Réorganisation Atelier Hélicoptères...
43
©AIRBUS Helicopters tous droits réservés Réorganisation Atelier Hélicoptères Légers Adrien Dupisson, promo 2016 Travail de Fin d’Etudes, du 04/04/16 au 30/09/16 Maître de stage : YL Tuteur Ecole : Cécile Loubet
Transcript of Réorganisation Atelier Hélicoptères...

©AIRBUS Helicopters tous droits réservés
Réorganisation Atelier Hélicoptères Légers
Adrien Dupisson, promo 2016
Travail de Fin d’Etudes, du 04/04/16 au 30/09/16
Maître de stage : YL
Tuteur Ecole : Cécile Loubet

1 ©AIRBUS Helicopters tous droits réservés

2 ©AIRBUS Helicopters tous droits réservés
Sommaire I. Remerciements ..............................................................................................................3
II. Résumé .........................................................................................................................4
A. Français......................................................................................................................4
B. English .......................................................................................................................5
III. Glossaire ....................................................................................................................6
IV. Introduction................................................................................................................7
V. Présentation de l’entreprise .............................................................................................7
A. Airbus Helicopters........................................................................................................7
B. Le site de Marignane ....................................................................................................8
C. W4 - Final Assembly Line Hélicoptères Légers ..................................................................9
VI. Mission de stage ........................................................................................................ 14
A. Contexte .................................................................................................................. 14
B. Déroulement de la mission.......................................................................................... 14
1. Etats des lieux........................................................................................................ 14
2. Analyse et Résolution des problèmes ........................................................................ 19
3. Réorganisation de l’atelier ....................................................................................... 28
VII. Conclusion ................................................................................................................ 38
VIII. Annexes ................................................................................................................... 39

3 ©AIRBUS Helicopters tous droits réservés
I. Remerciements
Tout d’abord je tiens à remercier mon maitre de stage, YL, pour la confiance et les conseils
précieux qu’il m’a accordés tout au long de ces six mois.
Je remercie également OG, avec qui j’ai pu travailler sur divers sujets.
Un grand merci aux compagnons, aux chefs d’équipes et à JMC avec qui j’ai beaucoup
échangé lors de mon état des lieux et de la résolution de certains problèmes.
Enfin je voudrais remercier l’ensemble de l’atelier du bon accueil qui m’a été réservé,
facilitant mon intégration dès les premiers jours de stage.
4 ©AIRBUS Helicopters tous droits réservés
II. Résumé
A. Français
Me destinant au milieu de la production aéronautique, j’ai décidé d’effectuer mon stage au
sein d’Airbus Helicopters à Marignane. Division d’Airbus Group, il s’agit du premier fabricant
d’hélicoptères au monde.
L’atelier où je travaillais était celui des hélicoptères légers, le H125 et le H130. Ces deux
modèles sont assemblés suivant des lignes de montage, découpées chacune en 10 postes
(ou cellules).
L’objectif de mon stage de fin d’études était la réorganisation de l’atelier, dans le but
d’optimiser la production. Après avoir fait un état des lieux des différents postes, j’ai pu
dresser un listing des différents gaspillages, principalement causés par le déplacement des
compagnons.
J’ai donc finalement proposé à la fin de mon stage un plan de réaménagement de l’atelier
pour l’horizon 2017, accompagné d’une étude de rentabilité du projet.
Aussi, dans une démarche d’amélioration continue, je me suis attelé à la résolution de divers
problèmes rencontrés en chaîne.
Ce stage a été pour moi très enrichissant puisqu’il m’a permis de travailler avec une très
grande autonomie et de façon transverse avec les différents services de l’atelier. Enfin, cela a
été pour moi l’occasion de conforter mon envie de travailler plus tard dans le milieu de la
production.

5 ©AIRBUS Helicopters tous droits réservés
B. English
Intending to work in the aeronautical field, I decided to do my internship in Airbus
Helicopters in Marignane. Division of Airbus Group, it is the world leader in the production of
helicopters.
I used to work in the Light Helicopters’ final assembly line, where the H125 and the H130 are
produced via three flowlines, each one composed with ten stations.
My internship’s objective was the workshop’s reorganization, in order to improve the
performances. After having analyzed the different stations, I made a list of different wastes,
mainly caused by the workers ‘displacement.
I finally proposed at the end of my internship a reorganized map of the workshop for 2017,
with the associated business case.
In a spirit of continuous improvement, I’ve also worked on solving different kind of problems
met in the assembly lines.
This internship was very interesting for me, because it allowed me to work in a very
autonomous and transverse way with many of the workshop’s services. Finally, it
strengthened my wish to work later in the production field.
6 ©AIRBUS Helicopters tous droits réservés
III. Glossaire
FAL : Final Assembly Line ou Ligne d’Assemblage Final
Flowline : ou ligne de montage. Il s’agit d’un ensemble de postes de travail spécialisés, disposés dans un ordre préétabli correspondant à la succession des opérations d’assemblage des composants d’un produit. L’appareil avance donc le long de la ligne pour subir ces différentes opérations.
Temps de cycle (ou Lead Time) : le temps de cycle est le reflet de la production, c’est l’unité de temps qu’il faudrait pour fabriquer une machine (ici un hélicoptère) au client.
ADU : Assembly Delivery Unit, il s’agit d’un concept industriel visant à réduire le temps de cycle, en parallélisant les activités d’assemblage.
Takt time : le takt time définit le rythme de la production. Il s’agit du temps pendant lequel la machine reste à un poste n, avant d’avancer dans la ligne au poste n+1.
Compagnon : nom donné aux opérateurs au sein du groupe Airbus
Chef d’équipe : Personne responsable d’un ou plusieurs postes. Il a pour rôle de manager une équipe de compagnons.
Poste fixe (ou Dock) : Contrairement à la production en flowline, il s’agit d’un montage fixe, où une équipe de compagnons se charge d’assembler l’hélicoptère de A à Z.
Hors Poste : Il s’agit d’un poste situé en parallèle des lignes de montage, où sont préparés certains composants de l’hélicoptère avant qu’ils n’y soient assemblés. C’est notamment le cas des moteurs.
Gaspillage : il s’agit d’une activité non productive, qui n’apporte pas de valeur au client.
Market Place : situé à côté de l’atelier, il s’agit d’un lieu de stockage de différentes pièces, telles que les pare-brises, les capots ou encore les trains d’atterrissage.
OP : Opération
Rack : Etagère de stockage de pièces volumineuses
IF : Inspection Finale, il s’agit d’un contrôle qualité réalisé en cellule 9 et destiné à définir les retouches à faire avant de transférer l’appareil en piste.
VEP : Visite Entrée Piste, il s’agit du dernier contrôle effectué en cellule 10, pour s’assurer de la conformité de l’appareil à quitter l’atelier pour passer sous la responsabilité de la Piste.
7 ©AIRBUS Helicopters tous droits réservés
IV. Introduction
Etant passionné par l’aéronautique, j’ai toujours pris soin d’orienter mes études vers ce
milieu ou la mécanique en général. Après être parti étudier six mois l’aérospatiale à
l’université de Séville, j’ai donc fait le choix de suivre en parallèle de ma 3ème année à l’Ecole
Centrale Marseille un master en Aéronautique et Espace. Aussi, après avoir particulièrement
apprécié mon stage de première année en production chez Alstom Transport, j’ai décidé de
me spécialiser dans ce domaine en suivant à Centrale la filière métier Production &
Logistique. Avec ces paramètres ma recherche de TFE était claire, je scrutais principalement
des sujets de stage dans la production aéronautique, pour me conforter et être en
adéquation avec mes projets professionnels. J’étais donc très heureux lorsque je me suis vu
confier cette mission de six mois au sein d’Airbus Helicopters.
V. Présentation de l’entreprise
A. Airbus Helicopters
Airbus Helicopters est une division d’Airbus Group, leader mondial dans le domaine de
l’aéronautique, l’espace et autres services associés. Créé sous le nom d’Eurocopter en 1992
à partir de la fusion des divisions hélicoptères de l’entreprise française Aérospatiale (SNIAS)
et de l’entreprise allemande Deutsche Aerospace (DASA), Airbus Helicopters est aujourd’hui
le premier fabricant d’hélicoptères au monde avec un chiffre d’affaire de 6.8 milliards
d’euros en 2015.
Employant près de 23 000 personnes à travers le monde, Airbus Helicopters est aussi
fortement présent à l’international grâce à un réseau mondial de centres de maintenance,
de centres de formation et de distributeurs (appelés « Customer Centers »), lui permettant
d’être à toute heure aux côtés de ses clients. La société possède également des sites de
développement, de production et d’assemblages sur tous les continents.
8 ©AIRBUS Helicopters tous droits réservés
Airbus Helicopters est un solide leader dans le civil, puisque sa part de marché s’élevait en
2015 à 45%, avec 627 hélicoptères vendus. Ses parts de marché dans le militaire, 9% en
2015, sont moins notables mais toutes aussi fortes, avec 886 hélicoptères vendus.
Sa gamme d’hélicoptères civils et militaires, la plus large au monde, a pour objectif
d’accompagner ses clients dans les missions les plus complexes :
- Les services médicaux, le transport offshore, le maintien de l’ordre ou encore le
transport d’affaire pour le marché civil
- La reconnaissance, les opérations spéciales, le naval ou le combat dans le cas des
appareils militaires
La flotte d’Airbus Helicopters est mondiale, elle sert environ 3000 opérateurs dont 85%
possèdent moins de 5 appareils dans 154 pays. Au total, 3 190 000 heures de vol ont été
enregistrées en 2015.
Le siège de la société est installé à Marignane, où elle possède son principal site de
production et la majeure partie de son effectif. La société est également installée en
Allemagne, à Donauwörth et en Espagne, à Albacete.
B. Le site de Marignane
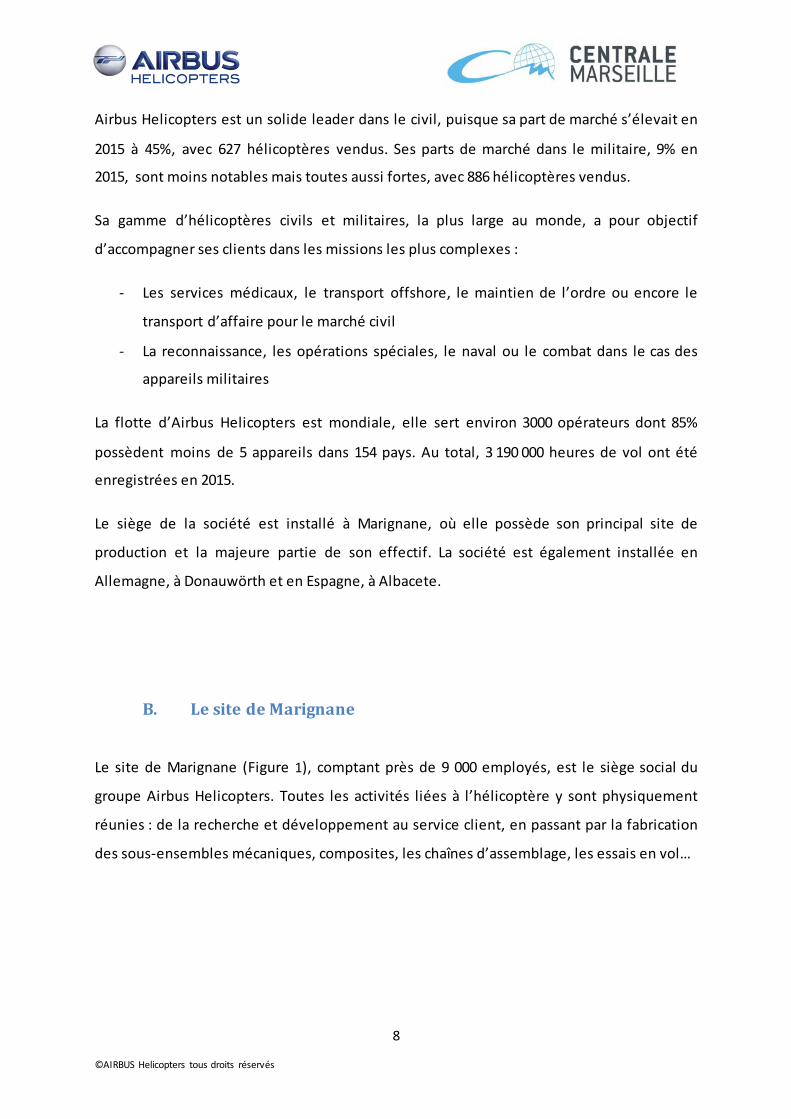
Le site de Marignane (Figure 1), comptant près de 9 000 employés, est le siège social du
groupe Airbus Helicopters. Toutes les activités liées à l’hélicoptère y sont physiquement
réunies : de la recherche et développement au service client, en passant par la fabrication
des sous-ensembles mécaniques, composites, les chaînes d’assemblage, les essais en vol…
9 ©AIRBUS Helicopters tous droits réservés
Figure 1 - Site de Marignane
Celui-ci se compose de 127 bâtiments répartis sur 80ha, dont 60 000 m2 de pistes.
On y distingue aujourd’hui 5 programmes: Les Hélicoptères légers, le Super Puma, le H175,
le Tigre, le NH90 et le Dauphin.
Aujourd’hui le site se prépare pour la production de son nouvel appareil, le premier
incarnant l’esprit de la plateforme Airbus : le H160, doté de composants innovants, destinés
à améliorer les performances de la machine et le confort des passagers.
C. W4 - Final Assembly Line Hélicoptères Légers
J’ai effectué mon stage dans le bâtiment W4, dédié à l’assemblage des hélicoptères légers.
Deux modèles d’appareils y sont principalement assemblés : l’Ecureuil H125 et le H130
(Figure 2). Ces hélicoptères sont principalement utilisés par la police comme appui aérien,
les hôpitaux pour des urgences médicales, le tourisme ou encore certains travaux qui
nécessiteraient l’hélitreuillage.
10 ©AIRBUS Helicopters tous droits réservés
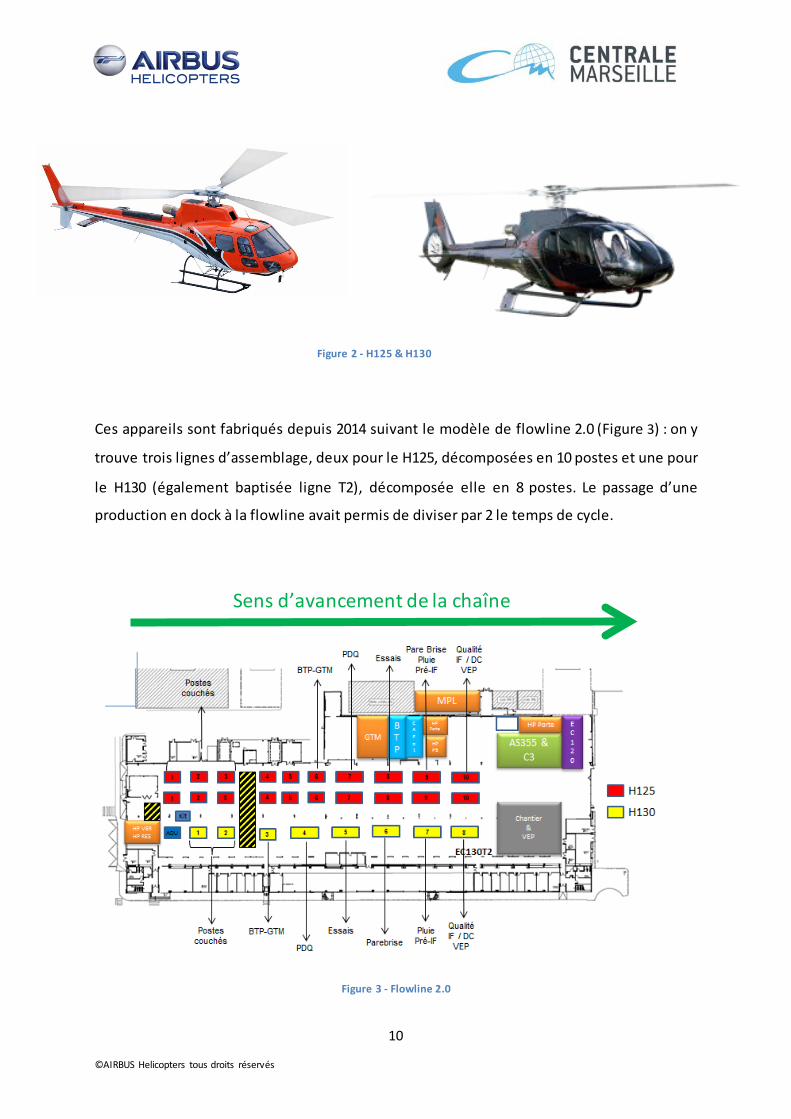
Ces appareils sont fabriqués depuis 2014 suivant le modèle de flowline 2.0 (Figure 3) : on y
trouve trois lignes d’assemblage, deux pour le H125, décomposées en 10 postes et une pour
le H130 (également baptisée ligne T2), décomposée elle en 8 postes. Le passage d’une
production en dock à la flowline avait permis de diviser par 2 le temps de cycle.
Figure 3 - Flowline 2.0
Figure 2 - H125 & H130
Sens d’avancement de la chaîne
11 ©AIRBUS Helicopters tous droits réservés
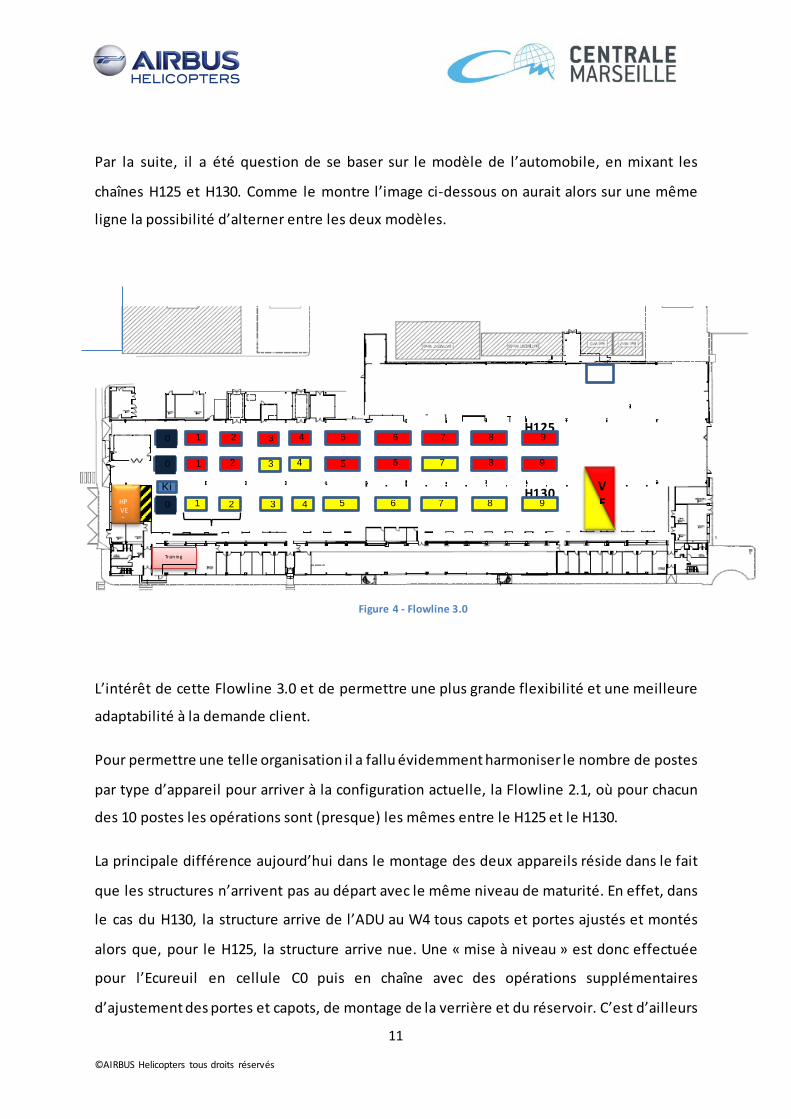
Par la suite, il a été question de se baser sur le modèle de l’automobile, en mixant les
chaînes H125 et H130. Comme le montre l’image ci-dessous on aurait alors sur une même
ligne la possibilité d’alterner entre les deux modèles.
L’intérêt de cette Flowline 3.0 et de permettre une plus grande flexibilité et une meilleure
adaptabilité à la demande client.
Pour permettre une telle organisation il a fallu évidemment harmoniser le nombre de postes
par type d’appareil pour arriver à la configuration actuelle, la Flowline 2.1, où pour chacun
des 10 postes les opérations sont (presque) les mêmes entre le H125 et le H130.
La principale différence aujourd’hui dans le montage des deux appareils réside dans le fait
que les structures n’arrivent pas au départ avec le même niveau de maturité. En effet, dans
le cas du H130, la structure arrive de l’ADU au W4 tous capots et portes ajustés et montés
alors que, pour le H125, la structure arrive nue. Une « mise à niveau » est donc effectuée
pour l’Ecureuil en cellule C0 puis en chaîne avec des opérations supplémentaires
d’ajustement des portes et capots, de montage de la verrière et du réservoir. C’est d’ailleurs
H125
H130
Training room
HP VER
VE
9 1 2 6 7 8 Ki
9 1 2 3 4 6 7 8 5
5
9 1 2 3 4 6 7 8 5
0 0
0
4 3
Figure 4 - Flowline 3.0

