
Req ent as sessment oof an optima l ion flow within supply ...
91
Req info uirem ormat a Maste KTH ent as tion flo at DeL Ma Ka er of Scienc H Industrial SE-1 I ssessm ow wit aval (S aria Lin arin Oh e Thesis M Engineerin Machine De 00 44 STO ment o thin su Shang ndroth hlsén MK 2010:4 ng and Man esign OCKHOLM of an o upply ghai) 1 MCE 213 agement optima chain 3 al
Transcript of Req ent as sessment oof an optima l ion flow within supply ...

Reqinfo
uiremormat
a
Maste
KTH
ent astion float DeL
Ma
Ka
er of Scienc
H Industrial
SE-1
I
ssessmow witaval (S
aria Lin
arin Oh
e Thesis M
Engineerin
Machine De
00 44 STO
ment othin suShang
ndroth
hlsén
MK 2010:4
ng and Man
esign
OCKHOLM
of an oupply ghai)
1 MCE 213
agement
optimachain
3
al

II

III
Examensarbete MMK 2010:41 MCE 213
Bedömningar av krav på interna informationsflödet inom supply chain
på DeLaval (Shanghai)
Maria Lindroth Karin Ohlsén
Godkänt 2010‐03‐08
Examinator Lars Hagman
Handledare
Jens Hemphälä
Uppdragsgivare
DeLaval (Shanghai) Co., Ltd Kontaktperson Kerstin Pettersson
Sammanfattning
DeLaval distribuerar fullständiga mjölkningssystem vilka säljs på drygt 100 olika marknader över hela världen. Det finns alltid en strävan efter att leverera beställningar till kund i tid. Direktören för Inköp och Logistik Asien på DeLaval i Shanghai har uttryckt ett behov av att undersöka hur informationen bör anpassas så att ett stöd för supply chain uppstår med syftet att förbättra tiden för leverans till kund. Detta resulterade i en utredning att kartlägga behoven i informationsflödet och vilka system som behöver stöd för att möjliggöra leverans i tid till kund. Det finns ett mått vilket kallas on time in full (OTIF) som används av DeLaval för att mäta leveransprecision för slutkund. Detta var grunden för att följande frågeställning kunde formulerades: Hur kan informationsflödet inom supply chain anpassas för att förbättra OTIF?
För att kunna svara på denna fråga kom författarna fram till att en fallstudie var den mest lämpade metoden att gå tillväga. Både primär och sekundär data samlades in. De primära data kom främst från intervjuer, men även från seminarier och evenemang. De sekundära data bestod av interna dokument, akademiska artiklar, böcker och andra former av information som uppkommit i andra sammanhang.
Analysen belyser viktiga aspekter i informationsflödet. Till exempel: befintliga problem i de system som används för att hantera information och ritningar, svagheter i det interna samarbetet och kommunikationen, vikten av internt och externt informationsutbyte. Konkreta förslag på hur belysta aspekter ovan kan lösas är till exempel att börja tillämpa RFID.
En supply chain är, likt bilden på framsidan av denna uppsats, en icke linjär process.
Nyckelord: supply chain management, försörjningskedja, information, informationsflöden, OTIF, on time in full

IV
V
Master of Science Thesis MMK 2010:41 MCE 213
Requirement assessments of an optimal information flow within supply chain
at DeLaval (Shanghai)
Maria Lindroth Karin Ohlsén
Approved 2010‐03‐08
Examiner Lars Hagman
Supervisor
Jens Hemphälä Commissioner
DeLaval (Shanghai) Co., Ltd. Contact person Kerstin Pettersson
Abstract
DeLaval distributes complete milking systems. They conducts their business in more than 100 markets all over the world. There is always a desire to deliver orders to customers on time. The Director of Purchasing and Logistics Asia at DeLaval in Shanghai has expressed a need to investigate how to adjust the information support for supply chain in order to improve the time for delivery to the customer. This resulted in a commission to clarify the needs regarding the information flow and to identify what system support is needed to enable delivery on time in full to the end‐customer. There is a measurement called on time in full (OTIF) which is used by DeLaval to measure the performance of delivery of their supply chain at the interface to customer. This was the basis for the following issue was formulated: How can information flows within the supply chain be adapted to improve OTIF?
To be able to respond to this question a case study had to be carried out. Both primary and secondary data was collected. The primary data came primarily from interviews, but also from seminars and events. The secondary data consisted of internal documents, academic articles, books and other forms of information available to read.
The analysis was able to enlighten important issues in the information flow. For example: existing problems in the systems used to manage information and drawings, weaknesses in the internal collaboration and communication, the importance of internal and external information sharing. Concrete suggestions on how the enlighten issues above can be solved is for example to implement RFID.
A supply chain is as in the front picture of this thesis; never completely straight.
Key words: supply chain management, supply chain, information, information flow, OTIF, on time in full

VI

VII
ACKNOWLEDGEMENTS
The authors would like to thank the people who helped and supported them in their work with this thesis:
Our tutor Mrs Kerstin Pettersson at DeLaval (Shanghai), because you took the time to introduce us to a whole new world in China. Thank you for letting us understand your work and the environment around you. You have always been there whether it concerned interviews or various issues to discuss continually during our work with this thesis.
The employees at DeLaval (Shanghai) for all your help and interest in our work. An extra thanks to the departments of Sourcing, Order Fulfilment, GMU Milking, Warehouse and Customer Service for letting us understand your work by contributing necessarily information thru our interviews.
The concerned employees at DeLaval (Glinde) for your courtesy and dedication during the day we visited you. An extra thanks to Miss Ellen Niu making sure that the day gave us the best possible information by letting us interview relevant sources concerning the subject of this thesis.
Mr Per Lindén at Scandic Sourcing, because you took the time and let us understand your business and your thoughts and values regarding issues that were important for us to understand. You gave us important perspective because your knowledge and experience in activities other than DeLaval in China.
Mr Sikander Khan and Mrs Elisabeth Berg Khan, because you helped us arrange this internship at the first place and for your guidance. Thank you once again for letting us visit you in your home in Sweden and for letting us join the dinner in Shanghai with students from IFL Executive Education at Swedish School of Economics. We are more than grateful.
Finally we thank our second tutor, Mr Jens Hemphälä at the Royal Institute of Technology; for your inspiration and your addition of research potential.
Thank you all; without you all, this work wouldn't be possible.
Maria Lindroth and Karin Ohlsén
Stockholm, the 8th of March 2010

VIII

IX
READING INSTRUCTIONS
This thesis consists of many different elements which are divided into three different parts. These parts might be more or less interesting depending on whom the reader is, therefore, reading instructions have been issued. The reason is mainly to assist the reader so that he or she easily can absorb as much as possible of the study. Depending on the reader, proposals of chapters to read has been made, see below.
Employed at DeLaval (Shanghai) Co., Ltd
• Read first the first section of Part I and then the whole Part II and III
Employed at DeLaval worldwide
• Read first the first section of Part I, the second section of Part II and then the whole Part III
Academics with an interest in the study conducted
• Read the full report
Interested in the industry
• Read first Part III

X

XI
TABLE OF CONTESTS PART I – Introduction ........................................................................................................................... 1 1. Introduction ................................................................................................................................. 3
1.1 Background ................................................................................................................................... 3 1.2 Research issue .............................................................................................................................. 3 1.3 Research question ........................................................................................................................ 4 1.4 Objectives of the study ................................................................................................................. 4 1.5 Scope and delimitations ............................................................................................................... 4
2. Research Methodology ................................................................................................................ 5 2.1 Research philosophy .................................................................................................................... 5 2.2 Research approach ....................................................................................................................... 5 2.3 Research strategy ......................................................................................................................... 6 2.4 Research process .......................................................................................................................... 7 2.5 Data collection .............................................................................................................................. 7
2.5.1 Primary data ......................................................................................................................... 7 2.5.2 Secondary data ..................................................................................................................... 9
2.6 Sample methodology ................................................................................................................... 9 2.7 Analysis methodology ................................................................................................................ 10 2.8 Trustworthiness of research ....................................................................................................... 10
2.8.1 Construct validity ................................................................................................................ 10 2.8.2 Internal validity ................................................................................................................... 10 2.8.3 External validity .................................................................................................................. 10 2.8.4 Reliability ............................................................................................................................ 11
2.9 Criticism of research methodology ............................................................................................ 11
PART II – Research..............................................................................................................................13
3. Literature Study ......................................................................................................................... 15 3.1 Supply chain management ......................................................................................................... 15
3.1.1 History of logistics .............................................................................................................. 15 3.1.2 Definition ............................................................................................................................ 15 3.1.3 What is a supply chain? ...................................................................................................... 16 3.1.4 Aggregate planning ............................................................................................................ 19 3.1.5 Demand of forecasting ....................................................................................................... 20 3.1.6 The bullwhip effect ............................................................................................................. 21 3.1.7 Measurements of a supply chain ....................................................................................... 23 3.1.8 Low cost country ................................................................................................................ 24 3.1.9 RFID – A smart logistic solution .......................................................................................... 24
3.2 Information ................................................................................................................................. 24 3.2.1 Information in the supply chain ......................................................................................... 25 3.2.2 Feedback............................................................................................................................. 26 3.2.3 Totally quality management ............................................................................................... 26 3.2.4 Knowledge management ................................................................................................... 26
3.3 ‘Guanxi’ ....................................................................................................................................... 27 3.4 Organizational ............................................................................................................................ 27 3.5 Criticism of literature review ...................................................................................................... 28
4. Empirical Observation ................................................................................................................ 29 4.1 DeLaval ....................................................................................................................................... 29

XII
4.1.1 A background glance .......................................................................................................... 29 4.1.2 DeLaval at present .............................................................................................................. 29 4.1.3 Products .............................................................................................................................. 30 4.1.4 Vision and goals .................................................................................................................. 30
4.2 DeLaval (Shanghai) Co., Ltd. ....................................................................................................... 30 4.2.1 A background glance .......................................................................................................... 31 4.2.2 DeLaval (Shanghai) at present ............................................................................................ 31
4.3 Supply chain tools at DeLaval ..................................................................................................... 32 4.3.1 OTIF .................................................................................................................................... 32 4.3.2 Golden Rules ....................................................................................................................... 33 4.3.3 Forecast .............................................................................................................................. 34
4.4 Internal area of research ............................................................................................................ 35 4.4.1 Sourcing .............................................................................................................................. 35 4.4.2 Logistics .............................................................................................................................. 45 4.4.3 Manufacturing .................................................................................................................... 48
4.5 External area of research ........................................................................................................... 50 4.5.1 Sourcing .............................................................................................................................. 50 4.5.2 Logistics .............................................................................................................................. 51
PART III – Analysis……………………………………..……………………………………………………………………………………..55
5. Analysis of data .......................................................................................................................... 57 5.1 Information ................................................................................................................................. 57
5.1.1 Historical data ..................................................................................................................... 57 5.1.2 General knowledge............................................................................................................. 57 5.1.3 Dispersion of knowledge .................................................................................................... 57 5.1.4 Dispersion of information .................................................................................................. 58 5.1.5 Feedback system ................................................................................................................ 59 5.1.6 Communication .................................................................................................................. 60 5.1.7 Valuable information .......................................................................................................... 60
5.2 Financial aspects ......................................................................................................................... 61 5.3 Overview of the supply chain ..................................................................................................... 61 5.4 Quality issues .............................................................................................................................. 62 5.5 Critical viewpoint ........................................................................................................................ 62
5.5.1 Discussing the approach ..................................................................................................... 62 5.5.2 Level of accuracy ................................................................................................................ 62
6. Conclusion ................................................................................................................................. 63 6.1 Findings....................................................................................................................................... 63
6.1.1 Information ......................................................................................................................... 63 6.1.2 Financial .............................................................................................................................. 63 6.1.3 Overview ............................................................................................................................. 63 6.1.4 Management ...................................................................................................................... 63 6.1.5 Quality ................................................................................................................................ 63 6.1.6 Other findings ..................................................................................................................... 64
6.2 Suggestions ................................................................................................................................. 64 6.2.1 Information ......................................................................................................................... 64 6.2.2 Adjustment of the information flow .................................................................................. 65
6.3 End discussion ............................................................................................................................ 66 6.4 Recommendation for future research ........................................................................................ 66
References………………………………………………………………………………………………………………………………………..67

XIII
Appendix A …………………………………………………………………………………………………………………………………………i Terminology…………………………………………………………………………………………………………………………………………i
Appendix B……………………………………………………………………………………………………………………………………..…iii Interview template ‐ DeLaval……………………………………………………………………………………………………………..iii Interview template ‐ Scandic Sourcing……………………………………………………………………………………………….iii
Appendix C………………………………………………………………………………………………………………………………….………v Titles of the interviewees…………………………………………………………………………………………………………………….v
Appendix D…………………………………………………………………………………………………………………………………….…vii The Golden Rules……………………………………………………………………………………………………………………………...vii

XIV

1
PART I – INTRODUCTION
This thesis is divided into three parts. Part I consists of an introduction to this thesis and a methodology. Part II consists of the data this thesis has generated; the theoretical framework and the empirical study. In the last part, Part III, these data is analyzed and discussed in the end. The purpose of Part I is to introduce basic information of concerned problem, provide necessary methodology support and give a design to the whole research model.

2

3
1.INTRODUCTION
This chapter clarifies the contents of this thesis. At first the background and research issue is discussed. Further on, the specific research scope is presented followed by the necessary delimitations for this thesis. For better understand there is a list of terms and shortenings presented in Appendix A.
1.1 BACKGROUND
Information is a part of daily life for every human being. Information is something that we can receive from many different sources; we usually process the information and later on pay the information forward. This process is one we have participated in during our whole life, but the source and the receiver is different from time to time. The ways we receive and the ways we forward the information can be described as communication channels and the number of channels is endless. To be able to tell if a communication channel is good or bad one can be difficult, but the main goal is that the information does reach the designated receiver and that the receiver is able to process the information in his or her own desired way.
A supply chain aims to visualize information, funds and product flows along both directions of the chain from order to customer and back. The method used to control and plan these flows is called supply chain management. A supply chain consists of all parties involved in fulfilling a customer request, directly or indirectly. The primary purpose of any supply chain is to satisfy customer needs and generate profit for itself in the process. (Chopra & Meindl, 2007)
DeLaval is a company that distributes complete systems for milk production and animal husbandry. The company conduct their business in more than 100 markets all over the world and has a total of 18 manufacturing units. The supply chain of DeLaval has both global and local activities where information, product and funds lows are planned and controlled. (DeLaval, 2009)
1.2 RESEARCH ISSUE
The Chinese headquarters of DeLaval are located in Shanghai. All supply chain functions are represented there; Sourcing, Logistics and Manufacturing. At DeLaval, Logistics are divided into Order Fulfilment – that consist of Order Flow, Stock Management and Transport Service – and Warehouse. The manufacturing unit is called GMU Milking (Global Manufacturing Unit Milking), but will also in this thesis be named as ‘the production’. The production is still on a small scale. Approximately 70 % of their production is exported. (DeLaval, 2009)
Most of the work in production and warehouse is performed manually today. The present production is made by six to seven workers. For the upcoming years, DeLaval plans to expand their business in China and broaden the number of models in production gradually. The way the manual work is carried out today will not function with increased amount of orders. (DeLaval, 2009) The main reason for this is the risk of loss of control of the information and product flow.
In spring 2009 it was decided at a global level that DeLaval (Shanghai) will begin the work of implementing SAP during the autumn the same year. The SAP system is well used at DeLaval in other countries with a long experience of the system within the company globally. Today DeLaval (Shanghai) uses iScala where different modules in the system lack integration and it’s complicated to get an overview of the processes of the different business functions. (DeLaval, 2009) The employees have their hopes up for improvements when SAP will be implemented, but still every employee must understand the whole supply chain to understand the interdependence between different business functions (Pettersson, 2009).

4
Currently DeLaval (Shanghai) has issues with delivering orders to customers on time. One reason to why there are problems with this is that there is a lack of transparency, integration and control over the business functions like sourcing, logistics, inventory and order management. (Pettersson, 2009)
The Director of Purchasing and Logistics Asia at DeLaval (Shanghai) has expressed a need to investigate how to adapt the information for supply chain in order to improve OTIF to end‐customer. Therefore the commission is to clarify the needs regarding the information flow and to identify what system support is needed to enable delivery on time in full to the end‐customer. To analyze the on time in full (OTIF) is a good way to start investigating this process as it includes all the different parts of a supply chain. This is very much necessary to investigate if DeLaval (Shanghai) is to be able to grow without losing the control of the supply chain. (Pettersson, 2009)
Today many connections in the information flow of the supply chain depend on one person’s relationship to this certain connection. There are obvious weaknesses in procedures for obtaining important information to be able to complete the daily work. (Pettersson, 2009)
1.3 RESEARCH QUESTION
How can information flows within the supply chain be adapted to improve OTIF?
1.4 OBJECTIVES OF THE STUDY
This thesis is one part of many to be able to understand and support the part of sourcing, logistics and manufacturing of the supply chain of DeLaval (Shanghai). First of all, the aim is to clarify the needs regarding the information flow of the parts in the supply chain of DeLaval (Shanghai). Each part should be mapped and connected to each other. Secondly, the information flow needs to be analyzed and compared to the global distribution centre in Glinde, Germany, which in this thesis will be named as ‘DDCP’ (DeLaval Distribution Centre Plant).
Once the needs of the information flow in the supply chain is mapped and complete, there will be a discussion of proposals for action to the attention needs. In the end, the main goal is to facilitate the work of making the supply chain of DeLaval (Shanghai) more efficient and thereby guarantee a sustainable and high OTIF level. This thesis will also result in an estimation; build on the experience of the authors, of the aid scheme cost element calculated in percentage compared to a fulltime job.
1.5 SCOPE AND DELIMITATIONS
This thesis is about the supply chain at DeLaval in Shanghai and nowhere else. It includes the relationship in between the different functions of DeLaval’s supply chain; Sourcing, Logistics and Manufacturing, but does not consider the internal relationships within these functions. The measurement OTIF covers in DeLaval’s definition five blocks; Product areas, Sourcing, Logistics, Manufacturing and Marketing & Sales. Only Sourcing, Logistics and Manufacturing will be included in this study. An important point is that the conclusion of this study should not be limited by the possible geographical distances that could occur between the different business areas of DeLaval in Shanghai.
This thesis won’t issue any other problem then the ones that have got an obvious connection to the information flow in the supply chain at DeLaval (Shanghai). The supply chain will only be observed from order to customer and not the reverse way – from customer to order. The notion of ‘information flow’ is the kind of information DeLaval (Shanghai) uses to fulfil the daily work of each person. Another notion is the notion of ‘deliver in time’ is decided by the OTIF. Only DeLaval’s definition of OTIF will be regarded in this thesis.The implementation of the system SAP, started at DeLaval (Shanghai) during the time this thesis was carried out, but the implementation was chosen not to become a part of this thesis.

5
2.RESEARCH METHODOLOGY
The research methodology that was used to meet the purpose of this thesis is discussed in this chapter. To create an understanding of the entire process of this thesis, the research approach and the various methodological choices made are described and presented. Further are the reliability and validity in the chosen methodology, analysed and criticised.
2.1 RESEARCH PHILOSOPHY
In research, there are two basic approaches. One is the positivism and the second is hermeneutics. Positivism is an epistemological position that advocates the use of scientific methods in the study of social reality with all its aspects. The purpose is to generate hypotheses that can be examined, deductivism, and that it is only what we can observe with our senses that is knowledge, phenomenalism. Knowledge is achieved by collecting the facts forming the basis of regularities, inductivism, and that science should be free from valuation and objective. Positivism assumes that there is only one truth, true or false. (Bryman, 2002)
Hermeneutics is an approach based on understanding and interpretation; interpretavism. This approach to interpretation, as an alternative to the positivist approach, based on the idea that a strategy needs to explain the differences between humans and the natural sciences of study. This requires the researcher to be able to capture the subjective meaning of social action. Thanks to this, the hermeneutics of this to highlight what lies hidden beneath the surface and create an understanding and meaning. A hermeneutics argues that there are multiple truths. (Bryman, 2002)
There are several ways to attack a problem, but fundamentally it is the problem and the purpose of this research that will guide to a choice of approach (Christensen, Andersson, Carlsson, & Haglund, 2001). The two most common approaches are quantitative or qualitative in nature, but it is also commonly used with a combination of both approaches, which is referred to as abduction. The quantitative approach emphasizes quantification and reflected by a deductive approach that has a scientific approach, which are primarily of positivistic nature. The quantitative research also place great emphasis on the relationship between theory and practical research. The key is the examination of theories and that it has a perception of social reality from an external and objective reality. The qualitative approach, on the other hand, focuses mainly on an inductive approach, which emphasizes the relationship between theory and research in the central part consisting of the generation of theories. The approach rejects the scientific model design and approach to, rather than adding weight to how individuals perceive and interpret the social reality. (Bryman, 2002)
The format of the thesis reflects the positivist approach because the thesis follows a logical structure. The authors also believe by collecting facts is the right way to form a basis of regularities which the authors collect by using their senses. This is all connected to positivism. However there is still room for interpretation and understanding as demonstrated in their qualitative semi‐structured interviews. The process of the inductive research strategy is iterative and is therefore suitable for this study. With an iterative research process you will be able to determine when you have enough data to answer the research questions with well founded arguments.
2.2 RESEARCH APPROACH
The purpose of the research could be exploratory, explanatory, and descriptive (Saunders, Lewis, & Thornwill, 2006). None of these three have to be used exclusively in research but can be overlapping – there are not always clear boundaries between them (Hussey & Hussey, 1997).

