Research Article Thermomechanical-Phase Transformation...
13
Research Article Thermomechanical-Phase Transformation Simulation of High-Strength Steel in Hot Stamping Wenhua Wu, Ping Hu, and Guozhe Shen State Key Laboratory of Structural Analysis for Industrial Equipment, Faculty of Vehicle and Mechanics, Dalian University of Technology, Dalian 116024, China Correspondence should be addressed to Wenhua Wu; [email protected] Received 18 September 2014; Accepted 1 December 2014 Academic Editor: Chenfeng Li Copyright © 2015 Wenhua Wu et al. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. e thermomechanical-phase transformation coupled relationship of high-strength steel has important significance in forming the mechanism and numerical simulation of hot stamping. In this study a new numerical simulation module of hot stamping is proposed, which considers thermomechanical-transformation multifield coupled nonlinear and large deformation analysis. In terms of the general shell finite element and 3D tetrahedral finite element analysis methods related to temperature, a coupled heat transmission model for contact interfaces between blank and tools is proposed. Meanwhile, during the hot stamping process, the phase transformation latent heat is introduced into the analysis of temperature field. Next the thermomechanical-transformation coupled constitutive models of the hot stamping are considered. Static explicit finite element formulae are adopted and implemented to perform the full numerical simulations of the hot stamping process. e hot stamping process of typical U-shaped and B- pillar steel is simulated using the KMAS soſtware, and a strong agreement comparison between temperature, equivalent stress, and fraction of martensite simulation and experimental results indicates the validity and efficiency of the hot stamping multifield coupled constitutive models and numerical simulation soſtware KMAS. e temperature simulated results also provide the basic guide for the optimization designs of cooling channels in tools. 1. Introduction In order to meet the demands for reducing weight and improving safety, the hot stamping of high-strength steel, a new modern forming technology, has attracted more and more attention in the automobile industry [1]. e steel specimen produces martensitic microstructure and exhibits strong hardening abilities aſter hot stamping. e final yield strength and ultimate tensile strength can reach up to about 1000 MPa and 1500 MPa, respectively. With comparison to the traditional cold stamping pro- cess, which has been thoroughly studied by scholars through- out the world [2–5], in the standard hot stamping process a steel blank is heated in a furnace to a certain high temper- ature (880–950 ∘ C). e matrix organization and mechanical behavior change with the thermal effect. e austenite trans- formation is distributed uniformly in the blank [6]. en the heated blank is transferred into the tools (stamping molds) with water-cooled channels and formed and quenched simul- taneously for a short time (less than 10 seconds). e phase transformation behavior from austenitic to martensitic state in the material causes an increase of the tensile strength up to 1200–1500 MPa. roughout the entire stamping process, coupling thermomechanical characteristics are exhibited. e accurate control of temperature and final martensite rate play an important role in the final qualities of the molded parts [7]. e difficulty of hot stamping simulation is far beyond that of traditional cold forming. e thermodynamic prop- erties of materials are affected by the changing of the microstructure, especially in the phase transform phase. e strong rate-dependent constitutive behaviors and tem- perature sensitivities are significant throughout the entire stamping process. ermal contact and heat transfer between the tools and the blank surface must be considered with accuracy. e numerical modeling of the full process requires Hindawi Publishing Corporation Mathematical Problems in Engineering Volume 2015, Article ID 982785, 12 pages http://dx.doi.org/10.1155/2015/982785
Transcript of Research Article Thermomechanical-Phase Transformation...
Research ArticleThermomechanical-Phase Transformation Simulation ofHigh-Strength Steel in Hot Stamping
Wenhua Wu Ping Hu and Guozhe Shen
State Key Laboratory of Structural Analysis for Industrial Equipment Faculty of Vehicle and MechanicsDalian University of Technology Dalian 116024 China
Correspondence should be addressed to Wenhua Wu lxyuhuadluteducn
Received 18 September 2014 Accepted 1 December 2014
Academic Editor Chenfeng Li
Copyright copy 2015 Wenhua Wu et al This is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
The thermomechanical-phase transformation coupled relationship of high-strength steel has important significance in formingthe mechanism and numerical simulation of hot stamping In this study a new numerical simulation module of hot stampingis proposed which considers thermomechanical-transformation multifield coupled nonlinear and large deformation analysis Interms of the general shell finite element and 3D tetrahedral finite element analysis methods related to temperature a coupled heattransmission model for contact interfaces between blank and tools is proposed Meanwhile during the hot stamping process thephase transformation latent heat is introduced into the analysis of temperature field Next the thermomechanical-transformationcoupled constitutivemodels of the hot stamping are considered Static explicit finite element formulae are adopted and implementedto perform the full numerical simulations of the hot stamping process The hot stamping process of typical U-shaped and B-pillar steel is simulated using the KMAS software and a strong agreement comparison between temperature equivalent stressand fraction of martensite simulation and experimental results indicates the validity and efficiency of the hot stamping multifieldcoupled constitutive models and numerical simulation software KMAS The temperature simulated results also provide the basicguide for the optimization designs of cooling channels in tools
1 Introduction
In order to meet the demands for reducing weight andimproving safety the hot stamping of high-strength steel anew modern forming technology has attracted more andmore attention in the automobile industry [1] The steelspecimen produces martensitic microstructure and exhibitsstrong hardening abilities after hot stamping The final yieldstrength and ultimate tensile strength can reach up to about1000MPa and 1500MPa respectively
With comparison to the traditional cold stamping pro-cess which has been thoroughly studied by scholars through-out the world [2ndash5] in the standard hot stamping process asteel blank is heated in a furnace to a certain high temper-ature (880ndash950∘C) The matrix organization and mechanicalbehavior change with the thermal effect The austenite trans-formation is distributed uniformly in the blank [6] Then theheated blank is transferred into the tools (stamping molds)
with water-cooled channels and formed and quenched simul-taneously for a short time (less than 10 seconds) The phasetransformation behavior from austenitic to martensitic statein the material causes an increase of the tensile strength upto 1200ndash1500MPa Throughout the entire stamping processcoupling thermomechanical characteristics are exhibitedThe accurate control of temperature and final martensite rateplay an important role in the final qualities of the moldedparts [7]
The difficulty of hot stamping simulation is far beyondthat of traditional cold forming The thermodynamic prop-erties of materials are affected by the changing of themicrostructure especially in the phase transform phaseThe strong rate-dependent constitutive behaviors and tem-perature sensitivities are significant throughout the entirestamping processThermal contact and heat transfer betweenthe tools and the blank surface must be considered withaccuracyThe numerical modeling of the full process requires
Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2015 Article ID 982785 12 pageshttpdxdoiorg1011552015982785
2 Mathematical Problems in Engineering
thermomechanical coupledmaterial descriptions for the typeof steel considered
Bergman and Oldenburg implemented the numericalsimulation of hot forming [8] Eriksson et al investigatedthe temperature and strain rate dependence of hot formingmaterial [9] Naderi Bleck and Merklein researched theplastic flow criterion and material parameters under hightemperature [10 11] The theoretical analysis numericalsimulations and experimental studies of hot forming werepresented by Ma and Hu who provided a new method forhot forming die design and technical process design [12 13]
At present most of the forming software programs avail-able perform simplifications by using the rigid shell elementto simulate the 3D tools in the hot forming modeling Suchassumption causes difficulties in simulating the temperaturetransport process In 2012 Jiang Wu et al presented anumerical frame to simulate the thermal transport process byusing a thick shell element of tools [14 15] It can simulatethe simple components such as U-shaped steel with highaccuracy However for the majorities of autopanels thenumerical simulations of temperature domain with complex3D tool surfaces still face many difficulties and challenges