12 ©AIRBUS Helicopters tous droits réservés
en cellule 0 que sont préparés le réservoir et la verrière du H125, alors que les portes et
capots du H130 sont démontés puis stockés dans une zone prévue à cet effet.
Voici une description sommaire des opérations que l’on trouve à chaque poste, avec un takt
time égal à trois jours :
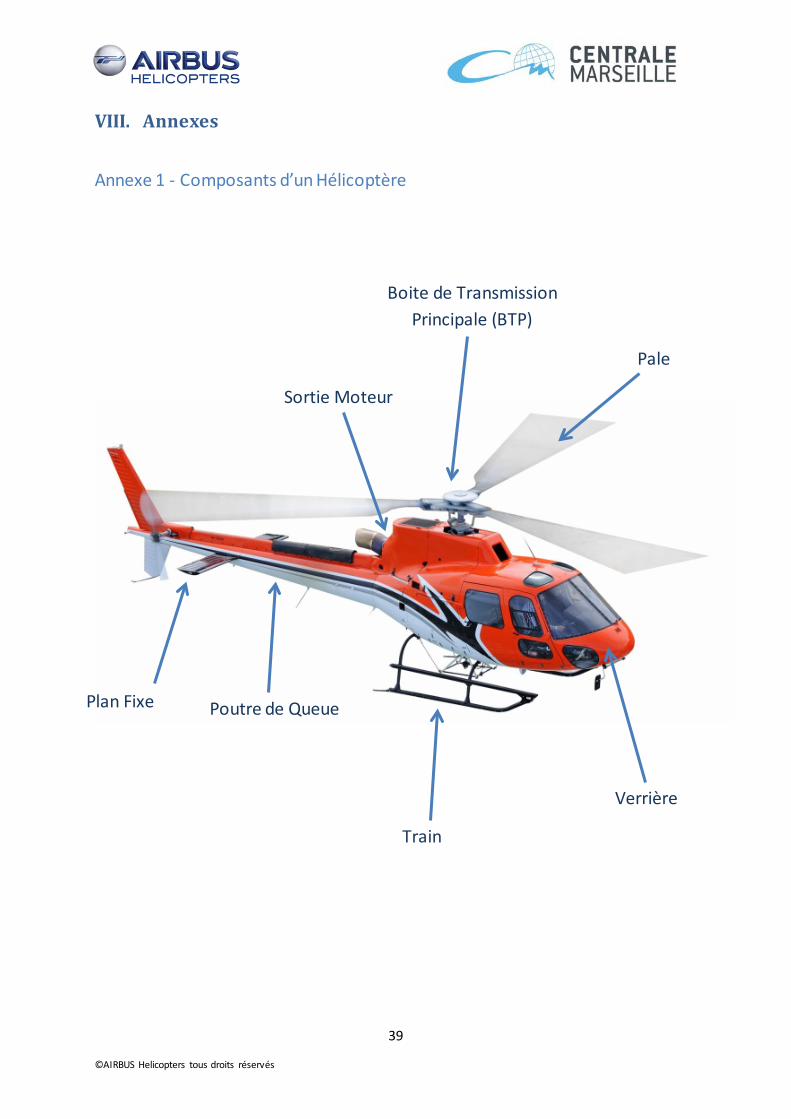
(Voir Annexe 1 pour le descriptif des composants d’un hélicoptère)
Poste 1 :
Dans le premier poste les machines sont retournées à l’aide d’un outillage communément
appelé « retourneur », afin de permettre aux compagnons de travailler à hauteur d’homme
et non sous l’appareil.
Deux ou trois électriciens selon l’appareil sont chargés de cheminer tous les faisceaux, de
monter tous les équipements électriques en sous-barque et au niveau du plancher.
Poste 2 :
Cette fois des ajusteurs équipe l’appareil des pédales et manches du pilote, mais aussi des
différents circuits d’air et hydrauliques
Pour le H125, on y trouve également l’opération de jonctionnement de la verrière à la
structure et la mise en place du réservoir.
Poste 3 :
Cette fois les machines sont mises sur pied, ce qui permet aux compagnons de monter les
rails de siège, les instruments sur la planche de bord et pour le H125 de faire l’ajustement
des portes.
Poste 4 :
Au poste 4 est montée la BTP (Boîte de Transmission Principale) ainsi que le moteur. D’autre
part, les capots du H125 sont montés, ajustés puis démontés.
Poste 5 :
La poutre de queue, produite dans un autre atelier du site, est assemblée à ce poste.
13 ©AIRBUS Helicopters tous droits réservés
Des essais électriques sont également effectués à ce niveau.
Poste 6 :
Les derniers essais sol sont réalisés au poste 6, notamment les essais hydrauliques ou
avioniques.
Poste 7 :
C’est le poste de finalisation. Les pare-brises sont montés, les sièges, portes et capots sont
remontés, afin de pouvoir passer les tests d’étanchéité.
Poste 8 :
A ce poste les machines passent les tests d’étanchéité, les compagnons effectuent la
manutention jusqu’en dehors du bâtiment où un système de jets d’eau est prévu à cet effet.
Il faut ensuite décapoter l’appareil pour le poste suivant.
Poste 9 :
Ici il s’agit d’effectuer l’inspection finale (IF) de l’appareil, et de réaliser des retouches
lorsque c’est nécessaire.
Poste 10 :
Le poste 10 est le dernier avant transfert vers la Piste. Il s’agit là de faire les dernières
retouches afin de passer la VEP (Visite avant Entrée Piste).
La Piste est le client direct de la FAL (Final Assembly Line). C’est là que sont montées les
pâles de l’hélicoptère et où sont réalisés les essais dynamiques : les point fixe (quand la
machine reste au sol) et les essais en vol. Suite à ces essais, des réglages sont à effectuer et
plusieurs contrôles qualité sont réalisés avant que l’appareil puisse être finalement livré au
client.
Enfin, une importante partie de l’atelier est-elle consacrée à l’assemblage en poste fixe (ou
dock) de dérivés de l’Ecureuil : Le C3, version militaire, et le bi-moteur.