6
Exploratory research is used on areas that have not yet been explored in previous research and strive to generate in hypotheses for further research. Explanatory studies analyze causes and relationships and attempt to identify patterns related to the subject studied. In descriptive research a subject is described and documented. One may concentrate on observing the physical setting, the key participants and their activities. (Saunders, Lewis, & Thornwill, 2006)
The purpose of the thesis is to study clarify how the needs regarding the information flow of the supply chain of DeLaval in Shanghai should be adjusted to be able to improve OTIF. All three research purposes are used in some way in the study. It is exploratory since the authors try to find a better understanding for how the information flow operates today at DeLaval and how this operation can be improved. This research has also generated in several questions that are suitable for further research. However, the research purpose is also descriptive due to the fact that the authors will describe both existing theory and the empirical data collected. Finally the research purpose can also be recognized to be explanatory because the authors will draw some conclusions regarding causes and patterns by answering the research questions. Nevertheless, the research purpose is primarily descriptive and somewhat exploratory.
2.3 RESEARCH STRATEGY
There are five major research methods; experiments, surveys, archival analyses, histories and case studies. To be able to know which to use there are three conditions you may follow. First you need to look at the type of research question, then determine the extent of control an investigator has over actual behavioural events and last to determine the degree of focus on contemporary as opposed to historical events, see Table 1. (Yin, 2009)
METHOD Form of research question
Requires control of behavioural events?
Focuses on contemporary event?
Experiment how, why? yes yes
Survey who, what, where, how many how much? no yes
Archival analysis
who, what, where, how many how much? no yes/no
History how, why? no no Case study how, why? no yes
Table 1 Relevant situation for different research methods (Yin, 2009)
A case study begins with a literature review. It will not be complete, but enough to be able to understand the background of the case. There are three steps you must go thru before you start your case study work;
• How to define the ‘case’ • How to determine the relevant data to be collected • What to do with the data, once collected
The design of a case study is very much of importance. With an appropriate case study design there will not be any problems with these three steps above. (Yin, 2009)
The research question of this thesis is of a ‘how?’ character. The questions deal with operational links needing to be traced over time and they are a contemporary set of events over which the authors has no control. The ambition for this study is based on individual case work the descriptive way to create understanding of the problems addressed and to give suggestions of improving. To achieve this, a good choice (Bryman, 2002) is to base this study on the case study strategy.

7
2.4 RESEARCH PROCESS
Doing a case study research is a linear but iterative process, see Figure 1. The research design is the logic that links the data to be collected to the initial questions of study. (Yin, 2009)
Figure 1 The case study process (Yin, 2009)
This study had to be divided into different parts that were carried out with little connection to each other. There were four stages in the research process; problem definition and research planning, information collection and at last a research application, where data was analyzed, and conclusions and suggestions were discussed. The reason why the process had to be as linear as this was because of the limited time at DeLaval in China to collect data in a combination of lack of information during the data was collected. Once the data collection stopped and the authors returned to their home university, a process like the one above started. The big difference was that all data available had by then been collected.
2.5 DATA COLLECTION
Data collection is crucial to all research. In this thesis both literature study and empirical study are constructed by collecting data. Through this process, researchers accumulate empirical material on which to base their research. The data gathered in this thesis can primarily be divided into two different categories; primary and secondary sources. Data gathered by the researchers themselves is seen as a primary source while data collected by someone else, for example other scholars, institutions or similar is seen as data from a secondary source. (Bryman, 2002)
2.5.1 PRIMARY DATA
Primary data refers to the collection of data that is unique to the specific research and that has never been used by others before. There are different ways to collect primary data and some of the more common ones are through interviews, questionnaires, and case studies. (Saunders, Lewis, & Thornwill, 2006)
This thesis uses the qualitative approach in collecting the primary data. The information generated in the thesis is more describing and gives a deeper understanding of the problem through the use of the qualitative approach. Information is gathered through a number of interviews made it possible to keep the interviews open for adjustments if additional queries should arise. The use of a qualitative approach

8
enabled the use of a small sample size as the focus point is to understand the individual subject rather than draw generalizations (Saunders, Lewis, & Thornwill, 2006).
SEMI-STRUCTURED INTERVIEW
A common practice in case studies is to make use of interviews of various natures. In this study it was chosen to make use of a semi‐structured interview format that believed suits the investigation and what will best respond to the research problem and purpose. A semi‐structured interview means that it is preparing a set of questions that can be described as a query schema. The questions are of more general nature that is based on various themes and issues. Unlike for example structured interviews that are prepared in a more structured questionnaire schedule. (Bryman, 2002) The interviewees of this study where all made in a similar manner where the respondents faced the same questions at each interview. An important part is that thanks to our choice of the interview format has been able to ask supplementary questions to our respondents linked to respondents' answers (Bryman, 2002). Respondent has also been able to talk freely about the issues that were raised, which has contributed to interesting and relevant discussions. Discussions have also given the answers to more underlying factors and to better respond to questions about why something is, and not only on how and what things are (Christensen, Andersson, Carlsson, & Haglund, 2001).
The interviews were conducted in Shanghai during September, October and November 2009 and in Glinde, close to Hamburg, in the beginning of December 2009. The interview template, which was used as a starting point when conducting the interviews, is found in Appendix B. To see the titles of employees interviewed, see Appendix C. Each interview lasted between about half an hour and two hours, most of them about an hour. The interviewed employees were working at different levels in the organization; the management, middle‐level management and average employee. They all worked in business areas connected to Sourcing, Logistics and Manufacturing. One interview with the team of supply chain selection at DeLaval was made in Glinde that stretched beyond the three functions of OTIF.
To make sure that employees from all levels of the companies were included the authors conducted the interviews with the help of an interpreter when it was necessary. This was just necessary in two of the thirty‐five interviews though. The interpreter was usually someone working at the company. There was a risk that some of the information got lost in translation. If something was not clear during the interview, one more question would be asked. If the answer still was not clear the authors have excluded the question from the analysis.
There was one external interview made with the CEO of a company that works with sourcing in China. He was Swedish and has a long experience of working in the Chinese market. This interview aimed at understanding the Chinese background and conditions facing the Swedish companies in the Chinese market.
The authors have chosen to present all the gathered information from both internal and external interviews with respect of the different topics of OTIF (Sourcing, Logistics and Manufacturing).
SEMINARS AND EVENTS
What’s up with RFID in China? This was the question to be answered and the title on a seminar that Global Supply Chain Council organised in the middle of September 2009. An American, Mr McLean, held the seminar. He had been working with applications of technology solution since the early 1970’s. He is an exclusive agent for Asia Pacific for RFID Resolution Team (RRT). The seminar was discussing RFID solutions for SCM where updates and innovations in RFID technology since 2005 were on schedule.(Global Supply Chain Council E. M., 2009) This was a good chance for the authors to share the experience with both the seminar leader, but also with the other participants, concerning similarities and differences between Europe and China using RFID in supply chain processes.

9
The Swedish Chamber of Commerce in China organised a seminar on the topic; Sustainability – a challenge and opportunity for Swedish companies. The Swedish Trade Council (STC) had started a close cooperation with Consulate General of Sweden in Shanghai and launched a Sino‐Swedish Sustainable Business Program (SSSBP) in areas of sourcing, environment and cooperate social responsibility (CSR). The target group of this program was the Swedish companies in China and in Sweden and their Chinese suppliers (Swedish Chamber of Commerce in China, 2009). This was a great chance for the authors to listen to and share experience about opportunities and challenges concerning Chinese suppliers. A spectrum of both other Swedish companies and Chinese consultants and suppliers joined this seminar.
The authors had the opportunity to attend the annual supply chain event in Shanghai – the CHaINA ’09 LIVE organised by the Global Supply Chain Council. The event is the largest of its kind where business leaders from many of the leading companies in Asia were represented. (Global Supply Chain Council E. D., 2009) This was an excellent opportunity to share and discuss opportunities and challenges concerning development of supply chain management in China. The authors attended on seminars on which both ups and downs and advices of how to best tackle them. A number of case studies from various companies were presented, but also fully developed the services of consultants which the companies announced via this event.
2.5.2 SECONDARY DATA
To be able to gain a deep understanding of the problem and its underlying variables the thesis makes use of primary data in conjunction with secondary data. Secondary data is the term used for data that has already been collected for a specific purpose and then is used again during other circumstances for other reasons. The gathering of secondary data will help to analyze and interpret the primary data collected through the interviews via relevant theories. This data will function as the basis for the theoretical framework and its theories and models will enable the analysis of the primary data to result in a conclusion of the stated problems. (Bryman, 2002)
A common disadvantage when using secondary data is that the data could be unsuitable for the specific purpose. The choice of approach lies to ground for how the researcher will collect and analyze the data and should be decided dependent on the nature of the research topic. (Saunders, Lewis, & Thornwill, 2006)
The secondary data consists of articles, books and course literature from libraries. The literature mainly covers fields such as supply chain management, information, guanxi, RFID and experienced feedback. In addition to these printed media the use of various internet sources will be used in searching for relevant information.
2.6 SAMPLE METHODOLOGY
The majority of the interviews were conducted with representatives from the different parts of the supply chain at DeLaval in Shanghai which includes Sourcing, Logistics and Manufacturing. All employees within these three areas have been interviewed so no sample method had to be used with the employees of these three areas.
To be able to visualize the supply chain from an external perspective a few more interviews was made. The selection process concerning who to interview where very much depending on who of all the potential to interview could spare one hour this specific day. The visit at DDCP in Glinde lasted just one day.
All interviews mainly served to identify the main obstacles the respondents face in increasing the OTIF at DeLaval in Shanghai. Due to the relatively short time in which the thesis research was conducted the authors had to limit the number of interviews to be able to collect as valuable information as possible.

10
2.7 ANALYSIS METHODOLOGY
An analytic technique that is called explanation building is similar to a technique called pattern matching, but the procedure is much more difficult and need some extra attention. The goal of this method is to analyze the case study data by building an explanation about the case. (Yin, 2009)
The authors have chosen to divide the analysis chapter into four different topics; Information, Financial aspects, Overview of the supply chain and Quality issues. The gathered data is consolidated and presented under each subject. Today’s existing issues are compared to existing theory and are also discussed. The authors present their view of consequences of the current issues and their ideas of improvements. This enables the readers to get a better overview of the different issues that exist today and the collected data can easier be put in a perspective.
2.8 TRUSTWORTHINESS OF RESEARCH
In qualitative research validity subject of authenticity, credibility and portability while reliability consists of detail, well reasoned positions, arguments and good reason. Validity and reliability includes the whole thesis. (Bryman, 2002) When establishing the quality standards of a case study research four commonly used tests are suggested. These tests are construct validity, internal validity, external validity, and reliability. (Yin, 2009)
2.8.1 CONSTRUCT VALIDITY
Construct validity is when establishing correct operational measures for the concepts being studied. There are three ways to increase construct validity; to use multiple sources of evidence, establish a chain of evidence and to have key informants review the draft case study thesis. (Yin, 2009)
In the research, the authors have used documents, events and interviews as sources of evidence. A total of thirty‐five interviews were conducted within the case study for data collection which has increased the construct validity. Efforts were made to find the most suitable and knowledgeable respondents for the interviews and the persons chosen had relevant knowledge and experience of important part of the supply chain. The interviewees were contacted in advance about the majoring matter to be discussed, but specific interview questions was keep a secret until the interview to be sure that the interviewees answered as spontaneous as possibly. The tutor at DeLaval was consulted to assure that the interviewees were qualified for the interviews.
2.8.2 INTERNAL VALIDITY
Internal validity is when establishing causal relationships between two variables (Yin, 2009). Internal validity is used for explanatory studies only and not for descriptive or explorative studies. Hence, this is not relevant for the study since it is a descriptive single case study in which the authors will not do pattern matching or explanation building between two subjects.
2.8.3 EXTERNAL VALIDITY
External validity is when establishing the domain to which a study‘s findings can be generalized. Theories must then be tested through replication of the findings in similar surroundings and come up with the same result. The tactic of external validity is to use the theory in the design of a single case study. (Yin, 2009)

11
In view of the facts that the authors gathered the empirical data from different business areas with different business procedures, it is most unlikely that the authors would have got the exact same information if other companies with the same business areas would have been asked the same questions. Therefore, replication testing is not an appropriate tool in this research and has not been used.
2.8.4 RELIABILITY
Reliability refers to stability and consistency of the results derived from the research. That is when the following researcher can repeat the exact same procedure and research and arrive at the same findings and conclusions over again. Hence, reliability is concerned with consistency, accuracy and predictability of specific research findings. (Yin, 2009)
Throughout the study the authors have tried to explain the procedures of the research in a consistent and unbiased way. The authors have further organized the thesis in a way so that any reader can retrieve any desired material or sources of information. Moreover, there is a risk that personal biases might have been present in the interview. Therefore the results can to some extent be questioned due to the influence from the respondents as well as the authors own attitudes and experiences. There is also a possibility that over the years the objectives and business procedures might be changed or improved which means that the results of future studies with the same nature as this research might take another turn.
2.9 CRITICISM OF RESEARCH METHODOLOGY
A case study should be based on both qualitative and quantitative evidence. Conducting both case studies and handing out questionnaires are something which something is to recommends increasing the reliability. In case studies a risk that the interviewer asks question influencing how the respondent answers exists. There is also a risk that the respondent answers the questions to present the company in the best possible way. (Yin, 2009) Only qualitative evidence is collected in this research. An attempt was made to send out a questionnaire to everyone the authors had interviewed at DeLaval in Shanghai with the aim to collect some quantitative evidence to be able to increase the reliability of the study. This attempt was too hard though; it was sometimes hard to understand one another during the interview so it became even harder to try and express yourself in word where you can’t do any further explanations if necessary. The work on the questionnaire was discontinued after a time when difficulties surpassing the possibilities.
Meanwhile, a frequent criticism of case study is that the dependence on one or several unique cases and cannot reach ideal conclusions because observer may be biased and subject is usually aware that they are studied (Bryman, 2002). The problem of generalization is the most important challenges, but still it is never desirable to generalize this study. The study is about a certain condition at a certain time at DeLaval in Shanghai – there would be a hard thing to make any major generalizations from this study.
A last, but very usual criticism about case studies is that they take too long time and results in a massive, unreadable data. This is something that can be avoided thanks to how you set up your case study design. (Yin, 2009) This is something that could have been done better so that the amount of useful data could have been higher compared to all the data that was collected.

12

13
PART II – RESEARCH
Part II of this study consists of the specific aggregate data that this study has gathered. This data consists of two parts; a theoretical and an empirical. In the theoretical part deals with the literature that are considered timely to mention in order to increase the academic base of this study. The empirical part is based on all the primary data collected during the study.

14

15
3.LITERATURE STUDY
The literature study is used to describe the basic knowledge and theories that is needed to understand the work. The literature study starts with an explanation of supply chain management and further on there is a part that describes the information and knowledge sharing within companies. In the end there is a chapter about guanxi, the importance of contacts in China.
3.1 SUPPLY CHAIN MANAGEMENT
This part of the literature study describes the fundamental theories related to supply chain management.
3.1.1 HISTORY OF LOGISTICS
The term ‘logistics’ springs from the military, where it was used alongside tactics and strategies. It was used for planning how to spread military supplies in order to successfully carry out military operations. The development of logistics took place mostly in the United States during the Second World War. After the war logistics found a new home in the American business area, where it was commonly referred to as industrial logistics and business logistics. (Ericsson, 2010)
In the beginning the main goal of logistics was transportation control. It has now been broadened and includes amongst others, material handling and stock control, focus was hence on the flows of these. Now it also incorporates strategic aspects, such as information flows, and organisational structure for material flows. Today logistics is generally said to be the same thing as supply chain management. (Ericsson, 2010)
3.1.2 DEFINITION
There are many different definitions of supply chain management; here are some examples of definition of:
“A supply chain consists of all parties involved, directly or indirectly, in fulfilling a customer request. The supply chain includes not only the manufacturer and suppliers, but also transporters, warehouses, retailers, and even customers themselves. Within each organization, such as manufacturer, the supply chain includes all functions involved in receiving and filling a customer request. These functions include, but are not limited to, new product development, marketing, operations, distribution, finance, and customer service.” (Chopra & Meindl, 2007)
“Supply chain management is the coordination of production, inventory, location, and transportation among the participants in a supply chain to achieve the best mix of responsiveness and efficiency for the market being served.” (Hugos, 2003)
Supply chain management is popular term, but when it comes to the definition there is some confusion. There are over 100 definitions that can be divided into three categories (Mentzer, o.a., 2001);
• A management philosophy
The supply chain should be looked at as a one part system, rather than separated parts performing their own task. Supply chain management includes the handling of the complete flow of goods from the supplier to the customer. Supply chain management as a philosophy, strives to a unified whole, by trying to synchronize the company’s strategic and operational resources. The supply chain management includes a lot of different parts of the company that brings customer value not only the logistics, and it is essential to understand the customer values and requirements. (Mentzer, o.a., 2001)

16
• Implementation of management philosophy
When adopting the supply chain management philosophy it is essential to use a management that allows the companies actions to follow the philosophy. There are activities that are necessary in order to successfully implement the philosophy, and here are some examples (Mentzer, o.a., 2001):
The companies need to expand their integrated behaviour so that customers and suppliers are also included.
– Mutual Sharing of Information along the supply chain members is essential. The information also needs to be constantly updated throughout the chain in order to realise an efficient supply chain management.
– Mutually Sharing the Risks and Rewards is essential for the cooperation between members in the supply chain in the long run. This is important for long‐term opportunities of cooperation between the participants in the supply chain.
– Cooperation between the members of the supply chain is a necessity for effective supply chain management.
– All members of the supply chain should be working towards the same goal and the same focus when it comes to serving the customers and establishing this is a kind of policy integration. ”Policy integration is possible if there are compatible cultures and management techniques among the supply chain members.” (Mentzer, o.a., 2001)
– Processes that run along the supply chain, from sourcing, manufacturing, to distribution needs to be integrated when implementing the supply chain management.
– Partnerships between companies are something that should be valued. An important part within supply chain management is that companies should build and maintain long‐term relationship even after the contract has ended.
• A collection of management processes
This view of supply chain management focuses on management of the processes and their ability to fulfil the customers’ requirements. They are often described as key processes of the supply chain, for example: customer relationship management, manufacturing flow management and order fulfilment. (Mentzer, o.a., 2001)
3.1.3 WHAT IS A SUPPLY CHAIN?
A supply chain could be described as all the links in a process that fulfils a customer’s demand. The links are more or less involved with the customer and they do not only consist of the producer and the supplier, but also of a lot of different operations, for example transportation. The goal with the supply chain is to fulfil the customers demand and in the process still make a profit from it. (Chopra & Meindl, 2007)
It is important to bring visibility to the flow of information, products and funds, which are the ones that keeps the links connected to each other, to be able to get a good perspective of the supply chain. A supply chain link does not consist of just one part, for example a manufacturer can get the material they need from a couple of different suppliers of raw materials and can also be supplying a lot of different companies with goods. Every link could be connected to a lot of different links, it’s better to describe a supply chain as a large net where the links are the knots. The flow of products, information and the funds are the ones that keep the links connected to each other. (Chopra & Meindl, 2007), (Mentzer, o.a., 2001)