In this paper a fully coupled 3D thermomechanical-phase transformation finite element simulation of the hotstamping process is developed The rate-dependent thermalconstitutive model is implemented in the present softwareframework In terms of general shell finite element andthe 3D tetrahedral finite element analysis method relatedto temperature a coupled thermal transport modeling forcontact interaction between blank and tools is proposedThe hot stamping process of benchmark typical U-shapedsteel and B-pillar steel is simulated by the present numeri-cal program Strong agreements of temperature equivalentstress and fraction of martensite between the simulated andexperimental results indicate the validity and efficiency of thepresentmultifield coupled numericalmodel in simulating thehot stamping process for the automobile industry
2 Key Technologies for Thermomechanical-Phase Transformation Coupled Behavior
21 Constitutive Laws of High-Strength Steel 22MnB5 boronsteel is the most common steel used for hot stamping A briefintroduction to the thermomechanical-phase transformationcoupled constitutive relationship for high-strength steel ispresented in the following section Detailed descriptions canbe found in [13]
In order to model the thermal-elastic-plastic responseduring the hot stamping process an additive decompositionof the total strain increment ( 120576
119894119895) is utilized [13 14] The total
stain 120576119894119895can be expressed with the decomposition rate form
as follows
120576
119894119895= 120576
119890
119894119895
+ 120576
119901
119894119895
+ 120576
th119894119895
+ 120576
tr119894119895
+ 120576
tp119894119895
(1)
where 120576
119890
119894119895
is the elastic strain increment 120576
119901
119894119895
is the plasticstrain increment 120576
th119894119895
is the thermal strain increment 120576
tr119894119895
is the isotropic transformation strain increment and 120576
tp119894119895
is
00 01 02 03 04 05
True strain 120576
100
150
200
250
300
350
400
True
stre
ss120590
(MPa
)
500∘C
550∘C
600∘C
650∘C
700∘C750∘C
800∘C
ExperimentalQuadratic interpolation
22MnB5
h0 = 16mmdTdt = 50 ∘Csd120576dt = 1 sminus1
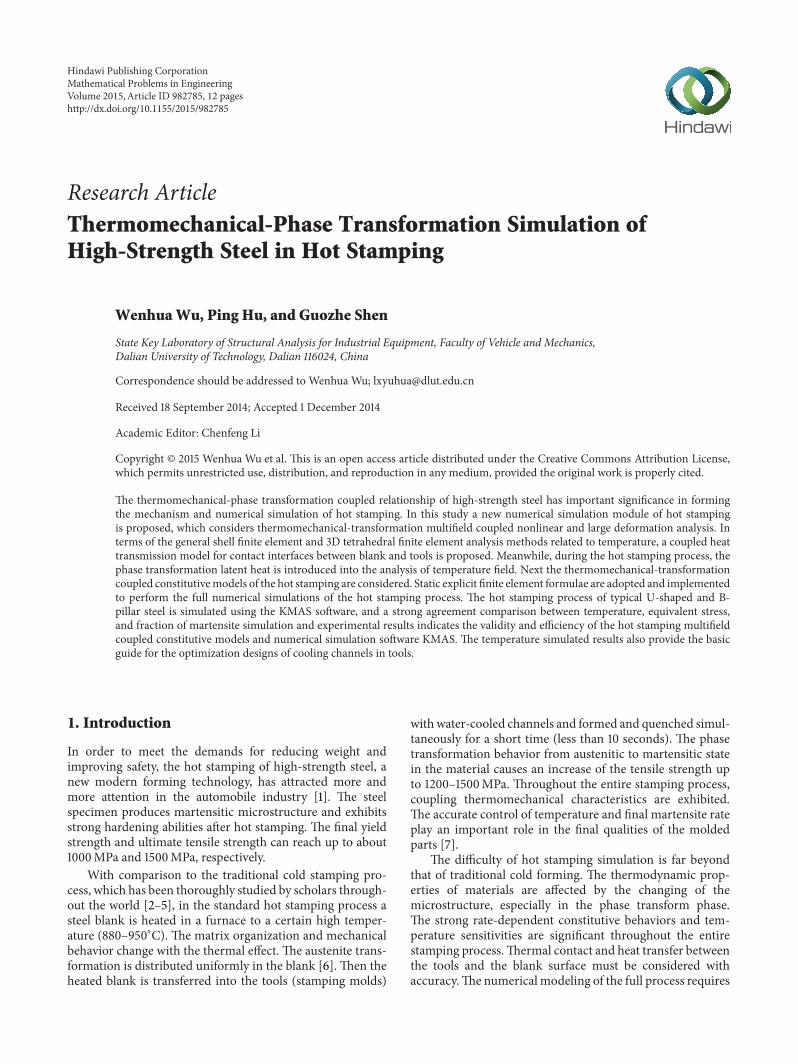
Figure 1 Stress-strain curves at different evaluated temperaturefrom 500∘C to 800∘C
the transformation induced plasticity increment 120576
tr119894119895
and 120576
tp119894119895
play an important role in hot forming and are expressed as(2) in the traditional quenching treatment
120576
tr= 120573
120585
120576
tp= 119896 (120590) 120590 (1 minus 120585)
120585
(2)
where 120585 is the fraction of martensitic transformation 120573 is thephase transformation volume coefficient and 119896 is the phasetransformation plastic coefficient related to equivalent stress120590
The sensitivity of temperature on the forming behaviorof 22MnB5 is investigated [16] The flow curves shown inFigure 1 indicate that the temperature has a strong influenceon the forming behavior of quenchable steel Temperatureincreasing leads to an appreciable reduction of stress level anda decreased work hardening exponent
For temperature variation from 500∘C to 800∘C rep-resentative true stress-strain curves are displayed for anexemplarily strain rate of 1 sminus1 Other curves under differenttemperatures are obtained by quadratic interpolation usingthe existing experimental curves such as the curves of 600∘Cand 700∘C as shown in Figure 1
22 Martensite Phase Transformation For the martensitephase transformation the relationship between temperatureand phase change is modeled using the equation proposed byMa et al [13] which can be written as follows
120585 = 1 minus exp [minus120579 (120590) (119872119904(120590) minus 119879)] (3)
where 120585 represents the fraction ofmartensitic transformation119872
119904represents the martensite transformationrsquos beginning
temperature 120579 represents the material parameter whichreflects the austenite-martensite transformation rate 120590 rep-resents equivalent stress and 119879 represents temperature
Mathematical Problems in Engineering 3
600
650
700
750
800
850
900
Ms(
K)
0 100 200 300 400 500
120590 (MPa)
Ms
(a) Martensite transformation temperature
0 100 200 300 400 500
120590 (MPa)
0008
0009
001
0011
0012
120579
120579
(b) Material parameter 120579
Figure 2 Relationships of the martensite start temperature119872119904
and material parameter 120579 with the variation to equivalent stress 120590
The corresponding relation between the equivalent stress120590 and starting temperature of martensite transformation119872
119904and the relationship between material parameter 120579 and
equivalent stress 120590 are shown in Figure 2In general the martensite start temperature119872
119904rises with
increasing tensile and compressive normal stresses as well asshear stresses The hydrostatic component always decreasesthe martensite start temperature In the present paper (3) isused to model the austenite to martensite reaction
3 Nonlinear Large-Deformation FEM Formulaof Hot Forming
Hot stamping is a coupled thermomechanical forming pro-cess with intended phase transformation During the solid-state phase transformations heat is released which theninfluences the thermal field Furthermore both the mechan-ical and thermal properties vary with the temperature vari-ation and deformation Consequently a realistic FE modelfor full process numerical simulationmust consider the inter-action among the mechanical thermal and microstructuralfields
31 Thermal Transport Model and FE Formulae
(i) Basic Formula of Heat Transfer in the Hot Forming ProcessThe equation of heat conduction in an isotropic solid is asfollows
119896(
120597
2
119879
120597119909
2
+
120597
2
119879
120597119910
2
+
120597
2
119879
120597119911
2
) + 119902V minus 120588119888120597119879
120597119905
= 0 (4)
where 120588 is the mass density 119888 is the specific heat 119896 is thethermal conductivity and 119902V is the internal heat generationrate per unit volume 119902V includes external heat sources aswell as transformation heat (119902tr) and heat generated by plasticdeformation (119902119901) as
119902
119901
= 119886120590
1015840
119894119895
120576
119894119895 (5)
where 1205901015840119894119895
is the deviatoric stress tensor and 120576
119894119895is the strain
increment
The latent heat 119902tr can be defined by the following equa-tion [16 17]
119902
tr= 120588119871
120597120585
120597119905
(6)
where 119871 is the latent heat of fusion (Jkg) 120585 is the volumefraction martensite transformation
The heat transfer processes between the contacted sur-faces were considered by using the following convectionboundary conditions
minus119896
120597119879
120597119899
= ℎ (119879 minus 119879
119886)
(7)
where 119879120572is the temperature at the contacted surface and ℎ is
the heat transfer coefficient
(ii) Governing Equation for 3D Transient Heat ConductionProcessThe finite element formulation for 3D transient heatconduction is as follows
119862
119890
119879
119890
+ 119870
119890
119879
119890
= 119865
119890
(8)
where119862119890 is the heat capacitymatrix119870119890 is the heat conductionmatrix and
119879
119890 and 119879119890 are the derivatives of element nodaltemperature with respect to time and element nodal temper-ature respectively 119865119890 is the nodal temperature load vectorTheir components are as follows
119862
119890
119894119895
= int
119881119890
120588119888119873
119894119873
119895119889119881
119870
119890
119894119895
= int
119881119890
119896(
120597119873
119894
120597119909
120597119873
119895
120597119909
+
120597119873
119894
120597119910
120597119873
119895
120597119910
+
120597119873
119894
120597119911
120597119873
119895
120597119911
)119889119881
119865
119890
119894
= int
119881119890
119873
119894119902V119889119881 + int
120597119881119890
119873
119894119902119889119860
(9)
where 119902 is the distributed heat flux per unit area and119873119894refers
to the shape function
4 Mathematical Problems in Engineering
X1
X2
X3
e2e3
e1
i
12058531205852
1205851
Figure 3 Quadrilateral temperature shell element
(iii) 3DThermal Shell ElementThe basic equation of temper-ature shell elements as shown in Figure 3 was developed byWang and Tang [18] The temperature shell elements adoptthe 1205851120585
2120585
3curvilinear coordinates with 120585
1 120585
2in the neutral
plane and 1205853perpendicular to the neutral plane Assume that
the inner element temperature field changes in second orderalong the 120585
3direction
119879 (120585
1 120585
2 120585
3 119905) = 119879
0(120585
1 120585
2 119905)
+ 119879
1(120585
1 120585
2 119905) 120585
3+ 119879
2(120585
1 120585
2 119905) 120585
2
3
(10)
where 1198790(120585
1 120585
2 119905) represents neutral surface temperature
and 1198791(120585
1 120585
2 119905) and 119879
2(120585
1 120585
