Research Article Simulation for Supporting Scale...
18
Research Article Simulation for Supporting Scale-Up of a Fluidized Bed Reactor for Advanced Water Oxidation Farhana Tisa, Abdul Aziz Abdul Raman, and Wan Mohd Ashri Wan Daud Department of Chemical Engineering, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia Correspondence should be addressed to Abdul Aziz Abdul Raman; [email protected] Received 12 May 2014; Revised 22 July 2014; Accepted 5 August 2014; Published 17 September 2014 Academic Editor: Mohamed Sarakha Copyright © 2014 Farhana Tisa et al. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Simulation of fluidized bed reactor (FBR) was accomplished for treating wastewater using Fenton reaction, which is an advanced oxidation process (AOP). e simulation was performed to determine characteristics of FBR performance, concentration profile of the contaminants, and various prominent hydrodynamic properties (e.g., Reynolds number, velocity, and pressure) in the reactor. Simulation was implemented for 2.8 L working volume using hydrodynamic correlations, continuous equation, and simplified kinetic information for phenols degradation as a model. e simulation shows that, by using Fe 3+ and Fe 2+ mixtures as catalyst, TOC degradation up to 45% was achieved for contaminant range of 40–90 mg/L within 60 min. e concentration profiles and hydrodynamic characteristics were also generated. A subsequent scale-up study was also conducted using similitude method. e analysis shows that up to 10 L working volume, the models developed are applicable. e study proves that, using appropriate modeling and simulation, data can be predicted for designing and operating FBR for wastewater treatment. 1. Introduction Advanced oxidation processes (AOPs) have emerged to be one of the alternatives for treating effluents containing very toxic organic compounds [1]. e use of advanced oxidation processes in treating wastewater containing refractory and inhibitory organics has attained a good recognition over the past few decades [2, 3]. High capital cost and suitable reactor design (e.g., photo catalytic or heterogeneous catalytic) are required for practical applications of AOPs [4]. Combination of fluidized bed reactor with advanced oxidation processes (AOPs) has been recently studied by many researchers [5, 6]. Advanced oxidation processes completely mineralize recalcitrant compound and may produce nonhazardous by- products. Heterogeneous catalytic system has been found to be extremely efficient among all AOPs in degradation of complex chemical compounds and other industrial wastes [7]. e application of Fenton’s reagent as an oxidant for wastewater treatment is a smart choice due to wide availabil- ity of iron, easier handling of nontoxic hydrogen peroxide, and efficient decomposition to environmentally safe products [8, 9]. ere are many recent studies on the use of fluidized bed reactor for wastewater treatment using photo Fenton oxidation [10–12], heterogeneous Fenton oxidation [13, 14], ozone [15, 16], and homogeneous Fenton oxidation [17, 18]. In fluidized bed reactors, the solid particles fluidized by liquid or gas act as a fluid through the reactor. Compared to other types of reactors (e.g., fixed bed reactors), fluidized bed reactors have a number of advantages. Fluidized bed reactors can be considered as an improvement over the traditional water treatment methods associated with advanced oxidation pro- cesses for pollutant degradation. In this work an assessment was done by simulating FBR for treating wastewater using Fenton reaction. Operation of FBR has confirmed many advantages that include high degradation efficiency, lesser reaction time and better catalyst recirculation [19]. However, there are some challenges with fluidized bed reactors. Fluidized beds are a heterogeneous mixture of fluid and solid particles; as a result proper description of the system is difficult to define. In FBR heterogeneous catalytic process, the oxidant (H 2 O 2 ) is decomposed to highly reactive hydroxyl radicals in a catalytic sequence with ferrous ion as a catalyst [20]. Although FBR- AOPs have been studied much, few recent studies are avail- able on modeling of FBR-AOPs and there is a lack of study in the prediction of performance of full scale FBR-AOP systems. Hindawi Publishing Corporation e Scientific World Journal Volume 2014, Article ID 348974, 17 pages http://dx.doi.org/10.1155/2014/348974
Transcript of Research Article Simulation for Supporting Scale...

Research ArticleSimulation for Supporting Scale-Up of a Fluidized BedReactor for Advanced Water Oxidation
Farhana Tisa Abdul Aziz Abdul Raman and Wan Mohd Ashri Wan Daud
Department of Chemical Engineering Faculty of Engineering University of Malaya 50603 Kuala Lumpur Malaysia
Correspondence should be addressed to Abdul Aziz Abdul Raman azizramanumedumy
Received 12 May 2014 Revised 22 July 2014 Accepted 5 August 2014 Published 17 September 2014
Academic Editor Mohamed Sarakha
Copyright copy 2014 Farhana Tisa et al This is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Simulation of fluidized bed reactor (FBR) was accomplished for treating wastewater using Fenton reaction which is an advancedoxidation process (AOP)The simulation was performed to determine characteristics of FBR performance concentration profile ofthe contaminants and various prominent hydrodynamic properties (eg Reynolds number velocity and pressure) in the reactorSimulation was implemented for 28 L working volume using hydrodynamic correlations continuous equation and simplifiedkinetic information for phenols degradation as a model The simulation shows that by using Fe3+ and Fe2+ mixtures as catalystTOC degradation up to 45 was achieved for contaminant range of 40ndash90mgL within 60min The concentration profiles andhydrodynamic characteristics were also generated A subsequent scale-up study was also conducted using similitude method Theanalysis shows that up to 10 L working volume the models developed are applicable The study proves that using appropriatemodeling and simulation data can be predicted for designing and operating FBR for wastewater treatment
1 Introduction
Advanced oxidation processes (AOPs) have emerged to beone of the alternatives for treating effluents containing verytoxic organic compounds [1] The use of advanced oxidationprocesses in treating wastewater containing refractory andinhibitory organics has attained a good recognition over thepast few decades [2 3] High capital cost and suitable reactordesign (eg photo catalytic or heterogeneous catalytic) arerequired for practical applications of AOPs [4] Combinationof fluidized bed reactor with advanced oxidation processes(AOPs) has been recently studied by many researchers[5 6] Advanced oxidation processes completely mineralizerecalcitrant compound and may produce nonhazardous by-products Heterogeneous catalytic system has been foundto be extremely efficient among all AOPs in degradation ofcomplex chemical compounds and other industrial wastes[7] The application of Fentonrsquos reagent as an oxidant forwastewater treatment is a smart choice due to wide availabil-ity of iron easier handling of nontoxic hydrogen peroxideand efficient decomposition to environmentally safe products[8 9] There are many recent studies on the use of fluidizedbed reactor for wastewater treatment using photo Fenton
oxidation [10ndash12] heterogeneous Fenton oxidation [13 14]ozone [15 16] and homogeneous Fenton oxidation [17 18] Influidized bed reactors the solid particles fluidized by liquid orgas act as a fluid through the reactor Compared to other typesof reactors (eg fixed bed reactors) fluidized bed reactorshave a number of advantages Fluidized bed reactors canbe considered as an improvement over the traditional watertreatment methods associated with advanced oxidation pro-cesses for pollutant degradation In this work an assessmentwas done by simulating FBR for treating wastewater usingFenton reaction
Operation of FBR has confirmed many advantages thatinclude high degradation efficiency lesser reaction time andbetter catalyst recirculation [19] However there are somechallenges with fluidized bed reactors Fluidized beds are aheterogeneous mixture of fluid and solid particles as a resultproper description of the system is difficult to define InFBR heterogeneous catalytic process the oxidant (H
2O2) is
decomposed to highly reactive hydroxyl radicals in a catalyticsequence with ferrous ion as a catalyst [20] Although FBR-AOPs have been studied much few recent studies are avail-able on modeling of FBR-AOPs and there is a lack of study inthe prediction of performance of full scale FBR-AOP systems
Hindawi Publishing Corporatione Scientific World JournalVolume 2014 Article ID 348974 17 pageshttpdxdoiorg1011552014348974
2 The Scientific World Journal
Another major problem is scaling up a fluidized bed reactorand the limited availability of detailed studies that predict theperformance of FBR-AOP systems
Knowledge gap in modeling scale-up strategies and per-formance prediction is among the important factors hinder-ing the expansion of commercial water treatments by FBR-AOP technology Full-size commercial reactors are generallycomplicated and costly so before coming into a final designof any industrial reactor some validation of the data shouldbe done Mimicking hydrodynamics of lab-scale data can bea promising solution to this problem But multiphase systemsare complex in nature and scale-up of multiphase processes ishighly unpredictable Proper scale-up of any reactor requireshydrodynamic similarity in different scales In addition val-idation of hydrodynamic properties at different scale is timeconsuming and costly by mean of experimental proceduresUnder these circumstances a theoretical method would bemore appropriate to tackle the challenging problems forscale-up
Therefore a rule for designing a reactor process regardlessof the involvement of any treatment or production can be pro-posed like this firstly to get well acquainted with the hydro-dynamics kinetics heat transfer and mass transfer involvedin the system secondly to numerically solve the governingequations with help of simulation tools and thirdly to testscale-up methods available in the literature to come up withan approximate definition of the process Phenol is used as anindicating contaminant for this work Phenols and phenoliccompounds are the most abundant pollutants in industrialwastewater due to their wide consumption in oil refineriespulp and paper mills resins and steel coke manufacturingand pharmaceutical industries [8]The average concentrationof phenol found in wastewaters is 15 gL but the concen-tration can be as high as 45 gL in highly polluted waters[21] In the year 2002 theWHO (WorldHealthOrganization)fixed the limit of phenol in drinking water at 1mgL to avoidadverse health effects caused by phenols [22] In this work40ndash90mgL of phenol was used as input concentration forthe proposed treatment system However treating phenolin wastewater to nontoxic level by a series of biologicaland chemical treatment processes is difficult due to quicksolubility and steadiness of phenol in water [23] Kinetics ofphenol oxidation have been studied and reactionmechanismshave been narrowed down to 3 (three) consecutive equationsfor simulation input However catalyst ferrous sulphate andgoethite have been used However Goethite (a-FeOOH) hasrecently been found to catalyze the oxidation of recalcitrantcompounds by hydrogen peroxide [24]
Now among other available simulation tools compu-tational fluid dynamic (CFD) simulations have been usedin previous studies on AOPs for modeling chemical speciestransport It is a tool that can simultaneously solve fluiddynamic equations in the course of space and time Thereare some studies on use of CFD for catalytic reactors inwater treatment [25 26] In addition applying CFD analysisdata to scale-up reactors minimizes experimental effort andfabrication costs at the pilot-scale levelThe aimof thiswork isto develop a simulation model to describe the hydrodynamicand kinetic phenomena happening in the FBR Total organic
carbon (TOC) that represents surrogate information insteadof specific species concentration was used to understandthe removal efficiency of phenol in this study Some of theprevious reports on modeling have also been based on TOC[10 27 28]
Earlier results by some researchers have confirmed thesignificance of combining reactor hydrodynamics to predictthe degradation process [29 30] However there are fewsimilar studies in phenol wastewater catalytic degradation ina fluidized bed reactor involving contribution of intermediateproducts In the present study the kinetics of TOC removalfor initial 04mM to 09mM phenol concentration wasinvestigated using goethite catalyst particles along with Fe2+catalyst A CFD model for simulation of catalytic fluidizedbed reactor for water treatment was developed for the pro-posed fluidized bed reactor for better understanding TOCconcentration profile was determined by using CFD Thisapproach can help obtain a more specific understanding ofdesign and optimization of fluidized bed reactor Also veloc-ity profile was obtained in the developed fluidized bed reactorgeometry with CFD simulation The traditional Navier-Stokes equation was used to illustrate the flow through theliberated zone while Brinkman equation was used to repre-sent the flow through the fluidized zone Some assumptionsand boundary conditions have been considered along withthe hydrodynamics species mass transport and chemicalreaction kinetics in the modeled reactor The simulatedresults showfluid velocity change and concentration profile ofcomponents with reactor height Meanwhile TOC predictionby kinetic model was developed based on widely acceptedreactions for phenol degradation in heterogeneous Fentonprocess Finally the computed result from CFD was used forscaling up the proposed bench-scale FBR to pilot-scale FBRSimilitudemethod was used for the scale-up procedureThusin this work phenol degradation by catalyst in a FBR processwas modeled using computational fluid dynamic system andthe results have been used with the help of similitude methodfor scale-up this 2-phase system
2 Materials and Methods
It has been revealed by some authors that batch recircula-tion systems are considerably preferred in degrading highlycontaminated wastewater in terms of TOC reduction [31 32]In batch recirculation system the contact between catalystand pollutant is longer which increases pollutant degradationefficiencyThe schematic illustration of the proposed systemsfor phenol wastewater degradation is presented in Figure 1The fluidized bed reactor consists of a tubular shape with twofeed inlets and one outlet at the end of the reactor Commer-cial grade goethite FeOOH (Sigma Aldrich Germany) wasused in the catalytic bed and the carrier particles are glassbeads of diameter of 1sim2mmThe voidage of the catalyst bedwas calculated using the equation given by Antoni et al asfollows
120598
119898119891= 0586
minus07(
120578
2
120588
119891120583119889
3
119901
)
0029
(
120588
119891
120588
119904
)
0021
(1)
The Scientific World Journal 3
4
7
8
102
1 3a
3b
5
6
(1) Phenol-containing water(2) Hydrogen peroxide solution(3a) Recirculation pump(3b) Centrifugal pump(4) Inflow of phenol water(5) Valve
(6) Inflow of hydrogen peroxide(7) Fluidized bed reactor(8) Outlet(9) Outflow of treated water(10) Collection tank
Figure 1 Schematic diagram of the proposed FBR-AOP system
In the above equation 120598119898119891
is the voidage of particles in min-imum fluidization state 120578 is the viscosity of the fluid 120588
119891and
120588
119904are the densities of the fluid and solid particle 120583 is the
dynamic viscosity of the fluid and 119889119901is the diameter of par-
ticlesThe voidage was found to be 05989 for fluidized glass
particles in water The viscosity of the phenolic water wasassumed to be the same as water The velocity of fluidizationfor liquid-solid fluidization systemwas 003msec calculatedusing the formula given by Wen and Yu [33] as follows
119880
119898119891= 790 times 10
minus3119889
182
119901(120588
119904minus 120588
119891)
094
120583
minus088
119891
(2)
where (120601120598119898119891)
minus1asymp 14 and (1 minus 120598
119898119891)120601
2120598
3
119898119891asymp 11
In the above equation 119880119898119891
is the minimum fluidizationvelocity 119889
119901is the diameter of particles 120588
119891and 120588
119904are the
densities of the fluid and carrier particle 120583 is the viscosity ofthe fluid and 120601 is the sphericity of the carrier particle
The tube region packed with heterogeneous catalyst andglass beads in the amount of 32 gL can occupy 70 of thereactor volumeUniformdistribution of catalyst was assumedin CFD simulation 40ndash90mgL of phenolic water will besupplied into the system through one of the inlets whilehydrogen peroxide and water were pumped into the systemthrough another inlet The feed solution (water + phenol)was continuously recirculated by a pump The fluidized bedreactor model is presented in Figure 1 Table 1 representsthe operating conditions for the reactor for two phenolconcentrations and Table 2 shows the possible mechanismof reaction taking place in the catalyst fluidized bed respec-tively As for the degradation mechanism phenol mainlygets oxidized to catechol and then benzoquinone beforebecoming water and carbon dioxideThe solution pH is to bemaintained at 3 because high level of dissolved ferrous ionsspecies is achieved in more acidic conditions [34]
