
Rapp ludovic these
190
UNIVERSITE DE LA MEDITERRANEE AIX-MARSEILLE II Ecole doctorale de physique et sciences de la matière THESE Présentée pour l’obtention du grade de DOCTEUR DE L’UNIVERSITE DE LA MEDITERRANEE Spécialité: Physique Impression par laser (LIFT) de transistors organiques en films minces Ludovic RAPP Soutenu le 12 novembre 2010 à Marseille devant le jury composé de Prof. Frédéric Fages, Université de la Méditerranée, Président Prof. Maria Dinescu, Université de Bucarest, Rapporteur Dr. Kamal Lmimouni, Université de Lille, Rapporteur Dr. Pere Serra, Université de Barcelone, Examinateur Dr. Philippe Delaporte, Université de la Méditerranée, Directeur de thèse Dr. Anne Patricia Alloncle, Université de la Méditerranée, Co-directrice de thèse
-
Upload
kamalpreet-kaur -
Category
Education
-
view
2.972 -
download
10
Transcript of Rapp ludovic these
UNIVERSITE DE LA MEDITERRANEEAIX-MARSEILLE II
Ecole doctorale de physique et sciences de la matière
THESE
Présentée pour l’obtention du grade de
DOCTEUR DE L’UNIVERSITE DE LA MEDITERRANEE
Spécialité: Physique
Impression par laser (LIFT) de transistors organiquesen films minces
Ludovic RAPP
Soutenu le 12 novembre 2010 à Marseille devant le jury composé de
Prof. Frédéric Fages, Université de la Méditerranée, PrésidentProf. Maria Dinescu, Université de Bucarest, RapporteurDr. Kamal Lmimouni, Université de Lille, RapporteurDr. Pere Serra, Université de Barcelone, Examinateur
Dr. Philippe Delaporte, Université de la Méditerranée, Directeur de thèseDr. Anne Patricia Alloncle, Université de la Méditerranée, Co-directrice de thèse


Résumé
L’utilisation de composés organiques comme matériaux actifs représente la prochaine géné-ration technologique. Ils permettent notamment un procédé de fabrication moins cher, de grandsrendements de production ainsi que la capacité d’employer des supports souples. Ce travail pré-sente le développement d’une technique de transfert reposant sur l’ablation laser pour le dépôtfonctionnel de films minces localisé de matériaux organiques et inorganiques en phase liquide ousolide dans le but de fabriquer des transistors à films minces organiques (OTFT).
La technique de dépôt est basée sur le LIFT (laser-induced forward transfer), dont le prin-cipe de fonctionnement implique que le matériau à transférer soit préalablement préparé sur unsubstrat transparent. Le matériau est irradié à travers ce dernier par une impulsion laser, dé-clenchant l’ablation et l’éjection de la matière du substrat. Le matériau éjecté est alors recueillisur un substrat récepteur placé devant le film donneur. Par cette méthode, des structures préci-sément définies par la forme du faisceau laser peuvent être transférées.
L’irradiation directe de la matière à transférer n’est pas admissible pour les composés sen-sibles, par conséquent, une modification de la technique a été introduite pour résoudre cettelimitation. Cette modification implique l’utilisation d’une couche sacrificielle, qui est spéciale-ment adaptée pour l’ablation laser dans l’ultraviolet. Cette couche sacrificielle est déposée entrele substrat et le matériel à transférer, son but est d’absorber l’impulsion laser, de se décomposeret de propulser le matériau sur le substrat receveur tout en le protégeant de l’irradiation laser.Des matériaux métalliques et un matériau organique, le polymère triazene, ont été étudiés.
Le processus de transfert a été étudié par ombroscopie résolue en temps. L’analyse de latrajectoire du matériel éjecté ainsi que de l’onde de choc créée par l’ablation a été effectuée. Cesmesures nous ont permis de déterminer les conditions de transfert optimales pour chacun desmatériaux étudiés et ont montré que la condition la plus favorable pour un transfert réussi est leproche contact dans le cas des matériaux en phase solide et quelques centaines de micromètrespour les matériaux en phase liquide.
Enfin, la fabrication de transistors organiques opérationnels dans différentes architectures(bottom et top gate en configuration bottom et top contact) est démontrée. Les structuresimprimées prouvent la capacité de la technique LIFT à transférer différents types de matériauxen maintenant leurs propriétés à un niveau significatif de performance. Le transfert d’un ensemblemulticouche OTFT est étudié. Les pixels transférés sont entièrement fonctionnels et présententdes propriétés compétitives aux dispositifs préparés par des techniques classiques.
iii


Abstract
The use of organic compounds as active materials represents the next generation of techno-logy, enabling cheaper manufacturing process, high production and ability to use flexible sub-strates. This work presents the development of a transfer technique based on laser ablation forthe deposition of functional thin film of organic and inorganic materials, in liquid or solid phase,in order to achieve organic thin film transistors (OTFT).
The deposition technique is based on the LIFT (laser-induced forward transfer), whose wor-king principle involves a transparent substrate coated with the material to transfer. The materialis irradiated through the substrate by a laser pulse, which triggers the removal and ejection ofthe material from the substrate. The ejected material is then collected on a substrate receiverplaced in front the donor film. By this method, precise patterns defined by the shape of the laserbeam can be transferred.
Direct irradiation of the transfer material is not admissible for sensitive compounds, thereforea modification of the technique was introduced to solve this limitation. The modification involvesthe use of a sacrificial layer, which is specially adapted for laser ablation in the ultraviolet. Thissacrificial layer is deposited between the substrate and the material to transfer, its purpose isto absorb the laser pulse, to decompose and to propel the material onto the receiver substratewhile protecting it from laser irradiation. Metals and an organic material, the triazene polymer,are studied.
The transfer process has been studied by time-resolved shadowgraphic imaging technique.The trajectory analysis of the ejected material and of the shock wave created by the ablationhas been performed. These measurements have enabled to determine the optimal transfer condi-tions for each studied materials and have shown that the most favorable condition for successfultransfer is the close contact, in the case of materials solid phase, and few hundred micrometersfor materials liquid phase.
Finally, the fabrication of operating organic transistors in different configurations (bottomand top gate in bottom and top contact architectures) is demonstrated. The printed structuresreveals the ability of the LIFT technique to transfer different kinds of materials maintainingtheir properties at a significant level of performance. The transfer of a multilayer system is alsostudied. Transferred pixels are fully functional and exhibit competitive properties face devicesprepared by conventional techniques.
v


Remerciements
J’aimerais exprimer ma gratitude à toutes les personnes qui ont rendu ce travail possible :
Dr. Philippe Delaporte et Dr. Anne Patricia Alloncle, pour la grande confiance et le soutienqu’ils m’ont accordé tout au long de ses trois années, pour leur disponibilité, leur aide et leurenseignement, ainsi que pour tous les bons moments partagés,
Dr. Marc Sentis pour m’avoir accueilli dans son laboratoire,
Prof. Frédéric Fagès, du Centre Interdisciplinaire de Nanoscience de Marseille (Marseille, France),pour sa confiance, son aide et pour avoir accepté de présider mon jury de soutenance,
Dr. Christine Videlot-Ackermann, du Centre Interdisciplinaire de Nanoscience de Marseille (Mar-seille, France), pour son aide et sa disponibilité tout au long de ma thèse, pour toutes nos dis-cussions et la confiance qu’elle m’a accordée,
Dr. Adbou Karim Diallo, qui a partagé ma thèse lors de son post-doctorat au CINaM, pouravoir partagé son savoir sur les transistors organiques, pour avoir permis à cette thèse d’aboutirà leur fabrication, pour tout son temps passé à les caractériser ainsi que pour sa grande sympa-thie et sa constante bonne humeur,
Sébastien Nénon, doctorant au CINaM, pour tous les moments que nous avons partagés lorsde nos thèses, pour toutes ses explications sur les caractérisations des transistors organiques etla préparation des films minces, pour son aide et surtout pour tous les échantillons qu’il m’apréparés et caractérisés,
Laurent Charmasson, pour avoir su créer avec habileté et précision tous les éléments dont j’aieu besoin lors de mes montages, pour m’avoir fait partager sa passion de la plongée et pour sabonne humeur quotidienne,
Dr. Romain Fardel, ex-doctorant PSI - EMPA, pour son aide précieuse lors du montage del’expérience de visualisation par ombroscopie et pour les bons moments partagés (particulière-ment aux conférences EMRS),
Dr. Thomas Lippert, du Paul Scherrer Institut (Villigen, Suisse), pour son aide, sa disponi-bilité et sa grande sympathie,
Dr. Matthias Nagel, de l’EMPA (Duebendorf, Suisse), pour les échantillons de triazene ainsique pour nos nombreuses et pertinentes discussions,
Dr. Christophe Cibert pour avoir partagé une partie de ma thèse lors de son post-doctoratau LP3,
vii

Remerciements viii
Dr. Antonio Pereira, du Laboratoire de Physico-Chimie des Matériaux Luminescents (Lyon,France), pour la préparation des échantillons multicouches par PLD,
Julie Ailuno, stagiaire et à présent doctorante au LP3, pour son énorme soutien et sa dispo-nibilité lors de la fin de cette thèse ainsi que pour ses minutieuses relectures de ce manuscrit,
Céline Bonin, pour les bons moments lors de son stage au LP3,
Prof. Maria Dinescu, du National Institute for Lasers, Plasma and Radiation Physics (Buca-rest, Roumanie), et Dr. Kamal Lmimouni, de l’Institut d’Electronique et de Microélectroniqueet de Nanotechnologie (Lille, France), d’avoir accepté d’être rapporteurs de cette thèse, pour letemps qu’ils m’ont consacré et avec qui j’ai eu des discussions scientifiques intéressantes,
Dr. Pere Serra, du Department of Applied Physics and Optics (Barcelone, Espagne), pour avoiraccepté d’examiner mon travail, pour sa sympathie et nos nombreuses discussions,
Dr. Alberto Piqué et son équipe, du Naval Research Laboratory (Washington, USA), pour l’op-portunité qu’ils m’ont donnée de visiter leur laboratoire et pour leur aimable accueil,
Dr. Ioanna Zergioti, du National Technical University of Athens (Athènes, Grèce), pour l’op-portunité qu’elle m’a donnée de visiter son laboratoire ainsi que Christos Boutopoulos et MarinaMakrygianni, doctorants, pour les bons moments passés ensembles,
Dr. Serge Nietsche et Dr. Damien Chaudanson, du Centre Interdisciplinaire de Nanosciencede Marseille (Marseille, France), pour leur dextérité au MEB et les analyses EDS,
Rémi Torres, collègue de bureau, ami, partenaire de contrée, futur co-actionnaire apple, témoinde mariage et bien plus, toujours prêt à partager tes passions et tes voyages, rendez-vous quelquepart dans le monde pour une nouvelle aventure,
Yannick Larmande, voisin de bureau, ami, rival de contrée, et bien plus, même si je suis ar-rivé à soutenir quelques jours avant toi tu restes imbattable à Pac-man, saches que je seraitoujours prêt à relever un défi contre toi, et je n’oublie pas : ton image de LBIC m’a inspiré monschéma en 3D de mon montage (tu vois c’est écrit !),
Vanessa Vervisch, Aude Vatry et Benoit Bussiere pour tous les bons moments passés ensembles,
Tous les membres et ex-membres du LP3 qui ont rendu la vie de tous les jours agréable,Aux basketteurs et basketteuses qui m’ont permis de garder la forme pendant ses trois ans,
Plein de pensées, de sourires et de mercis à toute ma famille et ma belle famille qui m’onttoujours soutenu,
A ma famille, à mes amis, à mon monde, pour tout le reste, le superflu et l’essentiel.
Cette thèse est particulièrement dédiéeà Suzanne,à Sylvia,
à Marie Laure,à Mila.

Oui. . . Nous regardons tous en l’air,les yeux bien ouverts,
pour voir voler nos rêves,après tout.
Tite Kubo


Table des matières
Introduction 1
1 Electronique organique 71.1 Les matériaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.1.1 Le caractère semi-conducteur des matériaux organiques . . . . . . . . . . 91.1.2 Introduction de charges . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.1.3 Organisation des molécules dans le film fin organique . . . . . . . . . . . . 111.1.4 Les mécanismes de transport des charges . . . . . . . . . . . . . . . . . . . 12
1.1.4.1 Le transport par bande . . . . . . . . . . . . . . . . . . . . . . . 121.1.4.2 Le transport par saut . . . . . . . . . . . . . . . . . . . . . . . . 121.1.4.3 Le transport par piégeage-dépiégeage . . . . . . . . . . . . . . . 13
1.2 Les transistors organiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141.2.1 Fonctionnement du transistor . . . . . . . . . . . . . . . . . . . . . . . . . 151.2.2 Extraction des paramètres électriques . . . . . . . . . . . . . . . . . . . . 16
1.2.2.1 La mobilité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181.2.2.2 La tension de seuil . . . . . . . . . . . . . . . . . . . . . . . . . . 191.2.2.3 Le rapport On/Off . . . . . . . . . . . . . . . . . . . . . . . . . . 201.2.2.4 La pente sous seuil . . . . . . . . . . . . . . . . . . . . . . . . . . 21
1.2.3 Effet de l’atmosphère ambiante . . . . . . . . . . . . . . . . . . . . . . . . 221.2.4 Les différentes architectures . . . . . . . . . . . . . . . . . . . . . . . . . . 22
1.2.4.1 Les transistors de type "bottom gate" . . . . . . . . . . . . . . . 221.2.4.2 Les transistors de type "top gate" . . . . . . . . . . . . . . . . . 23
1.3 Autres composants organiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 241.3.1 Les diodes organiques électroluminescentes . . . . . . . . . . . . . . . . . . 241.3.2 Les cellules solaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 251.3.3 Les micro-batteries organiques . . . . . . . . . . . . . . . . . . . . . . . . 26
2 L’impression laser 292.1 Micro-fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.1.1 Exigences . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.1.2 Techniques conventionnelles . . . . . . . . . . . . . . . . . . . . . . . . . . 312.1.3 Limitations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.1.4 L’écriture directe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
2.1.4.1 L’impression par jet d’encre : . . . . . . . . . . . . . . . . . . . . 342.1.4.2 L’impression par laser : . . . . . . . . . . . . . . . . . . . . . . . 36
2.2 Le Laser-Induced Forward Transfer . . . . . . . . . . . . . . . . . . . . . . . . . . 372.2.1 Principe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372.2.2 Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372.2.3 Historique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 382.2.4 Paramètres du procédé LIFT . . . . . . . . . . . . . . . . . . . . . . . . . 39
2.2.4.1 Ablation laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
xi

TABLE DES MATIÈRES xii
2.2.4.2 Interaction laser/matière . . . . . . . . . . . . . . . . . . . . . . 392.2.4.3 Ablation laser de matériaux organiques . . . . . . . . . . . . . . 412.2.4.4 Transfert du film mince . . . . . . . . . . . . . . . . . . . . . . . 422.2.4.5 Influence de la séparation des substrats . . . . . . . . . . . . . . 43
2.2.5 La couche sacrificielle protectrice . . . . . . . . . . . . . . . . . . . . . . . 442.2.6 Autres techniques de transfert par laser : complémentarité du LIFT . . . 45
2.2.6.1 Implantation moléculaire par laser . . . . . . . . . . . . . . . . . 452.2.6.2 Ecriture directe d’une matrice par évaporation avec un laser im-
pulsionnel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 452.2.6.3 LIFT assisté par hydrogène . . . . . . . . . . . . . . . . . . . . . 462.2.6.4 Imagerie thermique induite par laser . . . . . . . . . . . . . . . . 46
3 Procédé expérimental 473.1 Laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
3.1.1 Laser Excimère KrF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.1.2 Laser Nd :YAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.2 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.3 Visualisation par ombroscopie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 533.4 Préparation des échantillons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
3.4.1 Substrat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 543.4.2 Spin-coating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 553.4.3 Evaporation sous vide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 563.4.4 Pulsed Laser Deposition . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
3.5 Caractérisation des échantillons . . . . . . . . . . . . . . . . . . . . . . . . . . . . 573.5.1 Microscopie optique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 573.5.2 Microscopie électronique à balayage . . . . . . . . . . . . . . . . . . . . . 583.5.3 Spectroscopie d’énergie dispersive à rayon X . . . . . . . . . . . . . . . . . 583.5.4 Microscopie à force atomique . . . . . . . . . . . . . . . . . . . . . . . . . 583.5.5 Mesures électriques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
3.5.5.1 Résistance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 593.5.5.2 Transistor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
3.5.6 Spectroscopie d’absoption . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.6 Choix des matériaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.6.1 Conducteurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.6.1.1 Polymères conducteurs . . . . . . . . . . . . . . . . . . . . . . . 613.6.1.2 Conducteurs métalliques . . . . . . . . . . . . . . . . . . . . . . . 61
3.6.2 Semi-conducteurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643.6.2.1 Les polymères . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643.6.2.2 Les oligomères . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
3.6.3 Les isolants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 673.6.4 Le film mince protecteur . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.7 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
4 Transfert de structures simples 734.1 Seuil d’endommagement du substrat receveur . . . . . . . . . . . . . . . . . . . . 754.2 Etude du transfert de matériaux conducteurs . . . . . . . . . . . . . . . . . . . . 76
4.2.1 Matériaux métalliques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 764.2.1.1 Matériaux imprimés sous forme solide . . . . . . . . . . . . . . . 764.2.1.2 Matériaux imprimés sous forme liquide . . . . . . . . . . . . . . 80
4.2.2 Matériau polymère . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 814.2.2.1 Transfert en régime nanoseconde . . . . . . . . . . . . . . . . . . 814.2.2.2 Transfert en régime picoseconde . . . . . . . . . . . . . . . . . . 83

TABLE DES MATIÈRES xiii
4.2.2.3 Analyse des dépôts . . . . . . . . . . . . . . . . . . . . . . . . . . 864.2.2.4 Influence d’une couche protectrice . . . . . . . . . . . . . . . . . 874.2.2.5 Propriétés électriques . . . . . . . . . . . . . . . . . . . . . . . . 93
4.2.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 944.3 Etude du transfert d’un isolant organique . . . . . . . . . . . . . . . . . . . . . . 95
4.3.1 Transfert du polymethyle methacrylate (PMMA) . . . . . . . . . . . . . . 954.3.2 Transfert avec une couche protectrice . . . . . . . . . . . . . . . . . . . . . 974.3.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
4.4 Transfert de semi-conducteurs organiques . . . . . . . . . . . . . . . . . . . . . . 984.4.1 Semi-conducteurs de type p . . . . . . . . . . . . . . . . . . . . . . . . . . 98
4.4.1.1 Phthalocyanine de cuivre (CuPc) . . . . . . . . . . . . . . . . . . 984.4.1.2 Distyrylquaterthiophenes (DS4T) . . . . . . . . . . . . . . . . . . 101
4.4.1.2.1 Transfert de DS4T . . . . . . . . . . . . . . . . . . . . . 1014.4.1.2.2 Influence d’une couche protectrice d’or . . . . . . . . . . 1054.4.1.2.3 Influence d’une couche protectrice organique . . . . . . 109
4.4.1.3 Pentacène . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1114.4.1.3.1 Transfert de pentacène . . . . . . . . . . . . . . . . . . 1114.4.1.3.2 Transfert avec une couche protectrice organique . . . . 112
4.4.2 Semi-conducteurs de type n . . . . . . . . . . . . . . . . . . . . . . . . . . 1124.4.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
4.5 Transfert sur supports souples . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1144.6 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
5 Fabrication de transistors organiques 1195.1 Configuration Bottom Gate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
5.1.1 Transistor à base de CuPc . . . . . . . . . . . . . . . . . . . . . . . . . . . 1205.1.2 Transistor à base de F16CuPc . . . . . . . . . . . . . . . . . . . . . . . . . 1235.1.3 Transistor à base de DS4T . . . . . . . . . . . . . . . . . . . . . . . . . . . 1265.1.4 Transistor à base de pentacene . . . . . . . . . . . . . . . . . . . . . . . . 128
5.2 Configuration Top Gate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1305.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1335.4 Transistors organiques à partir d’un transfert multicouche . . . . . . . . . . . . . 133
5.4.1 Transfert du semi-conducteur avec les électrodes . . . . . . . . . . . . . . 1345.4.2 Transfert du transistor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138
5.4.2.1 Transistor à base de CuPc . . . . . . . . . . . . . . . . . . . . . 1385.4.2.2 Transistor à base de Pentacène . . . . . . . . . . . . . . . . . . . 140
5.4.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1415.5 Transistors organiques ambipolaires . . . . . . . . . . . . . . . . . . . . . . . . . . 142
5.5.1 Contexte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1425.5.2 Transistor ambipolaire par évaporation . . . . . . . . . . . . . . . . . . . . 1435.5.3 Construction LIFT par étape . . . . . . . . . . . . . . . . . . . . . . . . . 1465.5.4 Transfert d’un système multicouche . . . . . . . . . . . . . . . . . . . . . . 1485.5.5 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
Conclusion 153
Bibliographie 157
Nomenclature 167
Publications 169
Communications 171

TABLE DES MATIÈRES xiv

Introduction
D’une manière générale, les transistors organiques ne visent pas à concurrencer l’électronique
de pointe, mais plutôt à ouvrir de nouveaux domaines d’applications. Essentiellement utilisés
jusqu’à présent pour leur qualité de flexibilité et, parfois, pour leurs propriétés d’isolants élec-
triques, les plastiques ou polymères, se retrouvent aujourd’hui dotés de propriétés électriques
et optiques. Les travaux de recherche menés dans les années 1970 par Alan Heeger, Alan Mac-
Diarmid et Hideki Shirakawa ont été récompensés en 2000 par un prix Nobel. Ils s’intéressaient
à la conduction des matériaux polymères, ouvrant à ceux-ci le domaine de l’électronique. Dès
lors, de nouveaux composants ont été conçus à partir de ces matériaux et ont donné naissance
à l’électronique organique qu’on appelle aussi électronique plastique. L’électronique organique
vient bouleverser le domaine des composants grâce à ses nombreux atouts, notamment son po-
tentiel de fabrication bas coût et le fait que le support de fabrication puisse être flexible comme le
papier ou le plastique. Un composant organique est aussi beaucoup plus léger qu’un composant à
base de silicium. L’électronique devient alors souple, légère et potentiellement peu coûteuse. Tous
les principaux composants électroniques peuvent être fabriqués à base de matériaux organiques
comme les transistors, les diodes, les résistances, les capacités, les inductances, les mémoires...
On peut alors tout imaginer. L’électronique organique connaît aujourd’hui un engouement sans
précédent. On estime que ce secteur innovant pourrait générer jusqu’à 30 milliards d’euros d’ici
2015 et faire l’objet de nombreux articles dans la presse grand public. Ceci est dû au fait que mal-
gré des performances limitées et une faible stabilité, l’électronique plastique permet d’envisager
des applications particulières.
Actuellement la structuration de couches minces à l’échelle micrométrique trouve des applica-
tions dans des secteurs très différents : citons par exemple la fabrication de bio-puces où il s’agit
de réaliser des matrices de spots susceptibles de contenir divers composés (comme des cellules, de
l’ADN, des nanoparticules fonctionnalisées, ...) destinées à l’analyse de milieux ou à des applica-
tions médicales. Le transistor est l’élément de base d’un circuit électronique et peut être utilisé
comme simple interrupteur, il permet alors de transmettre ou non un signal, ou d’offrir de nom-
breuses fonctionnalités (amplification, modulation, codage...). Cette plasticité a permis en janvier
1

Introduction 2
2010 de recréer le fonctionnement d’une synapse par des chercheurs du CNRS et du CEA, avec
le transistor NOMFET (Nanoparticle Organic Memory Field-Effect Transistor) [1]. L’innovation
du NOMFET réside dans la combinaison originale d’un transistor organique et de nanoparticules
d’or. Ces nanoparticules encapsulées, fixées dans le canal du transistor et recouvertes de penta-
cène possèdent un effet mémoire leur permettant de mimer le fonctionnement d’une synapse lors
de la transmission des potentiels d’actions entre deux neurones. Cette propriété confère ainsi
au composant électronique la capacité d’évoluer en fonction du système dans lequel il est placé.
La performance est à comparer aux sept transistors CMOS (Complementary Metal Oxide Se-
miconductor) (a minima) nécessaires jusqu’alors pour mimer cette plasticité. Les calculateurs
neuro-inspirés ainsi réalisés sont capables de fonctions comparables à celles de notre cerveau
et contrairement aux calculateurs en silicium utilisés en abondance dans les ordinateurs pour
le calcul intensif, les calculateurs neuro-inspirés peuvent résoudre des problématiques beaucoup
plus complexes comme la reconnaissance visuelle. Citons encore la fabrication de composants
électroniques organiques tels que des diodes électroluminescentes (OLED) ou des transistors en
couches minces (OTFT) destinés à des applications de la vie quotidienne. Le groupe Samsung
vient début 2010 de révolutionner le domaine des écrans en commercialisant des télévisions avec
une dalle OLED atteignant une diagonale de 42 pouces (106,68 cm) et surpassant en tout point
les performances des écrans actuels, promettant de le rendre flexible pour 2012. Les écrans plats,
qui utilisent des diodes électroluminescentes organiques, promettent des avantages en matière de
qualité d’image, des économies d’énergie et pourraient éventuellement être moins couteux à la
production. Les écrans AMOLED (Active Matrix Organic Light Emitting Diode) sont une va-
riante des écrans OLED classiques, dans lesquels chaque pixel est individuellement contrôlé par
un transistor. Cette technologie a, entre autre, l’avantage d’allonger la durée de vie du produit
(un des gros défauts de la technologie OLED par rapport au LCD), de réduire sa consommation
et d’atteindre une largeur d’écran et une finesse inégalées. Le nouvel écran OLED 3D de Samsung
de 14 pouces, présenté en janvier 2010, n’est épais que de 1,6 mm. Dans le commerce, de pe-
tits écrans OLED sont présents depuis quelques années dans les appareils photos, les téléphones
portables, lecteurs MP4, montres... L’électronique organique est aussi introduite sur le marché
des produits à usage unique notamment dans le domaine médical et pharmaceutique avec des
systèmes de diagnostics jetables. Dans le cadre du développement durable, des potentialités sont
attendues dans le domaine de la conversion photovoltaïque de l’énergie solaire. Un autre grand
marché à conquérir est dans le domaine de l’identification radio-fréquence, ou RFID. RFID est le
terme générique pour la technologie qui consiste à utiliser les ondes radio afin d’identifier d’une
façon automatique des personnes, des animaux ou des objets. La méthode la plus répandue pour

Introduction 3
identifier un individu ou un objet repose sur le stockage d’un numéro d’identification ainsi que
d’autres informations si nécessaire dans un microprocesseur relié à une antenne. Cette dernière
constituée d’éléments conducteurs envoie les données à un système de lecture. Le système de
lecture transforme les ondes électromagnétiques en données numériques qui pourront ainsi être
traitées par informatique. Les RFID sont couramment utilisées dans les badges d’accès à des
bâtiments et dans les clés électroniques de certaines automobiles. Elles servent aussi, sous forme
de marqueurs sous-cutanés, à l’identification d’animaux de compagnie, au suivi des espèces sau-
vages ou à celui du bétail. A Paris, le système Vélib’ s’appuie sur des puces RFID pour gérer la
mise à disposition des vélos dans les points de stationnement. De nombreuses épreuves sportives
comme le marathon ou le Tour de France utilisent des puces RFID fixées sur une chaussure, le
cadre, ou le dossard de chaque participant, permettant ainsi le chronométrage individuel lors du
passage des lignes de départ et d’arrivée. En entreprise, la technologie RFID permet de suivre des
produits dans une chaîne de fabrication. Les industriels imaginent d’autres applications, comme
le contrôle des dates de péremption dans un réfrigérateur ou le marquage des cartes d’identité
et des adresses postales.
Ainsi, l’électronique organique prend une place de plus en plus importante dans notre vie
quotidienne d’où les enjeux économiques importants qui en découlent. Dans ce contexte, la réa-
lisation par une technique de dépôt sélectif, de structures, de spots ou de lignes de matériaux
métalliques et/ou organiques voire de gouttelettes, de dimensions caractéristiques de l’ordre de
quelques dizaines de microns, est d’un intérêt considérable.
Cette thèse est axée sur le développement et l’étude d’un procédé laser adapté à ce type de
réalisations. Ce procédé s’appelle le Laser-Induced Forward Transfer (LIFT), signifiant transfert
induit par laser. Le LIFT consiste à décoller sélectivement une couche mince de matériau et à la
déposer sur un autre substrat, placé à proximité, en une seule opération sous l’effet d’un rayon-
nement laser, et ce, sans qu’il y ait perte de ses propriétés. En fonction des propriétés optiques et
thermomécaniques du matériau considéré à la longueur d’onde utilisée et à la fluence d’irradia-
tion, les processus entrant en jeu lors de l’interaction diffèrent, allant d’une ablation thermique du
matériau à une éjection mécanique sous l’action d’ondes de pression de forte amplitude. Dans ce
dernier cas, l’absorption du rayonnement est confinée entre le substrat et la couche de matériau
à éjecter. La dissipation d’énergie sous forme mécanique ou acoustique devient plus importante
que dans le cas d’une expansion libre de la zone irradiée. Le contrôle du procédé passe par la
connaissance des différents mécanismes se produisant lors de ces trois phases : ablation – transfert
– dépôt, et par la détermination du rôle des différents paramètres mis en jeu (densité d’énergie
laser, profil spatial et temporel de l’impulsion, propriétés optiques, thermiques et mécaniques du

Introduction 4
matériau à transférer, épaisseur de la couche mince, éloignement des deux échantillons, propriétés
du substrat receveur.....).
Ce mémoire comporte cinq chapitres :
Le premier chapitre donne l’état de l’art des transistors organiques. Nous présentons le prin-
cipe de fonctionnement et les différents types de géométries rencontrés dans la technologie des
OTFTs.
Le deuxième chapitre est une étude bibliographique sur les techniques de fabrication. Une
grande partie est consacrée aux techniques d’impression directe. Nous présentons en détail l’im-
pression laser, les différentes évolutions de la technique et les spécificités qui nous ont amené à
nous concentrer sur cette technique.
Le troisième chapitre est une présentation de la procédure expérimentale de la technique
LIFT et des différents éléments qui la composent. Nous décrivons ensuite en détail les modes
opératoires ainsi que les dispositifs pour l’élaboration et les caractérisations morphologiques et
électriques des substrats donneurs et des structures réalisées. Enfin, nous abordons les différents
matériaux que nous allons utiliser ainsi que les motivations sur le choix de ceux-ci.
Le quatrième chapitre présente l’impression par LIFT de structures simples des différents
matériaux vus dans le chapitre précédent. Les mécanismes intervenant lors du transfert de ma-
tière sont étudiés pour des films minces organiques et inorganiques dans le but d’aboutir à la
fabrication de transistors organiques à films minces (OTFT) par la technique LIFT. Un diagnos-
tic de visualisation en temps réel de l’éjection est utilisé pour étudier la dynamique des phases
d’ablation et de transfert des matériaux, donnant accès au comportement en vol du matériel
transféré. Les objectifs sont de déterminer la nature des processus mis en jeu et de réaliser un
transfert des films tout en conservant leurs propriétés. Les conditions optimales d’impression et
les optimisations nécessaires pour obtenir un transfert viable sont déterminées. Enfin, la faisabi-
lité de la technique LIFT sur support souple est démontrée.
Le cinquième chapitre démontre la fabrication d’OTFTs fonctionnels. Le système final est
parfaitement opérationnel et montre des propriétés presque comparables aux techniques dites
classiques. Ces résultats mettent en évidence que les matériaux sensibles peuvent être transférés

Introduction 5
par la technique LIFT sans altérer leurs propriétés fonctionnelles et que des dispositifs com-
plexes peuvent être réalisés. Des transistors organiques dans tous les types d’architectures (Top
et Bottom Gate / Top et Bottom Contact) sont totalement ou en partie imprimés puis caracté-
risés. Ensuite, nous montrerons l’amélioration significative de leurs performances par le transfert
d’ensemble multi-couches. Enfin, une architecture complexe du transistor organique, le transistor
ambipolaire, est étudiée.
Une conclusion générale ferme ce manuscrit.


