Research Article A Heuristic for Disassembly Planning in...
11
Research Article A Heuristic for Disassembly Planning in Remanufacturing System Jinmo Sung and Bongju Jeong Department of Information & Industrial Engineering, Yonsei University, 50 Yonsei-ro, Sinchon-dong, Seoul 120-749, Republic of Korea Correspondence should be addressed to Bongju Jeong; [email protected] Received 24 January 2014; Accepted 11 March 2014; Published 23 April 2014 Academic Editors: E. K. Aydo˘ gan, J. G. Barbosa, and D. Oron Copyright © 2014 J. Sung and B. Jeong. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. is study aims to improve the efficiency of disassembly planning in remanufacturing environment. Even though disassembly processes are considered as the reverse of the corresponding assembly processes, under some technological and management constraints the feasible and efficient disassembly planning can be achieved by only well-designed algorithms. In this paper, we propose a heuristic for disassembly planning with the existence of disassembled part/subassembly demands. A mathematical model is formulated for solving this problem to determine the sequence and quantity of disassembly operations to minimize the disassembly costs under sequence-dependent setup and capacity constraints. e disassembly costs consist of the setup cost, part inventory holding cost, disassembly processing cost, and purchasing cost that resulted from unsatisfied demand. A simple but efficient heuristic algorithm is proposed to improve the quality of solution and computational efficiency. e main idea of heuristic is to divide the planning horizon into the smaller planning windows and improve the computational efficiency without much loss of solution quality. Performances of the heuristic are investigated through the computational experiments. 1. Introduction In a recent decade, most of environment-conscious industries have recognized the importance of remanufacturing where end-of-life products are collected and some useful parts are used again to remanufacture new parts. Remanufacturing may save resources on earth and production costs of com- pany. As shown in Figure 1, end-of-life products are processed in remanufacturer to produce “as new” parts or disassembled to extract reusable parts which are furbished and used again by manufacturer. In this paper, we deal with disassembly processes and especially focus on disassembly planning. Because disassem- bly is a preprocess of refurbishing or recycling, efficiency of it affects the whole remanufacturing system. In sustain- able and environment-conscious industry, as the number of returned products increases, disassembly process becomes more significant and its related decision-making is getting complicated for most companies. 2. Related Literatures As though disassembly planning problem in remanufacturing system looks like just the reverse of the conventional assembly planning problem, it is quite different in the purpose of retrieving necessary parts with the choice of efficient disas- sembly operations, which requires some different and unique approaches. Also, it deals with not only necessary parts but also unnecessary parts that are disposed or used later in future purpose. With all these reasons, disassembly planning problems is generally considered to be more complicated than assembly planning. Previous researches on disassembly planning can be classified into three categories: full disassembly of a product with efficient sequence, disassembly to maximize the value of disposal parts, and disassembly to retrieve specific parts with minimum costs. e first category research aims to generate efficient or even optimal sequence of disassembly operations to disassemble a whole product. Most researches Hindawi Publishing Corporation e Scientific World Journal Volume 2014, Article ID 949527, 10 pages http://dx.doi.org/10.1155/2014/949527
Transcript of Research Article A Heuristic for Disassembly Planning in...

Research ArticleA Heuristic for Disassembly Planning inRemanufacturing System
Jinmo Sung and Bongju Jeong
Department of Information amp Industrial Engineering Yonsei University 50 Yonsei-ro Sinchon-dong Seoul 120-749 Republic of Korea
Correspondence should be addressed to Bongju Jeong bongjuyonseiackr
Received 24 January 2014 Accepted 11 March 2014 Published 23 April 2014
Academic Editors E K Aydogan J G Barbosa and D Oron
Copyright copy 2014 J Sung and B JeongThis is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
This study aims to improve the efficiency of disassembly planning in remanufacturing environment Even though disassemblyprocesses are considered as the reverse of the corresponding assembly processes under some technological and managementconstraints the feasible and efficient disassembly planning can be achieved by only well-designed algorithms In this paper wepropose a heuristic for disassembly planning with the existence of disassembled partsubassembly demands A mathematicalmodel is formulated for solving this problem to determine the sequence and quantity of disassembly operations to minimize thedisassembly costs under sequence-dependent setup and capacity constraints The disassembly costs consist of the setup cost partinventory holding cost disassembly processing cost and purchasing cost that resulted from unsatisfied demand A simple butefficient heuristic algorithm is proposed to improve the quality of solution and computational efficiencyThemain idea of heuristicis to divide the planning horizon into the smaller planning windows and improve the computational efficiency without much lossof solution quality Performances of the heuristic are investigated through the computational experiments
1 Introduction
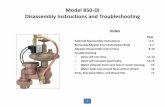
In a recent decademost of environment-conscious industrieshave recognized the importance of remanufacturing whereend-of-life products are collected and some useful parts areused again to remanufacture new parts Remanufacturingmay save resources on earth and production costs of com-panyAs shown in Figure 1 end-of-life products are processedin remanufacturer to produce ldquoas newrdquo parts or disassembledto extract reusable parts which are furbished and used againby manufacturer
In this paper we deal with disassembly processes andespecially focus on disassembly planning Because disassem-bly is a preprocess of refurbishing or recycling efficiencyof it affects the whole remanufacturing system In sustain-able and environment-conscious industry as the number ofreturned products increases disassembly process becomesmore significant and its related decision-making is gettingcomplicated for most companies
2 Related Literatures
As thoughdisassembly planning problem in remanufacturingsystem looks like just the reverse of the conventional assemblyplanning problem it is quite different in the purpose ofretrieving necessary parts with the choice of efficient disas-sembly operations which requires some different and uniqueapproaches Also it deals with not only necessary parts butalso unnecessary parts that are disposed or used later infuture purpose With all these reasons disassembly planningproblems is generally considered to bemore complicated thanassembly planning
Previous researches on disassembly planning can beclassified into three categories full disassembly of a productwith efficient sequence disassembly to maximize the valueof disposal parts and disassembly to retrieve specific partswith minimum costs The first category research aims togenerate efficient or even optimal sequence of disassemblyoperations to disassemble a whole product Most researches
Hindawi Publishing Corporatione Scientific World JournalVolume 2014 Article ID 949527 10 pageshttpdxdoiorg1011552014949527
2 The Scientific World Journal
Manufacturer Wholesaler Retailer Customer
Collectionsite
Remanufacturingsubcontractor
Disassemblysite
Refurbishingsite
Externalsupplier
Disposalsite
Part inventory
lsquoas newrsquo parts ProductsNewparts
lsquoas newrsquo parts
Wastes
Reusableparts Products
Returnedproducts
Figure 1 Conceptual framework of remanufacturing [22]
try to minimize disassembling costs because the costs aredependent on the selection of disassembly sequence Asone of the corner stone researches Homem de Mello andSanderson [1 2] proposed a basic representation scheme ofdisassembly sequences with ANDOR graph though it doesnot provide an optimal disassembly sequence Lambert [3]proposed an approach to determine the optimal disassemblysequence using ANDOR graph scheme He used Bellmanrsquosdynamic programming to select disassembly operations ateach disassembly stage in backward achieving the minimumcosts of whole disassembly costs These researches have thelimitation of application in remanufacturing system whereonly useful parts need to be obtained
The second category of research focuses on maximizingthe value of disassembled parts which is very practical issuein remanufacturing systemThe problem is to maximize totalprofit incurred by disassembly process by comparing the costsof disassembly to the value of all disassembled parts Guptaand Taleb [4] emphasized that the purpose of disassemblyprocess is not to manufacture as new products but to meetthe demand of useful parts and they proposed a disassem-bly planning approach using MRP Go et al [5] reviewedmany disassembly methods to enhance the recovery of end-of-life products especially vehicle so that valuable partsare efficiently retrieved Lambert [6ndash8] proposed a math-ematical model to find the optimal disassembly sequencewith sequence-dependent setup costs using ANDOR graphrepresentation In order to solve this NP-hard problem heemployed iterative method which solves the relaxed problemwithout precedence constraints checks the feasibility withadded constraints and then solves the problem with unsat-isfied constraints in iterative manner Although Lambertrsquosmethod was proven to be very efficient in finding an optimalsolution it assumed only single planning period singleassembly product and no demand for reusable partsThe lastcategory is literally disassembly planning in remanufacturingenvironment which means that it determines disassemblysequence and the amount of disassembly operations with
minimum costs Barba-Gutierrez et al [9] developed ReverseMRP using lot-sizing technique and analyzed the impact oflot-sizing technique on disassembly costs VeerakamolmalandGupta [10 11] studied the effect of end-of-life disassemblyby evaluating the design efficiency They used a disassemblytree (DT) structure to represent the precedence relationshipswhich show the order of disassembly partsThemajor advan-tage of DT structure is to retrieve necessary parts at eachbranch point andmake it possible to get demand of disassem-bly parts However as the number of parts in a product thesize of tree increases so rapidly Furthermore they [12] solvedselective part recovery planning for electronic products usingtwo-stage disassembly and retrieval system even though therecovery planning is inapplicable to determine the scheduleof disassembly operations More recent researches considerdisassembly planning over multiple periods [13ndash15] wherethe precedence among disassembly operations is constrainedby part inventory and the schedule of disassembly operationsis determined according to inventory costs and setup costs tomeet the demand of parts In these researches however sincethe disassembly operations are constrained by the amountof operations not time constraints the application to realenvironment may be very limited without adjustments