17
The names of the links are presented in Figure 2.
Figure 2 Supply chain stages (Chopra & Meindl, 2007)
• Customer • Retailer • Distributor • Manufacturer • Supplier
The above represent the links in a typical supply chain, where the links are connected through the flow of information, products and funds, which can run both forwards and backwards in the chain (Chopra & Meindl, 2007). The links does not just consist of one part, but a whole new chain of links. They are all somehow related to fulfilling the customer’s demands. The supply chain does not just consist of the producer and the supplier, but also of the transportation and the goods depot.
Supply chain profitability is described as the profit you make in the supply chain when a product is sold, after which the profit is distributed along then chains links. The supply chain profitability is also a measurement of how successful the supply chain is higher profitability that can be shared along the links so that every link makes a profit is a more successful supply chain. (Chopra & Meindl, 2007)
DRIVERS AND METRICS
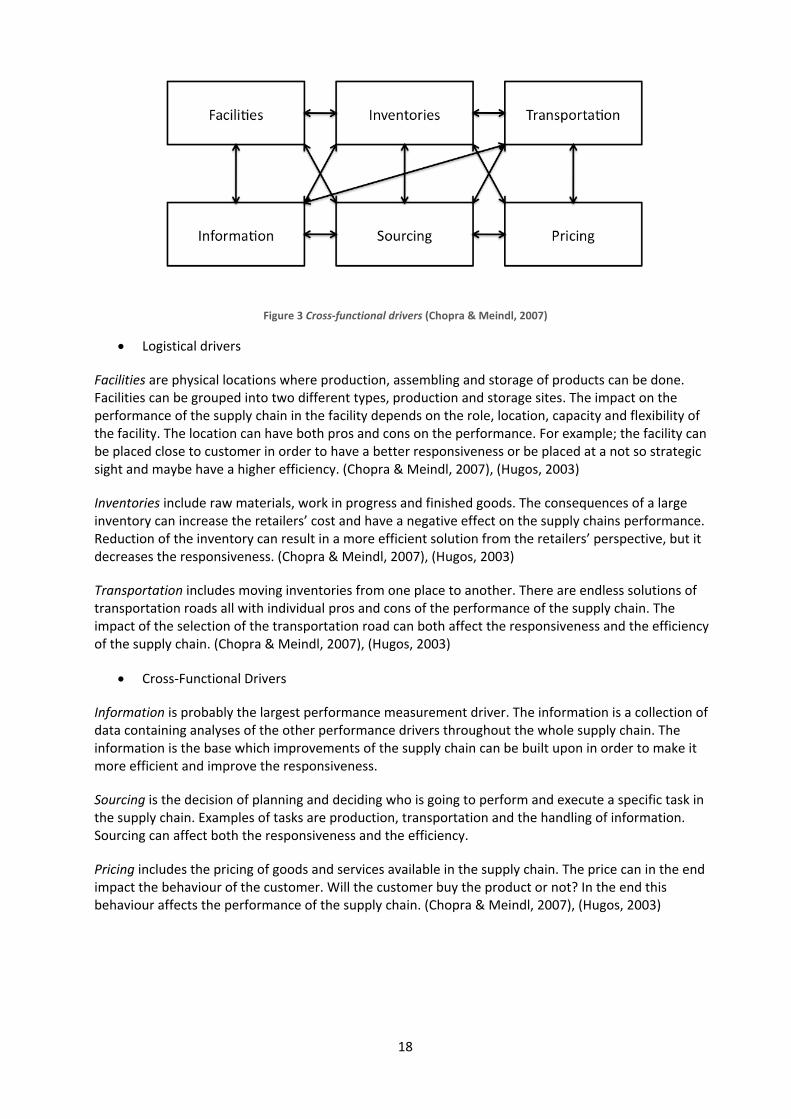
In order to make improvements in the supply chain it is important to be able to measure and evaluate the performance, there are various methods to accomplish this. It can be a good idea to examine the logistics and the cross functional drivers, see Figure 3. The performance of the supply chains responsiveness and efficiency can be measured when these drivers interact, but it is also important to note when these drivers do not interact. The structure of these drivers also determines if it is possible to achieve a strategic fit across the supply chain. (Chopra & Meindl, 2007), (Hugos, 2003)
18
Figure 3 Cross‐functional drivers (Chopra & Meindl, 2007)
• Logistical drivers
Facilities are physical locations where production, assembling and storage of products can be done. Facilities can be grouped into two different types, production and storage sites. The impact on the performance of the supply chain in the facility depends on the role, location, capacity and flexibility of the facility. The location can have both pros and cons on the performance. For example; the facility can be placed close to customer in order to have a better responsiveness or be placed at a not so strategic sight and maybe have a higher efficiency. (Chopra & Meindl, 2007), (Hugos, 2003)
Inventories include raw materials, work in progress and finished goods. The consequences of a large inventory can increase the retailers’ cost and have a negative effect on the supply chains performance. Reduction of the inventory can result in a more efficient solution from the retailers’ perspective, but it decreases the responsiveness. (Chopra & Meindl, 2007), (Hugos, 2003)
Transportation includes moving inventories from one place to another. There are endless solutions of transportation roads all with individual pros and cons of the performance of the supply chain. The impact of the selection of the transportation road can both affect the responsiveness and the efficiency of the supply chain. (Chopra & Meindl, 2007), (Hugos, 2003)
• Cross‐Functional Drivers
Information is probably the largest performance measurement driver. The information is a collection of data containing analyses of the other performance drivers throughout the whole supply chain. The information is the base which improvements of the supply chain can be built upon in order to make it more efficient and improve the responsiveness.
Sourcing is the decision of planning and deciding who is going to perform and execute a specific task in the supply chain. Examples of tasks are production, transportation and the handling of information. Sourcing can affect both the responsiveness and the efficiency.
Pricing includes the pricing of goods and services available in the supply chain. The price can in the end impact the behaviour of the customer. Will the customer buy the product or not? In the end this behaviour affects the performance of the supply chain. (Chopra & Meindl, 2007), (Hugos, 2003)

19
PUSH/PULL PROCESSES
The processes that are included in the supply chain can be divided into two parts; push and pull process, depending on the moment when they interact in the supply chain relative to the customer. The push processes are related to assumptions of what the future market will look like and the demand for the product. These assumptions are often presented in a forecast, which is the base for planning the push process of the supply chain. The pull processes are initiated by a customers demand for the product. These two processes often interact with each other within the supply chain and can be separated by the push/pull boundary, see Figure 4. The push process is said to be working in an uncertain environment with the unknown of how the future demand will look like. The pull process however is working in a more certain environment, the demand for the product is known. The pull process is often limited by the decisions made during the push process, for example the inventory levels. (Chopra & Meindl, 2007)
Figure 4 Push and pull processes (Chopra & Meindl, 2007)
3.1.4 AGGREGATE PLANNING
Aggregate planning is a method of creating a future plan on how to set capacity, production, subcontractors, inventories, stock outs and price levels in a company, in hope of reaching the forecasted sales, and making as much profit as possible. Often an aggregate plan will cover a future time period from three up to 18 months. It is also the basis of other business related aspects, such as marketing, personnel, as well as an initial development of a budget. However, it is also important that the plan can be changed throughout this time period. It is vital to adapt to new situations arising that were not foreseeable at the time of the plans creation. (Pan & Kleiner, 1995), (Chopra & Meindl, 2007)
A problem with many companies incorporation of an aggregate plan is that they make one for twelve months ahead and fail to alter it as time goes by. Also, the demand for a product is constantly changing; hence it is not always predictable. The demand is sometimes also dependent on seasons. Another problem is that there are two variables that can change; on one hand we have the availability of items in stock, and on the other hand we have demand for a product. (Pan & Kleiner, 1995), (Chopra & Meindl, 2007)
Problems with the planning can also arise when the management sets up milestones in areas such as low inventory levels, trying to keep costs down, creating good working environments and flexibility to expand production in the future. Another problem arises because of facilities not being expandable to suit the needs of the aggregate plan. (Pan & Kleiner, 1995), (Chopra & Meindl, 2007)

20
The problems that arise with an aggregate plan can be discussed and hence altered by discussing different solutions that can be divided into two areas; the ones that alter the demand, and those that alter the supply. Examples of those that can alter the demand are advertising, pricing, backlogging, reservation, as well as creating complementary products. Examples of those altering the supply are, hiring and firing personnel, working over and under time, part time employment, making sure stocks are sufficient, subcontracting, and creating cooperative arrangements. Often the problems that arise from aggregate planning are substantially wide, and unfortunately can affect the whole corporation. (Pan & Kleiner, 1995), (Chopra & Meindl, 2007)
The strategies and goals of a company must be considered when doing the planning. There are also subsets of strategies that can be applied when creating an aggregate plan. Such as creating fix points in a corporation’s layout, such as the number of employees, the number of produced products. In a case where the number of employees is fixed, working times is still a parameter that can be altered. If production levels are fixed the parameter that can be altered is the number of items in stock, or the backlogged numbers. One must always make sure to account for the costs of the plan though. (Pan & Kleiner, 1995), (Chopra & Meindl, 2007)
3.1.5 DEMAND OF FORECASTING
Forecasts forms the base of the supply chain planning (Chopra & Meindl, 2007) and reliable forecasts is a necessity when planning the supply chain strategies for both long term and daily basis. Companies try to get as accurate forecasts as possible and accurate forecasts can lead to improvement of the supply chain efficiency. A company’s suppliers, wholesalers and retailers are often today involved in creation of forecasts. (Holmström, 1998)
Forecasts are used to predict future demand and the forecasts are often based on historical data. It is essential that forecasts should be based on historical demand and not the actual sale (Chopra & Meindl, 2007). Figure 5 illustrates a process of demand forecasting. Forecasts of future demand have many application areas and are therefore shared among the members of the supply chain (Holmström, 1998).

21
Figure 5 The process of demand forecasting (Holmström, 1998)
It is important to keep in mind that forecasts are always wrong and there will always be an error (Hugos, 2003). However the error can be reduced improved the routines for the information sharing (Zhao, Xie, & Zhang, 2002).
3.1.6 THE BULLWHIP EFFECT
The bullwhip effect is a commonly used dynamic phenomenon in the supply chain. Small changes in demand at the front of the supply chain, later on results in wider swings and oscillations way back in the supply chain. The demand for the product will look very different at different stages in the supply chain and this can result in loss of coordination in the supply chain. (Paik & Bagchi, 2007) This dynamic can have large effects in certain industries, where companies deliver products to markets that are growing or developing, a ‘boom to bust’ business cycle. It often starts with a large demand, which causes a shortage of products. The inventories are refilled and the production of products is increased, according to the demand. During this process of refilling and producing a certain point is reached where the demand is changed, or the produced products reach a higher level than the demand. It is hard to notice when this point is reached and it is usually not noticed until it is too late, and the inventory levels are too high. This can result in that the company needs to fire people and it can take years to get rid of the inventory of the product. (Hugos, 2003)

22
Figur 6 The bullwhip effect (Hugos, 2003)
When a bullwhip effect occurs it affects every part of the supply chain. The bullwhip effect can be avoided if information is better shared within the supply chain. (Hugos, 2003)

23
3.1.7 MEASUREMENTS OF A SUPPLY CHAIN
There are many different ways to measure the performance of a supply chain and its links. The measurement can be done within individual links or within the whole supply chain. The most effective performance measurement is the one that runs through the whole supply chain from supplier to customer. Cousines et al (2008) presents five categories of supply chain performance measurement that can be seen in Figure 7. (Cousines, Lamming, Lawson, & Squire, 2008).
Figure 7 Categories of performance measurement (Cousines, Lamming, Lawson, & Squire, 2008)
• Cost
Efficiency and effectiveness of the supply chain can be evaluated by measuring the cost‐related performances. The easiest performance measurement is to check if the planned budget worked and if it didn’t examine why. Check the prices of materials according to index. Example of cost performance measurements are total distribution cost and total inventory check.
• Quality
The quality can be evaluated at three different levels; manufacturing, supplier and customer. Example of quality performance measurements are; production, quality, customer returns and defects per supplier.
• Time
A key driver for a successful company is to be able to deliver on time, it does not matter how great the product is. In order to be able to deliver on time to customer, the products need to be produced on time and the ideal goal is to deliver 100 % of orders on time. Example of time based performance measurements are; on time deliveries, customer response time and backorder/stock outages.
• Supplier performance
These measurements are more subjective and often non financial. These include the level and degree of information sharing, the number of buyer‐vendor cost‐savings initiatives, and the extent of mutual assistance in problem solving efforts.
• Customer satisfaction
Companies can measure the performance of the functions within the supply chain, but should also measure the final impact on the customer. Purchasing has the internal customers in manufacturing and operations, whose satisfaction with the procurement service may be measured. External customers may also be accessed through measures such as customer query time (for example, about stock availability or delivery), and other post‐transaction measures of customer service. (Cousines, Lamming, Lawson, & Squire, 2008)

24
3.1.8 LOW COST COUNTRY
There are many strategies of where you should choose your supplier. One way is to use the function of a low cost country solution (LCCS). The term is relatively new, although it has its roots in international trade which is almost as old as trade itself (Lockström, 2007).
The strategy means that the company sources materials from countries with lower labour and production costs in order to cut operating expenses. LCCS falls under a broad category of procurement efforts called global sourcing. (Lockström, 2007)
The process of low cost sourcing consists of two parties; one customer and one supplier. The customer could be countries like USA, UK, Canada, Australia, and West Europe and are called high cost countries (HCC). Suppliers active in China, India, Brazil, Russia, Mexico, and East Europe are considered low cost countries (LCC). You can separate two different flows in these two categories; on is the material that flows from LCC to HCC the other is technology that flows from HCC to LCC. (Lockström, 2007)
The competitive landscape in China has changed significantly over the last few decades. Some companies now talk about best value instead of low cost sourcing. For example; a company like Whirlpool uses the term of best cost country sourcing (BCCS) where decisions are based on the best overall total cost of procuring. The company changed the name, but the objective is the same as before. Nevertheless, the name change resulted in a modification of how they look at the objective and set the metric. (Beron, 2009)
3.1.9 RFID – A SMART LOGISTIC SOLUTION
RFID – radio frequency identification – provides methods to identify people and things with help of radio frequency. A transponder tag is a simple electronic device that is triggered by a pulse of an electromagnetic wave. Upon the wave impacting the tag, it sends an electrical current through it, making it in turn send out a signal of its own. This signal can be interpreted and added into a larger computer system. By scanning products that travel through a supply chain, one can easily keep track of them through this computer system. It can also be used in ID‐badges, for example to keep track of which areas of facility employees have passed through, and which doors they have unlocked.
Today the technology is widely used within production and logistics with desires of knowing where goods are located. Depending on how widespread the implementation is, a computer system can easily keep track of products from the beginning of the chain to the endpoint. Stocktaking can be done easily and the risk of error due to the human factor, when it comes to input of the data, can be eliminated. (Reid, 2005)
The RFID system can be described as a three‐part solution:
• A transponder – the RFID tag • The reader • An administration system (Yu, 2007)
3.2 INFORMATION
Information is characterized by the content that is transferred through different kinds of communication. The meaning of information is when someone gets knowledge about something (being informed). The information can contain an amount of facts or intelligences. There are two different kinds of information, subjective and objective information. The subjective information is used to impact someone, for example commercial information. The other one, objective information, has a requirement to be substantial, for example news intermediary. From a users perspective it is said that information starts to exist when a receiver interprets a message. The information depends on how a
25
receiver interprets and understands a message. A proverb reads: Information is one‐way, unlike communication that is a mutual exchange between individuals. (Henriksson, 2010)
Documentation of information is said to have only two functions; training and reference.Documentation is important to businesses, without it the business will be uncoordinated. An essential part of the documentation is that it needs to be correct and up to date. Another part is that everyone that it concerns need to keep up and be aware of the changes. (Bridge, 1994)
3.2.1 INFORMATION IN THE SUPPLY CHAIN
A certain type of information can be important for one person in the supply chain, but can be completely useless to another. The value of the information can be estimated in two ways, firstly how much one are prepared to pay for it, secondly what does one save by having this information. (Lumsden & Mirzabeiki, 2008)
The value of information in a supply chain is also about what you are prepared to pay to gain this knowledge, for example by investing in an information system that makes the information available to several parties within the supply chain. (Lumsden & Mirzabeiki, 2008)
When data is structured it passes on to information, which can be analysed and interpreted. For each step in this process the value of the information increases. When one is able to foresee future events with this, it has been turned into intelligence for the organisation. (Lumsden & Mirzabeiki, 2008)
Correct information is a critical part of the supply chain to allow the planning to go as smoothly as possible, as well as to create a chain where resources can be allocated where they are needed the most. (Lumsden & Mirzabeiki, 2008)
There are certain types of information that can produce increased value in the supply chain. One example is information on where a product is located in the supply chain, if it is real time information a greater service level can be expected. Pros with this kind of information are amongst others that order preparations can be bettered for shipping and transportation purposes. Planning of inventories and resources can be beneficial in aspects such as lowering costs for the manufacturer. Another example is information on current stock levels at the retailers’. This information can help reduce the bullwhip effect, as well as decreasing the stock keeping and backordering costs. (Lumsden & Mirzabeiki, 2008)
Historical data can also be important information. It is the basis for all kinds of production and sales planning. (Lumsden & Mirzabeiki, 2008)
When the demand for products is uncertain, companies should try to distribute information throughout the whole supply chain. Information sharing is hence something that can significantly affect the chains performance. Sharing the information of coming orders with ones suppliers is more beneficial than just sharing future estimates of demand. (Zhao, Xie, & Zhang, 2002)
Sharing information between supply chain members is a criterion for implementing the philosophy of supply chain management. This is especially important when it comes to planning and monitoring the processes of the supply chain. To make sure the supply chain is efficient information must be updated regularly. Spreading the information throughout the supply chain can also be seen as a tactical move. Performance can be increased by openly distributing information on the levels of inventories, forecasts, sales promotion strategies and marketing strategies. (Mentzer, o.a., 2001)
“Increasing the level of integration and information sharing among the members of a supply chain has become a necessity for improving the effectiveness of supply chains. Such cooperative behaviours of firms provide rapid access to the required information, more sensitivity towards the needs of the customers, and faster response times than the competitors.” (Bülent, 2008)

26
3.2.2 FEEDBACK
If you look up the word ‘feedback’ in the Oxford American Dictionary you can get the following explanations:
• “Information about reactions to a product, a person’s performance of a task, etc., used as a basis of improvement.
• The modification or control of a processor system by its results or effects, e.g., in a biochemical pathway or behavioural response. See also negative feedback, positive feedback.
– The return of a fraction of the output signal from an amplifier, microphone, or other device to the input of the same device; sound distortion produced by, this.”
Feedback is used in many different fields and the meaning is basically the same for the different fields. They have all one thing in common the feedback is to improve the system or the process (Hagander, 2010). When doing improvements it is essential to have some kind of control mechanism to follow up on the improvements (Kumar, Fantazy, Kumar, & Boyle, 2006). There are some management systems that strive to achieve continuous improvements within the organization for example the ISO 9000 standard and Totally Quality Management. The Idea with totally quality management is to get rid of all the quality design defects from the beginning of the process. (Ho, 1999)
3.2.3 TOTALLY QUALITY MANAGEMENT
After the Second World War there was a rising demand for consumer goods and consumers had the ability to choose among different brands that produced the same product. Japans industrial production had decreased to a tenth compared to before the war and the economy was in crisis. Japan had very limited recourses of raw materials and noted the importance of quality as a competitive strategy. The perception of who was responsible for the product quality changed, for the first time it was the responsibility of the top management instead of specific quality control department. This is described as the transformation to total quality control from statistical quality control (Azhashemi & Ho, 1996).
There are various definitions of total quality management, but most of the definitions aim to involve everyone in the integrated process of quality assurance in order to have continuous improvements of the performance at every level. The goal is to raise the customer satisfaction in the end. The quality control is not limited to the production team and is something that should be integrated throughout all the different departments of the company for example; sales, product planning, research and development, construction, etcetera (Westbrook, 1995). Japans focus on total quality control has enabled them to compete with the western world and the total quality management is not limited to Japan and can be successfully implemented every business organization (Azhashemi & Ho, 1996).
3.2.4 KNOWLEDGE MANAGEMENT
Knowledge management is a widely used term to describe all aspects of how corporations deal with managing information. There are mainly two types of knowledge an individual can have, explicit and tacit. The previous is knowledge that can be transmitted using a formal language, things that can be put on paper so to speak. Tacit knowledge however is the knowledge that is personal and bound to a particular context; hence it is usually very hard to transfer between individuals. (Robbin & Barnwell, 2006)