Chapitre 1
Electronique organique
Sommaire1.1 Les matériaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.1.1 Le caractère semi-conducteur des matériaux organiques . . . . . . . . . 91.1.2 Introduction de charges . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.1.3 Organisation des molécules dans le film fin organique . . . . . . . . . . . 111.1.4 Les mécanismes de transport des charges . . . . . . . . . . . . . . . . . 12
1.2 Les transistors organiques . . . . . . . . . . . . . . . . . . . . . . . . . 141.2.1 Fonctionnement du transistor . . . . . . . . . . . . . . . . . . . . . . . . 151.2.2 Extraction des paramètres électriques . . . . . . . . . . . . . . . . . . . 161.2.3 Effet de l’atmosphère ambiante . . . . . . . . . . . . . . . . . . . . . . . 221.2.4 Les différentes architectures . . . . . . . . . . . . . . . . . . . . . . . . . 22
1.3 Autres composants organiques . . . . . . . . . . . . . . . . . . . . . . 241.3.1 Les diodes organiques électroluminescentes . . . . . . . . . . . . . . . . 241.3.2 Les cellules solaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 251.3.3 Les micro-batteries organiques . . . . . . . . . . . . . . . . . . . . . . . 26
7

Chapitre 1 : Electronique organique 8
Depuis l’émergence des polymères conducteurs de nombreuses perspectives d’applications
font de l’électronique organique un champ de recherche majeur. Une compétition entre l’électro-
nique organique et la micro-électronique silicium n’est pas envisagée. Au contraire, l’électronique
organique est en passe de devenir un élargissement du marché de l’électronique avec des applica-
tions nouvelles envisagées de par le très bas-coût obtenu avec cette technologie. De nos jours, les
composants électroniques trouvent d’innombrables applications dans nos vies assurant un soutien
rapide et efficace dans toutes les activités humaines allant du travail aux loisirs.
Bien que l’engouement du secteur de la micro-électronique envers ces nouveaux matériaux
soit principalement économique, on peut les considérer comme des alternatives aux matériaux
classiques pour d’autres raisons. Leur avantage majeur est la facilité de fabrication des compo-
sants. Aujourd’hui, il existe des matériaux organiques solubles et de nouvelles techniques ont
pu être élaborées. Leur second avantage est la tenue mécanique, leur structure flexible les rend
particulièrement intéressants pour un large éventail d’applications comme par exemple les écrans
souples.
1.1 Les matériaux
Vers la fin des années 1970, trois scientifiques (Heeger, MacDiarmid et Shirakawa, Prix No-
bel de Chimie en 2000) ont découvert qu’un polymère, le polyacétylène, pouvait être rendu
conducteur presque comme un métal [2–5] : les films de polyacétylène devenaient 109 fois plus
conducteurs après une exposition à des vapeurs d’iode, de chlore ou de brome qu’ils ne l’étaient à
l’origine. Cette découverte a attiré l’attention de nombreux autres scientifiques sur le polyacéty-
lène, puis progressivement sur la polyaniline, le polypyrrole et les polythiophènes, qui présentent
l’avantage d’être chimiquement plus stables que le polyacétylène au contact de l’air. Ils consti-
tuent aujourd’hui les polymères conducteurs les plus étudiés.
Les polymères conducteurs réprésentent un domaine de recherche et d’innovation important
au sein des nouvelles technologies. Ils sont utilisés à grande échelle dans de nombreuses appli-
cations, pouvant être très variées. Pour les rendre encore plus attractifs dans leurs domaines
d’utilisation, il est nécessaire de trouver des moyens permettant d’améliorer leurs propriétés élec-
triques à long terme. La clé de la conductivité de ces polymères réside dans la présence de liaisons
doubles conjuguées (c’est à dire une succession de liaisons simples et doubles) le long du squelette
du polymère. Toutefois, cette structure conjuguée n’est pas suffisante pour rendre un polymère
conducteur : il est aussi nécessaire d’introduire des porteurs de charge sous la forme d’électrons
ou de trous au sein du matériau. C’est ce que permet de faire le dopage, qui consiste en une
réaction d’oxydation ou de réduction chimique.

Chapitre 1 : Electronique organique 9
1.1.1 Le caractère semi-conducteur des matériaux organiques
Le terme « semi-conducteur » a été introduit en 1911 (en allemand : « halbleiter ») pour
désigner ces matériaux « anormaux ». Dans le modèle des bandes, la structure électronique d’un
matériau renseigne sur ses propriétés électriques et permet de le classer parmi les métaux, les
semi-conducteurs ou les isolants, suivant la largeur de sa bande interdite (ou gap). Les métaux
sont des conducteurs car ils possèdent une bande de conduction partiellement remplie (pas de
bande interdite). Les semi-conducteurs intrinsèques possèdent une bande de valence remplie et
une bande de conduction vide, séparées l’une de l’autre par une bande interdite. La bande de
conduction peut être peuplée, au détriment de la bande de valence, par la promotion d’électrons
depuis cette dernière. L’énergie à fournir Eg correspond au gap. Les isolants possèdent une
structure de bande similaire à celle des semi-conducteurs, mais la largeur de bande interdite est
trop importante pour permettre le passage d’un électron de la bande de valence vers la bande de
conduction.
Les matériaux organiques sont constitués le plus souvent d’atomes de carbone, d’hydrogène,
d’oxygène, d’azote, et d’autres éléments tels que les halogènes (fluor, brome, iode). C’est la
nature des liaisons entre les atomes de carbone qui leur confère le caractère semi-conducteur. Les
matériaux semi conducteurs organiques sont constitués d’oligomères ou de polymères conjugués.
Ces derniers présentent une alternance de liaisons simples (σ) et de doubles liaisons (Π). Dans la
plupart des molécules conjuguées, l’origine de ces liaisons provient de l’association de deux atomes
de carbone hybridés sp2 : le recouvrement des orbitales atomiques (OA) sp2 entre elles conduit à
la formation d’orbitales moléculaires (OM) σ liantes et σ∗ anti-liantes alors que le recouvrement
des OA de type pZ conduit à une OM Π liante et Π∗ anti-liante. Quand on associe n atomes
de carbone, leurs interactions produisent n orbitales moléculaires liantes et anti-liantes, qui sont
réparties en des ensembles disjoints. Elles constituent les bandes permises pour les électrons, dans
l’espace des énergies. Les énergies de transition de σ à σ∗ sont plus importantes que celles de Π
et de Π∗. Les orbitales liantes Π donnent la bande HOMO (Highest Occupied Molecular Orbital)
et les orbitales anti-liantes Π∗, la bande LUMO (Lowest Unoccupied Molecular Orbital). Elles
sont apparentées respectivement à la bande de valence et à la bande de conduction. L’énergie
nécessaire pour amener un électron du haut de la HOMO vers le bas de la LUMO est le gap, Eg.
Le modèle classique de bandes n’est qu’une approximation, mais il permet d’aborder de ma-
nière qualitative la plupart des phénomènes observés dans les matériaux organiques.
Il apparaît déjà que ces matériaux faits d’assemblages moléculaires ne sont pas des semi-
conducteurs au vrai sens du terme, car présentant très peu de charges libres et des gaps d’énergie
Chapitre 1 : Electronique organique 10
assez larges, entre 1,5 et 4 eV, ils sont placés dans la catégorie des semi-conducteurs à large gap.
Par analogie avec les semi-conducteurs inorganiques, le potentiel d’ionisation est l’énergie requise
pour extraire un électron du niveau HOMO et l’affinité électronique est définie par l’énergie
gagnée pour accepter un électron du niveau LUMO.
1.1.2 Introduction de charges
La bande interdite des semi-conducteurs organiques étant assez large, ils sont naturellement
isolants. Ils deviennent conducteurs grâce à l’introduction de charges. Celle-ci ne se traduit pas
par l’adjonction d’un électron ou d’un trou comme dans le cas des semi-conducteurs inorganiques
mais par une déformation locale du réseau, créant un état localisé dans la bande interdite.
Le dopage d’un semi-conducteur intrinsèque (type silicium) consiste à modifier la densité des
porteurs de charges par addition délibérée d’impuretés, en augmentant le nombre d’électrons :
dopage de type n, ou de trous : dopage de type p.
Dopage de type n : il consiste à augmenter la densité d’électrons du semi-conducteur. Pour
cela, on va remplacer une partie des atomes du matériau semi-conducteur par des atomes plus
riches en électrons. Il va en résulter un excès d’électrons de valence qui vont passer facilement
dans la bande de conduction à température ambiante. Cela va diminuer la résistivité du semi-
conducteur.
Dopage de type p : il consiste à augmenter la densité des trous dans le semi-conducteur.
On appelle trou le manque d’un électron dans une liaison covalente. Des électrons du matériau
vont pouvoir se déplacer plus facilement et combler ce trou. Ce dernier va se déplacer dans le
sens contraire des électrons.
Les atomes d’impuretés vont occuper des positions de substitution dans le réseau du silicium.
Des niveaux d’énergie apparaissent dans la bande interdite, soit près de la bande de conduction
pour un donneur (dopage n), soit près de la bande de valence pour un accepteur (dopage p). Les
impuretés sont facilement thermo-ionisées (E ≈ 0,01 eV). Ainsi, soit des électrons passent dans
la bande de conduction (dopage n), soit des trous apparaissent dans la bande de valence (dopage
p). Une conduction est alors possible grâce aux porteurs introduits dans les bandes respectives.
La conduction électronique, dans les semi-conducteurs organiques, et le transport des charges
de façon générale nécessitent au préalable la création de porteurs de charges libres. Au niveau
moléculaire, ceci implique une ionisation facile : soit par éjection d’électrons des plus hauts

Chapitre 1 : Electronique organique 11
niveaux électroniques occupés de la molécule (HOMO), soit par capture d’électrons dans les plus
bas niveaux électroniques inoccupés (LUMO).
L’introduction des charges peut être effectuée de deux manières :
- Par injection via un champ électrique depuis une électrode. Il faut choisir un métal avec un
travail de sortie approprié selon le type de porteurs que l’on veut injecter. Le niveau de Fermi
du métal doit être proche de l’HOMO pour l’injection de trous ou proche de la LUMO pour les
électrons.
- Par dopage, ce qui se produit grâce à une réaction d’oxydation (p-type) ou plus rarement
de réduction (n-type). Par ailleurs, des co-évaporations de deux matériaux organiques peuvent
amener au dopage de l’un par l’autre.
1.1.3 Organisation des molécules dans le film fin organique
La mobilité des porteurs de charges est fortement liée à l’ordre structurel du film organique.
Il faut que la délocalisation électronique sur la molécule soit grande et que l’organisation des
molécules entre elles favorise le recouvrement des orbitales Π (Π-stacking). Le désordre a pour
effet d’induire une localisation des états électroniques. Les origines de ce désordre se manifestent
à différentes échelles. On parle de désordre homogène lorsque l’on se place à l’échelle molécu-
laire et de désordre hétérogène pour les échelles mésoscopiques et macroscopiques. Les causes
de désordre homogène sont de deux types : le désordre chimique (défauts de polymérisation, dé-
fauts de conjugaison, bouts de chaîne) et le désordre de conformation (rotation des cycles autour
des liaisons inter-cycles). Le désordre hétérogène fait, quant à lui, intervenir la notion de grains
conducteurs ou d’îlots métalliques. On décrit le système par une alternance de zones fortement
conductrices (parce que bien dopées et/ou bien ordonnées) et de zones isolantes (parce que peu
dopées et/ou amorphes). Une même macromolécule peut appartenir partiellement à chacune des
ces régions. Le fait de chauffer le substrat pendant le dépôt de l’organique [6], de contrôler le taux
de dépôt [7], de traiter la surface [8] et le choix du diélectrique sont des paramètres essentiels
pour favoriser une croissance organisée du SCO. Les films organiques peuvent être monocris-
tallins, polycristallins ou amorphes. Les mobilités les plus importantes sont mesurées dans les
monocristaux, les joints de grains limitant la conduction dans le cas de matériaux polycristal-
lins et le désordre étant très important dans les SCO amorphes. La plupart des polymères sont
amorphes. Les petites molécules peuvent donner des films polycristallins ou monocristallins. Cer-
tains paramètres comme la différence de température entre la zone de sublimation et la zone de
croissance, le flux de dihydrogène, la pureté initiale du matériau sont cruciaux pour avoir des
cristaux de qualité [9].

Chapitre 1 : Electronique organique 12
1.1.4 Les mécanismes de transport des charges
Comme dans les semi-conducteurs inorganiques, le transport des charges dans les semi-
conducteurs organiques se fait par diffusion et par conduction. Mais la similarité s’arrête ici.
Le mécanisme de transport exact dans ces matériaux reste encore largement inconnu. Cependant
plusieurs modèles de transport ont été proposés. Parmi ces modèles on retrouve :
– le transport par bande (band transport)
– le transport par saut (variable range hopping, VRH) [10]
– le transport par piégeage-dépiégeage (Multiple Trapping and Release, MTR) [11]
– Charging Energy Limited Tunnelling (CELT) [12]
– le modèle de l’activation d’énergie (Activation Energy Model) [13]
– le modèle du désordre gaussien (Gausian Disorder Model, GDM) [14]
Ces modèles sont applicables selon la nature du matériau : amorphe, monocristallin ou poly-
cristallin [15]. Nous allons voir dans les sections suivantes plus en détail les trois premiers types
de transport cités.
1.1.4.1 Le transport par bande
Dans ce modèle, les interactions intermoléculaires conduisent à la création de bande d’énergie
pour les électrons et les trous. C’est un modèle applicable au matériau monocristallin. Les bandes
sont des états délocalisés dans lesquels les électrons et les trous peuvent circuler librement. De
ce fait, le transport des charges est limité par les déformations du réseau qui favorisent la rétro-
diffusion des porteurs et par conséquent une réduction de leur mobilité. Ainsi une augmentation
de la température entrainant les vibrations du réseau limite le mécanisme de transport. A basse
température moins de phonons sont présents dans le réseau conduisant à une augmentation de
la mobilité des porteurs.
1.1.4.2 Le transport par saut
Ce modèle de transport se rencontre dans les matériaux polycristallins et amorphes et a
été proposé par Dr M. Vissenberg et Dr. M. Matters en 1998 [10, 16]. Il se manifeste par une
succession de sauts d’un site à un autre. En effet, dans ce mécanisme de transport, les sauts
entre les sites localisés sont thermiquement activés et la mobilité des porteurs augmente avec
la température. La localisation des porteurs vient soit du désordre, soit de l’auto-localisation
de celui-ci suite à des distorsions environnantes créées par le porteur lui même, le couplage qui
s’établit entre ce dernier et son environnement est appelé polaron et est considéré comme une
quasi-particule. Le saut entre états localisés nécessite souvent une certaine énergie. Pour passer

Chapitre 1 : Electronique organique 13
d’un état (1) à un état (2), la charge doit franchir une barrière d’énergie Eb, figure 1.1. Bien sûr, si
la barrière est faible, l’énergie thermique suffit pour la franchir. Dans le cas d’une haute barrière
d’énergie, le porteur va absorber un phonon dans le réseau et acquérir l’énergie nécessaire qui
lui permettra de franchir la barrière, puis restituer un phonon : c’est le hopping. Les vibrations
du réseau sont en permanence activées thermiquement ce qui fait que le hopping devient plus
important lorsque la température augmente. A basse température, l’énergie thermique n’est plus
suffisante pour permettre le saut mais le porteur peut passer de l’état (1) à un état (3) (« (2))
par effet tunnel si la distance entre sites n’est pas trop grande. C’est un des modèles utilisés pour
décrire la conduction dans les semi-conducteurs organiques désordonnés.
Figure 1.1 – Modèle de transport par saut (variable range hopping, VRH)
1.1.4.3 Le transport par piégeage-dépiégeage
Le transport par piégeage-dépiégeage (MTR) est un modèle proposé par Dr. G. Horowitz, en
1995 [11] basé sur le modèle de 1970 du Dr. P.G. Le Comber [17]. La densité des pièges dans les
semi-conducteurs cristallins est généralement faible comparée à la concentration des porteurs et
les effets de piégeage sont négligeables sur la mobilité des porteurs. Ces pièges proviennent souvent
des joints de grains, des impuretés dans le semi-conducteur organique ou des défauts structuraux
et d’interfaces. Cependant, dans les semi-conducteurs amorphes, la densité d’états localisés est
très significative comparée à la densité des porteurs, et les charges sont en permanence piégées
dans ces états. Le transport des charges se fait alors par un dépiégeage des porteurs de charge
suite à un abaissement de la barrière d’énergie par la température ce qui laisse alors sous entendre
une mobilité de charge thermiquement activée. Le temps de résidence des porteurs dans les états
pièges dépendra de leurs profondeurs et de la température. Plus le niveau piège reste profond,
plus la libération du porteur sera difficile. Le modèle MTR prévoit aussi une dépendance de la
mobilité des porteurs en fonction de la tension de grille du transistor, à faible tension de grille
toutes les charges induites vont dans les niveaux localisés et la mobilité est faible. A mesure

Chapitre 1 : Electronique organique 14
que la tension de grille augmente, le niveau de Fermi se rapproche de la bande, de plus en plus
de pièges se remplissent et la densité de porteurs libres et la mobilité augmentent [18]. Jusque
là, le modèle était applicable pour des films constitués de petits grains dont la distribution des
pièges (joints de grain) était homogène. Cependant lorsque la taille des grains devient grande, la
mobilité n’est plus thermiquement activée et devient constante lorsque la température diminue.
Il a fallu alors adapter le modèle en tenant compte de la morphologie du semi-conducteur [19,20].
Ainsi plus la taille des grains augmente, plus la mobilité des porteurs de charge augmente. Le
modèle s’applique à la fois aux matériaux amorphes et polycristallins et reste aussi utilisé pour
décrire le transport des charges dans ces matériaux.
1.2 Les transistors organiques
Pièce maîtresse de toute l’électronique, le transistor est plus connu sous l’acronyme anglais
OTFT (Organic Thin Film Transistor) signifiant transistor organique à films minces ou encore
OFET (Organic Field Effect Transistor) pour transistor organique à effet de champ. Ces com-
posants électroniques à base de semi-conducteur organique sont devenus incontournables dans le
monde de l’électronique plastique. Les premières réalisations des transistors organiques ont vu le
jour dans les années 1980 [21]. Cette technologie est devenue rapidement très attractive dans le
milieu industriel où le silicium et les semi-conducteurs inorganiques ont toujours régné. Le tran-
sistor a deux usages principaux : amplifier un signal pour lui permettre d’acquérir une puissance
suffisante ou jouer un rôle de commutateur. La faible conductivité des semi-conducteurs orga-
niques fait que les transistors organiques ne peuvent rivaliser avec les transistors à effet de champ
à base de semi-conducteurs minéraux monocristallins dans des applications qui demandent de
grandes vitesses de commutation. Cependant leur méthode de production en grande surface, sur
des substrats flexibles, à température ambiante fait des transistors organiques des composants
moins onéreux en matière de fabrication. Ainsi ils trouvent leurs applications dans les réalisations
de capteurs (chimique, biologique [22], de pression, de température), d’étiquettes intelligentes, de
circuits de commande pour écran OLED (Organic Light Emitting Diode), etc. Ce chapitre aborde
une description générale des transistors organiques et de leur fonctionnement en insistant sur les
éléments essentiels qui vont être utilisés dans cette thèse. La synthèse bibliographique présentée
ici dérive des travaux approfondis contenus dans les thèses d’Anne-Laure Deman, 2005 [15], de
Mickaël Barret, 2007 [23], d’Abdou Karim Diallo, 2008 [22] et d’Amina Belkhir, 2009 [24].

Chapitre 1 : Electronique organique 15
1.2.1 Fonctionnement du transistor
Un transistor (venant de "transfer resistor") est un interrupteur électronique dans lequel une
résistance entre deux électrodes est contrôlée par une tension externe. Le principe de fonction-
nement des transistors organiques est le même que celui des transistors inorganiques en couches
minces. Il est constitué d’un empilement de couches minces comme illustré dans la figure 1.2.
Figure 1.2 – Schéma d’un transistor organique en films minces de type grille en bas et source/drain audessus.
Le semi-conducteur : représente la couche active et est le siège du canal de conduction du
transistor.
Les contacts source/drain (S/D) : sont les électrodes qui permettent d’accéder au canal
et d’injecter des charges.
L’isolant : permet d’isoler le canal. C’est un des éléments clés du transistor. L’isolant em-
pêche le passage de courant entre la grille et le semi-conducteur. Selon la valeur de sa constante
diélectrique et du potentiel appliqué sur la grille, une accumulation plus ou moins importante
de porteurs de charges dans le canal est possible. Les isolants possèdent une structure de bandes
similaire à celle des semi-conducteurs, mais la largeur de la bande interdite est trop importante
pour permettre le passage d’un électron de la bande de valence vers la bande de conduction.
La grille : est une électrode conductrice qui permet de contrôler le courant circulant dans
le canal du transistor en fonction du potentiel qui lui est appliqué.
Le substrat : peut être de tous types de matériaux.
W et L sont les principaux paramètres morphologiques et définissent respectivement la lar-
geur et la longueur du canal.
Quand une tension VG est appliquée entre la source et la grille, l’interface entre le matériau
isolant et le semi-conducteur organique agit comme un condensateur et se charge. L’augmentation
de la concentration des porteurs de charge dans la couche organique améliore sa conductivité.

Chapitre 1 : Electronique organique 16
Sur l’application d’une tension VD entre la source et le drain, le courant peut s’écouler dans la
voie conductrice qui vient de se créer.
Considérons le cas d’un semi-conducteur organique de type p. Un potentiel positif appliqué
sur la grille conduit au mode dit de déplétion et aucun courant ne circule quelque soit la tension
appliquée sur le drain. Lorsqu’on applique une tension négative sur l’électrode de grille, une ac-
cumulation de charges positives s’effectue à l’interface entre le semi-conducteur organique (SCO)
et l’isolant. Cette accumulation se fait via l’injection de porteurs depuis la source (connectée à
la masse). L’application d’un potentiel négatif sur le drain crée alors un canal entre ces deux
électrodes (S/D) où les porteurs positifs (trous) circuleront de la source vers le drain. Ce canal de
conduction s’effectue dans les premières monocouches du SCO situées juste au dessus de l’isolant
et dépend bien sûr de la valeur de la tension de grille appliquée.
Pour un potentiel de grille |VG| > |VT | (où VT représente la tension de seuil, définie dans la
section 1.2.2.2 page 19) et |VD| < |VG-VT | alors un courant traverse le canal : c’est le courant
de drain (Id). Dans cette zone, ce courant reste linéaire avec la tension de drain appliquée : c’est
le régime linéaire [25] :
Id =WµCi
2L[(VG − VT )VD] (1.1)
Avec Ci la capacité du diélectrique de grille et µ la mobilité des porteurs de charges. En aug-
mentant la tension de drain |VD| > |VG-VT | avec toujours |VG| > |VT |, Id n’augmente plus
linéairement. Lorsque VD devient beaucoup plus élevée, le courant tend vers une valeur presque
constante qu’on appelle le courant de saturation Idsat : c’est le régime de saturation [25] :
Id =WµCi
2L(VG − VT )2 (1.2)
Cette saturation est due au pincement du canal qui se crée proche de l’électrode de drain. En
effet, une zone de déplétion apparaît du coté de l’électrode de drain jusqu’au point de pincement
et empêche la conduction du canal. Ainsi les porteurs sont de plus en plus repoussés du coté de
la source lorsque la tension de drain augmente.
1.2.2 Extraction des paramètres électriques
Les différents paramètres qui caractérisent les performances du transistor vont permettre
d’analyser les effets du procédé LIFT lors de leur fabrication. Ces données permettront de juger
de la qualité des structures transférées ainsi que de l’état des interfaces entre les différents com-
posants.

Chapitre 1 : Electronique organique 17
L’extraction des paramètres d’un transistor se fait à partir de deux types de mesures. La
première caractéristique permettant de visualiser le fonctionnement d’un transistor à effet de
champ consiste à tracer son courant de drain Id en fonction de la tension de drain VD pour dif-
férentes tensions de grille VG. Cette courbe est un premier élément qualitatif du fonctionnement
d’un transistor. On identifiera d’un coup d’œil la capacité du transistor à suivre les variations
de la tension de grille, à saturer ou à être bloqué, à conduire des courants élevés, etc... Pour
chaque tension de grille appliquée, trois régimes se distinguent pour l’état passant du transistor.
Dans un premier temps, il y a le régime dit linéaire à faible tension VD. Le courant Id augmente
linéairement avec la tension VD. Dans un second temps, le régime est dit sous-linéaire, l’intensité
n’évolue plus linéairement et la courbe forme un « coude ». Enfin, s’installe le régime dit saturé
où le courant Id est indépendant de la tension VD et n’évolue plus. Le schéma, figure 1.3, montre
la caractéristique de sortie typique d’un transistor organique de type n.
Figure 1.3 – Caractéristique de sortie typique d’un transistor type n en hexadecaphthlalocyanine decuivre (F16CuPc) avec des électrodes d’or, évaporés sous vide, sur substrat de silicium et dioxyde desilicium.
Voyons d’un point de vue physique, les différences entre ces trois régimes :
• Régime linéaire (VD faible) : le courant Id varie proportionnellement à la tension drain
source VD. Les pentes des caractéristiques sont fonction de la géométrie du transistor, W (lar-
geur), L (longueur) de la grille, de la capacité d’isolant de grille Ci, de la mobilité des porteurs
de charge, µ et de la tension de polarisation grille-source VG. Le transistor se comporte comme
une résistance commandée par la tension de grille.
• Régime sous linéaire : quand la tension drain-source augmente au-delà du régime linéaire,
la densité de porteurs libres décroît au voisinage du drain, et le courant de drain présente une
variation sous-linéaire.

Chapitre 1 : Electronique organique 18
• Régime saturé : le régime de saturation est atteint lorsque la densité de porteurs devient
nulle côté drain. Le courant drain ne peut plus augmenter avec la tension drain et sature. Le
courant de saturation dépend de la tension de grille.
La deuxième mesure est la courbe de transfert, Id = f(VG). Un transistor à effet de champ
est par essence une source de courant (Id) commandée en tension (VG). Le gain du composant
sera d’autant meilleur que la variation de courant Id sera forte pour une variation donnée de la
tension de grille. Ce gain dépend d’un certain nombre de paramètres physiques du transistor, et
notamment de la mobilité des porteurs de charge. Le schéma 1.4 présente la caractéristique de
transfert typique d’un transistor organique.
Figure 1.4 – Caractéristique de transfert typique d’un transistor en phthlalocyanine de cuivre (CuPc)avec des électrodes d’or, évaporés sous vide, sur substrat de silicium et dioxyde de silicium.
Ces différentes courbes nous permettent d’extraire des paramètres physiques importants du
transistor, de même que d’un coup d’œil, de se faire une idée sur ses performances.
1.2.2.1 La mobilité
La mobilité représente la facilité qu’ont les porteurs à se déplacer dans la couche active en
présence d’un champ électrique. Elle apparait comme un facteur amplifiant le courant de drain
et est directement liée à la vitesse de commutation des circuits. Plus elle est importante, plus
le temps de commutation tc = L2
µ·Vd diminue. Elle est aussi dépendante de la morphologie du
semi-conducteur organique car meilleure est la croissance du matériau, meilleure est la mobilité
et plus le courant du transistor augmente.