2 119905) can be determined by the
boundary condition on 1205853= plusmn12
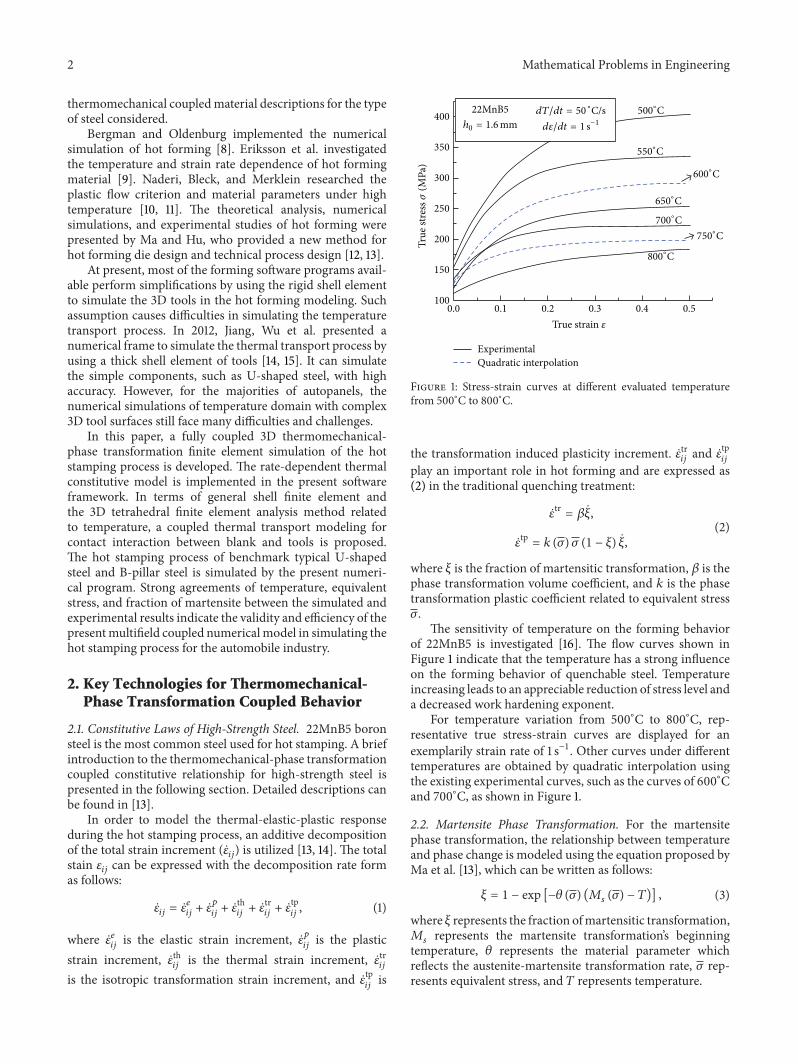
(iv) 3DThermal Tetrahedral Element [19]The 3D tetrahedralelement is implemented in the heat conduction simulation oftools It is assumed that temperature is a linear transformationfunction with the coordinates (119909 119910 119911)
119879 = 119886
1+ 119886
2119909 + 119886
3119910 + 119886
4119911 (11)
where 1198861 1198862 1198863 and 119886
4are the undetermined coefficients unit
four coordinates of the nodes 119894 119895119898 and 119897As shown in Figure 4 the shape function of the tetrahe-
dral element is obtained as follows
119873
120585=
1
6119881
119890
(119886
120585+ 119887
120585119909 + 119888
120585119910 + 119889
120585119911) (120585 = 119894 119895 119898 119897) (12)
where 119881119890is the volume of the tetrahedral element and 119886
120585 119887120585
119888
120585 and 119889
120585are the coefficients related to the node locations
32 FE Formula with Static Explicit Algorithm Based onthe continuum theory and virtual work principle [20] thestatic explicit finite element equation of coupled multifield isobtained by the following
[119870
119901] V119890 =
119891
119901 + 119892
119901 +
119891
119890
(13)
l (xl yl zl)
m (xm ym zm)
j (xj yj zj)
i(xi yi zi)
X
Z
YO
Figure 4 Temperature tetrahedral element
where V119890 is the nodal velocity vector and [119870119901] is the mass
matrix with the form of
[119870
119901] = int
119890
[119861]
119879
([
119863
119890119901] minus [119865]) [119861] + [119864]
119879
[119876] [119864] 119889V
119892
119901 = int
119890
[119861]
119879
(
120578
1 + 120577
119875 +
119879 120573
1015840
) 119889V
119891
119901 = int
119886120590
[119873]
119879
119901 119889119886 + int
119890
[119873]
119879
119901 119889V
(14)
where 119901119894and 119901
119894
(119894 = 1 2 3) are the body force and surfaceforce vector [119861] is the strain element and the force vector[119865] takes the form of
119865
119894119895119896119897=
1
2
(120590
119897119895120575
119896119894+ 120590
119896119895120575
119897119894+ 120590
119897119894120575
119896119895+ 120590
119896119894120575
119897119895) (15)
4 Numerical Simulations of U-Shaped Steeland B-Pillar in Hot Stamping
Based on the abovemultifieldmodels FEM and temperaturefield analysis the numerical modeling of the hot stampingprocess is developed and implemented into independentlydeveloped CAE commercial software called KMAS for metalsheet forming Two numerical examples are presented in thissection to show the strong ability and feasibility of the presentnumerical framework to simulate the hot stamping process
According to the three-dimensional temperature fieldcharacteristics of hot forming the proprocessing of 3D toolstypically follows the rules below
(1) We must divide the 3D elements into internal andboundary elements Different surfaces with differentthermal boundary conditions must be defined
(2) The contact surfaces and cooling channel surfaces onthe tools are separated to realize the contact interfacesimulation and treatment of the boundary conditions
Mathematical Problems in Engineering 5
100
200
300
400
500
600
700
120590s
(MPa
)
0 200 400 600 800 1000
T (∘C)
120590s
(a) Yield stress
0 200 400 600 800 1000
T (∘C)
100
120
140
160
180
200
220
E(G
Pa)
E
(b) Elastic modulus
Figure 5 Relationships of yield stress and elastic modulus with increasing of temperature
25
30
35
40
45
50
IW(m
∘ C)
IW
0 200 400 600 800 1000
T (∘C)
(a) Thermal conductivity
0 200 400 600 800 1000
T (∘C)
300
400
500
600
700
800
900
C
C(J
kg ∘ C)
(b) Specific heat
Figure 6 Relationships of heat conductivity and specific heat with increasing of temperature
(3) For the triangular elements on the boundary surfacesthe nodes should be organized with a certain order toguarantee the same normal direction
(4) We assume there is only one surface of each elementat the border The deal to some extent can meet theaccuracy requirements of the thermal simulation
41 Material Properties of 22MnB5 Steel The materials ofU-shaped steel and B-pillar steel are composed of 22MnB5high-strength steel and 45 steel is chosen as the material ofthe tools Figures 5 and 6 show the major mechanical andthermal related properties of 22MnB5 steel with variationof temperature We can see that the yield stress elasticmodulus and thermal conductivity decrease respectively asthe temperature increases Also as the temperature increasesthe variation of specific heat reaches the maximum at 800Kand then remains constant
Punch
Blank holder
BlankDie
X Y
ZETADYNAFORM
Figure 7 Schematic diagram of FE model
42 Numerical Simulation of U-Shaped Steel in the Hot Stamp-ing Process Figure 7 presents the finite element configura-tions of tools and blank for U-shaped steel The thicknessof blank is 119905 = 16mm Heat transfer between the contact
6 Mathematical Problems in Engineering
X Y
Z
X Y
Z
X Y
Z
Heat transfer between blankand tool contact surfaces
Heat transfer between coolingchannels and tools surfaces
Figure 8 Process of split surfaces from 3D tools
XY
Z
XY
Z
Figure 9 Simulation temperature results on different element of blank
interfaces takes place via conduction through the contact-ing spots the conduction through the interstitial gas andradiation across the gaps The convection of blank and toolsto the environment (ℎ
119890= 36W(m2K)) convection from
tools into cooling channels (ℎ119888= 4700W(m2K)) and heat
transfer fromhot blank to tools (120572119888= 5000W(m2K)) are also
considered as shown in Figure 8
The changing of the contact situation between blank andtools leads to changing of blank temperature Three periodscan be summarized to describe the contact behavior
(1) Stamping Phase (0ndash05 s) point 1 is not fully con-tacted with the tools due to being gently warped andthe temperature drops slowlyThe temperatures of theother points decrease greatly
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
2 Mathematical Problems in Engineering
thermomechanical coupledmaterial descriptions for the typeof steel considered
Bergman and Oldenburg implemented the numericalsimulation of hot forming [8] Eriksson et al investigatedthe temperature and strain rate dependence of hot formingmaterial [9] Naderi Bleck and Merklein researched theplastic flow criterion and material parameters under hightemperature [10 11] The theoretical analysis numericalsimulations and experimental studies of hot forming werepresented by Ma and Hu who provided a new method forhot forming die design and technical process design [12 13]
At present most of the forming software programs avail-able perform simplifications by using the rigid shell elementto simulate the 3D tools in the hot forming modeling Suchassumption causes difficulties in simulating the temperaturetransport process In 2012 Jiang Wu et al presented anumerical frame to simulate the thermal transport process byusing a thick shell element of tools [14 15] It can simulatethe simple components such as U-shaped steel with highaccuracy However for the majorities of autopanels thenumerical simulations of temperature domain with complex3D tool surfaces still face many difficulties and challenges
In this paper a fully coupled 3D thermomechanical-phase transformation finite element simulation of the hotstamping process is developed The rate-dependent thermalconstitutive model is implemented in the present softwareframework In terms of general shell finite element andthe 3D tetrahedral finite element analysis method relatedto temperature a coupled thermal transport modeling forcontact interaction between blank and tools is proposedThe hot stamping process of benchmark typical U-shapedsteel and B-pillar steel is simulated by the present numeri-cal program Strong agreements of temperature equivalentstress and fraction of martensite between the simulated andexperimental results indicate the validity and efficiency of thepresentmultifield coupled numericalmodel in simulating thehot stamping process for the automobile industry
2 Key Technologies for Thermomechanical-Phase Transformation Coupled Behavior
21 Constitutive Laws of High-Strength Steel 22MnB5 boronsteel is the most common steel used for hot stamping A briefintroduction to the thermomechanical-phase transformationcoupled constitutive relationship for high-strength steel ispresented in the following section Detailed descriptions canbe found in [13]
In order to model the thermal-elastic-plastic responseduring the hot stamping process an additive decompositionof the total strain increment ( 120576
119894119895) is utilized [13 14] The total
stain 120576119894119895can be expressed with the decomposition rate form
as follows
120576
119894119895= 120576
119890
119894119895
+ 120576
119901
119894119895
+ 120576
th119894119895
+ 120576
tr119894119895
+ 120576
tp119894119895
(1)
where 120576
119890
119894119895
is the elastic strain increment 120576
119901
119894119895
is the plasticstrain increment 120576
th119894119895
is the thermal strain increment 120576
tr119894119895
is the isotropic transformation strain increment and 120576
tp119894119895
is
