
Revised Manuscript - Numerical Simulation -new - CiteSeerX
16
Y. B. Li and W. Zhou , Numerical Simulation of Filling Process in Die Casting, Materials Technology , Vol. 18, No. 1, 2003, pp. 36-41. Numerical Simulation of Filling Process in Die Casting Li Yongbao * and Wei Zhou ** Affiliation of authors: * School of Mechanical & Production Engineering Nanyang Technological University 50 Nanyang Avenue Singapore 639798 ** Division of Engineering & Applied Sciences Harvard University 9 Oxford Street Cambridge, MA 02138-2901, USA Author for correspondence: Wei Zhou E-mail: [email protected] Acknowledgments The authors would like to thank Dr. Markus Schmid in ARGE Metallguss, Germany for providing the experimental results on water analogy. One of the authors (WZ) would like to thank Dr. Hu Banghong and Prof. David Taplin for helpful discussion and Nanyang Technological University for financial support through AcRF 79/98.
Transcript of Revised Manuscript - Numerical Simulation -new - CiteSeerX

Y. B. Li and W. Zhou, Numerical Simulation of Filling Process in Die Casting, Materials Technology, Vol. 18, No. 1, 2003, pp. 36-41.
Numerical Simulation of Filling Process in Die Casting
Li Yongbao * and Wei Zhou **
Affiliation of authors: * School of Mechanical & Production Engineering Nanyang Technological University 50 Nanyang Avenue Singapore 639798 ** Division of Engineering & Applied Sciences Harvard University 9 Oxford Street Cambridge, MA 02138-2901, USA
Author for correspondence: Wei Zhou E-mail: [email protected]
Acknowledgments The authors would like to thank Dr. Markus Schmid in ARGE Metallguss, Germany for providing the
experimental results on water analogy. One of the authors (WZ) would like to thank Dr. Hu Banghong
and Prof. David Taplin for helpful discussion and Nanyang Technological University for financial
support through AcRF 79/98.
1
Numerical Simulation of Filling Process in Die Casting
Li Yongbao and Wei Zhou
Abstract Mould filling in high pressure die casting is a complex process where performance is governed by a
number of design variables. The small heat capacity of magnesium alloys, combining with low
density, results in the magnesium molten mass chilling very rapidly. This makes the modeling of
filling process in magnesium die casting more important in assuring the quality of casting. In order to
realize this objective, a 3-D software program using FDM is developed to simulate the filling process.
This program includes a mesh generation module, a solver, a post-processor and a Graphic User
Interface (GUI). SMAC method was used to solve the full Navier-Stokes equations and track the free
surface, and the κ-ε model to account for the turbulence phenomenon during filling process. The
simulation results were shown to be in good agreement with the experimental results.
Keywords: die casting, filling process, numerical simulation, magnesium Nomenclature c Specific heat, J/g⋅K Cµ, C1, C2 Empirical constants in the k-ε model gx, gy , gz Gravitational constant in vector notation corresponding to x, y, z directions, cm/s2 k Thermal conductivity, W/cm⋅K K Turbulence kinetic energy, cm2/s2 p Pressure, g/cm⋅s2 S An energy source t Time, s T Temperature, K u, v, w Velocity components in x, y, z directions, m/s α Over-relaxation parameter, 0.5 to 0.7 γ Coefficient of kinematic viscosity δ Prescribed tolerance, 2×10-4 ε Dissipation rate of turbulence kinetic energy, cm2/s3 µ Molecular viscosity, cm2/s µe Effective viscosity, cm2/s µt Apparent viscosity, cm2/s ρ Density of melt, g/m3
σk, σε Schmidt numbers for K and ε ψ Potential function
2
1 Introduction Magnesium alloys offer attractive properties, particularly a high strength-to-weight ratio, which
makes them particularly ideal for components requiring low weight. High pressure die casting is the
most attractive manufacturing route for these components. With better fluidity than aluminum,
magnesium is highly suitable for production of components with long and thin sections. However, due
to the significantly lower thermal capacity of magnesium, molten magnesium will solidify very
rapidly during mould filling process. Today's die casting is still largely empirical in design and
process control. The result is greater difficulties in magnesium alloy die casting than in aluminum.