Chapitre 1 : Electronique organique 19
Deux expressions de la mobilité peuvent être extraites, celle dans le domaine linéaire et celle
dans le domaine de saturation. Elles sont toutes deux du même ordre de grandeur, la mobilité dans
le domaine linéaire étant souvent 10 à 30 % inférieure à celle du domaine de saturation [26, 27].
Le fait que la mobilité dépende de la tension de grille incite à préférer celle dans le domaine
linéaire.
Nous avons choisi d’extraire ce paramètre à partir de la courbe de sortie en régime de sa-
turation à cause des phénomènes à basse tension et des courants faibles obtenus à fort VG. De
plus cette méthode étant très utilisée, elle permettra d’établir une comparaison de la mobilité
des transistors élaborés avec la technique LIFT avec les autres techniques. Dans ce régime, il est
nécessaire de s’affranchir de la tension de seuil (VT ). A VT constant, en dérivant par rapport à
VG, nous obtenons de l’équation 1.2 :
õ =
∂√Id
(∂VG)
√2L
WCi(1.3)
La mobilité est donc mesurée à partir de la pente du tracé de√Id = f(VG).
1.2.2.2 La tension de seuil
Dans les MOSFETs classiques (Métal Oxyde Semi-conducteur Field Effect Transistor), la
tension de seuil (VT ) est définie comme étant la tension de grille (VG) à partir de laquelle on
atteint l’inversion (tension à partir de laquelle le canal commence à se former : création de la
conduction). Lorsque la tension grille-source est inférieure à VT , le transistor est dit bloqué, il
ne conduit pas. Dans le cas contraire, il est dit passant, il conduit le courant entre le drain et la
source. Cependant dans les OFETs cette définition n’est pas valable car ces composants ne fonc-
tionnent pas en inversion mais en déplétion et en accumulation. Donc la définition de la tension
de seuil VT suscite quelques interrogations sur sa validité scientifique [18]. Sa détermination est
très importante pour la modélisation des circuits. Elle est exprimée par la formule suivante 1.4 :
VT =qn0d
Ci+ Vfb (1.4)
Où d est l’épaisseur du semi-conducteur, Ci est la capacité de l’isolant, q la charge élémentaire,
n0 la densité de porteurs majoritaires et Vfb la tension de bande plate (due à la présence de
charges d’interfaces et du non alignement des niveaux d’énergie de chaque coté de l’isolant).
A partir des caractéristiques électriques de transfert, la tension de seuil peut être extraite par
deux méthodes :

Chapitre 1 : Electronique organique 20
En régime de saturation : méthode la plus utilisée. Elle fait cependant abstraction de
l’influence de la résistance des contacts et de la dépendance de la mobilité avec la tension de
grille. C’est la méthode que nous utiliserons, l’extraction se fait à partir de la courbe de transfert.
VT est obtenue en extrapolant la tangente à la zone linéaire jusqu’à l’intersection avec l’axe des
abscisses.
En régime linéaire : méthode de la dérivée seconde, initialement proposée pour les transis-
tors MOSFETs puis récemment appliquée aux OFETs [28]. Plus rigoureuse, elle tient compte de
la dépendance de la mobilité avec la tension de grille et de la résistance des contacts. Avec cette
méthode la tension de seuil correspond à la tension pour laquelle la courbe ∂2Id∂V 2
g(à Vd constante
en régime linéaire) présente un maximum.
Le transistor organique fonctionnant en régime d’accumulation avec des mécanismes de trans-
port différents, ainsi que des contacts de nature différente (ohmique et non une jonction PN), on
peut s’interroger sur la validité de cette valeur. De ce fait, dans ce modèle VT devrait être nulle
car le transistor organique opère en accumulation. Néanmoins, plusieurs éléments vont contribuer
à l’établissement d’une tension seuil, assimilée à VT .
La première de ces contributions provient du dopage de la couche semi-conductrice. Plus le
niveau de dopage N (cm−3) sera élevé et plus cette contribution sera majoritaire. Une autre
contribution possible à VT provient de l’établissement du potentiel de bandes plates. Lorsque les
niveaux d’énergie diffèrent de part et d’autre de l’isolant, où s’il existe des charges d’interface
(Qi), il est nécessaire de prendre en compte ce potentiel Vfb nécessaire à l’alignement des niveaux.
La dernière contribution provient des pièges présents dans le semi-conducteur organique.
La formule de VT suppose que les porteurs soient libres. Ce n’est pas la réalité dans les semi-
conducteurs organiques car beaucoup de ces porteurs vont être capturés par des pièges.
1.2.2.3 Le rapport On/Off
Le rapport On/Off est utilisé pour évaluer la performance des transistors organiques. C’est
le paramètre crucial du transistor, il correspond au rapport des courants lorsque la tension VG
commute entre l’état On et l’état Off. En effet un rapport On/Off élevé permet d’obtenir une
bonne commutation dans les circuits électroniques. Il est extrait à partir de la caractéristique
de transfert du transistor. Ce courant "Off" est plus facile à visualiser en traçant, en échelle
logarithmique, la caractéristique de transfert.
Dans les semi-conducteurs en couche mince, un courant "Off" non nul est généralement
observé (même à une tension de grille nulle : il est souvent associé au courant de volume) dû à
la conductivité non nulle du matériau. Cette conductivité dépend de l’épaisseur de la couche et

Chapitre 1 : Electronique organique 21
de la géométrie du transistor et est souvent due à un dopage résiduel.
L’extraction de IOn et IOff se fait sur la courbe de transfert en échelle logarithmique, comme
montré sur la figure 1.4. Il s’agit respectivement du courant le plus fort et le plus faible mesuré.
1.2.2.4 La pente sous seuil
La pente sous seuil S renseigne sur la vitesse de basculement du transistor. Comme pour le
rapport On/Off, la pente sous le seuil est extraite à partir de la caractéristique de transfert en
échelle logarithmique. Elle s’exprime en V/decade et représente la variation du potentiel de grille
nécessaire pour augmenter le courant de drain d’une décade.
S =dVg
dlog10(Id)=kT
qln(10)(1 +
Cd + CitCi
) (1.5)
Où k représente la constante Boltzmann, T la température, Cit la capacité équivalente à la
densité d’états d’interfaces (Cit = qNss avec Nss la densité d’états d’interfaces) entre le semi-
conducteur et le diélectrique, Ci celle de l’isolant et Cd la capacité de déplétion dont la valeur
dépend de la densité de pièges dans le volume. Il apparaît dans l’équation 1.5 que la pente sous
le seuil bien que dépendante de la qualité de l’interface, est aussi sensible aux pièges qui se
situent dans le volume du semi-conducteur. L’expression issue du courant sous le seuil établie à
partir du modèle de transistor MOS classique, montre les contributions des défauts volumiques
et d’interfaces sur la pente sous le seuil.
S =kT
qln(10)[1 + q(
√εscNbs
Ci+Nss
Ci)] (1.6)
Où Nbs est la densité d’états dans le volume du semi-conducteur et εsc sa constante diélec-
trique. Cependant il est difficile d’extraire Nbs et Nss de la simple analyse de S seule, et donc
d’autres méthodes d’analyses sont nécessaires pour les déterminer. Pour simplifier l’étude nous
négligerons l’influence de la densité de défauts dans le volume sur la pente sous le seuil et sa
valeur extraite sera simplement due à la densité d’états d’interfaces entre l’isolant et le semi-
conducteur organique.
Ce qui réduit l’équation 1.6 à
S =kT
qln(10)[1 + q
Nss
Ci] (1.7)

Chapitre 1 : Electronique organique 22
A partir de la détermination de la pente sous seuil, nous pouvons accéder à la densité d’états
d’interfaces Nss (cm−2.eV−1) :
Nss = [S
ln(10)kTq− 1]
Ciq2
(1.8)
Notons par ailleurs que la pente sous seuil peut être dégradée par une application continue
de tension sur l’électrode de grille et l’environnement dans lequel le transistor opère.
1.2.3 Effet de l’atmosphère ambiante
Différentes études ont montré que l’atmosphère ambiante et notamment l’humidité de l’air
pouvaient dégrader les performances des transistors organiques [29]. Le courant de drain, la
mobilité, le rapport On/Off tendent à diminuer, la tension de seuil quant à elle, augmente à
mesure que le taux d’humidité dans l’air grandit. Différents mécanismes peuvent expliquer cette
dégradation [30]. L’eau peut diffuser à travers les joints de grains, modifier les interactions in-
termoléculaires, et ainsi rendre plus difficile le transport de charges inter grains. Les molécules
polaires de l’eau peuvent interagir avec les charges du canal et en réduire la mobilité. Ou encore,
des ions associés à l’eau peuvent être à la source de mouvements ioniques. CO2 et O2 peuvent
aussi générer des dégradations, mais elles sont moins importantes [31]. Des méthodes d’encapsu-
lation ont été imaginées pour limiter les interactions entre le matériau organique et l’air ambiant.
En réalisant des transistors avec une structure Top Gate, le diélectrique joue alors aussi le rôle
de couche protectrice, le temps de vie des transistors est amélioré.
L’atmosphère ambiante peut donc être un problème majeur pour l’impression LIFT des semi-
conducteurs organiques. En effet, l’intérêt de la technique est son opérabilité à l’air et de ne pas
nécessiter d’atmosphère contrôlée ou de système sous vide.
1.2.4 Les différentes architectures
Dans les transistors organiques, on distingue deux grandes familles d’architecture : les OTFTs
avec la grille déposée en premier dits "bottom gate" (BG) et les OTFTs avec la grille déposée
en dernier dits "top gate" (TG). Un schéma de synthèse est présenté en figure 1.5.
1.2.4.1 Les transistors de type "bottom gate"
C’est une configuration habituelle pour laquelle l’électrode de grille est déposée directement
sur le substrat suivi du dépôt de diélectrique sur la grille. Elle est composée de deux structures
appelées "bottom contact" (BC) et "top contact" (TC) représentées respectivement par les figures
1.5a et 1.5b.

Chapitre 1 : Electronique organique 23
Figure 1.5 – Les différents types d’architectures rencontrées dans les transistors organiques. (a) Bot-tom gate/Top contact (BG/TC). (b) Bottom gate/Bottom contact (BG/BC). (c) Top gate/Top contact(TG/TC). (d) Top gate/Bottom gate (TG/BG).
1.2.4.2 Les transistors de type "top gate"
De la même façon que les BG, les TG sont constitués de deux structures que sont les TC
et les BC représentées respectivement sur les figures 1.5c et 1.5d. Cette configuration est moins
présente dans la littérature car plus délicate à réaliser. Une des raisons est qu’il est plus facile de
déposer un semi-conducteur organique sur un diélectrique que l’inverse. Comme on le voit sur
cette géométrie, le diélectrique est directement déposé sur le semi-conducteur organique (SCO)
et comme le canal de conduction se situe à l’interface entre le semi-conducteur et le diélectrique,
une très grande précaution doit être prise lors du dépôt du diélectrique pour ne pas endommager
cette interface, ce qui nécessite des méthodes de dépôt très "douces".
La plupart des diélectriques polymères se déposent à partir d’une solution et, pour ne pas
risquer de détruire le semi-conducteur organique sous-jacent, il faut prendre garde à ce que les
solvants du semi-conducteur et du polymère diélectrique soient parfaitement orthogonaux. Peu
de couples SCO/diélectriques polymères répondent à cette exigence. Quant aux diélectriques
inorganiques comme les oxydes, il est difficile de ne pas endommager l’interface SCO/diélectrique
lors du dépôt.
La géométrie top gate présente l’avantage d’encapsuler le semi-conducteur organique. Quelques
types de diélectriques (PMMA, Ta2O5) ont été utilisés pour réaliser des TG-OFETs [32–34] avec
comme couche active le polymère poly(3-hexylthiophène) (P3HT). Il est plus aisé de réaliser des

Chapitre 1 : Electronique organique 24
TG à base de polymère qu’avec des petites molécules qui sont très fragiles. Les diélectriques
les plus répandus dans l’utilisation des TG sont ceux à base d’alcool [35–37] comme le polyvi-
nylphenol (PVP) ou le polyvinyl alcohol (PVA). Néanmoins, les transistors dont le diélectrique
contient des groupements OH présentent l’inconvénient d’être très instables. En effet ces grou-
pements hydroxyles peuvent se retrouver dans le diélectrique lorsque ces derniers sont dissouts
dans un solvant. Ainsi le canal se situant juste à l’interface, voit sa conduction affectée par ces
composants polaires lors d’un balayage aller-retour, ce phénomène est appelé effet d’hystérésis.
La géométrie top gate est bien adaptée pour la réalisation des ISFETs [38] (de l’anglais
"Ion Sensitive Field Effect Transistor"), des transistors à effet de champ sensibles aux ions,
le diélectrique est en contact direct avec le liquide à analyser. Les TG ont une durée de vie
plus longue que les BG car le diélectrique qui sert d’isolant, encapsule en même temps le semi-
conducteur organique et par conséquent on note un vieillissement moins rapide.
1.3 Autres composants organiques
Outre les transistors à films minces, il existe d’autres applications importantes pour matériaux
organiques, quelques unes sont présentées ci-dessous.
1.3.1 Les diodes organiques électroluminescentes
Les diodes électroluminescentes (LED) sont des dispositifs de conversion de l’électricité en lu-
mière. Ces composants utilisent des matériaux capables d’émettre de la lumière lors du passage
d’un courant électrique, appelés matériaux électroluminescents. Elles se différencient à partir
de sources lumineuses thermiques par leur capacité à convertir directement l’énergie électrique
en lumière, et ne comptent pas sur l’incandescence. Pour cette raison, ces sources lumineuses
"froides" peuvent atteindre des rendements lumineux de 100 lm/W [39]. Les molécules orga-
niques, et les polymères conjugués entre eux, peuvent être utilisés comme matériel pour LED,
qui sont alors appelés organic light-emitting diodes (OLED). Le terme OLED englobe tous les
dispositifs émettant de la lumière formés de petites molécules organiques, tandis que les diodes
fabriquées en polymère sont communément appelées PLED (polymère LED).
Les OLEDs trouvent des applications dans deux domaines principaux. Premièrement, elles
peuvent être utilisées comme sources efficaces pour l’éclairage. Dans ce cas, de grandes zones
uniformes sont impliquées. Mais l’application la plus intéressante est les écrans. Les afficheurs
OLED offrent plusieurs avantages par rapport à la technologie dominante à cristaux liquides
(LCD).

Chapitre 1 : Electronique organique 25
La consommation électrique : les pixels émettent de la lumière et de ce fait n’ont pas besoin
de rétro-éclairage. Puisque les diodes sont utilisées uniquement lorsque la puissance d’émission
est nécessaire, l’écran consomme moins d’énergie.
Luminosité : la luminosité atteinte avec des pixels OLED est supérieure à celle des LCD. De
plus, le contraste est grandement amélioré, les pixels sont éteints pour le noir et ne présente
aucune trace de rétro-éclairage résiduel.
L’épaisseur : comme aucun rétro-éclairage est nécessaire, la couche active a une épaisseur totale
de l’ordre de moins d’un micromètre et les écrans peuvent être très minces. L’épaisseur réelle de
l’appareil est déterminée par le substrat et les couches d’encapsulation, et non par les couches
actives.
Flexibilité : l’utilisation de matériaux polymères pour les couches actives et le substrat permet
de construire des écrans flexibles, ouvrant de nouvelles possibilités d’applications, par exemple
les affichages pliables ou enroulables.
Les mêmes avantages que pour les transistors organiques sur le coût, l’épaisseur et la flexibilité
s’appliquent sur les OLED. Le premier transfert fonctionnel d’un pixel OLED avec la technique
LIFT a été démontré récemment par un laboratoire suisse à travers la thèse de Romain Fardel,
2009 [40]. Des pixels composés d’aluminium et d’un polymère luminescent MEH-PPV (poly[2-
methoxy-5-(2-ethylhexyloxy)-1,4-phenylenevinylene]) ont été transférés à l’aide d’un laser impul-
sionnel nanoseconde et ont révélé des caractéristiques similaires en terme de spectre d’émission et
de luminescence que des composants fabriqués par des techniques conventionnelles. Pour réaliser
cette impression, l’ajout d’une couche sacrificielle a dû être employée, nous détaillerons cette
technique d’optimisation dans le chapitre suivant. L’utilisation d’un polymère triazene comme
couche sacrificielle a permis d’améliorer la stabilité mécanique des matériaux lors du transfert et
d’assurer leur protection des effets destructeurs induits par le laser. A présent, d’autres groupes
de recherche se sont concentrés sur l’impression laser de molécules organiques luminescentes [41].
1.3.2 Les cellules solaires
Une cellule solaire, ou cellule photovoltaïque, est un dispositif qui convertit la lumière en
électricité. L’architecture d’une cellule solaire est similaire à celle d’une diode électroluminses-
cente, sauf que le principe de fonctionnement est inversé. Un photon est capturé dans la couche
absorbante et crée un exciton, par la promotion d’un électron dans la bande LUMO et en laissant
un trou dans la HOMO. L’exciton est retiré à l’interface organique et transporté à l’anode et la
cathode par un processus de dérive et de diffusion. La charge est ensuite injectée dans le circuit
extérieur et la cellule produit du courant.

Chapitre 1 : Electronique organique 26
L’utilisation des matériaux organiques pour des applications photovoltaïques a été étudiée
de manière intensive durant les vingt dernières années. Faute d’une approche innovante, ces
premières études ont buté sur de faibles rendements de conversion des matériaux. La recherche
dans ce domaine connaît un nouvel essor depuis quelques années grâce aux progrès récents des
afficheurs électroluminescents et, d’autre part, par la découverte de matériaux innovants ainsi
que par la mise en oeuvre de nouveaux types de jonctions.
De nombreux avantages sont envisagés quant à la fabrication de cellules photovoltaïques
à base de matériaux organiques. L’utilisation de ce genre de matériaux offre une facilité de
fabrication et de manipulation, la possibilité de réaliser des cellules sur des substrats flexibles,
un poids faible des composants [42] et un bas coût de production.
Si le marché des cellules photovoltaïques est aujourd’hui dominé à plus de 90 % par le
silicium multicristallin, les composites organique/inorganique sont appelés à s’imposer là où les
technologies du silicium et, plus largement, de l’inorganique sont mal positionnées.
1.3.3 Les micro-batteries organiques
Les technologies Lithium-ion présentent actuellement les performances électriques les plus
élevées, en effet, s’y allient les densités d’énergie volumique et massique, une grande cyclabilité,
l’autodécharge la plus faible possible, mais aussi une grande modularité de propriétés allant de la
batterie de puissance (régime élevé) à la batterie de stockage (faible à modéré). Cette technologie
Li-ion continue donc à susciter un grand intérêt dans de nouveaux domaines d’applications. Mais
cela exige d’allier son intégration dans des géométries complexes imposées selon l’emploi auquel
elle est vouée à de nouvelles contraintes environnementales (les températures élevées comme
basses, les vibrations, la flexibilité, le vide ...). Or, dans la plupart des cas, les accumulateurs
Lithium-ion commerciaux sont réalisés dans la même filière technologique (graphite/LiCoO2), et
déclinés sous format cylindrique, prismatique, pile bouton ou pile bâton dans les formats les plus
petits mais ne répondent pas à ces nouveaux besoins. Les obstacles technologiques majeurs en
matière de batteries miniatures tiennent autant à l’architecture interne de la batterie miniature
qu’à la configuration du coeur électrochimique. Comme évoqué précédemment, le principal défi
consiste à répondre à des exigences à la fois physiques et technologiques très poussées, tout cela à
l’échelle micrométrique. La conception d’une géométrie de batterie "atypique" allant d’une forme
extra-plate, en film souple et flexible, à un élément rigide pouvant intégrer à la fois des parties
courbes et des parties droites, d’une taille allant de moins de 1 cm3 à 400 cm3, d’une capacité
de quelques miliampères-heure (Ah) à 10 Ah.

Chapitre 1 : Electronique organique 27
NEC a présenté fin 2005 la mise au point d’une batterie tellement fine (300 µm) qu’elle en
est flexible. L’invention porte le nom de « Organic Radical Battery » (ORB). La souplesse de
la batterie lui permet de s’intégrer dans les plus petits périphériques portables, elle utilise un
polymère organique en guise de cathode, ce qui permet cette grande rapidité du rechargement (30
secondes). Plusieurs types de périphériques sont visés, dont les papiers électroniques, qui sortent
actuellement des laboratoires de beaucoup d’entreprises, ou même les périphériques RFID et les
cartes électroniques. La capacité de la batterie est annoncée à 1 mWh pour une surface d’un
centimètre carré. L’invention est de plus parfaitement écologique, puisqu’elle ne contient que de
la matière organique, sans métaux toxiques comme le mercure ou le cadmium.
La fabrication de micro-batteries n’a pas encore fait l’objet d’une étude par LIFT mais cette
technique pourrait se révéler prometteuse. En effet des micro-batteries ont déjà été imprimées
par un procédé d’écriture directe laser, la technique du MAPLE-DW (Matrix-Assisted Pulsed
Laser Evaporation - Direct Write) [43, 44], technique dérivée du LIFT que nous allons voir plus
en détail dans le chapitre suivant. Cette technique a démontré la fabrication de batteries alcalines
et d’ultra-condensateur.


Chapitre 2
L’impression laser
Sommaire2.1 Micro-fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.1.1 Exigences . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.1.2 Techniques conventionnelles . . . . . . . . . . . . . . . . . . . . . . . . . 312.1.3 Limitations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.1.4 L’écriture directe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
2.2 Le Laser-Induced Forward Transfer . . . . . . . . . . . . . . . . . . . 372.2.1 Principe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372.2.2 Motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372.2.3 Historique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 382.2.4 Paramètres du procédé LIFT . . . . . . . . . . . . . . . . . . . . . . . . 392.2.5 La couche sacrificielle protectrice . . . . . . . . . . . . . . . . . . . . . . 442.2.6 Autres techniques de transfert par laser : complémentarité du LIFT . . 45
29

Chapitre 2 : L’impression laser 30
Ce chapitre présente tout d’abord les exigences ainsi que les techniques actuelles de fabrication
pour la micro-électronique organique.
Ensuite, la technique du Laser-InducedForwardTransfer (LIFT) est présentée ainsi que les
principales motivations de son développement. L’historique de la technique est retracé et les
principaux paramètres entrant en jeu sont définis. Les avancés majeures qui permettent aujour-
d’hui de la placer en tant que concurrente sérieuse dans la fabrication de la micro-électronique
organique sont détaillées.
Enfin, quelques techniques émergentes du procédé LIFT dans le but de répondre aux exigences
de fabrication sont présentées.
2.1 Micro-fabrication
La possibilité de déposer une grande variété de matériaux avec une résolution micrométrique
et même nanométrique est souhaitable dans de nombreux domaines de la micro-électronique. De
nombreuses techniques ont été développées pour répondre à cette demande, chacune avec ses
avantages et ses inconvénients.
Les techniques d’écriture directe (DW de l’anglais direct write) sont une famille de processus
présentant actuellement un grand intérêt pour la micro-fabrication. Ces techniques sont les plus
récentes et plus novatrices pour la fabrication de composants électroniques compatibles avec ces
résolutions. Le terme DW fait référence à toutes techniques capables de déposer, distribuer ou
transformer différents types de matériaux sur différentes surfaces selon une structure prédéfinie.
Aujourd’hui il existe une quantité importante de techniques DW. Bien évidemment, aucun outil
universel ne permet une écriture directe de tous types de matériaux, il est donc nécessaire de
combiner plusieurs approches complètement différentes.
L’électronique et les biomatériaux offrent la plus grande opportunité et les plus grands défis
pour le développement, l’implémentation et la commercialisation des processus d’écriture directe.
Les récents progrès de ces techniques appliquées aux biomatériaux ont été motivés par les avan-
cées de la technologie de transfert, en particulier par la reconnaissance que, dans certains cas, le
processus de transfert peut être extrêmement doux et sélectif. Cette thèse est dédiée à l’étude de
l’une de ces techniques, le transfert induit par laser, plus connu sous l’acronyme LIFT signifiant
"Laser-Induced Forward Transfer".

Chapitre 2 : L’impression laser 31
2.1.1 Exigences
La méthode de déposition de transistors organiques à films minces doit se conformer aux
exigences suivantes :
Résolution spatiale : contrôle de la géométrie du dépôt avec une résolution spatiale mi-
crométrique.
Technique versatile : application à une large gamme de matériaux et de type de substrats
pour permettre la fabrication de transistors concurrentiels à ceux de l’état de l’art.
Grande surface : capacité de structurer de grandes surfaces.
Rapidité : exécution de traitements rapides pour être compatible avec de hauts rendements
et permettre un faible coût de l’électronique organique, intérêt majeur des transistors organiques.
Ainsi, plusieurs considérations majeures sont à prendre en compte dans le choix du procédé
d’élaboration. Les techniques sont choisies en fonction de leur adéquation avec les propriétés des
matériaux désirés, mais aussi leur capacité à réaliser des motifs avec les tailles voulues (résolution
latérale, épaisseur, uniformité, ...) et requises par le dispositif. Le tableau 2.1 présente quelques
caractéristiques de production de différentes techniques.
Sérigraphie Gravure Flexographie Offset litho-graphie
Jetd’encre
Procédéssilicium
Résolution latéraleminimum (µm)
30-100 15-75 40-75 10-50 20-50 0,045
Epaisseur (µm) 3-15 0,8-8 0,8-8 0,5-2,5 0,1-0,5 0,05-2Cadence de pro-duction (m2/s)
<10 60 10 20 0,01 0,003
Table 2.1 – Exemple de capacités de production des principales techniques d’élaborationd’OTFTs comparées aux procédés silicium [23].
2.1.2 Techniques conventionnelles
Plusieurs techniques existent pour la fabrication des OTFTs. Une présentation succincte est
donnée ci-dessous :

Chapitre 2 : L’impression laser 32
Le spin-coating :
La plus connue des techniques utilisées pour le dépôt de films minces est le spin-coating. Le
matériau à déposer est dissous dans un solvant et dispersé sur un substrat en rotation. Cette
technique ne nécessite aucun équipement coûteux et permet de créer des couches minces très ra-
pidement sur des substrats de petite taille sous atmosphère standard ou contrôllée. Le problème
de cette méthode est évident : la structuration latérale. De plus, comme la technique nécessite
une solution, le matériau à déposer doit posséder des propriétés rhéologiques en adéquation avec
celle-ci. Un autre inconvénient majeur vient de la compatibilité des solvants entre les différentes
couches à déposer. Deux couches avec un solvant similaire ne peuvent être déposées successi-
vement car l’application de la deuxième dissoudrait la première et causerait un mélange des
couches. Néanmoins, le spin-coating est largement utilisé dans les laboratoires de recherche et les
industries lorsque le dépôt de films minces non structurés est requis. C’est aussi une technique
très utile pour produire des films précurseurs pour d’autres procédés de structuration, comme
par exemple celui qui est étudié dans cette thèse.
Evaporation avec masque :
L’évaporation thermique sous vide est une technique couramment utilisée pour réaliser des
films minces de métaux et des petites molécules organiques. C’est une technique idéale pour la
réalisation de plusieurs empilements de couches, mais elle exige des composés avec une tempéra-
ture d’évaporation faible pour résister au chauffage. Par conséquent, les polymères et certaines
petites molécules sont exclus de la gamme applicable, car ils se décomposent avant de se su-
blimer. L’ajout d’un masque entre la source et la cible permet d’obtenir une structuration en
bloquant physiquement le dépôt à des endroits non désirés. Cette technique nécessite d’avoir
un vide poussé. Les composés présents dans l’atmosphère peuvent dégrader les performances
des films évaporés s’ils étaient piégés dans les films. Un autre inconvénient vient de la lenteur
d’évaporation de certains matériaux, en particulier les matériaux organiques. Néanmoins, l’éva-
poration sous vide est une technique très utilisée en laboratoire et permet aussi la fabrication
de films précurseurs pour d’autres techniques de structuration, technique que nous avons aussi
utilisée dans cette thèse.
La sérigraphie :
La sérigraphie reprend le principe du pochoir qui consiste à laisser passer de l’encre au travers
d’une trame (écran) à l’aide d’une racle. Le volume de production peut être accru en utilisant
une technique continue en rouleau, l’écran est alors en forme de cylindre et l’encre est contenue

Chapitre 2 : L’impression laser 33
à l’intérieur du cylindre. Comme la technique du spin-coating, elle est basée sur des solutions,
de ce fait, elle se confronte aux mêmes problèmes.
Photolithographie :
La technique de structuration plus largement utilisée dans l’industrie électronique basée sur
le silicium est la photolithographie. Le processus consiste à enduire un substrat d’une couche
fonctionnelle, puis avec une couche photosensible. Cette dernière est un polymère conçu pour
modifier ses propriétés lors d’une irradiation. La résine photosensible est irradiée à travers un
masque, ce qui permet de définir des motifs. La dernière étape est le développement de la struc-
ture par dissolution. Alors que la photolithographie est adaptée pour les couches inorganiques,
elle se révèle extrêmement compliquée avec des matériaux organiques. Le processus implique une
irradiation et plusieurs étapes humides, ce qui endommage les molécules organiques.
Les techniques adaptées à la production roll to roll :
Le procédé "roll to roll", littéralement rouleau à rouleau, est une technologie encore en déve-
loppement. Elle consiste à faire défiler deux rouleaux en contact sur une petite zone. De larges
circuits composés de transistors à films minces ou d’autres dispositifs peuvent être facilement
structurés sur ces grands substrats (rouleaux), qui peuvent aller jusqu’à un mètre de large et plus
de 50 km de long. L’intérêt majeur de cette technique est de réduire considérablement les coûts
de production. Néanmoins, le rouleau doit subir une préparation de structuration préalable et
un changement de motif impose un changement de rouleau.
Les principales techniques adaptées à ce type de procédé sont la sérigraphie, la flexographie, la
lithographie offset et le screen printing.
2.1.3 Limitations
Toutes les techniques décrites ci-dessus présentent des avantages majeurs pour le dépôt struc-
turé des OTFTs et ont été facilement appliquées dans l’industrie. Cependant, aucune d’entre-elles
ne se conforme à tous les critères suggérés dans la section 2.1.1. Trop lente, nécessité de condi-
tions atmosphériques particulières, nécessité d’un type de matériaux, chacune de ces techniques
présente un ou plusieurs points faibles par rapport aux critères précédemment établis. Une nou-
velle méthode combinant ces différentes conditions de base serait un important pas en avant
pour la technologie OTFT, car elle permettrait de construire des transistors complexes à partir
de différents matériaux et d’atteindre des rendements élevés.

Chapitre 2 : L’impression laser 34
2.1.4 L’écriture directe
Jusqu’à aujourd’hui, la plupart des technologies utilisées provenaient de la microélectronique
classique, adaptées aux conditions spécifiques du silicium. Les matériaux organiques possèdent
des propriétés de mise en œuvre complètement différentes : ils sont notamment utilisables en
solution. Cette propriété offre de nouvelles possibilités pour leur mise en œuvre et la réalisation
de composants électroniques. L’impression est une de ces nouvelles opportunités. Les techniques
d’écriture directe sont les approches les plus récentes bien que le concept fondamental ne soit
pas nouveau. De l’encre transférée d’un stylo sur une feuille de papier selon la structure dirigée
par nos mains est un procédé d’écriture directe. Ces techniques présentent l’avantage d’être
reconfigurables plus facilement que les procédés classiques utilisés sur les lignes de production.
Le livre de A. Piqué et D.B. Chrisey [45], édité en 2002, fournit une présentation de toutes les
différentes techniques d’écriture directe ainsi qu’une comparaison entre les points forts et les
attributs spécifiques de chacune des techniques. Nous allons voir plus en détails deux techniques
d’impression majeures dans la fabrication des OTFTs : l’impression jet d’encre et l’impression
laser.
2.1.4.1 L’impression par jet d’encre :
La technique de l’impression jet d’encre permet, à partir d’un matériau en solution, de réaliser
de manière additive un motif structuré, réduisant ainsi le nombre d’étapes de fabrication et la
quantité de matériau consommé. De plus, l’impression peut s’appliquer aux substrats souples
pour la réalisation de dispositifs électroniques flexibles.
L’intérêt pour cette technique est énorme en raison de son potentiel de productivité. L’idée
d’imprimer à l’aide d’un jet n’est pas nouvelle. De nombreux principes physiques ont été compris
plus tôt au 19ime siècle. En 1878, Lord Rayleigh a étudié la rupture d’un jet de liquide en gouttes
sous l’influence d’une petite perturbation, comme une onde de pression, appliquée au liquide,
phénomène précédemment observé par Savart [46]. Ce n’est qu’au début des années 1960 que
Richard G. Sweet à Standford eut l’idée de développer une imprimante basée sur le principe de
Rayleigh [47]. Il découvrit que les gouttes formées à partir d’un jet continu de fluide émanant d’un
orifice pouvaient être chargées électriquement à travers une électrode. Ensuite, il remarqua que la
charge de chaque goutte pouvait être contrôlée indépendamment. La trajectoire de chaque goutte
pouvait ainsi être contrôlée en faisant passer le jet à travers un champ électrique, la trajectoire
de chaque goutte dépendant ainsi de sa propre charge. Ce principe a été commercialisé par la
société A.B. Dick comme la première imprimante par jet au monde [48], IBM a suivi avec son
modèle « 6640 printer ».
Chapitre 2 : L’impression laser 35
De nouvelles évolutions ont permis à la technologie d’impression par jet de se démocratiser.
Cette évolution débuta avec les découvertes indépendantes mais simultanées des scientifiques
de Canon et Hewlett-Packard à la fin des années 1970. L’impression par jet thermique possède
l’avantage d’être une technologie « goutte à la demande » (« drop-on-demand ») : les gouttes
ne sont pas émises en continu mais uniquement quand cela est nécessaire pour l’impression,
ceci élimine le besoin d’un système additionnel pour la capture et le recyclage de l’encre non-
utilisée. La croissance des imprimantes jet d’encre s’est accélérée dans les années 1990 lorsque la
technologie a fait des progrès au niveau de la vitesse et de la qualité d’impression.
Un avantage indéniable de l’impression par jet est que cette technique est numérique et
n’utilise pas de forme imprimante physique, onéreuse à réaliser. Les opérations avant impression,
comme la réalisation des formes imprimantes, ne sont pas requises. De fait, par un transfert
de données, le motif à imprimer peut être modifié sans préparation d’un nouveau masque ou
forme imprimante. Le motif à imprimer est contenu dans un fichier informatique, rapidement
modifiable suivant le design des structures. L’impression par jet est un procédé sans contact,
où les matériaux peuvent être ajoutés couche par couche et uniquement où cela est nécessaire,
réduisant les pertes. De plus, elle permet l’impression sur tous les types de substrats : rigides,
souples, etc. En utilisant une caméra et un logiciel d’analyse d’images, l’image à imprimer peut
être ajustée en direct pour compenser tous types de défauts du support et obtenir un bon
alignement des couches successives, ce qui est impossible pour n’importe quelle technique en
rouleau.
Aujourd’hui, la gamme de têtes d’impression pour des applications industrielles est relative-
ment large. Ces têtes, désormais compatibles avec la plupart des solvants organiques utilisés en
électronique plastique, comportent jusqu’à 256 buses d’impression avec des diamètres de 35 à 52
µm. Ces systèmes permettent la génération de gouttes de 10 à 80 pL à une fréquence de 20 kHz.
L’état de l’art des imprimantes par jet permet la réalisation de motifs avec des tailles critiques
inférieures à 20 µm, l’inconvénient étant alors la vitesse d’impression.
Le principal inconvénient a déjà été énoncé pour la technique de spin-coating : le traitement
par voie humide limite les matériaux ainsi que le nombre de couches qui peuvent être déposées.
Toutes les parties du dispositif en contact avec l’encre doivent satisfaire les propriétés mécaniques
et électriques requise par le système, tout en étant compatibles avec la composition chimique
de l’encre. Sous l’action chimique de l’encre (pH, solvants, ...), les métaux et les céramiques
peuvent se corroder et les polymères et adhésifs gonfler, se fragiliser, se dissoudre, etc. De plus,
la dégradation chimique de ces matériaux peut contaminer l’encre (composition, particules, ...).
Cette contamination peut entraîner un bouchage de la tête par les particules, ou changer les