00 01 02 03 04 05
True strain 120576
100
150
200
250
300
350
400
True
stre
ss120590
(MPa
)
500∘C
550∘C
600∘C
650∘C
700∘C750∘C
800∘C
ExperimentalQuadratic interpolation
22MnB5
h0 = 16mmdTdt = 50 ∘Csd120576dt = 1 sminus1
Figure 1 Stress-strain curves at different evaluated temperaturefrom 500∘C to 800∘C
the transformation induced plasticity increment 120576
tr119894119895
and 120576
tp119894119895
play an important role in hot forming and are expressed as(2) in the traditional quenching treatment
120576
tr= 120573
120585
120576
tp= 119896 (120590) 120590 (1 minus 120585)
120585
(2)
where 120585 is the fraction of martensitic transformation 120573 is thephase transformation volume coefficient and 119896 is the phasetransformation plastic coefficient related to equivalent stress120590
The sensitivity of temperature on the forming behaviorof 22MnB5 is investigated [16] The flow curves shown inFigure 1 indicate that the temperature has a strong influenceon the forming behavior of quenchable steel Temperatureincreasing leads to an appreciable reduction of stress level anda decreased work hardening exponent
For temperature variation from 500∘C to 800∘C rep-resentative true stress-strain curves are displayed for anexemplarily strain rate of 1 sminus1 Other curves under differenttemperatures are obtained by quadratic interpolation usingthe existing experimental curves such as the curves of 600∘Cand 700∘C as shown in Figure 1
22 Martensite Phase Transformation For the martensitephase transformation the relationship between temperatureand phase change is modeled using the equation proposed byMa et al [13] which can be written as follows
120585 = 1 minus exp [minus120579 (120590) (119872119904(120590) minus 119879)] (3)
where 120585 represents the fraction ofmartensitic transformation119872
119904represents the martensite transformationrsquos beginning
temperature 120579 represents the material parameter whichreflects the austenite-martensite transformation rate 120590 rep-resents equivalent stress and 119879 represents temperature
Mathematical Problems in Engineering 3
600
650
700
750
800
850
900
Ms(
K)
0 100 200 300 400 500
120590 (MPa)
Ms
(a) Martensite transformation temperature
0 100 200 300 400 500
120590 (MPa)
0008
0009
001
0011
0012
120579
120579
(b) Material parameter 120579
Figure 2 Relationships of the martensite start temperature119872119904
and material parameter 120579 with the variation to equivalent stress 120590
The corresponding relation between the equivalent stress120590 and starting temperature of martensite transformation119872
119904and the relationship between material parameter 120579 and
equivalent stress 120590 are shown in Figure 2In general the martensite start temperature119872
119904rises with
increasing tensile and compressive normal stresses as well asshear stresses The hydrostatic component always decreasesthe martensite start temperature In the present paper (3) isused to model the austenite to martensite reaction
3 Nonlinear Large-Deformation FEM Formulaof Hot Forming
Hot stamping is a coupled thermomechanical forming pro-cess with intended phase transformation During the solid-state phase transformations heat is released which theninfluences the thermal field Furthermore both the mechan-ical and thermal properties vary with the temperature vari-ation and deformation Consequently a realistic FE modelfor full process numerical simulationmust consider the inter-action among the mechanical thermal and microstructuralfields
31 Thermal Transport Model and FE Formulae
(i) Basic Formula of Heat Transfer in the Hot Forming ProcessThe equation of heat conduction in an isotropic solid is asfollows
119896(
120597
2
119879
120597119909
2
+
120597
2
119879
120597119910
2
+
120597
2
119879
120597119911
2
) + 119902V minus 120588119888120597119879
120597119905
= 0 (4)
where 120588 is the mass density 119888 is the specific heat 119896 is thethermal conductivity and 119902V is the internal heat generationrate per unit volume 119902V includes external heat sources aswell as transformation heat (119902tr) and heat generated by plasticdeformation (119902119901) as
119902
119901
= 119886120590
1015840
119894119895
120576
119894119895 (5)
where 1205901015840119894119895
is the deviatoric stress tensor and 120576
119894119895is the strain
increment
The latent heat 119902tr can be defined by the following equa-tion [16 17]
119902
tr= 120588119871
120597120585
120597119905
(6)
where 119871 is the latent heat of fusion (Jkg) 120585 is the volumefraction martensite transformation
The heat transfer processes between the contacted sur-faces were considered by using the following convectionboundary conditions
minus119896
120597119879
120597119899
= ℎ (119879 minus 119879
119886)
(7)
where 119879120572is the temperature at the contacted surface and ℎ is
the heat transfer coefficient
(ii) Governing Equation for 3D Transient Heat ConductionProcessThe finite element formulation for 3D transient heatconduction is as follows
119862
119890
119879
119890
+ 119870
119890
119879
119890
= 119865
119890
(8)
where119862119890 is the heat capacitymatrix119870119890 is the heat conductionmatrix and
119879
119890 and 119879119890 are the derivatives of element nodaltemperature with respect to time and element nodal temper-ature respectively 119865119890 is the nodal temperature load vectorTheir components are as follows
119862
119890
119894119895
= int
119881119890
120588119888119873
119894119873
119895119889119881
119870
119890
119894119895
= int
119881119890
119896(
120597119873
119894
120597119909
120597119873
119895
120597119909
+
120597119873
119894
120597119910
120597119873
119895
120597119910
+
120597119873
119894
120597119911
120597119873
119895
120597119911
)119889119881
119865
119890
119894
= int
119881119890
119873
119894119902V119889119881 + int
120597119881119890
119873
119894119902119889119860
(9)
where 119902 is the distributed heat flux per unit area and119873119894refers
to the shape function
4 Mathematical Problems in Engineering
X1
X2
X3
e2e3
e1
i
12058531205852
1205851
Figure 3 Quadrilateral temperature shell element
(iii) 3DThermal Shell ElementThe basic equation of temper-ature shell elements as shown in Figure 3 was developed byWang and Tang [18] The temperature shell elements adoptthe 1205851120585
2120585
3curvilinear coordinates with 120585
1 120585
2in the neutral
plane and 1205853perpendicular to the neutral plane Assume that
the inner element temperature field changes in second orderalong the 120585
3direction
119879 (120585
1 120585
2 120585
3 119905) = 119879
0(120585
1 120585
2 119905)
+ 119879
1(120585
1 120585
2 119905) 120585
3+ 119879
2(120585
1 120585
2 119905) 120585
2
3
(10)
where 1198790(120585
1 120585
2 119905) represents neutral surface temperature
and 1198791(120585
1 120585
2 119905) and 119879
2(120585
1 120585
2 119905) can be determined by the
boundary condition on 1205853= plusmn12
(iv) 3DThermal Tetrahedral Element [19]The 3D tetrahedralelement is implemented in the heat conduction simulation oftools It is assumed that temperature is a linear transformationfunction with the coordinates (119909 119910 119911)
119879 = 119886
1+ 119886
2119909 + 119886
3119910 + 119886
4119911 (11)
where 1198861 1198862 1198863 and 119886
4are the undetermined coefficients unit
four coordinates of the nodes 119894 119895119898 and 119897As shown in Figure 4 the shape function of the tetrahe-
dral element is obtained as follows
119873
120585=
1
6119881
119890
(119886
120585+ 119887
120585119909 + 119888
120585119910 + 119889
120585119911) (120585 = 119894 119895 119898 119897) (12)
where 119881119890is the volume of the tetrahedral element and 119886
120585 119887120585
119888
120585 and 119889
120585are the coefficients related to the node locations
32 FE Formula with Static Explicit Algorithm Based onthe continuum theory and virtual work principle [20] thestatic explicit finite element equation of coupled multifield isobtained by the following
[119870
119901] V119890 =
119891
119901 + 119892
119901 +
119891
119890
(13)
l (xl yl zl)
m (xm ym zm)
j (xj yj zj)
i(xi yi zi)
X
Z
YO
Figure 4 Temperature tetrahedral element
where V119890 is the nodal velocity vector and [119870119901] is the mass
matrix with the form of
[119870
119901] = int
119890
[119861]
119879
([
119863
119890119901] minus [119865]) [119861] + [119864]
119879
[119876] [119864] 119889V
119892
119901 = int
119890
[119861]
119879
(
120578
1 + 120577
119875 +
119879 120573
1015840
) 119889V
119891
119901 = int
119886120590
[119873]
119879
119901 119889119886 + int
119890
[119873]
119879
119901 119889V
(14)
where 119901119894and 119901
119894
(119894 = 1 2 3) are the body force and surfaceforce vector [119861] is the strain element and the force vector[119865] takes the form of
119865
119894119895119896119897=
1
2
(120590
119897119895120575
119896119894+ 120590
119896119895120575
119897119894+ 120590
119897119894120575
119896119895+ 120590
119896119894120575
119897119895) (15)
4 Numerical Simulations of U-Shaped Steeland B-Pillar in Hot Stamping