Porosity in die castings is a major defect limiting further applications [1-2]. Numerical simulation was
introduced in order to improve the running system design of die casting process and eliminate
porosity and cold shut in magnesium alloy castings [3-5]. Because of the high inlet speed and
turbulent flow, it is more challenging to simulate the mould-filling process during die casting than in
sand casting process.
The molten metal in die casting can be regarded as Newtonian fluid; therefore, to model the fluid flow
in die castings, the complete Navier-Stokes equations need to be used to calculate transient velocity
and pressure changes and the κ-ε model must be used to account for turbulence. The two most
important numerical methods employed in casting simulation are Finite Difference Method (FDM)
and Finite Element Method (FEM). FDM is relatively easy to program and it produces results with
reasonable accuracy [6-8], although FEM has been shown to have advantages over FDM for modeling
thin-walled castings [9-10]. Recently, Smoothed Particle Hydrodynamics (SPH), a meshless method
for solving physical problems governed by partial differential equations, has been used to model high
pressure die casting [11]. With the development of numerical methods, Boundary Element Method
(BEM) has also been used in the modeling of the filling process [12].
The main task in modeling the filling process of die casting is the solution to the N-S equations and
determination of free surface. In earlier studies, two computational fluid dynamic s techniques, namely
MAC (Marker and Cell) [13-14] and SOLA-VOF (SOLution Algorithm and Volume of Fluid) [15-

3
16], have been found to be suitable to treat fluid flow problems of this kind. Based on MAC the
SMAC (Simplified MAC) method was developed, in which the pressure does not need be calculated
[17]. The two main methods of tracking free surface during time-dependent flow are VOF and MAC
[6-16].
In the present study, a three dimensional program was developed to analyze the filling process of die
casting. The program includes a solver, pre- and post-processors. In order to achieve the main task of
this program in a limited period, STereo Lithography (STL) file was used to input geometric models
from commercial CAD software packages such as Pro/Engineering. STL files can keep all the
identities of the model (compared with IGES files) even though triangular facets are used in STL to
approximate curved surfaces. The detailed algorithm of the mesh generation can be found in reference
[18]. Simulation results from the program were found to be in good agreement with experiment.
2 Mathematical Model The mathematical model of mould filling process is obtained from momentum, mass and energy
conservation. These equations are as follows:
Continuity equation:
0zw
yv
xu =
∂∂+
∂∂+
∂∂ (1)
Momentum equations:
∂∂
+∂∂
+∂∂
γ++∂∂
ρ−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
xz
u
y
u
x
ug
x
p1
z
uw
y
uv
x
uu
t
u (2)
∂∂
+∂∂
+∂∂
γ++∂∂
ρ−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
yz
v
y
v
x
vg
y
p1
z
vw
y
vv
x
vu
t
v (3)
∂∂
+∂∂
+∂∂
γ++∂∂
ρ−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
zz
w
y
w
x
wg
zp1
zw
wyw
vxw
utw (4)
Energy equation:
Sz
T
y
T
x
T
c
k
z
Tw
y
Tv
x
Tu
t
T2
2
2
2
2
2
+
∂∂
+∂∂
+∂∂
ρ=
∂∂
+∂∂
+∂∂
+∂∂
(5)

4
where, ρ is density, γ is the coefficient of kinematic viscosity, gx, gy and gz are vector components of
gravity, u, v and w are velocity components in x, y and z directions respectively, p is pressure, k is
thermal conductivity, c is specific heat, T is temperature and S is a heat source term.
It should be realized that for most problems in casting, especially in high pressure die casting, the
fluid flow is turbulent during the filling stage. Since turbulence is a very effective means for mass,
momentum and energy transport, it has a significant effect on the viscosity. Among the turbulence
models it is the turbulence transport equations which are more difficult and time consuming to
implement than other models. It is, however, the simplest turbulence model, for which only initial
and/or boundary conditions need to be supplied. In particular the κ-ε model (two-equation model) is
well established and the most widely validated turbulence model because of its excellent performance
for many applications. The κ-ε model [19] was therefore adopted in this study.