Chapitre 2 : L’impression laser 36
propriétés physiques de l’encre (résistivité, ...) ce qui peut être particulièrement critique pour la
réalisation de composants. Le dépôt par voie liquide engendre aussi la nécessité de recuire les
matériaux imprimés, limitant de ce fait la compatibilité entre les matériaux mais aussi avec le
substrat. De plus, la forme peu contrôlable des dépôts en goutte limite la précision des structures
produites. La thèse de M. Barret, 2007 [23] a permis un avancement de cette technique vis à
vis des transistors organiques. Le travail de thèse a permis de mettre en avant le potentiel
de l’impression, en tant qu’alternative aux techniques classiques de la microélectronique et de
progresser dans la définition, le développement et la validation d’une ligne de production pour la
réalisation de fonctions électroniques imprimées sur support souple. La partie imprimée la plus
critique du transistor est sans nul doute le semi-conducteur. L’étude montre que les propriétés
du transistor dépendent, certes du semi-conducteur utilisé, mais également des conditions de
dépôt. Des transistors organiques à base de PQT-12 (Poly(3,3” ’-didodécylquarterthiophène))
ont montré des mobilités atteignant 5,2 × 10−3 cm2.V−1.s−1. L’étude démontre aussi l’attention
particulière requise pour le choix des électrodes source/drain et le rôle important du travail de
sortie de matériau conducteur par rapport au semi-conducteur utilisé.
2.1.4.2 L’impression par laser :
De nos jours, une grande majorité des techniques d’écriture directe est basée sur les lasers.
Le terme Laser est l’acronyme de l’anglais pour Light Amplification by Stimulated Emission of
Radiation et son invention date de 1960 [49], mais la physique sur laquelle il repose est plus
ancienne. C’est Albert Einstein, dans son article de 1917 [50,51], qui pour résoudre les équations
du corps noir, introduit la notion d’ "émission stimulée", faisant la synthèse entre ses premiers
travaux et ceux de Planck (1900-1905), des travaux de mécanique statistique de Boltzmann ainsi
que des travaux de Bohr sur la quantification de la matière. Depuis, les évolutions des lasers
ont permis de les rendre indispensables dans les laboratoires, les industries et la vie de tous les
jours, citons notamment quelques unes des applications très connues, comme les applications de
détection, la surveillance des gaz atmosphériques [52], et de télémétrie, par exemple les radars
de vitesse sur les routes ou la mesure de la distance Terre - Lune [53]. Ils sont aussi largement
utilisés dans les appareils électroniques grand public (stockage optique [54]), des réseaux de com-
munication et de la médecine (chirurgie).
L’utilisation de lasers pour le traitement des matériaux a commencé avec le développement
de système laser d’usinage : la gravure, le perçage et ensuite la découpe. L’usinage par laser
est une technique soustractive qui tire son avantage de la petite taille de fonctionnalité, ce qui

Chapitre 2 : L’impression laser 37
est facilement réalisée en focalisant un faisceau laser sur une zone très petite. Progressivement,
l’outil s’est affiné pour permettre l’ablation sélective.
La technique du Laser-Induced Forward Transfer (LIFT), que nous allons étudier par la suite,
était à l’origine proposée comme une méthode simple et rapide pour réparer les dommages des
photomasques. Cependant, le potentiel de micro-dépositions avec toutes sortes de matériaux
préparés préalablement en films minces a été très vite reconnu. Une limitation inhérente à la
technique est que le matériel qui va être structuré doit agir comme son propre propulseur durant
le transfert, ce qui en pratique limite les matériaux qui peuvent être utilisés. Ainsi, un certain
nombre de techniques complémentaires ont été développées et ont permis d’élargir la gamme
d’applications, citons notamment :
– Dynamic Release Layer LIFT (DRL-LIFT) [Tolbert et al., 1993 [55]]
– Laser Molecular Implantation (LMI) [Fukumura et al., 1994 [56]]
– Matrix-Assisted Pulsed Laser Evaporation-Direct Write(MAPLE-DW) [Pique et al., 1999
[57]]
– Hydrogen Assisted LIFT [Toet et al., 1999 [58]]
– Laser Induced Thermal Imaging (LITI) [Blanchet et al., 2003 [59]]
Une présentation sommaire de ces techniques est effectuée dans les sections suivantes 2.2.5 et
2.2.6.
2.2 Le Laser-Induced Forward Transfer
2.2.1 Principe
Le LIFT consiste à enlever une petite partie d’une couche mince préalablement déposée sur
un substrat transparent et à la transférer sur un autre support placé en contact (d < 1 µm) ou en
étroite proximité, sous l’effet d’une irradiation laser de très courte durée. Le schéma de principe
est illustré figure 2.1.
2.2.2 Motivation
La technique du LIFT se révèle être une alternative prometteuse dans la fabrication de
composants électroniques organiques compatibles avec les supports souples lorsque des techniques
habituelles, comme par exemple l’impression jet d’encre, ne peuvent être envisagées du fait d’une
faible solubilité du matériau ou lorsque des architectures complexes sont nécessaires. Elle peut
être appliquée à des matières sensibles, sans altérer leurs propriétés. Elle permet également

Chapitre 2 : L’impression laser 38
Figure 2.1 – Principe de fonctionnement du LIFT.
d’écrire directement dans un système multicouches sans solvant en une seule étape, sans exiger
la présence d’un masque ou d’une installation sous vide. De plus le procédé s’avère compatible
avec de faibles coûts de production tout en permettant le dépôt rapide sur de grandes surfaces.
2.2.3 Historique
Depuis son développement par Bohandy et son équipe [60] en 1986, la technique du LIFT a
été mainte fois démontrée. Elle a été initialement appliquée à la déposition de lignes de cuivre de
40 à 60 µm de large en utilisant un laser ArF (193 nm, 15 ns). Par la suite, de nombreux métaux
ont été étudiés et ont prouvé l’efficacité de la technique pour cette gamme de matériaux [61–68].
L’extrême simplicité de la technique, laquelle pouvant être exécutée à atmosphère ambiante
et offrant la possibilité de structurer des dépôts à des dimensions inférieures à la centaine de
micromètres, pouvant atteindre la centaine de nanomètres, a conduit à son étude intensive sur
une large variété de matériaux. En effet ce procédé est particulièrement efficace pour la micro-
déposition, avec une grande résolution spatiale, de liquides [69–77], de poudres [78], de supra-
conducteurs [79], d’oxydes [80, 81] et aussi de matériaux sensibles tels que des biomateriaux
[82–85], des biomolécules [86–88], des cellules dans une matrice liquide [89–92], de l’ADN [93,
94] , des protéines [95] ou encore des polymères [96] et autres matériaux organiques [97, 98].
Les différentes optimisations de la technique LIFT ont été effectuées selon les dépendances des
spécificités optiques, thermophysiques et des propriétés mécaniques des matériaux utilisés. La
plus largement utilisée et développée à présent est la technique de la couche sacrificielle protectrice
que nous allons détailler dans la section 2.2.5.

Chapitre 2 : L’impression laser 39
2.2.4 Paramètres du procédé LIFT
2.2.4.1 Ablation laser
Les lasers sont largement utilisés dans la recherche et l’industrie car ils ont la capacité de
déposer une grande quantité d’énergie dans un temps très court et dans une zone précise d’un
échantillon. Lorsque suffisamment d’énergie est déposée dans le matériau, des changements mor-
phologiques apparaissent et une certaine quantité de matière est enlevée. Ce processus est appelé
ablation laser, le schéma de principe appliqué au procédé LIFT est présenté figure 2.2 pour le
cas d’un film solide et celui d’un film liquide.
Figure 2.2 – Principe de l’ablation du procédé LIFT pour un film solide et un film liquide [76].
L’ablation laser repose sur l’interaction entre l’impulsion laser et le matériau. L’exigence de
base pour l’ablation laser est de concentrer assez de puissance dans un volume de matériau, cette
action est plus efficace si le matériau est fortement absorbant à la longueur d’onde laser utilisée.
Les matériaux faiblement absorbants sont également ablatés, mais la puissance laser requise est
beaucoup plus élevée. Même les matériaux transparents peuvent être ablatés par la création de
défauts absorbants sous l’effet d’une impulsion de forte puissance, ou par une absorption non-
linéaire. Dans ce dernier cas, une durée d’impulsion femtoseconde est généralement nécessaire.
2.2.4.2 Interaction laser/matière
Alors que l’utilisation de l’ablation laser est bien établie, plusieurs aspects fondamentaux de
la compréhension du processus sont toujours sujets à controverse. La difficulté de la modélisation
de l’ablation laser des matériaux organiques est liée à leur nature complexe (grosses molécules,

Chapitre 2 : L’impression laser 40
les voies possibles réactives, etc), en comparaison avec les métaux par exemple. Plusieurs modèles
ont été proposés pour l’ablation de ces matériaux mais, jusqu’à présent, aucun de ces modèles
n’est capable de décrire complètement les observations expérimentales [99, 100]. Les différents
types de modèles sont les suivants :
Les modèles photothermiques : l’approche des modèles photothermiques suppose une
thermalisation rapide de l’énergie du laser avec des ruptures des liaisons [101–103]. Les théories
développées peuvent être divisées en modèles de volume et de surface. Les modèles de surface
prédisent la survenue d’une queue d’Arrhenius, c’est à dire une augmentation exponentielle de la
profondeur de l’ablation proche du seuil qui est observée avec les méthodes gravimétriques. Cet
effet n’est pas prévisible avec les modèles photochimiques purs. Toutefois, les modèles thermiques
ont du mal à décrire une ablation brusque et rapide.
Les modèles photomécaniques : modèles tenant compte des contraintes mécaniques dues
à la formation d’espèces de petite taille dans le matériau, ainsi que du passage des ondes acous-
tiques [104]. Ces modèles sont généralement pertinents pour des impulsions courtes (picoseconde
et moins).
Les modèles photochimiques : l’approche des modèles photochimiques suppose que les
photons absorbés induisent une rupture directe des liaisons dans la chaîne polymère. Ces modèles
supposent que l’ablation a lieu après l’absorption complète de l’impulsion laser. Ils sont consi-
dérés comme des modèles de volume. L’hypothèse physique n’est pas entièrement correcte, car
l’ablation a lieu dès les premiers instants de l’interaction laser/matière [105]. Ainsi des modèles
de surface ont été développés pour tenir compte de cet effet avec l’introduction d’une interface
film/air en mouvement [106].
Les modèles combinés : les modèles présentés ci-dessus peuvent prévoir l’un ou l’autre
aspect de l’ablation des matériaux organiques, mais aucun ne peut décrire complètement les ob-
servations expérimentales. Quelques tentatives ont été faites pour décrire le processus d’ablation
d’une manière plus fiable en combinant les caractéristiques des deux modèles photomécaniques
et photochimiques, créant des modèles mixtes [107]. Cependant, jusqu’à présent, aucun modèle
existant ne prédit pleinement l’ablation laser de matériaux organiques.

Chapitre 2 : L’impression laser 41
2.2.4.3 Ablation laser de matériaux organiques
L’ablation par laser pour des applications de précision exige des matériaux qui peuvent être
traités avec un impact minimal. Alors que hypothétiquement tous les matériaux peuvent être
ablatés par laser, ils diffèrent par la fluence minimum (densité d’énergie) nécessaire à l’enlè-
vement de matière. Cette fluence minimale est appelée fluence seuil. Les matériaux ayant un
seuil bas d’ablation sont préférés pour les applications nécessitant un traitement "doux", car
moins d’énergie est transmise au système. Par conséquent moins d’effets sont engendrés dûs à
la température et à l’irradiation. Les matériaux les plus appropriés en ce point de vue sont les
polymères. Ils ont une faible conductivité thermique, ce qui limite le transfert de chaleur vers
la zone environnante. La première étude de l’ablation laser sur des polymères a été publiée en
1982 par Srinivasan et al. [108] sur le polyéthylène téréphtalate et Kawamura et al. [109] sur le
polyméthacrylate de méthyle (PMMA).
Lorsqu’une onde irradie une surface, seule une partie est absorbée. Le reste sera réfléchi ou
transmis par le matériau. Le coefficient de réflexion d’une interface air/matériau dépend de la
fréquence de l’onde incidente au travers de l’indice complexe (n- ik) de ce matériau (voir formule
2.1).
R =(n− 1)2 + k2
(n+ 1)2 + k2(2.1)
L’épaisseur de la couche dans laquelle le rayonnement se propage dépend de sa longueur
d’onde. Le profil de l’intensité de l’onde en fonction de la profondeur dans le matériau est donné
par la loi de Beer-Lambert :
I(λ, z) = I0(λ)e−αz (2.2)
avec I0 l’intensité de la lumière incidente, z est la longueur du trajet optique (en m) et α le
coefficient d’absorption (en m−1) défini par la relation suivante :
α =4Πk
λ(2.3)
Ainsi la longueur d’absorption est donnée par :
labs =1
α(2.4)

Chapitre 2 : L’impression laser 42
Pour qu’un matériau absorbe une onde électromagnétique, son gap doit être inférieur à l’éner-
gie des photons incidents donnée par l’équation suivante :
Eγ =hc
λ(2.5)
où h est la constante de planck et c est la célérité de la lumière. Généralement, le domaine de
l’ultra-violet assure une absorption efficace dans la plupart des matériaux, ce qui est une condi-
tion nécessaire pour déposer l’énergie sur une faible profondeur.
Chaque laser possède des caractéristiques propres comme la longueur d’onde λ, la distribution
temporelle de l’intensité I(t), la durée d’impulsion τ définie comme la largeur à mi-hauteur de
l’intensité, la distribution spatiale de l’intensité I(x,y), la divergence du faisceau, la cohérence
spatiale et temporelle. L’énergie par impulsion (E en J) est définie comme l’intégrale de la
puissance laser :
E =
∫ ∞0
P (t)dt (2.6)
La fluence laser (densité d’énergie laser F en J.cm−2) est alors définie comme le rapport de
l’énergie par la surface de la dimension du faisceau laser de la zone irradiée :
F =E
SI(2.7)
Les deux paramètres importants lors de l’interaction laser/matière sont la durée d’impulsion
et la longueur d’onde. La longueur d’onde va avoir un impact sur la quantité totale d’énergie
absorbée par le matériau, à travers le coefficient de réflexion et sur le profil en profondeur du dépôt
d’énergie par le coefficient d’absorption du matériau irradié. Une absorption forte est nécessaire
pour permettre le transfert de film dont l’épaisseur est de l’ordre de la centaine de nanomètres
ou moins. La durée d’impulsion va avoir un impact sur la zone thermiquement affectée LT dans
le matériau par l’irradiation :
LT =√D × τ (2.8)
avec D la diffusion thermique et τ la durée de l’impulsion.
2.2.4.4 Transfert du film mince
La matière éjectée du substrat donneur par ablation laser peut être recueillie sur un substrat
récepteur. Plusieurs techniques permettent la fabrication de films à partir de la matière éjectée
dans le panache de l’ablation. La première a avoir été mise au point est la technique de la

Chapitre 2 : L’impression laser 43
déposition par laser impulsionnel (PLD : pulse laser deposition). Elle consiste à irradier un
matériau cible, placé sous vide, avec un laser impulsionnel. La matière est éjectée et se redépose
sur un substrat récepteur, placé devant la cible, à une distance de quelques centimètres. Cette
technique permet une croissance épitaxiale de couches minces, dont la composition peut être
réglée en utilisant les interactions entre le panache et le gaz ambiant. La PLD a été initialement
utilisée pour les matériaux inorganiques [110–112], mais des travaux récents ont montré que des
couches minces organiques peuvent être obtenues ainsi [82, 113,114].
Cependant, l’utilisation de la PLD est critique avec des composés sensibles, car le matériau
est directement irradié et absorbe l’énergie laser. Pour éviter cela, une technique dérivée a été
développée, la technique d’évaporation avec un laser impulsionnel d’une matrice (MAPLE :
matrix-assisted pulsed laser evaporation). La méthode utilise une cible constituée d’un solvant
congelé (la matrice) contenant la matière à déposer. Après irradiation, le solvant est évaporé
et forme un panache avec les molécules d’intérêt. Les molécules de solvant sont évacuées par
le vide et, en principe, ne parviennent pas à atteindre le substrat récepteur. La méthode est
principalement appliquée aux molécules organiques sensibles.
Bien que très utiles pour préparer des couches minces, les techniques de PLD et du MAPLE
ne conservent pas les informations spatiales provenant de l’impact laser et ne permettent donc
pas de déposer de structures, sauf lors de l’utilisation d’un masque. La technique LIFT permet le
transfert d’une couche à partir d’un substrat donneur sur un substrat récepteur tout en conservant
la forme définie par le faisceau laser. L’impulsion laser entre en interaction avec un film à travers
le substrat donneur (ablation par l’arrière) entrainant son ablation. La matière est éjectée, puis
redéposée sur le substrat du récepteur. Le faisceau rencontre le matériau, de telle manière qu’une
partie du film peut être éjectée d’une manière compacte, et être ainsi collectée en un seul bloc.
De cette manière, la forme de la structure déposée correspond à celle de la zone ablatée.
2.2.4.5 Influence de la séparation des substrats
Outre les conditions d’irradiation, d’autres paramètres affectent la morphologie des structures
imprimées par LIFT. L’un des plus importants est la distance de séparation entre le substrat
donneur et le substrat receveur. Ce paramètre a une influence particulière pour les applications
technologiques : les techniques qui nécessitent des processus dans lesquels les différentes parties
doivent être très proches les unes des autres sont difficiles à mettre en œuvre industriellement,
car tout facteur externe, comme par exemple les vibrations, peut affecter gravement le processus.
Par conséquent, il est important de déterminer la plage de distance de séparation qui permet le
dépôt de structures bien définies.

Chapitre 2 : L’impression laser 44
Il a été démontré pour le cas d’une impression de liquide que des gouttelettes circulaires
avec une bonne résolution spatiale peuvent être imprimées par LIFT pour une grande gamme
de distance de séparation, de 0,05 jusqu’à 2 mm [75,76]. Ceci fournit à la technique une grande
flexibilité puisqu’elle dispose d’un large éventail de distances où le transfert peut être effectué sans
perte de résolution. Pour le cas des matériaux solides, la distance est beaucoup plus faible [40,115–
117]. Généralement, les transferts s’effectuent en contact, c’est à dire que les substrats donneur
et receveur se touchent, empêchant ainsi le matériau ablaté de se déplacer latéralement lors du
transfert. De plus une grande distance de propagation mène à la fragmentation du matériau et
la perte du motif à déposer.
2.2.5 La couche sacrificielle protectrice
La technique de la couche sacrificielle protectrice, plus connue sous le nom anglais de Dyna-
mic Release Layer [55], est majoritairement utilisée dans les expériences de LIFT. L’irradiation
directe d’un matériau provoque son endommagement par les effets thermiques, mécaniques et
photochimiques engendrés par le processus. La zone endommagée est plus ou moins étendue en
fonction des propriétés du matériau considéré. Une approche alternative de la technique consiste
à insérer une couche sacrificielle entre le substrat et le film donneur. C’est donc cette couche
qui est exposée à l’ablation laser. Elle va fournir la force motrice du processus de transfert et
protéger le matériau à imprimer.
La technique du LIFT avec une couche sacrificielle a été référée originellement comme Dy-
namic Release Layer (DRL) [55], mais également comme Absorbing Film Assisted LIFT (AFA-
LIFT) [89]. Dans cette thèse, nous allons utiliser le nom le plus largement accepté : DRL.
Cette couche sacrificielle doit pouvoir absorber l’irradiation laser tout en ayant un seuil
d’ablation bas. Le plus souvent, des films métalliques minces sont utilisés comme DRL. Ces films
n’engendrent pas beaucoup de limitations sur les matériaux possibles, mais il y a le risque inhérent
de contamination du matériau transféré avec des débris du DRL qui proviennent de l’ablation.
Nous pouvons noter par exemple les travaux du Dr. Smausz et de son équipe où des nanoparticules
métalliques résiduelles du DRL qui a servi à transférer un film d’eau ont été observées sur le
dépôt et le substrat receveur [118]. Pour lutter contre ce problème de DRL résiduel, des travaux
récents ont utilisé un polymère à base de triazène spécialement conçu pour se dissocier sous une
irradiation UV en fragments gazeux. Le polymère triazene ne semble laisser que très peu voire
même aucun résidu sur le matériel transféré [119,120]. Alors que les DRLs métalliques sont très
souvent utilisés pour le dépôt de matériaux "sensibles" tel que les biomatériaux [83, 89, 93, 121],
le triazene se montre très prometteur dans ce domaine [91].

Chapitre 2 : L’impression laser 45
Une description plus approfondie de ce matériau est effectuée dans la section 3.6.4 page 68.
2.2.6 Autres techniques de transfert par laser : complémentarité du LIFT
Le LIFT s’est donc très vite révélé comme une technique versatile, capable de s’adapter à de
nombreux type de matériaux. Au fur et à mesure des années, de nouvelles techniques directe-
ment inspirées du LIFT ont émergé et peuvent être vues comme complémentaires. Cette section
concerne la présentation générale des techniques inspirées du LIFT. La synthèse bibliographique
présentée ici dérive des travaux approfondis contenus dans le livre de A. Piqué et D.B. Chrisey,
2002 [45], et la thèse de D.P. Banks, 2008 [122].
2.2.6.1 Implantation moléculaire par laser
La technique de l’implantation moléculaire par laser, Laser Molecular Implantation (LMI),
diffère du LIFT dans le sens où aucun film donneur n’est transféré. Au lieu de cela, des molécules
dopées englobées dans un polymère sont transférées et implantées dans un autre film polymère
non dopé, placé en contact étroit. Cette technique a été mise au point par Dr. H. Fukumura
en 1994 [56, 123], elle est aussi connue sous le nom de Laser-Induced Molecular Implantation
Technique (LIMIT). Le mécanisme de transfert consiste en l’absorption de photons par une
molécule dopante de la matrice polymère, ce qui a pour effet de réchauffer le réseau polymère
environnant. La molécule dopante est alors éjectée avec une énergie cinétique élevée du polymère
dilaté dans le polymère receveur non dopé. Les températures atteintes ne sont pas suffisantes
pour décomposer le dopant ce qui permet son application sur des biomolécules [124–126].
2.2.6.2 Ecriture directe d’une matrice par évaporation avec un laser impulsionnel
L’irradiation laser directe du matériel à transférer est souvent destructrice pour les matériaux
sensibles tels que les composés organiques ou des molécules biologiques. De ce fait, un processus
plus "doux" a été développé, la technique d’écriture directe par évaporation avec un laser im-
pulsionnel d’une matrice (MAPLE-DW pour Matrix-Assisted Pulsed Laser Evaporation - Direct
Write). La technique du LIFT est considérée comme un précurseur du MAPLE-DW. Elle utilise
la même approche et prend avantage du mécanisme de base de la technique MAPLE en utilisant
un matériau cible et un matériau organique sacrificiel servant à protéger le matériau d’intérêt
d’une dégradation induite par laser. La technique du MAPLE-DW a été développée par le Dr.
Alberto Piqué et son équipe en 1999 [57]. Le résultat est un procédé d’écriture directe capable
de transférer des matériaux sensibles, sans irradiation directe. Elle peut transférer des métaux
et des céramiques [127] aussi bien que des matériaux biologiques [128].

Chapitre 2 : L’impression laser 46
2.2.6.3 LIFT assisté par hydrogène
Une autre méthode de réalisation LIFT sans ablation directe a été proposée par Dr. Daniel
Toet et son équipe en 1999 [58]. Cette technique est connue sous le nom de hydrogen-Assisted
Laser-induced Forward Transfert (HA-LIFT). Elle utilise un film donneur en silicium amorphe
hydrogéné (a-Si :H). La poussée pour le transfert provient de la libération explosive de l’hydrogène
lorsque le film de a-Si :H est fondu à l’interface du substrat et du film. Le Si est ensuite transféré
dans un mélange de gouttelettes et de particules, et est déposé sous la forme d’un dépôt poly-
Si. Les films de a-Si :H présentent également l’intérêt d’être utilisés comme couche protectrice
absorbante pour le dépôt d’autres matériaux, comme par exemple les métaux [129]. Toutefois,
une contamination des dépôts par du poly-Si peut être un problème potentiel.
2.2.6.4 Imagerie thermique induite par laser
La technique Laser induced thermal imaging (LITI), développée par Dr. Graciela B. Blanchet
et son équipe en 2003 [59], consiste à transférer une couche donneuse sur un substrat receveur,
placé en contact, en utilisant une irradiation laser continue. La couche donneuse est préparée
avec une couche intermédiaire qui va servir à convertir l’énergie laser en chaleur. Après retrait du
substrat donneur, un dépôt de matériau est laissé sur le substrat receveur sur la zone irradiée. la
technique LITI combine la déposition sèche avec la possibilité de structurer une large gamme de
matériaux [130]. De plus, la méthode est facilement évolutive. Un inconvénient de la technique est
la nécessité d’avoir le donneur en contact étroit avec le receveur, ce qui est très limitant pour la
réalisation de multi-couches en étapes successives. Mais le principal inconvénient de la méthode
est dû aux effets thermiques. Une température de 350 C peut être atteinte dans les matières
transférées [131]. Une température si élevée n’est pas acceptable pour une grande quantité de
matériau parce qu’elle induit des modifications irréversibles dans la structure chimique, et donc,
dans les propriétés optiques et électriques. Enfin le LITI exige une couche absorbante à sacrifier.
Une partie de cette couche est aussi déposée en même temps que le matériau souhaité, ce qui de
ce fait, empêche la fabrication de structures multicouches avec des interfaces clairement définies.
La technique LITI a prouvé sa viabilité pour les matériaux organiques lors de l’impression
d’une matrice fonctionnelle contenant plusieurs centaines de transistors [59].

Chapitre 3
Procédé expérimental
Sommaire3.1 Laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
3.1.1 Laser Excimère KrF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.1.2 Laser Nd :YAG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.2 Dispositif expérimental . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.3 Visualisation par ombroscopie . . . . . . . . . . . . . . . . . . . . . . . 533.4 Préparation des échantillons . . . . . . . . . . . . . . . . . . . . . . . . 54
3.4.1 Substrat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 543.4.2 Spin-coating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 553.4.3 Evaporation sous vide . . . . . . . . . . . . . . . . . . . . . . . . . . . . 563.4.4 Pulsed Laser Deposition . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
3.5 Caractérisation des échantillons . . . . . . . . . . . . . . . . . . . . . . 573.5.1 Microscopie optique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 573.5.2 Microscopie électronique à balayage . . . . . . . . . . . . . . . . . . . . 583.5.3 Spectroscopie d’énergie dispersive à rayon X . . . . . . . . . . . . . . . . 583.5.4 Microscopie à force atomique . . . . . . . . . . . . . . . . . . . . . . . . 583.5.5 Mesures électriques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583.5.6 Spectroscopie d’absoption . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3.6 Choix des matériaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.6.1 Conducteurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.6.2 Semi-conducteurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643.6.3 Les isolants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 673.6.4 Le film mince protecteur . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.7 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
47

Chapitre 3 : Procédé expérimental 48
Dans ce chapitre, nous présentons les dispositifs expérimentaux ainsi que le mode opératoire
de préparation et caractérisation des échantillons. Ensuite, nous exposons les différents matériaux
utilisés.
3.1 Laser
Le choix du laser, c’est à dire sa longueur d’onde d’émission ainsi que sa durée d’impulsion, est
très important dans le procédé du LIFT. Les longueurs d’onde des lasers utilisés ont été choisies
afin de correspondre avec une absorption maximum des matériaux que l’on veut transférer. Ce
point est discuté pour chaque matériau dans la section 3.6 page 60. La plupart des matériaux
organiques et inorganiques montrent une importante absorption de photons dans la zone de l’utra-
violet (UV). Il est évident que les longueurs d’onde choisies ne seront pas optimales pour certains
d’entre eux, de ce fait nous devrons procéder à des optimisations de la technique notamment avec
la technique du DRL.
Nous avons choisi d’étudier le processus LIFT avec des impulsions ultra-violettes nanose-
condes et picosecondes. Le tableau de synthèse présentant les principaux paramètres des deux
différents lasers utilisés est représenté ci-dessous, tableau 3.1. Une présentation plus approfondie
de chacun des lasers est effectuée dans les sections suivantes.
Longueur d’onde (nm) Durée d’impulsion et énergieKrF (EMG 203 248 35 ns, 0.5 JMSC Lambda Physiks)Nd :YAG (Leopard 355 (3rd harmonic) 50 ps, 0.036 JS10/20 Continuum)
Table 3.1 – Tableau de synthèse des différents lasers utilisés.
3.1.1 Laser Excimère KrF
Le terme excimère est la contraction de "excited dimer", qui désigne une molécule compo-
sée de deux mêmes atomes qui n’existent qu’à l’état excité. Ce terme s’étend aux "exciplèxes"
(excited complex) : molécules formées d’un atome de gaz rare et d’un atome d’halogène.
Le laser KrF utilisé est fabriqué par la société Lambda Physiks et utilise du krypton (Kr)
et du fluor (F). Ce type de laser peut fonctionner avec différents gaz comme l’ArF ou le XeCl,
la longueur d’onde d’émission étant alors différente. La fréquence de tirs peut varier de 1 à 100
Hz. La durée d’impulsion est de 35 ns, comme le montre la figure 3.1. La longueur d’onde du
rayonnement est de 248 nm. L’énergie de sortie du laser par impulsion est de 500 mJ.

Chapitre 3 : Procédé expérimental 49
Figure 3.1 – Caractéristique temporelle des impulsions du laser KrF émettant à 248 nm.
3.1.2 Laser Nd :YAG
Le laser Nd :YAG (acronyme du nom anglais neodymium doped yttrium aluminum garnet),
signifiant grenat d’yttrium aluminium dopé au néodyme (Nd :Y3Al5O12), utilise un cristal comme
milieu amplificateur. Le dopant, du néodyme triplement ionisé, remplace de manière typique l’yt-
trium dans la matrice cristalline, les deux éléments ayant une taille similaire. Généralement, le
cristal hôte est dopé avec environ 1 % en masse de néodyme. Les lasers Nd :YAG sont pompés
optiquement au moyen de lampes flash ou de diodes laser. Ils constituent un des types les plus
communs de laser, et sont utilisés dans de nombreuses applications. Les lasers Nd :YAG émettent
de la lumière avec une longueur d’onde fondamentale de 1 064 nm, dans l’infrarouge. Ils peuvent
être doublés, émission à 532 nm (2ieme harmonique), triplés, émission à 355 nm (3ieme harmo-
nique) et enfin quadruplés, 266 nm (4ieme harmonique).
Les lasers Nd :YAG opèrent dans les deux modes : impulsionnel et continu. Les lasers Nd :YAG
impulsionnels fonctionnent typiquement dans le mode appelé Q-switching : un permutateur op-
tique est placé dans la cavité laser, attendant une inversion de population maximale chez les
ions néodyme avant de s’ouvrir. Cette condition remplie, l’onde lumineuse traverse la cavité,
dépeuplant le milieu laser excité à l’inversion de population maximale.
Nous avons utilisé un laser Leopard S10/20 Continuum impulsionnel émettant à 355 nm. La fré-
quence de tirs est de 10 Hz et la durée de l’impulsion est de 50 ps. Ce laser émet une impulsion
avec un profil de faisceau gaussien. La qualité de l’ablation est directement reliée au profil du
faisceau laser, lequel a été mesuré après le masque et est montré dans la figure 3.2. Il correspond
au meilleur profil enregistré. Cependant des inhomogénéités sont présentes à l’intérieur du spot.
Des variations de l’énergie sont observées, ce qui risque d’influencer fortement l’ablation. Le cas
idéal serait d’avoir un spot parfaitement homogène pour que le matériau à transférer reçoive la
même quantité d’énergie en tout point. L’effet réel sur les différents matériaux étudiés n’est pas
aussi problématique lors d’une impression en contact, comme nous le verrons dans le chapitre

Chapitre 3 : Procédé expérimental 50
suivant, mais perturbe l’éjection et la propagation des matériaux. Etant donné l’inhomogénéité
du faisceau, l’énergie sera mesurée par la moyenne de l’énergie de plusieurs impulsions.
Figure 3.2 – Distribution spatiale de l’intensité du faisceau pour le laser Nd :YAG à 355 nm.
Ce laser a été utilisé majoritairement dans toutes les expériences. Pour la clarté de la lecture
de cette thèse, une précision est apportée lorsque le laser nanoseconde est utilisé. Toute fluence
rapportée sans cette précision fait référence au laser Nd :YAG picoseconde. Pour les deux lasers,
la mesure de l’énergie est effectuée par impulsion, la fluence rapportée est une valeur moyenne.
3.2 Dispositif expérimental
Le schéma de principe du dispositif expérimental du LIFT est représenté dans la figure 3.3.
Le laser impulsionnel (KrF : ns/248 nm, Nd :YAG : ps/355 nm) opère avec un taux de répéti-
tion et est contrôlé par un obturateur mécanique. Un atténuateur ainsi qu’une sonde contrôlent
l’intensité du faisceau. Une partie homogène du faisceau est sélectionnée à l’aide d’un masque et
imagée par une lentille sur l’échantillon. L’échantillon est placé perpendiculairement au faisceau.
Il est monté sur un support qui permet de le déplacer dans les trois dimensions de l’espace avec
une grande précision et de fixer un substrat receveur face à un substrat donneur en contrôlant
la distance de séparation.
Nous avons utilisé le même type de montage pour les expériences en nanoseconde et picoseconde,
seul le laser et les outils de contrôle de l’énergie diffèrent.