14 ©AIRBUS Helicopters tous droits réservés
Ces appareils sont dotés de nombreux optionnels comme les bras d’armement, les caméras
infrarouge ou encore les viseurs. Leur montage ne permet pas de respecter le takt time de 3
jours, c’est pourquoi ils sont aujourd’hui assemblés en poste fixe.
VI. Mission de stage
A. Contexte
A la fin de l’année 2016/début 2017, des changements étant à prévoir au niveau du
plan de production de l’atelier Hélicoptères Légers, une partie non négligeable de l’atelier se
libèrera et n’apportera aucune valeur ajoutée à la production.
Dans ce contexte et dans une démarche d’amélioration continue, il m’a donc été confié la
réorganisation de l’atelier à l’horizon 2017, avec pour objectif d’améliorer sa productivité.
Aussi, je devais travailler sur la réorganisation avec en tête le projet de mixabilité des
chaînes Flowline 3.0, et donc penser à harmoniser les solutions retenues autant que
possible.
B. Déroulement de la mission
1. Etats des lieux
La première partie de mon travail a consisté en une phase d’observation de l’atelier et des
différents postes. Pendant plus d’une semaine, j’ai effectué un tour de toutes les cellules, sur
les lignes de l’Ecureuil et du H130. Premièrement, il s’agissait pour moi de m’intégrer au sein
de l’atelier et de me présenter aux compagnons et chefs d’équipe. Cela m’a permis de mieux
comprendre les opérations réalisées dans chaque cellule, et dans un second temps
d’interroger les compagnons sur les différents problèmes qu’ils pouvaient rencontrer ou les