The dependent variables in N-S equations were replaced with time averages plus fluctuations. After
time averaging, the same form of continuity and momentum equations (see equations 1-4) can be
obtained for incompressible flow, except that the molecular viscosity is replaced by effective viscosity
µe (i.e. the sum of molecular viscosity µ and apparent viscosity µt). The key to solving the momentum
equation of turbulent flow is to determine the apparent viscosity. The two-equation model is
introduced to define the value of µt.
The standard κ-ε model uses the following transport equations for turbulent kinetic energy κ and the
rate of dissipation per unit mass ε:
ρε−+∂∂
⋅σµ
+µ∂∂
=ρ∂∂
+ρ∂∂
kjk
t
jj
j
P)x
K(
x)Ku(
x)K(
t (6)
)CPC(K
)x
(x
)u(x
)(t 2k1
j
t
jj
j
ρε−ε
+∂∂ε
⋅σµ
+µ∂∂
=ερ∂∂
+ρε∂∂
ε
(7)
where
)x
u
x
u(
x
uP
i
j
j
i
i
itk ∂
∂+
∂∂
∂∂
µ=
(8)

5
Then µt can be expressed as follows:
ερ=µ µ KC 2t
(9)
The equations contain five constants Cµ, σk, σε, C1 and C2. The standard κ-ε model employs values for
the constants that are arrived at by comprehensive data fitting for a wide range of turbulent flows. The
values are listed in Table 1.
Table 1 Values of the constants in standard κ-ε model [19]
Cµ C1 C2 σε σκ
0.09 1.44 1.92 1.3 1.0
3 Numerical Solution A simplified MAC (SMAC) method was adopted based on MAC [17]. In MAC the velocity and
pressure fields are solved explicitly and an iterative procedure is normally needed for the solution of
the Poisson equation for the pressure field. However, pressure needs not be calculated in SMAC.
According to the SMAC method, an arbitrary pressure field is first assigned to solve for the new time
step velocities field (tentative velocity field) and then this tentative velocity field is altered by the
addition of the gradient of an appropriate potential function ψ. If the velocity potential function at the
new time step can be obtained, the velocity field can be corrected and has zero divergence.
In order to convert the tentative velocity field into the final velocity field so that divergence
0D k,j,i = for every cell, the change in each velocity was given by the gradient of the potential
function. This, together with the requirement 0D 1nk,j,i ≡+ and appropriate boundary conditions allowed
the value of ψi , j , k for every cell to be determined uniquely. In order to accumulate the computation
speed, an over-relaxation method was adopted. The equation for the ψ at each new time step is given
by:

6
ψα−ψ+ψ
+
ψ+ψ+
ψ+ψ+−
++×α+=ψ
−+
−+−++
k,j,i2
1k,j,i1k,j,i
2
k,1j,ik,1j,i
2
k,j,1ik,j,1i~
k,j,i222
1nk,j,i
)dz
dydxD()dz1dy1dx1(2
1
(10)
where ψn+1 is referred to as the ψ value of new iteration, ψn is referred to as the ψ value of old
iteration, α is an over-relaxation parameter, and D~
i,j,k is a tentative divergence value calculated by the
tentative velocity field. The iteration is considered to have converged when the following condition
has been satisfied for all full-filled cells.
δ<ψ+ψ
ψ−ψ+
+
nk,j,i
1nk,j,i
nk,j,i
1nk,j,i
(11)
where δ is usually on the order of 2×10-4. The value of α affects the speed of convergence and is
typically between 0.5 and 0.7. The optimum value of α depends on the size of the system and it is
normally obtained by trial and error.
After the sweep through all the mesh elements (and the above iteration is satisfied) these values
become final for the cycle. The final values of ψ are used to convert the tentative velocity field to the
final velocity for the cycle. Marker particles, which are embedded in the flow to trace the free surface
of the flow, are moved with a weighted average of the nearest velocities. The SMAC computational
cycle is schematically shown in Figure 1.
In order to allow computation by personal computer the κ-ε model was not coupled with the N-S
equations but added as a modification of apparent viscosity (i.e. the apparent viscosity was replaced
by effective viscosity.) In every computation cycle equations 6 and 7 are solved explicitly using
updated velocities. Various methods may be used to discretize a differential equation. In the current
study, the energy equation (i.e. equation 5) is discretized using an explicit upwind scheme for heat
convection and a central differential scheme for heat conduction. The energy source (S) in the
equation is solved by an equivalent specific heat method.