Table 1 Reactor description and applied conditions for CFD simu-lation
Parameter SpecificationOperating temperature 298KOperating time 3600 secSolution density 120588 1000 kgm3
Solution viscosity 120583 0008904 poise[TOC]in 446molm3 and 255molm3
[H2O2]in 27molm3ndash16molm3
[Diffusion coefficient]TOC 1 times 10minus6m2sec[Diffusion coefficient]OH 1 times 10minus6m2sec[Fe3+] in reactor 154 and 088 gmL[Fe2+] in solution 14 and 8mgLAmount of glass beads 30 gmLReactor-dia 7 cmReactor-height 70 cmReactor-volume 2 LiterOperating flow rate 003msecBed voidage 120576 0586 (unit less)Permeability 120581 59m2
CFD simulation described the TOC concentration profileinside the reactor module and predicted the TOC removalperformance at different operating conditions for this pro-cess The effects of pH change on TOC reduction werenegligible [34 40] As it is assumed that the reactions tookplace only inside the catalyzed fluidized bed the rise of con-centration profiles in the bulk of liquid phase is insignificant
3 Theory
31 CFD Model Development Generally application of flu-idized bed in wastewater treatment technologies is com-plicated In addition there is a lack of knowledge in thisarea in terms of hydrodynamics and kinetics In this studywe tried to define the hydrodynamics and kinetics in orderto depict some important parameters such as componentconcentration within the reactor length with the help ofCFD simulation Though several investigations have beenconducted in AOPs modeling there are very limited studiesonCFDmodeling for Fenton process [41] CFD is a numericaltechnique that illustrates physical and chemical changeswithin the reactor by solving governing equations and theirboundary conditions [30]
The catalyst bed of SiO2and FeOOH was subjected to
fluidize in the reactor Only half of the reactor system wasinto consideration for simulation purposes as the reactor wassymmetrical The designed reactor consists of a cylindricalstructure with two inflow tubes and one outlet (see Figure 1)Cylindrical coordinates were used for modeling the reactorThe incoming species and injected species reacted in the het-erogeneous and homogeneous catalyst system in a completelyfluidized stateThe operating flow rate was based on previousdesign calculations The reactor description and conditionsare given in Table 1
4 The Scientific World Journal
Table 2 Reactions and rate constants for complete mineralization of phenol by Fe3+Fe2+H2O2
No Reaction Rate constant ReferenceR1 Fe3+ +H2O2 rarr Fe2+ +H+
+HO2∙ 1 times 10minus2Mminus1sminus1 [20 35]
R2 Fe3+ +HO2∙
rarr Fe2+ +H++O2 33 times 105 Mminus1sminus1 [36]
R3 Fe2+ +HO2∙
rarr Fe2+ +HO∙ +OHminus 63 times 101 Mminus1sminus1 [35 36]R4 HO∙ +H2O2 rarr HO2
∙+H2O 33 times 107 Mminus1sminus1 [36]
R5 2HO2∙rarr H2O2 +O2 83 times 105 sminus1 [37]
R6 2HO∙ rarr H2O2 42 times 109 sminus1 [35]R7 HO∙ + phenol rarr 12-DHCD∙ 33 times 109 Mminus1sminus1 [35]R8 12-DHCD∙ + Fe3+ rarr Fe2+ + catechol 70 times 103 Mminus1sminus1 [35]R9 14-DHCD∙ + Fe3+ rarr Fe2+ + hydroquinone 70 times 103 Mminus1sminus1 [35]R10 12-DHCD∙ +HO∙ rarr THB 20 times 1010 Mminus1sminus1 [35]R11 Catechol +HO∙ rarr THCD∙ 11 times 1010 Mminus1sminus1 [20]R12 THCD∙ + Fe3+ rarr THB + Fe2+ +H+ 70 times 103 Mminus1sminus1 [35]R13 Fe3+ + THB rarr Fe2+ + fumaric acid 10 times 101 Mminus1sminus1 [35]R14 Fumaric acid + HO∙ rarr oxalic acid + CO2 60 times 109 Mminus1sminus1 [20]R15 Oxalic acid + HO∙ rarr CO2 14 times 106 Mminus1sminus1 [20]R16 Phenol + HO∙ rarr aromatics 03805Mminus1sminus1 [38]R17 Phenol + HO∙ rarr muconic acid 1933 times 10minus2Mminus1sminus1 [38]R18 Phenol + HO∙ rarr fumaric acid 15 times 10minus2Mminus1sminus1 [39]R19 H2O2 rarr 2HO∙ 00012 sminus1 From this studyR20 TOC1 + HO∙ rarr TOC2 + H2O 635 times 10minus5Mminus1sminus1 From this studyR21 TOC2 + HO∙ rarr final product 96 times 10minus7Mminus1sminus1 From this studyDHCD di-hydroxy-cyclohexa-di-enyl radical THB tri-hydroxy-benzene THCD di-hydroxy-cyclohexa-di-enyl radical
311 Model for Kinetic Mechanism This study concentrateson phenol degradation in the proposed system Reactionkinetics of phenol degradation has been investigated in sev-eral previous studies [20 39] In general complete oxidationof phenol to CO
2is not practically feasible due to high H
2O2
consumption As a consequence it is necessary to studythe concentration of toxic intermediates in the degradationmechanism As this process is complex various reactionschemes can be gathered to carefully analyze the mechanismFollowing that catechol benzoquinone and hydroquinonehave been found as the main initial oxidation products thatindicate hydroxylation taking place principally in the orthoring position to the phenolic group [42] Abundant productslike maleic acetic and formic acids are produced whendearomatization process begins [43] Rate reaction of oxalicacid is slower but attains higher concentration with timeDicarboxylic maleic and muconic acids are important com-pounds as a result of ring opening of aromatic intermediatesThe reactions involving phenol mineralization are shown inTable 2 The enormous number of reaction mechanisms forphenol degradation can be grouped based on production ofaromatic compounds or acid and scavenging reactions
The mechanism is reduced from reaction R1 to R18 basedon widely accepted literature R1 to R3 represent the forma-tion of OH radical in reaction with Fe3+ from the catalyst andR4 toR6 represent scavenging effect of hydrogen peroxide R7to R12 represent production of aromatic compounds R13 toR18 represent production of acids in degradation As a wholeR7 to R18 represent production of intermediates Completemineralization regardless of production of intermediates is
presented by R19 to R21 Reactions participation can beclassified in three basic steps First the initiation and termi-nation of radicals hydrogen abstraction and depropagation(decayscission) [17 44] According to LCA (Long ChainApproximation) initiation and termination are neglected asthey do not significantly affect the reaction rate [17 45]However little is known about the sequence of intermedi-ates formation Following these findings the total organiccarbon instead of phenol and intermediates is taken as asurrogate parameter of organic matter present in water TOCis assumed as the sum of the contribution of two types ofcompounds The initial phenol concentration is expressed byTOC1and the total formation of intermediate is expressed
by TOC2 Based on the chain end scission in the population
balance equation the kinetic reactions in Table 2 can besummed up to three dynamic equations [2]
H2O2997888rarr 2HO∙ (3)
TOC1+HO∙ 997888rarr TOC
2+H2O (4)
TOC2+HO∙ 997888rarr CO
2+H2O (5)
These reactions are also supported by several authors [46]This simplification is stated as general lumped kinetic model(GLKM) [8 47 48] In this research general lumped kineticmodel is applied where the intermediate products (catecholbenzoquinone hydroquinone etc) can be expressed as a setof first order ordinary differential equations Concentrationsof these various intermediates can be represented by a lumpedconcentration of total organic carbon
The Scientific World Journal 5
Furthermore the following reaction rate equations can bederived from (3) (4) and (5)
RHO∙ = k19[H2O2] (6)
RTOC1
= k20[HO∙] [TOC
1] (7)
RTOC2
= k21[HO∙] [TOC
2] (8)
As our interest is on individual concentration profiles rateexpressions for reactant and products were determined Therate expressions can be stated as follows
rTOC1= minusk20[HO∙] [TOC
1] (9)
rTOC2= k20[HO∙] [TOC
1] minus k21[HO∙] [TOC
2] (10)
rOH =2k19[H2O2] minus k20[HO∙][TOC
1] minus k21[HO∙][TOC
2]
(11)
The three expressions stated above were selected for thesimulation purpose based on the kinetic information fromthe literature
312 Reactor Hydrodynamics In the proposed reactor liquid(phenol water) and solid interaction (catalyst and glass beads)will result into effective degradation of phenol Numericalsimulation of liquid flow and transport in a fluidized bedreactor is challenging as the liquid flows continuously but thecatalyst bed creates a porous zone for the liquid On this notethis liquidmovement through the reactor can be described bytwo steps Firstly free-flow of the liquid through the systemand secondly fluid flowing through fluidized-state poroussystem The momentum balance for the first step can bedescribed with incompressible Navier-Stokes equation Thestationary Navier-stokes equations describing the fluid flowin the liberal flow regions is as follows
nabla sdot [minus120583((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) +119901119868]
= minus120588 (u sdot nabla)u
(12)
where 120588 u 119901 120583 nabla and 119879 are density velocity vectorpressure dynamic viscosity del operator and deviatoriccomponent of the total stress tensor respectively The forcevector ldquoFrdquo is omitted for the absence of any pneumatic probesin the reactor premises
In the second step the flow through the porous fluidizedcatalyst bed is described by a combination of the conti-nuity equation and momentum balance equation which isBrinkman equation [37 38 44ndash50] Radial axial and tan-gential velocities and pressure are the dependent variables in
Brinkman equationThe flow in porous media is governed bythe following expression
120588
120576
119901
((u sdot nabla) u120576
119901
)
= nabla sdot [minus119901119868 +
120583
120576
119901
(nablau+ (nablau)119879) minus2120583
3120576
119901
(nabla sdot u) 119868]
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
(13)
120583 denotes the dynamic viscosity of the fluid (SI unitkg(msdots)) u is the velocity vector (ms) 120588 is the density of thefluid (kgm3) 119901 is the pressure (Pa) 120576
119901is the porosity 120581br
is the permeability of the porous medium (m2) nabla is the deloperator 119879 is the deviatoric component of the total stresstensor respectively and 119876 is a mass source or mass sink(kg(m3sdots)) Influence of gravity and other volume forces canbe accounted for using the force term F (kg(m2sdots2))
Brinkman equation in 119909-direction is
120588
120576
119901
(
120597u119909
120597119905
+ u119909
120597u119909
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119911
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119909
(14)
Brinkman equation in 119910-direction is
120588
120576
119901
(
120597u119910
120597119905
+ u119909
120597u119910
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119910
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119910
(15)
6 The Scientific World Journal
Brinkman equation in 119911-direction is
120588
120576
119901
(
120597u119911
120597119905
+ u119909
120597u119911
120597119909
+ u119910
120597u119911
120597119910
+ u119911
120597u119911
120597119911
)
= [minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
)]
minus
2120583
3120576
119901
(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2) 119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119911
(16)
The term (u sdot nabla)u120576119901can be disabled as Reynolds number
is much higher than 1 The Forchheimer drag option adds aviscous force proportional to the square of the fluid velocityFF = minus120573F|u|u The Forchheimer term 119861F has units of kgm
4The mass source 119876 accounts for mass deposit and masscreation in domains and the mass exchange is assumed tooccur at zero velocity
The dependent variables are the concentrations of thereactants and products Inertial term for Stokes flow andporous media are taken into account in this case
The equation can be presented as follows after simplifica-tion
nabla sdot [minus
120583
120576
119901
(nablau + (nablau)119879) + 119901119868] = minus120583
119896
u (17)
The equation in 119909-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
120581
u
(18)
The equation in 119910-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+ (
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
119896
u
(19)
The equation in 119911-direction can be stated as
nabla[minus
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868] = minus
120583
119896
u
(20)
313 Species Mass Balance Continuity equation was usedfor each compound for describing mass balance in thisfluidized bed reactor Simultaneous solving of the equationis the key step to deduce the concentration profile of TOCinside the fluidized bed reactor It was assumed in the systemthat the modeled species were in very low concentrationscompared to solvent liquid Fickian approach was used forthe diffusion term in mass transport The model of 19 speciesand 16 reactions was done based on convection and diffusionequation The equation is as follows
120597
120597119903
(minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
))
+ u sdot (120597119888119894120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) = 119877
119894
(21)
In the above equation119863119894is the diffusion coefficient of species
119894 (m2s) 119862 is the concentration of species 119894 (molm3) u is thefluid velocity (ms) F refers to Faradayrsquos constant (Asdotsmol)119881 denotes the electrical potential (119881) 119911
119894is the charge number
of the ionic species (unit less) u119898119894
is the ionic mobility and119877 is the production or consumption rates expression for thespecies (mol(m3sdots)) This equation can be simplified to thefollowing expression
120597
120597119903
(119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119862
119894u) = 119877
119894 (22)
In this equation 119888119894denotes the concentration (molm3) 119863
119894
the diffusivity (m2s) and 119877119894the reaction rate for species 119894
(molm3sdots)This mass balance equation occurs for both diffusion
and convection in a conservative manner It means that theterms from the conventional part 119888nabla sdot u become zero for anincompressible fluid This ensures that nonphysical sourceterms cannot come from the solution of a flow field
The expression term presented in equation119860 is called fluxnode and it defines the total flux of species 119888 This is used tospecify the total species flux across the boundary
119873
119894= (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
)) + 119862
119894u
(23)
The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
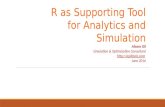
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

2 The Scientific World Journal
Another major problem is scaling up a fluidized bed reactorand the limited availability of detailed studies that predict theperformance of FBR-AOP systems
Knowledge gap in modeling scale-up strategies and per-formance prediction is among the important factors hinder-ing the expansion of commercial water treatments by FBR-AOP technology Full-size commercial reactors are generallycomplicated and costly so before coming into a final designof any industrial reactor some validation of the data shouldbe done Mimicking hydrodynamics of lab-scale data can bea promising solution to this problem But multiphase systemsare complex in nature and scale-up of multiphase processes ishighly unpredictable Proper scale-up of any reactor requireshydrodynamic similarity in different scales In addition val-idation of hydrodynamic properties at different scale is timeconsuming and costly by mean of experimental proceduresUnder these circumstances a theoretical method would bemore appropriate to tackle the challenging problems forscale-up
Therefore a rule for designing a reactor process regardlessof the involvement of any treatment or production can be pro-posed like this firstly to get well acquainted with the hydro-dynamics kinetics heat transfer and mass transfer involvedin the system secondly to numerically solve the governingequations with help of simulation tools and thirdly to testscale-up methods available in the literature to come up withan approximate definition of the process Phenol is used as anindicating contaminant for this work Phenols and phenoliccompounds are the most abundant pollutants in industrialwastewater due to their wide consumption in oil refineriespulp and paper mills resins and steel coke manufacturingand pharmaceutical industries [8]The average concentrationof phenol found in wastewaters is 15 gL but the concen-tration can be as high as 45 gL in highly polluted waters[21] In the year 2002 theWHO (WorldHealthOrganization)fixed the limit of phenol in drinking water at 1mgL to avoidadverse health effects caused by phenols [22] In this work40ndash90mgL of phenol was used as input concentration forthe proposed treatment system However treating phenolin wastewater to nontoxic level by a series of biologicaland chemical treatment processes is difficult due to quicksolubility and steadiness of phenol in water [23] Kinetics ofphenol oxidation have been studied and reactionmechanismshave been narrowed down to 3 (three) consecutive equationsfor simulation input However catalyst ferrous sulphate andgoethite have been used However Goethite (a-FeOOH) hasrecently been found to catalyze the oxidation of recalcitrantcompounds by hydrogen peroxide [24]