15 ©AIRBUS Helicopters tous droits réservés
choses qui selon eux pouvaient être améliorées. Leurs remarques étaient liées à toute sorte
de problème: des attentes causées par les manquants, des déplacements jugés inutiles, des
outillages mal conçus ou pouvant être améliorés, des opérations dangereuses pour eux ou
pour l’appareil etc…
Afin de mettre de l’ordre aux très nombreuses remarques m’ayant été faites, j’ai donc
décidé de les classer suivant les différents gaspillages du Lean Management, pour avoir déjà
un premier aperçu de la nature de chaque problème. En voici quelques exemples :
Déplacements Transports Processus Attentes
C0: jusqu'au stock retourneur, saturé => besoin de tout déplacer pour faire
passer le retourneur
C0: Pare-Brise du Market au C0 (130)
C0: Manches à air courts, pb. Contournement + manque embouts et
rallonge adaptés
C0: Attente quincaillerie, pb. Petit lot de rivets
C2: retourneur vers stock retourneur après mise sur
pieds
C0: verrière une fois équipée part en C3
C0: Démontages portes + habillage sur 130
C2: Manquant arceaux pour montage réservoir (350)
C2: jusqu'au Market pour les skates
C0: portes et habillage 130 vers HP
C0: Ajustement et contrôle Q. pare-Brise avant montage
en aval
C3: manquants instruments (alti, chrono…) (130)
C3: jusqu'au HP pour PB Droit (130)
C0: Pare-brise (130) après ajustement vers HP
C1: Besoin plateau pour faciliter branchements
C3: attente elec quand aju travaille sur porte (350)
C4: vers HP pour BTP, Moteur et capots (350)
C3: PB Droit du HP vers C3 (130)
C3: Montages/Démontages portes pour pré-ajustement
(350)
C5: Manque cloison axial pour joindre rotor arrière et
moteur
C5: Préau pour PdQ C3: A/R jusqu'au HP pour
portes (350) C3: pb elec et aju travail
simultané (350)
C9: Attente Essais Hydrauliques quand
manutention machine C8 vers essais pluie
Action immédiate Action Moyen-Terme Action Long-Terme
Figure 5 - Tableau des gaspillages
Comme le montre la Figure 5 ci-dessus, j’ai ensuite classé à nouveau les problèmes, mais
cette fois en termes de complexité et durée de résolution.
Ce tableau me permettait ainsi de voir quelles actions je pouvais rapidement mener, tout en
travaillant à plus long-terme sur un ou deux sujets de plus grande envergure, liés donc à ma
première mission : la réorganisation de l’atelier.
16 ©AIRBUS Helicopters tous droits réservés
La première chose que j’ai pu remarquer, c’est que la majeure partie des gaspillages étaient
dû aux déplacements des compagnons et au transport des pièces, entre les postes de travail
et les différentes zones de stockage. Afin de rendre ces déplacements plus clairs et de mieux
pouvoir les analyser, je me suis servi d’un outil simple mais efficace : le diagramme
Spaghetti.
Le diagramme spaghetti est un outil qui sert à donner une vision claire du flux physique des
pièces ou des individus. Cette visualisation sert à visualiser les flux redondants, les
croisements récurrents parcourus par chaque produit ou personne. Il aide ainsi à la
réorganisation de l’atelier pour limiter les temps de déplacements et leur non-valeur
ajoutée.
Pour réaliser ce type de diagramme, il faut d’abord définir la zone géographique sur laquelle
porte l’étude (ici le Market Place) et obtenir un plan de la zone. Ensuite il faut lister les
différents produits ou services transformés par le processus, avant de tracer pour chaque le
chemin emprunté, en incluant les zones de stockage ou d’attente. Enfin, le diagramme
obtenu permet de comparer la situation initiale avec le projet de modification en mesurant
la distance parcourue pour chaque produit.
A nouveau j’ai donc effectué une analyse des différents postes concernés par le montage ou
le démontage de ces pièces, dont les déplacements au sein de l’atelier étaient importants : il
s’agissait principalement des capots, des portes, des habillages et, dans le cas du H130, des
pare-brise.
En effet, pour la plupart de ces pièces, plusieurs montages et/ou démontages sont
nécessaires, à différents postes, que ce soit pour leur ajustement, pour les tests d’étanchéité
ou encore l’inspection finale.
Pour chaque pièce je demandais donc où le compagnon allait la chercher, s’il la démontait
par la suite, si oui où la replaçait-il, si non à quel poste la pièce était démontée. Puis je
recommençais aux autres postes.
17 ©AIRBUS Helicopters tous droits réservés
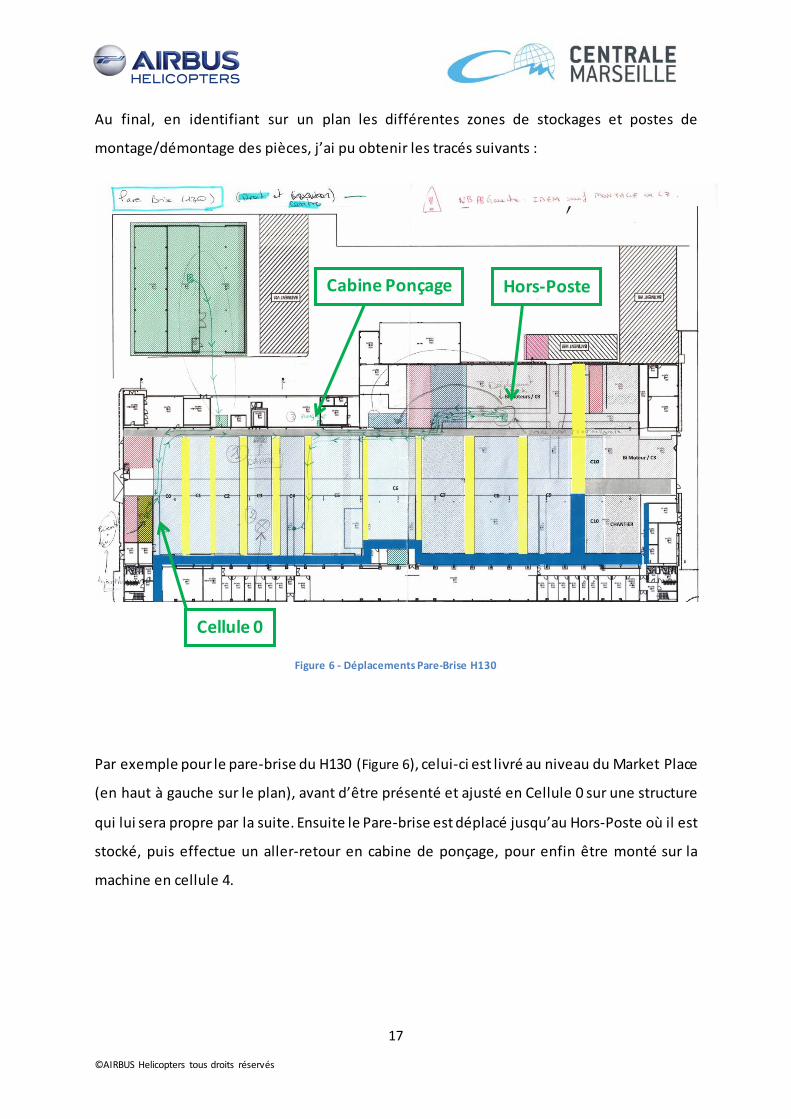
Au final, en identifiant sur un plan les différentes zones de stockages et postes de
montage/démontage des pièces, j’ai pu obtenir les tracés suivants :
Figure 6 - Déplacements Pare-Brise H130
Par exemple pour le pare-brise du H130 (Figure 6), celui-ci est livré au niveau du Market Place
(en haut à gauche sur le plan), avant d’être présenté et ajusté en Cellule 0 sur une structure
qui lui sera propre par la suite. Ensuite le Pare-brise est déplacé jusqu’au Hors-Poste où il est
stocké, puis effectue un aller-retour en cabine de ponçage, pour enfin être monté sur la
machine en cellule 4.
Cabine Ponçage Hors-Poste
Cellule 0
18 ©AIRBUS Helicopters tous droits réservés
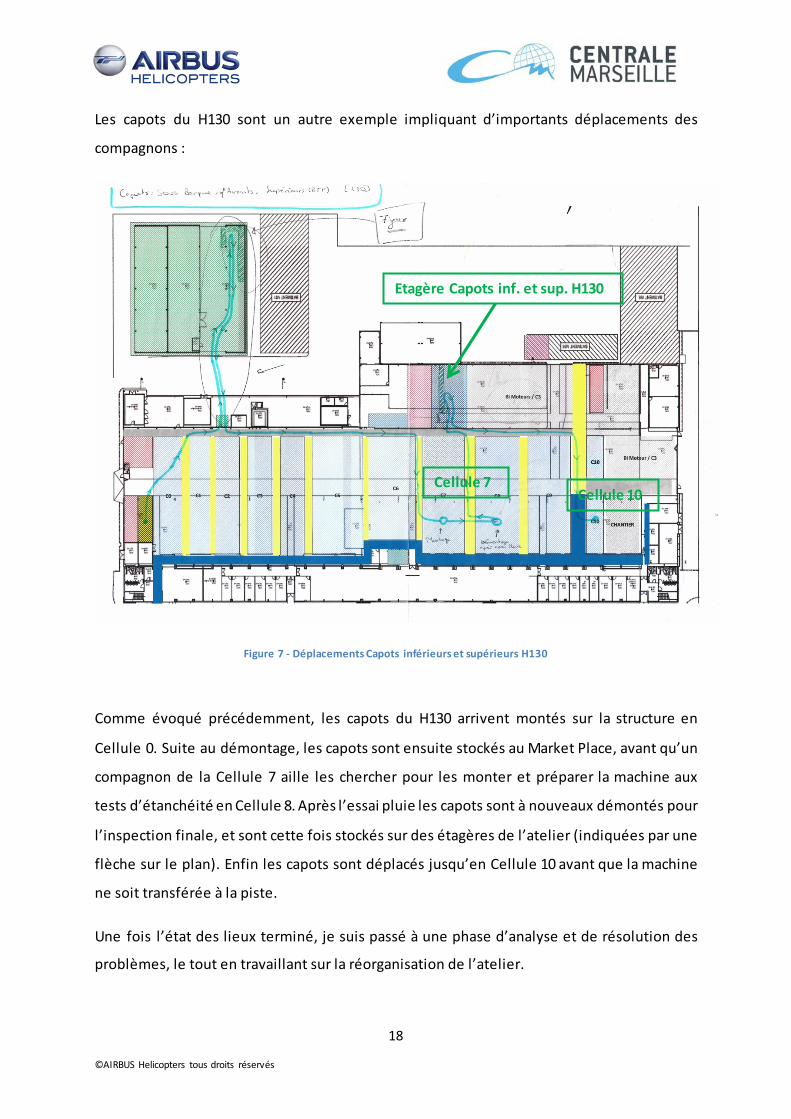
Les capots du H130 sont un autre exemple impliquant d’importants déplacements des
compagnons :
Figure 7 - Déplacements Capots inférieurs et supérieurs H130
Comme évoqué précédemment, les capots du H130 arrivent montés sur la structure en
Cellule 0. Suite au démontage, les capots sont ensuite stockés au Market Place, avant qu’un
compagnon de la Cellule 7 aille les chercher pour les monter et préparer la machine aux
tests d’étanchéité en Cellule 8. Après l’essai pluie les capots sont à nouveaux démontés pour
l’inspection finale, et sont cette fois stockés sur des étagères de l’atelier (indiquées par une
flèche sur le plan). Enfin les capots sont déplacés jusqu’en Cellule 10 avant que la machine
ne soit transférée à la piste.
Une fois l’état des lieux terminé, je suis passé à une phase d’analyse et de résolution des
problèmes, le tout en travaillant sur la réorganisation de l’atelier.
Etagère Capots inf. et sup. H130
Cellule 7 Cellule 10
19 ©AIRBUS Helicopters tous droits réservés
2. Analyse et Résolution des problèmes
Les différents problèmes traités étant nombreux, je vais donc rapporter ici une partie
d’entre eux, en suivant leur ordre d’apparition le long de la ligne d’assemblage.
Après avoir donc noté et classé toutes les remarques m’ayant été faites par les compagnons,
je me suis lancé dans une phase d’analyse et de résolution de problèmes.
Pour cela j’ai suivi une méthodologie, me permettant de clarifier les problèmes et d’en
connaitre les causes, de proposer plusieurs solutions afin d’étudier quelles étaient les plus
avantageuses, d’en mettre une en action et d’en faire le suivi.
Voici un exemple de quelques sujets abordés :
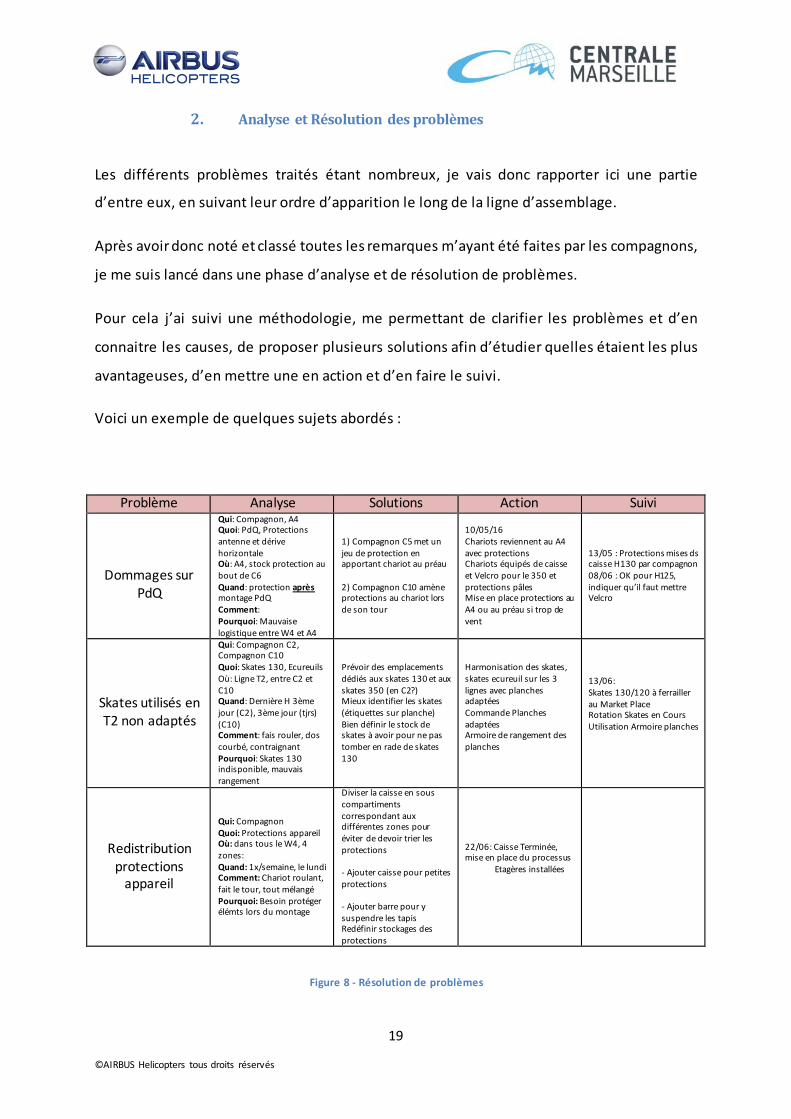
Problème Analyse Solutions Action Suivi
Dommages sur
PdQ
Qui: Compagnon, A4 Quoi: PdQ, Protections antenne et dérive horizontale Où: A4, stock protection au bout de C6 Quand: protection après montage PdQ Comment: Pourquoi: Mauvaise logistique entre W4 et A4
1) Compagnon C5 met un jeu de protection en apportant chariot au préau 2) Compagnon C10 amène protections au chariot lors de son tour
10/05/16 Chariots reviennent au A4 avec protections Chariots équipés de caisse et Velcro pour le 350 et protections pâles Mise en place protections au A4 ou au préau si trop de vent
13/05 : Protections mises ds caisse H130 par compagnon 08/06 : OK pour H125, indiquer qu’il faut mettre Velcro
Skates utilisés en T2 non adaptés
Qui: Compagnon C2, Compagnon C10 Quoi: Skates 130, Ecureuils Où: Ligne T2, entre C2 et C10 Quand: Dernière H 3ème jour (C2), 3ème jour (tjrs) (C10) Comment: fais rouler, dos courbé, contraignant Pourquoi: Skates 130 indisponible, mauvais rangement
Prévoir des emplacements dédiés aux skates 130 et aux skates 350 (en C2?) Mieux identifier les skates (étiquettes sur planche) Bien définir le stock de skates à avoir pour ne pas tomber en rade de skates 130
Harmonisation des skates, skates ecureuil sur les 3 lignes avec planches adaptées Commande Planches adaptées Armoire de rangement des planches
13/06: Skates 130/120 à ferrailler au Market Place Rotation Skates en Cours Utilisation Armoire planches
Redistribution protections
appareil
Qui: Compagnon Quoi: Protections appareil Où: dans tous le W4, 4 zones: Quand: 1x/semaine, le lundi Comment: Chariot roulant, fait le tour, tout mélangé Pourquoi: Besoin protéger élémts lors du montage
Diviser la caisse en sous compartiments correspondant aux différentes zones pour éviter de devoir trier les protections - Ajouter caisse pour petites protections - Ajouter barre pour y suspendre les tapis Redéfinir stockages des protections
22/06: Caisse Terminée, mise en place du processus Etagères installées
Figure 8 - Résolution de problèmes
20 ©AIRBUS Helicopters tous droits réservés
a. Décapotage, Déplacements des Capots/Portes en Cellule 0
Comme évoqué précédemment, le H130 arrive au W4 avec tous ses capots et portes
montés.
Dès son arrivée dans l’atelier, un compagnon est donc chargé de démonter et de stocker
l’ensemble au Market Place, pour préparer l’appareil à être équipé dès la cellule 1.
Cela fait perdre à la production beaucoup de temps, puisqu’en moyenne 2h30 sont
nécessaires au compagnon pour réaliser ces opérations. Il lui arrive même parfois d’y passer
plus de 3 heures.
Avec une arrivée tous les 3 jours, le gaspillage de temps est donc de taille surtout que le
démontage n’apporte aucune valeur ajoutée à la machine.
Il me fallait donc savoir pourquoi les capots et portes n’arrivaient pas démontés et stockés
dans l’atelier, comme c’est le cas pour l’Ecureuil.
Premièrement, en interrogeant divers responsables de l’atelier, j’ai pu vérifier qu’il ne
s’agissait pas d’une demande de la qualité de s’assurer que les capots et portes arrivaient
conformément avec la structure associée.
Alors, je me suis ensuite tourné du côté du M1, atelier d’où vient la structure avant d’arriver
au W4, pour savoir si le montage finale des capots et portes était une opération
d’ajustement ou s’il s’agissait uniquement d’un prétexte pour faire parvenir l’ensemble au
W4.
Auparavant, après avoir présenté et ajusté les différentes pièces, les compagnons du M1
démontaient l’ensemble pour l’inspection finale (IF), un peu à la manière de la cellule 9 au
W4, cette fois pour s’assurer qu’aucun objet ne s’était introduit dans la structure.
Aujourd’hui le montage est plus rigoureux et il est beaucoup moins fréquent de démonter
les capots et portes une fois qu’ils ont été ajustés.
En résumé, en demandant au M1 de nous livrer la structure décapotée, il faudrait leur
ajouter une OP de démontage.