27
Creating and maintaining an effective knowledge management program can often turn out to be quite a challenge, since it mainly opposes the traditional organisational command and control techniques. To be able to harness organisations knowledge one has to create support for it on three different levels. First one has to set up a supportive culture, where knowledge sharing is promoted, and even rewarded. Secondly, one has to overlook a company’s organisational structure, and maybe remove communication barriers between different levels of the hierarchy. Third, and last, one has to make the appropriate use of the available technology, for example set up online conference rooms, set up an intranet for the employees, and create a database of shared information. (Robbin & Barnwell, 2006)
To delve deeper into the first one, the organisational culture, one must make sure to take these things into account:
• Employees are not stupid, they have creative ideas of their own, and their ability to think outside the box must be encouraged rather than discouraged.
• The culture must give employees a safe environment, where they do not feel as they were to lose their jobs if some idea or suggestion was not especially bright.
• Upper management must encourage brainstorming in between personnel and make sure to demonstrate their commitment to the cause. (Jarrar, 2002)
Since intellectual assets increase in value the more they are used one must make sure that no personnel feels the need to hoard knowledge in order to keep their jobs. Some personnel tend to feel as if their personal contribution to a project is threatened when sharing information with co‐workers, and some tend to feel as if their job security is tied to their knowledge, and sharing it might make them abundant. (Jarrar, 2002)
3.3 ‘GUANXI’
In the Chinese culture it is important with personal relationships, both in private and at work. In the Chinese business world a commonly used word is ‘guanxi’. The basic meaning of it is mutual helpfulness and it is essential to facilitate smooth transactions. Guanxi has been an important tool for making businesses in a society that lacks clear bureaucratic norms, a secure legal system and reliable institutions. When China starts to implement international standards for accounting, laws and ownership it is assumed that the importance of guanxi is going to be reduced. (Hutchings & Weir, 2005)
According to Björksten (2006) the importance of guanxi has already been reduced (Björksten, 2006). In an article published in the European Journal of Marketing 2001 Lee, Pae and Wong assumes that guanxi has a positive influence if a company is insecure in the agreement process. Perceived similarities can also positively influence guanxi. They argue that persons that share similar characteristics, such as experiences, lifestyle, interest, and values, often easier create relationships that lead to guanxi. The opportunism, too much adapting to temporary external circumstances or other people’s views, can have a bad influence on guanxi. When guanxi is established, it has a positive effect on the perceived relationship quality and the social network, which leads to better business relationships. (Lee, Pae, & Wong, 2001)
3.4 ORGANIZATIONAL
A lot of larger companies use methods to be able to get a perspective on their activities. The methods they are using aims at finding structures on how the work should be designed from organizational aspects. (Björkman, 1991)The concept of lean production came to Sweden in the beginning of the 1990’s after the American consultants developed the ideas from the Japanese car industry. The Japanese are producing more cars with fewer employees, on a smaller area and with less operation of capital. The goal with lean production is to have an efficient production that is customer oriented, to establish a more competitiveness. Examples of actions that should be taken in consideration:

28
• Make a plan for how the whole operation should be improved. • Improvements that were made should be measurable. • The companies’ employees should be stimulated to get higher competence in different areas. • Personal interest and talents should be taken in consideration and be handed skills
development opportunities. • Networking is done so that a close collaboration with customers, suppliers and partners is
established. (Björkman, 1991)
The definition of concurrent engineering is that product development is done in parallel and in collaboration with different departments. The goal is to get a faster product development phase at a lower cost and with a higher quality. This requires that today’s construction methods and organizational structures change so that an adapted dynamic development process can be achieved. The business reorganizes so that interaction and coordination can happen trough out the whole development process, partly through current functions at the company (besides production and construction is also service, purchase, maintenance, marketing and economic included), on the other hand between companies and their suppliers where communication channels are established. (Weber, 1996)
3.5 CRITICISM OF LITERATURE REVIEW
Gathering theoretical knowledge within the several different areas imply problems and opportunities. There is a vast amount of information concerning most of the involved areas by themselves and when added together an even bigger challenge appears. Every part of the theoretical contribution is only scratched on the surface and as a consequence elements of importance might be missed that could have helped the analysis. (Bryman, 2002)
The above stated challenges have been addressed and a certain course of action has been taken to avoid consequences. First, in each area several theories have been investigated to ensure applicability and second, tutors and other scholars within the different areas have commented or recommended on different sources of theory.
29
4.EMPIRICAL OBSERVATION
The following chapter presents the data collected primarily from the interviews, but also from internal documents of DeLaval. The chapter begins with a brief cover of DeLaval in Shanghai complemented with information about key processes at the company. Following this introduction the authors present the findings from the interviews that later will be interpreted and analyzed in the succeeding chapter. The interview questions used during interviews can be found in the Appendix B.
4.1 DELAVAL
DeLaval is a company which distributes complete systems for milk production and animal husbandry. DeLaval conduct their business in more than 100 markets through 58 locals sales companies, 3 R&D centres and 18 manufacturing units where approximately 4 400 employees work. The head quarter is located in Tumba, the south parts of Stockholm, in Sweden. (DeLaval, 2009)
DeLaval is a member of the Tetra Laval Group. The group consists of Tetra Pak, DeLaval and Sidel which all are focused on systems for production and distribution of food. The three industry groups cover the whole value chain – from cow to consumer. (DeLaval, 2009)
4.1.1 A BACKGROUND GLANCE
The story of DeLaval begins in 1878 when Gustaf de Laval (1845‐1913) invents a cream separator that revolutionizes dairy production. AB Separator was founded in 1883. In 1963 the company changes its name to Alfa Laval AB. 1991 Tetra Pak purchases Alfa Laval AB and creates Alfa Laval Agri as a separate company. Nine years later, in 2000, Alfa Laval Agri becomes DeLaval when Tetra Pak sells Alfa Laval. Today DeLaval is a part of the Tetra Laval Group, which was formed 1993. (DeLaval, 2009)
In 2005, a Supply Chain Transformation Program started with the main purpose to globally reduce inventory levels, improve OTIF and to reduce transportation costs. This is a worldwide process and hence also includes DeLaval in China. (DeLaval, 2009)
4.1.2 DELAVAL AT PRESENT
DeLaval works with the International Dairy Federation (IDF), Food and Agricultural Organisation (FAO) and other organisations to ensure high quality milk reaches consumers all around the world. The IDF work is strategically focused on providing science‐based information on which governments and legislators can develop policy and regulations. The partnership that DeLaval and Tetra Pak (Food for Development Office) signed in 2003 aims to support the FAO with feeding programmes such as school milk programmes and integrated dairy development projects in developing countries. (DeLaval, 2009)
By combining training and education for dairy farmers, equipment financing based on commercial terms, consumer education activities and addressing all links in the milk value chain a base for sustainable economic development is established. Feeding programmes based on locally produced food often work as a catalyst creating demand and stimulating the development of both the agriculture and the dairy sector. DeLaval has a deep understanding of dairy farming, milk production and milk collection. Together with the knowledge offered by Tetra Pak and Sidel in milk processing, milk packaging, food safety and distribution they make a perfect match with the goal to cover the whole milk value chain – from cow to consumer. (DeLaval, 2009)

30
4.1.3 PRODUCTS
DeLaval is a full service supplier to dairy farmers with herds of cows, sheep, goats and buffaloes. Most milk for human consumption is produced by dairy cows, but they are not identical across the globe and they are certainly not kept and milked in the same way. (DeLaval, 2009)
DeLaval provides systems for voluntary milking, herd management, stalling, milking automation, feeding, cleaning and vacuum, cooling and manure handling. They also distribute aftermarket products like maintenance services, liners and tubing, feed preservatives, electric fencing, surface coating, water supply, fly control, animal comfort, detergents, udder hygiene and milk filters. (DeLaval, 2009)
4.1.4 VISION AND GOALS
Gustav de Laval, founder of DeLaval, was a man that had the will to improve not only machines but also living conditions. Today, DeLaval is standing on the same value ground as Gustav de Laval did more than 130 years ago – to find new ways and drive progress on behalf of the farmers. This is closely connected to the DeLaval promise: “We work closely with our customers delivering complete solutions that empower them and give them control of their business.” (DeLaval, 2009)
DeLaval’s vision is that whenever a dairy farmer has a need he should think of DeLaval. DeLaval aims to always be there, always available, always working on their customers behalf. This is a vision DeLaval calls FIRST – to be FIRST for customer. To be able to complete their vision they have a mission to drive progress in milk production, to stand on the cutting edge of their field and always focus their attention to each and every individual farmer. (DeLaval, 2009)
To be able to keep their customers satisfied and to withhold their reputation DeLaval has a goal for the supply chain, to “deliver project sales at 90 % On Time In Full (OTIF) by 2011 to defined markets”. China is considered a defined market. The benefits of the goal explained above is that it also increases customer focus, decreases operating capital and improves team work across all entities in DeLaval. (DeLaval, 2009)
4.2 DELAVAL (SHANGHAI) CO., LTD.
DeLaval has three offices in China with head quarters in Shanghai. The others are located in Beijing and Hohhot. These offices are connected to 19 service stations, see Figure 8. The main task for the service stations is to sell milking systems and provide service to end customers. In total there are about 120 employees in China. As mentioned before; DeLaval has 18 manufacturing units worldwide. One of them is located in Shanghai – GMU Milking. (DeLaval, 2009)

31
Figure 8 A map showing offices and service stations in China (DeLaval, 2009)
4.2.1 A BACKGROUND GLANCE
DeLaval is recognized as the leading business in the milking machine industry in China. DeLaval was the only company in the milking machine industry for many years. China’s modern dairy industry has only existed for 10 years. Still, DeLaval installed the first parlour in China back in 1980, one that is still in use today. This ‘first mover advantage’ made DeLaval market leader. In addition, DeLaval holds the number one position in brand recognition.
Starting in 1984 together with Tetra Pak, a Sino‐Swedish dairy centre was established which trained the first batch of dairy experts in China. They are today working in the industry all over the country. Despite this commitment DeLaval first established in China in 1996.
4.2.2 DELAVAL (SHANGHAI) AT PRESENT
“China is as big as USA and has got 50 % more cows and produces 40 % less milk” (Hughes). Between 2003 and 2007 milk production increased by 50 % compared to the US market which increased by 4 % (DeLaval, 2009). Today milk production in China is still well behind the actual demand of milk; a great opportunity for DeLaval to find new market segments instead of defending old ones.
The advantage of being a first mover is today challenged from both international and local competition. To meet their competitors DeLaval needs to resume the technological leadership by bringing the latest to China and focus their attention to the independent and integrated farm segments.
DeLaval still works with the activities in the Supply Chain Transformation Program. A work template called the Golden Rules is to be implemented in China as well as in every other part of the world where DeLaval operates. (DeLaval, 2009) There are no exceptions from these rules even though the Chinese way of working differs a lot from other parts of the world. (Pettersson, 2009)

32
4.3 SUPPLY CHAIN TOOLS AT DELAVAL
In the Supply Chain Transformation Program, all involved processes have been developed and are now implemented in all countries with SAP. Area specific business models have globally been rolled out and key measurements defined that are used globally to measure the supply chains performance.
The authors will in this thesis focus on the following three tools; OTIF, the Golden Rules and Forecasting.
4.3.1 OTIF
The On Time In Full is the measurement DeLaval uses to measure of the performance of their supply chain at the interface to the end‐customers. The goal is to reach a 90 % OTIF by the end of 2011. OTIF is calculated as the number of delivered orders in time in full divided by the total number of delivered sales order. The OTIF measurement is used because the number one priority for the customer is to get the goods on time. The OTIF calculations are done in five different blocks where each of them need to reach the goal of 98 % OTIF in order to fulfil the goal of 90 % OTIF in the end, see Figure 9.
Figure 9 The OTIF blocks (DeLaval, 2009)
There are four key dates that are relevant to the calculations of OTIF:
• Requested delivery date ‐ It is the date when the customer or the dealer initially requests the goods to be at their site.
• Customer confirmed delivery date and planned date of delivery to the customer, based on confirmed delivery dates from suppliers, inbound transportation times to the platform, platform handling times and transport times to market.
• Agreed delivery date ‐ Delivery date agreed with customer after project or sales order is complete at the platform.
• Actual delivery date ‐ The date that is registered in the system as the arrival date at the customer site.
See Figure 10 for a visual description.

33
Figure 10 The picture shows the relationship between the different dates (DeLaval, 2009)
The actual delivery date is compared to the confirmed delivery. The order is on time if it is delivered minus five to plus one day compared to the requested delivery date. In full means that 100 % of agreed number of deliveries should be delivered. DeLaval uses two different kinds of calculations one for project sales and one for aftermarket orders, but this thesis will only study the project Sales.
Project sales has DeLaval defined as; any order with more than one supplier where the customer has requested complete delivery and/or a planned installation is required. Below one of the two types of OTIF calculations is presented, DeLaval uses the different types of calculations depending on the order type.
• Project sales – OTIF is calculated at project level. If one order line is late in a sales order, then the whole sales order is late and OTIF is 0 % for that sales order. However at project level OTIF is the average of all sales orders within the project, see Figure 11.
Figure 11 An example of OTIF calculation according to project sales (DeLaval, 2009)
4.3.2 GOLDEN RULES
In order to create a platform for the communication within the supply chain, a set of rules – so called the Golden Rules – has started to be implemented globally. This consists of 11 rules that must be respected and followed to enable the supply chain to deliver on time, see Appendix D.
Each of the eleven rules includes a clear instruction to the persons and departments involved on what to do, when to do and how to do. The two most important rules are that the lead time must be respected and that a placed order cannot be changed within a stipulated time frame from the agreed delivery date.

34
4.3.3 FORECAST
The measurement of OTIF consists of five blocks as previous described. Even if the scope of this thesis is not to focus on the part Marketing & Sales, the importance of an accurate forecast emerging from Marketing & Sales must be mentioned.
Delaval’s forecast are produced at four different levels, which can be seen in Figure 12.
Figure 12 DeLaval produces four different levels of forecasts (DeLaval, 2009)
The implementation of SAP will result improvements of the forecasts for example:
• The forecast will be based on historical demand instead of consumption. • More advanced statistical model to calculate demand and forecast. • Increased planning horizon (60 versus 12 weeks).
After the implementation there will still some limitations of demand forecast accuracy:
• Data for new product launches will be unsorted due to lack of sales history and potential communication gaps between product portfolios and supply chain management.
• Data for phased out products will be unsorted due to current weakness in the product phase‐out process.
• Data for ‘dummy numbers’ and ‘service items’ as these are not forecast able sales items.
A forecast can be based on historical data or qualified guesses. Neither will give supply chain correct information and can never be used as more than an indication of what will happen.
The roll‐out of SAP in China will increase the planning horizon by more advanced statistical models to calculate demand and forecasts based on historical data. However, new product launches, sales activities and phased in/phased out products will always give limitations.
In order to complement any Forecasting model, Sales and Operations (SOP) meetings are held on a regularly basis.

35
4.4 INTERNAL AREA OF RESEARCH
This thesis has primarily studied the three functions, Sourcing, Logistics and Manufacturing. These three functions have been reformulated to the business areas like Sourcing, Quality, Order Fulfilment, Warehouse and Manufactory. Every business area has been divided into smaller part where the most important parts of the interviews are discussed by the respondent.
This chapter does not contain any other thoughts and than the ones from the interviewees. Every internal business area has several respondents’ answer connected depending on how many employees there were working with this specific business area, but it’s always more than two people. Every question of the ones represented below has been asked in different ways during the interviews; see Appendix B to be able to compare the questions. The reason why is to improve the validity of the answers where similar questions could be compared and analyzed.
4.4.1 SOURCING
Sourcing in its negotiation with the suppliers are those which govern the entire supply chains flexibility. There are those who negotiate lead times and buffer stock and with suppliers. The entire base of the supply chain is when their activities create flexibility both in the factories (as suppliers deliver in there) that the goods are delivered directly to stores. Sourcing has also a close connection to quality issues which is also discussed below.
SOURCING
Sourcing at DeLaval in Shanghai work in a similar process as a stage gate process – every time there is a decisions point the process stops. Every decision point has its own documentation. Sourcing has the responsibility to act as a link between the supplier and the customer, in most cases an internal customer. The term sourcing stands for finding suppliers who should bring benefits from the supplier to the company. At present about 70 suppliers are used.
The major task for Sourcing is to find good suppliers that can meet the customers’ requirement – both from a technical and from a delivering point of view. Parameters like price, lead time and minimum quantity are the most important for OTIF and must be optimal for all parts, the respondent noted. Sourcing should also monitor the cost saving projects, make sure that the supplier delivers the samples in time for the quality control and do contract management. Other tasks could be to co‐work with colleges at DeLaval worldwide and help them with the Chinese market and suppliers, coordinate technical issues and collect feedback from the suppliers, also for the financial situation.
Internal customers are usually from DeLaval International, DeLaval Distribution Centre Plant (DDCP) in Glinde and Local Sales Organisation (LSO) in China, the respondent explained. The internal customer will send drawings, specifications and any other information of value. Sourcing will transfer the information to the supplier who returns a quotation. There might be some translation done, otherwise Sourcing just transfer the quotation to the internal customer. They work as the function sourcing to one part and as the function salesmen to the other.
LSO work the same way to Sourcing. About 90 % of the internal customers are located in Sweden and USA. These internal customers send a request to Sourcing in China in hope that this product could be produced more cheaply in China.
The third customer is related to when new GMU Milking parts are about to be initiated in production somewhere worldwide. It might be Design & Engineering (D&E) Sweden or D&E Poland who sends drawings or just want them to investigate something like parts or tools. Sourcing then looks into if the price and deliver time can meet their requirements for this specific part, the respondent said.

36
When information about a new part is received they need to choose a supplier. The requirements contain drawings, specifications, tact time and demand. It’s a considerable hard work to find a supplier for a new product. The main parameters they look for at new suppliers are quality, price, logistics and innovation (the ability to help DeLaval develop its own products).
The search starts by dividing the suppliers into different fields; for example plastic and metal. Both existing and new suppliers are concerned. The new suppliers are found in newspapers or papers like Yellow pages, on Internet, by asking fiends or colleges or look into magazines. Unlike if they are searching after an existing or old supplier they must look at historical data like old documents and specifications. Much attention is brought to how good their delivery performance has been in the past, the respondent said.
The search often ends with a result of eight to ten suppliers where different comparisons are made; for example comparison of prices that are the most important issue in this stage of the process. Sourcing estimates a cost by experience and historical data. After this estimation, a discussion about the price with the headquarters in Tumba in Sweden is made.
After the first sorting out, which usually takes about one to two weeks; there will just be down to three suppliers left which will be further investigated. The process to eliminate three to one is a matter of hard work where they have to visit each supplier. It is very important to have a meeting with the supplier, the respondent exclaimed.
Sourcing has to build up some kind of relationship to be able to develop a functioning supplier. They can’t only ask the supplier because they don’t give them any good answers (suppliers might tell lies). When they discuss the technical issues and demand the suppliers might answer you 没问题 which mean ‘no problem’ or ‘no worries’, the respondent explained. This is a common expression in Chinese and it doesn’t necessarily mean that there won’t be any problems. The difficult thing appears when the supplier suddenly changes his mind and wants to modify things in the contract. In worst case, the negation could take years before it ends.
Sourcing must pay attention and uses their eyes to be able to judge them by themselves. These visits result in the risk assessment evaluation that must be done at every supplier. Following questions are good to ask:
• How is the manager? (discuss with him and ask how he manages his company) • Is the factory floor clean? (an indicator if the factory is managed properly) • How they maintain the equipment? • How the employees are managed? (is there any R&D? do they work with quality issues?) • How they focus on process control?
If they get answers to these questions they can find how the supplier is working and can, accordingly, judge whether the collaboration will be successful or not. The supplier must suit the DeLaval template, the respondent noted. First an identification of the suppliers is made and to make sure that the supplier meets the requirements; price, cost, quality, technology and delivery time. When all these requirements are fulfilled a final check is done so that the supplier fits the DeLaval template consisting both technical and delivery requirements as well as working policies and good references.
At last there must be a three person approval of whom of these suppliers DeLaval finally will choose, the respondent explained. When one supplier is chosen, Sourcing checks minimum quantity, tolerance, dimensions and lead time so everything is clear to start the production. At this stage a sample is made and sent to Tumba in Sweden. This procedure takes about a month before the sample can be approved (a long wait for both Sourcing and the supplier).

37
HOW TO GET INFORMATION TODAY?
To get the information Sourcing needs in their daily work they need to visit the suppliers or look into the information at the database. Example of information of value is price, lead time and maximum and minimum quantity. A supplier must be positioned relatively close; not more than at most four hours driving. Mostly they are about two to three hours driving away by car.
Some suppliers don’t have a computer. These can be categorized to be low level suppliers and they take more time and effort to work with. Sourcing are trying to phase out these suppliers because the just leads to even more manually work. It’s hard though, because some of the basic products must be produced by these suppliers to be able to keep the low price, the respondent explained.
All information about the specific gates in the process of sourcing and information about the suppliers are kept either on a database that is updated manually or printed on hard copies. Most of this kind of information can´t be found in the enterprise system iScala. The information in iScala that is interesting today is to check price and to check depending orders. A problem with iScala is that the system keeps no log of the prices. If you change the price you can’t see what the previous price was, only the current price. This makes it very hard for Sourcing to have some arguments when negotiating with suppliers about new product prices, the respondent noted.
The employees in Sourcing help each other with information about suppliers. Every time a new person start working or any other big change is made, a rearrange between all the suppliers is made. This is nothing the suppliers can affect, the respondent said.
It has been issues regarding staff turnover in previous years. The main reason of the problems was that a lot of data and information about suppliers just disappeared. Today it’s much better thanks to a database where much of the information about the suppliers is kept. Of course there is information disappearing still if someone quits his or hers job, but not as bad as it has been before. In worst case they ask the suppliers for data or turn to the head quarters in Tumba where they keep all drawings.
Today there is one master file. In this file information about both in‐ and outsourced suppliers can be found. The file consists of:
• How many articles they have • How many articles they approved • How many articles they ordered • How many articles they delivered • Estimated date
Sourcing and Order Fulfilment are using the same system, but different functions where Sourcing has no connections to managing orders at all. The result has been that there is no, or hardly any, communication between these two teams when it comes to handling orders. Reorganization some time ago (summer 2009) merged these two teams together. After a time came synergy; Sourcing became aware of which of the suppliers had bad delivery performance. This will help to phase out bad suppliers and improve the work with minimizing delayed orders.
Today a project is called cost clinic project and will proceed during 2009/2010. It’s one big project containing many small ones. DeLaval has many different product lines; like cooling, parlour, rotary and VMS for example – they call them product portfolios, the respondent explained. The new thing is to see them in this product matrix where system and function is mapped. Before the end‐customer needed to know if he is interested in cooling, milking or aftermarket products – the customer himself needed to know a lot about or product names. The product matrix doesn’t make any claims to the customer; the respondent just needs to know about what kind of needs he or she has.