Now among other available simulation tools compu-tational fluid dynamic (CFD) simulations have been usedin previous studies on AOPs for modeling chemical speciestransport It is a tool that can simultaneously solve fluiddynamic equations in the course of space and time Thereare some studies on use of CFD for catalytic reactors inwater treatment [25 26] In addition applying CFD analysisdata to scale-up reactors minimizes experimental effort andfabrication costs at the pilot-scale levelThe aimof thiswork isto develop a simulation model to describe the hydrodynamicand kinetic phenomena happening in the FBR Total organic
carbon (TOC) that represents surrogate information insteadof specific species concentration was used to understandthe removal efficiency of phenol in this study Some of theprevious reports on modeling have also been based on TOC[10 27 28]
Earlier results by some researchers have confirmed thesignificance of combining reactor hydrodynamics to predictthe degradation process [29 30] However there are fewsimilar studies in phenol wastewater catalytic degradation ina fluidized bed reactor involving contribution of intermediateproducts In the present study the kinetics of TOC removalfor initial 04mM to 09mM phenol concentration wasinvestigated using goethite catalyst particles along with Fe2+catalyst A CFD model for simulation of catalytic fluidizedbed reactor for water treatment was developed for the pro-posed fluidized bed reactor for better understanding TOCconcentration profile was determined by using CFD Thisapproach can help obtain a more specific understanding ofdesign and optimization of fluidized bed reactor Also veloc-ity profile was obtained in the developed fluidized bed reactorgeometry with CFD simulation The traditional Navier-Stokes equation was used to illustrate the flow through theliberated zone while Brinkman equation was used to repre-sent the flow through the fluidized zone Some assumptionsand boundary conditions have been considered along withthe hydrodynamics species mass transport and chemicalreaction kinetics in the modeled reactor The simulatedresults showfluid velocity change and concentration profile ofcomponents with reactor height Meanwhile TOC predictionby kinetic model was developed based on widely acceptedreactions for phenol degradation in heterogeneous Fentonprocess Finally the computed result from CFD was used forscaling up the proposed bench-scale FBR to pilot-scale FBRSimilitudemethod was used for the scale-up procedureThusin this work phenol degradation by catalyst in a FBR processwas modeled using computational fluid dynamic system andthe results have been used with the help of similitude methodfor scale-up this 2-phase system
2 Materials and Methods
It has been revealed by some authors that batch recircula-tion systems are considerably preferred in degrading highlycontaminated wastewater in terms of TOC reduction [31 32]In batch recirculation system the contact between catalystand pollutant is longer which increases pollutant degradationefficiencyThe schematic illustration of the proposed systemsfor phenol wastewater degradation is presented in Figure 1The fluidized bed reactor consists of a tubular shape with twofeed inlets and one outlet at the end of the reactor Commer-cial grade goethite FeOOH (Sigma Aldrich Germany) wasused in the catalytic bed and the carrier particles are glassbeads of diameter of 1sim2mmThe voidage of the catalyst bedwas calculated using the equation given by Antoni et al asfollows
120598
119898119891= 0586
minus07(
120578
2
120588
119891120583119889
3
119901
)
0029
(
120588
119891
120588
119904
)
0021
(1)
The Scientific World Journal 3
4
7
8
102
1 3a
3b
5
6
(1) Phenol-containing water(2) Hydrogen peroxide solution(3a) Recirculation pump(3b) Centrifugal pump(4) Inflow of phenol water(5) Valve
(6) Inflow of hydrogen peroxide(7) Fluidized bed reactor(8) Outlet(9) Outflow of treated water(10) Collection tank
Figure 1 Schematic diagram of the proposed FBR-AOP system
In the above equation 120598119898119891
is the voidage of particles in min-imum fluidization state 120578 is the viscosity of the fluid 120588
119891and
120588
119904are the densities of the fluid and solid particle 120583 is the
dynamic viscosity of the fluid and 119889119901is the diameter of par-
ticlesThe voidage was found to be 05989 for fluidized glass
particles in water The viscosity of the phenolic water wasassumed to be the same as water The velocity of fluidizationfor liquid-solid fluidization systemwas 003msec calculatedusing the formula given by Wen and Yu [33] as follows
119880
119898119891= 790 times 10
minus3119889
182
119901(120588
119904minus 120588
119891)
094
120583
minus088
119891
(2)
where (120601120598119898119891)
minus1asymp 14 and (1 minus 120598
119898119891)120601
2120598
3
119898119891asymp 11
In the above equation 119880119898119891
is the minimum fluidizationvelocity 119889
119901is the diameter of particles 120588
119891and 120588
119904are the
densities of the fluid and carrier particle 120583 is the viscosity ofthe fluid and 120601 is the sphericity of the carrier particle
The tube region packed with heterogeneous catalyst andglass beads in the amount of 32 gL can occupy 70 of thereactor volumeUniformdistribution of catalyst was assumedin CFD simulation 40ndash90mgL of phenolic water will besupplied into the system through one of the inlets whilehydrogen peroxide and water were pumped into the systemthrough another inlet The feed solution (water + phenol)was continuously recirculated by a pump The fluidized bedreactor model is presented in Figure 1 Table 1 representsthe operating conditions for the reactor for two phenolconcentrations and Table 2 shows the possible mechanismof reaction taking place in the catalyst fluidized bed respec-tively As for the degradation mechanism phenol mainlygets oxidized to catechol and then benzoquinone beforebecoming water and carbon dioxideThe solution pH is to bemaintained at 3 because high level of dissolved ferrous ionsspecies is achieved in more acidic conditions [34]
Table 1 Reactor description and applied conditions for CFD simu-lation
Parameter SpecificationOperating temperature 298KOperating time 3600 secSolution density 120588 1000 kgm3
Solution viscosity 120583 0008904 poise[TOC]in 446molm3 and 255molm3
[H2O2]in 27molm3ndash16molm3
[Diffusion coefficient]TOC 1 times 10minus6m2sec[Diffusion coefficient]OH 1 times 10minus6m2sec[Fe3+] in reactor 154 and 088 gmL[Fe2+] in solution 14 and 8mgLAmount of glass beads 30 gmLReactor-dia 7 cmReactor-height 70 cmReactor-volume 2 LiterOperating flow rate 003msecBed voidage 120576 0586 (unit less)Permeability 120581 59m2
CFD simulation described the TOC concentration profileinside the reactor module and predicted the TOC removalperformance at different operating conditions for this pro-cess The effects of pH change on TOC reduction werenegligible [34 40] As it is assumed that the reactions tookplace only inside the catalyzed fluidized bed the rise of con-centration profiles in the bulk of liquid phase is insignificant
3 Theory
31 CFD Model Development Generally application of flu-idized bed in wastewater treatment technologies is com-plicated In addition there is a lack of knowledge in thisarea in terms of hydrodynamics and kinetics In this studywe tried to define the hydrodynamics and kinetics in orderto depict some important parameters such as componentconcentration within the reactor length with the help ofCFD simulation Though several investigations have beenconducted in AOPs modeling there are very limited studiesonCFDmodeling for Fenton process [41] CFD is a numericaltechnique that illustrates physical and chemical changeswithin the reactor by solving governing equations and theirboundary conditions [30]
The catalyst bed of SiO2and FeOOH was subjected to
fluidize in the reactor Only half of the reactor system wasinto consideration for simulation purposes as the reactor wassymmetrical The designed reactor consists of a cylindricalstructure with two inflow tubes and one outlet (see Figure 1)Cylindrical coordinates were used for modeling the reactorThe incoming species and injected species reacted in the het-erogeneous and homogeneous catalyst system in a completelyfluidized stateThe operating flow rate was based on previousdesign calculations The reactor description and conditionsare given in Table 1
4 The Scientific World Journal
Table 2 Reactions and rate constants for complete mineralization of phenol by Fe3+Fe2+H2O2
No Reaction Rate constant ReferenceR1 Fe3+ +H2O2 rarr Fe2+ +H+
+HO2∙ 1 times 10minus2Mminus1sminus1 [20 35]
R2 Fe3+ +HO2∙
rarr Fe2+ +H++O2 33 times 105 Mminus1sminus1 [36]
R3 Fe2+ +HO2∙
rarr Fe2+ +HO∙ +OHminus 63 times 101 Mminus1sminus1 [35 36]R4 HO∙ +H2O2 rarr HO2
∙+H2O 33 times 107 Mminus1sminus1 [36]
R5 2HO2∙rarr H2O2 +O2 83 times 105 sminus1 [37]
R6 2HO∙ rarr H2O2 42 times 109 sminus1 [35]R7 HO∙ + phenol rarr 12-DHCD∙ 33 times 109 Mminus1sminus1 [35]R8 12-DHCD∙ + Fe3+ rarr Fe2+ + catechol 70 times 103 Mminus1sminus1 [35]R9 14-DHCD∙ + Fe3+ rarr Fe2+ + hydroquinone 70 times 103 Mminus1sminus1 [35]R10 12-DHCD∙ +HO∙ rarr THB 20 times 1010 Mminus1sminus1 [35]R11 Catechol +HO∙ rarr THCD∙ 11 times 1010 Mminus1sminus1 [20]R12 THCD∙ + Fe3+ rarr THB + Fe2+ +H+ 70 times 103 Mminus1sminus1 [35]R13 Fe3+ + THB rarr Fe2+ + fumaric acid 10 times 101 Mminus1sminus1 [35]R14 Fumaric acid + HO∙ rarr oxalic acid + CO2 60 times 109 Mminus1sminus1 [20]R15 Oxalic acid + HO∙ rarr CO2 14 times 106 Mminus1sminus1 [20]R16 Phenol + HO∙ rarr aromatics 03805Mminus1sminus1 [38]R17 Phenol + HO∙ rarr muconic acid 1933 times 10minus2Mminus1sminus1 [38]R18 Phenol + HO∙ rarr fumaric acid 15 times 10minus2Mminus1sminus1 [39]R19 H2O2 rarr 2HO∙ 00012 sminus1 From this studyR20 TOC1 + HO∙ rarr TOC2 + H2O 635 times 10minus5Mminus1sminus1 From this studyR21 TOC2 + HO∙ rarr final product 96 times 10minus7Mminus1sminus1 From this studyDHCD di-hydroxy-cyclohexa-di-enyl radical THB tri-hydroxy-benzene THCD di-hydroxy-cyclohexa-di-enyl radical
311 Model for Kinetic Mechanism This study concentrateson phenol degradation in the proposed system Reactionkinetics of phenol degradation has been investigated in sev-eral previous studies [20 39] In general complete oxidationof phenol to CO
2is not practically feasible due to high H
2O2
consumption As a consequence it is necessary to studythe concentration of toxic intermediates in the degradationmechanism As this process is complex various reactionschemes can be gathered to carefully analyze the mechanismFollowing that catechol benzoquinone and hydroquinonehave been found as the main initial oxidation products thatindicate hydroxylation taking place principally in the orthoring position to the phenolic group [42] Abundant productslike maleic acetic and formic acids are produced whendearomatization process begins [43] Rate reaction of oxalicacid is slower but attains higher concentration with timeDicarboxylic maleic and muconic acids are important com-pounds as a result of ring opening of aromatic intermediatesThe reactions involving phenol mineralization are shown inTable 2 The enormous number of reaction mechanisms forphenol degradation can be grouped based on production ofaromatic compounds or acid and scavenging reactions
The mechanism is reduced from reaction R1 to R18 basedon widely accepted literature R1 to R3 represent the forma-tion of OH radical in reaction with Fe3+ from the catalyst andR4 toR6 represent scavenging effect of hydrogen peroxide R7to R12 represent production of aromatic compounds R13 toR18 represent production of acids in degradation As a wholeR7 to R18 represent production of intermediates Completemineralization regardless of production of intermediates is
presented by R19 to R21 Reactions participation can beclassified in three basic steps First the initiation and termi-nation of radicals hydrogen abstraction and depropagation(decayscission) [17 44] According to LCA (Long ChainApproximation) initiation and termination are neglected asthey do not significantly affect the reaction rate [17 45]However little is known about the sequence of intermedi-ates formation Following these findings the total organiccarbon instead of phenol and intermediates is taken as asurrogate parameter of organic matter present in water TOCis assumed as the sum of the contribution of two types ofcompounds The initial phenol concentration is expressed byTOC1and the total formation of intermediate is expressed
by TOC2 Based on the chain end scission in the population
balance equation the kinetic reactions in Table 2 can besummed up to three dynamic equations [2]
H2O2997888rarr 2HO∙ (3)
TOC1+HO∙ 997888rarr TOC
2+H2O (4)
TOC2+HO∙ 997888rarr CO
2+H2O (5)
These reactions are also supported by several authors [46]This simplification is stated as general lumped kinetic model(GLKM) [8 47 48] In this research general lumped kineticmodel is applied where the intermediate products (catecholbenzoquinone hydroquinone etc) can be expressed as a setof first order ordinary differential equations Concentrationsof these various intermediates can be represented by a lumpedconcentration of total organic carbon
The Scientific World Journal 5
Furthermore the following reaction rate equations can bederived from (3) (4) and (5)
RHO∙ = k19[H2O2] (6)
RTOC1
= k20[HO∙] [TOC
1] (7)
RTOC2
= k21[HO∙] [TOC
2] (8)
As our interest is on individual concentration profiles rateexpressions for reactant and products were determined Therate expressions can be stated as follows
rTOC1= minusk20[HO∙] [TOC
1] (9)
rTOC2= k20[HO∙] [TOC
1] minus k21[HO∙] [TOC
2] (10)
rOH =2k19[H2O2] minus k20[HO∙][TOC
1] minus k21[HO∙][TOC
2]
(11)
The three expressions stated above were selected for thesimulation purpose based on the kinetic information fromthe literature
312 Reactor Hydrodynamics In the proposed reactor liquid(phenol water) and solid interaction (catalyst and glass beads)will result into effective degradation of phenol Numericalsimulation of liquid flow and transport in a fluidized bedreactor is challenging as the liquid flows continuously but thecatalyst bed creates a porous zone for the liquid On this notethis liquidmovement through the reactor can be described bytwo steps Firstly free-flow of the liquid through the systemand secondly fluid flowing through fluidized-state poroussystem The momentum balance for the first step can bedescribed with incompressible Navier-Stokes equation Thestationary Navier-stokes equations describing the fluid flowin the liberal flow regions is as follows
nabla sdot [minus120583((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) +119901119868]
= minus120588 (u sdot nabla)u
(12)
where 120588 u 119901 120583 nabla and 119879 are density velocity vectorpressure dynamic viscosity del operator and deviatoriccomponent of the total stress tensor respectively The forcevector ldquoFrdquo is omitted for the absence of any pneumatic probesin the reactor premises
In the second step the flow through the porous fluidizedcatalyst bed is described by a combination of the conti-nuity equation and momentum balance equation which isBrinkman equation [37 38 44ndash50] Radial axial and tan-gential velocities and pressure are the dependent variables in
Brinkman equationThe flow in porous media is governed bythe following expression
120588
120576
119901
((u sdot nabla) u120576
119901
)
= nabla sdot [minus119901119868 +
120583
120576
119901
(nablau+ (nablau)119879) minus2120583
3120576
119901
(nabla sdot u) 119868]
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
(13)
120583 denotes the dynamic viscosity of the fluid (SI unitkg(msdots)) u is the velocity vector (ms) 120588 is the density of thefluid (kgm3) 119901 is the pressure (Pa) 120576
119901is the porosity 120581br
is the permeability of the porous medium (m2) nabla is the deloperator 119879 is the deviatoric component of the total stresstensor respectively and 119876 is a mass source or mass sink(kg(m3sdots)) Influence of gravity and other volume forces canbe accounted for using the force term F (kg(m2sdots2))
Brinkman equation in 119909-direction is
120588
120576
119901
(
120597u119909
120597119905
+ u119909
120597u119909
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119911
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119909
(14)
Brinkman equation in 119910-direction is
120588
120576
119901
(
120597u119910
120597119905
+ u119909
120597u119910
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119910
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119910
(15)
6 The Scientific World Journal
Brinkman equation in 119911-direction is
120588
120576
119901
(
120597u119911
120597119905
+ u119909
120597u119911
120597119909
+ u119910
120597u119911
120597119910
+ u119911
120597u119911
120597119911
)
= [minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
)]
minus
2120583
3120576
119901
(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2) 119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119911
(16)
The term (u sdot nabla)u120576119901can be disabled as Reynolds number