Chapitre 3 : Procédé expérimental 51
Figure 3.3 – Schéma de principe du dispositif expérimental.
L’obturateur :
Un obturateur mécanique Thorlabs permet d’obtenir un contrôle sur le nombre d’impulsion.
La technique LIFT utilise une seule impulsion. L’obturateur est synchronisé sur le laser à l’aide
d’une photodiode qui détecte chacune des impulsions laser. Lorsque l’opérateur veut obtenir une
impulsion LIFT, un signal est envoyé dans un générateur de délai synchronisé sur la photodiode,
l’obturateur va donc s’ouvrir sur une porte temporelle précise et laisser passer une seule impulsion.
Le contrôle de l’énergie :
Pour contrôler l’énergie de sortie du laser, deux types d’atténuateurs ont été utilisés en fonc-
tion de la longueur d’onde des lasers. Pour le KrF, nous avons utilisé une lame atténuatrice.
Dans le cas du laser Nd :YAG, une lame demi onde associée à un cube polariseur a été employée.
Pour mesurer cette énergie, un joulemètre Gentec-e a été utilisé. La mesure de celle-ci se fait en
moyennant une série d’impulsions, la marge d’erreur sur la mesure est de 15 %.

Chapitre 3 : Procédé expérimental 52
L’ image de masque :
Le montage en image de masque est très important car il permet de définir la forme des
dépôts. Ce montage comporte les éléments suivant :
– un masque
– une lentille
Les distances entre le masque et la lentille (a) ainsi qu’entre le substrat et la lentille (b) sont
imposées par les lois de l’optique géométrique :
a = f(1 + γ) (3.1)
b = f(1 +1
γ) (3.2)
f représente la distance focale de la lentille, γ est définie comme l’inverse du grossissement :
γ =
√SsortieSImp
(3.3)
où Ssortie est la surface de l’impact laser en sortie du laser et SImp est la surface de l’impact sur
le substrat. Nous pouvons ainsi contrôler la forme et les dimensions des dépôts en imposant la
taille du masque et les distances entre le masque, la lentille et l’échantillon. Ce montage est très
simple à mettre en oeuvre, cependant, il possède des inconvénients. La répartition en énergie sur
la cible est l’image de celle en sortie de laser. Il est important que celui-ci délivre un spot très
homogène.
Pour le laser Nd :YAG, un masque carré de 2 × 2 mm2 est imagé sur l’échantillon avec un
grossissement de 0,25 produisant une taille de spot de 500 × 500 µm2. Pour le laser KrF, la taille
de l’image du masque rectangle sur l’échantillon est de 220 × 340 µm2.
Le contrôle de l’expérience :
Le contrôle du déplacement des échantillons et de l’atténuateur d’énergie ont tout d’abord
été exécutés manuellement à l’aide de platines montées sur des vis micrométriques. Ce montage
est très vite apparu comme étant limitant en terme de précision et dans la vitesse du procédé.
Pour cela nous avons développé un programme opérant sous Labview R© afin de contrôler par
ordinateur le déplacement des échantillons, la distance de séparation d entre le substrat donneur
et receveur, l’énergie du laser ainsi que l’ouverture et la fermeture de l’obturateur. Le contrôleur
est un XPS Motion Controller associé à des platines de translation et une de rotation fabriquées
par Newport. La précision des platines est de 1 µm, la vitesse de déplacement est de 0,25 mm.s−1.

Chapitre 3 : Procédé expérimental 53
Distance de séparation des échantillons donneur et receveur :
La distance de séparation d entre le substrat donneur et receveur est un paramètre qui doit
être parfaitement contrôlé dans la technique LIFT. Dans la plupart des expériences reportées
dans la littérature, le transfert de matériaux organiques et métalliques se fait en contact (d <
1 µm), mais lorsqu’un liquide est utilisé, les deux substrats ne peuvent se toucher. Un contrôle
précis de d et une modification rapide de cette distance sont donc nécessaires selon le matériel
à déposer pour pouvoir réaliser des structures complexes multi-couches comme par exemple un
transistor organique.
3.3 Visualisation par ombroscopie
Une technique d’imagerie résolue temporellement est utilisée pour l’investigation de la dy-
namique de l’éjection des différents matériaux. Nous utilisons la technique de visualisation par
ombroscopie [115,116,132–134]. Les paramètres d’intérêt sont le matériau ablaté mais aussi l’onde
de choc induite.
La visualisation par ombroscopie consiste à illuminer le phénomène d’intérêt par une source
lumineuse fixe et à imager ce phénomène sur un écran. Dans notre expérience, l’écran est remplacé
par une caméra. Chaque rayon lumineux traverse des zones dont les propriétés différent (tempéra-
ture, densité, pression, ....). L’indice de réfraction d’un milieu varie en fonction de ces conditions
physiques. Par conséquent, l’intensité lumineuse sera plus élevée que l’éclairage ambiant à un
certain point et inférieur à d’autres endroits sur l’écran. Les rayons lumineux le traversant sont
inhomogènement réfractés et convergent ou divergent après cette zone. De toute évidence, les
objets opaques forment une ombre volante sur l’écran, mais sous certaines conditions, un objet
transparent peut aussi créer des images. Typiquement, les ondes de choc produisent ce genre de
paramètres et sont particulièrement bien révélées par ombroscopie.
Le schéma de principe du dispositif expérimental est représenté dans la figure 3.4. Une illu-
mination continue est fournie par un laser Nd :YAG émettant à 532 nm perpendiculairement à
l’échantillon. Une caméra ICCD (intensified charge-coupled device) (PG-200 Princeton Instru-
ments) munie d’un objectif est placée dans l’axe de ce faisceau de l’autre coté de l’échantillon.
Le temps de retard entre l’impulsion laser et le déclenchement de la caméra doit être parfaite-
ment synchronisé. La synchronisation est initiée par le laser impulsionnel par l’enregistrement
du passage d’une première impulsion laser. L’information est relayée par un générateur de délai
(Stanford DG535) et envoyée à la camera. Sur ce type de caméra, les photons arrivent d’abord
dans un photomultiplicateur avec un gain réglable avant d’atteindre le capteur. Le photomulti-
plicateur permet d’amplifier la lumière. Pour nos expériences, la porte temporelle de la caméra,

Chapitre 3 : Procédé expérimental 54
donnant la résolution temporelle, est fixée à 20 ns. La première impulsion est bloquée par l’obtu-
rateur, c’est alors l’impulsion suivante qui va être utilisée pour le procédé LIFT, laissant le temps
à la caméra de se déclencher avec un retard précisément défini par l’opérateur à l’aide du géné-
rateur de délai. Les images sont enregistrées avec un ordinateur. Les expériences d’ombroscopie
ont été réalisées avec les lasers picosecondes et nanosecondes.
Figure 3.4 – Schéma du dispositif expérimental d’ombroscopie.
3.4 Préparation des échantillons
La première étape est de préparer les films donneurs pour l’ablation et le transfert. La prépara-
tion des échantillons consiste à former une ou plusieurs couches fines sur un substrat transparent.
Le substrat receveur nécessite lui aussi une préparation.
3.4.1 Substrat
Substrat donneur :
Le substrat donneur doit être transparent à la longueur d’onde du laser utilisée car le fais-
ceau intéragit avec le film mince à transférer à travers le substrat. Pour cette raison, le quartz
Suprasil 300, vendu sous la forme de lamelle par la société Hellma France [135], a été utilisé et
découpé en carrés de 10 × 10 × 1 mm3. Les courbes de transmission des différents modèles dont
le quartz Suprasil 300 sont repésentées dans la figure 3.5. Dans la gamme de l’UV, ces lames ont
un coefficient de transmission s’approchant de 90 %.

Chapitre 3 : Procédé expérimental 55
Figure 3.5 – Courbe de transmission du quartz suprasil [135].
Substrat receveur :
Le substrat receveur est du silicium (Si) fortement dopé par du Bore et recouvert de 300 nm
de dioxyde de silicium (SiO2) formé par croissance thermique. La capacitance de l’isolant est de
12 nF. Ce substrat est fabriqué par Vegatec, France. Nous avons aussi utilisé ce substrat en tant
que grille et oxyde de grille dans certaines de nos configurations transistors.
Le SiO2 présente des groupements hydroxyles (-OH) en surface. Ce qui a pour conséquence de
rendre la surface très hydrophile et donc de piéger des charges négatives à l’interface isolant/semi-
conducteur. Ce phénomène peut devenir gênant particulièrement lorsque l’on souhaite observer
des semi-conducteurs de type n. En effet, dans ce cas la grille est polarisée positivement, attirant
les électrons vers la surface du SiO2, et favorisant le piégeage de ces derniers.
Nettoyage :
Les substrats donneurs et receveurs sont nettoyés avant toute déposition avec une procédure
spéciale. Ils sont d’abord plongés dans des bains d’ultra-son successifs d’acétone et d’éthanol,
puis rincés et séchés avec un flux d’azote ou d’argon.
3.4.2 Spin-coating
Le spin-coating, ou tournette en français, est une technique de déposition de films minces.
Le matériau à base duquel nous souhaitons produire un film est mis en solution, puis nous
en recouvrons le substrat. L’échantillon est alors mis en rotation à haute vitesse dans le but
de répartir le fluide par la centrifugation. Le spin-coating est largement utilisé dans la micro-
fabrication, où des films minces avec des épaisseurs inférieures à 10 nm peuvent être réalisés avec

Chapitre 3 : Procédé expérimental 56
une très bonne reproductibilité. Il est utilisé intensivement en photolithographie pour le dépôt de
couches de résine photosensible jusqu’à 1 micromètre d’épaisseur. L’avantage de cette méthode
de mise en oeuvre est l’obtention de films homogènes déposés sur différents types de substrats
plats (verre, silicium, ...). Nous avons utilisé un spin-coater WS-400A-8NPP/LITE de marque
Laurell. Les valeurs importantes que nous allons reportées pour la préparation des échantillons
avec cette méthode sont la vitesse de rotation, le temps et l’accélération.
3.4.3 Evaporation sous vide
L’évaporation sous vide est une technique de dépôt de couches minces (généralement mé-
tallique), utilisée notamment dans la fabrication micro-électronique. Le matériel à déposer est
évaporé thermiquement sous vide dans une enceinte hermétique, le vide permettant aux particules
d’atteindre directement le support où elles se recondensent à l’état solide. L’évaporation sous vide
repose sur deux processus élémentaires : l’évaporation d’une source chauffée et la condensation
à l’état solide de la matière évaporée sur le substrat. L’évaporation a lieu sous vide, c’est-à-dire
dans un environnement contenant extrêmement peu de particules. Dans ces conditions, les par-
ticules de matière peuvent se propager jusqu’à la cible sans collision avec d’autres particules. Les
objets chauffés, i.e. le filament chauffant, produisent des vapeurs parasites qui limitent la qualité
du vide dans la chambre de dépôt. La collision de différents atomes durant l’évaporation peut
provoquer des réactions susceptibles de modifier la nature du dépôt souhaité. Par exemple en
présence d’oxygène, l’aluminium formera de l’oxyde d’aluminium. Ce phénomène peut aussi di-
minuer la quantité de vapeur déposée. Le matériau évaporé ne se dépose pas de manière uniforme
sur une surface irrégulière, comme l’est généralement celle d’un circuit intégré. Aussi, lors d’un
dépôt sur une surface micro-structurée complexe, il peut arriver des effets d’ombrage lorsqu’une
surface du support est cachée du rayonnement unidirectionnel de la source. Nous avons utilisé un
système d’évaporation sous vide de marque Boc Edwards Auto 306 qui permet de réaliser deux
couches sans remise à l’air. Les échantillons de semi-conducteurs organiques évaporés ont été
réalisés au CINaM sur un même type d’appareil par Sébastien Nénon, doctorant, et Dr. Abdou
Karim Diallo, post-doctorant.
3.4.4 Pulsed Laser Deposition
La troisième méthode de préparation d’échantillons que nous avons utilisée est le procédé
d’ablation par laser à impulsions, en anglais Pused Laser Deposition (PLD). Le principe consiste
à focaliser, dans une enceinte sous vide, le faisceau d’un laser impulsionnel sur une cible massive
du matériau que l’on veut déposer et de placer un substrat, chauffé ou non, en vis à vis de la

Chapitre 3 : Procédé expérimental 57
cible irradiée. Lors de l’interaction, une certaine quantité de matière de la cible va brutalement
passer de l’état solide à l’état vapeur, conduisant à la formation d’un nuage ionisé, appelé panache
plasma. Ce panache se déplace à grande vitesse (≈ 10 km.s−1) dans une direction perpendiculaire
à la surface de la cible et se dépose sur le substrat, conduisant à la croissance de la couche.
Si le principe du procédé est simple, les mécanismes mis en jeu sont extrêmement complexes
faisant intervenir différentes interactions laser-cible, laser-panache et matière éjectée-substrat
interdépendantes. Le schéma de principe est présenté figure 3.6. Les échantillons réalisés par
cette méthode ont été effectués au Laboratoire de Physico-Chimie des Matériaux Luminescents
de Lyon par Dr. Antonio Pereira. Le laser utilisé est un KrF nanoseconde 248 nm. L’avantage
principal de cette technique de préparation est la possibilité de réaliser des donneurs formés
de multicouches grâce à un dispositif multi-cibles dans une même enceinte. Les échantillons ne
sont alors jamais mis en contact avec l’atmosphère ce qui permet d’obtenir un excellent contact
d’interface entre les différentes couches et surtout dénué de pollution.
Figure 3.6 – Déposition d’un film par PLD.
3.5 Caractérisation des échantillons
3.5.1 Microscopie optique
Le microscope optique est la principale technique de visualisation pour l’analyse des échan-
tillons après traitement. Des images des dépôts ont été prises à l’aide d’un microscope Zeiss
Axiotech disposant d’un objectif de type Normaski. Les images ont été enregistrées avec une
caméra digitale Qicam. Le système dispose d’une calibration spatiale permettant de mesurer les
dimensions des objets.

Chapitre 3 : Procédé expérimental 58
3.5.2 Microscopie électronique à balayage
Le microscope électronique à balayage (MEB) a été utilisé pour une analyse détaillée des
échantillons. Les images ont été enregistrées avec un MEB Jeol JSM 6390. Un MEB Jeol 6320F
disposant d’un dispositif d’analyse EDS (voire section 3.5.3) appartenant au CINaM a aussi été
utilisé avec l’aide de l’équipe du Dr. Serge Nitsche.
3.5.3 Spectroscopie d’énergie dispersive à rayon X
La spectroscopie d’énergie dispersive à rayon X (EDS) est une technique d’analyse couplée
avec le MEB. Elle consiste à analyser les éléments ou caractériser chimiquement un échantillon. La
technique s’appuie sur l’analyse des rayons X émis d’un échantillon en réaction à l’interaction avec
des particules chargées et de la matière. Ses capacités de caractérisation sont dues en grande partie
au principe fondamental selon lequel chaque élément a une structure atomique unique permettant
aux rayons X qui sont caractéristiques de la structure atomique d’un élément d’être identifiés
individuellement les uns des autres. Le nombre et l’énergie des rayons X émis à partir d’un
échantillon peuvent être mesurés par un spectromètre à dispersion d’énergie. Comme l’énergie
des rayons X est caractéristique de la différence de niveau d’énergie et de la structure atomique
de l’élément à partir duquel ils ont été émis, cela permet de mesurer la composition élémentaire
de l’échantillon.
3.5.4 Microscopie à force atomique
Le microscope à force atomique (AFM, pour Atomic Force Microscopy) a été utilisé pour
obtenir des informations précises sur la topographie des échantillons ainsi que sur la structure
des films avant et après transfert laser. Les investigations ont été réalisées avec un AFM PSIA
XE-100 équipé du logiciel de pilotage XEP et de traitement d’image XEI.
3.5.5 Mesures électriques
Les caractérisations électriques des dépôts et composants réalisés ont été effectuées avec une
sonde quatre pointe Hewlett-Packard 4140B picoampermeter DC voltage source contrôlée par un
programme opérant sous Labview R©, à température et atmosphère ambiante.

Chapitre 3 : Procédé expérimental 59
3.5.5.1 Résistance
Pour mesurer la conductivité et donc, la qualité des électrodes, nous mesurons la résistivité
des lignes conductrices imprimées par LIFT et par évaporation. L’extraction de celle-ci se fait
en mesurant le courant de -10 V à 10 V après avoir placé les pointes de mesures aux extrémités
de la structure. La résistance d’un matériau est régie par la formule suivante :
R = ρL
S(3.4)
avec ρ la résistivité (en Ω.m), L la longueur (en m) et la section S = eW (en m2) où e représente
l’épaisseur de la couche (en m) et W la largeur en (en m).
Nous utilisons la méthode Transmission Line Method (TLM) [136] pour obtenir la résistance
de contact. Cette technique consiste à déposer des électrodes linéaires et parallèles par évapora-
tion thermique sous vide sur une ligne conductrice. On mesure ensuite le courant circulant entre
deux électrodes (de -10 à +10 V) en augmentant la distance pour chaque mesure. La figure de
principe est présentée figure 3.7.
Figure 3.7 – Mesure de la résistance de contact par TLM.
L’équation reliant la résistance mesurée RT et la résistance de contact RC est la suivante :
RT =ρ.d
Z+ 2RC (3.5)
où d la distance entre les électrodes (en m) et Z la longueur des électrodes (en m).
3.5.5.2 Transistor
Pour obtenir les caractéristiques de sortie et de transfert d’un transistor, il est nécessaire de
prendre trois points de contact sur ce dernier. La première pointe est reliée à la grille, la deuxième
sur l’électrode source et la troisième sur l’électrode drain. L’acquisition de ces courbes s’effectue
comme suit :

Chapitre 3 : Procédé expérimental 60
Courbe de sortie :
Pour un semi-conducteur de type p :
– Tension de grille (VG) : de 10 à -100 V (pas de 10 ou 20 V)
– Tension de drain (VD) : de 0 à -100 V (pas de 1 V)
Pour un semi-conducteur de type n :
– Tension de grille (VG) : de -10 à 100 V (pas de 10 ou 20 V)
– Tension de drain (VD) : de 0 à 100 V (pas de 1 V)
Un logiciel opérant sous Labview nous permet d’extraire la mobilité µ et la tension de seuil VT .
Courbe de transfert :
Pour un semi-conducteur de type p :
– Tension de grille (VG) : de 100 à -100 V (pas de 1 V)
– Tension de drain (VD) : valeur fixe entre -30 et -80 V
Pour un semi-conducteur de type n :
– Tension de grille (VG) : de -100 à 100 V (pas de 1 V)
– Tension de drain (VD) : valeur fixe entre 30 et 80 V
La mesure se fait en aller-retour afin de mesurer l’hystérésis. Le courant "On" et "Off" (IOn
et IOff ), la tension (VOn) et la pente sous seuil (S) sont ensuite extraits dans un logiciel de
traitement de données.
3.5.6 Spectroscopie d’absoption
Les spectres absoption ont été réalisés à partir de couches minces déposées sur une lame de
quartz à l’aide du spectromètre Varian Cary 1E du laboratoire CINaM. Ces couches sont analy-
sées entre 200 et 900 nm à une vitesse de 600 nm.min−1. L’orientation moyenne des molécules
sur la surface peut être connue en faisant varier l’angle entre l’échantillon et le faisceau incident
de 0 à 60 . En effet, l’absorption de la couche est maximale lorsque le faisceau est dans la même
direction que le moment dipolaire de la molécule.
3.6 Choix des matériaux
3.6.1 Conducteurs
L’ensemble des dispositifs imprimés, en particulier le transistor, requiert la réalisation d’élec-
trodes et/ou d’interconnexions. Les électrodes doivent satisfaire un certain nombre de condi-
tions, en particulier une faible résistivité, une stabilité chimique, un travail de sortie approprié
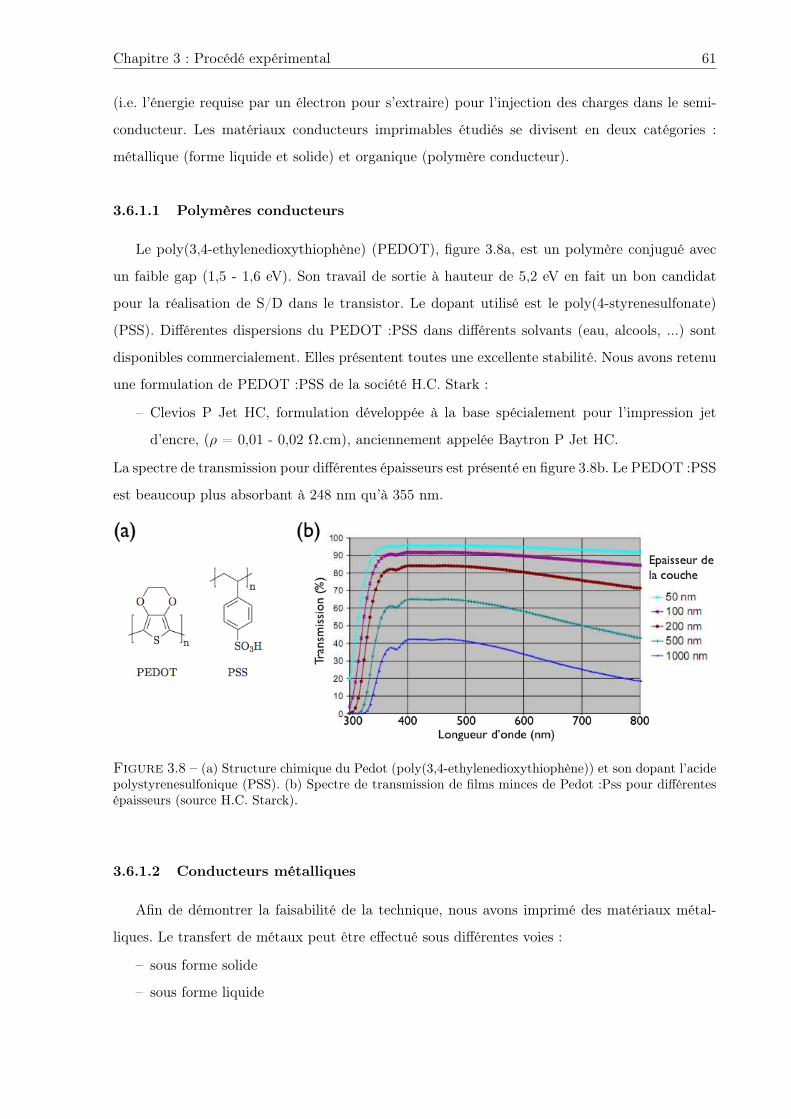
Chapitre 3 : Procédé expérimental 61
(i.e. l’énergie requise par un électron pour s’extraire) pour l’injection des charges dans le semi-
conducteur. Les matériaux conducteurs imprimables étudiés se divisent en deux catégories :
métallique (forme liquide et solide) et organique (polymère conducteur).
3.6.1.1 Polymères conducteurs
Le poly(3,4-ethylenedioxythiophène) (PEDOT), figure 3.8a, est un polymère conjugué avec
un faible gap (1,5 - 1,6 eV). Son travail de sortie à hauteur de 5,2 eV en fait un bon candidat
pour la réalisation de S/D dans le transistor. Le dopant utilisé est le poly(4-styrenesulfonate)
(PSS). Différentes dispersions du PEDOT :PSS dans différents solvants (eau, alcools, ...) sont
disponibles commercialement. Elles présentent toutes une excellente stabilité. Nous avons retenu
une formulation de PEDOT :PSS de la société H.C. Stark :
– Clevios P Jet HC, formulation développée à la base spécialement pour l’impression jet
d’encre, (ρ = 0,01 - 0,02 Ω.cm), anciennement appelée Baytron P Jet HC.
La spectre de transmission pour différentes épaisseurs est présenté en figure 3.8b. Le PEDOT :PSS
est beaucoup plus absorbant à 248 nm qu’à 355 nm.
Figure 3.8 – (a) Structure chimique du Pedot (poly(3,4-ethylenedioxythiophène)) et son dopant l’acidepolystyrenesulfonique (PSS). (b) Spectre de transmission de films minces de Pedot :Pss pour différentesépaisseurs (source H.C. Starck).
3.6.1.2 Conducteurs métalliques
Afin de démontrer la faisabilité de la technique, nous avons imprimé des matériaux métal-
liques. Le transfert de métaux peut être effectué sous différentes voies :
– sous forme solide
– sous forme liquide
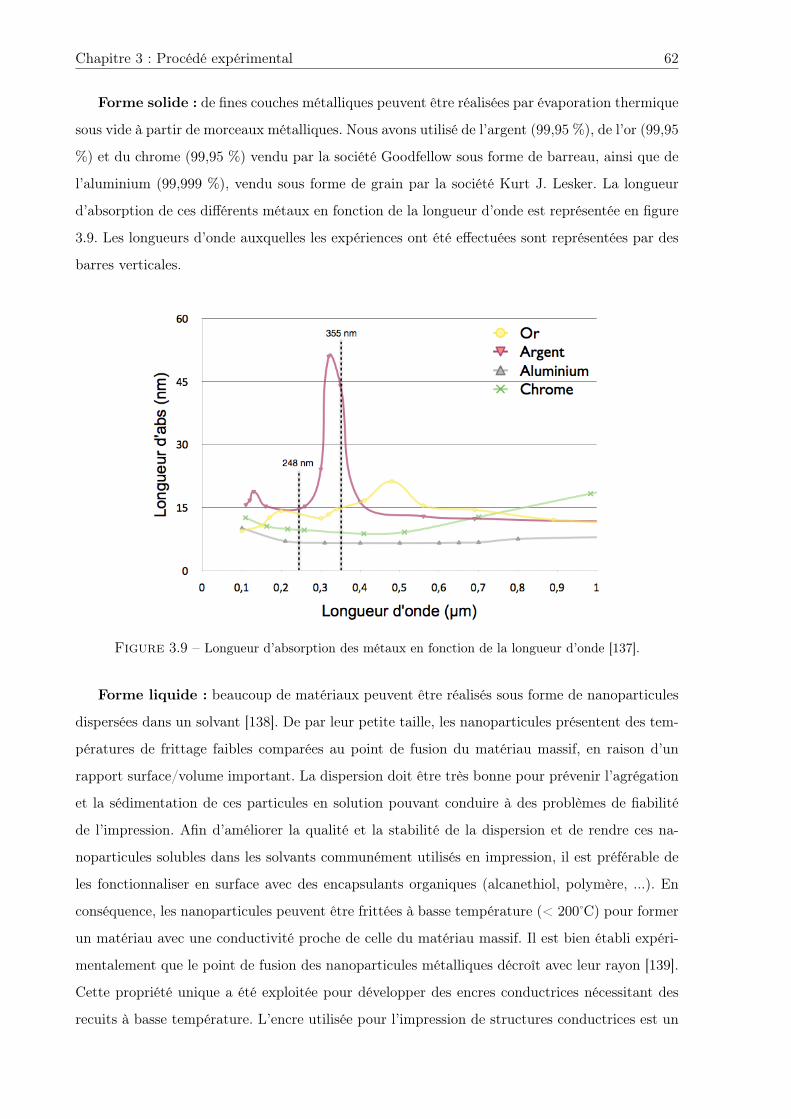
Chapitre 3 : Procédé expérimental 62
Forme solide : de fines couches métalliques peuvent être réalisées par évaporation thermique
sous vide à partir de morceaux métalliques. Nous avons utilisé de l’argent (99,95 %), de l’or (99,95
%) et du chrome (99,95 %) vendu par la société Goodfellow sous forme de barreau, ainsi que de
l’aluminium (99,999 %), vendu sous forme de grain par la société Kurt J. Lesker. La longueur
d’absorption de ces différents métaux en fonction de la longueur d’onde est représentée en figure
3.9. Les longueurs d’onde auxquelles les expériences ont été effectuées sont représentées par des
barres verticales.
Figure 3.9 – Longueur d’absorption des métaux en fonction de la longueur d’onde [137].
Forme liquide : beaucoup de matériaux peuvent être réalisés sous forme de nanoparticules
dispersées dans un solvant [138]. De par leur petite taille, les nanoparticules présentent des tem-
pératures de frittage faibles comparées au point de fusion du matériau massif, en raison d’un
rapport surface/volume important. La dispersion doit être très bonne pour prévenir l’agrégation
et la sédimentation de ces particules en solution pouvant conduire à des problèmes de fiabilité
de l’impression. Afin d’améliorer la qualité et la stabilité de la dispersion et de rendre ces na-
noparticules solubles dans les solvants communément utilisés en impression, il est préférable de
les fonctionnaliser en surface avec des encapsulants organiques (alcanethiol, polymère, ...). En
conséquence, les nanoparticules peuvent être frittées à basse température (< 200 C) pour former
un matériau avec une conductivité proche de celle du matériau massif. Il est bien établi expéri-
mentalement que le point de fusion des nanoparticules métalliques décroît avec leur rayon [139].
Cette propriété unique a été exploitée pour développer des encres conductrices nécessitant des
recuits à basse température. L’encre utilisée pour l’impression de structures conductrices est un

Chapitre 3 : Procédé expérimental 63
produit Cabot Conductive ink CCI-300 [140] de la société Cabot. Ce système colloïdal est consti-
tué de nanoparticules d’argent, d’un diamètre moyen de 30 - 50 nm, recouvertes d’une couche
polymère et dispersées dans un mélange de solvants éthanol/éthylène glycol/glycérol. Une fois
imprimée, l’encre peut être recuite à une température largement inférieure à la température de
fusion de l’argent massif (900 C) pour former un conducteur métallique continu, le schéma de
principe est représenté dans la figure 3.10. Les nanoparticules commencent à fritter (coalescent) à
partir de 100 C. Lors du frittage, la coalescence des nanoparticules crée un chemin de percolation
continu pour le passage des électrons à travers le matériau.
Figure 3.10 – Schéma du frittage de l’encre contenant des nanoparticules d’argent.
Après évaporation du solvant, l’encapsulant polymère devient un obstacle au frittage et au
transport de charges. Si on élève la température (100 - 150 C), la couche polymère n’est pas
volatilisée mais le contact entre nanoparticules, et donc le frittage, s’effectue, figure 3.10b. La
couche polymère joue alors le rôle de promoteur d’adhérence. Si l’on augmente la température
de recuit (300 - 550 C), la couche polymère est détruite et volatilisée. Ainsi, le frittage est plus
rapide et un film plus dense se forme, ce qui accroît la conductivité du matériau. L’effet de la
température de recuit sur le frittage a été observé par MEB sur des substrats de suprasil où un
film mince de cabot a été déposé par spin coating pour un temps de recuit de 30 min. Les images
sont présentées sur la figure 3.11 pour différentes températures de recuit.
Figure 3.11 – Image MEB de l’évolution de l’encre contenant des nanoparticules d’argent aux tempé-rature de 150 (a), 250 C (b) et 400 C (c)
Pour un recuit à 150 C, on visualise une surface assez homogène, on commence à apercevoir
des nanoparticules isolées, figure 3.11a. Les particules commencent à fusionner formant des par-
ticules de taille supérieure : des chemins de conduction se créent entre les particules. Après un
recuit à 250 C, figure 3.11b, des trous sont visibles dans la couche. Le recuit à 400 C augmente