For development of heuristic in this paper we considerthe rolling horizon planning technique which was firstlyproposed by Modigliani and Hohn [16] thereafter abundantapplications followed Chand et al [17] emphasized the usageof the rolling horizon techniques including forecast andsolution procedure in real operation problems based ontime-series They classified the previous operation planningresearches by horizon type model type source of horizonsolution method and subject and reviewed the techniquesSchwarz [18] used the rolling horizon planning technique tosolve facility location problem and other researchers suchas Blackburn and Millen [19] Chand [20] and Federgruenand Tzur [21] applied it for inventory management problemMost researches took advantage of rolling horizon techniquein planning itself purpose This study also employed the
The Scientific World Journal 3
rolling horizon technique but for improving the efficiency ofsolution procedure instead of planning scheme
The previous researches show that disassembly planningis more than just the reverse of assembly planning but shouldconsider the recovery of useful partsmaterials impact ofdisposal on environment and total costs as well In this studywe are concerned about disassembly planning with efficiencyand applicability in real remanufacturing environment Inorder to do that we make disassembly planning allow time-constrained operations sequence-dependent setup disas-sembled part demand and multiple planning periods andfinally we propose an efficient heuristic to solve this NP-hardproblem This paper is organized as follows We first developa mathematical model of disassembly planning in Section 2and propose a heuristic using rolling plan scheme in thefollowing section Computational experiments are performedusing an example product to show the validity of our planningsystem and concluding remarks and discussion follow inSection 6
3 Mathematical Model forDisassembly Planning
Disassembly planning in this study has the objective tominimize total disassembly costs of meeting part demandsat each period We recognize that this problem has the sameproperty of the capacitated lot-sizing problem Moreoverdisassembly planning in remanufacturing has the demands ofsubassemblies at each period not only the end parts in BOM(Bill-of-Material) structure Also since most workshops withdisassembly process belong to small- or medium-size com-pany which produces so many different types of products weassume job-shop production environment rather than massproduction line This means that setup time and the relatedcosts need to be included in the model For the purpose ofmodeling we assume the following production environment
(i) The demands of partssubassemblies are known ateach period
(ii) The unfulfilled demand through disassembly is ful-filled by purchase from vendor The purchase cost isconsidered as penalty cost
(iii) All setup and workload can be transformed to timeunits
(iv) There exists a working available time at each produc-tion period
(v) Setup can be carried over the next period that isthe same operation can be carried over the nextproduction period
(vi) Transition matrix 119879 is a transition matrix with alldisassembly operations (column) and subassemblies(row) The elements of 119879 are interpreted as followsFor example in Table 1 disassembly operation 7decomposes the subassembly BCD into CD and Bwith the values minus1 (destruction) and 1 (creation)in the corresponding elements Table 1 representsa transition matrix corresponding to a ball-pen ofFigure 2
With the above assumptions the nomenclature shown atthe end of the paper is needed for our model
The objective function is represented as the sum of allrelevant costs such as operation processing cost inventoryholding cost setup cost and purchasing costThen themodelfor disassembly planning is formulated as follows
Model (P)
Minsum119895
(pc119895 timessum119905
119883119895119905) +sum
119894
(hc119894 timessum119905
Inv119894119905)
+sum
119895
(sc119895 timessum119905
119885119895119905) +sum
119894
sum
119905
pp119894 times Po119894119905
(1)
subject to
Inv119894119905 = Inv119894119905minus1 minussum119895
ps119894119895 times (pr119895 times 119883119895119905)
+sum
119895
cs119894119895 times (pr119895 times 119883119895119905) + Po119894119905 minus 119900119902119894119905 forall119895 119905
(2)
119901119895 times 119883119895119905 le sum
119895
ps119894119895 times Inv119894119905minus1 forall119895 119905 (3)
sum
119895
st119895 times 119885119895119905 +sum119895
119883119895119905 le timeCapa119905 forall119905 (4)
sum
119895
119860119895119905 = 1 forall119905 (5)
sum
119895
119861119895119905 = 1 forall119905 (6)
119883119895119905 le 119872 times 119885119895119905 forall119895 119905 (7)
119860119895119905 le 119884119895119905 +119882119905 forall119895 119905 (8)
119861119895119905 le 119884119895119905 +119882119905 forall119895 119905 (9)
119860119895119905 minus 119861119895119905minus1 le 119885119895119905 forall119895 119905 (10)
119884119895119905 minus 119860119895119905 le 119885119895119905 forall119895 119905 (11)
119861119895119905minus1 +119882119905 le 119861119895119905 + 1 forall119895 119905 (12)
119861119895119905minus1 +119882119905 le 119860119895119905 + 1 forall119895 119905 (13)
sum
119895
119883119895119905 le 1 minus119882119905 forall119905 (14)
sum
119895
119884119895119905 le 1 minus119882119905 forall119905 (15)
sum
119895
119884119895119905 minus 1 ge (119873 minus 1) times 120575119905 forall119905 (16)
119860119895119905 + 119861119895119905 le 2 minus 120575119905 forall119895 119905 (17)
4 The Scientific World Journal
A
B
C
D
E
F
ABCDEF
ABCDE ABCDF
AB CDAE
ABF BCD
ABCD
1 2
3 4
5
6 7
8 9 10
1112
13
Figure 2 Disassembly ANDOR diagram of ball-pen [23]
Table 1 Disassembly transform matrix of ball-pen with 15 subassemblies
1 2 3 4 5 6 7 8 9 10 11 12 13ABCDEF minus1 minus1ABCDE 1 minus1 minus1ABCDF 1 minus1 minus1ABCD 1 minus1 minus1ABF minus1 1BCD 1 minus1 1AB 1 minus1 1AE minus1 1CD 1 minus1 1 1A 1 1B 1 1C 1D 1E 1 1 1F 1 1 1
119884119895119905 119885119895119905 119860119895119905 119861119895119905119882119905 isin 0 1 forall119895 119905 (18)
Po119894119905 ge 0 Inv119894119905 ge 0 forall119894 119905 (19)
119883119895119905 ge 0 forall119895 119905 (20)
120575119905 ge 0 forall119905 (21)
Constraints (2)ndash(4) ensure the sequence of subassemblyoperations to be performed Constraint (2) is the balanceequation of inventory between two consecutive periodsConstraint (3) ensures the precedence relationship amongsubassembly operations with regard to inventory of sub-assembly in each period Constraint (4) imposes the total
capacity limit in each period Constraints (5)ndash(17) representthe requirements and conditions for operations and setups tobe carried over the whole planning horizon Constraints (5)and (6) indicate that each period should have the starting andfinishing operations respectively Constraint (7) guaranteesthat disassembly operation without setup is not allowedover all periods Constraints (8) and (9) ensure the feasiblerelationship among 119860 119861 119884 and 119882 variables Constraints(10) and (11) indicate that over the planning horizon if thesame operation is carried over the next period there shouldbe no setup Constraints (12) and (13) represent that if thereis no operation performed in the current period the setupis already done in the previous period so that no setup is
The Scientific World Journal 5
necessary in the current period Constraints (14) and (15)guarantee that the indicator variables of operations shouldhave the valid values accordingly Finally constraint (16) and(17) ensure that if only one operation is performed in a periodit means that the first and last operation should be the sameoperation The last set of constraints (18)ndash(21) represent thenonnegativity and binary conditions of all decision variablesused in the model
4 Heuristic
41 Basic Concept In order to develop a heuristic for theproblem presented in the previous section we first examinedthe computation time for finding the optimal solutionComputational experiments were done using OPL Studio60 by ILOG on the Pentium 4 28Ghz Win-XP platformWe generated 21 types of problems by changing the size ofdemand (three types) and the length of planning horizon(seven types) Demand sizes are determined by the propor-tion of production capacity that is the order quantity of10 20 and 30 of production capacity and the planninghorizons are in the range of 4 to 10 planning periods that istotal 6 types of planning horizon For each type of problemten problems are generated using random number generatorand total 210 problems were finally tested Figure 3 showsthe average computation time taken to solve each type ofproblemThe result shows no regular pattern according to thesize of demand However increasing the length of planninghorizon seems to make the computation time also increaseIn particular the computation time increases rapidly fromplanning horizon 7 while it stays very short until then
The investigation indicates that the computation timefor solving the mathematical model increases in highlynonlinear fashion as the length of planning horizon increasesbut there seems to be no strong relationship with demandpattern Based on the experiments in order to overcome theproblem with the long planning horizon in real productionenvironment we consider decomposing the original probleminto the smaller size of subproblems with shorter planninghorizon and then aggregating them back to get the finalsolution Figure 4 illustrates an example of decompositionFor example the original 10-periods problem is decomposedinto four 7-periods subproblems where each subproblemshifts the planning horizon by one period until the lastperiod is reached Moreover the modified cost parametersare adapted tomake reasonable global solutionThus insteadof solving one large problem we solve four smaller problemsseparately with efficient time and integrate four solutions tomake a solution for the original problem
This procedure is known to be rolling horizon planningtechnique which was firstly proposed by Modigliani andHohn [16] However since the subproblems are treated asan independent local problem there should be a remedyto overcome the local optimality In order to achieve globaloptimality for the original problem we need to adjust setupand inventory holding costs for the local problem so that thelocal solution can be a part of global solution in the lateraggregation procedure This is because basically our model
0
500
1000
1500
2000
2500
3000
3500
4 5 6 7 8 9 10
1020
30Average
Time horizon
CPU
tim
e
Figure 3 Computation time (sec) according to the length of plan-ning horizon and demand quantity
pursues the optimal trade-off between setup and holdingcosts For example if setup cost is much greater than holdingcost in the original problem we need to keep the number ofsetups small and the inventory as long as possible over theplanning horizon However since the subproblem with shortplanning horizon cannot keep inventory for future demandwe adjust the setup cost to be smaller so that more operationsare flexibly assigned for future demand After solving allsubproblems the local solutions are aggregated to be globalsolution for the original problem
42 Heuristic Based on the concept described before ourheuristic consists of three steps (1) adjusting setup cost(2) solving subproblems and (3) aggregation of solutionsFigure 5 presents the whole procedure of heuristic
421 Adjusting Setup Cost Setup costs for each subproblemare adjusted as follows
(i) Set a fixed planning horizon of subproblem such as119863 lt 119879 In order to improve the quality of solutionD needs to be greater than the maximum numberof operations for complete disassembly because theprecedence relationship among subassembly opera-tions is constrained by inventory of subassembly ineach period as indicated in constraint (3) of ourmathematical model
(ii) Inventory holding cost of subassembly (hc119894) is trans-formed to operation-based cost (hc1015840119895) as follows
hc1015840(1times119895) = hc(1times119894) times rm(119894times119895) (22)
(iii) New inventory cost (hc1015840119895) represents the changedholding cost by operation 119895 In other words it is the
6 The Scientific World Journal
0 5 10