21 ©AIRBUS Helicopters tous droits réservés
Il faut donc savoir dans un premier temps si le temps que prendrait le démontage et le
conditionnement au M1 pour le transport des capots et portes est bien inférieur à celui de
démontage et stockage au W4.
Ensuite, si il y a bel et bien gain de temps, il faudra résoudre deux questions : comment
transporter tous les capots et portes du M1 au W4 et par quel procédé ?
Deux possibilités s’offrent alors à nous :
- on fait confectionner des chariots tubulaires (Figure 9) servant au transport entre la
M1 et le W4, mais également à leur stockage au W4.
- on trouve un chariot déjà existant assez volumineux pour assurer le transport des
pièces pour les stocker dans des racks eux aussi déjà existants.
Figure 9 - Chariot tubulaire
L’avantage des chariots tubulaires est de supprimer les opérations de chargement et
déchargement sur étagères des pièces. En effet, une fois transportées au W4, la logistique
n’aurait plus qu’à laisser les chariots dans un emplacement dédié, sans avoir à toucher aux
pièces. Pareillement lorsque le compagnon a besoin d’une pièce, les chariots étant montés
sur roues, il n’aurait qu’à les faire rouler jusqu’au bord de chaîne.
22 ©AIRBUS Helicopters tous droits réservés
Cependant après études, c’est la deuxième option qui a été conservée. En effet, pour stocker
les pièces des onze H130 présents sur la ligne d’assemblage, il faudrait donc confectionner
plus de onze chariots tubulaires (onze pour le W4 et 2 ou 3 pour le M1). Or ces chariots
prennent trop de place, bien plus que lorsque les pièces sont mises sur des étagères fixes.
Aussi le coût unitaire d’un chariot tubulaire étant élevé, l’investissement mis en jeu serait lui
trop important.
Daher serait donc chargé de déplacer les capots et portes du H130 et de les stocker dans les
étagères du W4, en veillant à ce que les pièces et leur emplacement de stockage soient
clairement identifiés, pour s’assembler avec la structure sur laquelle ils ont été ajustés.
Faute de temps, je n’ai pas pu aller au bout de ce sujet, mais ai au moins pu tirer les grandes
lignes à suivre par la suite.
b. Mise en place de la machine sur skates
Cette fois il s’agissait d’un problème lié à la sécurité du compagnon.
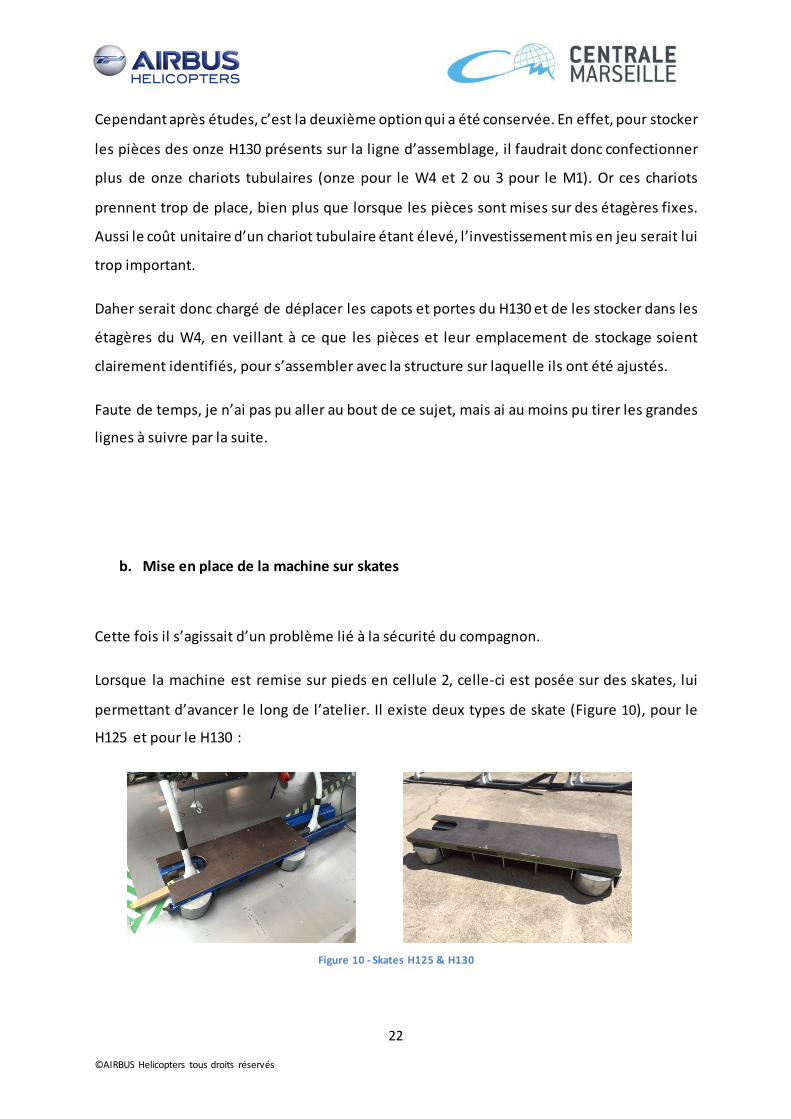
Lorsque la machine est remise sur pieds en cellule 2, celle-ci est posée sur des skates, lui
permettant d’avancer le long de l’atelier. Il existe deux types de skate (Figure 10), pour le
H125 et pour le H130 :
Figure 10 - Skates H125 & H130
23 ©AIRBUS Helicopters tous droits réservés
Sur les skates sont posées des planches, permettant aux compagnons de monter dessus.
Comme le montre les photos ci-dessus, le train d’atterrissage du H125 impose aux planches
d’être plus courtes.
Le problème vient du fait que parfois, les machines H130 étaient posées sur des skates H125,
constituant un risque pour le compagnon de chuter et/ou de se coincer le pied, les planches
ne recouvrant pas l’intégralité du skate.
Après analyse, j’ai découvert que l’utilisation de skates non appropriés venait d’un manque
de skates H130. En effet, sur chaque ligne, les appareils sont sur pieds entre la cellule 3 et la
cellule 10. Huit paires de skates sont donc nécessaires, or il y avait 5 paires H130 dans
l’atelier.
Aussi, j’ai pu constater que certains H130 étaient montés sur des skates H125, mais cette
fois avec des planches allongées, pour s’adapter justement au H130. J’en ai dénombré 3
paires.
Deux possibilités s’offraient donc à moi :
- Acheter 3 nouvelles paires de skates H130 pour couvrir toute la ligne
- Acheter 5 nouvelles paires de planches, adaptant les skates H125 au 130
Mon choix c’est finalement porté sur la deuxième option.
Premièrement car on compte 23 paires de skates H125 dans l’atelier, suffisamment donc
pour couvrir les 3 lignes, et qu’il est moins coûteux de faire faire des planches plutôt que des
skates complets.
Deuxièmement car pour éviter des erreurs dans le choix des skates, il faut réduire les choix
possibles. Il est donc intéressant d’harmoniser les 3 lignes en utilisant des skates de même
nature, notamment en vue de la Flowline 3.0.
Il ne restait plus qu’à m’assurer que les compagnons utilisent les bonnes planches sur la ligne
T2.
24 ©AIRBUS Helicopters tous droits réservés
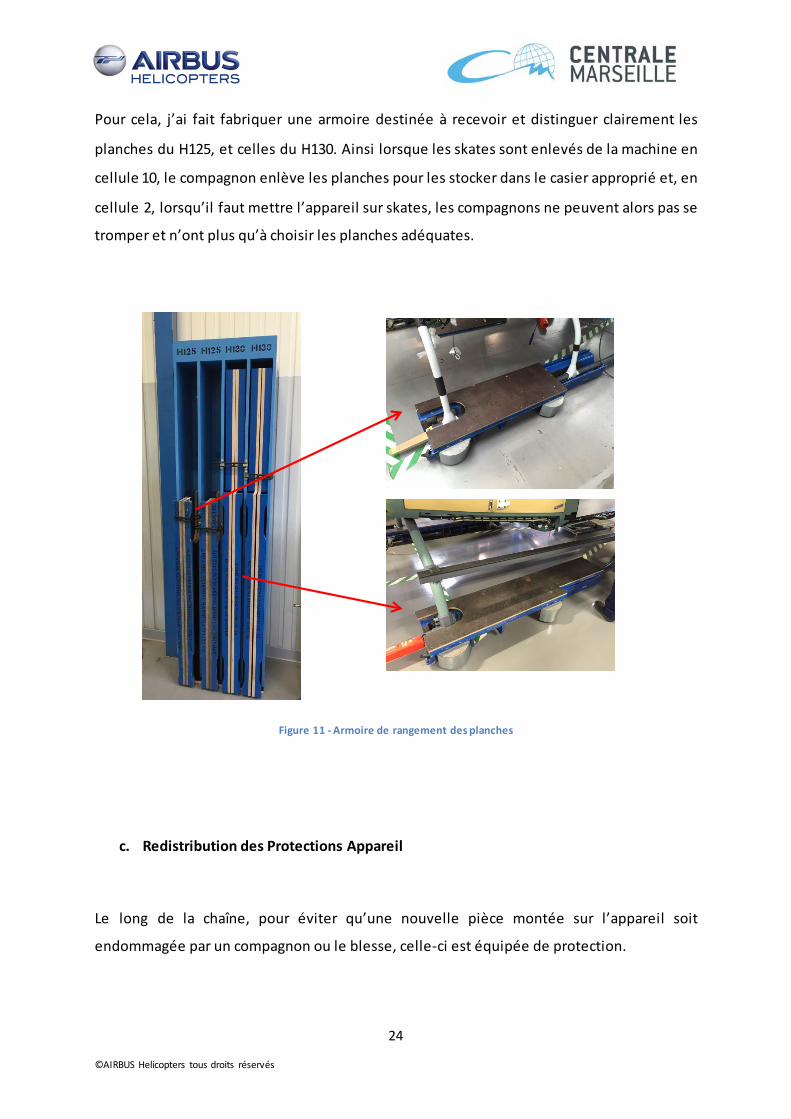
Pour cela, j’ai fait fabriquer une armoire destinée à recevoir et distinguer clairement les
planches du H125, et celles du H130. Ainsi lorsque les skates sont enlevés de la machine en
cellule 10, le compagnon enlève les planches pour les stocker dans le casier approprié et, en
cellule 2, lorsqu’il faut mettre l’appareil sur skates, les compagnons ne peuvent alors pas se
tromper et n’ont plus qu’à choisir les planches adéquates.
Figure 11 - Armoire de rangement des planches
c. Redistribution des Protections Appareil
Le long de la chaîne, pour éviter qu’une nouvelle pièce montée sur l’appareil soit
endommagée par un compagnon ou le blesse, celle-ci est équipée de protection.