is much higher than 1 The Forchheimer drag option adds aviscous force proportional to the square of the fluid velocityFF = minus120573F|u|u The Forchheimer term 119861F has units of kgm
4The mass source 119876 accounts for mass deposit and masscreation in domains and the mass exchange is assumed tooccur at zero velocity
The dependent variables are the concentrations of thereactants and products Inertial term for Stokes flow andporous media are taken into account in this case
The equation can be presented as follows after simplifica-tion
nabla sdot [minus
120583
120576
119901
(nablau + (nablau)119879) + 119901119868] = minus120583
119896
u (17)
The equation in 119909-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
120581
u
(18)
The equation in 119910-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+ (
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
119896
u
(19)
The equation in 119911-direction can be stated as
nabla[minus
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868] = minus
120583
119896
u
(20)
313 Species Mass Balance Continuity equation was usedfor each compound for describing mass balance in thisfluidized bed reactor Simultaneous solving of the equationis the key step to deduce the concentration profile of TOCinside the fluidized bed reactor It was assumed in the systemthat the modeled species were in very low concentrationscompared to solvent liquid Fickian approach was used forthe diffusion term in mass transport The model of 19 speciesand 16 reactions was done based on convection and diffusionequation The equation is as follows
120597
120597119903
(minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
))
+ u sdot (120597119888119894120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) = 119877
119894
(21)
In the above equation119863119894is the diffusion coefficient of species
119894 (m2s) 119862 is the concentration of species 119894 (molm3) u is thefluid velocity (ms) F refers to Faradayrsquos constant (Asdotsmol)119881 denotes the electrical potential (119881) 119911
119894is the charge number
of the ionic species (unit less) u119898119894
is the ionic mobility and119877 is the production or consumption rates expression for thespecies (mol(m3sdots)) This equation can be simplified to thefollowing expression
120597
120597119903
(119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119862
119894u) = 119877
119894 (22)
In this equation 119888119894denotes the concentration (molm3) 119863
119894
the diffusivity (m2s) and 119877119894the reaction rate for species 119894
(molm3sdots)This mass balance equation occurs for both diffusion
and convection in a conservative manner It means that theterms from the conventional part 119888nabla sdot u become zero for anincompressible fluid This ensures that nonphysical sourceterms cannot come from the solution of a flow field
The expression term presented in equation119860 is called fluxnode and it defines the total flux of species 119888 This is used tospecify the total species flux across the boundary
119873
119894= (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
)) + 119862
119894u
(23)
The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 3
4
7
8
102
1 3a
3b
5
6
(1) Phenol-containing water(2) Hydrogen peroxide solution(3a) Recirculation pump(3b) Centrifugal pump(4) Inflow of phenol water(5) Valve
(6) Inflow of hydrogen peroxide(7) Fluidized bed reactor(8) Outlet(9) Outflow of treated water(10) Collection tank
Figure 1 Schematic diagram of the proposed FBR-AOP system
In the above equation 120598119898119891
is the voidage of particles in min-imum fluidization state 120578 is the viscosity of the fluid 120588
119891and
120588
119904are the densities of the fluid and solid particle 120583 is the
dynamic viscosity of the fluid and 119889119901is the diameter of par-
ticlesThe voidage was found to be 05989 for fluidized glass
particles in water The viscosity of the phenolic water wasassumed to be the same as water The velocity of fluidizationfor liquid-solid fluidization systemwas 003msec calculatedusing the formula given by Wen and Yu [33] as follows
119880
119898119891= 790 times 10
minus3119889
182
119901(120588
119904minus 120588
119891)
094
120583
minus088
119891
(2)
where (120601120598119898119891)
minus1asymp 14 and (1 minus 120598
119898119891)120601
2120598
3
119898119891asymp 11
In the above equation 119880119898119891
is the minimum fluidizationvelocity 119889
119901is the diameter of particles 120588
119891and 120588
119904are the
densities of the fluid and carrier particle 120583 is the viscosity ofthe fluid and 120601 is the sphericity of the carrier particle
The tube region packed with heterogeneous catalyst andglass beads in the amount of 32 gL can occupy 70 of thereactor volumeUniformdistribution of catalyst was assumedin CFD simulation 40ndash90mgL of phenolic water will besupplied into the system through one of the inlets whilehydrogen peroxide and water were pumped into the systemthrough another inlet The feed solution (water + phenol)was continuously recirculated by a pump The fluidized bedreactor model is presented in Figure 1 Table 1 representsthe operating conditions for the reactor for two phenolconcentrations and Table 2 shows the possible mechanismof reaction taking place in the catalyst fluidized bed respec-tively As for the degradation mechanism phenol mainlygets oxidized to catechol and then benzoquinone beforebecoming water and carbon dioxideThe solution pH is to bemaintained at 3 because high level of dissolved ferrous ionsspecies is achieved in more acidic conditions [34]
Table 1 Reactor description and applied conditions for CFD simu-lation
Parameter SpecificationOperating temperature 298KOperating time 3600 secSolution density 120588 1000 kgm3
Solution viscosity 120583 0008904 poise[TOC]in 446molm3 and 255molm3
[H2O2]in 27molm3ndash16molm3
[Diffusion coefficient]TOC 1 times 10minus6m2sec[Diffusion coefficient]OH 1 times 10minus6m2sec[Fe3+] in reactor 154 and 088 gmL[Fe2+] in solution 14 and 8mgLAmount of glass beads 30 gmLReactor-dia 7 cmReactor-height 70 cmReactor-volume 2 LiterOperating flow rate 003msecBed voidage 120576 0586 (unit less)Permeability 120581 59m2
CFD simulation described the TOC concentration profileinside the reactor module and predicted the TOC removalperformance at different operating conditions for this pro-cess The effects of pH change on TOC reduction werenegligible [34 40] As it is assumed that the reactions tookplace only inside the catalyzed fluidized bed the rise of con-centration profiles in the bulk of liquid phase is insignificant
3 Theory
31 CFD Model Development Generally application of flu-idized bed in wastewater treatment technologies is com-plicated In addition there is a lack of knowledge in thisarea in terms of hydrodynamics and kinetics In this studywe tried to define the hydrodynamics and kinetics in orderto depict some important parameters such as componentconcentration within the reactor length with the help ofCFD simulation Though several investigations have beenconducted in AOPs modeling there are very limited studiesonCFDmodeling for Fenton process [41] CFD is a numericaltechnique that illustrates physical and chemical changeswithin the reactor by solving governing equations and theirboundary conditions [30]
The catalyst bed of SiO2and FeOOH was subjected to
fluidize in the reactor Only half of the reactor system wasinto consideration for simulation purposes as the reactor wassymmetrical The designed reactor consists of a cylindricalstructure with two inflow tubes and one outlet (see Figure 1)Cylindrical coordinates were used for modeling the reactorThe incoming species and injected species reacted in the het-erogeneous and homogeneous catalyst system in a completelyfluidized stateThe operating flow rate was based on previousdesign calculations The reactor description and conditionsare given in Table 1
4 The Scientific World Journal
Table 2 Reactions and rate constants for complete mineralization of phenol by Fe3+Fe2+H2O2
No Reaction Rate constant ReferenceR1 Fe3+ +H2O2 rarr Fe2+ +H+
+HO2∙ 1 times 10minus2Mminus1sminus1 [20 35]
R2 Fe3+ +HO2∙
rarr Fe2+ +H++O2 33 times 105 Mminus1sminus1 [36]
R3 Fe2+ +HO2∙
rarr Fe2+ +HO∙ +OHminus 63 times 101 Mminus1sminus1 [35 36]R4 HO∙ +H2O2 rarr HO2
∙+H2O 33 times 107 Mminus1sminus1 [36]
R5 2HO2∙rarr H2O2 +O2 83 times 105 sminus1 [37]
R6 2HO∙ rarr H2O2 42 times 109 sminus1 [35]R7 HO∙ + phenol rarr 12-DHCD∙ 33 times 109 Mminus1sminus1 [35]R8 12-DHCD∙ + Fe3+ rarr Fe2+ + catechol 70 times 103 Mminus1sminus1 [35]R9 14-DHCD∙ + Fe3+ rarr Fe2+ + hydroquinone 70 times 103 Mminus1sminus1 [35]R10 12-DHCD∙ +HO∙ rarr THB 20 times 1010 Mminus1sminus1 [35]R11 Catechol +HO∙ rarr THCD∙ 11 times 1010 Mminus1sminus1 [20]R12 THCD∙ + Fe3+ rarr THB + Fe2+ +H+ 70 times 103 Mminus1sminus1 [35]R13 Fe3+ + THB rarr Fe2+ + fumaric acid 10 times 101 Mminus1sminus1 [35]R14 Fumaric acid + HO∙ rarr oxalic acid + CO2 60 times 109 Mminus1sminus1 [20]R15 Oxalic acid + HO∙ rarr CO2 14 times 106 Mminus1sminus1 [20]R16 Phenol + HO∙ rarr aromatics 03805Mminus1sminus1 [38]R17 Phenol + HO∙ rarr muconic acid 1933 times 10minus2Mminus1sminus1 [38]R18 Phenol + HO∙ rarr fumaric acid 15 times 10minus2Mminus1sminus1 [39]R19 H2O2 rarr 2HO∙ 00012 sminus1 From this studyR20 TOC1 + HO∙ rarr TOC2 + H2O 635 times 10minus5Mminus1sminus1 From this studyR21 TOC2 + HO∙ rarr final product 96 times 10minus7Mminus1sminus1 From this studyDHCD di-hydroxy-cyclohexa-di-enyl radical THB tri-hydroxy-benzene THCD di-hydroxy-cyclohexa-di-enyl radical
311 Model for Kinetic Mechanism This study concentrateson phenol degradation in the proposed system Reactionkinetics of phenol degradation has been investigated in sev-eral previous studies [20 39] In general complete oxidationof phenol to CO
2is not practically feasible due to high H
2O2
consumption As a consequence it is necessary to studythe concentration of toxic intermediates in the degradationmechanism As this process is complex various reactionschemes can be gathered to carefully analyze the mechanismFollowing that catechol benzoquinone and hydroquinonehave been found as the main initial oxidation products thatindicate hydroxylation taking place principally in the orthoring position to the phenolic group [42] Abundant productslike maleic acetic and formic acids are produced whendearomatization process begins [43] Rate reaction of oxalicacid is slower but attains higher concentration with timeDicarboxylic maleic and muconic acids are important com-pounds as a result of ring opening of aromatic intermediatesThe reactions involving phenol mineralization are shown inTable 2 The enormous number of reaction mechanisms forphenol degradation can be grouped based on production ofaromatic compounds or acid and scavenging reactions
The mechanism is reduced from reaction R1 to R18 basedon widely accepted literature R1 to R3 represent the forma-tion of OH radical in reaction with Fe3+ from the catalyst andR4 toR6 represent scavenging effect of hydrogen peroxide R7to R12 represent production of aromatic compounds R13 toR18 represent production of acids in degradation As a wholeR7 to R18 represent production of intermediates Completemineralization regardless of production of intermediates is
presented by R19 to R21 Reactions participation can beclassified in three basic steps First the initiation and termi-nation of radicals hydrogen abstraction and depropagation(decayscission) [17 44] According to LCA (Long ChainApproximation) initiation and termination are neglected asthey do not significantly affect the reaction rate [17 45]However little is known about the sequence of intermedi-ates formation Following these findings the total organiccarbon instead of phenol and intermediates is taken as asurrogate parameter of organic matter present in water TOCis assumed as the sum of the contribution of two types ofcompounds The initial phenol concentration is expressed byTOC1and the total formation of intermediate is expressed
by TOC2 Based on the chain end scission in the population
balance equation the kinetic reactions in Table 2 can besummed up to three dynamic equations [2]
H2O2997888rarr 2HO∙ (3)
TOC1+HO∙ 997888rarr TOC
2+H2O (4)
TOC2+HO∙ 997888rarr CO
2+H2O (5)
These reactions are also supported by several authors [46]This simplification is stated as general lumped kinetic model(GLKM) [8 47 48] In this research general lumped kineticmodel is applied where the intermediate products (catecholbenzoquinone hydroquinone etc) can be expressed as a setof first order ordinary differential equations Concentrationsof these various intermediates can be represented by a lumpedconcentration of total organic carbon
The Scientific World Journal 5
Furthermore the following reaction rate equations can bederived from (3) (4) and (5)
RHO∙ = k19[H2O2] (6)
RTOC1
= k20[HO∙] [TOC
1] (7)
RTOC2
= k21[HO∙] [TOC
2] (8)
As our interest is on individual concentration profiles rateexpressions for reactant and products were determined Therate expressions can be stated as follows
rTOC1= minusk20[HO∙] [TOC
1] (9)
rTOC2= k20[HO∙] [TOC
1] minus k21[HO∙] [TOC
2] (10)
rOH =2k19[H2O2] minus k20[HO∙][TOC
1] minus k21[HO∙][TOC
2]
(11)
The three expressions stated above were selected for thesimulation purpose based on the kinetic information fromthe literature
312 Reactor Hydrodynamics In the proposed reactor liquid(phenol water) and solid interaction (catalyst and glass beads)will result into effective degradation of phenol Numericalsimulation of liquid flow and transport in a fluidized bedreactor is challenging as the liquid flows continuously but thecatalyst bed creates a porous zone for the liquid On this notethis liquidmovement through the reactor can be described bytwo steps Firstly free-flow of the liquid through the systemand secondly fluid flowing through fluidized-state poroussystem The momentum balance for the first step can bedescribed with incompressible Navier-Stokes equation Thestationary Navier-stokes equations describing the fluid flowin the liberal flow regions is as follows
nabla sdot [minus120583((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) +119901119868]
= minus120588 (u sdot nabla)u
(12)
where 120588 u 119901 120583 nabla and 119879 are density velocity vectorpressure dynamic viscosity del operator and deviatoriccomponent of the total stress tensor respectively The forcevector ldquoFrdquo is omitted for the absence of any pneumatic probesin the reactor premises
In the second step the flow through the porous fluidizedcatalyst bed is described by a combination of the conti-nuity equation and momentum balance equation which isBrinkman equation [37 38 44ndash50] Radial axial and tan-gential velocities and pressure are the dependent variables in
Brinkman equationThe flow in porous media is governed bythe following expression
120588
120576
119901
((u sdot nabla) u120576
119901
)
= nabla sdot [minus119901119868 +
120583
120576
119901
(nablau+ (nablau)119879) minus2120583
3120576
119901
(nabla sdot u) 119868]
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
(13)
120583 denotes the dynamic viscosity of the fluid (SI unitkg(msdots)) u is the velocity vector (ms) 120588 is the density of thefluid (kgm3) 119901 is the pressure (Pa) 120576
119901is the porosity 120581br
is the permeability of the porous medium (m2) nabla is the deloperator 119879 is the deviatoric component of the total stresstensor respectively and 119876 is a mass source or mass sink(kg(m3sdots)) Influence of gravity and other volume forces canbe accounted for using the force term F (kg(m2sdots2))
Brinkman equation in 119909-direction is
120588
120576
119901
(
120597u119909
120597119905
+ u119909
120597u119909
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119911
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119909
(14)
Brinkman equation in 119910-direction is
120588
120576
119901
(
120597u119910
120597119905
+ u119909
120597u119910
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119910
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119910
(15)
6 The Scientific World Journal
Brinkman equation in 119911-direction is
120588
120576
119901
(
120597u119911
120597119905
+ u119909
120597u119911
120597119909
+ u119910
120597u119911
120597119910
+ u119911
120597u119911
120597119911
)
= [minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
)]
minus
2120583
3120576
119901
(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2) 119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119911
(16)
The term (u sdot nabla)u120576119901can be disabled as Reynolds number
is much higher than 1 The Forchheimer drag option adds aviscous force proportional to the square of the fluid velocityFF = minus120573F|u|u The Forchheimer term 119861F has units of kgm
4The mass source 119876 accounts for mass deposit and masscreation in domains and the mass exchange is assumed tooccur at zero velocity
The dependent variables are the concentrations of thereactants and products Inertial term for Stokes flow andporous media are taken into account in this case
The equation can be presented as follows after simplifica-tion
nabla sdot [minus
120583
120576
119901