38
Drawings from DeLaval International and GMU Milking can be found in the system Pedal; a system that can be reached from DeLaval manufactories worldwide. A different process must be done when it concerns LSO. They just give Sourcing a sample or maybe a description. It is hard to understand their description sometimes, but fortunately there are always some standard parts in China which is easy to identify, the respondent said. It’s an easy thing if it’s a standard part, but if it’s some special requirement where someone needs to steer it up to be able to produce it might be a hard thing. The special requirement that comes with the drawing is presented in emails and not on the drawing.
Forecasts are normally sent from a project like cost clinic or from the D&E in Sweden, but in any case no one can give Sourcing an exact forecast. The GMU Milking gives Sourcing forecasts accordingly to last year’s record where they can see that, for example, 1000 pieces were sold and maybe this year we sold 10 % up of this. If they won’t get any forecasts they will ask for them.
Sourcing shares all the important information with the suppliers. This could be drawings, special requirements and the forecasts. The suppliers mainly believe the first forecast they will be given, then usually a mistrust of the forecasts appears because they are too inaccurate, the respondent explained.
IS THERE ANY INFORMATION MISSING TODAY?
Nowadays the forecasts that come from DDCP are inaccurate and non flexible. Better ones would be appreciated, the respondent said. Usually the suppliers ask for the forecasts but Sourcing can’t usually give them a correct number. Some suppliers will make some safety stock according to their experience instead of by a forecast. The suppliers also want sourcing to give them the latest drawings and technical documentation. It would be ideal if Sourcing could give the suppliers the drawing every time a new order is placed, but this is not practicable in relation to the time it would take, the respondent said. It’s hard to find a supplier if you don’t know how many parts should be ordered. Usually customers send a drawing and want you to find the information about a supplier, but there is no forecast how many pieces the customer wants.
It happens that a new part from D&E can’t be found in the system Pedal. Souring then has to get the drawings direct by email or fax. When the drawing is found in the system or sent by mail they usually gets the standard dimensions on the drawing. Sometimes, when they can’t find any standard on the drawing; a catalogue will be sent instead. In any case the standard is different in China compared to other countries Sourcing has to explain this to their customer and to their suppliers that they have to use a certain signature plan (a standards plan) instead. It is a long process to get the standards confirmed.
Sometimes an issue appears when a product design is changed. I has happens that Sourcing doesn’t receive the information about changes and they don’t have the time to search through Pedal for updates. This results in problems if a supplier has a safety stock of a specific part to a product. Sometimes they check the drawing in Pedal if it has been changed, but sometimes DDCP doesn’t even know it has been changed that has been changed. The designers should give some kind of engineering change notice, the respondent requested. The information should also be shared with the suppliers so that they can produce the new version instead of the old version. It is a high risk that they don’t get the information about the latest version, the respondent exclaimed.
It might happen that LSO has no drawings and Sourcing just got a sample. The case could be as they want to buy the same thing, but different dimension. Sourcing then must go to the QC‐office in Manufacturing to check the quality and dimension. Sourcing works together with the QC‐office. They hands out one sample to the QC‐office and one to the supplier.

39
If a supplier has started to produce a part and a week later he gets the information that the drawing he got wasn’t the updated version. The first thing Sourcing does is to inform the customer and ask them if they would accept the old parts or if they want to produce the new one instead and get rid of the old parts.
Tooling selection and article part of new project is difficult. When Tumba approves a new product, all the information should be in iScala, but it isn’t always the case. This information contains article number and article description, for example lead time, MQ, cost price, sales price.
Another hard task for Sourcing is to do the risk assessment. Sometimes a supplier uses a sub‐contractor so the chain has three parts instead of two. Then it’s hard to investigate the risks because they don’t really know how deep into the supply chain they should analyze and information is hard to reach. The guideline is to focus only on the first tier, but also include second tier for surface treatment sub‐contractors.
There are no engineers at the head quarters in Shanghai, so sometimes when Tumba sends them the technical specifications it’s hard – there is no one to support them in China, the respondent explained. All employees working in Sourcing need to have a technical background, but no one of them can go especially deep in specific things. Of course they get some support from Tumba. There are two key persons to ask; one has is nowadays working as a consultant, but has been with the company for more than 20 years. This person knows everything concerning technical issues. The second don’t know much about technical issues, but is the one to ask because he has worked everywhere in DeLaval for more than 20 years as well, the respondent explained.
Sourcing has just about to start weekly meetings with Order Fulfilment. The reason is because they need the status of their suppliers to be able to improve in their own work. Earlier Sourcing got complaints from Order Fulfilment, but they needed to know more exactly what has gone wrong to be able to improve it. The target for both of the two teams is OTIF at 90 %, these meetings are a good start, the respondent noted.
ANY BOTTLENECKS?
The part approval is a bottleneck – a lot of samples are sent to Tumba for quality control and this procedure takes about two months. The part needs to be approved in the headquarters and Sourcing doesn’t have any authority to improve it. If the sample is rejected it takes a long time before they can start order from the supplier. This sometimes takes a very long time where Sourcing can do nothing to affect the process. The supplier stands ready to go, but can to nothing before the approval.
The difficulty to balance cost and quality is a real bottleneck. The cost must be low, but still the quality must be good, the respondent exclaimed.
Another bottleneck at DeLaval is that the organisation of DeLaval is changing from time to time. Sometimes there is a need to be stable, especially when the target changes frequently. This is of course nothing a worker can affect because it’s the top management that affects this and every one of them has his or her own idea that he or she wants to put into practice. They guess it will be good, the respondent discussed. These changes highlights the importance of communication inside DeLaval, otherwise no one knows what target they should have today.
A bottleneck in the daily work is the communication with suppliers. Another is the capacity of the supplier. China is a LCC; the suppliers are often immature. They usually don’t speak English and it’s sometimes difficult to make them understand the way DeLaval is working or the routines, the respondent explained. Sourcing is trying to get them to understand, especially the way DeLaval is working and what in this is important to follow, but it is hard. Another thing they are trying to make the suppliers do is to keep some stock, but not all of them want to take the risk by keeping some stock. The supplier wants to see the real order before they order any raw materials. The suppliers also calculate

40
the lead time, but it’s difficult to know of the supplier knows how to do this correctly and in a reliable way, the respondent said.
The low level suppliers cause DeLaval a lot of trouble. The question is if these suppliers really are cheaper in the end, the respondent asked himself. Sourcing works a lot with these suppliers and give them pressure to maintain the good work, but it works only for a while. Sourcing is on their way to phase out these. They might use a distributor instead that take cares of the low suppliers and also can make some stock.
HOW SHOULD OTIF BE IMPROVED?
First of all, maintain the work with correcting the information about suppliers and communicate this to the internal customer. It’s a very hard work at the moment ; a year ago when Sourcing had many orders the suppliers had big stocks which resulted in good delivery performance, but now when the demand is very low the suppliers has got very little stock which results in a delivery performance that is worse than ever, the respondent exclaimed. In some ways the safety stock is mentioned in the requirements from DeLaval or it is a voluntary choice made by the supplier to meeting the lead time requirements. In the second way DeLaval should support the suppliers to have some safety stock, but it is hard due to the inaccurate and non flexible forecasts, the respondent discussed. With safety stock Sourcing can shorten the delivery time, but they have to have an agreement with the supplier. If DeLaval asks the supplier to have a safety stock they must pay for the unwanted parts so that the supplier doesn’t lose any money.
Today there’s a lot of focus on OTIF, but it is very hard. If the orders are too many the suppliers don’t have the capacity, but if the orders are too few they don’t priorities them. They also cost more per quantity than if it would have been a large order, because the order is too small to deliver by truck they deliver the goods by express instead which is much more expensive.
Sometimes the same product is produced by more than one supplier. If this is the case or not depends on the quantity; sometimes the orders are too big to be handled by just use one supplier. To handle many suppliers for the same product makes the scenario more complex.
The main challenges for DeLaval, when working in improving OTIF, is to make sure that all information given by the suppliers is correct; lead time, minimum quantity etcetera. Especially calculating the lead time should be done better for different parts. Different parts have different lead time and the lead time should be fixed to specific number of days. Some suppliers are just guessing the lead time, not calculating, the respondent explained.
Much effort must be put in to communicate the exact lead time to logistics and inform if there is any changes. Update the work with lead time frequently, the respondent exclaimed. Up to approximately 80 % of all orders it is the supplier’s fault that the delivery is delayed, the respondent guessed. Sourcing should get the information why a part is delayed. To keep contact with the suppliers and talk to them regularly so Sourcing know if they are busy and need to delay the order a couple of days or not. This is actually the work of Order Fulfilment, but Sourcing should be more aware of this process, the respondent explained. The sales team should be more aware of the lead time so that they don’t present impossible delivery dates to the end‐customers.
The information that is shared with a new supplier is mainly the forecast. It helps the sourcing managers to select the right supplier with the right capacity. The forecast could sometimes show one year or sometimes three months, but no matter what it’s not very trustworthy. DDCP sends us forecast three months in advance. If the forecast is wrong frequently the suppliers stop believe in us.
The only way to improve OTIF is to take many small steps. One way to improve it could be to talk to the supplier about the current status and adjust the orders by this data. Communication is the key, the respondent exclaimed. Just recently internal communication between Order Fulfilment and Sourcing has started to discuss good and bad suppliers. Together with Order Fulfilment they let the supplier know

41
how good they are. The important issue is to keep track of the suppliers’ performance. A notice of a problem is when goods are finished, but there is no available truck to pick it up.
A synergy effect of the collaboration with Order Fulfilment and the suppliers is that new ideas is communicated and discussions about complaints that mostly will be solved. The team comes up with new perspectives which are very good. Another part of DeLaval Sourcing would like to have more communication with is the QC‐office and what’s happening in their processes.
FEEDBACK?
Previously the sourcing managers had biweekly meetings on Fridays with their Director. This was an opportunity to discuss good and bad things that had happened and discuss ways to improve. Since Sourcing and Order Fulfilment had moved together these meeting has accrued less frequently. The easiest way, which the majority of the ones working with sourcing uses, is to talk directly to whom it may concerns during any time of the day when they have an idea or question of something. There are no routines about keeping track of problems. This might more be a concern to the service department to work with, the respondent said.
There’s an Individual Target Discussion (ITD) twice every year. The purpose is to develop each and every individual and look into goals and wishes. DeLaval is also using Balanced Scorecard that is scored twice every year. It’s is either their Director herself together with the employee that scores or the Director’s director. It’s a way of comparing the employees worldwide. At last there is an Employee Satisfaction Form that everyone at DeLaval fills in twice a year to know how satisfied the employees are in the world.
WHAT SHOULD BE CHANGED?
There is a wish concerning more standardized parts; many parts are very similar and also have the same function. These part numbers could be turned into one. This would result in much better conditions concerning negotiate the price with the supplier if these similar parts would be turned into one. Some parts are made in Tumba and some in Poland and it seems that they are not communicating so well, since the parts are so similar. For example, there are a lot of clamps with the same function and almost the same dimensions. The process to reduce the amount of parts is called the DeLaval Assortment Reduction, the respondent explained. The fewer amounts of items they have to manage, the better – less negotiating, fewer suppliers to visit, fewer articles to update the systems, etcetera.
Sourcing and purchasing describes two separate ways of working. Sourcing refers to a number of procurement practices, aimed at finding, evaluating and engaging suppliers of goods and services while purchasing refers to a business or organization attempting to acquire goods or services to accomplish the goals of the enterprise (Defense Acquisition Univerity, 2001). In Chinese though they both are written 采购 – there is no difference, the respondent explained. This is a reason why anyone who’s working with sourcing might be misunderstood in his or her work. An idea came up of how to solve this in an easy way in China. Today the ones at DeLaval that works with sourcing is called sourcing managers, but if they would be called supplier development management there would be much less misunderstandings, the respondent explained.
All the working processes should be made shorter and more effective. One solution to this is to give more power to middle‐ and lower management in the company. More people at DeLaval should be able to take decisions. If a quality problem is detected somewhere worldwide from a part that comes from China, the process of sending pre samples back and forth to Tumba has to start over again.
One employee of the one working in Sourcing always thinks of things that could make life easier. Planning is very important, but to be able to plan you need information about what’s going on. He wishes to get more background about what is going on in his work.
42
It’s very difficult to scan the market as Sourcing does when to find new suppliers. Their contact person at the head quarters comes mostly with Swedish information. There would be much easier if there was a person based in China with Chinese information so that he could translate everything. He would understand the market easier and the working process would be much smoother.
QUALITY
The responsibilities that are connected to quality can be divided into four sections.
• Pre‐sample testing. When a new project starts DeLaval needs some Chinese suppliers to provide them with products. Usually the supplier makes seven pieces of pre samples which is checked by every dimension to make sure that these pre samples are made according to the DeLaval standard. If the samples are ok, they are sent to Tumba for a deeper pre sample checking. This takes quite a long time before the quality can be approved; normally it takes three days for the quality engineers in Shanghai to do their work, but it takes up to three weeks for the engineers in Tumba to finish up their work plus the time it takes to transport the samples. (40‐50 % of the total work time)
• Quality/warranty claim handling. Claims normally come from three sites. The first is external customer if they have a problem with a product then they need to find the cause and to solve it out. The second is from production line, the GMU Milking, like an internal customer. The third and last is from incoming goods that needs to be checked and if there is something wrong they immediately need to act because then the goods needs to be sent back to the supplier as quickly as possible. (10 %)
• Administration. Some standard, for example European ISO standard, is different from the Chinese standard. Then they need to find for the suitable Chinese standard to make the pre samples. It’s a lot of work to compare these standards. This is made manually, but would be VERY NICE with a computer system for all the standard (would have save a lot of time!). To do this administration a system called Pedal is used. It’s a PDM system (product data management system) where all the drawings and specifications are involved in this software. (15 %)
• Quality audit. Every year they find some critical supplier where a quality audit is necessary. It’s a prevention action; to prevent the problem from supplier before it happens. One supplier once a month is visited. Then they travel to the supplier and watch their quality management and see if they work the right or wrong way. (35 %)
One of the two who’s working with quality issues concerning pre samples was the one who built up the structure of quality issues at DeLaval in Shanghai. He made some procedures, make check‐lists and bought gadgets and measuring tool to be able to check the quality. This kind of work started in 2005.
As someone working with quality you need a huge range of general knowledge in every process the suppliers uses. For example there could be welding, grinding, sharpening, a motor’s capacity or metallic and polymeric materials. It is enough with basic knowledge though.
The work in Quality also consists of sending good pre samples to Tumba. If they send a pre sample with problems they will waste a lot of time and he must send a new pre sample. Another side is that they need to push our suppliers to produce good pre samples.
PROBLEMS IN THE SUPPLY CHAIN?
Now, when the sales volume goes down, then the internal customer like Poland are focusing on quality. Before, when the sales volume were up they focused more on production, because they are busy with this. Now Quality gets more claim than before! In DeLaval in Poland when receiving goods checking they set two lines; one is green (ok) and the other one is red (not ok). Normally they put all the goods in the green line, they didn’t check anything, the respondent exclaimed. They did this as long as there was no problem in the production, but if accrued in production then they put all the products to the red line. By

43
this time, Quality might have delivered thousands of these products, which they know must return to us. This takes a lot of time and cost a lot of money. Usually the problem of these products isn’t the dimensions so they can’t see the bad quality in advance. The main problem is that DeLaval isn’t aligned in their quality process that affects OTIF in a significant way.
When receiving goods some people working with QFC check the quality, but they work for Manufacturing, the respondent explained. Important information goes to them and not to Quality. For example, they should check the surface, but they didn’t and Quality doesn’t know this. More communication between these two teams, the respondent exclaimed. Quality needs to be updated. They collect all the information in an Excel file where the critical dimension is written. This file is on the server so the QFC‐guys easily can reach it, they know this. This is not enough though, the respondent explained. They don’t know any English and might need some training when it comes to quality issues. Quality demands them to ask if they have any question at all, but they hardly ask anything – this happens very seldom though. Quality thinks they needs to have a meeting with Manufacturing again to improve this joint effort. They are improving, but it takes time.
HOW TO GET INFORMATION TODAY?
When it comes to pre sample testing Quality has a contact person in Tumba, but it’s always Sourcing who talks to him. There should be a fixe person who talks to Tumba to reach the best way of communication. Tumba sends all drawings to them together with the original pre samples. At this point Sourcing goes to the supplier and tells them to follow the specification on drawings. Then they make a deadline for the production of the pre sample to finish. Then, after this Quality starts the pre sample checking. There has been a discussion at management level of involving us earlier in this process; as early as in the supplier selection.
Warranty claim hunting differs if it concerns external or internal customers.
• For external customers: In Tumba there is a very good process when it comes to warranty claims. They send a form of what the claim is and what kind of prevention action you should do. Quality talks to supplier which fills in the form and send it back to Tumba. In other cases they just send an email with the claim. This takes much longer time because you might need more information about the claim and an email.
• For internal customers: There is a meeting every month about quality issues, but there is also a frequent dialogue about quality thru mail daily.
All the information needed to find something out about different kind of standards is in this system Pedal. In the beginning of each year an audit plan will be made for the most critical customers. A date will be set for each supplier.
When a problem occurs Quality would start to talk to the supplier in what has happened. Then analyze the test report and see if he can fix it. If it still existing problems the supplier and they will help each other to solve the problem. It is not unusual that the suppliers help them as well as they helps the suppliers.
Sometimes it’s hard to explain what the problem is through mail conversations. In these occasions he usually attaches a picture of what’s wrong. When suppliers have sent to few parts they usually calls the suppliers and talks to them.
IS THERE ANY MISSING INFORMATION TODAY?
The standards regarding material properties are hard to find and takes a lot of time is to reach the DeLaval standard and the Chinese standard and be able to compare those two. Usually the respondent has to sit manually to search for the standard so he or she needs and this takes a while. Now they have a

44
laboratory at the STS (a Swedish company located in PuDong) that help DeLaval in Shanghai with some chemical testing.
Another part of their work that is difficult is to try to find the right pieces from the drawing of DeLaval’s products in the system Pedal. Usually they need to find every part separately and not until they find all pieces can they put them together and analyze them.
ANY BOTTLENECK?
The measuring tools are a bottle neck, because the tools they have today are not enough to check all the dimensions. Quality must send it to the STS which take a lot of time. Now, management has told the purchasing to buy a coordinator measurement machine (CMM) that could measure almost all the dimensions. This machine is very expensive, the respondent explained.
Another bottleneck is to be able to give more time for Quality to be present when the suppliers are selected. The reason is to avoid problems later on in the process. A last bottleneck, also regarding limited time, is to let Quality have more time to audits as a precaution.
HOW SHOULD OTIF BE IMPROVED?
To improve OTIF Quality must help the suppliers to do their best. If the supplier gives DeLaval the quality they want there won’t be any problems later on in the supply chain. One advantage Quality has is that they are able to tell the suppliers to deliver the goods faster.
Quality doesn’t have an impact on OTIF directly, but their job is linked to OTIF. If they find a problem they must return the whole delivery and the supplier must send a whole new delivery which takes time. An estimation by the respondent; three days of work with quality, one week to reproduce and then three days back – maybe two more weeks? the respondent discussed. Improvement suggestions in this case are to have a quicker return process.
As soon as Quality gets the information that there is a quality problem they directly talk to Order Fulfilment who will inform the customer that there will be a delay.
FEEDBACK?
DeLaval in Shanghai has a suggestion box close to the reception where you can put a note if you have an idea or suggestion of anything. In the end of the year one person will be chosen the best suggestion to motivate people to give suggestion. This doesn’t work anymore though. Quality usually talks to the concern person during lunchtime if they have got any idea of anything.
WHAT SHOULD BE CHANGED?
One thing Quality wishes to change in work that would ease their daily work a lot is to visualize the standards more easily than they are today. The two standards that are important for them are DeLaval’s standard and the Chinese standard. Today it’s very difficult to compare these two standards. Quality spends a lot of time comparing the two standards and they thinks they can use that time to more important things. They would also like to be able to get the right information they needs from the program Pedal more easily. This doesn’t affect OTIF directly though, the respondent clarified.
Quality is also in a need of a good room to be able to storage all the original pre sample parts and be able to do good measurements. Today Quality has to spread all the samples on the floor and there isn’t enough space at the moment.