7
The time increment in mould filling simulation is always limited to a small value by the evolution of
free surfaces. Therefore an explicit scheme may be adopted to solve the energy equation while the
stability requirement is satisfied and calculation time is reduced. Since there is little difference in solid
phase among the neighboring flowing cells the influence on enthalpy caused by advective flow can be
ignored. A coefficient for heat conduction is required because the touching area between two adjacent
surface cells is variable.
4 Case Studies
4.1 Case One: Circular Casting with a Core
The experiment was performed by Dr. Markus Schmid at ARGE Metallguss in Aalen, Germany and
the results were used to test the simulation program. The dimensions of the casting are shown in
Figure 2. The medium used in the experiment was water for ease of observation. The initial water
temperature of 100 °C was assumed in the numerical simulation to calculate the temperature
distribution during filling process. The sprue was disregarded so as to decrease the computation
elements. The mesh size was 1×1×1 mm, and the total number of mesh elements was was 84,096. The
inlet speed was 18.6 m/s and the thermophysical properties used in the present computations were as
given in Table 2.
Table 2 Thermophysical properties used in the simulation
Material
Thermal Conductivity (W/cm⋅K)
Specific heat (J/g⋅K)
Density (g/cm3)
Viscosity (cm2/s)
Water 0.603 4.187 1.0 0.01
Mould 0.28 0.46 7.8 NA
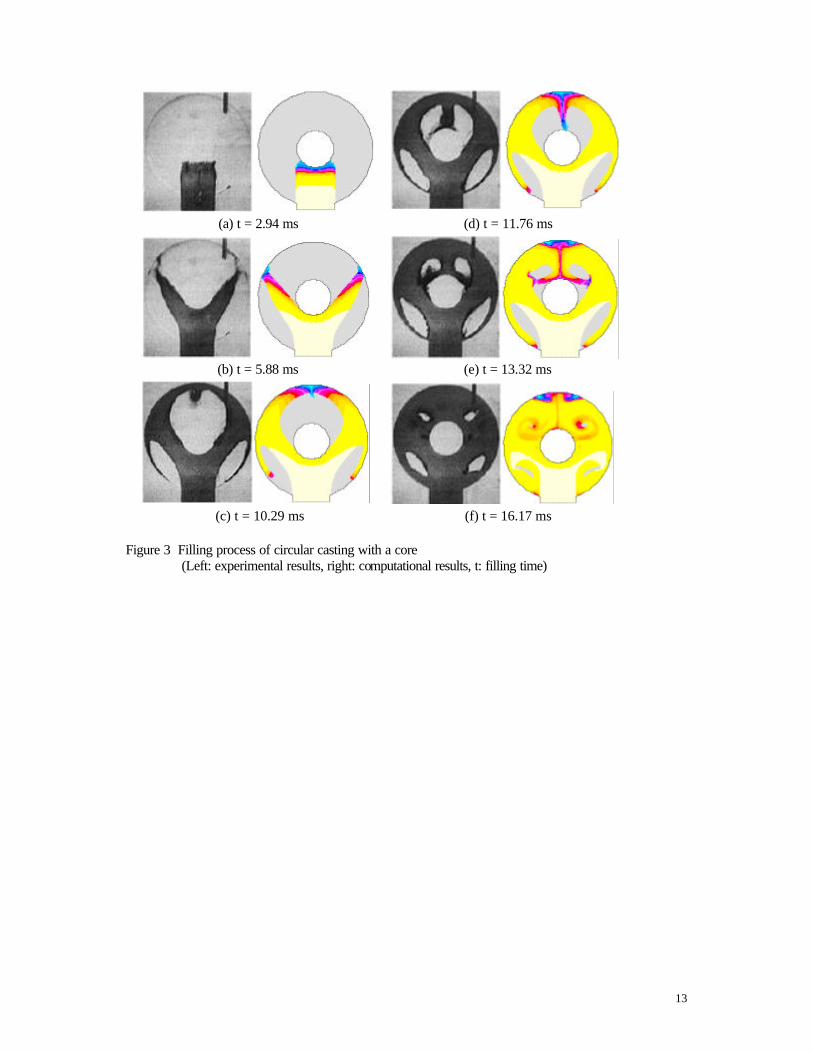
Figure 3 compares six stages of the flow of water into the die as predicted using the 3D simulation
program. The thickness in the Z direction was only 2 mm so difference in liquid temperature along Z
direction was small. Therefore, only 2D pictures are presented. Comparison of the stages in Figure 3
shows that the simulation predicts all the essential features of the flow very well. In particular, the
simulation produces reasonably accurate predictions of the shape of the jet, its trajectory along the
8
circular wall, the collision and splashing of the jet's two fronts meeting at the top point, and the shape
and size of the voids in the last stage.