0 5 10
0 5 10
0 5 10
Problem number 1
Problem number 2
Problem number 3
Problem number 4
D = 7
D = 7
D = 7
D = 7
Figure 4 Generation of subproblems using rolling horizon technique
Start
Recompute holding cost parameters by the operations
Compute optimal solution of split problem with modified parameters
Recompute setup cost parameters by split period D
Combine the solutions of split problem
Compute all period
End
No
Yes
Figure 5 Procedure of heuristic
difference between inventory holding cost before andafter subassembly operation is performed
(iv) Then new setup cost (sc1015840119895) is computed as follows
Case 1 If schc1015840 lt 119863 sc1015840 = scCase 2 If schc1015840 gt 119863 sc1015840 = hc1015840 times 119863Case 3 If hc1015840 = 0 sc1015840 = 1
422 Solving Subproblems Using adjusted setup cost eachsubproblem with planning horizon 119863 is solved indepen-dently For the feasibility of global solution we need an addi-tional constraint (23) as follows which links all subproblems
Inv1198940 = initial Inv119894 forall119894 (23)
Then themodel (119875) ismodified to the subproblemmodels(1198751015840) with the additional constraint (23) and adjusted setupcosts The solution procedure for model (1198751015840) using rollinghorizon technique is presented as follows
Set iteration 119899 = 1
(i) The demand quantity for the 119899th subproblem is deter-mined by the proportional quantity of total demanduntil period119863
(ii) Solve the problem 1198751015840(119899) If 1198751015840(119899) is the last subprob-
lem stop Aggregate the solutions at the first periodof each subproblem to make a global solution
(iii) The inventory at the first period of 1198751015840(119899) becomesinitial inventory of the next subproblem 1198751015840(119899 + 1)
(iv) Set 119899 larr 119899 + 1 Go to (i)
423 Aggregation of Solutions Aggregation of subproblemsolutions is simple All the solutions are represented asthe cost parameters of the original problem but decisionvariables are replaced with the aggregated solution of sub-problems as follows
sum
119895
(pc119895 timessum119905
119877119883119895119905) +sum
119894
(hc119894 timessum119905
119877Inv119894119905)
+sum
119895
(sc119895 timessum119905
119877 119885119895119905) +sum
119894
sum
119905
pp119894 times 119877 Po119894119905(24)
The heuristic is programmed with pseudocode as shownin Pseudocode 1
In the pseudocode 119877 119883119883 is solution for global solutionand1198831198831015840 is for subproblems
5 Computational Experiments
In this section the efficiency of our heuristic is investigatedthrough computational experiments with the ball-pen exam-ple in Figure 2 Table 2 shows the data of unit holding costof subassemblies and setup cost of operations The variousproduction environments are reflected by using cost structureand ease of disassembly We consider two cost structuresaccording to the relative percentage of processing cost out ofsetup cost as around 10 (Case A) and 40 (Case B) Weassume that there are two types of products based on easeof disassembly easy (product V) or difficult one (productW) Table 3 shows the unit processing cost of disassemblyoperations by Cases A and B and Table 4 provides the unit
The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 The Scientific World Journal
Manufacturer Wholesaler Retailer Customer
Collectionsite
Remanufacturingsubcontractor
Disassemblysite
Refurbishingsite
Externalsupplier
Disposalsite
Part inventory
lsquoas newrsquo parts ProductsNewparts
lsquoas newrsquo parts
Wastes
Reusableparts Products
Returnedproducts
Figure 1 Conceptual framework of remanufacturing [22]
try to minimize disassembling costs because the costs aredependent on the selection of disassembly sequence Asone of the corner stone researches Homem de Mello andSanderson [1 2] proposed a basic representation scheme ofdisassembly sequences with ANDOR graph though it doesnot provide an optimal disassembly sequence Lambert [3]proposed an approach to determine the optimal disassemblysequence using ANDOR graph scheme He used Bellmanrsquosdynamic programming to select disassembly operations ateach disassembly stage in backward achieving the minimumcosts of whole disassembly costs These researches have thelimitation of application in remanufacturing system whereonly useful parts need to be obtained
The second category of research focuses on maximizingthe value of disassembled parts which is very practical issuein remanufacturing systemThe problem is to maximize totalprofit incurred by disassembly process by comparing the costsof disassembly to the value of all disassembled parts Guptaand Taleb [4] emphasized that the purpose of disassemblyprocess is not to manufacture as new products but to meetthe demand of useful parts and they proposed a disassem-bly planning approach using MRP Go et al [5] reviewedmany disassembly methods to enhance the recovery of end-of-life products especially vehicle so that valuable partsare efficiently retrieved Lambert [6ndash8] proposed a math-ematical model to find the optimal disassembly sequencewith sequence-dependent setup costs using ANDOR graphrepresentation In order to solve this NP-hard problem heemployed iterative method which solves the relaxed problemwithout precedence constraints checks the feasibility withadded constraints and then solves the problem with unsat-isfied constraints in iterative manner Although Lambertrsquosmethod was proven to be very efficient in finding an optimalsolution it assumed only single planning period singleassembly product and no demand for reusable partsThe lastcategory is literally disassembly planning in remanufacturingenvironment which means that it determines disassemblysequence and the amount of disassembly operations with
minimum costs Barba-Gutierrez et al [9] developed ReverseMRP using lot-sizing technique and analyzed the impact oflot-sizing technique on disassembly costs VeerakamolmalandGupta [10 11] studied the effect of end-of-life disassemblyby evaluating the design efficiency They used a disassemblytree (DT) structure to represent the precedence relationshipswhich show the order of disassembly partsThemajor advan-tage of DT structure is to retrieve necessary parts at eachbranch point andmake it possible to get demand of disassem-bly parts However as the number of parts in a product thesize of tree increases so rapidly Furthermore they [12] solvedselective part recovery planning for electronic products usingtwo-stage disassembly and retrieval system even though therecovery planning is inapplicable to determine the scheduleof disassembly operations More recent researches considerdisassembly planning over multiple periods [13ndash15] wherethe precedence among disassembly operations is constrainedby part inventory and the schedule of disassembly operationsis determined according to inventory costs and setup costs tomeet the demand of parts In these researches however sincethe disassembly operations are constrained by the amountof operations not time constraints the application to realenvironment may be very limited without adjustments
For development of heuristic in this paper we considerthe rolling horizon planning technique which was firstlyproposed by Modigliani and Hohn [16] thereafter abundantapplications followed Chand et al [17] emphasized the usageof the rolling horizon techniques including forecast andsolution procedure in real operation problems based ontime-series They classified the previous operation planningresearches by horizon type model type source of horizonsolution method and subject and reviewed the techniquesSchwarz [18] used the rolling horizon planning technique tosolve facility location problem and other researchers suchas Blackburn and Millen [19] Chand [20] and Federgruenand Tzur [21] applied it for inventory management problemMost researches took advantage of rolling horizon techniquein planning itself purpose This study also employed the
The Scientific World Journal 3
rolling horizon technique but for improving the efficiency ofsolution procedure instead of planning scheme
The previous researches show that disassembly planningis more than just the reverse of assembly planning but shouldconsider the recovery of useful partsmaterials impact ofdisposal on environment and total costs as well In this studywe are concerned about disassembly planning with efficiencyand applicability in real remanufacturing environment Inorder to do that we make disassembly planning allow time-constrained operations sequence-dependent setup disas-sembled part demand and multiple planning periods andfinally we propose an efficient heuristic to solve this NP-hardproblem This paper is organized as follows We first developa mathematical model of disassembly planning in Section 2and propose a heuristic using rolling plan scheme in thefollowing section Computational experiments are performedusing an example product to show the validity of our planningsystem and concluding remarks and discussion follow inSection 6
3 Mathematical Model forDisassembly Planning
Disassembly planning in this study has the objective tominimize total disassembly costs of meeting part demandsat each period We recognize that this problem has the sameproperty of the capacitated lot-sizing problem Moreoverdisassembly planning in remanufacturing has the demands ofsubassemblies at each period not only the end parts in BOM(Bill-of-Material) structure Also since most workshops withdisassembly process belong to small- or medium-size com-pany which produces so many different types of products weassume job-shop production environment rather than massproduction line This means that setup time and the relatedcosts need to be included in the model For the purpose ofmodeling we assume the following production environment
(i) The demands of partssubassemblies are known ateach period
(ii) The unfulfilled demand through disassembly is ful-filled by purchase from vendor The purchase cost isconsidered as penalty cost
(iii) All setup and workload can be transformed to timeunits
(iv) There exists a working available time at each produc-tion period
(v) Setup can be carried over the next period that isthe same operation can be carried over the nextproduction period
(vi) Transition matrix 119879 is a transition matrix with alldisassembly operations (column) and subassemblies(row) The elements of 119879 are interpreted as followsFor example in Table 1 disassembly operation 7decomposes the subassembly BCD into CD and Bwith the values minus1 (destruction) and 1 (creation)in the corresponding elements Table 1 representsa transition matrix corresponding to a ball-pen ofFigure 2
With the above assumptions the nomenclature shown atthe end of the paper is needed for our model
The objective function is represented as the sum of allrelevant costs such as operation processing cost inventoryholding cost setup cost and purchasing costThen themodelfor disassembly planning is formulated as follows
Model (P)
Minsum119895
(pc119895 timessum119905
119883119895119905) +sum
119894
(hc119894 timessum119905
Inv119894119905)
+sum
119895
(sc119895 timessum119905
119885119895119905) +sum
119894
sum
119905
pp119894 times Po119894119905
(1)
subject to
Inv119894119905 = Inv119894119905minus1 minussum119895
ps119894119895 times (pr119895 times 119883119895119905)
+sum
119895
cs119894119895 times (pr119895 times 119883119895119905) + Po119894119905 minus 119900119902119894119905 forall119895 119905
(2)
119901119895 times 119883119895119905 le sum
119895
ps119894119895 times Inv119894119905minus1 forall119895 119905 (3)
sum
119895
st119895 times 119885119895119905 +sum119895
119883119895119905 le timeCapa119905 forall119905 (4)
sum
119895
119860119895119905 = 1 forall119905 (5)
sum
119895
119861119895119905 = 1 forall119905 (6)
119883119895119905 le 119872 times 119885119895119905 forall119895 119905 (7)
119860119895119905 le 119884119895119905 +119882119905 forall119895 119905 (8)
119861119895119905 le 119884119895119905 +119882119905 forall119895 119905 (9)