45
4.4.2 LOGISTICS
The OTIF parameters of Logistics involves Material Resource Planning (MRP) Rules, transport time calculations, demand & supply chain balancing, realistic confirmed delivery date, delivery planning, purchasing replenishment and transportation and central storage.
ORDER FULFILMENT
Order Fulfilment is responsible for Order Flow, Stock Management and Transport Service. They place the orders and makes sure to deliver goods to the warehouse and costumers in time.
PROBLEMS IN THE SUPPLY CHAIN?
There are differences between working for a Chinese company and a Swedish company. At a Chinese company the boss gives you clear instructions and you don’t have any freedom at work. At a Swedish company you have more freedom at your work and it is ok to make mistakes. This affects the work with the supply chain; a process that would have been obvious for a Swedish employee is hard to pay attention to for a Chinese employee. This is not affecting only the Order Fulfilment, but would probably be generalized across China.
Another problem in Chinese companies is that people frequently are changing work, because sometimes this it the best way to do a career. This affects the continuity in working processes and the wheel must be invented more than ones sometimes.
In China, the expectation from a ‘typical’ DeLaval end‐customer is to receive goods with a very short lead time. This is part of the business culture and very difficult for the sales people to negotiate. The Golden Rules states that a lead time must be respected, but if that mean a lost sales, many sales people would hesitate to walk away from the business. Today they are usually delivering direct to the customer and today DeLaval have about 4 000 customers all thru China. DeLaval is currently looking at other distribution channels that can have responsibility for small customers. Currently 70 % of the products are sold through dealers. This is a new way of working for DeLaval in China hence there hasn’t been any dealers for more than half a year.
HOW TO GET INFORMATION TODAY?
SOP meetings are held monthly, and at that meeting staff from different departments like sales, market, finance, customer desk and warehouse meet. This is an opportunity to give feedback and discuss processes to be improved and try to formulate the best forecast for next period. Usually there is the sales department who controls the forecasts.
IS THERE ANY INFORMATION MISSING TODAY?
The master file in iScala, where they can find data about suppliers, for example the sales price, is incorrect. The master file contains the article number, lead time, purchase price, sales price, minimum order quantity etcetera. It is very important to use the data from this file, but they have to check it every time. Sourcing is mainly responsible to handle the data. They update the sales price and the purchase price in the system and also the lead time. Order Fulfilment then need to get a notice when the price is changed.
When a new article number is created in the system today, the sales price must also be entered. At the time a new article is created there is not always an accurate sales price. There should be someone responsible for checking the cost validity.

46
The enterprise system iScala can’t produce any forecasts because it doesn’t exist any history over the stock management or order flows. This is something that needs to be changed. There should also be an analyst that checks the forecast, because today it is hard to balance the forecasts and sale.
The biggest problem with order flow is that iScala only supports one date and it can’t be changed later on. This makes it very complicated when dates need to be changed.
ANY BOTTLENECKS?
One situation when Order Fulfilment first receives an order from a customer the order might be delayed due to quality problems from the suppliers. This results in that a lot of serial orders will be delayed for a long time. The first thing to do is to suggest to the customer to maybe lose their best profit supplier and maybe suggest to Sourcing to request to the supplier to make new pre samples which must be sent to Sweden for a new test. The customer must agree, otherwise, if the customer is very urgent about this specific article number, Sourcing must suggest trace from their profit based suppliers. When quality related problems from a supplier occurs, the time to solve the problem may take long time and many customer orders could be affected.
Another situation is when the entry line project has some quality problems. If there is a delay, independent on reason, it is important that the order fulfillment team quickly is informed. They might have booked a container or a vessel, and if the dispatch date is changed these has to be cancelled or changed and the customer must be informed.
HOW SHOULD OTIF BE IMPROVED?
To improve OTIF they should try their best to make the delivery on time. Today OTIF is not very good due to delay shipment from the suppliers, although Order Fulfilment must push them several times during the process. There are mainly two major problems with the delayed shipments from suppliers; problems with quality or problems with production time. This isn’t anything Order Fulfilment can do anything about because it lays on the responsibility of Sourcing and Quality. They should consider finding new suppliers or a second supplier for the same article number.
One suggestion to improve OTIF is to have a shipping schedule every week. If a shipment would be delayed they could inform the customer as soon as possible. A routine with one shipment every week could result in a shipping schedule for different countries where an email would be sent each week to the customer with information about which order will be delivered and which orders will be delayed. This would be a kind of preventive way of working. In most cases there is acceptable for the order to be delayed, but only if Order Fulfilment tell the customer in advance. In other cases the parts are very urgent; then they have to push the suppliers to solve the problem as soon as possible. It’s a lot of work only with pushing suppliers.
Due to that they can’t change any dates in the system iScala OTIF can be low in the system. This is not always the case though. The system does not make DeLaval in Shanghai justice; many of their customers are satisfied if you look at the rate of claim.
FEEDBACK?
There is a meeting with everyone at Order Fulfilment every Tuesday. At these meetings they discuss backlog orders and delivery report for every supplier. The discussions results in an insight into how well or poor a supplier is, because they can see the delivery performance for each supplier. This information isn’t something they usually talk to Sourcing about, but they can reach the documentation on the server.

47
WHAT SHOULD BE CHANGED?
The system iScala used today is not very helpful as it is today. The first thing to improve it is to update it with accurate figures. Many are not familiar with it though, which definitely is another problem. A reason to this could be that iScala is not a user friendly program. The missing function over historical data is a big issue and one of its primary weaknesses. Still the system contains a lot of useful information, even though some of the data in the system is incorrect.
The communication with the suppliers and with Sourcing and other people should change; they should share more relevant information than they do today. Too less information is communicated today. A solution is to have easier ways to communicate. It could be any kind of routines where more meetings could be one suggestion.
One person expressed a desire that he would like his colleges, not only within Order Fulfilment, but also in other departments, to be more service minded. Today many people are just doing what they are told to do and nothing else and don’t care if other people ask them for help. DeLaval in Shanghai has had teambuilding before, but the result wasn’t what they had hoped for.
WAREHOUSE
The main task for a Warehouse is to have control over the warehouse system and to keep picking errors as low as possible. As being the last function in DeLaval to handle a customer order before it is dispatched, this can be stressful.
Both raw material as well as finished goods is kept in the Warehouse. Some material is stocked and has its own defined stock location. Other material will be shipped to the customer directly after QC check and re‐packing. After this material is delivered to the warehouse, the Manufacturing takes care of it and sends it to the assembly line. After the parts are mounted in the assembly line it is shipped of to customer. Some parts of the products are mounted on the farm. There are always spare parts in the warehouse just because if there is parts missing it won’t have to travel all the way from DeLaval in Europe to DeLaval China and then at last to customer.
PROBLEMS IN SUPPLY CHAIN?
The problem concerning when the workers not always know who they should listen to, that the Transport mentioned, is nothing Warehouse has experienced. There was a reorganization concerning this a while ago, but the routines are the same still. If the goods are in a hurry the workers will be informed.
HOW TO GET INFORMATION TODAY?
Warehouse uses the system iScala where information is printed and taken from. There is a key person that handles all the orders and writing the information into the system. This is not enough though.
A complement from Customer Service and Order Fulfilment is needed to be able to fulfil the work at the warehouse. Manufacturing receives information on what to pick and pack from Customer desk. The work orders are then transferred to the assembly line. It is important to have a delivery plan. The cooperation with Order Fulfilment is starting to work good now. They don’t have any scheduled meetings yet, but when problems occur they can call one another and solve it out.
The system iScala does the calculation in order to keep a good stock level. I many cases though the information about stock levels is done manually by walking around in the warehouse and determines the levels by visual inspection. If the stock level is full they talk to Order Fulfilment and explain the situation. It maybe happens once a month that the warehouse can’t accept incoming goods by asking some suppliers if they can take the next delivery instead.

48
IS THERE ANY INFORMATION MISSING TODAY?
The information that is presented in the system iScala is too limited. They would like to have information about what, how many and when parts will arrive. It is hard to plan activities in the warehouse with a lack of this information.
Manufacturing mentions that at a company like DeLaval you have to try your best to communicate and share information, but too often there is a lack of information.
ANY BOTTLENECKS?
The bottleneck in the warehouse is the space limit. In order to get more space they need to cut down the stock levels or find a new warehouse. Today, when there aren’t that many orders, they have enough space if they cut down the stock levels, but if the demand changes there will be a problem with too little space.
HOW SHOULD OTIF BE IMPROVED?
To improve OTIF for DeLaval in China they need to look into the different areas of the LSO. It is important to put the correct date and information in the system. The key person who puts all the information into the system is well aware of this. There should be someone who can update the information in the system. A big problem with calculating OTIF is that they don’t know the final delivery date and no one updates the delivery date.
Another way that Warehouse could improve OTIF is to pick and pack the right goods. It seems like an obvious thing avoiding wrong picking, but everything is done manually and because of the human factor things sometimes goes wrong. Improvement should be done step by step.
A last way of improving OTIF is to finish goods as soon as possible, the respondent said.
FEEDBACK?
Warehouse has morning meetings where the workers sometimes come with ideas of what needs to be improved, but it is not often. There are no weekly meetings where specifically ideas and improvements can be discussed. If someone comes up with any ideas in what needs to be improved they talk to the affected department and try to work together with them to work out an improved procedure.
WHAT SHOULD BE CHANGED?
A new system with the right figures would ease the work in the warehouse a lot. All necessary information to fulfil the work should be presented in the system. Then there would be no need of these complementary calls and mail, especially questions concerning if goods has arrived or not, as is the case today.
They would also prefer more communication between the different departments so it will be easier to control the stock levels and not overrate. Today the warehouse is lacking space from time to time.
4.4.3 MANUFACTURING
Manufacturing, called GMU Milking, consists of three production lines, quality inspection and engineering. There could both be external and internal suppliers depending from where the goods’ are coming from – either Sourcing (external) or Warehouse (internal).
49
It’s very important to know about lean production. The hard thing is to get the workers to understand the meaning of it though. The production speed depends on the actual amount of orders. If there is a need of more capacity the workers will work overtime, but if there is nothing to do one day the workers will clean instead. They always have something to do.
HOW TO GET INFORMATION TODAY?
Today GMU gets information thru work orders, production drawings, instructions, requested ship date and forecasts. To be able to fulfil their work in Manufacturing they need to contact the Order Fulfilment every day though. This is done during lunch break or sometimes during the morning on the shuttle bus together with persons in other area businesses.
There is also a notice board where people can write what needs to be done.
They also use the system Pedal quite a lot. It’s just one person in the Manufacturing and two persons in Quality who has access to the system. The system works well, but sometimes it doesn’t respond to the work that has been done, because the computer is too old, the respondent explained.
IS THERE ANY INFORMATION MISSING TODAY?
The GMU is small and it is therefore difficult to even out periods with low demand. There is a need for better communication with the markets selling the products the GMU produces in order to better plan the capacity. If a drawing is found incorrect, in the same way as any supplier the result will cause problem for the customer as well as delays and costs, the respondent exclaimed.
ANY BOTTLENECKS?
Internal suppliers could be a bottleneck as well as the quality control which could take a long time. If there is a quality problem, the supplier needs to produce another batch quick. Today there are no bottlenecks in the assembly line as they are aware of.
Technical and managing skill is missing in the GMU. In most of the cases when a technical issue occurs they must ask someone for support. This could for example be the designer from Tumba or an engineer from Poland. They have collaboration specifically with Poland concerning all kinds of issues in the manufactory.
HOW SHOULD OTIF BE IMPROVED?
The lead time is important to be able to improve OTIF. This is the main thing Manufacturing can affect to improve the OTIF. Most of the customers have a specific date when they want the delivery to be fulfilled, but this is not always the case. Manufacturing can talk to Order Fulfilment and confirm the lead time compared to the delivery time and if it is reasonable. The SOP meeting has improves the planning of the GMU significantly.
Another big issue is the entire chain of activities prior to actual production. The suppliers must be synchronized with the production rate which they themselves hold, the respondent explained. Another thing is to have flexibility in shifts so that several workers can make more different tasks.
FEEDBACK?
Depending on what kind of idea or question it’s all about they go straight to the person or concerned department to discuss the issue. There are also spontaneous daily meeting during lunch time where parts of Sourcing, Order Fulfilment and Warehouse meet and talk.

50
WHAT SHOULD BE CHANGED?
The first thing is that GMU need an improved management and planning system. The second is the way everyone is communicating should also change, because the way it’s done today doesn’t work. Improvements must be done, the respondent exclaimed.
4.5 EXTERNAL AREA OF RESEARCH
The study will keep on investigating how to improve OTIF, but just two of the functions depending on external group of actors; Sourcing and Logistics. Information about Sourcing does come from an in China who works with improving the collaboration with Chinese suppliers. The second function of OTIF; Logistics, does all the information come from the distribution centre of DeLaval which is located in Glinde, Germany. Areas like Stock management and Supply chain selection is presented as well because they are central to be able to understand the supply chain at DeLaval which has an indirect impact on the supply chain of DeLaval in Shanghai. The function of Sourcing reflects one persons thoughts in opposite of logistics and supply chain selection where several people has been interviewed.
4.5.1 SOURCING
The company Scandic Sourcing has been in business since 2006, but there are far more experience of sourcing than just three years. The backbone of the company is people who have worked within sourcing and building up factories for several years all through Asia, mainly in China though. They help other companies start their business in China, especially when it comes to start sourcing. In special occasions they even support with some outsourced services; if they help someone to build a warehouse they also has the capability to offer support with HR, economy and management at this specific warehouse.
It has happen quite a lot with the Chinese market and how to work with sourcing in just a short period of time. The respondent has experience of the last decade and can definitely agree of this statement. By then the manufactories, for example were terrible. Today everyone builds a new manufactory where the working climate is totally different. It has also happened a lot concerning the administrations of working in China; it is more user‐friendly today. Two major parts has change regarding management level in China; earlier you were never able to talk to the top management because you never really knew who it was and didn’t have any information about it either. Nowadays you usually talk business with the director himself. Today there are younger people at the market as well and they are more educated then before. This affects the price to be a market‐based price.
The key to succeed in China is to be present. You need to be present physically to succeed in collaborations concerning sourcing. This presence, compared with for example Europe, is in another dimension, both to be able to build a relationship and to be able to check the quality frequently. If you have 200 different suppliers you need 200 different checking points to secure the quality standard. A good recommendation is to sustain a good relationship with the top director of your supplier. If this is the case they can solve anything for you; nothing, and they really means nothing, is impossible anymore.
The only way to sustain good order delivery performance is to push the suppliers. You have to be stubborn and always push them; otherwise they believe you have forgotten about them so they can to other orders instead. A suggestion, if an order is very much of importance, you can introduce a penalty if the suppliers deliver too late or a bonus if they deliver on time. This actually works pretty well. The Chinese community has in some way a big understanding of penalty‐ and reward thinking regarding money; you don’t need to explain it to them.

51
4.5.2 LOGISTICS
The main distribution center and warehouse of DeLaval as well as all main Logistics functions are located in Glinde. Most of the products sold by DeLaval in China are stocked in Glinde. Therefore, Glinde is the biggest ‘supplier’ to DeLaval (Shanghai).
STOCK MANAGEMENT
HOW TO GET INFORMATION TODAY?
The information exchange with Shanghai works quite good; there is not too long response time. Shanghai is quite a good supplier concerning delivery time and lead time. This could be due to large safety stock though.
IS THERE ANY INFORMATION MISSING TODAY?
Glinde use SAP and have the possibility to see stock levels in every country where SAP is used. This visibility is useful for global stock management responsibility. As DeLaval Shanghai use iScala, there is no visibility between the two entities.
The respondent would like to know how many suppliers they have and their lead time. It is the same scenario with Tumba. On the other hand, the respondent thinks Tumba has more experience with sourcing. The problem with DeLaval is that many costs run through, transportation costs. If someone from Order Fulfilment in Shanghai transport by air; are they aware of the costs? The respondent would like to have an overview of the different transportation costs.
ANY BOTTENECKS?
In a sell out phase, where parts are about to excluded from the DeLaval product range, they usually have a lot of stock in the end that could be sold. The problems are though that they are not informed when the article is going to be stopped being produced or changed to a new version. This is nothing that stock management can solve it by themselves because they need to secure the stock levels. They think is might be the production team that should be responsible for the planning. This is a bottleneck for stock management, but not in reach of their responsibility.
The set up is not often completed. SAP is a complex system and it is very important that the Master Data is correct. Often orders are delayed due to incorrect or incomplete master data. For Glinde, it can be difficult to find the right person that is responsible for the missing or incorrect information. Concrete examples of this are that the supplies article number is missing or that the system isn’t reporting if you are naming two articles the same.
HOW TO IMPROVE OTIF IN CHINA?
The SAP system should consist of realistic data; for example transportation time and delivery time. They can of course influence OTIF in China by updating the system. Another reflection is to teach their contact person in the Order Fulfilment in Shanghai how the shipping of goods exactly works and to discuss about OTIF and how they can affects it themselves.
WHAT SHOULD BE CHANGED?
It would be really great to make more visibility to the supply chain.

52
TRANSPORT
HOW TO GET INFORMATION TODAY?
Relation to China is that you are just one in the team. Yes we are there for advising the shipping documents and answer questions if there are any. And if I have any questions I know who to contact, the respondent said.
IS THERE ANY INFORMATION MISSING TODAY?
In generally there are sometimes problems when it comes to dummy articles and some parts that aren’t updated in the system. The case might be that the article isn’t officially free for the market, but should be delivered to some market or delivered in advance to some market. This makes the transport documentation very complicated because they don’t have all the information about that article, but it still needs to be delivered. At this point they need to create a dummy article number in the system where data concerning for example dimensions or weight is missing. This causes a lot of questions and extra work to do the export customs clearance.
The colleges from the Order Fulfilment are also involved so they know what to do when it comes to this kind of special shipments. They have to use a dummy article number, but they have to ask the manager for example in advance.
When they have come to this point where the article number is set up it generally works as usual. They book the shipping and then they have to prepare the shipping documents, the commercial invoice, export documents etc. From their system SAP they can print a shipping notice; which is kind of a summary sheet involving total weight, volume, amount of pieces, reference numbers, delivery notes, shipping details like flight number, shipment date and arrival date. All this data is sent to shipping advice, then they look when it is possible to ship this and avoid any delays. This is working pretty fine though. It is a similar procedure the other way around; when they get import shipments from China so they can prepare before the goods arrive at the DDCP.
ANY BOTTLENECKS?
An example is when they have problems to get the shipment on a booked vessel. Mostly the reason is due to that the vessel is over booked. They have used too much space from everyone else (the other ones that are booked on the vessel takes too much of space). Due to the economic crisis a lot of shipping lines have reduced their traffic and cancelled a lot of lines. It problem happens not often but from time to time and it is the same with airfreight from time to time. The result is that Transport has to wait for the next flight.
This happens especially when there are holidays. The flights are reduced and after, for example New Year when everything starts again, the flights are over booked. This happens during the Chinese New Year as well, so we are producing and producing and the shipment has to be delayed because of the holiday. This is also a bottleneck. This is something they can’t make any influence on though. What they can do is to do a pre‐booking which has to do this half a year in advance. This is a usual occurrence every year.
One day Transport received information from China that the stock was full, so Transport had to stop the sea freight shipment which was supposed to be booked the same day. This result in problems with the OTIF due to the lack of space in the warehouse, the respondent explained.
HOW TO IMPROVE OTIF IN CHINA?
They think the main problem is the availability of the articles. That is something their team don’t have so much influence over. Only if the article is delayed due to transport issues then of course it is again their

53
responsibility, but if the article isn’t available due to production issues or whatever they don’t have any influence over it. Then it is the other team’s responsibility to get it done fast.
FEEDBACK?
They are very open‐minded at Glinde so there is no one having a problem with asking, another person no matter of department or boss, anything they would like to know. If they don’t find a solution they can go to the colleges in China or depending on where the problem is. They don’t feel that they are lost with their problems; they can always talk to someone.
WHAT SHOULD BE CHANGED?
They would like to receive less email. Sometimes it is a behaviour that is copied everywhere. There is sometimes unnecessary background information that you don’t need but anyway have to look into. It is said that the mail traffic could be reduced by 30 %, but on the other hand the phone isn’t ringing. Ten years ago it was more focus on the phone and the fax.
SUPPLY CHAIN SELECTION
The work they are doing at supply chain selection has a misleading name; to select supply chains is just one part. They are like a free department which works with all kinds of optimizations. This is the only department of this type at DeLaval. They primarily work to optimize processes in DeLaval Distribution Centre Plant (DDCP) in Glinde, but do support other operational part of DeLaval worldwide which is related to the enterprise system SAP.
They are mainly focusing on items that pass DDCP or are under operations in Glinde and Kansas City. There are enough topics to solve just in Glinde, but they also have a responsibility for other processes worldwide. One example could be; is it a good way of sending goods from USA through DDCP to end up in China or is it more affective to send the good directly from USA to China the other way around the world? Questions like this needs to be evaluated to what makes sense.
The main target is to have a proper supply chain selection. They work as supply chain analysts who analyze the supply chain in all kind of ways. One task is never similar to the next one – the work is very diverse.
PROBLEMS IN THE SUPPLY CHAIN?
There are a lot of reorganizations in Glinde as well. There is not much time to understand your own responsibility before there is a restructuring again, the respondent explained. This is something they notice quite often, especially when problems occur just because no one seems to be responsible for a certain activity.
HOW TO GET INFORMATION TODAY?
A good way of communicating what they are up to and what they have accomplished is to use power point presentations. The purpose of these presentations is to enable the colleges at DeLaval to understand the overview. They workers are usually very good in what they are doing, but the often misses the big perspective. This is a very effective way to bring visibility to the supply chain.
To get everyone to understand what they are doing and why things are more difficult than they could imagine from the beginning, the respondent explained. Of course, Supply chain selection can’t know every process in the supply chain of DeLaval. In some cases they just have to guess because there is no data available from a certain process.