(nablau + (nablau)119879) + 119901119868] = minus120583
119896
u (17)
The equation in 119909-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
120581
u
(18)
The equation in 119910-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+ (
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
119896
u
(19)
The equation in 119911-direction can be stated as
nabla[minus
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868] = minus
120583
119896
u
(20)
313 Species Mass Balance Continuity equation was usedfor each compound for describing mass balance in thisfluidized bed reactor Simultaneous solving of the equationis the key step to deduce the concentration profile of TOCinside the fluidized bed reactor It was assumed in the systemthat the modeled species were in very low concentrationscompared to solvent liquid Fickian approach was used forthe diffusion term in mass transport The model of 19 speciesand 16 reactions was done based on convection and diffusionequation The equation is as follows
120597
120597119903
(minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
))
+ u sdot (120597119888119894120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) = 119877
119894
(21)
In the above equation119863119894is the diffusion coefficient of species
119894 (m2s) 119862 is the concentration of species 119894 (molm3) u is thefluid velocity (ms) F refers to Faradayrsquos constant (Asdotsmol)119881 denotes the electrical potential (119881) 119911
119894is the charge number
of the ionic species (unit less) u119898119894
is the ionic mobility and119877 is the production or consumption rates expression for thespecies (mol(m3sdots)) This equation can be simplified to thefollowing expression
120597
120597119903
(119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119862
119894u) = 119877
119894 (22)
In this equation 119888119894denotes the concentration (molm3) 119863
119894
the diffusivity (m2s) and 119877119894the reaction rate for species 119894
(molm3sdots)This mass balance equation occurs for both diffusion
and convection in a conservative manner It means that theterms from the conventional part 119888nabla sdot u become zero for anincompressible fluid This ensures that nonphysical sourceterms cannot come from the solution of a flow field
The expression term presented in equation119860 is called fluxnode and it defines the total flux of species 119888 This is used tospecify the total species flux across the boundary
119873
119894= (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
)) + 119862
119894u
(23)
The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

4 The Scientific World Journal
Table 2 Reactions and rate constants for complete mineralization of phenol by Fe3+Fe2+H2O2
No Reaction Rate constant ReferenceR1 Fe3+ +H2O2 rarr Fe2+ +H+
+HO2∙ 1 times 10minus2Mminus1sminus1 [20 35]
R2 Fe3+ +HO2∙
rarr Fe2+ +H++O2 33 times 105 Mminus1sminus1 [36]
R3 Fe2+ +HO2∙
rarr Fe2+ +HO∙ +OHminus 63 times 101 Mminus1sminus1 [35 36]R4 HO∙ +H2O2 rarr HO2
∙+H2O 33 times 107 Mminus1sminus1 [36]
R5 2HO2∙rarr H2O2 +O2 83 times 105 sminus1 [37]
R6 2HO∙ rarr H2O2 42 times 109 sminus1 [35]R7 HO∙ + phenol rarr 12-DHCD∙ 33 times 109 Mminus1sminus1 [35]R8 12-DHCD∙ + Fe3+ rarr Fe2+ + catechol 70 times 103 Mminus1sminus1 [35]R9 14-DHCD∙ + Fe3+ rarr Fe2+ + hydroquinone 70 times 103 Mminus1sminus1 [35]R10 12-DHCD∙ +HO∙ rarr THB 20 times 1010 Mminus1sminus1 [35]R11 Catechol +HO∙ rarr THCD∙ 11 times 1010 Mminus1sminus1 [20]R12 THCD∙ + Fe3+ rarr THB + Fe2+ +H+ 70 times 103 Mminus1sminus1 [35]R13 Fe3+ + THB rarr Fe2+ + fumaric acid 10 times 101 Mminus1sminus1 [35]R14 Fumaric acid + HO∙ rarr oxalic acid + CO2 60 times 109 Mminus1sminus1 [20]R15 Oxalic acid + HO∙ rarr CO2 14 times 106 Mminus1sminus1 [20]R16 Phenol + HO∙ rarr aromatics 03805Mminus1sminus1 [38]R17 Phenol + HO∙ rarr muconic acid 1933 times 10minus2Mminus1sminus1 [38]R18 Phenol + HO∙ rarr fumaric acid 15 times 10minus2Mminus1sminus1 [39]R19 H2O2 rarr 2HO∙ 00012 sminus1 From this studyR20 TOC1 + HO∙ rarr TOC2 + H2O 635 times 10minus5Mminus1sminus1 From this studyR21 TOC2 + HO∙ rarr final product 96 times 10minus7Mminus1sminus1 From this studyDHCD di-hydroxy-cyclohexa-di-enyl radical THB tri-hydroxy-benzene THCD di-hydroxy-cyclohexa-di-enyl radical
311 Model for Kinetic Mechanism This study concentrateson phenol degradation in the proposed system Reactionkinetics of phenol degradation has been investigated in sev-eral previous studies [20 39] In general complete oxidationof phenol to CO
2is not practically feasible due to high H
2O2
consumption As a consequence it is necessary to studythe concentration of toxic intermediates in the degradationmechanism As this process is complex various reactionschemes can be gathered to carefully analyze the mechanismFollowing that catechol benzoquinone and hydroquinonehave been found as the main initial oxidation products thatindicate hydroxylation taking place principally in the orthoring position to the phenolic group [42] Abundant productslike maleic acetic and formic acids are produced whendearomatization process begins [43] Rate reaction of oxalicacid is slower but attains higher concentration with timeDicarboxylic maleic and muconic acids are important com-pounds as a result of ring opening of aromatic intermediatesThe reactions involving phenol mineralization are shown inTable 2 The enormous number of reaction mechanisms forphenol degradation can be grouped based on production ofaromatic compounds or acid and scavenging reactions
The mechanism is reduced from reaction R1 to R18 basedon widely accepted literature R1 to R3 represent the forma-tion of OH radical in reaction with Fe3+ from the catalyst andR4 toR6 represent scavenging effect of hydrogen peroxide R7to R12 represent production of aromatic compounds R13 toR18 represent production of acids in degradation As a wholeR7 to R18 represent production of intermediates Completemineralization regardless of production of intermediates is
presented by R19 to R21 Reactions participation can beclassified in three basic steps First the initiation and termi-nation of radicals hydrogen abstraction and depropagation(decayscission) [17 44] According to LCA (Long ChainApproximation) initiation and termination are neglected asthey do not significantly affect the reaction rate [17 45]However little is known about the sequence of intermedi-ates formation Following these findings the total organiccarbon instead of phenol and intermediates is taken as asurrogate parameter of organic matter present in water TOCis assumed as the sum of the contribution of two types ofcompounds The initial phenol concentration is expressed byTOC1and the total formation of intermediate is expressed
by TOC2 Based on the chain end scission in the population
balance equation the kinetic reactions in Table 2 can besummed up to three dynamic equations [2]
H2O2997888rarr 2HO∙ (3)
TOC1+HO∙ 997888rarr TOC
2+H2O (4)
TOC2+HO∙ 997888rarr CO
2+H2O (5)
These reactions are also supported by several authors [46]This simplification is stated as general lumped kinetic model(GLKM) [8 47 48] In this research general lumped kineticmodel is applied where the intermediate products (catecholbenzoquinone hydroquinone etc) can be expressed as a setof first order ordinary differential equations Concentrationsof these various intermediates can be represented by a lumpedconcentration of total organic carbon
The Scientific World Journal 5
Furthermore the following reaction rate equations can bederived from (3) (4) and (5)
RHO∙ = k19[H2O2] (6)
RTOC1
= k20[HO∙] [TOC
1] (7)
RTOC2
= k21[HO∙] [TOC
2] (8)
As our interest is on individual concentration profiles rateexpressions for reactant and products were determined Therate expressions can be stated as follows
rTOC1= minusk20[HO∙] [TOC
1] (9)
rTOC2= k20[HO∙] [TOC
1] minus k21[HO∙] [TOC
2] (10)
rOH =2k19[H2O2] minus k20[HO∙][TOC
1] minus k21[HO∙][TOC
2]
(11)
The three expressions stated above were selected for thesimulation purpose based on the kinetic information fromthe literature
312 Reactor Hydrodynamics In the proposed reactor liquid(phenol water) and solid interaction (catalyst and glass beads)will result into effective degradation of phenol Numericalsimulation of liquid flow and transport in a fluidized bedreactor is challenging as the liquid flows continuously but thecatalyst bed creates a porous zone for the liquid On this notethis liquidmovement through the reactor can be described bytwo steps Firstly free-flow of the liquid through the systemand secondly fluid flowing through fluidized-state poroussystem The momentum balance for the first step can bedescribed with incompressible Navier-Stokes equation Thestationary Navier-stokes equations describing the fluid flowin the liberal flow regions is as follows
nabla sdot [minus120583((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) +119901119868]
= minus120588 (u sdot nabla)u
(12)
where 120588 u 119901 120583 nabla and 119879 are density velocity vectorpressure dynamic viscosity del operator and deviatoriccomponent of the total stress tensor respectively The forcevector ldquoFrdquo is omitted for the absence of any pneumatic probesin the reactor premises
In the second step the flow through the porous fluidizedcatalyst bed is described by a combination of the conti-nuity equation and momentum balance equation which isBrinkman equation [37 38 44ndash50] Radial axial and tan-gential velocities and pressure are the dependent variables in
Brinkman equationThe flow in porous media is governed bythe following expression
120588
120576
119901
((u sdot nabla) u120576
119901
)
= nabla sdot [minus119901119868 +
120583
120576
119901
(nablau+ (nablau)119879) minus2120583
3120576
119901
(nabla sdot u) 119868]
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
(13)
120583 denotes the dynamic viscosity of the fluid (SI unitkg(msdots)) u is the velocity vector (ms) 120588 is the density of thefluid (kgm3) 119901 is the pressure (Pa) 120576
119901is the porosity 120581br
is the permeability of the porous medium (m2) nabla is the deloperator 119879 is the deviatoric component of the total stresstensor respectively and 119876 is a mass source or mass sink(kg(m3sdots)) Influence of gravity and other volume forces canbe accounted for using the force term F (kg(m2sdots2))
Brinkman equation in 119909-direction is
120588
120576
119901
(
120597u119909
120597119905
+ u119909
120597u119909
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119911
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119909
(14)
Brinkman equation in 119910-direction is
120588
120576
119901
(
120597u119910
120597119905
+ u119909
120597u119910
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119910
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119910
(15)
6 The Scientific World Journal
Brinkman equation in 119911-direction is
120588
120576
119901
(
120597u119911
120597119905
+ u119909
120597u119911
120597119909
+ u119910
120597u119911
120597119910
+ u119911
120597u119911
120597119911
)
= [minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
)]
minus
2120583
3120576
119901
(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2) 119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119911
(16)
The term (u sdot nabla)u120576119901can be disabled as Reynolds number
is much higher than 1 The Forchheimer drag option adds aviscous force proportional to the square of the fluid velocityFF = minus120573F|u|u The Forchheimer term 119861F has units of kgm
4The mass source 119876 accounts for mass deposit and masscreation in domains and the mass exchange is assumed tooccur at zero velocity
The dependent variables are the concentrations of thereactants and products Inertial term for Stokes flow andporous media are taken into account in this case
The equation can be presented as follows after simplifica-tion
nabla sdot [minus
120583
120576
119901
(nablau + (nablau)119879) + 119901119868] = minus120583
119896
u (17)
The equation in 119909-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
120581
u
(18)
The equation in 119910-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+ (
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
119896
u
(19)
The equation in 119911-direction can be stated as
nabla[minus
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868] = minus
120583
119896
u
(20)
313 Species Mass Balance Continuity equation was usedfor each compound for describing mass balance in thisfluidized bed reactor Simultaneous solving of the equationis the key step to deduce the concentration profile of TOCinside the fluidized bed reactor It was assumed in the systemthat the modeled species were in very low concentrationscompared to solvent liquid Fickian approach was used forthe diffusion term in mass transport The model of 19 speciesand 16 reactions was done based on convection and diffusionequation The equation is as follows
120597
120597119903
(minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
))
+ u sdot (120597119888119894120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) = 119877
119894
(21)
In the above equation119863119894is the diffusion coefficient of species
119894 (m2s) 119862 is the concentration of species 119894 (molm3) u is thefluid velocity (ms) F refers to Faradayrsquos constant (Asdotsmol)119881 denotes the electrical potential (119881) 119911
119894is the charge number
of the ionic species (unit less) u119898119894
is the ionic mobility and119877 is the production or consumption rates expression for thespecies (mol(m3sdots)) This equation can be simplified to thefollowing expression
120597
120597119903
(119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119862
119894u) = 119877
119894 (22)
In this equation 119888119894denotes the concentration (molm3) 119863
119894
the diffusivity (m2s) and 119877119894the reaction rate for species 119894
(molm3sdots)This mass balance equation occurs for both diffusion
and convection in a conservative manner It means that theterms from the conventional part 119888nabla sdot u become zero for anincompressible fluid This ensures that nonphysical sourceterms cannot come from the solution of a flow field
The expression term presented in equation119860 is called fluxnode and it defines the total flux of species 119888 This is used tospecify the total species flux across the boundary
119873
119894= (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
)) + 119862
119894u
(23)
The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 5
Furthermore the following reaction rate equations can bederived from (3) (4) and (5)
RHO∙ = k19[H2O2] (6)
RTOC1
= k20[HO∙] [TOC
1] (7)
RTOC2
= k21[HO∙] [TOC
2] (8)
As our interest is on individual concentration profiles rateexpressions for reactant and products were determined Therate expressions can be stated as follows
rTOC1= minusk20[HO∙] [TOC
1] (9)
rTOC2= k20[HO∙] [TOC
1] minus k21[HO∙] [TOC
2] (10)
rOH =2k19[H2O2] minus k20[HO∙][TOC
1] minus k21[HO∙][TOC
2]
(11)
The three expressions stated above were selected for thesimulation purpose based on the kinetic information fromthe literature
312 Reactor Hydrodynamics In the proposed reactor liquid(phenol water) and solid interaction (catalyst and glass beads)will result into effective degradation of phenol Numericalsimulation of liquid flow and transport in a fluidized bedreactor is challenging as the liquid flows continuously but thecatalyst bed creates a porous zone for the liquid On this notethis liquidmovement through the reactor can be described bytwo steps Firstly free-flow of the liquid through the systemand secondly fluid flowing through fluidized-state poroussystem The momentum balance for the first step can bedescribed with incompressible Navier-Stokes equation Thestationary Navier-stokes equations describing the fluid flowin the liberal flow regions is as follows
nabla sdot [minus120583((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) +119901119868]
= minus120588 (u sdot nabla)u
(12)
where 120588 u 119901 120583 nabla and 119879 are density velocity vectorpressure dynamic viscosity del operator and deviatoriccomponent of the total stress tensor respectively The forcevector ldquoFrdquo is omitted for the absence of any pneumatic probesin the reactor premises
In the second step the flow through the porous fluidizedcatalyst bed is described by a combination of the conti-nuity equation and momentum balance equation which isBrinkman equation [37 38 44ndash50] Radial axial and tan-gential velocities and pressure are the dependent variables in
Brinkman equationThe flow in porous media is governed bythe following expression
120588
120576
119901
((u sdot nabla) u120576
119901
)
= nabla sdot [minus119901119868 +
120583
120576
119901
(nablau+ (nablau)119879) minus2120583
3120576
119901
(nabla sdot u) 119868]
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
(13)
120583 denotes the dynamic viscosity of the fluid (SI unitkg(msdots)) u is the velocity vector (ms) 120588 is the density of thefluid (kgm3) 119901 is the pressure (Pa) 120576
119901is the porosity 120581br
is the permeability of the porous medium (m2) nabla is the deloperator 119879 is the deviatoric component of the total stresstensor respectively and 119876 is a mass source or mass sink(kg(m3sdots)) Influence of gravity and other volume forces canbe accounted for using the force term F (kg(m2sdots2))