25 ©AIRBUS Helicopters tous droits réservés
Les protections sont donc réparties dans l’atelier, au bord des cellules où chacune doit être
mise en place.
Une fois en Cellule 10, les compagnons doivent alors enlever toutes les protections et les
placer dans un chariot prévu à cet effet, avant que la machine ne soit transférée en piste.
Figure 12 - Caisse de Redistribution des protections
Les protections sont ensuite redistribuées, de façon hebdomadaire, tous les lundis matin.
Comme le montre la photo ci-dessus (Figure 12), les protections sont mises en vrac dans le
chariot et au bout d’une semaine le chariot déborde.
Cela fait perdre beaucoup de temps au compagnon chargé de les redistribuer, qui doit alors
les trier, et faire plusieurs allers-retours dans l’atelier pour ranger chaque protection dans la
cellule appropriée. Aussi il arrive souvent que des protections soient rangées au mauvais
endroit, pouvant créer un manque lorsque celles-ci sont nécessaires.
Il m’est donc venu l’idée de pré-trier les protections et de clarifier leurs zones de stockage,
pour faciliter la redistribution et favoriser la bonne protection des appareils.
Pour commencer j’ai donc fait l’inventaire de toutes les protections de l’atelier et des
cellules où elles sont mises en place. Certaines n’étaient pas stockées au bon endroit et donc
il a fallu les déplacer.
26 ©AIRBUS Helicopters tous droits réservés
Ensuite je me suis intéressé au chariot de redistribution. L’idée était donc de le
compartimenter, en fonction des différents endroits où doivent être rangées les protections.
Ainsi le compagnon n’aurait plus besoin de les trier et ne se poserait plus de questions quant
à l’endroit où les replacer.
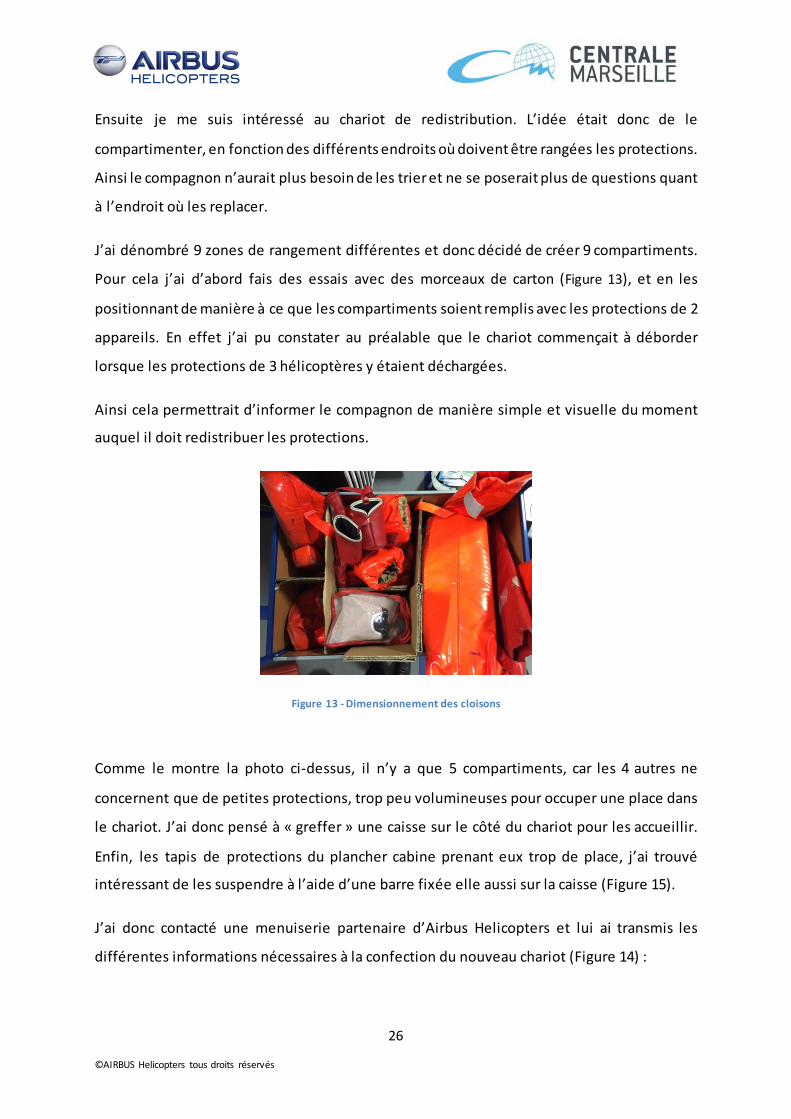
J’ai dénombré 9 zones de rangement différentes et donc décidé de créer 9 compartiments.
Pour cela j’ai d’abord fais des essais avec des morceaux de carton (Figure 13), et en les
positionnant de manière à ce que les compartiments soient remplis avec les protections de 2
appareils. En effet j’ai pu constater au préalable que le chariot commençait à déborder
lorsque les protections de 3 hélicoptères y étaient déchargées.
Ainsi cela permettrait d’informer le compagnon de manière simple et visuelle du moment
auquel il doit redistribuer les protections.
Figure 13 - Dimensionnement des cloisons
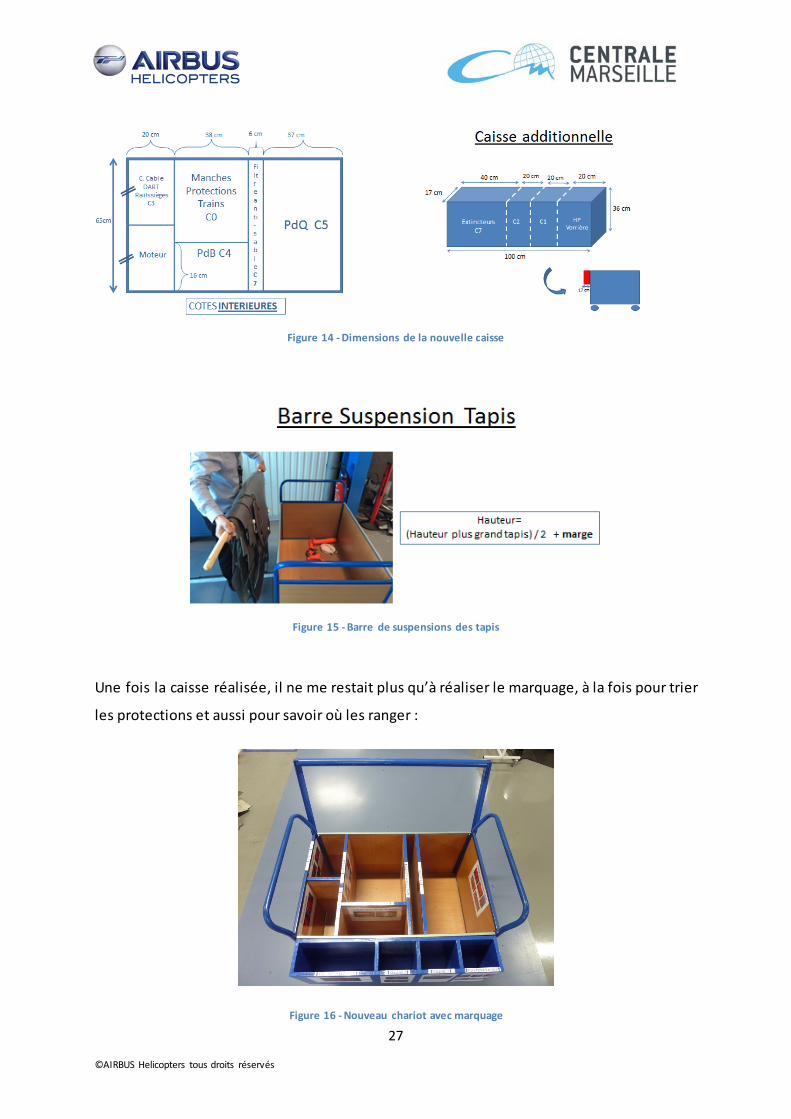
Comme le montre la photo ci-dessus, il n’y a que 5 compartiments, car les 4 autres ne
concernent que de petites protections, trop peu volumineuses pour occuper une place dans
le chariot. J’ai donc pensé à « greffer » une caisse sur le côté du chariot pour les accueillir.
Enfin, les tapis de protections du plancher cabine prenant eux trop de place, j’ai trouvé
intéressant de les suspendre à l’aide d’une barre fixée elle aussi sur la caisse (Figure 15).
J’ai donc contacté une menuiserie partenaire d’Airbus Helicopters et lui ai transmis les
différentes informations nécessaires à la confection du nouveau chariot (Figure 14) :
27 ©AIRBUS Helicopters tous droits réservés
Figure 14 - Dimensions de la nouvelle caisse
Figure 15 - Barre de suspensions des tapis
Une fois la caisse réalisée, il ne me restait plus qu’à réaliser le marquage, à la fois pour trier
les protections et aussi pour savoir où les ranger :
Figure 16 - Nouveau chariot avec marquage

28 ©AIRBUS Helicopters tous droits réservés
Aussi pour formaliser la nouvelle procédure et pour m’assurer que les compagnons la
respectent, je lui ai défini un standard (Annexe 2), indiquant que la redistribution doit se
faire lorsqu’un des compartiments est rempli.
Le standard est un document qui décrit un outil, une méthode ou un procédé de manière à
le figer dans le temps. Il permet de s’harmoniser sur des pratiques définies comme les
meilleurs afin de rendre la performance de l’entreprise stable.