Chapitre 3 : Procédé expérimental 64
sensiblement la taille des particules et la densité du film, figure 3.11c. L’ensemble de ces obser-
vations démontrent comment l’augmentation de la température du recuit influe sur la résistivité
des lignes par l’évolution morphologique du matériau.
3.6.2 Semi-conducteurs
Les semi-conducteurs organiques peuvent être classés en deux grandes familles : les polymères
et les oligomères. La grande différence entre ces matériaux se situe au niveau de la taille de la
molécule.
3.6.2.1 Les polymères
Un polymère est une macromolécule dont la structure se répète régulièrement en de longues
chaînes constituées d’entités élémentaires, les monomères. Leur avantage est que leur technique de
dépôt s’effectue par voie humide. Cependant, la structure des films moléculaires obtenus est fai-
blement organisée, ce qui réduit leur performance comparativement aux petites molécules. Dans
cette gamme de semi-conducteur, nous trouvons notamment le Poly (3-hexylthiophène) (P3HT),
le copolymère poly(9,9-dioctylfluorene-co-bithiophene) (F8T2), la Polytriarylamine (PTAA).
Les polymères semi-conducteurs n’ont pas fait l’objet d’une étude. Ils sont mentionnés ici à
titre indicatif.
3.6.2.2 Les oligomères
Les oligomères, qui ne sont constitués que de quelques monomères, sont des petites molécules
et en général non-solubles dans les solvants habituels. Ces molécules sont le plus souvent déposées
par évaporation sous vide. Les couches minces ont généralement des structures bien ordonnées ce
qui leur confèrent de meilleures performances électriques. Ce sont des candidats privilégiés pour
la réalisation d’OTFTs performants. On y retrouve les acènes ainsi que les phthalocyanines et
les oligothiophènes. Nous avons étudié ces trois types de semi-conducteurs différents.
Les acènes :
Dans la famille des acènes, nous avons étudié le pentacène [141], dont la structure est représentée
sur la figure 3.12. C’est un composé chimique (C22H14) de la famille des hydrocarbures aro-
matiques polycycliques, formé de cinq noyaux benzéniques fusionnés linéairement. Sa structure
conjuguée étendue et sa structure cristalline en font un bon semi-conducteur organique, de type
p (donneur d’électrons). Le pentacène est un bon candidat pour la fabrication de transistors
organiques à films minces car il possède des caractéristiques exceptionnelles [142] notamment

Chapitre 3 : Procédé expérimental 65
une mobilité de 5,5 cm2.V−1.s−1 ce qui est proche de celle du silicium amorphe. Cette molécule
permet la formation de films minces polycrystallins sur des surfaces lisses [143,144].
Figure 3.12 – Structure chimique du pentacène
Les phthalocyanines :
Dans la famille des phthalocyanines, nous avons choisi la phthalocyanine de cuivre (CuPc), semi-
conducteur de type p, et la hexadecafluorophthalocyanine de cuivre (F16CuPc), semi-conducteur
de type n. Leurs structures chimiques sont présentées dans la figure 3.13.
Figure 3.13 – Structure chimique et spectre d’absorption optique de la phthalocyanine de cuivre (CuPc)et de la hexadecafluorophtalocyanine de cuivre (F16CuPc).
Connues depuis les années 1930, les phthalocyanines de cuivre sont des semi-conducteurs très
performants. Ce sont des molécules qui présentent un système π-conjugé important centré sur
un atome de cuivre (II). Le squelette carbonné est plan, donnant lieu à un empilement π efficace
grâce au bon recouvrement des orbitales entre deux molécules voisines. Le CuPc montre une
bonne mobilité trou (0,04 cm2.V−1.s−1) [145, 146], il a une affinité électronique modérée de 3,1
eV et un potentiel d’ionisation de 5,0 eV. Le F16CuPc est l’analogue de la précédente, mais les
hydrogènes périphériques ont été remplacés par des fluors. L’ajout de groupements attracteurs
en périphérie d’un système π-conjugué modifie les niveaux HOMO (highest occupied molecular
orbital) et LUMO (lowest unoccupied molecular orbital) d’une molécule. Elle possède une très

Chapitre 3 : Procédé expérimental 66
forte affinité électronique (4,8 eV) et potentiel d’ionisation (6,3 eV) en raison des atomes de fluor
(F) [147]. La mobilité des électrons dans ce matériau peut atteindre 0,03 cm2.V−1.s−1.
Les métallophthalocyanines trouvent de nombreuses applications dans les cellules solaires, les
photoconducteurs et le transports des charges dans les transistors organiques. Ce sont des com-
posés stables, chimiquement et thermiquement, particulièrement dans le cas du CuPc.
Le spectre d’absorption électronique de films minces de CuPc et de F16CuPc, figure 3.13, montre
une bande d’absorption aux alentours de 355 nm. La loi de Beer-Lambert permet d’estimer la
profondeur de pénétration, nous avons calculé pour cette longueur d’onde une profondeur de 85
nm.
Leur faible solubilité dans les solvants organiques ne permet pas d’envisager le dépôt par
voie liquide mais le dépôt par évaporation sous vide permet d’obtenir des couches minces perfor-
mantes. L’impression par laser peut donc se révéler très utile dans la fabrication de dispositifs
avec ces types de matériaux.
Les oligothiophènes :
Dans la famille des oligothiophènes [148], nous avons étudié le distyrylquaterthiophene (DS4T)
[149, 150], molécule inventée et synthétisée par le CINaM. C’est un semi-conducteur de type p
connu pour ces performances dans les OTFTs, sa structure chimique est présentée dans la figure
3.14.
Figure 3.14 – Structure chimique et spectre d’absorption optique du distyrylquaterthiophenes (DS4T).
A notre connaissance, les composés à base de DS4T sont le premier exemple d’un dérivé d’une
longue chaine d’oligothiophène qui permet la fabrication de transistors organiques très stables,
disposant d’une durée de vie supérieure à 17 mois. Une exceptionnelle stabilité a été décrite pour

Chapitre 3 : Procédé expérimental 67
les semi-conducteurs de base acène-thiophène [151, 152]. Le squelette oligothiophène fait parti
des échafaudages moléculaires les plus polyvalents et les plus efficaces sur lesquels sont basés
le semi-conducteur organique [153]. Le spectre d’absorption optique du DS4T est montré dans
la figure 3.14, il révèle un pic d’absorption aux alentours de 250 nm, par contre un minima est
observé aux alentours de 350 nm. A 355 nm avec le laser Nd :YAG, l’utilisation d’une couche
absorbante sacrificielle (DRL) sera nécessaire.
3.6.3 Les isolants
Trois isolants ont été choisis pour nos études, un de type inorganique : le dioxyde de silicium,
et deux de type organique : le polyméthacrylate de méthyle et l’alcool polyvinylique. Le premier
nous a servi dans la plupart des cas étudiés de substrat receveur, alors que les deux autres ont
fait l’objet d’études approfondies par LIFT.
Dioxyde de silicium : préparé par Vegatec, France, sur des wafers de silicium (Si). Le di-
oxyde de silicium (SiO2) est un isolant très utilisé dans la micro-électronique. Nous avons utilisé
des wafers de Si recouvert de 300 nm de SiO2 comme substrat receveur. Sa capacitance est de
12 nF/cm2.
Le polyméthacrylate de méthyle : souvent abrégé en PMMA, de l’anglais polymethyl
methacrylate, est un thermoplastique transparent dont le monomère est le méthacrylate de mé-
thyle (MAM). Ce polymère est plus connu sous son premier nom commercial de Plexiglas (nom
déposé). Sa structure moléculaire est montrée dans la figure 3.15. Nous avons utilisé du PMMA
commercialisé par Sigma Aldrich sous forme de poudre.
De nombreuses études se sont concentrées sur l’ablation laser de ce polymère [154,155], pré-
sentant un fort potentiel dans la micro-électronique plastique, cependant sa forte transparence
sur une majorité des longueurs d’ondes rend difficile son application avec les lasers, figure 3.15. Il
sera donc nécessaire de recourir à la technique du DRL pour obtenir une impression viable de ce
matériau. Récemment, des études ont montré que le PMMA constituait un excellent isolant de
grille pour les transistors à base de pentacène [15,156,157]. Il peut être déposé par spin-coating
avec une grande résistivité (> 2×1015 Ω.cm), une faible constante diélectrique (ε = 2,6 à 1 MHz,
ε = 3,9 à 60 Hz) et une faible rugosité. Additionellement, le PMMA présente de grands avantages
comme composant dans les dispositifs flexibles et transparents avec une haute résistance méca-
nique, une faible température de polymérisation (inférieure à 160 C) et une forte transparence
sur le spectre visible.

Chapitre 3 : Procédé expérimental 68
Figure 3.15 – Structure chimique et spectre d’absorption optique du polyméthacrylate de méthyle(PMMA).
L’alcool polyvinylique : dont l’abréviation est PVA, est un polymère possédant une masse
moléculaire très importante (44,0526 +/- 0,0022 g.mol−1). L’alcool polyvinylique est obtenu par
hydrolyse de l’acétate de polyvinyle -(CH2 - CH - OAc)n- , à la différence des autres polymères
vinyles, qui se forment à partir de leur monomère correspondant. Le PVA possède une très bonne
solubilité dans l’eau. Il se décompose rapidement aux alentours de 200 C. L’alcool polyvinilyque
à la propriété de former un film régulier par spin-coating. Il peut servir de barrière à l’oxygène
et résiste très bien aux flexions.
3.6.4 Le film mince protecteur
La technique de l’utilisation d’un film mince protecteur (DRL), consistant à insérer entre le
substrat donneur et la couche à transférer une fine couche d’un matériau absorbant à la longueur
d’onde du laser utilisée, a été étudiée. Cette technique a pour but d’une part de pouvoir s’affran-
chir des propriétés optiques des matériaux à transférer et surtout de les protéger de l’irradiation
directe du laser. Le matériau qui va agir comme DRL doit pouvoir répondre à toutes ces condi-
tions pour que le matériel transféré puisse bénéficier de son action protectrice. Nous avons choisi
d’étudier deux types de matériaux : les métaux et un polymère.
Les métaux : l’or et l’argent ont été choisis pour leurs différentes propriétés mécaniques et
leur faible longueur d’absorption (labs) de l’irradiation ultra-violette (cf. figure 3.9) [137].
– or : labs = 13 nm @ 248 nm ; 15 nm @ 355 nm.
– argent : labs =15 nm @ 248 nm ; 51 nm @ 355 nm.

Chapitre 3 : Procédé expérimental 69
Le triazene :
La création du triazene a permis d’atteindre une étape d’amélioration majeure de la technique
LIFT avec la conception de matériaux protecteurs spécialement étudiés pour l’ablation laser. Il
a été initialement mis au point pour être utilisé pour l’implantation moléculaire [158], mais très
vite il a montré son utilité en tant que couche sacrificielle pour l’impression laser d’un film de
PMMA [159]. La région spectrale de l’UV est très intéressante dans l’ablation laser car elle
permet d’utiliser la dégradation photochimique dans le procédé, ce qui est intrinsèquement plus
précis que la décomposition purement thermique.
Le meilleur candidat est le polymère aryltriazene [160], sa structure moléculaire est montrée
dans la figure 3.16.
Figure 3.16 – Structure chimique du polymère triazene.
Plus exactement nommé poly[oxy-1,4-phenylene(3-methyl-1-triazene-1,3-diyl)-1,6-hexane- diyl(1-
methyl-2-triazene-1,3-diyl)-1,4-phenylene], il a été inventé par l’équipe du Docteur Matthias Na-
gel du laboratoire suisse EMPA et est synthétisé selon la procédure précédemment publiée [161].
Les chromophores de triazene (–N=N–N(R)–) ont été choisis pour leur forte absorption aux alen-
tours de 300 nm. Ils ont été incorporés dans la chaîne principale du polymère pour agir en tant
que points de cassures photolabiles prédéterminés. L’irradiation UV engendre le photo-clivage
du triazene avec la formation de diazote (N2) et la dégradation du polymère en petits fragments,
montré dans la figure 3.17. Ceci génère alors une forte pression d’expulsion qui fournit la pous-
sée nécessaire à la couche supérieure pour opérer un transfert sur le substrat receveur tout en
protégeant cette couche d’une irradiation laser. Le schéma de principe est illustré dans la figure
3.18.
Figure 3.17 – Représentation du photo-clivage du triazene [161].

Chapitre 3 : Procédé expérimental 70
Le photo-polymère aryltriazene a montré un taux important d’ablation par impulsion et la
plus basse fluence de seuil [162,163] parmi les autres polymères contenant une base triazene, mais
aussi comparé aux polymères commerciaux utilisés pour l’ablation laser tels que les polyimides,
les polyesters [97,98] ou les polyurethanes [164,165].
Ainsi, grâce à une fluence seuil d’ablation faible (25 mJ/cm2 à 308 nm en régime nano-
seconde), le transfert de matériaux sensibles a pu être effectué en minimisant l’impact ther-
mique [97,98,158]. Le triazene a été employé avec succès pour le transfert de cellules neuroblastes
vivantes [91], de quantum dots [166] et récemment, de diodes électroluminescentes organiques
(OLED) fonctionnelles [40, 119,167] et de structures en microbilles de polystyrène [96].
Figure 3.18 – Schéma de principe d’un transfert par LIFT d’un pixel à partir d’un film mince et d’unecouche sacrificielle absorbante de polymère contenant des chromophores photo-décomposables (CPD) detriazene.
Le spectre d’absorption du polymère aryltriazene est représenté figure 3.19 ainsi que les
longueurs d’onde des lasers utilisés. Pour simplifier la désignation de cette molécule, nous allons
utilisé par la suite uniquement le terme triazene.
Figure 3.19 – Spectre d’absorption du triazene et les longueurs d’onde des laser choisis [40].

Chapitre 3 : Procédé expérimental 71
Nous avons reçu du Dr. Matthias Nagel des échantillons de triazene sous forme solide, nous
avons donc dû les solubiliser pour les rendre utilisables. Les films minces de triazene sont obtenus
par spin-coating. Le polymère est d’abord dissous 12 heures dans un mélange de chlorobenzene et
de cyclohexanone (1 :1 wt/wt) pour obtenir une solution primaire à 5 %. Les solutions avec des
concentrations comprises entre 5 % et 0.25 % sont obtenues par dilution. Enfin les solutions sont
déposées sur des substrats de suprasil par le biais d’un filtre de 0,45 µm. Après spin-coating, les
films sont séchés pendant 2 heures à 50 C. Nous avons utilisé une solution avec une concentration
à 3 %. L’épaisseur des films est contrôlée par la vitesse de spin-coating, à titre d’indication les
épaisseurs obtenues pour certaines vitesses sont : 360 nm à 500 rpm, 220 nm à 1000 rpm et 20
nm à 2000 rpm.
3.7 Synthèse
Dans ce chapitre, nous avons détaillé les différents outils ainsi que les différents matériaux
que nous allons utilisés dans le but d’imprimer par LIFT des transistors organiques et de les
caractériser. Nous avons choisi d’étudier des métaux (en phase solide et liquide) ainsi que des
matériaux organiques : polymère et oligomère. Deux types de laser vont être employés, un laser
impulsionnel de durée picoseconde à 355 nm et un de durée nanoseconde à 248 nm, pour mettre
en évidence l’influence de la durée d’impulsion et de la longueur d’onde sur le transfert des
matériaux considérés.


Chapitre 4
Transfert de structures simples
Sommaire4.1 Seuil d’endommagement du substrat receveur . . . . . . . . . . . . . 754.2 Etude du transfert de matériaux conducteurs . . . . . . . . . . . . . 76
4.2.1 Matériaux métalliques . . . . . . . . . . . . . . . . . . . . . . . . . . . . 764.2.2 Matériau polymère . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 814.2.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
4.3 Etude du transfert d’un isolant organique . . . . . . . . . . . . . . . . 954.3.1 Transfert du polymethyle methacrylate (PMMA) . . . . . . . . . . . . . 954.3.2 Transfert avec une couche protectrice . . . . . . . . . . . . . . . . . . . 974.3.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
4.4 Transfert de semi-conducteurs organiques . . . . . . . . . . . . . . . . 984.4.1 Semi-conducteurs de type p . . . . . . . . . . . . . . . . . . . . . . . . . 984.4.2 Semi-conducteurs de type n . . . . . . . . . . . . . . . . . . . . . . . . . 1124.4.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
4.5 Transfert sur supports souples . . . . . . . . . . . . . . . . . . . . . . 1144.6 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
73

Chapitre 4 : Transfert de structures simples 74
Ce chapitre est consacré à l’étude de l’impression laser de structures simples de différents
types de matériaux entrant dans la composition des transistors organiques à films minces. Le
but de cette étude est de déterminer les conditions optimales d’impression laser pour chacun des
matériaux pour obtenir des structures opérationnelles avec une résolution spatiale bien définie.
Nous étudierons le seuil d’ablation des matériaux ainsi que le transfert pour une large gamme
de fluence. Ces expériences vont être répétées plusieurs fois afin de déterminer avec précision la
fluence seuil d’éjection et le seuil de dommage du dépôt. Les mécanismes de l’éjection vont être
étudiés pour un polymère et un oligomère par ombroscopie en temps réel.
Nous étudierons tout d’abord l’endommagement du substrat receveur que nous allons utiliser
dans la suite de l’étude sous l’effet d’une impulsion laser à différentes fluences.
Nous présenterons la fabrication de structures conductrices à partir de matériaux métalliques
en phase solide et en phase liquide. Nous étudierons aussi un matériau organique : le PEDOT :PSS
en régime nanoseconde et picoseconde ainsi que l’influence d’une couche sacrificielle protectrice.
Les structures réalisées seront caractérisées électriquement et comparées à celles fabriquées par
les autres techniques existantes.
Ensuite nous présenterons le transfert d’un matériau organique isolant : le polyméthyle mé-
thacrylate (PMMA) ainsi que l’optimisation de l’impression grâce à l’utilisation d’une couche
sacrificielle métallique.
Une large partie est consacrée aux semi-conducteurs organiques, pièce maîtresse dans le fonc-
tionnement du transistor. Différents types de semi-conducteurs vont être étudiés ainsi que l’in-
fluence d’une couche sacrificielle métallique ou organique.
Nous nous concentrerons sur l’impression du distyrylquaterthiophene, semi-conducteur de type
p. L’étude des conditions de transfert, des mécanismes d’éjection et la réalisation de transistors
organiques par LIFT avec ce semi-conducteur entre dans le cadre du programme ANR e-Plast
(Grant No. ANR-06-BLAN-0295).
Une étude approfondie portera sur la phthalocyanine de cuivre, semi-conducteur de type p,
et son homologue disposant d’un groupement fluoré, l’hexadecaphthalocyanine de cuivre, semi-
conducteur de type n.
Nous étudierons aussi brièvement le pentacène qui est un semi-conducteur bien connu et très
largement utilisé en configuration transistor en micro-électronique.
Enfin nous réaliserons des transferts de certains des matériaux précédemment étudiés sur
support souple dans le but de valider l’implémentation de la technique LIFT pour la fabrication
de transistors pour la micro-électronique plastique.

Chapitre 4 : Transfert de structures simples 75
4.1 Seuil d’endommagement du substrat receveur
Le substrat receveur que nous allons utilisé majoritairement est un wafer de silicium de 675
± 20 µm recouvert par 300 nm de dioxyde de silicium (SiO2/Si) préparé par Vegatec, France.
Une étude de l’endommagement physique dû au laser en régime picoseconde (λ = 355 nm) est
menée sur celui-ci afin de déterminer ses conditions de détérioration. Le schéma de celui-ci est
présenté en figure 4.1.
Figure 4.1 – Schéma du substrat de SiO2/Si.
Le SiO2 est transparent à la longueur d’onde du laser, l’endommagement se crée en premier
lieu à l’interface entre le silicium et l’oxyde de silicium. Une modification de structure (change-
ment de couleur), signe de dommages dans les matériaux, est observée à partir de 0,08 J/cm2,
figure 4.2a. Le substrat se teinte d’une couleur plus claire mais aucun endommagement de la
surface est à noter. Lorsque la fluence augmente, des détériorations importantes commencent à
être visibles (zones jaunes sur la figure 4.2b). Le silicium est profondément atteint et la couche
d’oxyde situé au dessus se fragmente puis se casse. La totalité de la zone irradiée est détruite à
la fluence de 0,25 J/cm2, figure 4.2c.
Figure 4.2 – Evolution en fonction de la fluence de l’endommagement par laser du substrat de SiO2/Si(taille du spot : 500 × 500 µm2).
Le faible seuil d’endommagement a pour conséquence directe l’utilisation de matériaux suffi-
samment absorbants pour ne pas détruire le substrat receveur lors du transfert. A titre d’exemple,
un transfert est effectué sur une zone composée à moitié d’un matériau organique absorbant et
de l’autre moitié avec rien. L’observation du substrat receveur révèle qu’à la fluence de dépôt du
matériau, le SiO2/Si se détruit complètement sur la partie directement exposée à l’irradiation,
montré dans la figure 4.3, tandis que sur l’autre partie, le matériau organique déposé a protégé
totalement le substrat. Aucune détérioration du SiO2/Si n’est observée.

Chapitre 4 : Transfert de structures simples 76
Figure 4.3 – Effet de l’impression laser sur un substrat de SiO2/Si lorsque le spot laser est à chevalentre le substrat avec un matériau organique et le substrat avec rien à la fluence de dépôt du matériauorganique, dans ce cas 0,52 J/cm2.
4.2 Etude du transfert de matériaux conducteurs
De nombreux dispositifs utilisent des structures simples, telles que des lignes continues ou
des dépôts localisés de matières conductrices. L’impression de lignes conductrices inorganiques et
organiques par laser présente donc un grand intérêt. La possibilité d’un contrôle accru permet de
réduire les dimensions des composants électroniques. La fabrication de structures conductrices de
ce type englobe un grand nombre de composants électroniques organiques. Une application type
est la fabrication d’étiquettes d’identification radio fréquence (RFID tag). Notre principal objectif
est la fabrication des électrodes du transistor. Les électrodes doivent être très homogènes et ne
disposer d’aucun fragment tout autour des dépôts. Une bonne résolution spatiale est nécessaire
pour permettre la fabrication d’un canal le plus petit possible. Dans cette section, nous allons
aborder le transfert de différents matériaux métalliques (solide ou liquide) puis d’un matériau
organique de type polymère : le PEDOT :PSS.
4.2.1 Matériaux métalliques
4.2.1.1 Matériaux imprimés sous forme solide
Depuis les premiers dépôts de cuivre par Bohandy et al. [61], le LIFT a été largement étudié
pour le transfert d’une grande variété de métaux comme par exemple l’aluminium par Schultze
et al., le tungstène par Kantor et al. [66] ou encore le chrome par Zergioti et al. [80], ainsi que
les mécanismes physiques intervenant lors de ces transferts [168]. Nous avons étudié quelques
uns de ces métaux. Les films minces métalliques ont été réalisés sur des substrats de suprasil par
évaporation thermique sous vide (10−6 mbar), excepté pour l’encre contenant des nanoparticules
d’argent (AgNP) qui a subi une préparation différente.

Chapitre 4 : Transfert de structures simples 77
L’aluminium : des dépôts précisément définis selon la forme du masque sont obtenus par
impression LIFT [169] à partir d’un substrat donneur de 100 nm. Les particules et petits débris
éjectés autour des spots sont très limités et sont éloignés de quelques micromètres pour les plus
lointains. L’image de microscopie optique de deux dépôts de 100 × 100 µm2 espacés de 25 µm
est présentée dans la figure 4.4. Le transfert de cette couche s’effectue à partir de 0,46 J/cm2.
Si une fluence supérieure est appliquée, le dépôt résultant est endommagé, présentant des trous
dans sa structure.
La même conductivité que celle du film donneur est mesurée sur les dépôts. Les seuls li-
mitations proviennent des zones où un manque de matière est observé. Ces zones peuvent être
directement corrélées avec l’inhomogènéité du faisceau laser. Il est donc essentiel que la zone
de faisceau passant à travers le masque soit la plus uniforme possible pour obtenir un transfert
parfaitement valide.
Figure 4.4 – Image optique de deux dépôts d’aluminium imprimés à 0,46 J/cm2 (a) associée d’un zoomsur le canal (b).
Le chrome : un substrat donneur de 100 nm de chrome a été préparé. La figure 4.5a montre
deux dépôts de chrome imprimés par LIFT à 0,40 J/cm2. Les dépôts sont dans l’ensemble très
homogènes, mais quelques manques de matière sont observables par endroit. Les bords sont nets
avec quelques débris présents tout autour du dépôt et éloignés d’au maximum 5 µm. Cela permet
de réaliser un espacement de seulement 15 µm entre les deux dépôts, figure 4.5b. A nouveau, la
conductivité des dépôts est identique à celle du substrat donneur.
L’or : l’or se révèle très difficile à déposer. Sa rapide fragmentation après son ablation résulte
en débris, et micro- et nano-billes aléatoirement réparties dans la forme carrée imposée mais sans
réelle cohésion au delà d’une distance micrométrique. La figure 4.6 montre des séries d’images par
ombroscopie de l’éjection d’une couche d’or de 100 nm. Précédant la couche d’or, nous apercevons
l’onde de choc créée lors de l’impact laser et qui se propage sur plus de 1 mm. A une fluence

Chapitre 4 : Transfert de structures simples 78
Figure 4.5 – Image optique de deux dépôts successif de chrome imprimés à 0,40 J/cm2 (a) avec unzoom sur le canal (b).
de 0,20 J/cm2, figure 4.6a, la couche conserve une certaine cohésion mais ne se propage pas
plus loin que 200 µm. Au delà, nous distinguons clairement la couche d’or se fragmenter. A plus
forte fluence, la couche est très rapidement complètement vaporisée, une expulsion de vapeur et
de particules très fines jusqu’à 500 µm avec un grand angle de divergence est observée, comme
montré en figure 4.6b. L’or n’adhère pas sur le substrat de suprasil, ce qui entraîne à forte fluence
un arrachement de la couche sur une zone beaucoup plus grande que la zone irradiée. Aucun
des dépôts obtenus n’est fonctionnel, la fabrication de lignes d’or conductrices n’est donc pas
envisagée dans la suite de cette étude.
Figure 4.6 – Séries d’image par ombroscopie de l’éjection de l’or à 0,20 J/cm2 (A) et 0,60 J/cm2 (B).
L’argent : comme l’or, l’argent se révèle difficile à transférer. A nouveau, une rapide frag-
mentation de la couche est observée. Les dépôts obtenus à partir d’un substrat donneur de 100
nm d’épaisseur ne sont pas homogènes. Un grand manque de cohésion dans la structure du dépôt
empêche d’obtenir une bonne conduction. La fabrication de lignes d’argent, par cette méthode,
n’est donc non plus pas envisagée dans la suite de cette étude.

Chapitre 4 : Transfert de structures simples 79
L’encre contenant des nanoparticules d’argent sous forme solide : de l’encre conte-
nant des nanoparticules d’argent (Cabot) est préparée par spin-coating (2900 rpm pendant 20
s) sur des substrats de suprasil. Puis l’échantillon est recuit par température à 400 C pendant
30 min. Dans ce cas, nous étudions le transfert de l’encre sous forme solide car une meilleure
conduction de ce matériau est observée après un recuit à 400 C. Or de nombreux substrats,
notamment les substrats flexibles, ne sont pas compatibles avec une telle température de recuit.
Le seuil d’ablation de la couche mince est mesuré à 0,09 J/cm2, figure 4.7A. Le dépôt est très
inhomogène et bien qu’une bonne définition spatiale soit obtenue, de larges lacunes aléatoires
apparaissent à l’intérieur de la structure. Des particules nanométriques sont présentes sur toute la
surface. Leur dimension varie de 10 à 400 nm. A 0,40 J/cm2, le dépôt se densifie, des éclaboussures
sont visibles sur une large zone autour du dépôt (> 100 µm), figure 4.7B. A nouveau des nanobilles
sont présentes sur la surface, mais beaucoup plus denses, certaines se sont agglomérées avec
les billes environnantes pour former des objets plus gros, pouvant atteindre des dimensions
microscopiques. En augmentant la fluence à 0,75 J/cm2, figure 4.7C, les éclaboussures créées
lors du transfert s’étendent jusqu’à 300 µm tout autour du dépôt, la surface est très homogène
et lisse, quelques rares endroits montrent la présence de nanobilles. La résistivité des dépôts est
mesurée à 16 µΩcm, leur conductivité de 59 000 S/cm.
Figure 4.7 – Image MEB pour différentes fluences de dépôts solide d’encre contenant des nanoparticulesd’argent après recuit à 400 C : (A) : (a) Dépôt transféré à 0,09 J/cm2, zoom de la surface (b), (B) : (a)Dépôt transféré à 0,40 J/cm2, zoom de la surface (b), (C) : (a) Dépôt transféré à 0,75 J/cm2, zoom dela surface (b)
La gamme de fluence comprise entre 0,40 à 0,74 J/cm2 présente les meilleures conditions
de transfert. Cependant, à ces fluences, les éclaboussures sont très importantes tout autour des

Chapitre 4 : Transfert de structures simples 80
dépôts, il est donc difficile de réaliser un second dépôt à moins de 200 µm d’espacement. De
plus, la forte quantité de débris entre eux va fortement perturber le transport des charges dans
le canal en configuration transistor.
4.2.1.2 Matériaux imprimés sous forme liquide
Des lignes conductrices liquides sont imprimées à partir de l’encre contenant des nanopar-
ticules d’argent Cabot [170–172]. Le substrat donneur est préparé par spin-coating de l’encre à
2900 rpm pendant 20 s. Puis le côté préparé avec la couche d’encre est placé proche du substrat
receveur (d ≈ quelques dizaines de micrometres). Pour cette configuration, le laser est focalisé
sur le film liquide. Le porte échantillon est rapproché pour que la position du film coïncide avec le
point focal de la lentille. Du transfert à une fluence de 1 × 10−3 J/cm2 résulte un pixel individuel
de 30 à 50 µm avec une épaisseur maximum de 250 nm, comme montré dans la figure 4.8. Aucune
éclaboussure ou éjection de particules n’est visible tout autour du pixel, ce qui est un paramètre
primordial. Lorsqu’un second pixel est imprimé avec un faible recouvrement (drecouvrement < 10
µm), les deux pixels prennent une forme plus longitudinale avec une surface et une épaisseur
plus homogène. Ainsi des lignes d’argent peuvent être imprimées. Après transfert, les lignes sont
recuites à 150 C. Cette température est déterminée car les lignes sont dans ce cas directement
recuites sur le substrat receveur. Pour ne pas endommager les matériaux organiques qui peuvent
être présents sur le substrat lors de ce recuit ainsi que le substrat lui-même, la température de
recuit doit être inférieure à 200 C. Une température de recuit de l’encre à 150 C a montré que le
contact entre les nanoparticules d’argent est créé. Les figures 4.9a et 4.9b illustrent des séries de
lignes parallèles conductrices après recuit de différentes dimensions.
Figure 4.8 – (a) Image de microscopie optique après recuit à 150 C d’une ligne de pixel imprimés parLIFT à partir d’encre contenant des nanoparticules d’argent. (b) Image AFM en 3 dimensions d’un pixel.
L’analyse par MEB d’une ligne de 100 µm de large et 1 mm de long montre une bonne
homogénéité de celle-ci. Aucun trou ou manque de matière n’est présent, le mélange des dépôts
étant effectué sous forme liquide, il est impossible de percevoir le recouvrement des pixels. Une
visualisation proche de la surface est présentée dans la figure 4.9c.