119860119895119905 minus 119861119895119905minus1 le 119885119895119905 forall119895 119905 (10)
119884119895119905 minus 119860119895119905 le 119885119895119905 forall119895 119905 (11)
119861119895119905minus1 +119882119905 le 119861119895119905 + 1 forall119895 119905 (12)
119861119895119905minus1 +119882119905 le 119860119895119905 + 1 forall119895 119905 (13)
sum
119895
119883119895119905 le 1 minus119882119905 forall119905 (14)
sum
119895
119884119895119905 le 1 minus119882119905 forall119905 (15)
sum
119895
119884119895119905 minus 1 ge (119873 minus 1) times 120575119905 forall119905 (16)
119860119895119905 + 119861119895119905 le 2 minus 120575119905 forall119895 119905 (17)
4 The Scientific World Journal
A
B
C
D
E
F
ABCDEF
ABCDE ABCDF
AB CDAE
ABF BCD
ABCD
1 2
3 4
5
6 7
8 9 10
1112
13
Figure 2 Disassembly ANDOR diagram of ball-pen [23]
Table 1 Disassembly transform matrix of ball-pen with 15 subassemblies
1 2 3 4 5 6 7 8 9 10 11 12 13ABCDEF minus1 minus1ABCDE 1 minus1 minus1ABCDF 1 minus1 minus1ABCD 1 minus1 minus1ABF minus1 1BCD 1 minus1 1AB 1 minus1 1AE minus1 1CD 1 minus1 1 1A 1 1B 1 1C 1D 1E 1 1 1F 1 1 1
119884119895119905 119885119895119905 119860119895119905 119861119895119905119882119905 isin 0 1 forall119895 119905 (18)
Po119894119905 ge 0 Inv119894119905 ge 0 forall119894 119905 (19)
119883119895119905 ge 0 forall119895 119905 (20)
120575119905 ge 0 forall119905 (21)
Constraints (2)ndash(4) ensure the sequence of subassemblyoperations to be performed Constraint (2) is the balanceequation of inventory between two consecutive periodsConstraint (3) ensures the precedence relationship amongsubassembly operations with regard to inventory of sub-assembly in each period Constraint (4) imposes the total
capacity limit in each period Constraints (5)ndash(17) representthe requirements and conditions for operations and setups tobe carried over the whole planning horizon Constraints (5)and (6) indicate that each period should have the starting andfinishing operations respectively Constraint (7) guaranteesthat disassembly operation without setup is not allowedover all periods Constraints (8) and (9) ensure the feasiblerelationship among 119860 119861 119884 and 119882 variables Constraints(10) and (11) indicate that over the planning horizon if thesame operation is carried over the next period there shouldbe no setup Constraints (12) and (13) represent that if thereis no operation performed in the current period the setupis already done in the previous period so that no setup is
The Scientific World Journal 5
necessary in the current period Constraints (14) and (15)guarantee that the indicator variables of operations shouldhave the valid values accordingly Finally constraint (16) and(17) ensure that if only one operation is performed in a periodit means that the first and last operation should be the sameoperation The last set of constraints (18)ndash(21) represent thenonnegativity and binary conditions of all decision variablesused in the model
4 Heuristic
41 Basic Concept In order to develop a heuristic for theproblem presented in the previous section we first examinedthe computation time for finding the optimal solutionComputational experiments were done using OPL Studio60 by ILOG on the Pentium 4 28Ghz Win-XP platformWe generated 21 types of problems by changing the size ofdemand (three types) and the length of planning horizon(seven types) Demand sizes are determined by the propor-tion of production capacity that is the order quantity of10 20 and 30 of production capacity and the planninghorizons are in the range of 4 to 10 planning periods that istotal 6 types of planning horizon For each type of problemten problems are generated using random number generatorand total 210 problems were finally tested Figure 3 showsthe average computation time taken to solve each type ofproblemThe result shows no regular pattern according to thesize of demand However increasing the length of planninghorizon seems to make the computation time also increaseIn particular the computation time increases rapidly fromplanning horizon 7 while it stays very short until then
The investigation indicates that the computation timefor solving the mathematical model increases in highlynonlinear fashion as the length of planning horizon increasesbut there seems to be no strong relationship with demandpattern Based on the experiments in order to overcome theproblem with the long planning horizon in real productionenvironment we consider decomposing the original probleminto the smaller size of subproblems with shorter planninghorizon and then aggregating them back to get the finalsolution Figure 4 illustrates an example of decompositionFor example the original 10-periods problem is decomposedinto four 7-periods subproblems where each subproblemshifts the planning horizon by one period until the lastperiod is reached Moreover the modified cost parametersare adapted tomake reasonable global solutionThus insteadof solving one large problem we solve four smaller problemsseparately with efficient time and integrate four solutions tomake a solution for the original problem
This procedure is known to be rolling horizon planningtechnique which was firstly proposed by Modigliani andHohn [16] However since the subproblems are treated asan independent local problem there should be a remedyto overcome the local optimality In order to achieve globaloptimality for the original problem we need to adjust setupand inventory holding costs for the local problem so that thelocal solution can be a part of global solution in the lateraggregation procedure This is because basically our model
0
500
1000
1500
2000
2500
3000
3500
4 5 6 7 8 9 10
1020
30Average
Time horizon
CPU
tim
e
Figure 3 Computation time (sec) according to the length of plan-ning horizon and demand quantity
pursues the optimal trade-off between setup and holdingcosts For example if setup cost is much greater than holdingcost in the original problem we need to keep the number ofsetups small and the inventory as long as possible over theplanning horizon However since the subproblem with shortplanning horizon cannot keep inventory for future demandwe adjust the setup cost to be smaller so that more operationsare flexibly assigned for future demand After solving allsubproblems the local solutions are aggregated to be globalsolution for the original problem
42 Heuristic Based on the concept described before ourheuristic consists of three steps (1) adjusting setup cost(2) solving subproblems and (3) aggregation of solutionsFigure 5 presents the whole procedure of heuristic
421 Adjusting Setup Cost Setup costs for each subproblemare adjusted as follows
(i) Set a fixed planning horizon of subproblem such as119863 lt 119879 In order to improve the quality of solutionD needs to be greater than the maximum numberof operations for complete disassembly because theprecedence relationship among subassembly opera-tions is constrained by inventory of subassembly ineach period as indicated in constraint (3) of ourmathematical model
(ii) Inventory holding cost of subassembly (hc119894) is trans-formed to operation-based cost (hc1015840119895) as follows
hc1015840(1times119895) = hc(1times119894) times rm(119894times119895) (22)
(iii) New inventory cost (hc1015840119895) represents the changedholding cost by operation 119895 In other words it is the
6 The Scientific World Journal
0 5 10
0 5 10
0 5 10
0 5 10
Problem number 1
Problem number 2
Problem number 3
Problem number 4
D = 7
D = 7
D = 7
D = 7
Figure 4 Generation of subproblems using rolling horizon technique
Start
Recompute holding cost parameters by the operations
Compute optimal solution of split problem with modified parameters
Recompute setup cost parameters by split period D
Combine the solutions of split problem
Compute all period
End
No
Yes
Figure 5 Procedure of heuristic
difference between inventory holding cost before andafter subassembly operation is performed
(iv) Then new setup cost (sc1015840119895) is computed as follows
Case 1 If schc1015840 lt 119863 sc1015840 = scCase 2 If schc1015840 gt 119863 sc1015840 = hc1015840 times 119863Case 3 If hc1015840 = 0 sc1015840 = 1
422 Solving Subproblems Using adjusted setup cost eachsubproblem with planning horizon 119863 is solved indepen-dently For the feasibility of global solution we need an addi-tional constraint (23) as follows which links all subproblems
Inv1198940 = initial Inv119894 forall119894 (23)
Then themodel (119875) ismodified to the subproblemmodels(1198751015840) with the additional constraint (23) and adjusted setupcosts The solution procedure for model (1198751015840) using rollinghorizon technique is presented as follows
Set iteration 119899 = 1
(i) The demand quantity for the 119899th subproblem is deter-mined by the proportional quantity of total demanduntil period119863
(ii) Solve the problem 1198751015840(119899) If 1198751015840(119899) is the last subprob-
lem stop Aggregate the solutions at the first periodof each subproblem to make a global solution
(iii) The inventory at the first period of 1198751015840(119899) becomesinitial inventory of the next subproblem 1198751015840(119899 + 1)
(iv) Set 119899 larr 119899 + 1 Go to (i)
423 Aggregation of Solutions Aggregation of subproblemsolutions is simple All the solutions are represented asthe cost parameters of the original problem but decisionvariables are replaced with the aggregated solution of sub-problems as follows
sum
119895
(pc119895 timessum119905
119877119883119895119905) +sum
119894
(hc119894 timessum119905
119877Inv119894119905)
+sum
119895
(sc119895 timessum119905
119877 119885119895119905) +sum
119894
sum
119905
pp119894 times 119877 Po119894119905(24)
The heuristic is programmed with pseudocode as shownin Pseudocode 1
In the pseudocode 119877 119883119883 is solution for global solutionand1198831198831015840 is for subproblems
5 Computational Experiments
In this section the efficiency of our heuristic is investigatedthrough computational experiments with the ball-pen exam-ple in Figure 2 Table 2 shows the data of unit holding costof subassemblies and setup cost of operations The variousproduction environments are reflected by using cost structureand ease of disassembly We consider two cost structuresaccording to the relative percentage of processing cost out ofsetup cost as around 10 (Case A) and 40 (Case B) Weassume that there are two types of products based on easeof disassembly easy (product V) or difficult one (productW) Table 3 shows the unit processing cost of disassemblyoperations by Cases A and B and Table 4 provides the unit
The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

The Scientific World Journal 3
rolling horizon technique but for improving the efficiency ofsolution procedure instead of planning scheme
The previous researches show that disassembly planningis more than just the reverse of assembly planning but shouldconsider the recovery of useful partsmaterials impact ofdisposal on environment and total costs as well In this studywe are concerned about disassembly planning with efficiencyand applicability in real remanufacturing environment Inorder to do that we make disassembly planning allow time-constrained operations sequence-dependent setup disas-sembled part demand and multiple planning periods andfinally we propose an efficient heuristic to solve this NP-hardproblem This paper is organized as follows We first developa mathematical model of disassembly planning in Section 2and propose a heuristic using rolling plan scheme in thefollowing section Computational experiments are performedusing an example product to show the validity of our planningsystem and concluding remarks and discussion follow inSection 6
3 Mathematical Model forDisassembly Planning