Enfin, pour connaître les gains réalisés par cette nouvelle procédure et le temps
d’amortissement des travaux réalisés sur le chariot, j’ai chronométré la nouvelle durée de
redistribution.
Celle-ci est de 9 minutes, à raison de 2 redistributions par semaine contre 30 minutes
auparavant, une fois le lundi. En tenant compte du PIC (Plan Industriel et Commercial) pour
les années 2016 et 2017 cela ferait un gain de 627€ par an, alors que la caisse a coûté 650 €.
On a donc un amortissement sur 13 mois.
3. Réorganisation de l’atelier
Il s’agit donc là de ma mission principale, destinée à réduire les déplacements des compagnons pour
optimiser la production.
Je suis donc parti des différents diagrammes spaghetti tracés lors de mon état des lieux.
Voici ceux obtenus pour les capots et portes du H130 :
29 ©AIRBUS Helicopters tous droits réservés
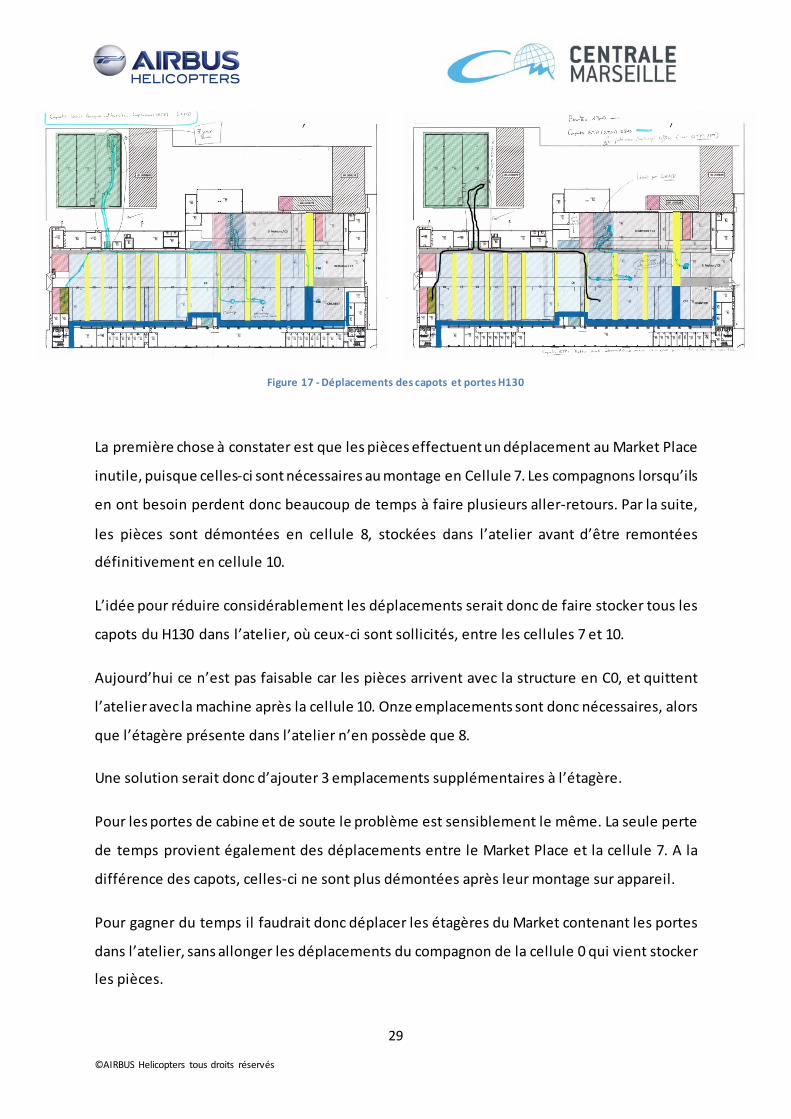
Figure 17 - Déplacements des capots et portes H130
La première chose à constater est que les pièces effectuent un déplacement au Market Place
inutile, puisque celles-ci sont nécessaires au montage en Cellule 7. Les compagnons lorsqu’ils
en ont besoin perdent donc beaucoup de temps à faire plusieurs aller-retours. Par la suite,
les pièces sont démontées en cellule 8, stockées dans l’atelier avant d’être remontées
définitivement en cellule 10.
L’idée pour réduire considérablement les déplacements serait donc de faire stocker tous les
capots du H130 dans l’atelier, où ceux-ci sont sollicités, entre les cellules 7 et 10.
Aujourd’hui ce n’est pas faisable car les pièces arrivent avec la structure en C0, et quittent
l’atelier avec la machine après la cellule 10. Onze emplacements sont donc nécessaires, alors
que l’étagère présente dans l’atelier n’en possède que 8.
Une solution serait donc d’ajouter 3 emplacements supplémentaires à l’étagère.
Pour les portes de cabine et de soute le problème est sensiblement le même. La seule perte
de temps provient également des déplacements entre le Market Place et la cellule 7. A la
différence des capots, celles-ci ne sont plus démontées après leur montage sur appareil.
Pour gagner du temps il faudrait donc déplacer les étagères du Market contenant les portes
dans l’atelier, sans allonger les déplacements du compagnon de la cellule 0 qui vient stocker
les pièces.
30 ©AIRBUS Helicopters tous droits réservés
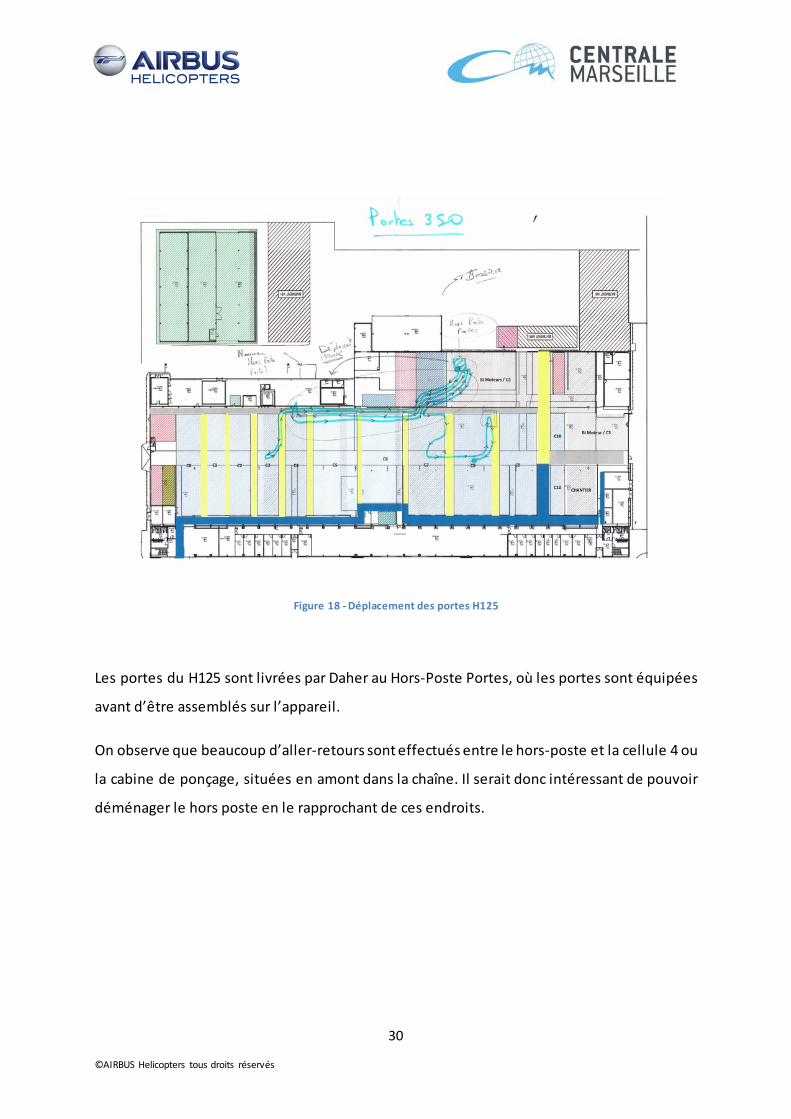
Figure 18 - Déplacement des portes H125
Les portes du H125 sont livrées par Daher au Hors-Poste Portes, où les portes sont équipées
avant d’être assemblés sur l’appareil.
On observe que beaucoup d’aller-retours sont effectués entre le hors-poste et la cellule 4 ou
la cabine de ponçage, situées en amont dans la chaîne. Il serait donc intéressant de pouvoir
déménager le hors poste en le rapprochant de ces endroits.
31 ©AIRBUS Helicopters tous droits réservés
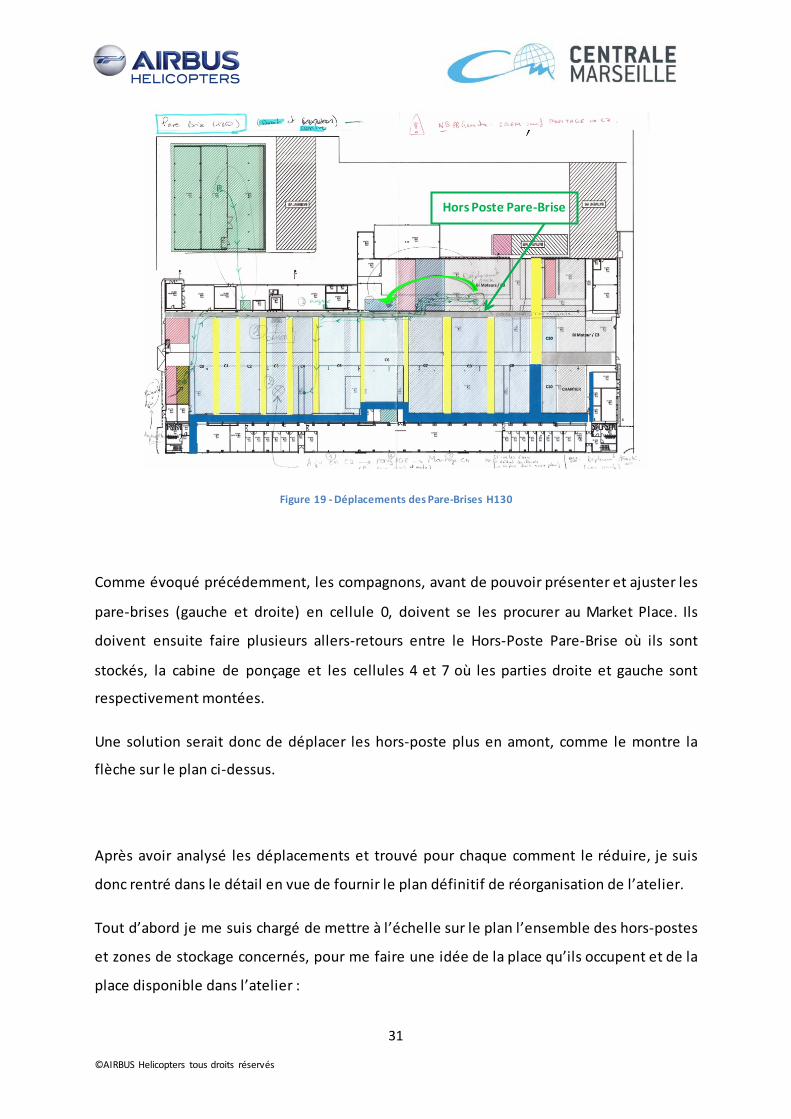
Figure 19 - Déplacements des Pare-Brises H130
Comme évoqué précédemment, les compagnons, avant de pouvoir présenter et ajuster les
pare-brises (gauche et droite) en cellule 0, doivent se les procurer au Market Place. Ils
doivent ensuite faire plusieurs allers-retours entre le Hors-Poste Pare-Brise où ils sont
stockés, la cabine de ponçage et les cellules 4 et 7 où les parties droite et gauche sont
respectivement montées.
Une solution serait donc de déplacer les hors-poste plus en amont, comme le montre la
flèche sur le plan ci-dessus.
Après avoir analysé les déplacements et trouvé pour chaque comment le réduire, je suis
donc rentré dans le détail en vue de fournir le plan définitif de réorganisation de l’atelier.
Tout d’abord je me suis chargé de mettre à l’échelle sur le plan l’ensemble des hors-postes
et zones de stockage concernés, pour me faire une idée de la place qu’ils occupent et de la
place disponible dans l’atelier :
Hors Poste Pare-Brise