54

55
PART III – ANALYSIS
The third part of the thesis consists of analyses on the factors influencing information flow consequences in the supply chain at DeLaval in Shanghai, and finally presents conclusions and suggestions. The research model foundation and structure established in Part I do help to analyze and compare practical problems, conclude logistic consequences and present possible suggestions.

56
57
5.ANALYSIS OF DATA
In this chapter gathered empirics are discussed and analyzed from a theoretical point of view also improvements are suggested. The outline for the chapter is the same as for the previous chapter. The different areas of that are discussed is information from a couple of different views, financial aspect, overview of the supply chain and quality issues.
5.1 INFORMATION
Many of the problems that exist at DeLaval in Shanghai are related to the information flow within the supply chain. The most common problems seems to be due to the lack of information, which in the end causes bottlenecks and in worst case bullwhip effects and in the end this effects the OTIF negative.
5.1.1 HISTORICAL DATA
The system that is currently used in Shanghai is iScala it can for example handle sales data, customer statistics and delivery performance etcetera. There seems to be a lack of knowledge of the systems functions among the employees, which in the end can affect the OTIF negative. One of the problems with the system is that it cannot handle historical price data. When, for example; the data containing a price is changed, the previous price is lost. From a theoretical point of view historical data is the key to all supply chain planning and forecast making. It is important to keep in mind that the forecasts are always wrong, however the error can be reduced by sharing information better (Hugos, 2003), (Zhao, Xie, & Zhang, 2002).
Information about previous prices is important for negotiation with suppliers. It is almost impossible for logistics to make forecasts of prices without historical data.
In order to avoid the lack of historical data a system that can handle this would be preferable used. When implementing SAP the problem with historical will hopefully cease to exist. SAP is not a perfect system; it allows for example creations of articles with the same article number. This can lead to confusion and this kind of problem should be pretty easy to fix for the distributor of SAP.
5.1.2 GENERAL KNOWLEDGE
It is not uncommon for the people in the Order Fulfilment division to lack knowledge of the products that the company produces. When products are shipped abroad and pass through customs, the Order Fulfilment division is usually not capable of answering critical questions about for example material specifications. This knowledge is not something that the Order Fulfilment is considered to have a need to possess, by the management. To look up this information can often be a waste of time for the employees. This is a typical example on how a lack of information can lead to bottlenecks. The lack of information can lead to a reduced performance in the supply chain due to bottlenecks (Mentzer, o.a., 2001).
DeLaval should make sure that the employees have a basic knowledge and understanding for the parts and products that the company produce in order to prevent this. Material specifications might not be included in this general knowledge, but the company should set up some kind of database or system to allow easy access to this kind of information.
5.1.3 DISPERSION OF KNOWLEDGE
Knowledge is something that should be shared and readily available to everyone (Robbin & Barnwell, 2006). At DeLaval’s facility in Tumba there are two key persons who have worked for the company for about twenty years; that have very good knowledge about everything concerning sourcing, technical

58
specifications, drawings etcetera. When the sourcing employees in Shanghai have trouble these two persons are contacted to try to help them and if these two people cease to exist there is no one else that can answer their questions. The DeLaval concern seems to have many key persons within their organization and it is essential that their knowledge be shared among the other employees. Having too many key persons builds a foundation for a very risky situation, what would happen if these people were to resign? It is important to make clear documentation for successors, so that work can be continued on without too big interrupts. Loosing personnel, and hence creating a hollow space after them, is also an issue at DeLaval in Shanghai. Even if there are successors for people that are leaving, the time is often insufficient to transfer all the important information; hence a lot will go lost because it is not documented properly. On top of this a lot of important business relations might be lost when a person leaves the company.
When Sourcing and Order Fulfilment was merged together synergies was established after a while. Sourcing became aware of which of the suppliers had a bad delivery performance. This is another example of how important knowledge sharing is within the company. Information should be available to the employees. Information that can seem meaningless for one self could be important for another person (Lumsden & Mirzabeiki, 2008). It is positive that Order Fulfilment and Sourcing have begun to cooperate, but hopefully the cooperation is not just because they sit in adjacent rooms.
5.1.4 DISPERSION OF INFORMATION
Many mentioned that DeLaval is changing all the time and that is something the authors herd from both the employees in Shanghai and in Glinde. An organization must change in order to improve and it is important that the information about the changes reaches all the employees. The whole organization should be striving for the same goal (Mentzer, o.a., 2001). The roll‐out period for the DeLaval’s policies does not seem to be done at the same time around the world. For example the roll‐out for the improvement of the OTIF policy is done in stages. DeLaval starts first with Europe and a couple of month later the roll‐out starts in the USA and so on. The reason why people might say that the company is changing all the time can also be due to that reorganizations on middle‐level management have changed frequently setting up new goals and done reorganizing of the company. The problem seems to be that information about the new goals has not reached all the employees before a new management has been formed. It is important to distribute the information about new policies and goals to all employees at the same time. It is essential that the whole company is striving towards the same goals.
DeLaval is using international policies for example the Golden Rules. It is not easy to set up policies that should be able to be executed worldwide without making exceptions. Centralized policies rarely work on a local level. In order to be successful in China you need to adapt your business. “Policy integration is possible if there are compatible cultures and management techniques among the supply chain members.” (Mentzer, o.a., 2001). This was also mentioned during the seminar on sustainability on how the Swedish companies needs to adapt their business in order to be successful in China. DeLaval should be adapting their policies in order to make them work on a local level.
All the technical drawings that DeLaval uses are located in a program called Pedal. Conversions of information presented on the drawing are something that is time consuming, for the employees working with these standards of measurements etcetera. The program that stores the drawings should be able to do this conversion instead of having employees done it manually. Another problem that occurs with Pedal is that when a drawing is updated in the system, there is no notice of change, sent out to all the concerned people. This is another example of how important it is to share information about changes and in the supply chain it is essential to use accurate information (Mentzer, o.a., 2001). This kind of problem can lead to devastating consequences. When no notice of change is sent out it is hard to notice that a drawing has been updated. If the supplier isn’t informed about changes they will continue to produce parts that might not even be usable. This can lead to large parties of unusable goods. It would be ideal to give the latest drawing to a supplier every time an order is placed. The reason for this being is most probably that the application is so difficult to use, but if the latest drawing could be collected with

59
just the press of a button it would probably be doable. It is important that the drawing contains the information of who changed it and what has been changed since the last version, to allow for a smoother back tracing and to ease production changes. Notice of changes is something that seems to be a common thing not only Pedal is concerned but also notice of price changes in iScala is something that employees would appreciate. DeLaval needs to set up a system that can distribute notices of changes in order to avoid financial setbacks.
Currently the information that DeLaval is sharing with the suppliers is the forecasts. From a theoretical point of view as much information as possible should be shared with the suppliers especially information of upcoming orders (Zhao, Xie, & Zhang, 2002). This is something that DeLaval should take in consideration. The information about upcoming orders could help the suppliers to plan their production much better and in this would hopefully lead to a reduced lead time or at least the suppliers could meet the expected lead time. The communication with the suppliers needs to be positive in order to achieve a strong guanxi. Knowledge of guanxi is an important tool in order to reach high OTIF‐goals. The information flow within the supply chain needs to provide chances for sourcing and employees connected to the order flow to achieve guanxi.
5.1.5 FEEDBACK SYSTEM
There is a suggestion box in Shanghai. One of the employees explained that he keeps the small ideas to himself, in fear of making a fool of himself. The most valuable suggestions are rewarded each year in Shanghai. In Glinde the attitude towards the suggestion box is different, the employees are aware of that even suggestions of small improvements is valued. The business environment must be such that employees feel comfortable to share their knowledge. Employees should not fear making fools of themselves. The company should support and reward knowledge sharing (Robbin & Barnwell, 2006). In Shanghai there must be a change in attitude towards the suggestion box. Employees must feel comfortable to share their knowledge and no one should feel embarrassed to share even small ideas of improvements. All ideas of improvements should be valued and rewarded in some way. A suggestion to make the employees feel more secure in their business environment is to have more teambuilding’s. Teambuilding is something that has been used at DeLaval, but as the outcome of the teambuilding wasn’t as expected these kinds of activities stopped. Another suggestion on how to motivate people to use the suggestion box is that a designated person that is responsible for carrying out the actions of the suggested improvement.
DeLaval has also encountered a disadvantage of the reward system of improvements. There is a wish among the employees that more standardized parts should be used. Many parts that are used are very similar and also have the same function. During our visit in Glinde it was mentioned that the designer is more rewarded if he or she makes a small redesign instead of using an already existing piece with the same purpose. Small redesigns will create a very unproductive environment. Using old drawings is something that should be valued and highly rewarded. Using standardized parts can save a lot of time and money for DeLaval.
Order Fulfilment has weekly meetings with their Director where discussions of problems and their solutions can take place. Previously Sourcing also had these kinds of meetings but they occur not so frequently, since they moved together with Order Fulfilment. It is important for all employees in an organization to have a channel where problems and ideas can be discussed (Robbin & Barnwell, 2006). Problems and ideas that are uncovered during the meetings with Order Fulfilment are often written down and a person is designated to carry out the action of solving the problem, but there seems to be a lack of follow‐up of the carried‐out action. To be able to get continuity in the work, one has to follow up the uncovered problems. After that it is important to set up a structured plan of attack, and make sure someone takes care of it, and follows it through. After this, one has to make sure to control that the plan has been executed thoroughly by that specific person. It is also important to make sure that there are predefined communication channels where these kinds of issues can be discussed and solved. It is also important that people who are involved in a problem make sure to document the

60
process of solving a problem, to be able to back track the changes and bring visibility to the process. It is also essential to have visibility of the processes and communication routines when there is a geographical distance between the employees.
Ideas of improvements and discussion of problems also takes place during work. Many of the employees share their ideas with whom it concerns but the ideas are not often documented.
In Glinde there are two persons working full time with improving and optimizing the supply chain. At DeLaval there should be a global awareness of that everyone could contribute to improvements. Optimization of the supply chain can lead to many advantages and can often lead to cost‐savings.
5.1.6 COMMUNICATION
Many of the employees mentioned during the interviews; that communication routines need to be improved. The authors can agree with that. The communication is often done during off business hours, at the shuttle bus and during lunchtime. During this unofficial meeting essential information is shared. There needs to be more effective routines for communication during office hours. Even if they sit in the same building they rather send an email than go talk to each other. When the opportunity of collaboration and exchanging information face to face exist it should be taken advantage of.
The workers who work with QFC are checking the quality when the goods arrive to the assembly line. They are also informed of what kind of quality control that should be performed, but the members of Quality are unaware of the information given to the QFC‐guys. The QFC‐guys are supported with information about critical dimensions and the information can sometimes be hard to understand. When problems occur for the QFC‐guys, they usually do not communicate this with the members of Quality. Cooperation between the members of the supply chain is a necessity for effective supply chain management (Mentzer, o.a., 2001). These two teams need to collaborate on a higher level and develop routines for how problems should be solved. When it comes to quality control it is important to be meticulous, failures in the quality control can leads to devastating consequences.
5.1.7 VALUABLE INFORMATION
A large amount of data containing information about the suppliers is stored in a database, but there is also a large amount of information that is stored in a shared Excel‐file. Documentation of essential information is an important aspect to get continuously in carried out work. All Information that involves suppliers should be documented and collected at the same place, preferable in a computer system. Collecting the information in the same Excel‐file and having eight people working on the same document is bound to cause problems.
Today the warehouse is missing information of what kind of goods and when they will arrive. Information of where the goods are located in the supply chain is information that can increase the value of the supply chain. This kind of information can also be useful when planning the inventories and resources (Lumsden & Mirzabeiki, 2008). Lacking this kind of information can lead to problems when planning the daily work, especially when the warehouse is short of space.
When an order date is set in iScala, the delivery date will be fixed and cannot be updated. This leads to problem when calculating the OTIF. Accurate information is essential for the planning to go as smooth as possible (Lumsden & Mirzabeiki, 2008). Information in a system should be possible to update. Since this information is fundamental to get the right calculations on OTIF, no wonder that the OTIF level calculated by the system is so low in Shanghai.

61
5.2 FINANCIAL ASPECTS
DeLaval in Shanghai is referred as a low cost country solution, but is it really cheaper in the end? In CHaINA Magazine they discuss that low cost country solution is not a good option in China any more, try to talk about best value country instead (Beron, 2009). This is something DeLaval should be taking inconsideration. The low level suppliers, DeLaval are using need much attention from Order Fulfilment. The suppliers are often only equipped with a fax and a telephone as communication tools. Modern facilities to do the planning of the production and calculations of leads time are often missing. The information of the lead times that DeLaval receives is often inaccurate and the lead time is just estimated or assumed. Order Fulfilment needs to ‘push’ the suppliers in order to get them to deliver on time. The time spent on pushing the suppliers could be used much better. It is not reasonable to use suppliers that don’t follow the agreement to deliver on time. A solution to this problem could be to invest in the suppliers and help them to develop, in order for them to live up to their agreement. Another solution could be to use more expensive suppliers that can fulfil the agreements. In the supply chain, correct delivery dates are essential along the chain, in order to be able to fulfil the customers’ demand of delivering on time. Another idea to solve the problem with broken agreements of lead time came from an external interview. The respondent suggested that some kind of penalties should be used in order to get the suppliers to deliver on time. Another problem that occurs with having many different low level suppliers is that some of them use suppliers in return. Checking the performance of the suppliers and securing the lead time of goods will be even harder. Suppliers that are in return using supplier are something that DeLaval needs to avoid.
When it comes to planning the supply chain, the awareness of cost aspects of decisions seems to be low among the DeLaval employees. The decision between express and ground shipping can both have a positive and negative effect on the OTIF. Choosing express shipping helps reducing the lead time, but from an economic view the resources could be invested at a better place. The lead time is something that should be evaluated compared to the financial cost.
5.3 OVERVIEW OF THE SUPPLY CHAIN
A problem that exists among the employees is that there is no person currently working in Shanghai that has a total overview of the whole supply chain. This is something the management should have, but it is uncertain if they have. There are also comments about the need of visibility of which suppliers in Shanghai that are used. Bringing visibility to the supply chain is an important aspect in order to get an overview of the whole supply chain. DeLaval would earn a lot by bringing visibility to their supply chain. A solution that could help bringing visibility to the process of handling goods in transportation, the warehouse and production is using RFID. This would reduce the errors that currently exist due to manually work in connection to inventory checking. Some employees in Shanghai also commented that they would like to get more information about their colleges work, this doesn’t seem to be the case in Glinde where the employees in seems to be quite aware of what their colleges are working with. There is a need for bringing visibility to the processes done at DeLaval in Shanghai and to enlighten the employees of what their co workers are working with.
This could also help people to get a better understanding for what importance and consequences their work has on their other colleges work. Maybe this could also result in a more service minded thinking among the employees.

62
5.4 QUALITY ISSUES
The quality performance for Chinese suppliers was in December 2009 about 98.2 %. The global target is higher.
The quality controls that are currently made are mainly focusing on pre sample checking and quality control during the assembly line. When it is necessary quality audits will be performed. Quality controls are something that should be done regularly. DeLaval in Shanghai is striving towards the global target of Quality performance. In order to improve the quality even more is to check the quality of all the products that are produced at the suppliers and let them do the quality according to total quality management.
The problems that exist with quality are not the quality itself, but the ability to check the quality in Shanghai. Currently all the dimensions are not possible to check at DeLaval in Shanghai due to lack of tools. All the deeper pre sample testing is done at DeLaval in Tumba and it takes a long time sending the samples back and forth. External companies in Shanghai also perform quality checking when it is needed, but it is time consuming. DeLaval in Shanghai should be equipped with the right tools in order to do as much quality control by themselves as possible, but there is a machine ordered that can check all the dimensions so hopefully this problem of measuring dimensions can be solved.
5.5 CRITICAL VIEWPOINT
It is also important to analyze the presentation of the study in general and not only the data collected. There are two critical viewpoints that are important to discuss; one is the approach and the other level of accuracy.
5.5.1 DISCUSSING THE APPROACH
The criticism about case studies that they take too long time and results in a massive, unreadable data is something this study has experienced. This is something you can avoid by setting up the right case study design from the beginning which could have been done a better way in this case. The process of collecting data had to be done during a very limited period of time where there were little or no time for analyze.
5.5.2 LEVEL OF ACCURACY
This case study has used both multiple sources of evidence and established a chain of evidence to increase the accuracy thru validity. The same question has been asked people from all over the supply chain at DeLaval in Shanghai. The same functions have been heard from several different perspectives depending on whom the authors have been talking to at the moment. There have just not been interviews that were the source for all the evidence; seminars, events and internal documents have played an important role to make the impressions more nuanced. At all time there has been a consultation with our supervisor to assure that the selection of interviewees, events and documents were suitable for this study.
This case study might be hard to make any generalizations from even though the accuracy might have been high. It is impossible to make a replication of this specific scenario at DeLaval in Shanghai, because the company is in a very turbulent time with many parallel processes with an aim to start to use the new enterprise system SAP. This study was made three month before this implementation started.

63
6.CONCLUSION
The conclusions sum up the analysis to present the most important aspects of the research. Based on the theoretical and empirical findings, these aspects are indicated and discussed with the author’s own views in focus, together with the research question, in order to fulfil the purpose of this thesis. It also contains thought around implications for future research.
6.1 FINDINGS
The findings are arranged similar compared to the analysis, but when a finding is taken out of its context it happens that it is arising under a different headline. The findings that are presented are the needs and problems affecting the information flow encountered during the process of creating this thesis.
6.1.1 INFORMATION
• The employees at DeLaval need to feel more secure in order to be able to share their knowledge and suggestions of improvement.
• There is a lack of historical data. • The handling of information should not be done in shared Excel‐files. • All the employees of DeLaval in Shanghai is not included in a feedback system • There is a need to share more information with the suppliers. • Everyone should be more aware of the other colleges work. • Basic knowledge of DeLaval’s produced parts and products, among the employees are needed. • There is a lack of incoming suggestions in the suggestion box. • Conversions of standards lead to confusion and bottlenecks. • There are no notice of changes sent out when data is updated in Pedal and iScala. • Special requirements are not described on the drawings. • A lot of information is shared during unofficial meetings. • The warehouse is lacking essential information that is needed to plan their daily work.
6.1.2 FINANCIAL
• Is pushing the suppliers really an acceptable behaviour? • The employees aren’t aware of the financial aspect of their decisions, for example decision making
choice of transportation.
6.1.3 OVERVIEW
• The employees are not sufficiently aware of the consequences of their actions may result in.
6.1.4 MANAGEMENT
• Reorganization all the time concludes in confusion among the employees • DeLaval’s policies isn’t applicable to the fullest in Shanghai
6.1.5 QUALITY
• 98.2 % of produced parts have an acceptable quality performance. • The possibility to check the quality at DeLaval in Shanghai is limited. • More communication with Sourcing quality and QC‐guys.