Minor differences can be noted between the simulation and experimental results. For example, when
the upper two fronts of water merge to produce a vertical downward jet that strikes the core from
above. The experimental results show that the splashing water moves along the core wall but the
simulation predicts that the water splashes out horizontally, as shown in Figure 3(e). The difference
may be due to the "stair stepped" surface after FD mesh generation and this can be improved by a
method of partial cell treatment [20]. Overall, the computational results show a good agreement with
experimental ones.
4.2 Case Two: Cylindrical Bar Casting of Magnesium Alloy AM60B
The casting consists of four cylindrical bars arranged parallel to each other. The bars are identical in
geometry and have a diameter of 10 mm and a length of 100 mm. The material was magnesium alloy
AM60B and the melt temperature was controlled to 650 °C. A Frech hot-chamber die casting machine
was used and the filling time was 11 ms. The thermophysical properties used in the present
computations of the AM60B alloy and the die are given in Table 3 and the simulation results are
shown in Figure 4.
Table 3 Thermophysical properties of the cylindrical bar casting
Material Thermal conductivity (W/cm⋅K)
Specific heat (J/g⋅K)
Density (g/cm3)
Viscosity (cm2/s)
Latent heat (J/g)
AM60B 0.77 1.333 1.64 0.00908 370
Die (H13 steel) 0.28 0.46 7.8 NA NA
The flow visualization shows that the magnesium melt enters the die cavity as a straight jet.
Irregularities of the flow surface were noticed. When the jet hits the far end of the bar, the melt is
"bounced" backwards along the wall, as shown in Figure 5. The figure was obtained by sectioning a
9
bar vertically along its axis. When the melt is "bounced" back along the wall, it solidifies before the
central portion does. Therefore, the skin layer of the die-cast bar was expected to have less porosity.
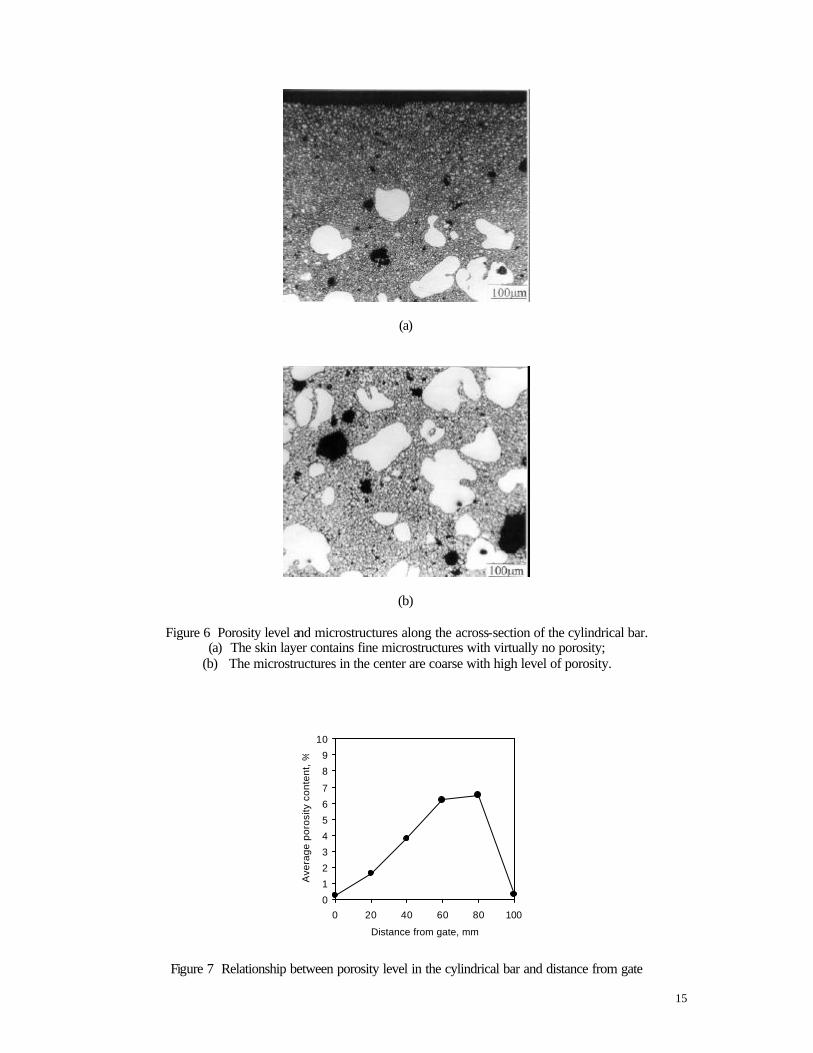
A die-cast bar was cut perpendicularly to its axis and the cross-section was ground and polished
carefully. Metallographic examination of the cross-section using a Zeiss Axiotron optical microscope
revealed that the skin layer was virtually porosity-free but the central area contained high level of
porosity, as shown in Figure 6. This confirms the above analysis. It was also be noted from Figure 6
that the skin layer consists of much finer microstructures than the core. This is because the skin
solidifies before the core and at much faster rate due to its close contact with the steel mould. The
microstructures of cast AM60B castings were observed to consist of a bi-modal distribution of α-Mg
grains and intergranular β-Mg17Al12 phases. Furthermore, α-Mg grains were surrounded by eutectic β-
Mg17Al12 phases. This structure is called a divorced eutectic [Mg(α) + Mg17Al12(β)] structure. The
formation of this divorced eutectic structure is due to the high solidification rate involved in the
magnesium die casting process.