32 ©AIRBUS Helicopters tous droits réservés
Figure 20 - Plan de l'atelier mis à l'échelle
Comme on peut le voir ci-dessus (Figure 20), j’ai également placé pour chaque pièce
l’emplacement idéal de stockage, minimisant les déplacements, afin d’avoir un aperçu de
l’aménagement final à obtenir.
Finalement, après avoir pris en compte l’ensemble des contraintes imposées par la chaîne,
j’ai proposé le plan suivant, avec le détail des principaux aménagements ci-après (plan
complet en Annexe 3):
Porte Coulissante Arrivée Moteur
Porte Automatique

33 ©AIRBUS Helicopters tous droits réservés
Figure 21 - Plan Réorganisé
Hors-Poste Portes H125 : l’idéal aurait été de le placer à la place du Hors-Poste
Moteur. Cependant, le moteur étant une pièce maîtresse, la plus coûteuse de l’hélicoptère,
je ne pouvais pas envisager de l’éloigner de son poste d’assemblage, en cellule 4.
Je l’ai donc placé juste à côté sur mon plan, réduisant tout de même les déplacements vers
la cellule 3 et la cabine de ponçage.
Cet aménagement est d’autant plus intéressant qu’il permet aussi d’intégrer au hors-poste
l’application PR (étanchéité des portes), regroupant ainsi à un même endroit toutes les
opérations, hormis le montage/démontage sur appareil, liées aux portes du H125.
Enfin comme le montre le plan, j’ai veillé à ce que l’espace soit suffisant pour y intégrer les
différents outillages et armoires de stockage présents aujourd’hui au Hors-Poste Portes.
Stocks Pièces H125/H130 :
Cette zone est elle réservée au stockage de toutes les pièces volumineuses du H125 et du
H130, à savoir les capots, les portes (du 130), les habillages etc…
La zone est à proximité directe des cellules 7,8 et 10 où les pièces sont montées/démontées.
1
2
2
34 ©AIRBUS Helicopters tous droits réservés
Les étagères destinées aux capots inférieurs et supérieurs du H130 sont suffisamment larges
pour accueillir 12 jeux, évitant ainsi les allers-retours au Market Place.
Les capots GTM sont volontairement placés au fond, car ils ne sont pas démontés en cellule
8 comme les autres capots et ne demandent qu’un aller-retour.
Les étagères sont espacées de 140 cm pour que le compagnon ait la place suffisante pour
stocker ou retirer les pièces.
Hors-Poste Pare Brise :
Les Pare Brises, comme évoqué précédemment, demandent de nombreux allers-retours
entre le Hors-Poste et la cellule 0, la cellule 4, la cellule 7 et surtout la cabine de ponçage.
L’idéal était donc de le placer au niveau des arrivées Moteur, à proximité directe avec la
cabine de ponçage.
Un emplacement est également prévu pour les arrivées de Pare-Brise, évitant ainsi d’avoir à
se déplacer au Market Place.
L’espace est suffisant pour accueillir toutes les tables nécessaire aux déplacements des
différents pare brises.
A noter que l’implantation du Hors Poste Pare-Brise à cet endroit impose de condamner la
porte coulissante et de ne plus faire arriver les moteurs par cette porte mais par celle
automatique, comme indiquée sur le plan.
Après avoir proposé le plan de réorganisation, il me restait alors à étudier la rentabilité du
projet, à savoir au bout de combien de temps l’agent investi pour l’aménagement de l’atelier
serait amorti, sachant qu’il m’était demandé un amortissement sur 12 mois.
2
3
35 ©AIRBUS Helicopters tous droits réservés
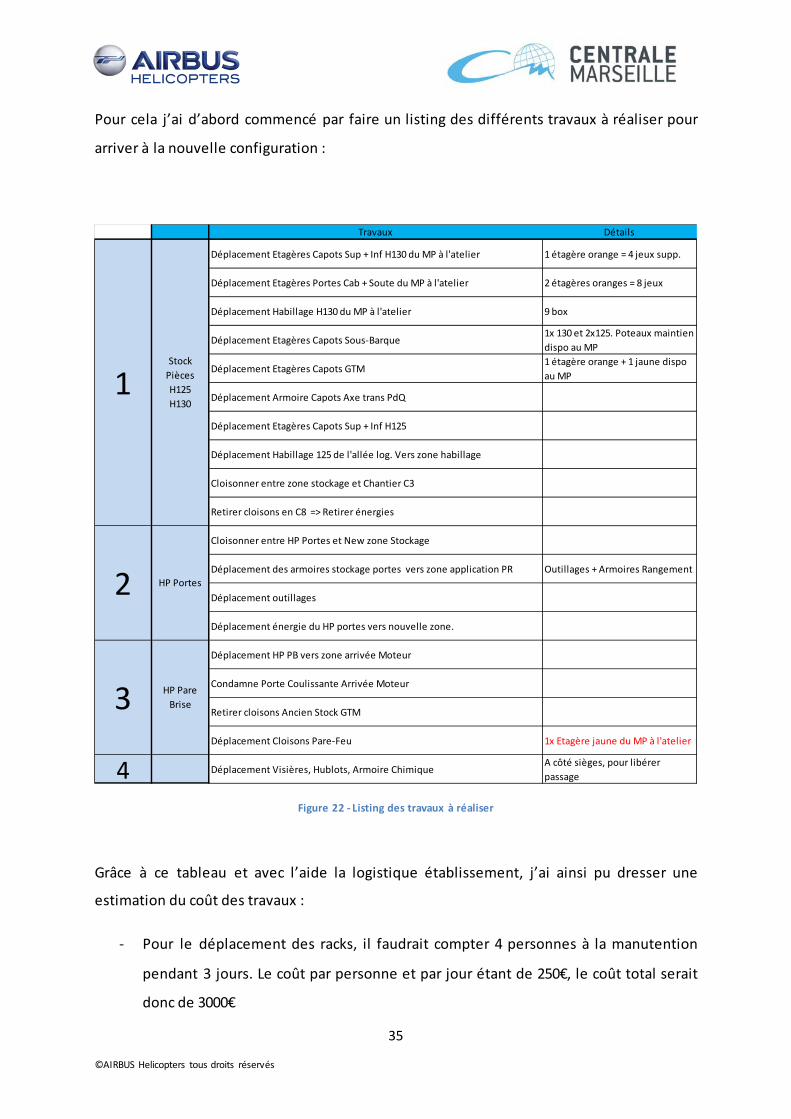
Pour cela j’ai d’abord commencé par faire un listing des différents travaux à réaliser pour
arriver à la nouvelle configuration :
Figure 22 - Listing des travaux à réaliser
Grâce à ce tableau et avec l’aide la logistique établissement, j’ai ainsi pu dresser une
estimation du coût des travaux :
- Pour le déplacement des racks, il faudrait compter 4 personnes à la manutention
pendant 3 jours. Le coût par personne et par jour étant de 250€, le coût total serait
donc de 3000€
Travaux Détails
Déplacement Etagères Capots Sup + Inf H130 du MP à l'atelier 1 étagère orange = 4 jeux supp.
Déplacement Etagères Portes Cab + Soute du MP à l'atelier 2 étagères oranges = 8 jeux
Déplacement Habillage H130 du MP à l'atelier 9 box
Déplacement Etagères Capots Sous-Barque 1x 130 et 2x125. Poteaux maintien dispo au MP
Déplacement Etagères Capots GTM1 étagère orange + 1 jaune dispo au MP
Déplacement Armoire Capots Axe trans PdQ
Déplacement Etagères Capots Sup + Inf H125
Déplacement Habillage 125 de l'allée log. Vers zone habillage
Cloisonner entre zone stockage et Chantier C3
Retirer cloisons en C8 => Retirer énergies
Cloisonner entre HP Portes et New zone Stockage
Déplacement des armoires stockage portes vers zone application PR Outillages + Armoires Rangement
Déplacement outillages
Déplacement énergie du HP portes vers nouvelle zone.
Déplacement HP PB vers zone arrivée Moteur
Condamne Porte Coulissante Arrivée Moteur
Retirer cloisons Ancien Stock GTM
Déplacement Cloisons Pare-Feu 1x Etagère jaune du MP à l'atelier
4 Déplacement Visières, Hublots, Armoire Chimique A côté sièges, pour libérer passage
Stock Pièces H125 H130
HP Pare Brise 3
1
2 HP Portes
36 ©AIRBUS Helicopters tous droits réservés
- Le coût du m2 de cloison s’élève lui à 65€ et le m2 à décloisonner est de 15€. En
tenant compte des informations données par le tableau on aurait donc un coût de
cloisonnement/décloisonnement de 1800 €.
Aussi, il faut prendre en compte le coût de déplacement des sources d’énergie. Comme
indiqué dans le tableau des travaux, c’est le cas du Hors-Poste Portes.
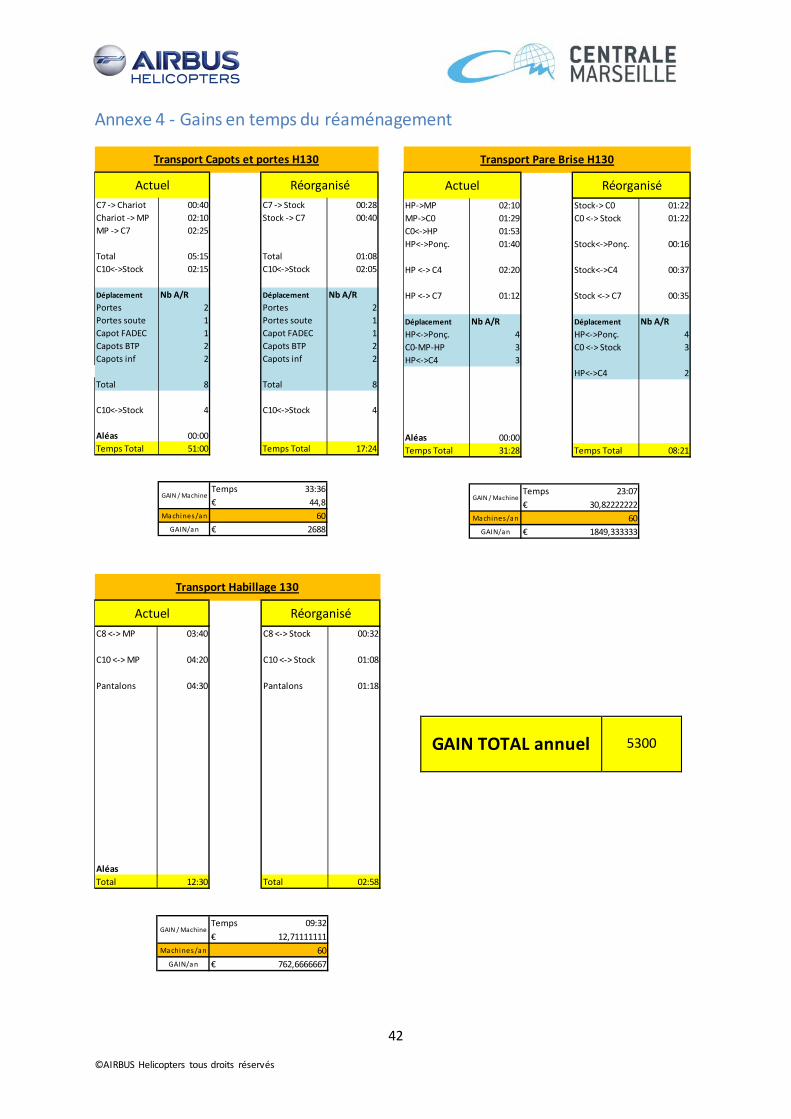
Je me suis ensuite intéressé aux gains potentiels que procurerait la réorganisation. Pour cela
j’ai chronométré les temps de déplacement de chaque pièce, dans les deux configurations,
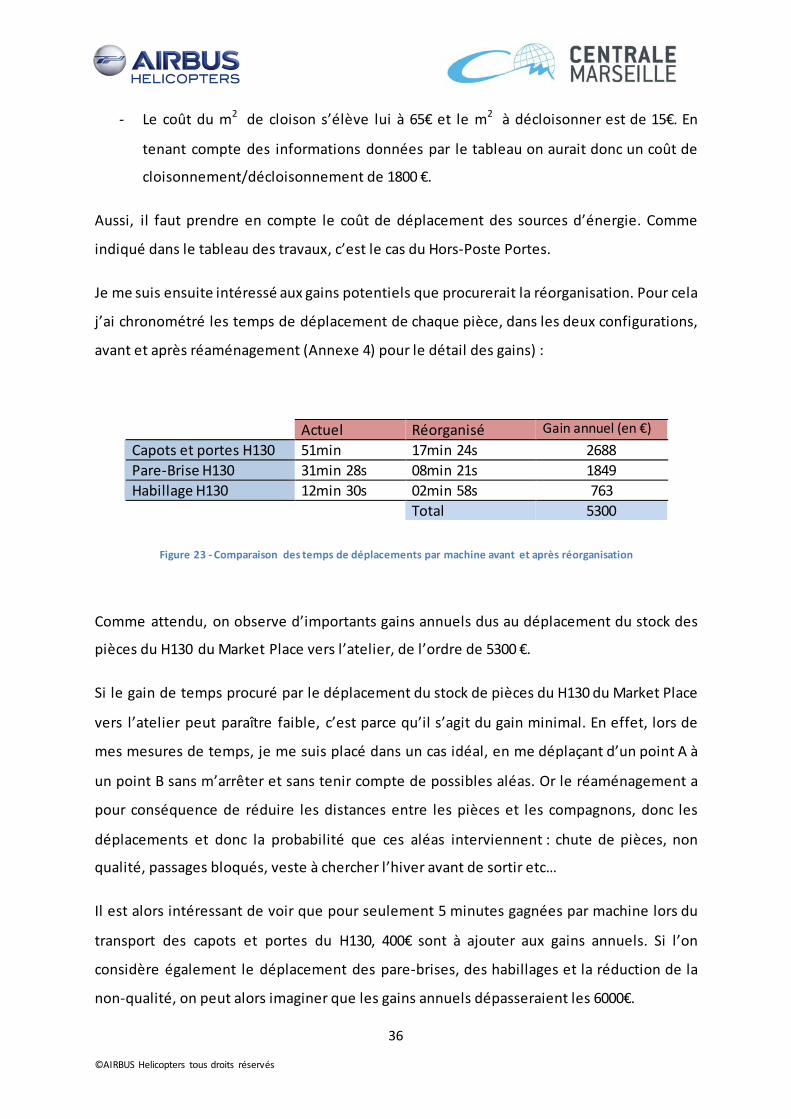
avant et après réaménagement (Annexe 4) pour le détail des gains) :
Actuel Réorganisé Gain annuel (en €) Capots et portes H130 51min 17min 24s 2688 Pare-Brise H130 31min 28s 08min 21s 1849 Habillage H130 12min 30s 02min 58s 763 Total 5300
Figure 23 - Comparaison des temps de déplacements par machine avant et après réorganisation
Comme attendu, on observe d’importants gains annuels dus au déplacement du stock des
pièces du H130 du Market Place vers l’atelier, de l’ordre de 5300 €.
Si le gain de temps procuré par le déplacement du stock de pièces du H130 du Market Place
vers l’atelier peut paraître faible, c’est parce qu’il s’agit du gain minimal. En effet, lors de
mes mesures de temps, je me suis placé dans un cas idéal, en me déplaçant d’un point A à
un point B sans m’arrêter et sans tenir compte de possibles aléas. Or le réaménagement a
pour conséquence de réduire les distances entre les pièces et les compagnons, donc les
déplacements et donc la probabilité que ces aléas interviennent : chute de pièces, non
qualité, passages bloqués, veste à chercher l’hiver avant de sortir etc…
Il est alors intéressant de voir que pour seulement 5 minutes gagnées par machine lors du
transport des capots et portes du H130, 400€ sont à ajouter aux gains annuels. Si l’on
considère également le déplacement des pare-brises, des habillages et la réduction de la
non-qualité, on peut alors imaginer que les gains annuels dépasseraient les 6000€.
37 ©AIRBUS Helicopters tous droits réservés
A partir de toutes ces estimations, on peut alors affirmer qu’au bout de 12 mois, le projet de
réaménagement serait amorti.
Aussi il est important d’évoquer l’aspect sécuritaire lié au réaménagement. En effet, en
réduisant les déplacements, on réduit les possibilités d’accident. De plus en évitant
d’envoyer les compagnons au Market Place, on leur évite de traverser une route empruntée
par des voitures, d’attraper froid l’hiver etc…

38 ©AIRBUS Helicopters tous droits réservés
VII. Conclusion
Ce stage a été pour moi une expérience très enrichissante sur beaucoup de points.
Tout d’abord, il m’a permis de travailler au sein d’une grande entreprise de l’industrie
aéronautique et de découvrir son fonctionnement.
Aussi, le projet qui m’a été confié m’a donné l’occasion de travailler avec beaucoup
d’acteurs de la société que ce soit les opérateurs, les chefs d’équipe, les AET, le Service
Préparation, le Service Qualité … . Mon maître de stage m’accordant toute sa confiance, cela
m’a ainsi permis de prendre librement des initiatives, des décisions ou encore d’organiser et
animer des réunions. Cela m’a donné de l’assurance qui me servira à coup sûr dans ma
prochaine expérience professionnelle.
De plus, ce stage a été très intéressant car il m’a permis de mettre en application les notions
de Lean Management apprises à l’école.
Enfin, cette expérience était pour moi très stimulante, me permettant d’obtenir des
résultats concrets lors de la résolution de problèmes et de travailler sur un projet de grande
envergure pour l’atelier des hélicoptères légers.
39 ©AIRBUS Helicopters tous droits réservés
VIII. Annexes
Annexe 1 - Composants d’un Hélicoptère
Plan Fixe
Sortie Moteur
Boite de Transmission Principale (BTP)
Pale
Poutre de Queue
Train
Verrière

40 ©AIRBUS Helicopters tous droits réservés
Annexe 2 - Standard de Redistribution des protections

41 ©AIRBUS Helicopters tous droits réservés
Annexe 3 - Plan de Réorganisation
42 ©AIRBUS Helicopters tous droits réservés
Annexe 4 - Gains en temps du réaménagement
GAIN TOTAL annuel 5300
C7 -> Chariot 00:40 C7 -> Stock 00:28Chariot -> MP 02:10 Stock -> C7 00:40MP -> C7 02:25
Total 05:15 Total 01:08C10<->Stock 02:15 C10<->Stock 02:05
Déplacement Nb A/R Déplacement Nb A/RPortes 2 Portes 2Portes soute 1 Portes soute 1Capot FADEC 1 Capot FADEC 1Capots BTP 2 Capots BTP 2Capots inf 2 Capots inf 2
Total 8 Total 8
C10<->Stock 4 C10<->Stock 4
Aléas 00:00Temps Total 51:00 Temps Total 17:24
Temps 33:36€ 44,8
Machines/an
GAIN/an € 2688
GAIN / Machine
Transport Capots et portes H130
Actuel Réorganisé
60
HP->MP 02:10 Stock-> C0 01:22MP->C0 01:29 C0 <-> Stock 01:22C0<->HP 01:53HP<->Ponç. 01:40 Stock<->Ponç. 00:16
HP <-> C4 02:20 Stock<->C4 00:37
HP <-> C7 01:12 Stock <-> C7 00:35
Déplacement Nb A/R Déplacement Nb A/RHP<->Ponç. 4 HP<->Ponç. 4C0-MP-HP 3 C0 <-> Stock 3HP<->C4 3
HP<->C4 2
Aléas 00:00Temps Total 31:28 Temps Total 08:21
Temps 23:07€ 30,82222222
Machines/an
GAIN/an € 1849,333333
Actuel Réorganisé
GAIN / Machine
Transport Pare Brise H130
60
C8 <-> MP 03:40 C8 <-> Stock 00:32
C10 <-> MP 04:20 C10 <-> Stock 01:08
Pantalons 04:30 Pantalons 01:18
AléasTotal 12:30 Total 02:58
Temps 09:32€ 12,71111111
Machines/an
GAIN/an € 762,6666667
RéorganiséActuel
GAIN / Machine
Transport Habillage 130
60