Based on the abovemultifieldmodels FEM and temperaturefield analysis the numerical modeling of the hot stampingprocess is developed and implemented into independentlydeveloped CAE commercial software called KMAS for metalsheet forming Two numerical examples are presented in thissection to show the strong ability and feasibility of the presentnumerical framework to simulate the hot stamping process
According to the three-dimensional temperature fieldcharacteristics of hot forming the proprocessing of 3D toolstypically follows the rules below
(1) We must divide the 3D elements into internal andboundary elements Different surfaces with differentthermal boundary conditions must be defined
(2) The contact surfaces and cooling channel surfaces onthe tools are separated to realize the contact interfacesimulation and treatment of the boundary conditions
Mathematical Problems in Engineering 5
100
200
300
400
500
600
700
120590s
(MPa
)
0 200 400 600 800 1000
T (∘C)
120590s
(a) Yield stress
0 200 400 600 800 1000
T (∘C)
100
120
140
160
180
200
220
E(G
Pa)
E
(b) Elastic modulus
Figure 5 Relationships of yield stress and elastic modulus with increasing of temperature
25
30
35
40
45
50
IW(m
∘ C)
IW
0 200 400 600 800 1000
T (∘C)
(a) Thermal conductivity
0 200 400 600 800 1000
T (∘C)
300
400
500
600
700
800
900
C
C(J
kg ∘ C)
(b) Specific heat
Figure 6 Relationships of heat conductivity and specific heat with increasing of temperature
(3) For the triangular elements on the boundary surfacesthe nodes should be organized with a certain order toguarantee the same normal direction
(4) We assume there is only one surface of each elementat the border The deal to some extent can meet theaccuracy requirements of the thermal simulation
41 Material Properties of 22MnB5 Steel The materials ofU-shaped steel and B-pillar steel are composed of 22MnB5high-strength steel and 45 steel is chosen as the material ofthe tools Figures 5 and 6 show the major mechanical andthermal related properties of 22MnB5 steel with variationof temperature We can see that the yield stress elasticmodulus and thermal conductivity decrease respectively asthe temperature increases Also as the temperature increasesthe variation of specific heat reaches the maximum at 800Kand then remains constant
Punch
Blank holder
BlankDie
X Y
ZETADYNAFORM
Figure 7 Schematic diagram of FE model
42 Numerical Simulation of U-Shaped Steel in the Hot Stamp-ing Process Figure 7 presents the finite element configura-tions of tools and blank for U-shaped steel The thicknessof blank is 119905 = 16mm Heat transfer between the contact
6 Mathematical Problems in Engineering
X Y
Z
X Y
Z
X Y
Z
Heat transfer between blankand tool contact surfaces
Heat transfer between coolingchannels and tools surfaces
Figure 8 Process of split surfaces from 3D tools
XY
Z
XY
Z
Figure 9 Simulation temperature results on different element of blank
interfaces takes place via conduction through the contact-ing spots the conduction through the interstitial gas andradiation across the gaps The convection of blank and toolsto the environment (ℎ
119890= 36W(m2K)) convection from
tools into cooling channels (ℎ119888= 4700W(m2K)) and heat
transfer fromhot blank to tools (120572119888= 5000W(m2K)) are also
considered as shown in Figure 8
The changing of the contact situation between blank andtools leads to changing of blank temperature Three periodscan be summarized to describe the contact behavior
(1) Stamping Phase (0ndash05 s) point 1 is not fully con-tacted with the tools due to being gently warped andthe temperature drops slowlyThe temperatures of theother points decrease greatly
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
600
650
700
750
800
850
900
Ms(
K)
0 100 200 300 400 500
120590 (MPa)
Ms
(a) Martensite transformation temperature
0 100 200 300 400 500
120590 (MPa)
0008
0009
001
0011
0012
120579
120579
(b) Material parameter 120579
Figure 2 Relationships of the martensite start temperature119872119904
and material parameter 120579 with the variation to equivalent stress 120590
The corresponding relation between the equivalent stress120590 and starting temperature of martensite transformation119872
119904and the relationship between material parameter 120579 and
equivalent stress 120590 are shown in Figure 2In general the martensite start temperature119872
119904rises with
increasing tensile and compressive normal stresses as well asshear stresses The hydrostatic component always decreasesthe martensite start temperature In the present paper (3) isused to model the austenite to martensite reaction
3 Nonlinear Large-Deformation FEM Formulaof Hot Forming
Hot stamping is a coupled thermomechanical forming pro-cess with intended phase transformation During the solid-state phase transformations heat is released which theninfluences the thermal field Furthermore both the mechan-ical and thermal properties vary with the temperature vari-ation and deformation Consequently a realistic FE modelfor full process numerical simulationmust consider the inter-action among the mechanical thermal and microstructuralfields
31 Thermal Transport Model and FE Formulae
(i) Basic Formula of Heat Transfer in the Hot Forming ProcessThe equation of heat conduction in an isotropic solid is asfollows
119896(
120597
2
119879
120597119909
2
+
120597
2
119879
120597119910
2
+
120597
2
119879
120597119911
2
) + 119902V minus 120588119888120597119879
120597119905
= 0 (4)
where 120588 is the mass density 119888 is the specific heat 119896 is thethermal conductivity and 119902V is the internal heat generationrate per unit volume 119902V includes external heat sources aswell as transformation heat (119902tr) and heat generated by plasticdeformation (119902119901) as
119902
119901
= 119886120590
1015840
119894119895
120576
119894119895 (5)
where 1205901015840119894119895
is the deviatoric stress tensor and 120576
119894119895is the strain
increment
The latent heat 119902tr can be defined by the following equa-tion [16 17]
119902
tr= 120588119871
120597120585
120597119905
(6)
where 119871 is the latent heat of fusion (Jkg) 120585 is the volumefraction martensite transformation
The heat transfer processes between the contacted sur-faces were considered by using the following convectionboundary conditions
minus119896
120597119879
120597119899
= ℎ (119879 minus 119879
119886)
(7)
where 119879120572is the temperature at the contacted surface and ℎ is
the heat transfer coefficient
(ii) Governing Equation for 3D Transient Heat ConductionProcessThe finite element formulation for 3D transient heatconduction is as follows
119862
119890
119879
119890
+ 119870
119890
119879
119890
= 119865
119890
(8)
where119862119890 is the heat capacitymatrix119870119890 is the heat conductionmatrix and
119879
119890 and 119879119890 are the derivatives of element nodaltemperature with respect to time and element nodal temper-ature respectively 119865119890 is the nodal temperature load vectorTheir components are as follows
119862
119890
119894119895
= int
119881119890
120588119888119873
119894119873
119895119889119881
119870
119890
119894119895
= int
119881119890
119896(
120597119873
119894
120597119909
120597119873
119895
120597119909
+
120597119873
119894
120597119910
120597119873
119895
120597119910
+
120597119873
119894
120597119911
120597119873
119895
120597119911
)119889119881
119865
119890
119894
= int
119881119890
119873
119894119902V119889119881 + int
120597119881119890
119873
119894119902119889119860
(9)
where 119902 is the distributed heat flux per unit area and119873119894refers
to the shape function
4 Mathematical Problems in Engineering
X1
X2
X3
e2e3
e1
i
12058531205852
1205851
Figure 3 Quadrilateral temperature shell element
(iii) 3DThermal Shell ElementThe basic equation of temper-ature shell elements as shown in Figure 3 was developed byWang and Tang [18] The temperature shell elements adoptthe 1205851120585
2120585
3curvilinear coordinates with 120585
1 120585
2in the neutral
plane and 1205853perpendicular to the neutral plane Assume that
the inner element temperature field changes in second orderalong the 120585
3direction
119879 (120585
1 120585
2 120585
3 119905) = 119879
0(120585
1 120585
2 119905)
+ 119879
1(120585
1 120585
2 119905) 120585
3+ 119879
2(120585
1 120585
2 119905) 120585
2
3
(10)
where 1198790(120585
1 120585
2 119905) represents neutral surface temperature
and 1198791(120585
1 120585
2 119905) and 119879
2(120585
1 120585
2 119905) can be determined by the
boundary condition on 1205853= plusmn12
(iv) 3DThermal Tetrahedral Element [19]The 3D tetrahedralelement is implemented in the heat conduction simulation oftools It is assumed that temperature is a linear transformationfunction with the coordinates (119909 119910 119911)
119879 = 119886
1+ 119886
2119909 + 119886
3119910 + 119886
4119911 (11)
where 1198861 1198862 1198863 and 119886
4are the undetermined coefficients unit
four coordinates of the nodes 119894 119895119898 and 119897As shown in Figure 4 the shape function of the tetrahe-
dral element is obtained as follows
119873
120585=
1
6119881
119890
(119886
120585+ 119887
120585119909 + 119888
120585119910 + 119889