Brinkman equation in 119909-direction is
120588
120576
119901
(
120597u119909
120597119905
+ u119909
120597u119909
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119911
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119909
(14)
Brinkman equation in 119910-direction is
120588
120576
119901
(
120597u119910
120597119905
+ u119909
120597u119910
120597119909
+ u119910
120597u119910
120597119910
+ u119911
120597u119910
120597119911
)
=
[
[
minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
)
]
]
minus
2120583
3120576
119901
(
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119910
(15)
6 The Scientific World Journal
Brinkman equation in 119911-direction is
120588
120576
119901
(
120597u119911
120597119905
+ u119909
120597u119911
120597119909
+ u119910
120597u119911
120597119910
+ u119911
120597u119911
120597119911
)
= [minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
)]
minus
2120583
3120576
119901
(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2) 119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119911
(16)
The term (u sdot nabla)u120576119901can be disabled as Reynolds number
is much higher than 1 The Forchheimer drag option adds aviscous force proportional to the square of the fluid velocityFF = minus120573F|u|u The Forchheimer term 119861F has units of kgm
4The mass source 119876 accounts for mass deposit and masscreation in domains and the mass exchange is assumed tooccur at zero velocity
The dependent variables are the concentrations of thereactants and products Inertial term for Stokes flow andporous media are taken into account in this case
The equation can be presented as follows after simplifica-tion
nabla sdot [minus
120583
120576
119901
(nablau + (nablau)119879) + 119901119868] = minus120583
119896
u (17)
The equation in 119909-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
120581
u
(18)
The equation in 119910-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+ (
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
119896
u
(19)
The equation in 119911-direction can be stated as
nabla[minus
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868] = minus
120583
119896
u
(20)
313 Species Mass Balance Continuity equation was usedfor each compound for describing mass balance in thisfluidized bed reactor Simultaneous solving of the equationis the key step to deduce the concentration profile of TOCinside the fluidized bed reactor It was assumed in the systemthat the modeled species were in very low concentrationscompared to solvent liquid Fickian approach was used forthe diffusion term in mass transport The model of 19 speciesand 16 reactions was done based on convection and diffusionequation The equation is as follows
120597
120597119903
(minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
))
+ u sdot (120597119888119894120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) = 119877
119894
(21)
In the above equation119863119894is the diffusion coefficient of species
119894 (m2s) 119862 is the concentration of species 119894 (molm3) u is thefluid velocity (ms) F refers to Faradayrsquos constant (Asdotsmol)119881 denotes the electrical potential (119881) 119911
119894is the charge number
of the ionic species (unit less) u119898119894
is the ionic mobility and119877 is the production or consumption rates expression for thespecies (mol(m3sdots)) This equation can be simplified to thefollowing expression
120597
120597119903
(119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119862
119894u) = 119877
119894 (22)
In this equation 119888119894denotes the concentration (molm3) 119863
119894
the diffusivity (m2s) and 119877119894the reaction rate for species 119894
(molm3sdots)This mass balance equation occurs for both diffusion
and convection in a conservative manner It means that theterms from the conventional part 119888nabla sdot u become zero for anincompressible fluid This ensures that nonphysical sourceterms cannot come from the solution of a flow field
The expression term presented in equation119860 is called fluxnode and it defines the total flux of species 119888 This is used tospecify the total species flux across the boundary
119873
119894= (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
)) + 119862
119894u
(23)
The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

6 The Scientific World Journal
Brinkman equation in 119911-direction is
120588
120576
119901
(
120597u119911
120597119905
+ u119909
120597u119911
120597119909
+ u119910
120597u119911
120597119910
+ u119911
120597u119911
120597119911
)
= [minus
120597119901
120597119909
+
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
)]
minus
2120583
3120576
119901
(
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2) 119868
minus (
120583
120581br+ 120573F |u| + 119876br) u + F
119911
(16)
The term (u sdot nabla)u120576119901can be disabled as Reynolds number
is much higher than 1 The Forchheimer drag option adds aviscous force proportional to the square of the fluid velocityFF = minus120573F|u|u The Forchheimer term 119861F has units of kgm
4The mass source 119876 accounts for mass deposit and masscreation in domains and the mass exchange is assumed tooccur at zero velocity
The dependent variables are the concentrations of thereactants and products Inertial term for Stokes flow andporous media are taken into account in this case
The equation can be presented as follows after simplifica-tion
nabla sdot [minus
120583
120576
119901
(nablau + (nablau)119879) + 119901119868] = minus120583
119896
u (17)
The equation in 119909-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119909
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
120581
u
(18)
The equation in 119910-direction is
nabla
[
[
minus
120583
120576
119901
((
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
+ (
120597
2u119910
120597119909
2+
120597
2u119910
120597119910
2+
120597
2u119910
120597119911
2)
119879
) + 119901119868
]
]
= minus
120583
119896
u
(19)
The equation in 119911-direction can be stated as
nabla[minus
120583
120576
119901
((
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
+ (
120597
2u119911
120597119909
2+
120597
2u119911
120597119910
2+
120597
2u119911
120597119911
2)
119879
) + 119901119868] = minus
120583
119896
u
(20)
313 Species Mass Balance Continuity equation was usedfor each compound for describing mass balance in thisfluidized bed reactor Simultaneous solving of the equationis the key step to deduce the concentration profile of TOCinside the fluidized bed reactor It was assumed in the systemthat the modeled species were in very low concentrationscompared to solvent liquid Fickian approach was used forthe diffusion term in mass transport The model of 19 speciesand 16 reactions was done based on convection and diffusionequation The equation is as follows
120597
120597119903
(minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
))
+ u sdot (120597119888119894120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) = 119877
119894
(21)
In the above equation119863119894is the diffusion coefficient of species
119894 (m2s) 119862 is the concentration of species 119894 (molm3) u is thefluid velocity (ms) F refers to Faradayrsquos constant (Asdotsmol)119881 denotes the electrical potential (119881) 119911
119894is the charge number
of the ionic species (unit less) u119898119894
is the ionic mobility and119877 is the production or consumption rates expression for thespecies (mol(m3sdots)) This equation can be simplified to thefollowing expression
120597
120597119903
(119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119862
119894u) = 119877
119894 (22)
In this equation 119888119894denotes the concentration (molm3) 119863
119894
the diffusivity (m2s) and 119877119894the reaction rate for species 119894
(molm3sdots)This mass balance equation occurs for both diffusion
and convection in a conservative manner It means that theterms from the conventional part 119888nabla sdot u become zero for anincompressible fluid This ensures that nonphysical sourceterms cannot come from the solution of a flow field
The expression term presented in equation119860 is called fluxnode and it defines the total flux of species 119888 This is used tospecify the total species flux across the boundary
119873
119894= (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
)
minus 119911
119894u119898F119888119894(
120597119881
119894
120597119909
+
120597119881
119894
120597119910
+
120597119881
119894
120597119911
)) + 119862
119894u
(23)
The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 7
At the outlet convection is assumed to dominate the masstransport
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 119899 sdot 119888
119894u (24)
A common assumption for tubular reactors is that the gradi-ent of 119888
119894in the trend perpendicular to the outlet boundary is
insignificant (24) indicates the sameThere is a high degree oftransport by convection in the direction of the main reactoraxis This stipulation eliminates the requirement for stating afixed concentration value for the flux at the outer boundaryThus insulating conditions apply at all other boundaries andthe equation is as follows
119899 sdot (minus119863
119894(
120597119888
119894
120597119909
+
120597119888
119894
120597119910
+
120597119888
119894
120597119911
) + 119888
119894u) = 0 (25)
The disclosed governing equations (see (12) to (25)) canexplain physical and chemical changes within a reactormutually [30]
Applied Assumptions and Boundary Conditions The simu-lation of the reactor depends on the implicated boundaryconditions and model volume The assumptions for thesimplification of the process model are presented below
(i) Phenol is degraded by reaction with hydroxyl radical(ii) Unsteady reactions and states are considered in the
system for better understanding(iii) Isothermal condition is assumed in the reactor sys-
tem as Fenton oxidation itself is not heat consumingand there is no significant difference found betweenthe reactorrsquos inlet and outlet temperature Further-more isothermal assumption reduces computationaldemand in the simulation
(iv) The fluid flow is incompressible as the flow is definedas laminar and the fluid flow is Newtonian
(v) The substantial properties of the mixture (eg viscos-ity density etc) are assumed to be independent of themass fraction of the components
(vi) The porosity and void age of the fluidized bed reactorare considered to be in constant state in the simulationsystem
(vii) It is assumed that the reaction only takes place in thefluidized region so the reaction rate term is zero infree-flow region
(viii) The catalyst bed of this fluidized bed reactor isassumed to be fully developed and the reacting zoneis from 10 cm to 65 cm giving a height of 55 cm ofreacting zone (see Figure 2)
(ix) Time-dependent solution is achieved considering anappropriate time step
(x) Due to isothermal condition energy balance is notemployed
Boundary conditions for the catalytic fluidized bed reactorlength are given as follows
(i) The boundary condition for the inlet is the knownvalue of the velocity no slip condition for the wallsof the reactor
(ii) It is assumed that the fluid is Newtonian incom-pressible isothermal and nonreactive with constantphysical properties and under laminar steady stateflow The hydrodynamic and species transport givesmass conservation equation nabla sdot u = 0
(iii) A constant velocity profile is assumed at the inletboundaries u = uin
(iv) The boundary condition for the Navier-Stokes equa-tions at the outlet reads 119905 sdot u = 0 119901 = 0 where 119905 is anytangential vector to the boundary
(v) At the inlet u = 003ms u is calculated by (1)(vi) At the inlet gradients of u
119909 u119910 and u
119911are set to zero
(vii) At outlet pressure is set to standard atmosphericpressure at 101325 Pa (see Figure 2)
(viii) No flux condition is applied for exterior wall which isrepresented by the following equation-119899 sdot 119873
119894= 0
(ix) The concentration of the inlet is fixed 119888119894= 119888
1198940inlet forthe mass transport
(x) At the inlet 119888 is set to zero
Reactor Geometry and Meshing The geometry of the reactorwas defined after determining the governing equations andboundary conditions The fluidized bed reactor of 70 cm-height and 7 cm-diameter was established on COMSOLmultiphysics (Version 42a) available in Department ofChemical Engineering University of Malaya Reactor geom-etry is shown in Figure 2 and the units are in cm Thisreactor geometry was solved in both time dependent solverand stationary solver CFD simulation and modelling enableperformance prediction of a real system and meshing ofthe element improves the accuracy of the simulation resultsTherefore hexagonal meshing was done to the geometry foraccurate prediction in this study The simulated reactor wasof two-phase flow in laminar regime and the bed reactor withthe fluid flow was descriticized in small elements The meshquality is shown in Figure 2
A set of 3D models using finite element method (FEM)were considered for time dependent simulation of the men-tioned system The transport equations were described byNavier-Stoke for fluid flow Brinkman equations for porousmedia and Stephan-Maxwell equations for conversion rateof reaction and convection diffusion mechanisms Besidesthe parallel sparse direct linear solver (PARDISO) algo-rithm was applied to combine and solve the equations Thisalgorithm is a direct sparse solver which supports parallelprocessing Equations (12) to (25) were solved numericallyusing COMSOL multiphysics (Version 42a) The finitevolume methods (FVM) were used to solve the governingequations over discrete control volume Additionally PAR-DISO was used [50] The kinetic parameters were estimatedby trial and error
8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

8 The Scientific World Journal
x
y
z10
50
minus50
20
40
60
0246
(a)
10133
10133
times 105
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
10133
x
yz
105
0minus5
0
0
20
40
60
024
6
(b)
66593
128
2
3
4
5
6
x
y
z x
y
z
20
40
60
0
10
50minus5
0246
(c)
09221
01619
02
03
04
05
06
07
08
09
x
y
z x
y
z
0
20
40
60
10
50
minus5
0246
(d)
Figure 2 (a) Schematic diagram of the reactor (dimensions are in centimeters) (b) pressure change across the reactor (c) mesh quality sizeand (d) mesh element size
32 Scale-Up Strategy Scaling up a reactor system is possiblewhen there are available data of velocity or pressure dropor Reynolds number and so forth in different positionsof the system From CFD data of velocity information hasbeen gathered with change in reactor height of the proposedsystem For successful scale-up of a system a number of scaleindependent factors are required However when reactionsare involved in the system it becomes quite difficult tomaintain similar scale independent factors as mass transferis highly scale dependent The basic purpose is to obtain aset of independent dimensionless groups of the FBR systemFor this reason Buckinghamrsquos 120587 theorem has been chosento derive the dimensionless parameters from the operationand physical properties [51] Buckinghamrsquos 120587 theorem statesthat if two beds are designed and operated to have identicalvalues of all independent nondimensional parameters thenthe dependent variables of the two bedsmust also be identical
at every location within the bed and hydrodynamic similarityis said to be achieved [52]
Again to study the scale-up of this FBR similitudemethod developed by Glicksman and his coworkers wasused Although this method was developed for the scale-up of gas-solid fluidized beds including bubbling beds andcirculating fluidized beds [3 53 54] the same methodologycan be extended to the liquid-solid fluidization because ofthe similar governing mechanisms in fluid-solid contactreactor construction and operation In this work effort isspecifically made to apply the similar scale-up methodol-ogy to liquid-solid fluidized bed by the similitude method[51] Similitude method or dimensional analysis has beenshown as a powerful tool to help scale-up between a full-size prototype and a laboratory-scale model particularly insituations where the equations governing a physical problemare either unknown or not easily solved Few things must
The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 9
be considered for scaling up a solid-liquid fluidized bedreactor the hydrodynamic system should be governed bysome dimensionless parameters which can be kept similarthroughout the scaling up process Few design parametersare scale independent such as minimum fluidization velocityand bed density [55] The simplified set of dimensionlessparameters to be held constant for hydrodynamic similarityare as follows1198802
119874119892119863 120588F120588119878119880119874119863 119889119901119863 120588119904120588119891119889
3
119901119892120583
2
119891and
dimensionless particle size distribution Five types of scalereactors (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5)werechosen to be analyzed for scale-up The physical propertiesof these reactors are given in Table 4 And in this studysimilar dimensionless numbers were achieved with diameterchange of 119898 times larger reactor with the following relationfor diameter of the reactor