64
6.1.6 OTHER FINDINGS
• The technical infrastructure at the DeLaval headquarter needs an update, for example the network cables.
• There are a couple of key persons within the DeLaval concern. • There is almost no teambuilding taking place among the employees in shanghai. • There is an inability to update delivery dates in the system. • The forecasts that are made should be more accurate. • There are too many similar parts, which fulfils the same function.
6.2 SUGGESTIONS
In order for DeLaval to improve the information flow in order to improve OTIF the authors have some suggestions that could improve the information flow at DeLaval and solve the many problems it encounters that are unlighted above in findings.
6.2.1 INFORMATION
A proposal to make the employees share more of their information, knowledge and ideas is to create an environment that is similar to the Swedish coffee breaks. Communication routines need to be set up so that geographical distances are not an issue. Skype and videoconferences could be used as a communication tool.
To reduce the lack of incoming suggestions in the suggestion box there needs to be a person that is responsible for evaluate and implement the suggestions of improvements from the suggestion box.
Sharing information internal in DeLaval should be done within a database or system as much as possible in order to bring visibility to the flow of information. Information sharing with suppliers should also include upcoming orders in orders and not only forecast and technical information.
The frequently asked questions by the customs should be collected. The questions should be used as base for the information within a system that can easily provide the employees with information about the parts and products DeLaval is producing. This example should solve the bottlenecks that exist at custom clearance.
We start at a managerial point of view. The information that is distributed among the parts of the DeLaval concern should reach the all the employees at the same time in order for this to be executable, DeLaval needs to set up shorter roll‐ out periods of policies needs to be shortened so that all the employees at the company is striving towards the same goal.
There needs to be more collaboration between the different departments of the supply chain. Information and knowledge needs to be shared better then at present. Enlighten problems and suggestion of improvements needs to be followed up and quality assured.
To bring visibility to the supply chain and the flow of goods RFID should be implemented to keep track of the goods. Errors that are associated with inventory checking can also be eliminated. The customers should be able to follow their orders in real time. This could easily be solved by putting up a webpage‐based interface and combined it with RFID tracking.
The conversion of standards that are presented on the technical specifications and drawing should not be done manually. Instead the system should be providing the ability convert standards, there should be no doubt about what kind of standard that is used. In most operating systems there is some kind of calculator that can convert the basic standards and there are also webpage’s with the same function.
65
The key person’s knowledge should be shared among different employees; a way of doing this is having people working parallel with these key persons. This is something that the authors have encountered in different companies, but there seems not to be any good concrete suggestions on how to solve this problem.
DeLaval’s system needs to be able to send out notice of changes from the systems to all the employees that are concerned. The system should be able to support all the employees with an option to observe specific drawings in Pedal and data in iScala. The decision of improving the systems is located at a global management level and is something DeLaval in Shanghai can’t change alone.
6.2.2 ADJUSTMENT OF THE INFORMATION FLOW
Knowledge and understanding of the information flow needs to be improved among the employees. This is an idea from the authors on how adjustment of the information flow can be done to get a best value from it.
There are many employees within the organization of DeLaval in Shanghai. The managers of the different departments seem to have enough responsibility and workload as it is today. From the authors’ experience, there needs to be an employee in each department with a special responsibility. The workload the responsibility causes is something that doesn’t need full time attention, but maybe 10 to 20 % of the time. The concerned departments are Sourcing, Order Fulfilment, GMU Milking and Warehouse. The other department doesn’t have to be excluded, but the authors choose not to mention any other department due to the earlier mentioned limits of the report.
The special responsibility of the selected employees includes:
• Check that its department is supported with the information it is needed. • Check that the department provides needed information to other departments. • Check that all the employees within its department have an understanding for the whole supply
chain.
The selected employees should have regular meetings in order to fulfil the mentioned points above and preferable in conjunction with the SOP meetings. A suggestion is that these selected employees have a pre‐meeting. Example of items to discuss at the pre meetings:
• Incoming suggestions from the suggestion box. • Errors found in the information flow. • Improvements that need to be done.
The selected employees are responsible for collecting and carrying out the incoming suggestions from the suggestion box. The selected doesn’t necessary carry out the actions all by them self’s but they need to designate someone who can do it. They are also responsible to follow up on the enlighten problems at the meetings. Another important aspect of the pre‐meetings is that the selected person should lead a pre pre‐meeting with its own department to collect items to be discussed at the pre‐meeting. The selected person is also responsible for providing information of what have been discussed during the pre‐meetings to its own department.
An idea with the pre‐meetings is that problems with information are not usually affecting only one part of the supply chain, but many part. The meetings allow the employees to get a broader perspective and understanding for problems within the information flow and to be able to solve the problems from different views. Another idea of the pre‐meetings is in order to improve the internal communication and find better routines and structures for how information should be shared among the employees at a local level.

66
6.3 END DISCUSSION
As the front picture of this thesis shows; the supply chain can never be completely straight. A chain can be curved and there could be other chains crossing its path. One strange way is that a supply chain usually is visualized as a linear process from supplier to customer. Why is it so?
Information can much easier be distributed within the teams of a supply chain if geographical distances are not the case. The hard thing is to overcome the geographical distances by creating enough of routines; not too many nor to less. This is a balancing act which cannot be are completed without problems.
Improvements of a supply chain are something that needs to be done step by step. The steps need to be taken carefully and not drastically. All the improvements step needs to be evaluated and critical viewed from different aspects in order to reach a high OTIF as possible.
The purpose of this study was to understand and support the parts of Sourcing, Logistics and Manufacturing by clarifying the needs of information in the supply chain at DeLaval in Shanghai. It is done with margin relative to the amount of data gathered during such a short time. The result is not as good as it should be with this amount of data though. One reason could be, as mentioned in the research methodology section; “case studies is that they take too long time and results in a massive, unreadable data”.
It is very hard to do an estimation of how much the suggested solution would take in cost element calculated man hours. This estimation would just be built on the knowledge the authors have from earlier experience in a combination with the perception they collected during the visit at DeLaval in Shanghai. The estimate would, in other words, be constructed of scant information.
6.4 RECOMMENDATION FOR FUTURE RESEARCH
Of course this study has resulted in at least as many new questions that there was from the beginning. Below some of these is presented:
• Which of the processes in the supply chain of DeLaval in Shanghai are push respectively pull processes?
• In what way should the implementation of SAP be done due to the problems encountered in iScala today?
• How could the suppliers develop in the best a profitable way? • What is the best way of working with risk assessment regarding to solve problems with both
lead time and quality issues at the suppliers? • How much would OTIF at DeLaval worldwide improve if the company used the technology
behind RFID in all their processes of their supply chain? • How should forecasts be designed in order to add credibility to them?

67
REFERENCES Azhashemi, M. & Ho, S. (1996). Business Process Redesign and Total Integrated Management. The TQM Magazine , Vol. 8, No. 6, pp. 42‐47.
Beron, R. (Sept/Oct 2009). Whirlpool's Take on Global Sourcing. CHaINA ‐ The Magazine for Global Supply Chain Leaders , pp. 8‐9.
Björkman, T. (1991). 'Lean Production' på svenska: Vad främjar respektive hindrar spridningen av 'mager produktion' i Sverige efter Taylor? Stockholm: Produktivitetsdelegationen och Arbetsfonden, Nordstedts.
Björksten, J. (2006). I mittens rike. Bilda Förlag.
Bridge, M. (1994). Taming the Paper Tiger. The TQM Magazine , Vol. 6, No. 4, pp. 26‐28.
Bryman, A. (2002). Samhällsvetenskapliga metoder, 4th edition. Malmö: Alan Bryman and Liber AB.
Bülent, S. (2008). Relative Effects of Design, Integration and Information Sharing on Supply Chain Performance. Supply Chain Management: An International Journal , Vol. 13, No. 3, pp. 234.
Chopra, S. & Meindl, P. (2007). Supply Chain Management ‐ Strategy, Planning & Operation, 3rd edition. New Jersey: Pearson Education Inc.
Chopra, S., & Meindl, P. (2007). Supply Chain Management ‐ Strategy, Planning & Operations, 3rd edition. New Jersey: Pearson Education Inc.
Christensen, L., Andersson, N., Carlsson, C. & Haglund, L. (2001). Marknadsundersökning ‐ en handbok, 2nd edition. Lund: Studentlitteratur.
Cousines, P., Lamming, R., Lawson, B. & Squire, B. (2008). Strategic Supply Management ‐ Principles, Theories and Practice2008. England: Pearson Education Limited.
Defense Acquisition Univerity. (2001). Systems Engineering Fundamentals. USA: Defense Acquisition University Press.
DeLaval. (Sept ‐ Nov 2009). DeLaval Intranet. Sept ‐ Nov 2009
Ericsson, D. (2010). Nationalencyklopedin. http://www.ne.se/lang/logistik/244069, 20 Feb 2010
Global Supply Chain Council, E. D. (04‐05 Nov 2009). CHaINA '09 LIVE. (M. Henry) Shanghai Renaissance Zhongshan Park Hotel, Shanghai, China.
Global Supply Chain Council, E. M. (15 Sep 2009). What's Up with RFID in China? (J. L. McLean, Artist) Osteria, Shanghai, China.
Hagander, P. (2010). Nationalencyklopedin. http://www.ne.se/lang/återkoppling, 02 Mar 2010
Henriksson, S. (2010). Nationalencyklopedin. http://www.ne.se/lang/information/211471, 01 Feb 2010
Ho, S. (1999). Change for the Better via ISO 9000 and TQM Decision. MCB University Press , Vol. 37, No. 4, pp. 381‐385.
Holmström, J. (1998). Handling Product Range Complexity. Business Process Management Journal , Vol. 4, No. 3, pp. 241‐258.

68
Hughes, M. (u.d.). President SCEA, DeLaval.
Hugos, M. (2003). Essentials of Supply Chain Management. Canada: John Wiley & Sons, Inc.
Hussey, J. & Hussey, R. (1997). Business Research ‐ A practical guide for undergraduate and postgraduate Students, 1st edition. Great Britain: Antony Rowe Ltd.
Hutchings, K. & Weir, D. (2005). Guanxi & Wasta: A comparison. Thunderbird International Business Review , Vol. 48, pp. 141‐156.
Jarrar, Y. F. (2002). Knowledge Management: Learning for Organisational Experience. Managerial Auditing Journal 17/6 , Vol. 2, pp. 322‐328.
Kumar, V., Fantazy, K., Kumar, U. & Boyle, T. (2006). Implementation and Management Framework for Supply Chain. Journal of Enterprise Management , Vol. 19, No. 3, pp. 303‐319.
Lee, D., Pae, J. & Wong, Y. (2001). A Model of Close Business Relationships in China (Guanxi). European Journal of Marketing , Vol. 35, No 1/2, pp. 51‐62.
Lockström, M. (2007). Implications of Low‐Cost Country Sourcing: An Explanatory Study. i Low‐Cost Country Sourcing (pp. 147‐219). Springer Link.
Lockström, M. (2007). Low‐Cost Country Sourcing Trends: A Descriptive Study. i Low‐Cost Country Sourcing (pp. 101‐146). Springer Link.
Lumsden, K. & Mirzabeiki, V. (2008). Determining the Value of Information for Different Partners in the Supply Chain. International Journal of Physical Distribution & Logistic Management , Vol. 38, No. 9, pp. 659‐673.
Mentzer, J. T., DeWitt, W., Keebler, J. S., Min, S., Nix, N. W., Smith, C. D., o.a. (2001). Defining Supply Chain Management. Journal of Business Logistics , Vol. 22, No. 2, pp. 9.
Mentzer, J. T., DeWitt, W., Keebler, J. S., Min, S., Nix, N. W., Smith, C. D., o.a. (2001). Defining Supply Chain Management. Jounal of Business Logistics , Vol. 22, No. 2, pp. 18.
Paik, S. & Bagchi, P. K. (2007). Understanding the Causes of the Bullwhip Effect in a Supply Chain. International Journal of Retail & Distribution Management , Vol. 35, No. 4, pp. 308‐324.
Pan, L. & Kleiner, B. H. (1995). Aggregate Planning Today. Work Study (Vol. 44, pp. 4‐7). MCB University Press.
Pettersson, K. (Sept ‐ Nov 2009). Director of Purchasing and Logistics Asia, DeLaval (Shanghai) Co., Ltd. (K. Ohlsén, & M. Lindroth, Interviewers)
Reid, A. S. (2005). RFID tags and the European Union: Really Free Internal Distribution? Journal of International Trade Law and Policy .
Robbin, S. & Barnwell, N. (2006). Organsiation Theory: Concepts and Cases, 5th edition. Australia: Frenches Forest, Pearson Education.
Saunders, M., Lewis, P. & Thornwill, A. (2006). Research Methods for Business Students, 4th edition. England: Prentice Hall.

69
Swedish Chamber of Commerce in China, S. C. (13 Oct 2009). Sustainability ‐ a Challange and Opportunity for Swedish companies. (V. Hoang, B. Johansson, A. Jonsson, & M. Wernberg, Artister) Radisson Hotel Shanghai New World, Shanghai, China.
Weber, G. (1996). Kompendium för Innovationssystematik ‐ Produktförbättring. Halmstad: Inst. för Teknik/Naturvetenskap, Högskolan i Halmstad.
Westbrook, R. (1995). Organizing for Total Quality. International Journal of Quality & Reliability Management , Vol. 12, No. 4, pp. 8‐25.
Yin, R. K. (2009). Case Study Research ‐ Design and Methods, 4th edition. California: SAGE Publications, Inc.
Yu, S. (2007). RFID Implementation and Benefits in Libraries. Electronic Library , Vol. 25, No. 1.
Zhao, X., Xie, J. & Zhang, W. (2002). The Impact of Information Sharing and Ordering Co‐ordination on Supply Chain Performance. Supply Chain Management: An International Journal , Vol. 7, No. 1, pp. 24‐40.

70

i
APPENDIX A
This is a brief glossary of the acronyms and words in this essay that may require an explanation so the reader can understand its content in the best possible way.
TERMINOLOGY
BCCS Best Cost Country Sourcing
CEO Chief Executive Officer
DDCP DeLaval Distribution Centre Plant; the main distribution center and warehouse of DeLaval located in Glinde, Germany.
D&E Design and Engineering, a notion that is comparable to R&D.
GMU Group Manufacturing Unit
Guanxi A Chinese notion that includes the importance of personal contacts and networking. Read further in section 3.3.
HCC High Cost Country
ITD Individual Target Discussion
iScala The currently used business management software at DeLaval in Shanghai.
LCC Low Cost Country
LCCS Low Cost Country Solution
LSC Local Sales Company
LSO Local Sales Organization
MQ Minimum Quantity
OTIF On Time In Full, is a measurement that is used to evaluate the supply chain. The measurement is used to evaluate the amount of complete orders that are delivered on time to customers, where no parts are missing. Read further in section 4.3.1
Pedal Pedal is a program where all the technical drawings that DeLaval uses are stored.
QC Quality Control
QFC Quality Flow Control; the employees responsible for QFC checks the quality of all incoming goods.
R&D Research and Development.
RFID Radio Frequence Identification, provides methods to identify people and things with help of radio frequency. Read further in section 3.1.9.
SAP SAP is a business management software

ii
SC Supply chain, supply chain could be described as all the links in a process that fulfils a customer’s demand. Read further in section 3.1.3.
SCM Supply chain management is the coordination of production, inventory, location, and transportation in a supply chain. Read further in section 3.1.2.
SOP Sales and Operations
STS STS is company that provides advanced quality testing of products.
VMS Voluntary Milking System

iii
APPENDIX B
The semi‐structured interview followed an interview template to facilitate the work to follow the thread during the interviews. These templates below where the templates that was used.
INTERVIEW TEMPLATE – DELAVAL
• What is your title? – What kind of responsibilities comes with this title?
• How long have you been working at DeLaval in Shanghai? • How would you describe the work you are doing?
– Is there any part of your work goes exceptional? – Is there any part of your work that is hard to handle?
• Do you think the work you are doing is important?
INFORMATION
• How do you get the information you need to complete your work? – How do you hand over the information you’re doing to others? Who are they?
• Is there any information you’re missing today that could ease your work? – What do you do when the information is missing?
SUPPLY CHAIN MANAGEMENT
• How would you describe a supply chain? • What is your main part of the supply chain of DeLaval? • Could you describe the steps where you are involved in of the supply chain? • Is there any part of your work that increases the OTIF to end‐customer of DeLaval?
– What shall DeLaval do to improve OTIF to 90 %? • Are you aware of any problems in the supply chain today?
– Is there a bottleneck somewhere you are well aware of? What is the result of this?
LAST WORDS
• Is there any kind of documentation for the order flow? What goes good and what goes bad? – Is there any kind of feedback system you can use if you have an idea or a complaint?
• If you could change anything in your work – what would you change? – What would you think will be the effect of this change?
INTERVIEW TEMPLATE – SCANDIC SOURCING
• What are your title and what responsibility comes with that title? • How long have you been working in China? • Do you have experience in other parts of the supply chain related to China? • Has this business always means equal to what it is today? • How many are you today? • How many of the workforce here are Chinese?
COLLABORATION WITH SUPPLIERS
• How do you approach to find suppliers? • What is it that is tricky to find good subcontractors? • How do you get the information you need to get your consulting business to serve?
iv
• How does the work climate changed over the years? • How much information should be shared with its suppliers to get their goods on time (general
advice)? • What parameters are critical in order to make cooperation work? • How should information be exchanged for a successful relationship? • What kind of monitoring is needed? (call and nag) • How should the work be supervised for the supplier so the agreed lead time to be fulfilled? • How should the suppliers be supervised it they have difficulty complying with the lead time? • To what degree do we control in order to ensure the quality of the goods?
SUPPLIER EVALUATION
• How do you evaluate suppliers? • How do you formulate your risk analysis and what it is based on? • Do you use any kind of feedback system? (the process has been done correctly, the relationships
you pass operation) • Do you have any kind of feedback system where you include all three parties, the customer and
the subcontractor is involved? (to improve)
LAST WORDS
• Is there a common denominator in terms of what companies face the difficulties and what usually works easily with sourcing in China?
• Have you noticed any differences in the sourcing, geographically speaking, in addition to the country?
• Is there a step in the process of sourcing, which often becomes a bottleneck? • What are the advantages and disadvantages of low cost country? • You possess some knowledge you think might be useful for us?

v
APPENDIX C
This thesis has had about thirty‐five interview. The tables below represent the interviewees’ title and in which business area they work. Some of them have been interviewed twice.
TITLES OF THE INTERVIEWEES
DELAVAL (SHANGHAI) CO., LTD
Title Business Area Sourcing Manager Sourcing Sourcing Manager Sourcing Sourcing Manager Sourcing Sourcing Manager Sourcing Sourcing Manager Sourcing Sourcing Quality Engineer Sourcing Sourcing Quality Engineer Sourcing Order Fulfilment/Customer Service Manager Supply Chain/Logistics Material Management/Order Fulfilment/Export Logistics Material Management/Order Fulfilment/Export Logistics Material Management/Order Fulfilment/Export Logistics Order Fulfilment/Transport Logistics Transport Logistics Warehouse Management/Domestic Transport Logistics Warehouse Management Assistant Logistics Production Manager GMU MS Material Management (GMU), Master Data GMU MS Replenishment/Stock/Production Planning GMU MS Customer Service Customer Service Customer Service Customer Service Customer Service Customer Service Internet Support Share Service Centre/Internet Support Share Service Centre Controller Share Service Centre/Finance
DELAVAL SERVICES GMBH (DDCP)
Title Business Area Transport Services Logistics Stock Management Logistics Order Fulfilment Logistics Supply Chain Analyst/Order Fulfilment Supply Chain Selection Supply Chain Analyst/Order Fulfilment Supply Chain Selection
SCANDIC SOURCING
Title Business Area President Sourcing and production in China

vi

vii
APPENDIX D
These are the eleven so called the Golden Rules. They are uses by DeLaval with the goal of improving OTIF.
THE GOLDEN RULES
• Rule number 1 – Lead time date is available on the intranet and it is important that the whole sales organization is aware of it and it should be checked on weekly basis. It is important to respect the lead‐time and if a customer order needs to have a shorter lead‐time it is important to check with the administration in Glinde if it is possible to fulfill the customer’s request.
• Rule number 2 ‐ If a customer requested a ‘complete delivery’ and/or a planned installation is required a single project number should be used for all the project sales orders if more than one supplier is used.
• Rule number 3 ‐ Split all phased projects into separate Sales Orders with independent de‐ livery dates for each staged delivery.
• Rule number 4 ‐ Refer any large order projects with a customer value of over 500,000 Euros to the ‘Large Order Coordinators’ in Glinde.
• Rule number 5 ‐ Enter the requested delivery date to the customer (not delivery date to the Platform as currently) in SAP.
• Rule number 6 ‐ Use delivery blocking codes to prevent the release of an order and any supply chain activity such as triggering of purchase order placement.
• Rule number 7 ‐ Ensure suppliers for direct deliveries and Local Unique Assortments confirm delivery dates as soon as possible after receipt of Purchase Order (and at the latest within 48hrs).
• Rule number 8 ‐ Ensure changes to delivery dates are reflected in all affected systems e.g. SAP / Hawkeye / other field systems 20.
• Rule number 9 ‐ Respect the defined ‘frozen period’ of 6 weeks before confirmed customer delivery date. During this time all changes needs to be discussed with the order flow in Glinde and manufacturing of goods cannot be stopped.
• Rule number 10 ‐ If an order is complete, it consists of all its parts and has been standing still at a platform for more than one month it should be reviewed and considered cancellation.
• Rule number 11 ‐ Ensure order delivery accuracy. During this stage it is important to identify why the OTIF has not been achieved for the order flow.


