120585119911) (120585 = 119894 119895 119898 119897) (12)
where 119881119890is the volume of the tetrahedral element and 119886
120585 119887120585
119888
120585 and 119889
120585are the coefficients related to the node locations
32 FE Formula with Static Explicit Algorithm Based onthe continuum theory and virtual work principle [20] thestatic explicit finite element equation of coupled multifield isobtained by the following
[119870
119901] V119890 =
119891
119901 + 119892
119901 +
119891
119890
(13)
l (xl yl zl)
m (xm ym zm)
j (xj yj zj)
i(xi yi zi)
X
Z
YO
Figure 4 Temperature tetrahedral element
where V119890 is the nodal velocity vector and [119870119901] is the mass
matrix with the form of
[119870
119901] = int
119890
[119861]
119879
([
119863
119890119901] minus [119865]) [119861] + [119864]
119879
[119876] [119864] 119889V
119892
119901 = int
119890
[119861]
119879
(
120578
1 + 120577
119875 +
119879 120573
1015840
) 119889V
119891
119901 = int
119886120590
[119873]
119879
119901 119889119886 + int
119890
[119873]
119879
119901 119889V
(14)
where 119901119894and 119901
119894
(119894 = 1 2 3) are the body force and surfaceforce vector [119861] is the strain element and the force vector[119865] takes the form of
119865
119894119895119896119897=
1
2
(120590
119897119895120575
119896119894+ 120590
119896119895120575
119897119894+ 120590
119897119894120575
119896119895+ 120590
119896119894120575
119897119895) (15)
4 Numerical Simulations of U-Shaped Steeland B-Pillar in Hot Stamping
Based on the abovemultifieldmodels FEM and temperaturefield analysis the numerical modeling of the hot stampingprocess is developed and implemented into independentlydeveloped CAE commercial software called KMAS for metalsheet forming Two numerical examples are presented in thissection to show the strong ability and feasibility of the presentnumerical framework to simulate the hot stamping process
According to the three-dimensional temperature fieldcharacteristics of hot forming the proprocessing of 3D toolstypically follows the rules below
(1) We must divide the 3D elements into internal andboundary elements Different surfaces with differentthermal boundary conditions must be defined
(2) The contact surfaces and cooling channel surfaces onthe tools are separated to realize the contact interfacesimulation and treatment of the boundary conditions
Mathematical Problems in Engineering 5
100
200
300
400
500
600
700
120590s
(MPa
)
0 200 400 600 800 1000
T (∘C)
120590s
(a) Yield stress
0 200 400 600 800 1000
T (∘C)
100
120
140
160
180
200
220
E(G
Pa)
E
(b) Elastic modulus
Figure 5 Relationships of yield stress and elastic modulus with increasing of temperature
25
30
35
40
45
50
IW(m
∘ C)
IW
0 200 400 600 800 1000
T (∘C)
(a) Thermal conductivity
0 200 400 600 800 1000
T (∘C)
300
400
500
600
700
800
900
C
C(J
kg ∘ C)
(b) Specific heat
Figure 6 Relationships of heat conductivity and specific heat with increasing of temperature
(3) For the triangular elements on the boundary surfacesthe nodes should be organized with a certain order toguarantee the same normal direction
(4) We assume there is only one surface of each elementat the border The deal to some extent can meet theaccuracy requirements of the thermal simulation
41 Material Properties of 22MnB5 Steel The materials ofU-shaped steel and B-pillar steel are composed of 22MnB5high-strength steel and 45 steel is chosen as the material ofthe tools Figures 5 and 6 show the major mechanical andthermal related properties of 22MnB5 steel with variationof temperature We can see that the yield stress elasticmodulus and thermal conductivity decrease respectively asthe temperature increases Also as the temperature increasesthe variation of specific heat reaches the maximum at 800Kand then remains constant
Punch
Blank holder
BlankDie
X Y
ZETADYNAFORM
Figure 7 Schematic diagram of FE model
42 Numerical Simulation of U-Shaped Steel in the Hot Stamp-ing Process Figure 7 presents the finite element configura-tions of tools and blank for U-shaped steel The thicknessof blank is 119905 = 16mm Heat transfer between the contact
6 Mathematical Problems in Engineering
X Y
Z
X Y
Z
X Y
Z
Heat transfer between blankand tool contact surfaces
Heat transfer between coolingchannels and tools surfaces
Figure 8 Process of split surfaces from 3D tools
XY
Z
XY
Z
Figure 9 Simulation temperature results on different element of blank
interfaces takes place via conduction through the contact-ing spots the conduction through the interstitial gas andradiation across the gaps The convection of blank and toolsto the environment (ℎ
119890= 36W(m2K)) convection from
tools into cooling channels (ℎ119888= 4700W(m2K)) and heat
transfer fromhot blank to tools (120572119888= 5000W(m2K)) are also
considered as shown in Figure 8
The changing of the contact situation between blank andtools leads to changing of blank temperature Three periodscan be summarized to describe the contact behavior
(1) Stamping Phase (0ndash05 s) point 1 is not fully con-tacted with the tools due to being gently warped andthe temperature drops slowlyThe temperatures of theother points decrease greatly
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
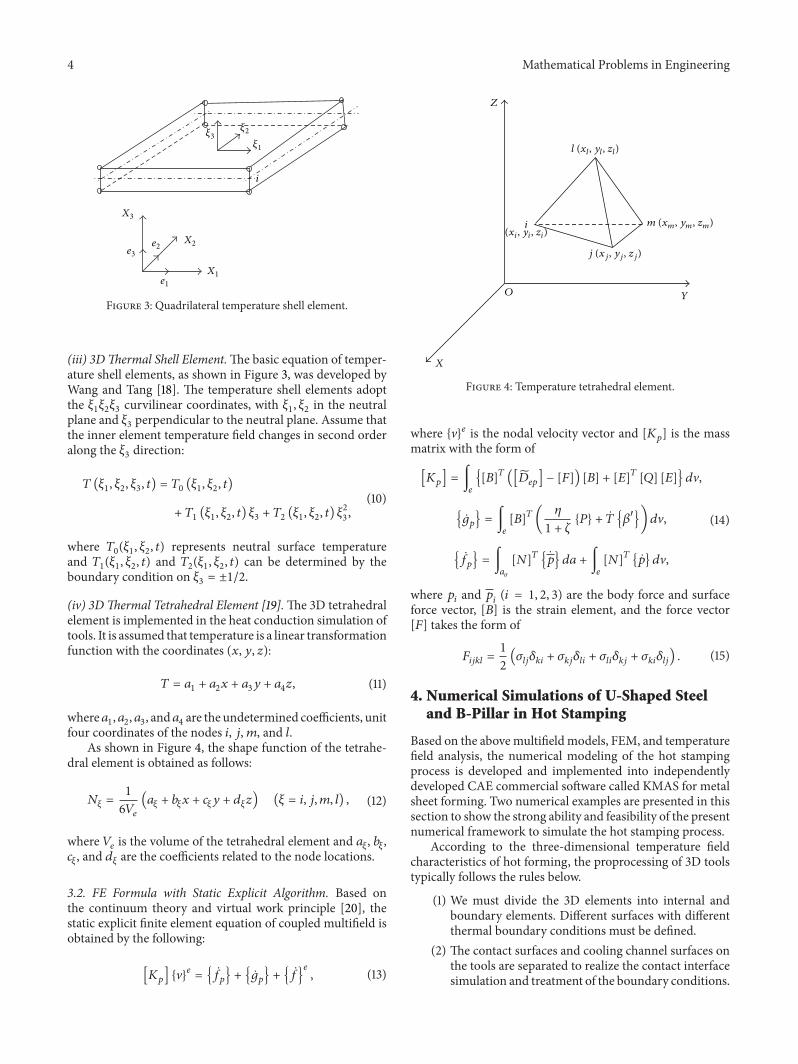
4 Mathematical Problems in Engineering
X1
X2
X3
e2e3
e1
i
12058531205852
1205851
Figure 3 Quadrilateral temperature shell element
(iii) 3DThermal Shell ElementThe basic equation of temper-ature shell elements as shown in Figure 3 was developed byWang and Tang [18] The temperature shell elements adoptthe 1205851120585
2120585
3curvilinear coordinates with 120585
1 120585
2in the neutral
plane and 1205853perpendicular to the neutral plane Assume that
the inner element temperature field changes in second orderalong the 120585
3direction
119879 (120585
1 120585
2 120585
3 119905) = 119879
0(120585
1 120585
2 119905)
+ 119879
1(120585
1 120585
2 119905) 120585
3+ 119879
2(120585
1 120585
2 119905) 120585
2
3
(10)
where 1198790(120585
1 120585
2 119905) represents neutral surface temperature
and 1198791(120585
1 120585
2 119905) and 119879
2(120585
1 120585
2 119905) can be determined by the
boundary condition on 1205853= plusmn12
(iv) 3DThermal Tetrahedral Element [19]The 3D tetrahedralelement is implemented in the heat conduction simulation oftools It is assumed that temperature is a linear transformationfunction with the coordinates (119909 119910 119911)
119879 = 119886
1+ 119886
2119909 + 119886
3119910 + 119886
4119911 (11)
where 1198861 1198862 1198863 and 119886
4are the undetermined coefficients unit
four coordinates of the nodes 119894 119895119898 and 119897As shown in Figure 4 the shape function of the tetrahe-
dral element is obtained as follows
119873
120585=
1
6119881
119890
(119886
120585+ 119887
120585119909 + 119888
120585119910 + 119889
120585119911) (120585 = 119894 119895 119898 119897) (12)
where 119881119890is the volume of the tetrahedral element and 119886
120585 119887120585
119888
120585 and 119889
120585are the coefficients related to the node locations
32 FE Formula with Static Explicit Algorithm Based onthe continuum theory and virtual work principle [20] thestatic explicit finite element equation of coupled multifield isobtained by the following
[119870
119901] V119890 =
119891
119901 + 119892
119901 +
119891
119890
(13)
l (xl yl zl)
m (xm ym zm)
j (xj yj zj)
i(xi yi zi)
X
Z
YO
Figure 4 Temperature tetrahedral element
where V119890 is the nodal velocity vector and [119870119901] is the mass
matrix with the form of
[119870
119901] = int
119890
[119861]
119879
([
119863
119890119901] minus [119865]) [119861] + [119864]
119879
[119876] [119864] 119889V
119892
119901 = int
119890
[119861]
119879
(
120578
1 + 120577
119875 +
119879 120573
1015840
) 119889V
119891
119901 = int
119886120590
[119873]
119879
119901 119889119886 + int
119890
[119873]
119879
119901 119889V
(14)
where 119901119894and 119901
119894
(119894 = 1 2 3) are the body force and surfaceforce vector [119861] is the strain element and the force vector[119865] takes the form of
119865
119894119895119896119897=
1
2
(120590
119897119895120575
119896119894+ 120590
119896119895120575
119897119894+ 120590
119897119894120575
119896119895+ 120590
119896119894120575
119897119895) (15)
4 Numerical Simulations of U-Shaped Steeland B-Pillar in Hot Stamping
Based on the abovemultifieldmodels FEM and temperaturefield analysis the numerical modeling of the hot stampingprocess is developed and implemented into independentlydeveloped CAE commercial software called KMAS for metalsheet forming Two numerical examples are presented in thissection to show the strong ability and feasibility of the presentnumerical framework to simulate the hot stamping process
According to the three-dimensional temperature fieldcharacteristics of hot forming the proprocessing of 3D toolstypically follows the rules below
(1) We must divide the 3D elements into internal andboundary elements Different surfaces with differentthermal boundary conditions must be defined
(2) The contact surfaces and cooling channel surfaces onthe tools are separated to realize the contact interfacesimulation and treatment of the boundary conditions
