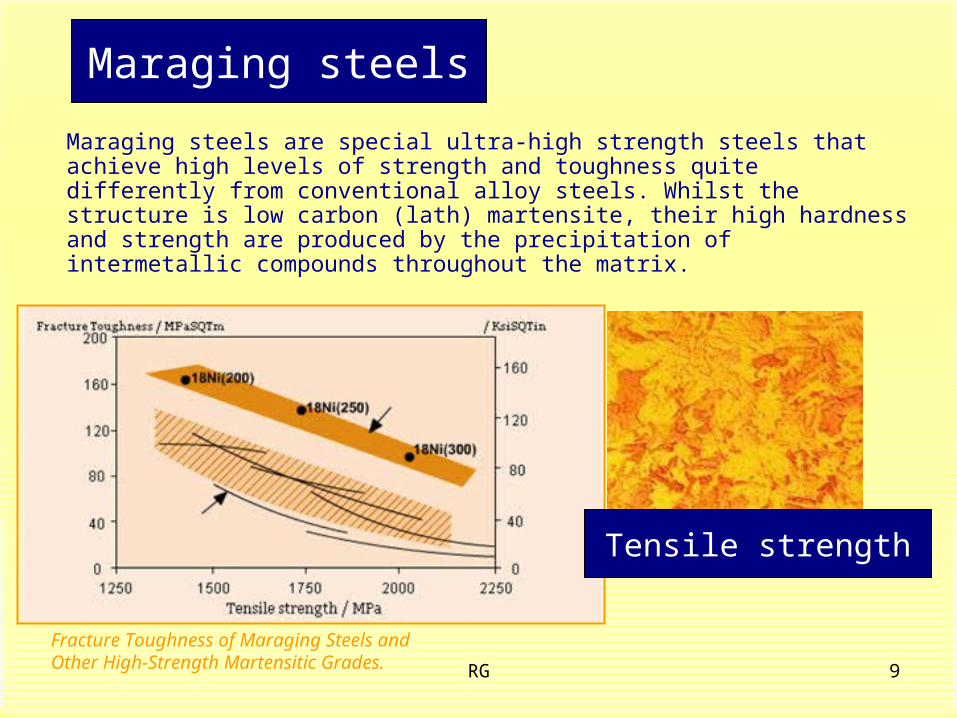
Maraging steels are special ultra-high strength steels that achieve high levels of strength and toughness quite differently from conventional alloy steels. Whilst the structure is low carbon (lath) martensite, their high hardness and strength are produced by the precipitation of intermetallic compounds throughout the matrix.
Fracture Toughness of Maraging Steels and Other High-Strength Martensitic Grades.
Maraging steels
Tensile strength

RG 10
Tipical chemical composition and mechanical
properties of maraging steels
Maraging steels have very low carbon contents (0.01-0.03 max.) and restricted silicon and manganese levels. The major alloying elements are nickel, cobalt, molybdenum and titanium. Like other ultra-high strength steels, they are invariably vacuum arc remelted.

RG 11
This iron-based family of steels are based on a
composition of iron and 18 % nickel with
additions of cobalt, molybdenum and titanium
plus other elements. The most frequently
specified 'C' grades contain a significant amount
of cobalt. There are also 'T' (titanium) grades
which contain no cobalt and have a lower
molybdenum content and a greater addition of
titanium compared with the corresponding
strength 'C' grades.

RG 12
The structure of the alloys are formed of fine martensite which then undergoes an aging process (precipitation hardening) giving them the name 'mar-aging' steels.
Maraging steels are characterised by ultra-high strength, simple aging treatment which minimises distortion, high levels of toughness, moderate corrosion resistance (similar to that of standard martensitic steels), good machinability (usually in the annealed condition) and good weldability.

RG 13

RG 14
Maraging steels are
diverse and include missile
casings, tooling, ordnance
mounting blocks, high
performance autosport
components, couplings,
bearings, load cells,
landing gear components,
transmission shafts, jet
engine components and
helicopter drive shafts.
APPLICATIONS OF MARAGING STEELS
Applications of are always where the unique strength/weight ratio is vital; this is done in order to justify the very high cost of these steels.
They are used in ultra-high strength aircraft components and find a strategic military role in lightweight bridges, etc.
Formula One Racing structural components are often made from these steels.
In addition to superb mechanical proporties there is little distortion experienced during the aging process.

RG 15

RG 16


