Chapitre 4 : Transfert de structures simples 81
La mesure de la résistivité des lignes imprimées donne des valeurs comprises entre 5 et 10
µΩ.cm, cette résistivité est inférieure à celle de l’argent massif (1,63 µΩ.cm). Cet écart s’explique
par la porosité du matériau imprimé et la présence de résidus organiques. L’effet de ces deux
facteurs limitants peut être réduit en augmentant la température et le temps de recuit, à condition
que cela soit compatible avec le substrat utilisé. Il est donc possible d’atteindre une résistivité
de 5 µΩ.cm soit presque celle de l’aluminium massif (3 µΩ.cm). Ces valeurs sont très inférieures
aux valeurs de résistivité de l’ensemble des polymères conducteurs, 103 fois inférieure à celle du
polymère le plus conducteur, le Pedot :Pss, voir section 4.2.2.5 page 93. Pour comparaison, des
lignes d’encre contenant des nanoparticules d’argent imprimées par la technique du jet d’encre
ont une résistivité presque similaire, 17 µΩ.cm pour un recuit à 130 C [23,173,174].
Figure 4.9 – Images optiques de lignes parallèles conductrices imprimées par LIFT à partir d’encrecontenant des nanoparticules d’argent, après recuit à 150 C : (a) Largeur des lignes : 100 µm, (b) Largeurdes lignes : 30 µm. (c) Images MEB de la surface d’une ligne.
4.2.2 Matériau polymère
Des films minces de PEDOT :PSS ont été réalisés par spin-coating (20 s à 1000 rpm) sur
des substrats transparents de quartz suprasil. Les échantillons ont été recuis à 80 C pendant 20
minutes pour évaporer le solvant. Ces étapes sont recommencées pour obtenir une couche plus
épaisse. L’épaisseur finale de la couche de PEDOT :PSS est homogène et a été mesurée à 300 nm.
L’impression de PEDOT :PSS en utilisant des impulsions laser nano- et picosecondes est étudiée
pour déterminer les conditions d’irradiation optimales [175]. La fluence est variée graduellement
d’une condition insuffisante à casser le film donneur jusqu’à une irradiation excessive.
4.2.2.1 Transfert en régime nanoseconde
Le LIFT de PEDOT :PSS est d’abord étudié en régime nanoseconde. La dynamique de
l’éjection de matière ainsi que la création et propagation d’une onde de choc sont étudiées de 100
ns jusqu’à 2000 ns après l’impact laser. Le seuil d’ablation du film se situe aux alentours de 0,08

Chapitre 4 : Transfert de structures simples 82
J/cm2. L’absorption du PEDOT :PSS est d’environ 70 % à 248 nm pour une épaisseur de 300
nm. L’intensité moyenne de l’irradiation varie de 0,3×107 jusqu’à 2×107 W/cm2. Pour obtenir
un dépôt de matière, il est nécessaire d’irradier le film avec une fluence supérieure à 0,09 J/cm2.
A partir de 0,15 J/cm2, la forme du dépôt commence à être reproductible malgré le manque de
matière par endroit, figure 4.10a.
Figure 4.10 – Images par microscopie optique du substrat donneur (en haut) et du receveur (en bas)du PEDOT :PSS transféré en régime nanoseconde : (a) 0,15 J/cm2, (b) 0,20 J/cm2, (c) 0,25 J/cm2 et(d) 0,30 J/cm2.
Le dépôt le plus homogène et le mieux défini géométriquement est obtenu pour une fluence de
0,20 J/cm2, figure 4.10b. Les bords sont assez bien définis, mais des éclaboussures sont présentes
tout autour des dépôts. Lorsque la fluence augmente, des effets thermiques, caractérisés par
l’éjection de micro-gouttelettes, deviennent de plus en plus visibles. La quantité de particules
éjectées augmente et le dépôt se fragmente, montrant des cassures dans sa structure (apparition
de zones claires dans le dépôt, figures 4.10c et 4.10d). L’éclaircissement de la zone irradiée dans
le substrat donneur en fonction de l’évolution de la fluence montre que de la matière organique
est redéposée dans la zone d’ablation au moins jusqu’à 0,25 J/cm2.
La figure 4.11 présente une série d’images par ombroscopie à 0,40 J/cm2. Ces images illus-
trent clairement l’éjection d’un bloc compact de Pedot :Pss avec une grande vitesse pendant
les premiers instants (quelques centaines de nanosecondes), suivie par une forte décélération.
L’onde de choc se propage avec une géométrie sphérique et avec une vitesse initiale supérieure
au matériau éjecté. Pour toutes les fluences étudiées supérieures au seuil d’ablation, la matière
éjectée est toujours visible derrière l’onde. L’énergie est absorbée dans une petite épaisseur de
polymère proche du substrat. Elle est dissipée thermiquement et mécaniquement induisant la
formation et la propagation d’une onde de choc, l’ionisation, la vaporisation et enfin l’ablation
d’une partie du film mince. L’augmentation de la pression permet l’expulsion. La matière éjectée
garde une bonne cohésion lors de toute sa propagation avec une forme générale plate. La diver-

Chapitre 4 : Transfert de structures simples 83
gence angulaire n’est que de 3 seulement, l’éjection est donc très directive. A cette fluence, la
matière et l’onde se propagent avec des vitesses supérieures à mach 3 (1020,87 m/s), 1100 et 1200
m/s respectivement. A partir d’une distance, comprise entre 0,50 et 0,70 mm, correspondant à
un temps de propagation entre 600 et 800 ns, le matériau ralentit sa propagation, il possède
alors une vitesse quatre fois plus faible que sa vitesse initiale (< 400 m/s). Enfin la propagation
est achevée par la destruction du film, la rupture de la cohésion entraine la fragmentation du
matériau. La distance maximum d’éjection des fragments visibles est mesurée jusqu’à 1,5 mm.
Figure 4.11 – Série d’images par ombroscopie de l’éjection du PEDOT :PSS avec une impulsion nano-seconde à 0,40 J/cm2.
L’impression de PEDOT :PSS est donc possible en régime nanoseconde, mais la gamme de
fluence utilisable est très étroite et se situe dans les basses fluences. Il n’a pas été possible de
déterminer de bonnes conditions de transfert sans éclaboussures et fragments tout autour des
dépôts. Pour l’utilisation de ce matériau en tant qu’électrodes dans une configuration transistor,
il est impératif que les bords soient les mieux définis possible et qu’il y ait un minimum de
fragments éjectés pour ne pas polluer le canal.
4.2.2.2 Transfert en régime picoseconde
Les transferts réalisés par LIFT utilisant le laser Nd :YAG laser sont présentés sur la figure
4.12. A 355 nm, le film de PEDOT :PSS est partiellement transparent à l’irradiation incidente, il
est estimé que seulement 35% de l’énergie incidente est piégée dans la couche, mais dans le petit
volume délimité par la profondeur de pénétration du faisceau et de la surface irradiée, l’intensité
de la radiation peut atteindre 10×109 W/cm2. A partir de 0,20 J/cm2, un transfert partiel est
obtenu, très inhomogène et formé par des fragments, figure 4.12a.

Chapitre 4 : Transfert de structures simples 84
Figure 4.12 – Images par microscopie optique du substrat donneur (en haut) et du receveur (en bas)du PEDOT :PSS transféré en régime picoseconde : (a) 0,20 J/cm2, (b) 0,50 J/cm2, (c) 0,60 J/cm2 et (d)0,70 J/cm2.
Le seuil d’éjection du film de PEDOT :PSS est observé à la fluence de 0,10 J/cm2. La figure
4.13 présente deux séries d’images de l’éjection d’un film de PEDOT :PSS par ombroscopie pour
différentes fluences. L’éjection du PEDOT :PSS est très directive, avec un angle de divergence
de seulement 3 sur plus d’1 mm de propagation.
Figure 4.13 – Séries d’image par ombroscopie de l’éjection du PEDOT :PSS : (a) 0,20 J/cm2, (b) 0,55J/cm2.
Sur la fenêtre temporelle étudiée (de 100 ns jusqu’à 1500 ns après l’impulsion laser), la pro-
pagation du matériau est stable, la vitesse est quasi constante et augmente avec l’augmentation
de la fluence.
Le meilleur transfert est obtenu à 0,40 J/cm2, figure 4.14. La surface est homogène. La
forme est bien définie. Les bords sont assez nets malgré la présence de quelques fragments de
matière éjectés tout autour du dépôt. Il est donc possible de réaliser un second dépôt à une

Chapitre 4 : Transfert de structures simples 85
distance de moins de 100 µm du premier. A 0,45 J/cm2, le nombre de fragments augmente. A
plus forte fluence (0,60 J/cm2), nous observons une grande quantité de débris et d’éclaboussures
tout autour du dépôt, figure 4.12c, couvrant une surface allant sur plus de 100 µm du dépôt.
L’ablation totale de la surface irradiée sur le substrat donneur est effectuée à une fluence de 0,70
J/cm2. A cette fluence, la surface des dépôts commence à être endommagée et leur forme est
partiellement détruite. De grands trous apparaissent dans les dépôts, figure 4.12d.
Figure 4.14 – Image de microscopie optique de dépôts de PEDOT :PSS transférés à 0.40 J/cm2.
Comme en régime nanoseconde, de l’énergie est dissipée sous forme d’une onde de choc. Cette
onde précède l’éjection de matière. Toutefois, aux fluences égales et supérieures à 0,40 J/cm2,
nous pouvons distinguer des fragments du matériau organique se propager plus vite que l’onde de
choc, 4.13b. Plusieurs explications peuvent être envisagées pour décrire ce phénomène. Le plus
probable est l’inhomogènéité du faisceau laser. Certaines zones reçoivent une quantité d’énergie
bien supérieure lors de l’impact laser, se traduisant par une éjection plus rapide de la matière.
Ce phénomène commence à être visible sur les images aux alentours de 300 ns, dans la zone
basse de la zone éjectée. Un amas de matière se propageant plus rapidement (+ 15 %) se détache
de la couche. Vers 700 ns, cet amas dépasse l’onde de choc principale. Il est vraisemblable de
penser que cet amas se déplace avec sa propre onde de choc, imperceptible sur ces images dû à
la technique d’éclairage utilisée. Le problème majeur est que le matériel éjecté ne reste pas dans
une forme de bloc compact et plat comme observé en régime nanoseconde, ce qui engendre sa
destruction à ce stade de sa propagation.
Par ailleurs, nous observons deux phases lors de l’éjection, l’une rapide l’autre lente. Une partie
du film reste près du substrat. Le film mince de PEDOT :PSS est préparé par deux couches
successives par spin-coating, il est probable que nous observons les deux couches se séparer et se
propager avec des vitesses différentes. Le tableau 4.1 reporte les vitesses d’éjection moyenne du
PEDOT :PSS et de l’onde de choc.

Chapitre 4 : Transfert de structures simples 86
Fluence (J/cm2) Pedot :Pss avec 25 nm d’or avec 50 nm d’argentMatériel Onde Matériel Onde Matériel Onde
0,10 230 m/s 430 m/s 260 m/s 410 m/s 110 m/s -0,20 590 m/s 640 m/s 730 m/s 810 m/s 460 m/s -0,40 900 m/s 960 m/s 1120 m/s 1190 m/s 760 m/s -0,60 1140 m/s 1210 m/s 1530 m/s 1600 m/s 1070 m/s -
Table 4.1 – Vitesses du front de matière de PEDOT :PSS avec et sans couche protectrice en fonctionde la fluence.
Nous pouvons déduire que les mécanismes de dissipation d’énergie résultant de l’interaction
laser/matière sont régis différemment en régime nanoseconde et picoseconde. L’éjection de la
matière intervient plus rapidement dans ce dernier, comme nous pouvons le voir sur le graphique
comparatif des deux régimes d’éjection, figure 4.15. En régime nanoseconde le matériau garde une
cohésion plus longtemps même pendant la phase de ralentissement due à l’interaction du matériau
avec l’atmosphère ambiante. Lors de l’éjection en régime picoseconde, le matériau garde une
vitesse a peu près constante lors de son éjection, mais se fragmente très rapidement (destruction
du film).
Figure 4.15 – Comparaison de l’éjection du PEDOT :PSS avec une impulsion nanoseconde à 0,40J/cm2 (losange bleu) et picoseconde 0,50 J/cm2 (carré rouge). Les lignes sont des guides pour les yeux.
4.2.2.3 Analyse des dépôts
Des images MEB comparatives des surfaces du PEDOT :PSS transféré avec les deux lasers
sont montrées dans la figure 4.16. Les structures des surfaces sont très différentes pour les deux
temps d’impulsion. En régime nanoseconde, des trous micro-métriques sont visibles sur toute
la surface induisant une grande inhomogénéité ainsi qu’une grande rugosité, figures 4.16A,a
et 4.16A,b. L’absorption semble se produire en différents points, créant des micro bulles ou

Chapitre 4 : Transfert de structures simples 87
micro explosions sur toute la surface. Dans le régime picoseconde, la structure est beaucoup plus
homogène, figure 4.16B. En régime nanoseconde, les effets thermiques sont très importants sous
l’irradiation UV. Le polymère est très absorbant à l’irradiation incidente et l’énergie est piégée
dans un petit volume délimité par la pénétration optique du faisceau à l’intérieur de celui-ci.
Pendant la phase d’ablation, le Pedot :Pss est partiellement vaporisé et les produits de l’ablation
(gaz, particules solides ou liquides, Fig. 4.16A.c) sont expulsés de la couche transférée donnant
cette morphologie de surface. Au contraire, dans le régime picoseconde, un volume plus grand
du film est affecté par l’irradiation directe mais les effets thermiques sont limités à cause de la
courte durée d’impulsion (Fig. 4.16B.b).
Figure 4.16 – Images MEB de la surface des dépôts de PEDOT :PSS transférés sur silicium. Série (A)PEDOT :PSS irradié à 248 nm avec une impulsion de 35 ns. Série (B) PEDOT :PSS irradié à 355 nmavec une impulsion de 50 ps. (a) surface de l’échantillon, (b) zoom sur la surface, (c) bord du dépôt.
4.2.2.4 Influence d’une couche protectrice
Pour éviter les dommages directs dus aux lasers, une couche protectrice (DRL) métallique
est utilisée. L’absorption du faisceau laser est alors confinée dans le DRL dont la profondeur
de pénétration est plus petite que celle de la couche organique dans les deux longueurs d’onde
étudiées, ce qui va permettre de comparer les mécanismes en s’affranchissant des propriétés d’ab-
sorption du PEDOT :PSS.

Chapitre 4 : Transfert de structures simples 88
Couche protectrice d’or :
Nous étudions le transfert avec un DRL en or. La longueur d’absorption de l’or est de 13 nm
à 248 nm et de 15 nm à 355 nm.
Nous choisissons d’étudier le transfert de PEDOT :PSS avec une épaisseur de 25 nm d’or
en régime picoseconde. Le film commence a être ablaté à partir de 0,18 J/cm2. Les meilleurs
transferts sont observés pour une fluence de 0,20 J/cm2 (figure 4.17). Les dépôts sont homogènes
et les bords sont très bien définis sans fragment, la résolution spatiale est excellente. La surface
environnante est restée propre, aucune éclaboussure ou fragment n’est observé. Des conditions
similaires sont obtenues entre 0,21 J/cm2 et 0,40 J/cm2 mais des débris métalliques peuvent
apparaître tout autour ou sur le dépôt. Ces débris sont facile à enlever avec un léger flux d’air.
Au delà de 0,30 J/cm2, la couche métallique du substrat donneur est détruite sur une surface
largement supérieure à la taille de la zone irradiée sous un fort stress mécanique, ce qui explique
la présence de résidus sur le substrat receveur. A 0,40 J/cm2, quelques effets thermiques sont
visibles sur la surface du dépôt et à des fluences supérieures, le PEDOT :PSS transféré est
sévèrement détérioré.
Figure 4.17 – Dépôts de Pedot :Pss protégé par 25 nm d’or avec le laser picoseconde à 0.20 J/cm2.
La figure 4.18 montre deux séries d’image par ombroscopie de l’éjection du PEDOT :PSS avec
25 nm d’or à différents temps après l’irradiation laser. L’éjection de matière est très directive,
avec un angle de divergence 10 pour une distance de propagation de plus de 2 mm. Les images
obtenues à la fluence de 0,40 J/cm2 révèlent là aussi la séparation de deux couches. La couche d’or
quant à elle est difficile à observer. L’absorption du faisceau laser a lieu dans le film d’or lequel
se vaporise, ce qui provoque l’éjection du film sous une contrainte mécanique. Le film garde
sa cohésion durant un court instant, puis commence à se fragmenter. Cependant, la cohésion
est maintenue plus longtemps pour de faibles fluences. Pour 0,10 J/cm2, le matériau apparaît
fragmenté à 700 ns alors qu’à 0,40 J/cm2, la fragmentation se produit à 200 ns. Dans les deux
cas, cela correspond à une distance de propagation d’environ 100 µm. La vitesse d’éjection du
PEDOT :PSS avec DRL en or est rapportée dans le tableau 4.1. La figure 4.19 montre, en orange,

Chapitre 4 : Transfert de structures simples 89
l’évolution de la distance d’éjection en fonction du temps et permet de comparer avec l’éjection
du PEDOT :PSS seul, en bleu. Les vitesses d’éjection sont nettement supérieures au cas du
PEDOT :PSS seul mais la même allure de propagation est observée.
Figure 4.18 – Séries d’images par ombroscopie de l’éjection du PEDOT :PSS avec 25 nm d’or en régimepicoseconde aux fluences de 0.10 (a) et 0.40 J/cm2 (b).
Il est intéressant de noter l’efficacité du DRL à transmettre une énergie cinétique supérieure
à celle observée avec uniquement la couche organique. Pour chaque fluence étudiée, le film d’or
donne une éjection plus rapide et une distance de propagation légèrement plus grande. Le ma-
tériau éjecté se propage dans l’air, la résistance que lui oppose celui-ci a pour effet de causer sa
fragmentation. Il serait donc judicieux de faire de tel transfert sous vide. Néanmoins les études
effectuées sous ces conditions ont aussi révélé que la vitesse d’éjection est considérablement aug-
mentée, causant souvent des dommages au substrat receveur [117].
Figure 4.19 – Distance d’éjection en fonction du temps du PEDOT :PSS seul (bleu) et avec une coucheprotectrice d’or de 25 nm d’épaisseur (orange) aux fluences de 0,10 J/cm2 (losange), 0,20 J/cm2 (carré)et 0,50 J/cm2 (rond).
La distance maximale entre les substrats donneur et accepteur doit rester très petite pour
obtenir des dépôts valides (maximun 100 µm). Lorsqu’un substrat receveur est en place, une
réflexion de l’onde de choc est observée sur celui-ci. Elle se propage alors dans le sens opposé et

Chapitre 4 : Transfert de structures simples 90
heurte le matérau éjecté, provoquant de sérieux dommages dans le film, allant jusqu’à le détruire
en fragments [117]. Pour éviter ces perturbations, il est nécessaire de conserver les substrats en
proche proximité et de choisir des conditions d’irradiations adéquates.
En régime nanoseconde, les meilleures conditions d’impression sont obtenues à une fluence de
0,15 J/cm2. Le dépôt est présenté dans la figure 4.20.B.a. Les bords sont nets malgré la présence
de quelques fragments de matière localisés très près des bords. Le dépôt n’est pas homogène, la
surface est perturbée par des micro-cavités, comme nous avons vu pour le transfert sans DRL.
La même étude est effectuée avec un DRL de 10 nm d’or en régime picoseconde. Les meilleurs
conditions de dépôt sont observées à 0,35 J/cm2, figure 4.20A.a. De gros fragments sont retrou-
vés sur et autour du dépôt, figure 4.20A.b, dans ce cas, un souffle d’air ne permet pas de les
enlever. La couche d’or ne protège pas totalement le film de PEDOT :PSS. Des éclaboussures et
des fragments de matière sont observés autour du dépôt et la gamme de fluences utilisables pour
obtenir un transfert viable est alors réduite.
Les investigations MEB révèlent une contamination des matériaux polymères transférés avec
des débris métalliques résiduels (figure 4.20). Des analyses EDS nous permettent de conclure que
la contamination est localisée dans de micro- et nano-particules d’or, figure 4.20B.b et 4.20C.b,
sur la surface du polymère pour les transferts obtenus dans les deux régimes. Pour le cas de
l’impression avec un DRL en or de 10 nm dans le régime picoseconde, les analyses EDS montrent
que les fragments sur et autour des dépôts, figure 4.20A.b, sont constitués d’un mélange de PE-
DOT :PSS et de métal. Dans ce cas, les résidus métalliques sont présents uniquement dans ces
derniers et non distribués aléatoirement sur la surface.
En conclusion pour le cas d’un DRL en or, les meilleurs conditions de transfert sont obtenues
lorsque l’épaisseur du film métallique correspond au double de la longueur d’absorption de l’or,
soit environ 25 nm.
Couche protectrice d’argent :
L’impression de PEDOT :PSS est à présent effectuée avec un DRL d’argent.
En régime picoseconde, une épaisseur de 50 nm est choisie car, à cette longueur d’onde,
l’épaisseur de la couche protectrice a quasiment la même valeur que la longueur d’absorption du
faisceau. Les expériences effectuées n’ont pas permis d’obtenir un dépôt acceptable sur toutes la
gamme de fluence explorée, comme montré dans la figure 4.21B. Les structures sont très inho-
mogènes et mal définies.

Chapitre 4 : Transfert de structures simples 91
Figure 4.20 – Images MEB complétées d’analyses EDS de dépôts et du zoom associé de la surface dePEDOT :PSS imprimés avec un DRL en or. Régime picoseconde : (A) à 0,35 J/cm2 avec un DRL de 10nm, (B) à 0,28 J/cm2 avec un DRL de 25 nm. Régime nanoseconde : (C) à 0,15 J/cm2 avec un DRL de25 nm.
Nous choisissons de diminuer l’épaisseur de la couche du DRL d’argent à 25 nm. De bonnes
conditions de transfert sont obtenues pour des fluences comprises entre 0,28 et 0,46 J/cm2.
Les bords sont précisément définis mais ne sont pas très réguliers. Les analyses MEB ont permis
d’observer des particules nanométriques sur toute la surface du dépôt, figure 4.21A.b. Les analyses
EDS ont déterminé que ces particules sont des billes d’argent.
En régime nanoseconde, le seuil d’ablation du PEDOT :PSS avec 50 nm d’argent est observé à
0,09 J/cm2. De bonnes conditions de transfert sont obtenues à partir de 0,16 J/cm2. Le dépôt est
présenté dans la figure 4.21C.a. Les bords sont très nettement découpés et très peu de particules
sont présentes tout autour. A nouveau les analyses MEB et EDS révèlent la présence de particules
nanométriques d’argent sur la surface du dépôt, figure 4.21C.b. Des gros fragments d’argent sont
parfois présents autour des dépôts, il est cependant facile de les enlever avec un léger souffle d’air.

Chapitre 4 : Transfert de structures simples 92
Figure 4.21 – Images MEB de dépôts et du zoom associé de la surface de PEDOT :PSS imprimés avecun DRL en argent. Régime picoseconde : (A) à 0,28 J/cm2 avec un DRL de 25 nm, (B) à 0,30 J/cm2
avec un DRL de 50 nm. Régime nanoseconde : (C) à 0,16 J/cm2 avec un DRL de 50 nm.
De bonnes conditions de transfert sont maintenues jusqu’à la fluence de 0,40 J/cm2. Au delà de
0,45 J/cm2, les dépôts deviennent inhomogènes, des cassures apparaissent dans la structure et
des éclaboussures et des fragments de matière sont éjectés autour des dépôts.
La figure 4.22 montre une série d’images par ombroscopie de l’éjection du PEDOT :PSS avec
le DRL en argent. Sur la fenêtre temporelle étudiée, de 100 ns jusqu’à 5 µs après l’impulsion laser,
nous apercevons distinctement le film éjecté précédé par l’onde de choc. L’éjection est d’abord
très rapide, le matériau parcourt 1 mm en 1 µs, puis le matériau ralentit. A partir de 2000 ns,
nous observons l’éjection d’un nuage que nous interprétons comme étant des particules d’argent.
Ce nuage se propage ensuite sur une très grande distance.
Figure 4.22 – Images ombroscopiques de l’éjection du PEDOT :PSS avec 50 nm d’argent en régimenanoseconde à 0,40 J/cm2.

Chapitre 4 : Transfert de structures simples 93
Synthèse :
Le transfert d’un matériau organique est plus délicat que les matériaux métalliques, néan-
moins nous obtenons de bons résultats pour des dépôts réalisés dans les deux régimes de durée
d’impulsion. Cependant la gamme de fluence de transfert est très étroite. Ainsi nous avons dé-
terminé avec précision que la meilleure impression en régime ps est obtenue à la fluence de 0,40
J/cm2 et à 0,20 J/cm2 en régime ns pour une épaisseur de 300 nm.
Nous avons démontré les avantages de l’utilisation d’une couche sacrificielle protectrice (DRL).
Le choix du matériau ainsi que de l’épaisseur de celui-ci sont des paramètres cruciaux pour tirer
profit de cette couche. Une fois ces paramètres déterminés : pour l’or à 25 nm, pour l’argent
à 25 nm en régime ps et 50 nm en régime ns ; nous avons observé une plage plus grande de
fluence utilisable. De plus, nous obtenons de bonnes conditions de transfert tout en réduisant
la fluence seuil. La quantité de débris de matières organiques est considérablement diminuée
et même dans certains cas, totalement supprimée. Les dépôts sont beaucoup plus homogènes,
leur forme générale est mieux définie et les effets thermiques et photochimiques de l’irradiation
laser sont quasiment absents sur le polymère. Ainsi les meilleures conditions de transfert sont
obtenues, pour le cas du DRL en or, à 0,20 J/cm2 en régime picoseconde et à 0,15 J/cm2 en
régime nanoseconde, pour le cas du DRL en argent à 0,28 J/cm2 en régime ps et 0,16 J/cm2 en
régime ns. Par contre, une pollution de tous les dépôts par le DRL utilisé est à noter sous forme
de nanoparticules métalliques.
Le matériau est, dans tous les cas étudiés, éjecté avec une très grande directivité. Les vitesses
d’éjection sont beaucoup plus élevées en régime ps, mais la cohésion du matériau est plus rapi-
dement perdue. Une dynamique de propagation différente est observée en régime ns, le matériau
est tout d’abord éjecté très rapidement puis continue sa propagation à une vitesse beaucoup plus
faible. Le matériau conserve sa cohésion sur de grandes distances (> 1 mm).
Par ailleurs, la nature du faisceau du laser KrF permet d’obtenir sur l’échantillon un profil
d’énergie plus homogène que celui du faisceau gaussien du laser Nd :YAG. L’inhomogénéité de
l’énergie du faisceau peut être une raison majeure de la fragmentation du matériau éjecté avec
ce dernier.
4.2.2.5 Propriétés électriques
Afin de mesurer la résistivité des structures transférées, des lignes de PEDOT :PSS ont été
imprimées avec différentes valeurs de recouvrement entre les dépôts à partir de films donneurs
sans couche protectrice d’or en régime picoseconde à 0.40 J/cm2. Puis des lignes d’électrodes
d’or séparées d’une distance de 250 µm ont été évaporées à l’aide d’un masque. Des mesures

Chapitre 4 : Transfert de structures simples 94
I(v) ont été effectuées pour différentes distances sur les lignes. Les nombreuses mesures pour
une même distance montrent une excellente reproductibilité des caractéristiques, figure 4.23b,
mais soulignent aussi la difficulté d’obtenir un contact électrique entre deux spots juxtaposés.
Les résultats pour différentes distances (de 250 µm jusqu’à 1060 µm) sont présentés dans la
figure 4.23a. La valeur de la résistance augmente avec la distance. A partir de ces mesures, une
résistivité moyenne des dépôts a pu être estimée à 5×10−3 Ω.cm, ce qui correspond à environ
trois ordres de grandeur plus grands de celle obtenue avec l’encre contenant des nanoparticules
d’argent. La valeur de la conductivité associée est de 200 S.cm−1 (voir équation 3.5). Les valeurs
obtenues sont proches des données constructeurs 0.01 à 0.02 Ω.cm, ainsi que de celles obtenues par
impression jet d’encre du PEDOT :PSS 13×10−3 Ω.cm [23]. Des valeurs similaires sont obtenues
avec des lignes de PEDOT :PSS imprimées à l’aide d’un DRL de 25 nm d’or. La présence des
nanoparticules d’or ne semble donc pas perturber la conduction de la couche organique.
Figure 4.23 – Mesures I(v) des dépôts de PEDOT :PSS. (a) Variation de la distance : en bleu : 250µm, en rouge : 700 µm et en vert : 1060 µm. (b) Reproductibilité sur différents dépôts à 250 µm.
4.2.3 Synthèse
Nous avons démontré la capacité de la technique d’impression par LIFT à fabriquer les
électrodes d’un transistor organique. Les transferts à base de matériaux métalliques se révèlent
beaucoup plus efficaces avec l’encre contenant des nanoparticules, la faible fluence nécessaire
pour le transfert ainsi que la grande précision spatiale de chaque goutte permettent de réaliser
des lignes parallèles très proches (< 50 µm) et très fines (< 20 µm). Le principal désavantage
est la nécessité de recuire ces lignes après impression, ce qui impose une compatibilité avec
le substrat et dans certaines configurations transistor, avec le semi-conducteur organique. Ce
même problème est retrouvé dans l’impression par jet d’encre. La technique LIFT est capable

Chapitre 4 : Transfert de structures simples 95
d’imprimer un polymère tout en maintenant ses performances électriques à un niveau significatif.
Le transfert avec une couche protectrice est par contre une optimisation nécessaire pour obtenir
des dépôts mieux définis et beaucoup plus homogènes. Les images par ombroscopie démontrent
qu’un transfert est possible même si un faible écart est imposé entre le substrat donneur et
receveur (d < 100 µm) mais aussi que l’onde de choc produite peut avoir des répercutions sur le
matériau lors de sa propagation.
4.3 Etude du transfert d’un isolant organique
4.3.1 Transfert du polymethyle methacrylate (PMMA)
L’ablation laser repose sur l’interaction entre l’impulsion laser et le matériau. La condition
de base pour l’ablation laser est de concentrer suffisamment de puissance dans un volume de
matière. Cette action est plus efficace si la matière absorbe fortement à la longueur d’onde la-
ser. Néanmoins les matériaux faiblement absorbants sont également susceptibles de subir une
ablation, mais à une plus forte puissance. Même les matériaux transparents peuvent être ablaté
par la création de défauts absorbant sous l’action d’une impulsion de forte puissance, ou par
absorption non-linéaire.
Des expériences ont été conduites pour un transfert par LIFT d’un film de PMMA avec une
impulsion picoseconde. L’impression de pixels est obtenue pour des épaisseurs de film de 700
nm. Une épaisseur plus faible entraine la destruction partielle de la couche au cours du transfert.
Par ailleurs aucun dépôt ne se produit sur toute la zone irradiée. De plus, la couche de Si du
substrat receveur est endommagée, le PMMA n’absorbant que très peu l’irradiation UV. Une
épaisseur supérieure exige une fluence plus élevée pour obtenir le transfert, entraînant également
des dommages sur la couche transférée.
Le substrat donneur est réalisé par le spin-coating d’une solution de PMMA en poudre dilué
dans de l’anisole, à des concentrations comprises entre 6 et 10 % en masse, sur un substrat de
suprasil nettoyé (5 s à 1000 rpm, puis 20 s à 2000 rpm). Enfin l’échantillon est recuit à 120 C
pendant 20 min. La couche de PMMA résultante possède une épaisseur de 700 nm et une capacité
Ci de 6,3 nF/cm2. La morphologie de la couche a été observée par AFM et est présentée sur la
figure 4.24. La zone étudiée montre une bonne homogénéité, présentant une rugosité moyenne
de 3 nm et un rapport pic-vallée maximum de 24 nm.

Chapitre 4 : Transfert de structures simples 96
Figure 4.24 – Images AFM 3 dimensions de la couche de PMMA sur le substrat donneur.
L’ablation de la couche de PMMA commence à une fluence faible, c’est à dire 0,10 J/cm2,
entraînant uniquement le transfert de petits fragments déchirés du polymère, figure 4.25a. Le
meilleur transfert est obtenu à 0,21 J/cm2, montré dans la figure 4.25b. La surface reste assez
homogène, figure 4.26a, la zone étudiée par AFM présente une rugosité moyenne de seulement
3 nm avec un ratio pic-vallée de 19 nm. La surface du dépôt de PMMA montre une bonne
interface pour la déposition d’une couche semi-conductrice ou conductrice. Le dépôt est bien
défini spatialement mais les bords de la structure ne sont pas rectilignes, néanmoins aucun
fragment ou particule éjecté n’est visible autour du dépôt, seuls quelques petits débris sont
présents sur la surface, figure 4.26b. L’épaisseur moyenne du dépôt est de 400 nm (Ci = 5,6
nF/cm2), signifiant que 30 % de la couche est manquante dans le dépôt. Nous retrouvons une
partie non transférée du matériau dans la zone ablatée.
Figure 4.25 – Image par microscopie optique de dépôt de PMMA par LIFT : (a) 0,10 J/cm2, (b) 0,21J/cm2, (c) 0,30 J/cm2.
Une fluence supérieure à 0,30 J/cm2 conduit à endommager la surface des dépôts en créant
des trous et des irrégularités, la couche présente des déchirures aléatoires. Des particules et des
fragments sont éjectés tout autour du dépôt ainsi que sur la surface, figure 4.25c.