Disassembly planning in this study has the objective tominimize total disassembly costs of meeting part demandsat each period We recognize that this problem has the sameproperty of the capacitated lot-sizing problem Moreoverdisassembly planning in remanufacturing has the demands ofsubassemblies at each period not only the end parts in BOM(Bill-of-Material) structure Also since most workshops withdisassembly process belong to small- or medium-size com-pany which produces so many different types of products weassume job-shop production environment rather than massproduction line This means that setup time and the relatedcosts need to be included in the model For the purpose ofmodeling we assume the following production environment
(i) The demands of partssubassemblies are known ateach period
(ii) The unfulfilled demand through disassembly is ful-filled by purchase from vendor The purchase cost isconsidered as penalty cost
(iii) All setup and workload can be transformed to timeunits
(iv) There exists a working available time at each produc-tion period
(v) Setup can be carried over the next period that isthe same operation can be carried over the nextproduction period
(vi) Transition matrix 119879 is a transition matrix with alldisassembly operations (column) and subassemblies(row) The elements of 119879 are interpreted as followsFor example in Table 1 disassembly operation 7decomposes the subassembly BCD into CD and Bwith the values minus1 (destruction) and 1 (creation)in the corresponding elements Table 1 representsa transition matrix corresponding to a ball-pen ofFigure 2
With the above assumptions the nomenclature shown atthe end of the paper is needed for our model
The objective function is represented as the sum of allrelevant costs such as operation processing cost inventoryholding cost setup cost and purchasing costThen themodelfor disassembly planning is formulated as follows
Model (P)
Minsum119895
(pc119895 timessum119905
119883119895119905) +sum
119894
(hc119894 timessum119905
Inv119894119905)
+sum
119895
(sc119895 timessum119905
119885119895119905) +sum
119894
sum
119905
pp119894 times Po119894119905
(1)
subject to
Inv119894119905 = Inv119894119905minus1 minussum119895
ps119894119895 times (pr119895 times 119883119895119905)
+sum
119895
cs119894119895 times (pr119895 times 119883119895119905) + Po119894119905 minus 119900119902119894119905 forall119895 119905
(2)
119901119895 times 119883119895119905 le sum
119895
ps119894119895 times Inv119894119905minus1 forall119895 119905 (3)
sum
119895
st119895 times 119885119895119905 +sum119895
119883119895119905 le timeCapa119905 forall119905 (4)
sum
119895
119860119895119905 = 1 forall119905 (5)
sum
119895
119861119895119905 = 1 forall119905 (6)
119883119895119905 le 119872 times 119885119895119905 forall119895 119905 (7)
119860119895119905 le 119884119895119905 +119882119905 forall119895 119905 (8)
119861119895119905 le 119884119895119905 +119882119905 forall119895 119905 (9)
119860119895119905 minus 119861119895119905minus1 le 119885119895119905 forall119895 119905 (10)
119884119895119905 minus 119860119895119905 le 119885119895119905 forall119895 119905 (11)
119861119895119905minus1 +119882119905 le 119861119895119905 + 1 forall119895 119905 (12)
119861119895119905minus1 +119882119905 le 119860119895119905 + 1 forall119895 119905 (13)
sum
119895
119883119895119905 le 1 minus119882119905 forall119905 (14)
sum
119895
119884119895119905 le 1 minus119882119905 forall119905 (15)
sum
119895
119884119895119905 minus 1 ge (119873 minus 1) times 120575119905 forall119905 (16)
119860119895119905 + 119861119895119905 le 2 minus 120575119905 forall119895 119905 (17)
4 The Scientific World Journal
A
B
C
D
E
F
ABCDEF
ABCDE ABCDF
AB CDAE
ABF BCD
ABCD
1 2
3 4
5
6 7
8 9 10
1112
13
Figure 2 Disassembly ANDOR diagram of ball-pen [23]
Table 1 Disassembly transform matrix of ball-pen with 15 subassemblies
1 2 3 4 5 6 7 8 9 10 11 12 13ABCDEF minus1 minus1ABCDE 1 minus1 minus1ABCDF 1 minus1 minus1ABCD 1 minus1 minus1ABF minus1 1BCD 1 minus1 1AB 1 minus1 1AE minus1 1CD 1 minus1 1 1A 1 1B 1 1C 1D 1E 1 1 1F 1 1 1
119884119895119905 119885119895119905 119860119895119905 119861119895119905119882119905 isin 0 1 forall119895 119905 (18)
Po119894119905 ge 0 Inv119894119905 ge 0 forall119894 119905 (19)
119883119895119905 ge 0 forall119895 119905 (20)
120575119905 ge 0 forall119905 (21)
Constraints (2)ndash(4) ensure the sequence of subassemblyoperations to be performed Constraint (2) is the balanceequation of inventory between two consecutive periodsConstraint (3) ensures the precedence relationship amongsubassembly operations with regard to inventory of sub-assembly in each period Constraint (4) imposes the total
capacity limit in each period Constraints (5)ndash(17) representthe requirements and conditions for operations and setups tobe carried over the whole planning horizon Constraints (5)and (6) indicate that each period should have the starting andfinishing operations respectively Constraint (7) guaranteesthat disassembly operation without setup is not allowedover all periods Constraints (8) and (9) ensure the feasiblerelationship among 119860 119861 119884 and 119882 variables Constraints(10) and (11) indicate that over the planning horizon if thesame operation is carried over the next period there shouldbe no setup Constraints (12) and (13) represent that if thereis no operation performed in the current period the setupis already done in the previous period so that no setup is
The Scientific World Journal 5
necessary in the current period Constraints (14) and (15)guarantee that the indicator variables of operations shouldhave the valid values accordingly Finally constraint (16) and(17) ensure that if only one operation is performed in a periodit means that the first and last operation should be the sameoperation The last set of constraints (18)ndash(21) represent thenonnegativity and binary conditions of all decision variablesused in the model
4 Heuristic
41 Basic Concept In order to develop a heuristic for theproblem presented in the previous section we first examinedthe computation time for finding the optimal solutionComputational experiments were done using OPL Studio60 by ILOG on the Pentium 4 28Ghz Win-XP platformWe generated 21 types of problems by changing the size ofdemand (three types) and the length of planning horizon(seven types) Demand sizes are determined by the propor-tion of production capacity that is the order quantity of10 20 and 30 of production capacity and the planninghorizons are in the range of 4 to 10 planning periods that istotal 6 types of planning horizon For each type of problemten problems are generated using random number generatorand total 210 problems were finally tested Figure 3 showsthe average computation time taken to solve each type ofproblemThe result shows no regular pattern according to thesize of demand However increasing the length of planninghorizon seems to make the computation time also increaseIn particular the computation time increases rapidly fromplanning horizon 7 while it stays very short until then
The investigation indicates that the computation timefor solving the mathematical model increases in highlynonlinear fashion as the length of planning horizon increasesbut there seems to be no strong relationship with demandpattern Based on the experiments in order to overcome theproblem with the long planning horizon in real productionenvironment we consider decomposing the original probleminto the smaller size of subproblems with shorter planninghorizon and then aggregating them back to get the finalsolution Figure 4 illustrates an example of decompositionFor example the original 10-periods problem is decomposedinto four 7-periods subproblems where each subproblemshifts the planning horizon by one period until the lastperiod is reached Moreover the modified cost parametersare adapted tomake reasonable global solutionThus insteadof solving one large problem we solve four smaller problemsseparately with efficient time and integrate four solutions tomake a solution for the original problem
This procedure is known to be rolling horizon planningtechnique which was firstly proposed by Modigliani andHohn [16] However since the subproblems are treated asan independent local problem there should be a remedyto overcome the local optimality In order to achieve globaloptimality for the original problem we need to adjust setupand inventory holding costs for the local problem so that thelocal solution can be a part of global solution in the lateraggregation procedure This is because basically our model
0
500
1000
1500
2000
2500
3000
3500
4 5 6 7 8 9 10
1020
30Average
Time horizon
CPU
tim
e
Figure 3 Computation time (sec) according to the length of plan-ning horizon and demand quantity
pursues the optimal trade-off between setup and holdingcosts For example if setup cost is much greater than holdingcost in the original problem we need to keep the number ofsetups small and the inventory as long as possible over theplanning horizon However since the subproblem with shortplanning horizon cannot keep inventory for future demandwe adjust the setup cost to be smaller so that more operationsare flexibly assigned for future demand After solving allsubproblems the local solutions are aggregated to be globalsolution for the original problem
42 Heuristic Based on the concept described before ourheuristic consists of three steps (1) adjusting setup cost(2) solving subproblems and (3) aggregation of solutionsFigure 5 presents the whole procedure of heuristic
421 Adjusting Setup Cost Setup costs for each subproblemare adjusted as follows
(i) Set a fixed planning horizon of subproblem such as119863 lt 119879 In order to improve the quality of solutionD needs to be greater than the maximum numberof operations for complete disassembly because theprecedence relationship among subassembly opera-tions is constrained by inventory of subassembly ineach period as indicated in constraint (3) of ourmathematical model
(ii) Inventory holding cost of subassembly (hc119894) is trans-formed to operation-based cost (hc1015840119895) as follows
hc1015840(1times119895) = hc(1times119894) times rm(119894times119895) (22)
(iii) New inventory cost (hc1015840119895) represents the changedholding cost by operation 119895 In other words it is the
6 The Scientific World Journal
0 5 10
0 5 10
0 5 10
0 5 10
Problem number 1
Problem number 2
Problem number 3
Problem number 4
D = 7
D = 7
D = 7
D = 7
Figure 4 Generation of subproblems using rolling horizon technique
Start
Recompute holding cost parameters by the operations
Compute optimal solution of split problem with modified parameters
Recompute setup cost parameters by split period D
Combine the solutions of split problem
Compute all period
End
No
Yes
Figure 5 Procedure of heuristic
difference between inventory holding cost before andafter subassembly operation is performed
(iv) Then new setup cost (sc1015840119895) is computed as follows
Case 1 If schc1015840 lt 119863 sc1015840 = scCase 2 If schc1015840 gt 119863 sc1015840 = hc1015840 times 119863Case 3 If hc1015840 = 0 sc1015840 = 1
422 Solving Subproblems Using adjusted setup cost eachsubproblem with planning horizon 119863 is solved indepen-dently For the feasibility of global solution we need an addi-tional constraint (23) as follows which links all subproblems
Inv1198940 = initial Inv119894 forall119894 (23)
Then themodel (119875) ismodified to the subproblemmodels(1198751015840) with the additional constraint (23) and adjusted setupcosts The solution procedure for model (1198751015840) using rollinghorizon technique is presented as follows
Set iteration 119899 = 1
(i) The demand quantity for the 119899th subproblem is deter-mined by the proportional quantity of total demanduntil period119863
(ii) Solve the problem 1198751015840(119899) If 1198751015840(119899) is the last subprob-
lem stop Aggregate the solutions at the first periodof each subproblem to make a global solution
(iii) The inventory at the first period of 1198751015840(119899) becomesinitial inventory of the next subproblem 1198751015840(119899 + 1)