119863
119898= 119898119863
(119898minus05) (26)
Here 119898 refers to 119898 timersquos larger reactor in case of diameterand velocity The minimum fluidization velocity 119880
119898and the
gas superficial velocity 119880F were obtained by the relationsuggested by Horio et al [56] which is as follows
radic119898 =
119880
119897
119898119891
119880
119904
119898119891
=
(119880F minus 119880119898119891)119897
(119880F minus 119880119898119891)119904
(27)
where the superscript 119904 refers to the smaller bench-scalemodel and the superscript 119897 refers to the m times larger scalemodel Horio et al [56] generated correlation for conversionselectivity and yield using two-dimensionless parameterswhich are mass transfer number 119873
119898 and reaction number
119873
119903 These two parameters will change with scale change 119885
Here 119885 is the dimensionless distance along the reactorheight119873
119898can be considered to follow the same equation for
all reaction orders
119873
119898=
119896bea119867
119880
119871
(28)
Here 119896bea is a coefficient which will vary with scale change inthe reactor The interchange coefficient was gas interchangecoefficient in the work of Horio et al [56] But in our workthere is no presence of gas In this case another coefficientcan be taken into account which will change according toreactor scale change and this is the particle velocity Solidinterchange coefficient will directly affect our phenol degra-dation Therefore the same interchange equation has beenused replacing bubble diameter with particle diameter andminimum fluidization with fluid velocity According to thecorrelation by Davidson and Harrison 1964 [57 58] theinterchange coefficient is given by
119896bea = 45119880
119879120576
119901
119889
119901
+ 585
119863
12120576
119901119892
14
119889
54
119901
(29)
The first term in the above correlation represents the convec-tion term and the second represents the contribution due tosolid interchange In this work convection term is changingbut the diffusion term is constant For deriving reactionnumber 119873
119903the reaction mechanism of the system must be
known The simulation of our system was done considering
(3) (4) and (5) The desired product of this system ismentioned as CO
2and H
2O which is meaning complete
mineralization of the compound The yield of any processsignificantly depends on the rate limiting reaction of thesystem From our observations in the simulation study it canbe said that reaction (4) and reaction (5) are the principlereactions Thus in this scale-up work those following tworeactions are of concern
TOC1+HO∙
k20
997888997888rarr TOC2+H2O RTOC
1
= k20[HO∙] [TOC
1]
(30)
TOC2+HO∙
k21
997888997888rarr CO2+H2O RTOC
2
= k21[HO∙] [TOC
2]
(31)
Here the reactants TOC1and HO∙ react on the surface of
the catalyst to form the desired product 119875 First TOC1
and HO∙ react to produce intermediate TOC2sdot HO∙ that
further reacts with TOC2to form the product119875All reactions
are considered isothermal Because of having two parallelequations involved two values of reaction number 119873
1199031and
119873
1199032should be calculated Both the reactions (30) and (31) are
second order reaction And for second (2nd) order reaction119873
119903can be calculated by the following equation
119873
11990311199032= 3600
k2021
sdot 119867
119880
119871119862phenol
(32)
Reaction number11987311990311199032
is seen to be changing with scale-upwhereas themass transfer number119873
119898stays the same For this
reason it is expected to have reactant conversion factor 119909119860
yield 119910119860and selectivity and 119904
119901to be changing with scale
change119867 [52] The conversion yield and selectivity for twoparallel reaction mechanisms are given as below
119909
119860= 1 minus exp(minus
119873
119898119873
1199031
119873
119898+ 119873
1199031
)
119910
119860= (
119873
1199031
119873
1199031minus 119873
1199032
)[exp(minus119873
119898119873
1199032
119873
119898+ 119873
1199032
)
minus exp(minus119873
119898119873
1199031
119873
119898+ 119873
1199031
)]
119904
119901= (
119873
1199031
119873
1199031minus 119873
1199032
)
times ((exp(119873
2
119898(119873
1199031minus 119873
1199032)
(119873
119898+ 119873
1199031) (119873
119898+ 119873
1199032)
) minus 1)
times(exp(119873
119898119873
1199031
(119873
119898+ 119873
1199031)
) minus 1)
minus1
)
(33)
These equations are functions of only the dimensionlessreaction and mass-transfer numbers appearing in the modelFor achieving similarity in a particular performance indexduring scale-up the analytical expressions for the perfor-mance index for the small-scale as well as the large-scale
10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

10 The Scientific World Journal
0
20
40
60
minus5
0
500627
006
005
004
003
002
001
0
0x
z
y
(a)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(b)
0
20
40
60
minus5
0
500625
006
005
004
003
002
001
0
0x
z
y
(c)
0
20
40
60
minus5
0
500626
006
005
004
003
002
001
0
0x
z
y
(d)
20
40
60
5
0
0
minus5
00
00631
006
005
004
003
002
001
0
0x
z
y
(e)
20
40
60
5
0
0
minus5
202020202020
44444400
666666000000
555555
000000
00000
minusminusminusminusminusminus555555
0063
006
005
004
003
002
001
0
0x
z
y
(f)
Figure 3 CFD simulation of velocity at (a) time = 150 seconds (b) time = 350 seconds (c) time = 550 seconds (d) time = 750 seconds (e)time = 1000 seconds and (f) time = 2000 seconds
reactor are equated Then the appropriate scale-up criteriacan be identified by taking into account the variation ofvarious dimensionless parameters with the reactor scale
4 Results and Discussion
41 CFD Study The CFD simulations of the fluidized bedreactor were established with COMSOL multiphysics Thefree flow velocity profile was achieved by simultaneous
solution of continuity and momentum equations along withtheir respective boundary conditions Hydrodynamic resultswere obtained and reaction kinetics was implemented in adeveloped hydrodynamic condition
The 3D-model of the fluidized bed reactor was first solvedfor a time dependent laminar flow in absence of any reactionFigure 3 shows the slice plot for velocity magnitudes atdifferent times Velocity of higher magnitudes was observedat the inlet of the fluidized bed reactor for the free flowing
The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 11
0
300
350
250
200
150
100
50
0
37813
xz
y
xz
y
0
20
40
60
minus505100246
(a)
00
xz
y
00624006
005
004
003
002
001
0
20
40
60
minus5
0
5
10
0246
xz
y
0000000
2002222220220
44000
666666666600000000
minus55
0
5
100
0000000000000222222224444444444666666666666
(b)
Figure 4 CFD simulation of (a) Reynolds number stationary-state volume plot and (b) slice plot for velocity in stationary state
zone Lower velocitywas attained in the centre of the fluidizedcatalytic bed due to the porosity of the fluidized catalysts andcarrier The velocities near the walls indicated that there wasno slip condition in the reactor walls There was no forcevector applied on the velocity as well and the flow of fluidwas smooth and continuous ensuring complete fluidizationIn order to determine the fully developed laminar velocityprofile in the reactor a 1D profile was generated portrayingvelocity development from the starting point of the reactorto the end of the fluidized state (see Figure 3) The Reynoldsnumber achieved in the reactor was around Re = 300
which confirmed that the flow was laminar A volume plotat stationary state of Reynolds number was presented inFigure 4
No external velocity restrictions or internal force fieldwere positioned on the outlet inlet and the gradients ofall variables except for pressure which was set to zero in theflow direction at the outlet The inlet velocity ranged from003 to 005msminus1 which corresponded to a flow rate of 3ndash5 Lmin All inlet velocities tangential to the inlet plane wereset to zero It can be seen from the 3D velocity progressionalong the reactor axis that the flow was moderately homoge-neous in the catalytic area governed by Brinkman equation(see Figure 2) The indiscriminate arrangement of the glassparticles support allowed a moderately good distribution ofwater flow and subsequently a uniform flow field through thereactor
A 1D line was cut from the 3D reactor volume at themiddle point in the reactor system for better understanding ofnormal axial velocity distribution (see Figure 5) This figureshows the inlet and outlet velocity of the reactor It is clearfrom the graph that the fluid started to flow through thefluidized state at 20 cm of the reactor length and a slight dropof velocity could be seen from that pointThevelocity throughthe fluidized state was almost uniform which confirmeduniformvoid age andporosity through the fluidized stateTheaverage Reynolds number experienced was approximatelyRe = 300 throughout the reactor (see Figure 6)
0048
0046
0044
0042
0040
0038
0036
0034
0032
0030
Velo
city
mag
nitu
de (m
s)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 5 A one-dimensional view for velocity profile through thereactor
360
340
320
300
280
260
240
220
200
180
Cel
l Rey
nold
s num
ber (1
)
0 10 20 30 40 50 60 70
Reactor length (cm)
Figure 6 A one-dimensional view for Reynolds number throughthe reactor
12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

12 The Scientific World Journal
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
recrec OHrec
recrec prod
Con
cent
ratio
n (m
olm
3)
H2O2
TOC2
TOC1
(a)
55
50
45
40
35
30
25
20
15
10
00
5
500 1000 1500 2000 2500 3000 3500 4000
Time
Con
cent
ratio
n (m
olm
3)
recrec OHrec
recrec prod
H2O2
TOC2
TOC1
(b)
Figure 7 A one-dimensional view for concentration profile through the reactor
42 Kinetic Study Our aim is to degrade phenol in thefluidized state of catalyst and solution inside the reactor Forthis purpose the hydrodynamics of the reactor was simulatedin absence of any reaction and then the reactions wereintroduced to the system There are 21 reactions involvedin phenol degradation (see Table 2) These widely acceptedreactions were simplified based on TOC to three consecutivereactions (R19 to R21) The kinetic rate constants of thereactions were found by trial and errorThe originated kineticrate constants (k
19to k21) were used to produce a 1D graph
to depict the degradation and production of intermediatecompounds in the reactor system over time Figures 7(a)and 7(b) show the progress of phenol degradation by Fentonreaction for a reaction time of 4000 s Figure 8 representsconcentration decrease with reactor length
Concentration profiles of phenol (TOC1) intermediates
(TOC2) and hydroxyl radicals (OH) were obtained by
solving governing mass transfer equations (see (21) to (25))with solved module for kinetic equations The concentrationprofile is presented in Figure 9 As illustrated in this figurethe TOC of intermediates was increasing Higher TOCgeneration due to production of intermediates can be seenstarting from the catalyst bed of the reactor Longer residencetime of reacting solution inside the reactor resulted in higherTOC generation by intermediates and thus higher phenolremoval It can be understood from the figures that higherresidence time is needed to complete the reaction
In these reactions the increase in intermediate concen-tration was followed by a decrease in phenol concentrationThis was followed by an increase in hydroxyl radical pro-duction The life cycle of hydrogen peroxide was around3000 sec The CFD results gave two second order reactionrates for intermediate formation and end product conversionIt was apparent from our findings that the conversion of thereaction increased with reaction time until the equilibrium
10minus2 10minus1
Reactor length
Con
cent
ratio
n (m
olm
3)
1006
1005
1004
1003
1002
100110015
10005
10055
10045
10035
10025
101100
Figure 8 A one-dimensional plot for CFD simulation for TOCalong with axial axis in molm3(integrated value)
Table 3 CFD result and batch study result
No Experimentalcondition
TOC conversion
Experimentalstudy
Prediction byCFD forFBR-AOP
01Phenol 70mgL orTOCin 446molm3
H2O2 980mgL44 48
02Phenol 50mgL orTOCin 255molm3
H2O2 560mgL48 46
point which reached the maximum of 44 to 48 But in thesimulated reactor the conversion was 48 and 46 respec-tively which had 9 and 416 deviations (see Table 3)
The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 13
20242
0
05
1
15
2
minus00843
x
yz
60
40
20
(a)
12265
0
06
04
02
08
1
12
minus0056
x
yz
60
40
20
(b)
Figure 9 3D plot for CFD simulation for TOC2(intermediate formation) concentration profile in molm3 (a) for initial TOC of 446molm3
and (b) for initial TOC of 255molm3
Table 4 Physical properties and operating conditions simulated reactor and potential reactors for scale-up
Name 119898 valueColumnDiameter119863 (m)
ColumnHeight119867
(m)
Liquiddensity 120588
119891
(kgm3)
Liquidviscosity120583
119891(Pasdots)
Soliddensity 120588
119904
(kgm3)
Particlediameter119889
119901(mm)
Minimumfluidizationvelocity 119880
119898119891
(ms)
Initial liquidvelocity 119880
119874
(ms)
Volumeflow rate 119876(litremin)
Simulatedreactor 1 007 07 1000 00008 1600 2 002 005 061
RCTR1 15 0105 105 1000 00008 1600 2 0025 0061 0747RCTR2 2 021 21 1000 00008 1600 2 0035 0087 1057RCTR3 25 05247 5247 1000 00008 1600 2 0055 0137 1671RCTR4 3 1575 1575 1000 00008 1600 2 0095 0237 2893RCTR5 35 551 551 1000 00008 1600 2 018 0444 5413
Table 5 Dimensionless parameters corresponding to Table 4
Tag name119880
119874
2
119892119863
120588
119891
120588
119904
119880
119874
119863
119889
119901
119863
120588
119904120588
119891119889
119901
3119892
120583
119891
2
120588
119891119880
119874119889
119901
120583
119891
120588
119891119880
119874119863
120583
119891
Simulated reactor 0003641 0625 25 0285714 20000 125 4375RCTR1 0003641 0625 25 0190476 20000 1530931 8037388RCTR2 0003641 0625 25 0095238 20000 2165064 2273317RCTR3 0003643 0625 25 0038117 20000 3423266 8980938RCTR4 0003641 0625 25 0012698 20000 5929271 4669301RCTR5 0003642 0625 25 000363 20000 1109265 3056025
The graphs show the molar concentration of TOC at steadystate condition shown in Figure 9 Based on the 3D CFDmodeling of the Fenton like degradation of phenol ratio ofkinetic rate constants for production of hydroxyl radicals(k19) production of intermediates (k
20) and production of
desired end products (k21) were on good agreement with
previously published results The kinetic rate constants forreactions (3) (4) and (5) were found to be 00012 sminus1 635 times10
minus5Mminus1sminus1 and 96times10minus7Mminus1sminus1 respectivelyThese kineticconstants were achieved by trial and error on the simulated
system to get TOC removal closer to the experimental TOCremoval percentage
43 Scale-Up Study Five reactors were examined for scale-upfrom the simulated reactor These five reactors were 119898 (eg119898 = 15 119898 = 2 119898 = 25 119898 = 3 and 119898 = 35) times largerthan the bench scale reactor Minimum fluidization velocityfor each reactor (RCTR1 RCTR2 RCTR3 RCTR4 andRCTR5) was calculated according to (27) Table 5 representsseven chosen dimensionless numbers for all the reactors
14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

14 The Scientific World Journal
Theoretically if these dimensionless numbers can be kept thesame for all of them it can be expected that the hydrodynamicdescription will be the same for all Although density ratioand velocity to diameter ratios were similar change inother dimensionless numbers is seen with increasing scale-up of the bench-scale reactor From this some solutionscan be depicted for achieving hydrodynamic similarity Forexample it can be said that particle diameter is a factor whichwas not changed and thus nonsimilarity resulted Also thesimilarity on dimensionless numbers can be achieved withincreasing viscosity of the liquid otherwise the fluid maynot follow laminar attitude throughout the scaled up reactorunlike the simulated FBR It has been observed that reactordiameter had no potential effect when the reactor diameterwas increased It is expected that making these scalingdimensionless groups equal would ensure the hydrodynamicsimilarity between two reactors To monitor and screen thescaled up reactors the hydrodynamic similarity must belooked at Selectivity versus dimensionless reactor height forthese reactors is presented in Figure 10
In the above Figure 10 we can see that 119898 = 1 and 119898 =
15 have similar hydrodynamics and119898 = 2 follows hydrody-namic similarity as119898 = 1 till dimensionless reactor length of02 After 02 the hydrodynamic is no longer similar Againfor 119898 = 25 119898 = 3 and 119898 = 35 the hydrodynamic iscompletely different from119898 = 1 reactor Similarity in hydro-dynamics for these reactors can only be achieved withincreased particle diameter and viscosity which will notbe possible for the proposed reaction criteria of phenoldegradation Also with increasing reactor geometry the flowrate of solution is changing and so is the conversion factorFigure 11 represents the change in conversion factor throughreactor height with increase in flow rate For the simulatedreactor the conversion of TOC
1is calculated to be 048 at