Mathematical Problems in Engineering 5
100
200
300
400
500
600
700
120590s
(MPa
)
0 200 400 600 800 1000
T (∘C)
120590s
(a) Yield stress
0 200 400 600 800 1000
T (∘C)
100
120
140
160
180
200
220
E(G
Pa)
E
(b) Elastic modulus
Figure 5 Relationships of yield stress and elastic modulus with increasing of temperature
25
30
35
40
45
50
IW(m
∘ C)
IW
0 200 400 600 800 1000
T (∘C)
(a) Thermal conductivity
0 200 400 600 800 1000
T (∘C)
300
400
500
600
700
800
900
C
C(J
kg ∘ C)
(b) Specific heat
Figure 6 Relationships of heat conductivity and specific heat with increasing of temperature
(3) For the triangular elements on the boundary surfacesthe nodes should be organized with a certain order toguarantee the same normal direction
(4) We assume there is only one surface of each elementat the border The deal to some extent can meet theaccuracy requirements of the thermal simulation
41 Material Properties of 22MnB5 Steel The materials ofU-shaped steel and B-pillar steel are composed of 22MnB5high-strength steel and 45 steel is chosen as the material ofthe tools Figures 5 and 6 show the major mechanical andthermal related properties of 22MnB5 steel with variationof temperature We can see that the yield stress elasticmodulus and thermal conductivity decrease respectively asthe temperature increases Also as the temperature increasesthe variation of specific heat reaches the maximum at 800Kand then remains constant
Punch
Blank holder
BlankDie
X Y
ZETADYNAFORM
Figure 7 Schematic diagram of FE model
42 Numerical Simulation of U-Shaped Steel in the Hot Stamp-ing Process Figure 7 presents the finite element configura-tions of tools and blank for U-shaped steel The thicknessof blank is 119905 = 16mm Heat transfer between the contact
6 Mathematical Problems in Engineering
X Y
Z
X Y
Z
X Y
Z
Heat transfer between blankand tool contact surfaces
Heat transfer between coolingchannels and tools surfaces
Figure 8 Process of split surfaces from 3D tools
XY
Z
XY
Z
Figure 9 Simulation temperature results on different element of blank
interfaces takes place via conduction through the contact-ing spots the conduction through the interstitial gas andradiation across the gaps The convection of blank and toolsto the environment (ℎ
119890= 36W(m2K)) convection from
tools into cooling channels (ℎ119888= 4700W(m2K)) and heat
transfer fromhot blank to tools (120572119888= 5000W(m2K)) are also
considered as shown in Figure 8
The changing of the contact situation between blank andtools leads to changing of blank temperature Three periodscan be summarized to describe the contact behavior
(1) Stamping Phase (0ndash05 s) point 1 is not fully con-tacted with the tools due to being gently warped andthe temperature drops slowlyThe temperatures of theother points decrease greatly
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
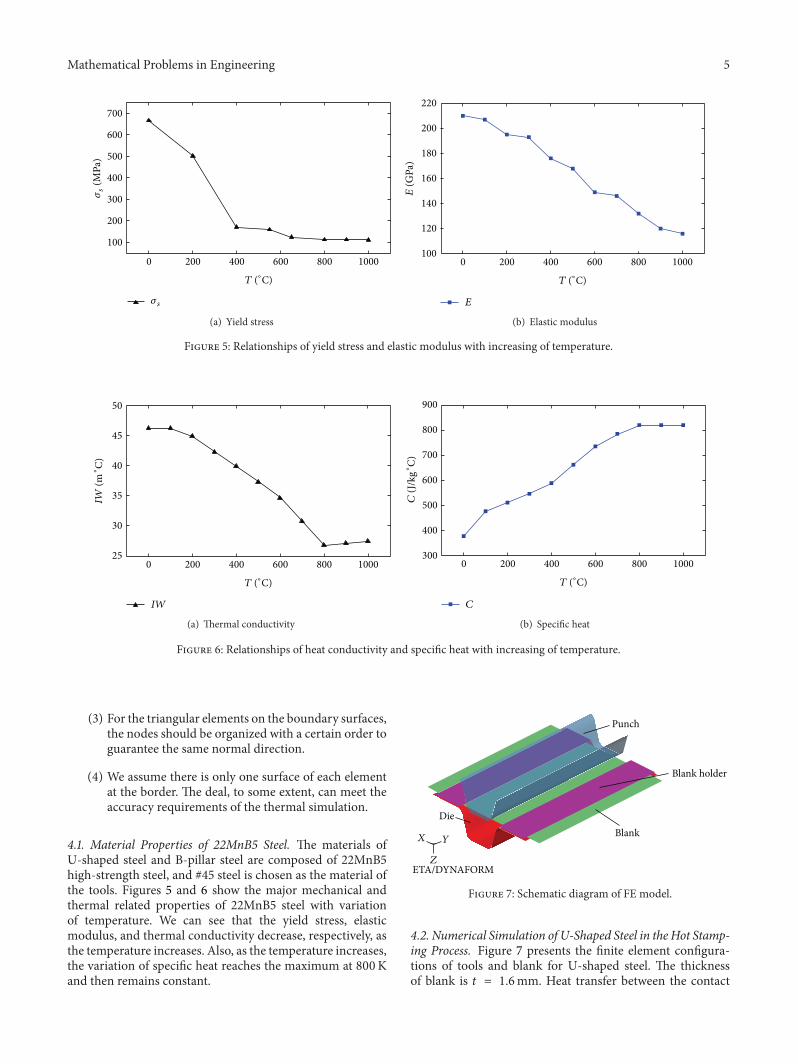
Mathematical Problems in Engineering 5
100
200
300
400
500
600
700
120590s
(MPa
)
0 200 400 600 800 1000
T (∘C)
120590s
(a) Yield stress
0 200 400 600 800 1000
T (∘C)
100
120
140
160
180
200
220
E(G
Pa)
E
(b) Elastic modulus
Figure 5 Relationships of yield stress and elastic modulus with increasing of temperature
25
30
35
40
45
50
IW(m
∘ C)
IW
0 200 400 600 800 1000
T (∘C)
(a) Thermal conductivity
0 200 400 600 800 1000
T (∘C)
300
400
500
600
700
800
900
C
C(J
kg ∘ C)
(b) Specific heat
Figure 6 Relationships of heat conductivity and specific heat with increasing of temperature
(3) For the triangular elements on the boundary surfacesthe nodes should be organized with a certain order toguarantee the same normal direction
(4) We assume there is only one surface of each elementat the border The deal to some extent can meet theaccuracy requirements of the thermal simulation
41 Material Properties of 22MnB5 Steel The materials ofU-shaped steel and B-pillar steel are composed of 22MnB5high-strength steel and 45 steel is chosen as the material ofthe tools Figures 5 and 6 show the major mechanical andthermal related properties of 22MnB5 steel with variationof temperature We can see that the yield stress elasticmodulus and thermal conductivity decrease respectively asthe temperature increases Also as the temperature increasesthe variation of specific heat reaches the maximum at 800Kand then remains constant
Punch
Blank holder
BlankDie
X Y
ZETADYNAFORM
Figure 7 Schematic diagram of FE model
42 Numerical Simulation of U-Shaped Steel in the Hot Stamp-ing Process Figure 7 presents the finite element configura-tions of tools and blank for U-shaped steel The thicknessof blank is 119905 = 16mm Heat transfer between the contact
6 Mathematical Problems in Engineering
X Y
Z
X Y
Z
X Y
Z
Heat transfer between blankand tool contact surfaces
Heat transfer between coolingchannels and tools surfaces
Figure 8 Process of split surfaces from 3D tools
XY
Z
XY
Z
Figure 9 Simulation temperature results on different element of blank
interfaces takes place via conduction through the contact-ing spots the conduction through the interstitial gas andradiation across the gaps The convection of blank and toolsto the environment (ℎ
119890= 36W(m2K)) convection from
tools into cooling channels (ℎ119888= 4700W(m2K)) and heat
transfer fromhot blank to tools (120572119888= 5000W(m2K)) are also
considered as shown in Figure 8
The changing of the contact situation between blank andtools leads to changing of blank temperature Three periodscan be summarized to describe the contact behavior
(1) Stamping Phase (0ndash05 s) point 1 is not fully con-tacted with the tools due to being gently warped andthe temperature drops slowlyThe temperatures of theother points decrease greatly
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
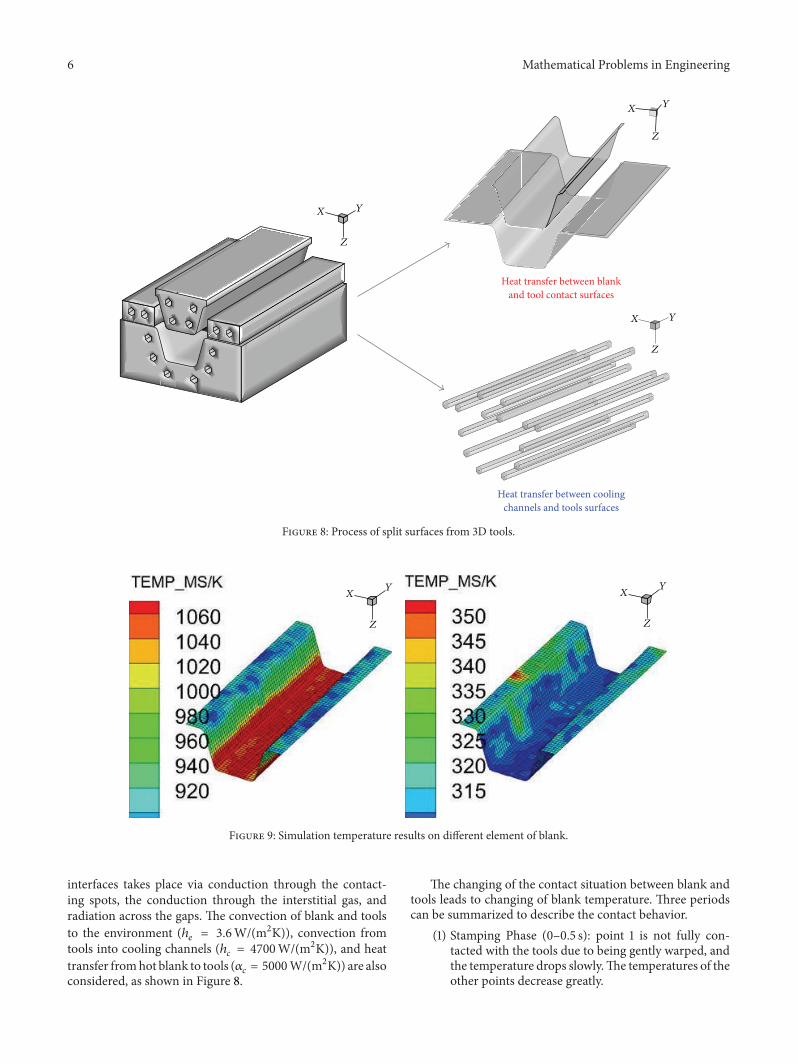
6 Mathematical Problems in Engineering
X Y
Z
X Y
Z
X Y
Z
Heat transfer between blankand tool contact surfaces
Heat transfer between coolingchannels and tools surfaces
Figure 8 Process of split surfaces from 3D tools
XY
Z
XY
Z
Figure 9 Simulation temperature results on different element of blank
interfaces takes place via conduction through the contact-ing spots the conduction through the interstitial gas andradiation across the gaps The convection of blank and toolsto the environment (ℎ
119890= 36W(m2K)) convection from
tools into cooling channels (ℎ119888= 4700W(m2K)) and heat
transfer fromhot blank to tools (120572119888= 5000W(m2K)) are also
considered as shown in Figure 8
The changing of the contact situation between blank andtools leads to changing of blank temperature Three periodscan be summarized to describe the contact behavior
(1) Stamping Phase (0ndash05 s) point 1 is not fully con-tacted with the tools due to being gently warped andthe temperature drops slowlyThe temperatures of theother points decrease greatly
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
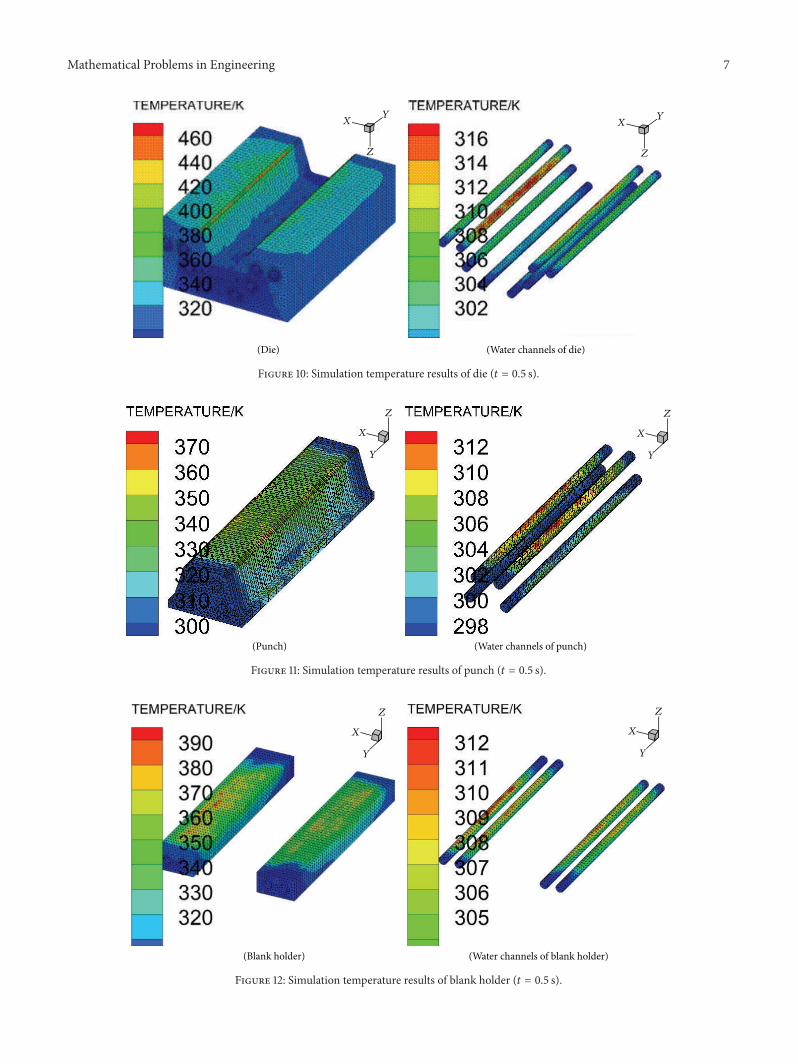
Mathematical Problems in Engineering 7
XY
Z
XY
Z
(Die) (Water channels of die)
Figure 10 Simulation temperature results of die (119905 = 05 s)
X
Y
Z
X
Y
Z
(Punch) (Water channels of punch)
Figure 11 Simulation temperature results of punch (119905 = 05 s)
X
Y
Z
X
Y
Z
(Blank holder) (Water channels of blank holder)
Figure 12 Simulation temperature results of blank holder (119905 = 05 s)
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
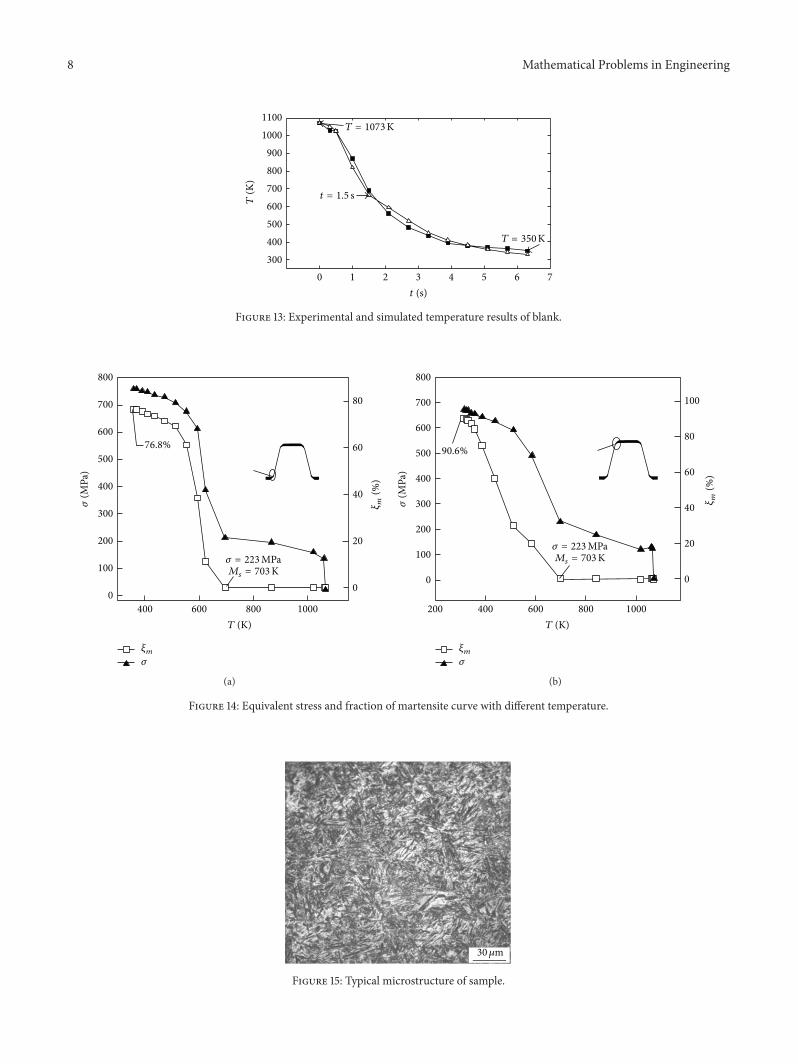
8 Mathematical Problems in Engineering
300
400
500
600
700
800
900
1000
1100
T(K
)
0 1 2 3 4 5 6 7
t (s)
T = 1073K
t = 15 s
T = 350K
Figure 13 Experimental and simulated temperature results of blank
768
0
100
200
300
400
500
600
700
800
120590(M
Pa)
400 600 800 1000
T (K)
0
20
40
60
80
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
(a)
0
100
200
300
400
500
600
700
800
120590(M
Pa)
200 400 600 800 1000
T (K)
0
20
40
60
80
100
120585 m(
)
120585m120590
120590 = 223MPaMs = 703K
906
(b)
Figure 14 Equivalent stress and fraction of martensite curve with different temperature
30120583m
Figure 15 Typical microstructure of sample
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
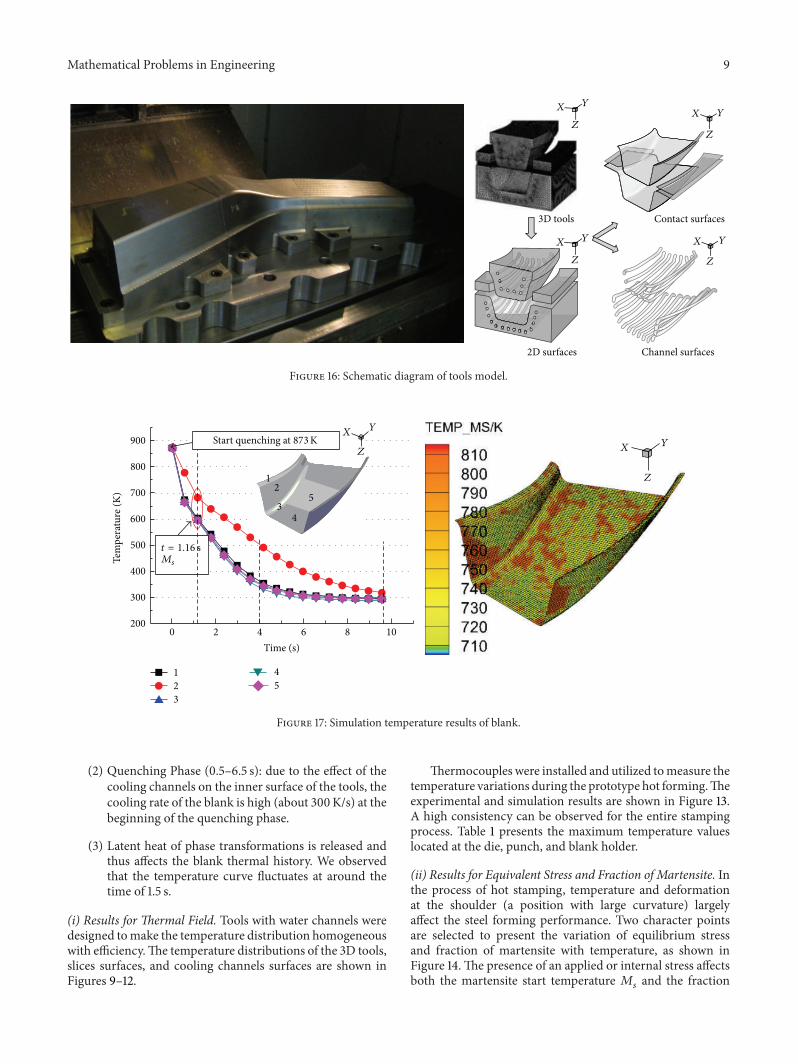
Mathematical Problems in Engineering 9
3D tools
2D surfaces
Contact surfaces
Channel surfaces
X Y
Z
X Y
Z
X Y
ZX Y
Z
Figure 16 Schematic diagram of tools model
0 2 4 6 8 10
Time (s)
200
300
400
500
600
700
800
900
Tem
pera
ture
(K)
t = 116 sMs
Start quenching at 873KX Y
Z
12
34
5
1
2
3
4
5
X Y
Z
Figure 17 Simulation temperature results of blank
(2) Quenching Phase (05ndash65 s) due to the effect of thecooling channels on the inner surface of the tools thecooling rate of the blank is high (about 300Ks) at thebeginning of the quenching phase
(3) Latent heat of phase transformations is released andthus affects the blank thermal history We observedthat the temperature curve fluctuates at around thetime of 15 s
(i) Results for Thermal Field Tools with water channels weredesigned tomake the temperature distribution homogeneouswith efficiencyThe temperature distributions of the 3D toolsslices surfaces and cooling channels surfaces are shown inFigures 9ndash12