(iv) Set 119899 larr 119899 + 1 Go to (i)
423 Aggregation of Solutions Aggregation of subproblemsolutions is simple All the solutions are represented asthe cost parameters of the original problem but decisionvariables are replaced with the aggregated solution of sub-problems as follows
sum
119895
(pc119895 timessum119905
119877119883119895119905) +sum
119894
(hc119894 timessum119905
119877Inv119894119905)
+sum
119895
(sc119895 timessum119905
119877 119885119895119905) +sum
119894
sum
119905
pp119894 times 119877 Po119894119905(24)
The heuristic is programmed with pseudocode as shownin Pseudocode 1
In the pseudocode 119877 119883119883 is solution for global solutionand1198831198831015840 is for subproblems
5 Computational Experiments
In this section the efficiency of our heuristic is investigatedthrough computational experiments with the ball-pen exam-ple in Figure 2 Table 2 shows the data of unit holding costof subassemblies and setup cost of operations The variousproduction environments are reflected by using cost structureand ease of disassembly We consider two cost structuresaccording to the relative percentage of processing cost out ofsetup cost as around 10 (Case A) and 40 (Case B) Weassume that there are two types of products based on easeof disassembly easy (product V) or difficult one (productW) Table 3 shows the unit processing cost of disassemblyoperations by Cases A and B and Table 4 provides the unit
The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 The Scientific World Journal
A
B
C
D
E
F
ABCDEF
ABCDE ABCDF
AB CDAE
ABF BCD
ABCD
1 2
3 4
5
6 7
8 9 10
1112
13
Figure 2 Disassembly ANDOR diagram of ball-pen [23]
Table 1 Disassembly transform matrix of ball-pen with 15 subassemblies
1 2 3 4 5 6 7 8 9 10 11 12 13ABCDEF minus1 minus1ABCDE 1 minus1 minus1ABCDF 1 minus1 minus1ABCD 1 minus1 minus1ABF minus1 1BCD 1 minus1 1AB 1 minus1 1AE minus1 1CD 1 minus1 1 1A 1 1B 1 1C 1D 1E 1 1 1F 1 1 1
119884119895119905 119885119895119905 119860119895119905 119861119895119905119882119905 isin 0 1 forall119895 119905 (18)
Po119894119905 ge 0 Inv119894119905 ge 0 forall119894 119905 (19)
119883119895119905 ge 0 forall119895 119905 (20)
120575119905 ge 0 forall119905 (21)
Constraints (2)ndash(4) ensure the sequence of subassemblyoperations to be performed Constraint (2) is the balanceequation of inventory between two consecutive periodsConstraint (3) ensures the precedence relationship amongsubassembly operations with regard to inventory of sub-assembly in each period Constraint (4) imposes the total
capacity limit in each period Constraints (5)ndash(17) representthe requirements and conditions for operations and setups tobe carried over the whole planning horizon Constraints (5)and (6) indicate that each period should have the starting andfinishing operations respectively Constraint (7) guaranteesthat disassembly operation without setup is not allowedover all periods Constraints (8) and (9) ensure the feasiblerelationship among 119860 119861 119884 and 119882 variables Constraints(10) and (11) indicate that over the planning horizon if thesame operation is carried over the next period there shouldbe no setup Constraints (12) and (13) represent that if thereis no operation performed in the current period the setupis already done in the previous period so that no setup is
The Scientific World Journal 5
necessary in the current period Constraints (14) and (15)guarantee that the indicator variables of operations shouldhave the valid values accordingly Finally constraint (16) and(17) ensure that if only one operation is performed in a periodit means that the first and last operation should be the sameoperation The last set of constraints (18)ndash(21) represent thenonnegativity and binary conditions of all decision variablesused in the model
4 Heuristic
41 Basic Concept In order to develop a heuristic for theproblem presented in the previous section we first examinedthe computation time for finding the optimal solutionComputational experiments were done using OPL Studio60 by ILOG on the Pentium 4 28Ghz Win-XP platformWe generated 21 types of problems by changing the size ofdemand (three types) and the length of planning horizon(seven types) Demand sizes are determined by the propor-tion of production capacity that is the order quantity of10 20 and 30 of production capacity and the planninghorizons are in the range of 4 to 10 planning periods that istotal 6 types of planning horizon For each type of problemten problems are generated using random number generatorand total 210 problems were finally tested Figure 3 showsthe average computation time taken to solve each type ofproblemThe result shows no regular pattern according to thesize of demand However increasing the length of planninghorizon seems to make the computation time also increaseIn particular the computation time increases rapidly fromplanning horizon 7 while it stays very short until then
The investigation indicates that the computation timefor solving the mathematical model increases in highlynonlinear fashion as the length of planning horizon increasesbut there seems to be no strong relationship with demandpattern Based on the experiments in order to overcome theproblem with the long planning horizon in real productionenvironment we consider decomposing the original probleminto the smaller size of subproblems with shorter planninghorizon and then aggregating them back to get the finalsolution Figure 4 illustrates an example of decompositionFor example the original 10-periods problem is decomposedinto four 7-periods subproblems where each subproblemshifts the planning horizon by one period until the lastperiod is reached Moreover the modified cost parametersare adapted tomake reasonable global solutionThus insteadof solving one large problem we solve four smaller problemsseparately with efficient time and integrate four solutions tomake a solution for the original problem
This procedure is known to be rolling horizon planningtechnique which was firstly proposed by Modigliani andHohn [16] However since the subproblems are treated asan independent local problem there should be a remedyto overcome the local optimality In order to achieve globaloptimality for the original problem we need to adjust setupand inventory holding costs for the local problem so that thelocal solution can be a part of global solution in the lateraggregation procedure This is because basically our model
0
500
1000
1500
2000
2500
3000
3500
4 5 6 7 8 9 10
1020
30Average
Time horizon
CPU
tim
e
Figure 3 Computation time (sec) according to the length of plan-ning horizon and demand quantity
pursues the optimal trade-off between setup and holdingcosts For example if setup cost is much greater than holdingcost in the original problem we need to keep the number ofsetups small and the inventory as long as possible over theplanning horizon However since the subproblem with shortplanning horizon cannot keep inventory for future demandwe adjust the setup cost to be smaller so that more operationsare flexibly assigned for future demand After solving allsubproblems the local solutions are aggregated to be globalsolution for the original problem
42 Heuristic Based on the concept described before ourheuristic consists of three steps (1) adjusting setup cost(2) solving subproblems and (3) aggregation of solutionsFigure 5 presents the whole procedure of heuristic
421 Adjusting Setup Cost Setup costs for each subproblemare adjusted as follows
(i) Set a fixed planning horizon of subproblem such as119863 lt 119879 In order to improve the quality of solutionD needs to be greater than the maximum numberof operations for complete disassembly because theprecedence relationship among subassembly opera-tions is constrained by inventory of subassembly ineach period as indicated in constraint (3) of ourmathematical model
(ii) Inventory holding cost of subassembly (hc119894) is trans-formed to operation-based cost (hc1015840119895) as follows
hc1015840(1times119895) = hc(1times119894) times rm(119894times119895) (22)
(iii) New inventory cost (hc1015840119895) represents the changedholding cost by operation 119895 In other words it is the
6 The Scientific World Journal
0 5 10
0 5 10
0 5 10
0 5 10
Problem number 1
Problem number 2
Problem number 3
Problem number 4
D = 7
D = 7
D = 7
D = 7
Figure 4 Generation of subproblems using rolling horizon technique
Start
Recompute holding cost parameters by the operations
Compute optimal solution of split problem with modified parameters
Recompute setup cost parameters by split period D
Combine the solutions of split problem
Compute all period
End
No
Yes
Figure 5 Procedure of heuristic
difference between inventory holding cost before andafter subassembly operation is performed
(iv) Then new setup cost (sc1015840119895) is computed as follows
Case 1 If schc1015840 lt 119863 sc1015840 = scCase 2 If schc1015840 gt 119863 sc1015840 = hc1015840 times 119863Case 3 If hc1015840 = 0 sc1015840 = 1
422 Solving Subproblems Using adjusted setup cost eachsubproblem with planning horizon 119863 is solved indepen-dently For the feasibility of global solution we need an addi-tional constraint (23) as follows which links all subproblems
Inv1198940 = initial Inv119894 forall119894 (23)
Then themodel (119875) ismodified to the subproblemmodels(1198751015840) with the additional constraint (23) and adjusted setupcosts The solution procedure for model (1198751015840) using rollinghorizon technique is presented as follows
Set iteration 119899 = 1
(i) The demand quantity for the 119899th subproblem is deter-mined by the proportional quantity of total demanduntil period119863
(ii) Solve the problem 1198751015840(119899) If 1198751015840(119899) is the last subprob-
lem stop Aggregate the solutions at the first periodof each subproblem to make a global solution
(iii) The inventory at the first period of 1198751015840(119899) becomesinitial inventory of the next subproblem 1198751015840(119899 + 1)
(iv) Set 119899 larr 119899 + 1 Go to (i)
423 Aggregation of Solutions Aggregation of subproblemsolutions is simple All the solutions are represented asthe cost parameters of the original problem but decisionvariables are replaced with the aggregated solution of sub-problems as follows
sum
119895
(pc119895 timessum119905
119877119883119895119905) +sum
119894
(hc119894 timessum119905
119877Inv119894119905)
+sum
119895
(sc119895 timessum119905
119877 119885119895119905) +sum
119894
sum
119905
pp119894 times 119877 Po119894119905(24)
The heuristic is programmed with pseudocode as shownin Pseudocode 1
In the pseudocode 119877 119883119883 is solution for global solutionand1198831198831015840 is for subproblems
5 Computational Experiments
In this section the efficiency of our heuristic is investigatedthrough computational experiments with the ball-pen exam-ple in Figure 2 Table 2 shows the data of unit holding costof subassemblies and setup cost of operations The variousproduction environments are reflected by using cost structureand ease of disassembly We consider two cost structuresaccording to the relative percentage of processing cost out ofsetup cost as around 10 (Case A) and 40 (Case B) Weassume that there are two types of products based on easeof disassembly easy (product V) or difficult one (productW) Table 3 shows the unit processing cost of disassemblyoperations by Cases A and B and Table 4 provides the unit
The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

The Scientific World Journal 5
necessary in the current period Constraints (14) and (15)guarantee that the indicator variables of operations shouldhave the valid values accordingly Finally constraint (16) and(17) ensure that if only one operation is performed in a periodit means that the first and last operation should be the sameoperation The last set of constraints (18)ndash(21) represent thenonnegativity and binary conditions of all decision variablesused in the model