Quantitative image analysis was performed using a Leica Quantimet 520 system on as-polished
specimens to measure the porosity contents of various cross-sections of the magnesium bar. Figure 7
shows the porosity level as a function of the distance from the gate. It was seen that the porosity level
tends to be higher at locations further away from the gate except for the extreme far end, which was
very low. This was easily understandable because it is close to the overflow slot and the mangesium
alloy solidifies early. When the overflow slot is completely filled the gas level in the melt will
determine the gas porosity in the final casting. It is known that low temperature melt tends to contain
less gas. The simulation results (see Figure 5) show that before solidification occurs the melt
temperature is higher in locations further away from the gate, and this explains well why the porosity
level is higher in locations furthest away.

10
5 Summary and Conclusions
Based on the SMAC method, the Navier-Stokes equations were solved in three dimensions by Finite
Difference Method (FDM) to simulate the filling process in die casting. The κ-ε model was used to
account for the turbulent flow during filling process. The FDM simulation program was first
examined using available experimental results for circular casting with a core. The simulated flow
patterns were found to be in good agreement with the experimental results, indicating that the free
surfaces during filling process were tracked correctly using the program. The simulation program was
further examined using experimental results for cylindrical bar die casting of an AM60B magnesium
alloy. The simulation results show that the magnesium melt enters the die cavity as a straight jet and
then "bounced" back along the wall when the jet hits the far end of the bar and that before
solidification occurs the melt temperature is higher in locations further away from the gate. These
results explain well the existence of fine-grained skin layer in the bar and the observation that porosity
level in the bar is higher in locations further away from the gate.

11
References
1. W. T. Andresen, Die Casting Engineer 41, 30 (1997).
2. G. Bar-Meir, On Gas/Air Porosity in Pressure Die Casting (Ph.D. thesis, University of Minnesota, 1995), pp. 5-9.
3. C. C. Tai and J. C. Lin, Journal of Materials Processing Technology 86, 87 (1999).
4. I. Rosindale and K. Davey, Journal of Materials Processing Technology 82, 27 (1998).
5. S. C. Lu, A. B. Rebello, R. A. Miller, G. L. Kinzel, and R. Yagel, Computer-Aided Design 29, 727 (1997).
6. M. Schmid and F. Klein, in Proceedings of 18th International Die Casting Congress and Exposition, edited by L. J. Ouimet and W. A. Bulter (North American Die Casting Association, Illinois, 1995) pp. 93-99
7. K. Anzai and T. Uchida, in Modeling of Casting, Welding and Advanced Solidification Processes V, edited by M. Rappaz, M. R. Ozgu and K. W. Mahin (Warrendale, Pa.: TMS, Switzerland, 1991), p. 741.