Thermocouples were installed and utilized tomeasure thetemperature variations during the prototype hot formingTheexperimental and simulation results are shown in Figure 13A high consistency can be observed for the entire stampingprocess Table 1 presents the maximum temperature valueslocated at the die punch and blank holder
(ii) Results for Equivalent Stress and Fraction of Martensite Inthe process of hot stamping temperature and deformationat the shoulder (a position with large curvature) largelyaffect the steel forming performance Two character pointsare selected to present the variation of equilibrium stressand fraction of martensite with temperature as shown inFigure 14The presence of an applied or internal stress affectsboth the martensite start temperature 119872
119904and the fraction
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
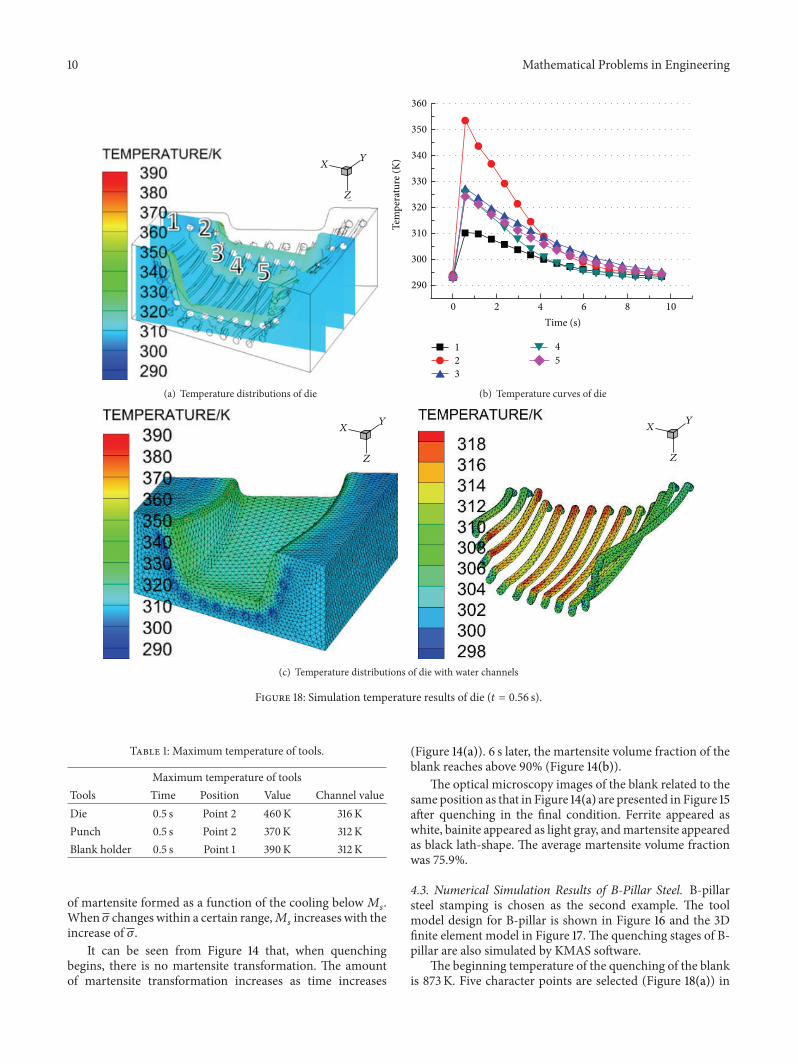
10 Mathematical Problems in Engineering
XY
Z
(a) Temperature distributions of die
0 2 4 6 8 10
Time (s)
1
2
3
4
5
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
(b) Temperature curves of die
XY
Z
XY
Z
(c) Temperature distributions of die with water channels
Figure 18 Simulation temperature results of die (119905 = 056 s)
Table 1 Maximum temperature of tools
Maximum temperature of toolsTools Time Position Value Channel valueDie 05 s Point 2 460K 316KPunch 05 s Point 2 370K 312KBlank holder 05 s Point 1 390K 312K
of martensite formed as a function of the cooling below119872119904
When120590 changes within a certain range119872119904increases with the
increase of 120590It can be seen from Figure 14 that when quenching
begins there is no martensite transformation The amountof martensite transformation increases as time increases
(Figure 14(a)) 6 s later the martensite volume fraction of theblank reaches above 90 (Figure 14(b))
The optical microscopy images of the blank related to thesame position as that in Figure 14(a) are presented in Figure 15after quenching in the final condition Ferrite appeared aswhite bainite appeared as light gray andmartensite appearedas black lath-shape The average martensite volume fractionwas 759
43 Numerical Simulation Results of B-Pillar Steel B-pillarsteel stamping is chosen as the second example The toolmodel design for B-pillar is shown in Figure 16 and the 3Dfinite element model in Figure 17The quenching stages of B-pillar are also simulated by KMAS software
The beginning temperature of the quenching of the blankis 873K Five character points are selected (Figure 18(a)) in
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
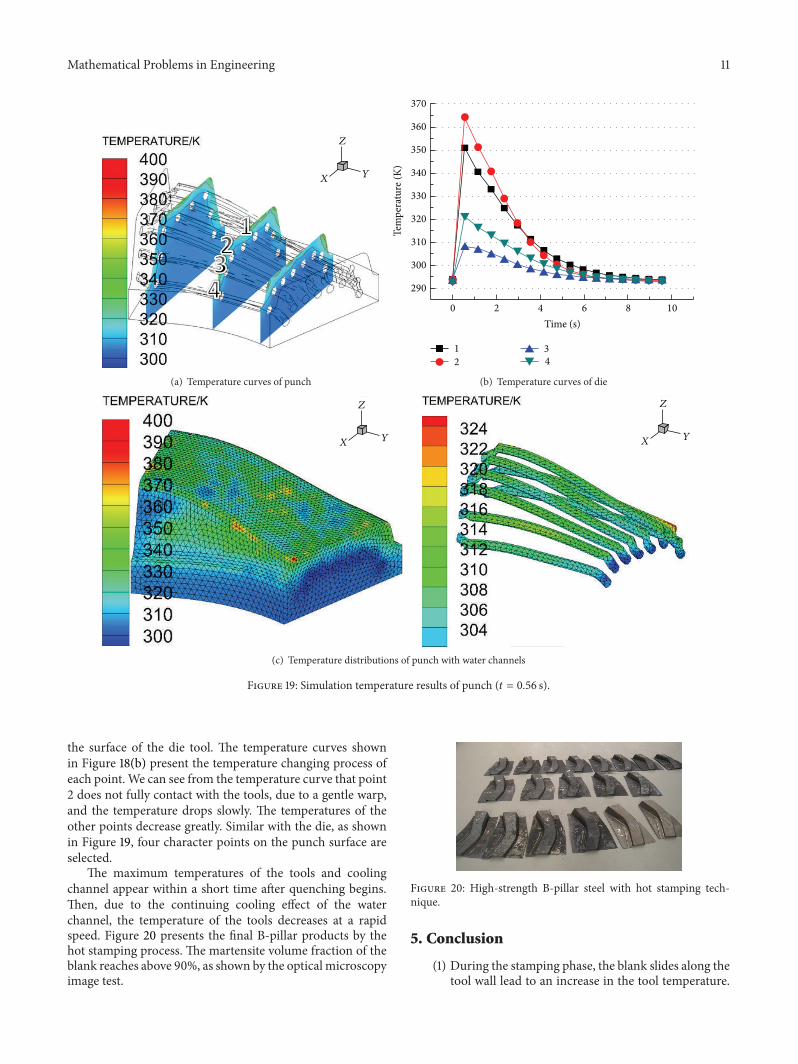
Mathematical Problems in Engineering 11
X Y
Z
(a) Temperature curves of punch
0 2 4 6 8 10
Time (s)
1
234
Tem
pera
ture
(K)
290
300
310
320
330
340
350
360
370
(b) Temperature curves of die
X Y
Z
X Y
Z
(c) Temperature distributions of punch with water channels
Figure 19 Simulation temperature results of punch (119905 = 056 s)
the surface of the die tool The temperature curves shownin Figure 18(b) present the temperature changing process ofeach pointWe can see from the temperature curve that point2 does not fully contact with the tools due to a gentle warpand the temperature drops slowly The temperatures of theother points decrease greatly Similar with the die as shownin Figure 19 four character points on the punch surface areselected
The maximum temperatures of the tools and coolingchannel appear within a short time after quenching beginsThen due to the continuing cooling effect of the waterchannel the temperature of the tools decreases at a rapidspeed Figure 20 presents the final B-pillar products by thehot stamping process The martensite volume fraction of theblank reaches above 90 as shown by the optical microscopyimage test
Figure 20 High-strength B-pillar steel with hot stamping tech-nique
5 Conclusion
(1) During the stamping phase the blank slides along thetool wall lead to an increase in the tool temperature
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
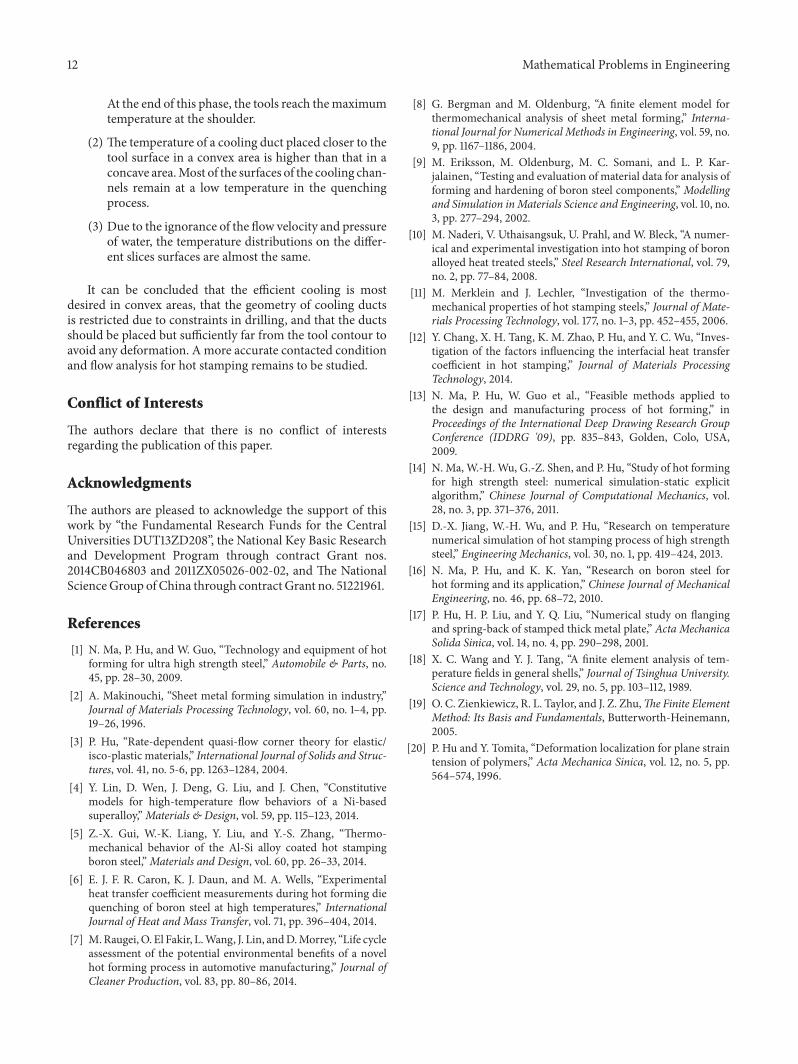
12 Mathematical Problems in Engineering
At the end of this phase the tools reach themaximumtemperature at the shoulder
(2) The temperature of a cooling duct placed closer to thetool surface in a convex area is higher than that in aconcave areaMost of the surfaces of the cooling chan-nels remain at a low temperature in the quenchingprocess
(3) Due to the ignorance of the flow velocity and pressureof water the temperature distributions on the differ-ent slices surfaces are almost the same
It can be concluded that the efficient cooling is mostdesired in convex areas that the geometry of cooling ductsis restricted due to constraints in drilling and that the ductsshould be placed but sufficiently far from the tool contour toavoid any deformation A more accurate contacted conditionand flow analysis for hot stamping remains to be studied
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors are pleased to acknowledge the support of thiswork by ldquothe Fundamental Research Funds for the CentralUniversities DUT13ZD208rdquo the National Key Basic Researchand Development Program through contract Grant nos2014CB046803 and 2011ZX05026-002-02 and The NationalScienceGroup of China through contract Grant no 51221961
References
[1] N Ma P Hu and W Guo ldquoTechnology and equipment of hotforming for ultra high strength steelrdquo Automobile amp Parts no45 pp 28ndash30 2009
[2] A Makinouchi ldquoSheet metal forming simulation in industryrdquoJournal of Materials Processing Technology vol 60 no 1ndash4 pp19ndash26 1996
[3] P Hu ldquoRate-dependent quasi-flow corner theory for elasticisco-plastic materialsrdquo International Journal of Solids and Struc-tures vol 41 no 5-6 pp 1263ndash1284 2004
[4] Y Lin D Wen J Deng G Liu and J Chen ldquoConstitutivemodels for high-temperature flow behaviors of a Ni-basedsuperalloyrdquoMaterials amp Design vol 59 pp 115ndash123 2014
[5] Z-X Gui W-K Liang Y Liu and Y-S Zhang ldquoThermo-mechanical behavior of the Al-Si alloy coated hot stampingboron steelrdquoMaterials and Design vol 60 pp 26ndash33 2014
[6] E J F R Caron K J Daun and M A Wells ldquoExperimentalheat transfer coefficient measurements during hot forming diequenching of boron steel at high temperaturesrdquo InternationalJournal of Heat and Mass Transfer vol 71 pp 396ndash404 2014
[7] MRaugeiO El Fakir LWang J Lin andDMorrey ldquoLife cycleassessment of the potential environmental benefits of a novelhot forming process in automotive manufacturingrdquo Journal ofCleaner Production vol 83 pp 80ndash86 2014
[8] G Bergman and M Oldenburg ldquoA finite element model forthermomechanical analysis of sheet metal formingrdquo Interna-tional Journal for Numerical Methods in Engineering vol 59 no9 pp 1167ndash1186 2004
[9] M Eriksson M Oldenburg M C Somani and L P Kar-jalainen ldquoTesting and evaluation of material data for analysis offorming and hardening of boron steel componentsrdquo Modellingand Simulation inMaterials Science and Engineering vol 10 no3 pp 277ndash294 2002
[10] M Naderi V Uthaisangsuk U Prahl and W Bleck ldquoA numer-ical and experimental investigation into hot stamping of boronalloyed heat treated steelsrdquo Steel Research International vol 79no 2 pp 77ndash84 2008
[11] M Merklein and J Lechler ldquoInvestigation of the thermo-mechanical properties of hot stamping steelsrdquo Journal of Mate-rials Processing Technology vol 177 no 1ndash3 pp 452ndash455 2006
[12] Y Chang X H Tang K M Zhao P Hu and Y C Wu ldquoInves-tigation of the factors influencing the interfacial heat transfercoefficient in hot stampingrdquo Journal of Materials ProcessingTechnology 2014
[13] N Ma P Hu W Guo et al ldquoFeasible methods applied tothe design and manufacturing process of hot formingrdquo inProceedings of the International Deep Drawing Research GroupConference (IDDRG 09) pp 835ndash843 Golden Colo USA2009
[14] N Ma W-HWu G-Z Shen and P Hu ldquoStudy of hot formingfor high strength steel numerical simulation-static explicitalgorithmrdquo Chinese Journal of Computational Mechanics vol28 no 3 pp 371ndash376 2011
[15] D-X Jiang W-H Wu and P Hu ldquoResearch on temperaturenumerical simulation of hot stamping process of high strengthsteelrdquo Engineering Mechanics vol 30 no 1 pp 419ndash424 2013
[16] N Ma P Hu and K K Yan ldquoResearch on boron steel forhot forming and its applicationrdquo Chinese Journal of MechanicalEngineering no 46 pp 68ndash72 2010
[17] P Hu H P Liu and Y Q Liu ldquoNumerical study on flangingand spring-back of stamped thick metal platerdquo Acta MechanicaSolida Sinica vol 14 no 4 pp 290ndash298 2001
[18] X C Wang and Y J Tang ldquoA finite element analysis of tem-perature fields in general shellsrdquo Journal of Tsinghua UniversityScience and Technology vol 29 no 5 pp 103ndash112 1989
[19] O C Zienkiewicz R L Taylor and J Z ZhuTheFinite ElementMethod Its Basis and Fundamentals Butterworth-Heinemann2005
[20] P Hu and Y Tomita ldquoDeformation localization for plane straintension of polymersrdquo Acta Mechanica Sinica vol 12 no 5 pp564ndash574 1996
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of