the height of the reactor and the same factor is found forRCTR1 with119898 = 15 But with increasing flow rate the factoris shifting away
The scaling up process of the simulated reactor revealedthat reactor diameter has no significant effect on the reactorperformance for phenol degradation Actually no change inhydrodynamics was observed with change in reactor diam-eter given with constant reactor height The hydrodynamicbehaviour did not change with increasing or decreasing thereactor diameter for the observed numbers of m Converselyreactor performance was increased with lowering of initialphenol or TOC concentration It can be explained by the factthat the reaction is of second order and the rate constantis distinctively slower thus reactor performance could beenhanced only by decreasing the pollutant input And alsogenerally systems dominated by reactions do not need strictmaintenance of a bed diameter
For having almost similar hydrodynamics as the simu-lated reactor (119898 = 1) RCTR1 (119898 = 15) and RCTR2 (119898 =
2) are expected to give similar reaction mechanism as theproposed simulated reactor Figure 12 shows the conversionfactor achieved through reactor length for119898 = 1119898 = 2 and
0999
0999
0999
0999
1000
1000
1000
1000
000 010 020 030 040 050 060 070 080 090 100
Sele
ctiv
ity s
p
M= 35
M= 3
M= 25
M= 2
M= 15
M= 1
Dimensionless reactor height Z
Figure 10 Screening of the reactors based on their hydrodynamicsimilarity with simulated reactor
000
010
020
030
040
050
060
0 1 2 4 5 63Flow rate liremin
Z= 07
Z= 06
Z= 05
Z= 04
Z = 03
Z = 02
Z= 01
xA
Con
vers
ion
fact
or
Figure 11 Comparison of conversion factor at different reactorlengths with changing flow rate
119898 = 3 reactors It can be described from the illustration thatthe conversion factor slightly shifts downward with increasein reactor size An alternate solution is to decrease the inputphenolTOC concentration to achieve similar effectivenessThis solution is drawn as there will be no improvementin performance with further geometrical change Rather itwill drop down to unacceptable limit Properties changecannot be a solution as these properties (density viscosityand particle size) are fixed for treatment processesThereforeit can be concluded that RCTR1 can be a promising scaledup version of the simulated reactor which can attain similarreactor performance following similar hydrodynamics
The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 15
000
010
020
030
040
050
060
0 01 02 03 05 06 07 0804
xA
m = 1
m = 15
m = 2
Dimensionless reactor height Z
Con
vers
ion
fact
or
Figure 12 Reactor performance of similar hydrodynamic reactors(119898 = 1 119898 = 2 and 119898 = 3) based on conversion factor versusdimensionless reactor length
5 Conclusion
Treating recalcitrant aromatic compounds by various con-ventional treatment methods is challenging Phenol wateris hazardous to our environment thus phenol has beenchosen as a model contaminate for this work A fluidizedbed reactor process is proposed here for Fenton degradationof phenol water (40ndash90mgL) A hydrodynamic study wasperformed to describe phenol degradation in a 28 L volumecatalytic fluidized bed reactorThe velocity change data in thissimulation was used to produce scaled up values (using (26)and (27)) for five reactor geometries at dimensionless reactorlength of (119885 = 01 02 03 04 05 06 and 07) Hereaftersimilitude method was used to assess hydrodynamic andperformance similarity between the reactorsThe conclusionsof this work can be stated as below
(1) Brinkman equation and classical Navier stokes equa-tion was used to describe flow through reactor geom-etry Convection-diffusion equations have been usedto describe the mass transfer of the reactant speciesThe attained graphical illustrations derived from thesimulation gave a clear view on the changing velocityand Reynolds number inside the FBR The Reynoldsnumber through the reactor scale was in a range ofRe = 200ndash370 The voidage of the fluidized areawas fixed to 0586 according to (1) Velocity profileinside the reactor showed to be in the range of 003ndash0048msec
(2) Reaction mechanism of phenol has been simplifiedtaking into account the surrogate parameter TOCThe simplified reaction that represents phenol degra-dation took place in the defined fluidized area Thekinetic rate constants for reactions (3) (4) and (5)were found to be 00012 sminus1 635 times 10minus5Mminus1sminus1 and96 times 10
minus7Mminus1sminus1 respectively(3) From the scale-up study it is shown that up to 3 times
the size of the simulated reactor similarity on hydro-dynamics and performance can be attained Thisestablished procedure can be applied to other pollu-tant degradation for reactor systems similar to this
work In this way prediction of final result can bedone which can be a prominent tool in design andscale-up of reactor systems involving pollutant degra-dation
Thus the monitoring of the fluidization process can be doneConsequently it can be concluded that application of CFDsimulations for the fluidized bed catalytic reactor couldaddress a better design or extrapolation of such water treat-ment devices and allow a better understanding of the physic-ochemical phenomena involved inwater treatment processesTherefore the stated procedure is suitable for certain designof such fluidized bed reactors for predicting performance andscale-up
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors thank financial support from University ofMalayaHigh Impact ResearchGrant (HIR-MOHE-D000037-16001) from the Ministry of Higher Education Malaysia andUniversity of Malaya
References
[1] F Martınez G Calleja J A Melero and R Molina ldquoHeteroge-neous photo-Fenton degradation of phenolic aqueous solutionsover iron-containing SBA-15 catalystrdquo Applied Catalysis BEnvironmental vol 60 no 3-4 pp 181ndash190 2005
[2] S Ghafoori M Mehrvar and P K Chan ldquoPhotoassistedFenton-like degradation of aqueous poly(acrylic acid) frommechanistic kinetic model to CFD modelingrdquo Chemical Engi-neering Research and Design vol 91 no 12 pp 2617ndash2629 2013
[3] MMohajeraniMMehrvar andF Ein-Mozaffari ldquoAnoverviewof the integration of advanced oxidation technologies and otherprocesses for water and wastewater treatmentrdquo InternationalJournal of Engineering vol 3 no 2 pp 120ndash146 2009
[4] E Chatzisymeon S Foteinis D Mantzavinos and T TsoutsosldquoLife cycle assessment of advanced oxidation processes for olivemill wastewater treatmentrdquo Journal of Cleaner Production vol54 pp 229ndash234 2013
[5] X Dong W Ding X Zhang and X Liang ldquoMechanism andkinetics model of degradation of synthetic dyes by UV-visH2O2Ferrioxalate complexesrdquo Dyes and Pigments vol 74 no
2 pp 470ndash476 2007[6] O Legrini E Oliveros and A M Braun ldquoPhotochemical pro-
cesses for water treatmentrdquo Chemical Reviews vol 93 no 2 pp671ndash698 1993
[7] J S Choi S S Yoon S H Jang and W S Ahn ldquoPhenolhydroxylation using Fe-MCM-41 catalystsrdquoCatalysis Today vol111 no 3-4 pp 280ndash287 2006
[8] B Iurascu I Siminiceanu D Vione M A Vicente and A GilldquoPhenol degradation in water through a heterogeneous photo-Fenton process catalyzed by Fe-treated laponiterdquo WaterResearch vol 43 no 5 pp 1313ndash1322 2009
16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

16 The Scientific World Journal
[9] D-L Wu W Wang Q-W Guo and Y-H Shen ldquoCombinedFenton-SBR process for bamboo industry wastewater treat-mentrdquoChemical Engineering Journal vol 214 pp 278ndash284 2013
[10] T Kanki S Hamasaki N Sano A Toyoda and K HiranoldquoWater purification in a fluidized bed photocatalytic reactorusing TiO
2-coated ceramic particlesrdquo Chemical Engineering
Journal vol 108 no 1-2 pp 155ndash160 2005[11] W Nam J Kim and G Han ldquoPhotocatalytic oxidation of
methyl orange in a three-phase fluidized bed reactorrdquo Chemo-sphere vol 47 no 9 pp 1019ndash1024 2002
[12] C-C Su M Pukdee-Asa C Ratanatamskul and M-C LuldquoEffect of operating parameters on the decolorization andoxidation of textile wastewater by the fluidized-bed Fentonprocessrdquo Separation and Purification Technology vol 83 no 1pp 100ndash105 2011
[13] S Chou C Huang and Y-H Huang ldquoHeterogeneous andhomogeneous catalytic oxidation by supported 120574-FeOOH in afluidized-bed reactor kinetic approachrdquo Environmental Scienceand Technology vol 35 no 6 pp 1247ndash1251 2001
[14] Y-J Shih M-T Tsai and Y-H Huang ldquoMineralization anddefluoridation of 2233-tetrafluoro -1-propanol (TFP) by UVoxidation in a novel three-phase fluidized bed reactor (3P-FBR)rdquoWater Research vol 47 no 7 pp 2325ndash2330 2013
[15] S H Lin and C L Lai ldquoKinetic characteristics of textilewastewater ozonation in fluidized and fixed activated carbonbedsrdquoWater Research vol 34 no 3 pp 763ndash772 2000
[16] X Qu J Zheng and Y Zhang ldquoCatalytic ozonation of phenolicwastewater with activated carbon fiber in a fluid bed reactorrdquoJournal of Colloid and Interface Science vol 309 no 2 pp 429ndash434 2007
[17] J Anotai P Thuptimdang C-C Su and M-C Lu ldquoDegra-dation of o-toluidine by fluidized-bed Fenton process statis-tical and kinetic studyrdquo Environmental Science and PollutionResearch vol 19 no 1 pp 169ndash176 2012
[18] J Anotai C-M Chen L M Bellotindos and M-C LuldquoTreatment of TFT-LCD wastewater containing ethanolamineby fluidized-bed Fenton technologyrdquo Bioresource Technologyvol 113 pp 272ndash275 2012
[19] F Tisa A A A Raman and W M A W Daud ldquoBasic designof a fluidized bed reactor for wastewater treatment using fentonoxidationrdquo International Journal of Innovation Managementand Technology vol 5 no 2 pp 93ndash98 2013
[20] R F F Pontesa J E F Moraesb Jr and J M Pintoa ldquoAmechanistic kinetic model for phenol degradation by theFenton processrdquo Journal of Hazardous Materials vol 176 pp402ndash413 2010
[21] S Navalon M Alvaro and H Garcia ldquoHeterogeneous Fentoncatalysts based on clays silicas and zeolitesrdquo Applied CatalysisB Environmental vol 99 no 1 pp 1ndash26 2010
[22] A M Hannaford and C Kuek ldquoAerobic batch degradationof phenol using immobilized Pseudomonas putidardquo Journal ofIndustrial Microbiology amp Biotechnology vol 22 no 2 pp 121ndash126 1999
[23] V Kavitha and K Palanivelu ldquoThe role of ferrous ion in Fentonand photo-Fenton processes for the degradation of phenolrdquoChemosphere vol 55 no 9 pp 1235ndash1243 2004
[24] M-C Lu J-NChen andC-P Chang ldquoOxidation of dichlorvoswith hydrogen peroxide using ferrous ion as catalystrdquo Journal ofHazardous Materials vol 65 no 3 pp 277ndash288 1999
[25] H-J Fan S-THuangW-HChung J-L JanW-Y Lin andC-C Chen ldquoDegradation pathways of crystal violet by Fenton andFenton-like systems condition optimization and intermediateseparation and identificationrdquo Journal of Hazardous Materialsvol 171 no 1ndash3 pp 1032ndash1044 2009
[26] L Gu N Zhu L Wang X Bing and X Chen ldquoCombinedhumic acid adsorption and enhanced Fenton processes for thetreatment of naphthalene dye intermediate wastewaterrdquo Journalof Hazardous Materials vol 198 pp 232ndash240 2011
[27] E Chamarro A Marco J Prado and S Esplugas ldquoTratamientode aguas y aguas residualesmediante utilizacion de processos deoxidacion avanzadardquo Quımica amp Industria vol 1-2 pp 28ndash321996
[28] J A Theruvathu C T Aravindakumar R Flyunt J von Sonn-tag and C von Sonntag ldquoFenton chemistry of 13-dimethylu-racilrdquo Journal of the American Chemical Society vol 123 no 37pp 9007ndash9014 2001
[29] Z Eren F N Acar and N H Ince ldquoFenton and Fenton-likeoxidation of CI Basic Yellow 51 a comparative studyrdquoColorationTechnology vol 126 no 6 pp 337ndash341 2010
[30] R Liu H M Chiu C-S Shiau R Y-L Yeh and Y-T HungldquoDegradation and sludge production of textile dyes by Fentonand photo-Fenton processesrdquo Dyes and Pigments vol 73 no 1pp 1ndash6 2007
[31] B Bianco I de Michelis and F Veglio ldquoFenton treatmentof complex industrial wastewater optimization of processconditions by surface response methodrdquo Journal of HazardousMaterials vol 186 no 2-3 pp 1733ndash1738 2011
[32] V Golob A Vinder and M Simonic ldquoEfficiency of thecoagulationflocculation method for the treatment of dyebatheffluentsrdquo Dyes and Pigments vol 67 no 2 pp 93ndash97 2005
[33] C Wen and Y Yu ldquoA generalized method for predicting theminimum fluidization velocityrdquo AIChE Journal vol 12 no 3pp 610ndash612 1966
[34] S Ledakowicz and M Gonera ldquoOptimisation of oxidants dosefor combined chemical and biological treatment of textilewastewaterrdquoWater Research vol 33 no 11 pp 2511ndash2516 1999
[35] J Hoigne and H Bader ldquoRate constants of reactions of ozonewith organic and inorganic compounds in watermdashI non-dissociating organic compoundsrdquoWater Research vol 17 no 2pp 173ndash183 1983
[36] T H Lim and S D Kim ldquoTrichloroethylene degradation byphotocatalysis in annular flow and annulus fluidized bed pho-toreactorsrdquo Chemosphere vol 54 no 3 pp 305ndash312 2004
[37] U I Gaya and A H Abdullah ldquoHeterogeneous photocatalyticdegradation of organic contaminants over titanium dioxidea review of fundamentals progress and problemsrdquo Journal ofPhotochemistry and Photobiology C Photochemistry Reviewsvol 9 no 1 pp 1ndash12 2008
[38] J A Zazo J A Casas A F Mohedano and J J RodriguezldquoSemicontinuous Fenton oxidation of phenol in aqueous solu-tion a kinetic studyrdquoWater Research vol 43 no 16 pp 4063ndash4069 2009
[39] J A Zazo J A Casas A F Mohedano M A Gilarranz and J JRodrıguez ldquoChemical pathway and kinetics of phenol oxidationby Fentonrsquos reagentrdquo Environmental Science and Technology vol39 no 23 pp 9295ndash9302 2005
[40] M S Lucas and J A Peres ldquoDegradation of Reactive Black 5by FentonUV-C and ferrioxalateH
2O2solar light processesrdquo
Dyes and Pigments vol 74 no 3 pp 622ndash629 2007
The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

The Scientific World Journal 17
[41] L-C Chen and T-C Chou ldquoPhotodecolorization of methylorange using silver ion modified TiO
2as photocatalystrdquo Indus-
trial and Engineering Chemistry Research vol 33 no 6 pp1436ndash1443 1994
[42] A Bach H Shemer and R Semiat ldquoKinetics of phenol miner-alization by Fenton-like oxidationrdquoDesalination vol 264 no 3pp 188ndash192 2010
[43] L Xu and J Wang ldquoA heterogeneous Fenton-like system withnanoparticulate zero-valent iron for removal of 4-chloro-3-methyl phenolrdquo Journal of Hazardous Materials vol 186 no 1pp 256ndash264 2011
[44] MA S Rodrigues F D R Amado J L N Xavier K F Streit AM Bernardes and J Z Ferreira ldquoApplication of photoelectro-chemical-electrodialysis treatment for the recovery and reuseof water from tannery effluentsrdquo Journal of Cleaner Productionvol 16 no 5 pp 605ndash611 2008
[45] F Xlong J-P Croue and B Legube ldquoLong-term ozone con-sumption by aquatic fulvic acids acting as precursors of radicalchain reactionsrdquo Environmental Science amp Technology vol 26no 5 pp 1059ndash1064 1992
[46] C Comninellis and C Pulgarin ldquoAnodic oxidation of phenolfor waste water treatmentrdquo Journal of Applied Electrochemistryvol 21 no 8 pp 703ndash708 1991
[47] K H Chan and W Chu ldquoModel applications and mechanismstudy on the degradation of atrazine by Fentonrsquos systemrdquo Journalof Hazardous Materials vol 118 no 1ndash3 pp 227ndash237 2005
[48] R L Valentine and H C Ann Wang ldquoIron oxide surfacecatalyzed oxidation of quinoline by hydrogen peroxiderdquo Journalof Environmental Engineering vol 124 no 1 pp 31ndash38 1998
[49] G Vincent E Schaer P-M Marquaire and O Zahraa ldquoCFDmodelling of an annular reactor application to the photocat-alytic degradation of acetonerdquo Process Safety and EnvironmentalProtection vol 89 no 1 pp 35ndash40 2011
[50] B Sajjadi A A Abdul Raman S Baroutian S Ibrahim andR S S Raja Ehsan Shah ldquo3D Simulation of fatty acid methylester production in a packedmembrane reactorrdquo Fuel ProcessingTechnology vol 118 pp 7ndash19 2014
[51] Y Cheng and J Zhu ldquoHydrodynamics and scale-up of liquid-solid circulating fluidized beds similitude method vs CFDrdquoChemical Engineering Science vol 63 no 12 pp 3201ndash32112008
[52] V V Kelkar and K M Ng ldquoDevelopment of fluidized catalyticreactors screening and scale-uprdquo AIChE Journal vol 48 no 7pp 1498ndash1518 2002
[53] C-H Ho Y-J Huang and Y-H Huang ldquoDegradation of azodye reactive black b using an immobilized iron oxide in abatch photo-fluidized bed reactorrdquo Environmental EngineeringScience vol 27 no 12 pp 1043ndash1048 2010
[54] R G Bond C P Straub and R Prober CRC Handbook ofEnvironmental Control Cumulative Series Index for Volumes ICRC Press 1978
[55] F Ay E C Catalkaya and F Kargi ldquoAdvanced oxidation ofdirect red (DR 28) by fenton treatmentrdquo Environmental Engi-neering Science vol 25 no 10 pp 1455ndash1462 2008
[56] M Horio H Ishii Y Kobukai and N Yamanishi ldquoA scaling lawfor circulating fluidized bedsrdquo Journal of Chemical Engineeringof Japan vol 22 no 6 pp 587ndash592 1989
[57] J Davidson D Harrison and R Jackson Fluidized ParticlesCambridge University Press New York NY USA 1963
[58] J Davidson D Harrison and R Jackson Fluidized ParticlesPergamon Press New York NY USA 1964
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of