8. R. A. Stoehr and C. Wang, in Modeling of Casting, Welding and Advanced Solidification Processes V, edited by M. Rappaz, M. R. Ozgu and K. W. Mahin (Warrendale, Pa.: TMS, Switzerland, 1991), p. 725.
9. K. Venkatesan and R. Shivpuri, in proceedings of 18th International Die Casting Congress and Exposition, edited by L. J. Ouimet and W. A. Bulter (North American Die Casting Association, Illinois, 1995) pp. 67-73.
10. J. F. Hetu, D. M. Gao, K. K. Kabanemi, S. Bergeron, K. T. Nguyen, and C. A. Loong, Advanced Performance Materials 5, 65 (1998).
11. P. W. Cleary and J. Ha, in Proceedings of the 13th Australian Fluid Mechanics Conference, edited by W. H. Melbourne et al. (Melbourne, 1998), p. 663.
12. P. Gilotte, L. V. Huynh, J. Etay, and R. Hamar, Transactions of the ASME 117 , 82 (1995).
13. F. H. Harlow and J. E. Welch, The Physics of Fluids 8, 2182(1965).
14. W. S. Hwang and R. A. Stoehr, AFS Transactions 95, 425 (1987).
15. R. A. Stoehr, C. Wang, W. S. Hwang, and P. Ingerslev, in Modeling and Control of Casting and Welding Processes III, edited by S. Kou and R. Mehrabian (Metallurgical Society California, Warrendale, Pa., 1986), p. 303.
16. W. S. Hwang and R. A. Stoehr, Materials Science and Technology 4, 240 (1988).
17. A. A. Amsden and F. H. Harlow, Journal of Computational Physics 6, 332 (1970).
18. Y. Li and B. Liu, China Foundry Machinery & Technology 4, 46 (1998), in Chinese.
19. J. C. Tannehill, D. A. Anderson, and R. H. Pletcher, Computational Fluid Mechanics and Heat Transfer, Second Edition, (Taylor & Francis, Washington, DC, 1997), p. 314.
20. D. B. Kothe, R. C. Mjolsness, and M. D. Torrey, RIPPLE: A Computer Program for Incompressible Flows with Free Surface (Los Alamos National Laboratory, New Mexico, 1991), p. 35.

12
Start
Input data
Reflagging
Pseudopressure
Calculating tilde velocity field
Tentative divergence calculation
Over-relaxation method forpotential function
Final velocity field
Particle movement
End
Filling is over?No
Yes
Figure 1 The SMAC calculation cycle Figure 2 Dimensions of circular casting with a core (thickness =2 mm).
13
(a) t = 2.94 ms (d) t = 11.76 ms
(b) t = 5.88 ms (e) t = 13.32 ms
(c) t = 10.29 ms (f) t = 16.17 ms
Figure 3 Filling process of circular casting with a core (Left: experimental results, right: computational results, t: filling time)

14
(a)
(b)
(c)
(d)
Figure 4 Results of simulation showing filling process of cylindrical bar casting
Figure 5 Results of simulation showing that the melt enters a cylindrical bar in the form of a jet and is "bounced" backward along the wall when striking the filled part.
15
(a)
(b)
Figure 6 Porosity level and microstructures along the across-section of the cylindrical bar. (a) The skin layer contains fine microstructures with virtually no porosity;
(b) The microstructures in the center are coarse with high level of porosity.
0
1
2
3
4
5
6
7
8
9
10
0 20 40 60 80 100
Distance from gate, mm
Ave
rag
e p
oro
sity
co
nte
nt,
%
Figure 7 Relationship between porosity level in the cylindrical bar and distance from gate


