4 Heuristic
41 Basic Concept In order to develop a heuristic for theproblem presented in the previous section we first examinedthe computation time for finding the optimal solutionComputational experiments were done using OPL Studio60 by ILOG on the Pentium 4 28Ghz Win-XP platformWe generated 21 types of problems by changing the size ofdemand (three types) and the length of planning horizon(seven types) Demand sizes are determined by the propor-tion of production capacity that is the order quantity of10 20 and 30 of production capacity and the planninghorizons are in the range of 4 to 10 planning periods that istotal 6 types of planning horizon For each type of problemten problems are generated using random number generatorand total 210 problems were finally tested Figure 3 showsthe average computation time taken to solve each type ofproblemThe result shows no regular pattern according to thesize of demand However increasing the length of planninghorizon seems to make the computation time also increaseIn particular the computation time increases rapidly fromplanning horizon 7 while it stays very short until then
The investigation indicates that the computation timefor solving the mathematical model increases in highlynonlinear fashion as the length of planning horizon increasesbut there seems to be no strong relationship with demandpattern Based on the experiments in order to overcome theproblem with the long planning horizon in real productionenvironment we consider decomposing the original probleminto the smaller size of subproblems with shorter planninghorizon and then aggregating them back to get the finalsolution Figure 4 illustrates an example of decompositionFor example the original 10-periods problem is decomposedinto four 7-periods subproblems where each subproblemshifts the planning horizon by one period until the lastperiod is reached Moreover the modified cost parametersare adapted tomake reasonable global solutionThus insteadof solving one large problem we solve four smaller problemsseparately with efficient time and integrate four solutions tomake a solution for the original problem
This procedure is known to be rolling horizon planningtechnique which was firstly proposed by Modigliani andHohn [16] However since the subproblems are treated asan independent local problem there should be a remedyto overcome the local optimality In order to achieve globaloptimality for the original problem we need to adjust setupand inventory holding costs for the local problem so that thelocal solution can be a part of global solution in the lateraggregation procedure This is because basically our model
0
500
1000
1500
2000
2500
3000
3500
4 5 6 7 8 9 10
1020
30Average
Time horizon
CPU
tim
e
Figure 3 Computation time (sec) according to the length of plan-ning horizon and demand quantity
pursues the optimal trade-off between setup and holdingcosts For example if setup cost is much greater than holdingcost in the original problem we need to keep the number ofsetups small and the inventory as long as possible over theplanning horizon However since the subproblem with shortplanning horizon cannot keep inventory for future demandwe adjust the setup cost to be smaller so that more operationsare flexibly assigned for future demand After solving allsubproblems the local solutions are aggregated to be globalsolution for the original problem
42 Heuristic Based on the concept described before ourheuristic consists of three steps (1) adjusting setup cost(2) solving subproblems and (3) aggregation of solutionsFigure 5 presents the whole procedure of heuristic
421 Adjusting Setup Cost Setup costs for each subproblemare adjusted as follows
(i) Set a fixed planning horizon of subproblem such as119863 lt 119879 In order to improve the quality of solutionD needs to be greater than the maximum numberof operations for complete disassembly because theprecedence relationship among subassembly opera-tions is constrained by inventory of subassembly ineach period as indicated in constraint (3) of ourmathematical model
(ii) Inventory holding cost of subassembly (hc119894) is trans-formed to operation-based cost (hc1015840119895) as follows
hc1015840(1times119895) = hc(1times119894) times rm(119894times119895) (22)
(iii) New inventory cost (hc1015840119895) represents the changedholding cost by operation 119895 In other words it is the
6 The Scientific World Journal
0 5 10
0 5 10
0 5 10
0 5 10
Problem number 1
Problem number 2
Problem number 3
Problem number 4
D = 7
D = 7
D = 7
D = 7
Figure 4 Generation of subproblems using rolling horizon technique
Start
Recompute holding cost parameters by the operations
Compute optimal solution of split problem with modified parameters
Recompute setup cost parameters by split period D
Combine the solutions of split problem
Compute all period
End
No
Yes
Figure 5 Procedure of heuristic
difference between inventory holding cost before andafter subassembly operation is performed
(iv) Then new setup cost (sc1015840119895) is computed as follows
Case 1 If schc1015840 lt 119863 sc1015840 = scCase 2 If schc1015840 gt 119863 sc1015840 = hc1015840 times 119863Case 3 If hc1015840 = 0 sc1015840 = 1
422 Solving Subproblems Using adjusted setup cost eachsubproblem with planning horizon 119863 is solved indepen-dently For the feasibility of global solution we need an addi-tional constraint (23) as follows which links all subproblems
Inv1198940 = initial Inv119894 forall119894 (23)
Then themodel (119875) ismodified to the subproblemmodels(1198751015840) with the additional constraint (23) and adjusted setupcosts The solution procedure for model (1198751015840) using rollinghorizon technique is presented as follows
Set iteration 119899 = 1
(i) The demand quantity for the 119899th subproblem is deter-mined by the proportional quantity of total demanduntil period119863
(ii) Solve the problem 1198751015840(119899) If 1198751015840(119899) is the last subprob-
lem stop Aggregate the solutions at the first periodof each subproblem to make a global solution
(iii) The inventory at the first period of 1198751015840(119899) becomesinitial inventory of the next subproblem 1198751015840(119899 + 1)
(iv) Set 119899 larr 119899 + 1 Go to (i)
423 Aggregation of Solutions Aggregation of subproblemsolutions is simple All the solutions are represented asthe cost parameters of the original problem but decisionvariables are replaced with the aggregated solution of sub-problems as follows
sum
119895
(pc119895 timessum119905
119877119883119895119905) +sum
119894
(hc119894 timessum119905
119877Inv119894119905)
+sum
119895
(sc119895 timessum119905
119877 119885119895119905) +sum
119894
sum
119905
pp119894 times 119877 Po119894119905(24)
The heuristic is programmed with pseudocode as shownin Pseudocode 1
In the pseudocode 119877 119883119883 is solution for global solutionand1198831198831015840 is for subproblems
5 Computational Experiments
In this section the efficiency of our heuristic is investigatedthrough computational experiments with the ball-pen exam-ple in Figure 2 Table 2 shows the data of unit holding costof subassemblies and setup cost of operations The variousproduction environments are reflected by using cost structureand ease of disassembly We consider two cost structuresaccording to the relative percentage of processing cost out ofsetup cost as around 10 (Case A) and 40 (Case B) Weassume that there are two types of products based on easeof disassembly easy (product V) or difficult one (productW) Table 3 shows the unit processing cost of disassemblyoperations by Cases A and B and Table 4 provides the unit
The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 The Scientific World Journal
0 5 10
0 5 10
0 5 10
0 5 10
Problem number 1
Problem number 2
Problem number 3
Problem number 4
D = 7
D = 7
D = 7
D = 7
Figure 4 Generation of subproblems using rolling horizon technique
Start
Recompute holding cost parameters by the operations
Compute optimal solution of split problem with modified parameters
Recompute setup cost parameters by split period D
Combine the solutions of split problem
Compute all period
End
No
Yes
Figure 5 Procedure of heuristic
difference between inventory holding cost before andafter subassembly operation is performed
(iv) Then new setup cost (sc1015840119895) is computed as follows
Case 1 If schc1015840 lt 119863 sc1015840 = scCase 2 If schc1015840 gt 119863 sc1015840 = hc1015840 times 119863Case 3 If hc1015840 = 0 sc1015840 = 1
422 Solving Subproblems Using adjusted setup cost eachsubproblem with planning horizon 119863 is solved indepen-dently For the feasibility of global solution we need an addi-tional constraint (23) as follows which links all subproblems
Inv1198940 = initial Inv119894 forall119894 (23)
Then themodel (119875) ismodified to the subproblemmodels(1198751015840) with the additional constraint (23) and adjusted setupcosts The solution procedure for model (1198751015840) using rollinghorizon technique is presented as follows
Set iteration 119899 = 1
(i) The demand quantity for the 119899th subproblem is deter-mined by the proportional quantity of total demanduntil period119863
(ii) Solve the problem 1198751015840(119899) If 1198751015840(119899) is the last subprob-
lem stop Aggregate the solutions at the first periodof each subproblem to make a global solution
(iii) The inventory at the first period of 1198751015840(119899) becomesinitial inventory of the next subproblem 1198751015840(119899 + 1)
(iv) Set 119899 larr 119899 + 1 Go to (i)
423 Aggregation of Solutions Aggregation of subproblemsolutions is simple All the solutions are represented asthe cost parameters of the original problem but decisionvariables are replaced with the aggregated solution of sub-problems as follows
sum
119895
(pc119895 timessum119905
119877119883119895119905) +sum
119894
(hc119894 timessum119905
119877Inv119894119905)
+sum
119895
(sc119895 timessum119905
119877 119885119895119905) +sum
119894
sum
119905
pp119894 times 119877 Po119894119905(24)
The heuristic is programmed with pseudocode as shownin Pseudocode 1
In the pseudocode 119877 119883119883 is solution for global solutionand1198831198831015840 is for subproblems
5 Computational Experiments
In this section the efficiency of our heuristic is investigatedthrough computational experiments with the ball-pen exam-ple in Figure 2 Table 2 shows the data of unit holding costof subassemblies and setup cost of operations The variousproduction environments are reflected by using cost structureand ease of disassembly We consider two cost structuresaccording to the relative percentage of processing cost out ofsetup cost as around 10 (Case A) and 40 (Case B) Weassume that there are two types of products based on easeof disassembly easy (product V) or difficult one (productW) Table 3 shows the unit processing cost of disassemblyoperations by Cases A and B and Table 4 provides the unit
The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

The Scientific World Journal 7
For k = 1 to 119879 minus 119863 minus 1
For 119889 = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119896 =11988310158401198941
R 119879119895119896 = 11987910158401198951
R 119868119899V119894119896 = 119868119899V10158401198941
R 119875119874119894119896 = 11987511987410158401198941
initial 119868119899V1198940 = 119868119899V1198941
k = T minus DFord = 1 to D
1199001199021015840119894119905 = 119900119902119894119896+119889minus1
initial 119868119899V10158401198940 = initial 119868119899V1198940
Solving (1198751015840)
R 119883119895119905+119896 =1198831015840119894119905
R 119879119895119905+119896 = 1198791015840119895119905
R 119868119899V119894119905+119896 = 119868119899V1015840119894119905
R 119875119874119894119905+119896 = 1198751198741015840119894119905
Pseudocode 1
Table 2 Unit holding cost (hc119894) and setup cost (sc119895)
(a)
Subassembly ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E Fhc119894 0 9 8 6 6 8 5 6 5 4 4 2 1 1 1
(b)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13sc119895 50 40 30 20 10 50 40 30 20 10 50 40 30
Table 3 Unit processing cost of operations (pc119895)
pc119895 1 2 3 4 5 6 7 8 9 10 11 12 13A 5 4 3 2 1 5 4 3 2 1 5 4 3B 20 16 12 8 4 20 16 12 8 4 20 16 12
purchase cost of subassemblies In Table 5 production rateand setup time of operations are given
All experiments were implemented using OPL Studio 60by ILOG on the Pentium 4 28Ghz Win-XP platform Forefficiency of experiments we limited the run time at 5400seconds and over the limit the best value was taken Weconsidered three different planning horizons of 10 15 and20 periods Demand data were generated according to theordering probability of 10 20 and 30 For each orderingprobability two sets of data were generated Therefore 18experiments (=6 types of demand lowast 3 planning horizons)were performed for each cost structure (AV AW BV andBW) The results are shown in Table 6 in terms of com-putation time and the quality of solution The number of
solution indicates the number of optimal solutions found byour heuristic out of 18 experiments ldquoOptimalrdquo indicates thecomparative results to the optimal solutions by OPL and ldquoAllrdquomeans the comparative performance to all solutions by OPLwhether optimal or not
From the results we observe that the proposed heuristicfinds a solution with very short computation time and thequality of solution is also quite good with less than 5deviation from the optimal solution We also find manycases where as the planning horizons increase the accuracyof solution is deteriorated In order to improve it onemethod is to make the subproblems with the longer planninghorizon (119863) Table 7 illustrates the results of this idea Forthe 10-periods planning problem solving the subproblemswith 7-periods horizon provides the better cost results than6-periods horizon subproblems However the increase ofplanning horizon results in the increase of computationtime so rapidly Thus determining the length of planninghorizon for subproblems is the matter of trade-off betweenthe accuracy and time efficiency
8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

8 The Scientific World Journal
Table 4 Unit purchase cost of subassemblies (pp119894)
pp119894 ABCDEF ABCDE ABCDF ABCD ABF BCD AB AE CD A B C D E FA 0 58 56 52 46 44 42 40 38 34 32 30 28 26 24B 0 174 168 156 138 132 126 120 114 102 96 90 84 78 72
Table 5 Production rate (pr119895) and setup time of operations (st119895)
Operation 1 2 3 4 5 6 7 8 9 10 11 12 13V pr119895 50 25 100 25 75 50 25 20 25 10 50 100 25V st119895 015 005 010 020 015 005 015 005 001 005 010 015 015W pr119895 40 25 25 40 60 70 45 40 100 90 55 70 65W st119895 020 015 010 020 010 020 005 020 015 015 020 005 005
Table 6 Performance results of heuristic
Cost structure Number ofoptimal solution
Avgerage computation time (sec) Deviation from OPL solutionOPL Heuristic 119863 = 6 119863 = 7
Average optimal Average total 119863 = 6 119863 = 7 Optimal All Optimal AllA V 7 11839 Over 69831 578 1566 096 332 074 245A W 6 6751 Over 72239 1075 2528 300 209 304 173B V 7 9165 Over 232469 952 3767 230 439 144 325B W 10 20653 Over 27045 1859 8207 114 197 087 143
Table 7 Average objective function costs by OPL and heuristic
(a)
MIP119875 119867 119878 119861 119879
A V 56584 68425 66458 44511 235978A W 54505 62140 73871 47026 237542B V 321581 69155 134517 68774 594027B W 346545 56772 135424 61503 600244
(b)
119863 = 6
119875 119867 119878 119861 119879
A V 77262 41024 66993 51208 236487A W 94512 44123 56731 46724 242089B V 342486 50520 175361 47656 616024B W 359752 57350 141965 54719 613785
(c)
119863 = 7
119875 119867 119878 119861 119879
A V 63145 67129 65131 47313 242718A W 55780 63253 73922 48258 241213B V 325745 69378 147829 69256 612209B W 351121 57523 139459 61842 609945119875 production cost119867 holding cost 119878 setup cost 119861 purchasing cost and119879total cost
In summary of experiments our heuristic is quite goodenough to be used in real disassembly planning system
because of the high quality of solution and efficient computa-tion time
6 Conclusions and Discussion
Disassembly planning determines the sequence and scheduleof disassembly operations to meet demand of disassem-bled subassemblies in remanufacturing environment Unlikeassembly planning it is much more complicated due toreverse sequence generation and demand of in-process sub-assemblies However most previous researches have certainlimits in applying to multiperiods disassembly planning withdemand
In this study we formulated disassembly planning prob-lem over multiperiods planning horizon with demands ofsubassemblies Since the problem is known to be NP-hard itrequires tremendous computational time for reasonable sizeof problems in real production environments For practicalsolution methods we developed a heuristic based on rollinghorizon planning technique which is useful in decomposingthe large size problem and solving the subproblems efficientlyThe heuristics has been investigated through computationalexperiments on a set of data reflecting various disassemblyplanning environments The results show that our heuristiccan be a good alternative method applicable to real pro-duction system in terms of computational efficiency and thequality of solution
Remanufacturing system is still open area to be inves-tigated and improved especially for identifying many prac-tical issues regarding sustainable environment We need tocontinuously find those issues and provide good methodsSpecifically the concept behind the proposed heuristic in this
The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

The Scientific World Journal 9
study can be applied to many planning problems found inremanufacturing system in order to improve the planningefficiency
Index
119894 Subassembly 119894119895 Disassembly operation 119895
Parameter
119879 The length of planning horizon119905 = 1 2 119879
oq119894119905 Order quantity of subassembly 119894 inperiod 119905
pc119895 Processing cost of operation 119895 per unittime
hc119894 Unit holding cost of subassembly 119894sc119895 Setup cost of operation 119895pp119894 Unit purchase cost of subassembly 119894pr119895 Production rate of operation 119895 (unitstime)rm119894119895 minus1 if subassembly 119894 is disassembled by
operation 119895 the number of subassembliesgenerated by operation 119895 otherwise
ps119894119895 1 if subassembly 119894 is disassembled byoperation 119895 0 otherwise
cs119894119895 The number of subassembly 119894 produced byoperation 119895 (there4 rm119894119895 = cs119894119895 minus ps119894119895)
st119895 Setup time for operation 119895timeCapa119905 Available work time at period 119905
Decision Variables
119883119895119905 Processing time of operation 119895 duringperiod 119905
119884119895119905 1 if operation 119895 is performed duringperiod 119905 0 otherwise
119885119895119905 1 if there is a setup for operation 119895 inperiod 119905 0 otherwise
Inv119894119905 Inventory of subassembly 119894 in period 119905Po119894119905 The number of purchased subassembly 119894 in
period 119905119860119895119905 1 if operation 119895 is ready for the first time in
period 119905 0 otherwise119861119895119905 1 if operation 119895 is ready for the last time in
period 119905 0 otherwise119882119905 1 if there is no operation to be performed
in period 119905 0 otherwise120575119905 1 if there is more than one operation to be
performed in period 119905 0 otherwise
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was supported by the National Research Founda-tion of Korea (NRF) Grant funded by the Korea Government(MEST) (no 2009-0085893)
References
[1] L S Homem de Mello and A C Sanderson ldquoANDOR graphrepresentation of assembly plansrdquo IEEE Transactions on Robot-ics and Automation vol 6 no 2 pp 188ndash199 1990
[2] L S Homem de Mello and A C Sanderson ldquoA correct andcomplete algorithm for the generation of mechanical assemblysequencesrdquo IEEE Transactions on Robotics and Automation vol7 no 2 pp 228ndash240 1991
[3] A J D Lambert ldquoOptimal disassembly of complex productsrdquoInternational Journal of Production Research vol 35 no 9 pp2509ndash2523 1997
[4] S M Gupta and K N Taleb ldquoScheduling disassemblyrdquo Inter-national Journal of Production Research vol 32 no 8 pp 1857ndash1866 1994
[5] T F Go D A Wahab M N A Rahman R Ramli and CH Azhari ldquoDisassemblability of end-of-life vehicle a criticalreview of evaluation methodsrdquo Journal of Cleaner Productionvol 19 no 13 pp 1536ndash1546 2011
[6] A J D Lambert ldquoLinear programming in disassemblycluster-ing sequence generationrdquo Computers and Industrial Engineer-ing vol 36 no 4 pp 723ndash738 1999
[7] F J D Lambert ldquoOptimum disassembly sequence genera-tionrdquo in Environmentally Concious Manufacturing vol 4193of Proceedings of SPIE pp 56ndash67 Society of PhotographicInstrumentation Engineers BostonMass USA February 2001
[8] A J D Lambert ldquoOptimizing disassembly processes sub-jected to sequence-dependent costrdquo Computers and OperationsResearch vol 34 no 2 pp 536ndash551 2007
[9] Y Barba-Gutierrez B Adenso-Dıaz and S M Gupta ldquoLotsizing in reverseMRP for scheduling disassemblyrdquo InternationalJournal of Production Economics vol 111 no 2 pp 741ndash7512008
[10] P Veerakamolmal and S M Gupta ldquoDesign of an integratedcomponent recovery systemrdquo in Proceedings of the IEEE Inter-national Symposium on Electronics and the Environment (ISEErsquo98) pp 264ndash269 May 1998
[11] P Veerakamolmal and S M Gupta ldquoHigh-mixlow-volumebatch of electronic equipment disassemblyrdquo Computers andIndustrial Engineering vol 35 no 1-2 pp 65ndash68 1998
[12] P Veerakamolmal and S M Gupta ldquoAnalysis of design effi-ciency for the disassembly of modular electronic productsrdquoJournal of Electronics Manufacturing vol 9 no 1 pp 79ndash952000
[13] D-H Lee and P Xirouchakis ldquoA two-stage heuristic for dis-assembly scheduling with assembly product structurerdquo Journalof the Operational Research Society vol 55 no 3 pp 287ndash2972004
[14] H Kim D Lee and P Xirouchakis ldquoA Lagrangean relaxationapproach for capacitated disassembly schedulingrdquo in Proceed-ings of the International Conference on Computational Scienceand Its Applications (ICCSA rsquo05) pp 722ndash732 May 2005
[15] H-J Kim D-H Lee P Xirouchakis andO K Kwon ldquoA branchand bound algorithm for disassembly scheduling with assemblyproduct structurerdquo Journal of the Operational Research Societyvol 60 no 3 pp 419ndash430 2009
10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

10 The Scientific World Journal
[16] F Modigliani and F E Hohn ldquoProduction planning over timerdquoEconometrica vol 23 no 1 pp 46ndash66 1955
[17] S ChandVNHsu and S Sethi ldquoForecast solution and rollinghorizons in operations management problems a classified bib-liographyrdquoManufacturing and Service Operations Managementvol 4 no 1 pp 25ndash43 2002
[18] L B Schwarz ldquoA note on the near optimality of 5-EOQrsquos worthforecast horizonsrdquo Operations Research vol 25 pp 533ndash5361977
[19] J Blackburn and R Millen ldquoHeuristic lot-sizing performancein a rolling schedule environmentrdquoDecision Sciences vol 11 pp691ndash701 1980
[20] S Chand ldquoA note on dynamic lot sizing in rolling horizonenvironmentsrdquo Decision Sciences vol 13 pp 113ndash119 1982
[21] A Federgruen and M Tzur ldquoDynamic lot-sizing model withbacklogging A simple O(n log n) algorithm and minimalforecast horizon procedurerdquo Naval Research Logistics vol 40no 4 pp 459ndash478 1993
[22] K Kim I Song J Kim and B Jeong ldquoSupply planning modelfor remanufacturing system in reverse logistics environmentrdquoComputers and Industrial Engineering vol 51 no 2 pp 279ndash287 2006
[23] A J D Lambert ldquoExact methods in optimum disassemblysequence search for problems subject to sequence dependentcostsrdquo Omega vol 34 no 6 pp 538ndash549 2006
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of