Chapitre 4 : Transfert de structures simples 97
Figure 4.26 – Images AFM 3 dimensions d’un dépôt de PMMA. (a) Surface du dépôt. (b) Bord dudépôt avec le profil associé.
Le transfert du PMMA se révèle très difficile du fait de sa très faible absorption à l’UV. Il
est nécessaire d’obtenir les conditions optimales pour tous les paramètres interagissant dans la
technique LIFT. Un faible écart peut conduire soit à la destruction du dépôt de PMMA soit à
l’altération du substrat receveur. L’utilisation d’une couche protectrice sacrificielle s’avère donc
une nécessité.
4.3.2 Transfert avec une couche protectrice
Les mêmes conditions de préparation de l’échantillon de PMMA sont reproduites avec dans
ce cas, la déposition préalable d’une couche d’or de 25 nm. L’insertion d’une couche d’or améliore
les conditions de transfert de la couche de PMMA. La fluence de transfert est plus faible (0,17
J/cm2). Néanmoins une pollution de la surface du dépôt de PMMA par des débris d’or est
observée, similaire à ce qui a été observé dans le cas du Pedot :Pss.
4.3.3 Synthèse
L’impression d’un diélectrique est donc réalisable par LIFT. Néanmoins le PMMA étant
très transparent à l’irradiation laser UV, il est nécessaire d’utiliser un DRL pour améliorer les
conditions de déposition (abaissement de la fluence seuil de transfert, prévention des dommages
créés par l’irradiation laser). Un DRL métallique comme de l’or implique une possibilité de
pollution du diélectrique imprimé par des débris résiduels sur sa surface.

Chapitre 4 : Transfert de structures simples 98
4.4 Transfert de semi-conducteurs organiques
Dans cette section nous allons étudier le transfert de semi-conducteurs de type oligomère. Le
semi-conducteur est un élément majeur dans la fabrication de transistor, la structure du dépôt
doit être bien définie et les propriétés électriques des matériaux doivent être maintenues. Il est
donc nécessaire de déterminer les meilleures conditions de dépôt. Pour chacun des matériaux étu-
diés, nous allons déterminer le seuil de transfert et la plage de fluences efficaces qui va permettre
l’impression de structures avec une bonne homogénéité et résolution spatiale.
4.4.1 Semi-conducteurs de type p
4.4.1.1 Phthalocyanine de cuivre (CuPc)
L’épaisseur minimale de la couche de CuPc a été estimée à 85 nm mais les dépôts les plus
homogènes sont obtenus pour une épaisseur comprise entre 100 et 120 nm, comme montré dans
la figure 4.27. Le film mince de CuPc est préparé par évaporation thermique sous vide (2 × 10−6
mbar à température ambiante). L’utilisation d’une épaisseur plus fine résulte en une perte de
cohésion rapide lors du transfert, résultant en fragments et débris sur le substrat receveur. A
l’opposé, une épaisseur plus grande contribue à augmenter le seuil de transfert, le nombre de
particules éjectées et la quantité d’éclaboussures. Il y a une fluence optimale à trouver entre un
élan insuffisant et une irradiation excessive de la couche de 120 nm. A partir de 0,06 J/cm2,
la couche de CuPc commence à être transférée mais de nombreux trous et zones inhomogènes
apparaissent dans la surface du dépôt (figure 4.27a).
Figure 4.27 – Image de microscope optique de dépôts de CuPc en fonction de la fluence de transfert.
Les meilleurs pixels sont obtenus à 0,09 J/cm2, figure 4.27b. Les bords sont précisément défi-
nis, ainsi que la forme carrée des dépôts. La quantité de particules éjectées est limitée mais elles
sont présentes tout autour. Les investigations AFM de la surface du substrat donneur révèlent
que la couche est clairement homogène, la topographie est montrée dans la figure 4.28a. L’épais-

Chapitre 4 : Transfert de structures simples 99
seur de la couche est à peu près la même sur tout l’échantillon et le profil montre un gradient très
faible. La rugosité moyenne de la surface sur la zone étudiée est de 3 nm et le ratio pic-vallée de
10 nm. En comparaison, la figure 4.28b montre la topographie de la surface du dépôt de CuPc
imprimé dans les meilleures conditions. Il est important de noter que ce n’est pas le même côté
de la couche de CuPc qui est étudié sur la figure 4.28a et 4.28b, néanmoins, comme le donneur
est fait par évaporation, il fournit une bonne estimation pour la comparaison. La surface du
dépôt a été endommagée au cours de l’irradiation laser, de petites zones sombres sont visibles
par endroit avec le microscope optique. Le dépôt possède une rugosité de surface plus élevée. La
zone étudié par AFM révèle une rugosité moyenne de 12 nm avec un ratio pic-vallée de 40 nm.
De petits débris, dus à la dégradation par l’irradiation laser, sont présents aux abords du dépôt.
Le pixel a subit une rapide et brutale ablation ceci se répercutant sur les premières dizaines de
nanomètres de la couche supérieure ainsi que sur les bords. L’épaisseur mesurée du dépôt est de
seulement 95 nm. Tout le matériau n’a pas été transféré et une fine couche de CuPc est restée ou
s’est redéposée dans la zone ablatée du substrat donneur. La figure 4.29 présente une image AFM
d’une zone de cette couche. La rugosité pic-vallée est de 20 nm et la rugosité moyenne est de 5
nm. La même construction que la surface de la couche évaporée est constatée. L’augmentation
de la fluence revient à augmenter la quantité d’énergie reçue par le matériau transféré, causant
des dommages par fusion ou par ablation directe. Le dépôt est endommagé surtout à la surface
et beaucoup de débris sont éjectés tout autour de lui.
Figure 4.28 – Images AFM 3 dimensions du CuPc : surface sur le substrat donneur avec le profil associé(a) et surface du dépot avec le profil associé (b).
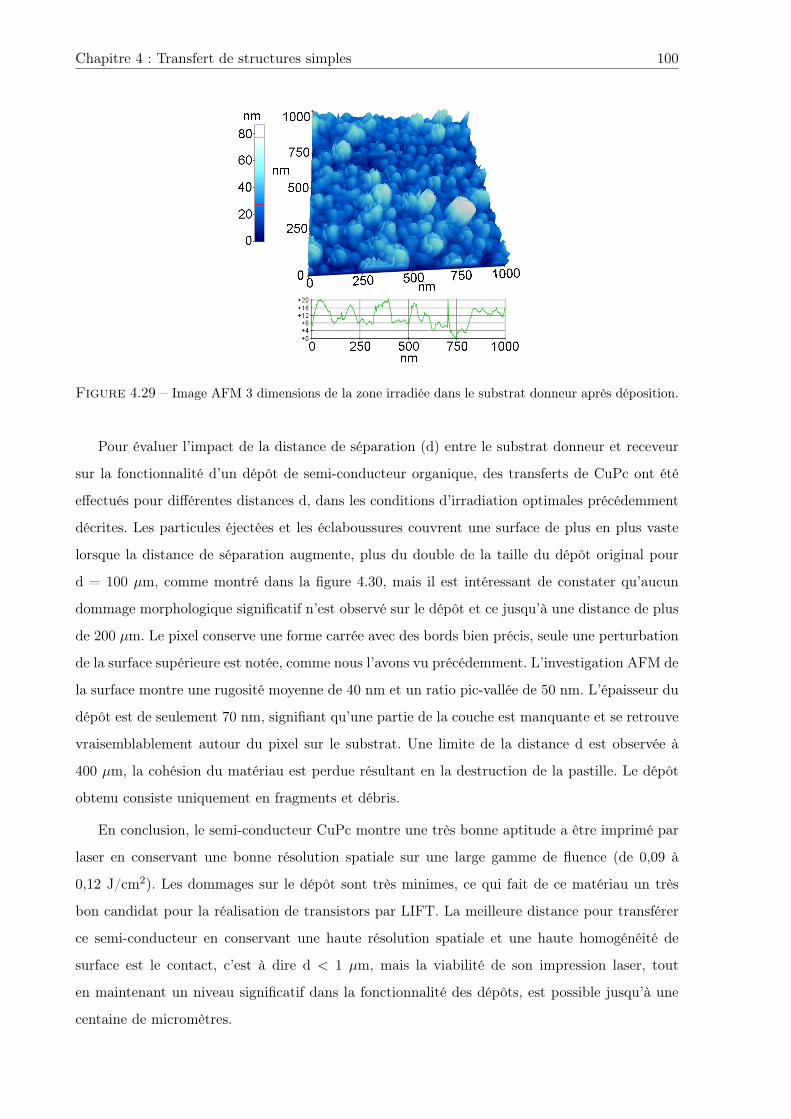
Chapitre 4 : Transfert de structures simples 100
Figure 4.29 – Image AFM 3 dimensions de la zone irradiée dans le substrat donneur après déposition.
Pour évaluer l’impact de la distance de séparation (d) entre le substrat donneur et receveur
sur la fonctionnalité d’un dépôt de semi-conducteur organique, des transferts de CuPc ont été
effectués pour différentes distances d, dans les conditions d’irradiation optimales précédemment
décrites. Les particules éjectées et les éclaboussures couvrent une surface de plus en plus vaste
lorsque la distance de séparation augmente, plus du double de la taille du dépôt original pour
d = 100 µm, comme montré dans la figure 4.30, mais il est intéressant de constater qu’aucun
dommage morphologique significatif n’est observé sur le dépôt et ce jusqu’à une distance de plus
de 200 µm. Le pixel conserve une forme carrée avec des bords bien précis, seule une perturbation
de la surface supérieure est notée, comme nous l’avons vu précédemment. L’investigation AFM de
la surface montre une rugosité moyenne de 40 nm et un ratio pic-vallée de 50 nm. L’épaisseur du
dépôt est de seulement 70 nm, signifiant qu’une partie de la couche est manquante et se retrouve
vraisemblablement autour du pixel sur le substrat. Une limite de la distance d est observée à
400 µm, la cohésion du matériau est perdue résultant en la destruction de la pastille. Le dépôt
obtenu consiste uniquement en fragments et débris.
En conclusion, le semi-conducteur CuPc montre une très bonne aptitude a être imprimé par
laser en conservant une bonne résolution spatiale sur une large gamme de fluence (de 0,09 à
0,12 J/cm2). Les dommages sur le dépôt sont très minimes, ce qui fait de ce matériau un très
bon candidat pour la réalisation de transistors par LIFT. La meilleure distance pour transférer
ce semi-conducteur en conservant une haute résolution spatiale et une haute homogénéité de
surface est le contact, c’est à dire d < 1 µm, mais la viabilité de son impression laser, tout
en maintenant un niveau significatif dans la fonctionnalité des dépôts, est possible jusqu’à une
centaine de micromètres.

Chapitre 4 : Transfert de structures simples 101
Figure 4.30 – Image de microscopie optique d’un dépôt de CuPc avec une distance de séparation d de100 µm imprimé à 0,09 J/cm2.
4.4.1.2 Distyrylquaterthiophenes (DS4T)
4.4.1.2.1 Transfert de DS4T
L’impression laser de DS4T est étudiée par LIFT en régime nanoseconde et picoseconde dans
le but de déterminer les conditions optimales d’irradiation. Comme nous l’avons vu dans la sec-
tion 3.6.2.2 page 64, le DS4T n’est que faiblement absorbant à l’ultra-violet. Nous estimons que
pour un film de 150 nm d’épaisseur, 50 % de l’irradiation est absorbée à 355 nm et 65 % à 248
nm. Une quantité d’énergie significative est transmise à travers la couche et peut endommager
directement le substrat receveur. Les films minces de DS4T sont préparés par évaporation ther-
mique sous vide (2 × 10−6 mbar à température ambiante)
Etude en régime nanoseconde :
Pour obtenir le transfert de 150 nm de DS4T en régime nanoseconde, il est nécessaire d’irradier
le film donneur avec une fluence supérieure à 0,10 J/cm2. A cette fluence, seulement un transfert
partiel est obtenu, formé par des fragments (figure 4.31a). Beaucoup de matière reste dans la
zone ablatée du donneur. La forme carrée du dépôt est bien définie à 0,20 J/cm2, le dépôt devient
plus homogène mais des éclaboussures apparaissent tout autour, figure 4.31b. A partir de 0,40
J/cm2, les dépôts deviennent homogènes, des débris brulés, en noir sur l’image, sont présents
autour et sur la surface, figure 4.31c. Le film donneur est uniformément ablaté à la fluence de 0,80
J/cm2. Un cercle clair apparaît autour de la zone ablatée, figure 4.31d. Le dépôt correspondant
est complètement noir, signifiant que le film de DS4T a souffert de la trop forte irradiation laser.
A plus forte fluence, beaucoup de dommages sont présents dans la structure des dépôts. Le cercle
clair présent sur le donneur peut atteindre le double de la taille de la zone irradiée.

Chapitre 4 : Transfert de structures simples 102
Figure 4.31 – Dépôt de 150 nm de DS4T pour différentes fluences en régime nanoseconde (Bas). Zoned’ablation correspondante (Haut).
La figure 4.32a montre une série d’images à différents temps après l’impact laser. L’étude
de la dynamique du transfert par ombroscopie montre que le matériau est éjecté de manière
très directive, avec un angle de divergence de seulement 4 pour une propagation sur plus d’un
demi-millimètre.
Figure 4.32 – Séries d’images par ombroscopie résolues en temps de l’éjection en régime nanoseconde :(a) DS4T 150 nm à 0,40 J/cm2, (b) DS4T 150 nm avec 25 nm d’or à 0,40 J/cm2.
Le DS4T est éjecté sous la forme d’un bloc compact avec un front de propagation très plat.
Les images révèlent aussi que la propagation d’une onde de choc précéde le front de matière. La
propagation du matériau s’achève à une distance de plus de 1 mm avec la destruction du film.

Chapitre 4 : Transfert de structures simples 103
Etude en régime picoseconde :
Les résultats obtenus en régime picoseconde sont assez similaires. Le seuil de transfert du film
de 150 nm est déterminé à 0,10 J/cm2. Un dépôt partiel est obtenu, mais non homogène. De la
matière reste dans la zone ablatée. La forme se précise en augmentant la fluence, malgré des bords
indéfinis. Chacun des dépôts est recouvert par des débris. Des éclaboussures sont observées sur
une très grande surface tout autour du pixel. De ce fait, une très grande rugosité moyenne de la
surface des dépôts est mesurée par AFM. Le film donneur de DS4T n’est que partiellement ablaté.
Les dispositifs électroniques à base de semi-conducteurs organiques nécessitent une interface très
propre et très homogène, c’est à dire une rugosité de surface faible, pour permettre l’injection
des charges à partir des électrodes source/drain.
Figure 4.33 – Dépôt de DS4T imprimé par LIFT à la fluence de 0,19 J/cm2 (a). Images MEB de lasurface (b) et du bord du dépôt (c).
Le meilleur des dépôts est obtenu pour une épaisseur de 150 nm à la fluence de 0,19 J/cm2,
comme montré dans la figure 4.33. Pour comparaison, la fluence nécessaire pour obtenir ce
transfert est le double de celle nécessaire au transfert du CuPc. Le dépôt a extrêmement souffert
de l’irradiation laser. L’ablation brutale de la couche induit une rapide perte de la cohésion des
molécules conduisant à de petits agrégats, 4.33c. Une épaisseur plus fine mène à la désagrégation
rapide des dépôts lors du transfert, résultant en des fragments et des débris brûlés sur le substrat
receveur. Une épaisseur plus grande nécessite une fluence plus élevée, ce qui induit une grande
quantité de dommages et seulement un transfert partiel de la couche donneuse. Pour obtenir le
transfert total du matériau, il est nécessaire d’utiliser une fluence qui dépasse de loin ce que ce
semi-conducteur organique peut subir. Par exemple, le transfert total de DS4T d’une couche de
250 nm d’épaisseur nécessite une fluence de 0,55 J/cm2.

Chapitre 4 : Transfert de structures simples 104
Figure 4.34 – Visualisation en temps réel par ombroscopie de l’éjection du DS4T à différentes fluences :(a et b) DS4T seul, (c) DS4T avec une couche protectrice d’or, (d et e) DS4T avec une couche de triazene.
La figure 4.34a et 4.34b montre des séries d’images de l’éjection du DS4T pour différentes
fluences. Les images montrent la création et la propagation d’une onde de choc suivie de l’éjection
de matière. Aucun film n’est éjecté à une fluence inférieure à 0,10 J/cm2. A 0,20 J/cm2, l’éjection
du DS4T est clairement observée mais sa propagation est très limitée. Vers 400 ns après l’irra-
diation laser, correspondant approximativement à une distance de 200 µm du substrat donneur,
la propagation semble arrêtée. Après 1000 ns, seulement des fragments sont visibles. Augmenter
la fluence, permet d’augmenter la vitesse de l’éjection du film mais la distance maximum de
propagation reste inchangée. De bonnes conditions de propagation se révèlent impossibles pour
toute la gamme de fluence étudiée.

Chapitre 4 : Transfert de structures simples 105
Synthèse : Les dérivés oligothiophenes sont de très petites molécules comparées aux longues
chaînes polymériques comme par exemple le Pedot :Pss, en résulte une rapide fragmentation
puis destruction après l’irradiation laser. De plus, le film de DS4T est faiblement absorbant à
l’irradiation UV. Contrairement au CuPc, une impression propre et fonctionnelle de DS4T ne
peut être obtenue sans l’aide de l’utilisation d’une couche protectrice.
4.4.1.2.2 Influence d’une couche protectrice d’or
Nous étudions l’influence d’une couche protectrice d’or. L’étude précédente avec le Pedot :Pss
(section 4.2.2.4 page 87) a montré que l’épaisseur optimale d’or était de 25 nm. L’ajout d’or amé-
liorait la qualité des dépôts et abaissait la fluence seuil de transfert. L’impression de structures
semi-conductrices de 150 nm de DS4T est donc effectuée avec une couche sacrificielle d’or de 25
nm dans les deux régimes.
Etude en régime nanoseconde :
L’étude de l’éjection du DS4T avec DRL est réalisée par ombroscopie en régime nanoseconde
(figure 4.32b). L’éjection des films est visible à partir de 0,04 J/cm2 mais la propagation est
très limitée. A 0,20 J/cm2 le film mince est éjecté en un bloc compact, la cohésion du matériau
est conservée seulement sur le premier demi-millimètre. Cette distance est atteinte, vers 900
ns, le film s’étire dans le sens de la propagation jusqu’à disparaître sous forme d’un nuage
de particules. La divergence angulaire est de seulement 4 . A nouveau, une onde de choc est
observée, se propageant devant le matériau avec une vitesse légèrement supérieure. La figure
4.35 présente une comparaison entre les distances d’éjection en fonction du temps du DS4T avec
et sans DRL en or. Le matériau est tout d’abord éjecté très rapidement, puis sa vitesse diminue
fortement, comme nous l’avons déjà vu dans le cas du Pedot :Pss. Nous observons que l’éjection
intervient plus tôt et plus rapidement avec l’utilisation du DRL, néanmoins une allure similaire
de propagation est à noter.
Les dépôts obtenus sont présentés dans la figure 4.36. Une fluence inférieure à 0,60 J/cm2
ne permet pas d’obtenir un dépôt homogène (figure 4.36a). A partir de cette fluence, un dépôt
reproductible avec des bords droits bien définis est obtenu (figure 4.36b). Des éclaboussures sont
observées autour ainsi que des débris d’or du DRL. A 0,80 J/cm2, le dépôt est beaucoup plus
homogène, la quantité de matière éjectée vers l’extérieur augmente (figure 4.36c). Des morceaux
d’or sont présents sur la surface et autour du dépôt. Ces morceaux peuvent être facilement en-
levés avec un léger souffle d’air mais il reste encore des débris et petits fragments.

Chapitre 4 : Transfert de structures simples 106
Figure 4.35 – Distance d’éjection du DS4T seul et avec un DRL de 25 nm d’or en fonction du tempspar LIFT en régime nanoseconde à 0,40 J/cm2.
Figure 4.36 – Dépôt de DS4T avec un DRL de 25 nm d’or par LIFT en régime nanoseconde. (a) 0,30J/cm2, (b) 0,60 J/cm2, (c) 0,80 J/cm2.
Etude en régime picoseconde :
L’or améliore significativement les conditions d’éjection du film de DS4T en régime picose-
conde, comme montré dans la série d’images, figure 4.34b. Le film est d’abord éjecté fortement
dirigé vers l’avant, avec un angle de divergence de seulement 4 . Il est à noter une perte de cohé-
sion du film (élargissement du film lors de sa propagation). Il ne conserve pas la forme d’un bloc
compact comme observé dans le régime nanoseconde. De plus, après le premier demi-millimètre
de propagation, il atteint une divergence de plus de 10 . Sa destruction est observée à une distance
de plus de 1 mm. La distance de l’éjection en fonction du temps est présentée pour différentes
fluences dans la figure 4.37. La description physique de la trajectoire des matériaux éjectés n’est
pas évidente, néanmoins la position peut être évaluée par une loi de la forme :
x(t) = a · tb (4.1)
où a et b sont les paramètres d’ajustement. Cette équation ne peut être une signification physique,
mais elle permet une comparaison des données et une évaluation de la courbure de la trajectoire à

Chapitre 4 : Transfert de structures simples 107
travers l’exposant b. Une valeur de 1 pour b est obtenue pour une vitesse constante, tandis qu’une
valeur supérieure ou inférieure indique une accélération ou une décélération, respectivement.
L’exposant de l’ajustement permet un ralentissement avec le temps due à la friction dans l’air
[176].
Nous observons clairement que le film est éjecté avec une vitesse initiale très rapide, puis un
ralentissement progressif est à noter. Les vitesses d’éjection sont reportées dans le tableau 4.2. La
vitesse est donnée par la dérivée de la position de la courbe d’ajustement par rapport au temps.
Comme la vitesse n’est pas constante dans le temps, un temps de référence a été choisi pour la
calculer. La vitesse est la valeur de la dérivée prise dans le temps de référence.
La formation et la propagation d’une onde de choc est également observée avec plus de
difficulté. Elle précède de très peu la matière éjectée. Sa vitesse est mesurée légèrement supérieure
à celle du film de DS4T.
Figure 4.37 – Distance d’éjection du DS4T avec une couche DRL de 25 nm d’or en fonction du tempspour différentes fluences en régime picoseconde. Les lignes correspondent l’ajustement selon l’équation4.1.
Fluence (J/cm2) DS4T DS4T avec 25 nm d’or DS4T avec triazeneMatériau Onde Matériau Onde Matériau Onde
0,10 - - - - 620 m/s 695 m/s0,20 - - 640 m/s - 730 m/s 800 m/s0,40 - - 880 m/s 890 m/s 800 m/s 850 m/s0,60 - - 1140 m/s 1150 m/s 1160 m/s 1190 m/s
Table 4.2 – Synthèse des vitesses moyennes du DS4T sans DRL, avec 25 nm d’or et 150 nm de triazeneéjectés avec une impulsion picoseconde.

Chapitre 4 : Transfert de structures simples 108
Dans ce cas, il est très difficile d’obtenir un bon dépôt. Une fluence faible conduit à des dépôts
inhomogènes de forme mal définie. Le meilleur dépôt est obtenu pour une fluence de 0,40 J/cm2,
présenté en figure 4.38a, mais le nombre important d’éclaboussures et de particules éjectées tout
autour ne permet pas d’obtenir une bonne résolution spatiale. A fluence plus forte de larges
fragments d’or sont présents sur la surface, les éclaboussures sont plus importantes. L’or ne joue
plus son rôle de barrière protectrice et le matériel transféré reçoit une grande quantité d’énergie,
causant des dommages dans la structure du dépôt.
Figure 4.38 – (a) Dépôt de 150 nm de DS4T avec une couche DRL de 25 nm d’or par LIFT à 0,40J/cm2. (b) et (c) Image MEB de la surface du dépôt.
Synthèse :
Les investigations MEB des meilleurs dépôts de DS4T en régime picoseconde et nanoseconde
révèlent la présence de débris résiduels d’or. Les images correspondant aux meilleurs dépôts en
régime picoseconde sont présentées dans la figure 4.38b et 4.38c. Les analyses EDS montrent
que la contamination est localisée en micro- et nano-particules d’or sur toute la surface du semi-
conducteur.
Nous avons donc obtenu une amélioration significative de la qualité des dépôts tout en abais-
sant la fluence de transfert. Leur forme et leur homogénéité se sont grandement améliorées, les
éclaboussures résultant de l’irradiation laser sont beaucoup plus limitées. Néanmoins, ce DRL se
révèle totalement inutilisable pour le cas du DS4T. La présence importante de résidus d’or sur
la surface supérieure des dépôts est un problème majeur pour l’intégration d’un dépôt de DS4T
dans une configuration transistor.
Une autre approche consistant à utiliser une couche protectrice organique à base de triazene
est donc envisagée.

Chapitre 4 : Transfert de structures simples 109
4.4.1.2.3 Influence d’une couche protectrice organique
Le transfert de DS4T est étudié avec une couche protectrice organique de triazene. Ce cas a
été uniquement étudié avec le laser Nd :YAG picoseconde. L’utilisation du triazene nécessite des
mesures d’optimisation sur l’épaisseur des matériaux, pour le DS4T ainsi que pour le triazene.
Une épaisseur trop importante de triazene rend difficile sa photodégradation, une épaisseur trop
fine implique un manque de protection pour la couche à transférer. Il y a une épaisseur minimale
de triazene requise pour bénéficier pleinement des avantages offerts par la couche protectrice.
L’épaisseur de DS4T joue aussi un rôle, un film épais va alourdir le transfert et nécessiter une
forte fluence pour réaliser l’ablation de la couche. Un film trop fin va se détruire très facilement.
Figure 4.39 – Dépôts de 150 nm de DS4T avec un DRL de 150 nm de triazene par LIFT à 0,14 J/cm2.
Après différents tests de transfert pour différentes épaisseurs de triazene et de DS4T, des
conditions optimales ont été déterminées pour 150 nm de triazene et 150 nm de DS4T. Des pixels
bien résolus sont obtenus à 0,14 J/cm2, comme le montre la figure 4.39. Les bords sont clairement
définis, néanmoins, quelques éclaboussures sont présentes tout autour du dépôt. Aucun dommage
morphologique important n’est observé au microscope optique. Les investigations MEB et AFM
révèlent que toute la surface du dépôt est homogène et la rugosité est très faible. En comparant
avec les meilleurs pixels de DS4T sans couche sacrificielle de triazene, nous avons obtenu une
amélioration significative de l’homogénéité et de la morphologie des dépôts. En outre, il n’y a
pas de fragments brûlés sur et autour du dépôt, et les débris éjectés sont très limités.
La vitesse moyenne de l’éjection du DS4T avec triazene est reportée dans le tableau 4.2 pour
différentes fluences et le graphique 4.40 représente la position du matériel éjecté par rapport à
la durée après l’impact laser. La vitesse moyenne de propagation de l’onde de choc est mesurée
avec une valeur de 10 % supérieure dans tous les cas testés. Nous observons que le matériau est
d’abord éjecté très vite puis que sa vitesse diminue.

Chapitre 4 : Transfert de structures simples 110
Figure 4.40 – Distance d’éjection du DS4T avec un DRL de 150 nm de triazene par LIFT en fonctiondu temps pour différentes fluences. Les lignes correspondent à l’ajustement selon l’équation 4.1.
La figure 4.41 présente la comparaison de l’éjection des trois configurations étudiées : l’éjec-
tion du DS4T seul à la fluence de 0,20 J/cm2, l’éjection du DS4T avec un DRL d’or à 0,20
J/cm2 et l’éjection du DS4T avec un DRL de triazene à 0,10 J/cm2. Nous distinguons clairement
que l’ajout d’un DRL permet l’éjection et la propagation du matériau. L’utilisation du triazene
permet d’obtenir une allure et une vitesse d’éjection quasiment identique à celle observée avec
l’or mais à une fluence beaucoup plus faible.
Figure 4.41 – Comparaison de l’éjection du DS4T à 0,20 J/cm2 (rond rouge), du DS4T avec un DRLde 25 nm d’or à 0,20 J/cm2 (triangle bleu) et du DS4T avec un DRL de 150 nm de triazene à 0,10 J/cm2
(losange vert). Les lignes correspondent à l’ajustement selon l’équation 4.1.

Chapitre 4 : Transfert de structures simples 111
Synthèse :
Pour les dispositifs basés sur le DS4T, il est à noter que l’utilisation de la couche de triazene
est très importante et joue un rôle primordial lors du processus LIFT. Son rôle est l’absorption de
l’énergie du laser et le transfert d’énergie cinétique au film. Cette technique permet la protection
des matières organiques des dommages causés lors de l’interaction avec le faisceau laser, et de
ce fait, de préserver ses propriétés. La couche de triazene se révèle très utile pour le transfert de
matériaux "sensibles".
4.4.1.3 Pentacène
4.4.1.3.1 Transfert de pentacène
Le transfert de pentacène est réalisé pour une épaisseur de 100 nm. Une fluence de transfert
de 0,10 J/cm2 entraine un dépôt carré assez bien défini avec des éclaboussures très limitées
tout autour, figure 4.42a. Des débris noirs sont présents sur une large zone autour du dépôt. En
augmentant la fluence à 0,13 J/cm2, figure 4.42b, la quantité ainsi que la distance d’éjection de
ces débris et des éclaboussures augmentent, rendant difficile le maintient d’une bonne résolution
spatiale des dépôts. A 0,18 J/cm2, ces matières éjectées sont présentes sur une surface distante
de plus de la moitié de la taille du spot original. Des effets thermiques apparaissent sur la surface
du dépôt, les bords deviennent très irréguliers. L’utilisation de plus fortes fluences entrainent la
destruction des dépôts.
L’impression de pentacène est donc possible par laser, mais la difficulté à maintenir la réso-
lution des dépôts implique de recourir à une optimisation du transfert.
Figure 4.42 – Impression par LIFT de Pentacène pour différentes fluences.

Chapitre 4 : Transfert de structures simples 112
4.4.1.3.2 Transfert avec une couche protectrice organique
Le transfert de pentacène est étudié avec un DRL de 110 nm de triazene. A nouveau le triazene
révèle ici sa capacité à protéger le matériau à transférer de l’irradiation laser. La quantité de
débris noir est fortement réduite, mais des éclaboussures de matière sont toujours présentes. La
forme du dépôt est bien définie et reproductible à la fluence de 0,10 J/cm2, figure 4.43a. La surface
gagne en homogénéité. A partir de 0,16 J/cm2, des dommages de la surface commencent à être
visible, figure 4.43b, la résolution spatiale est cependant maintenue. La quantité d’éclaboussures
augmente, couvrant une surface de plus en plus grande autour du dépôt.
Figure 4.43 – Impression par LIFT de Pentacène avec un DRL de triazene pour différentes fluences.
Une impression par LIFT de pentacène est donc parfaitement envisageable à l’aide du tria-
zene. Le domaine de fluence utilisable est plus restreint que pour les autres matériaux mais de
bonnes conditions de transfert ont pu être définies.
4.4.2 Semi-conducteurs de type n
Le film mince de F16CuPc est préparé par évaporation thermique sous vide (2 × 10−6 mbar
à température ambiante). La croissance de film de F16CuPc est plus délicate à réaliser que celle
du CuPc, une épaisseur de film de 100 nm peut prendre plusieurs jours et nécessite de casser le
vide pour recharger en matière l’évaporateur.
D’une manière générale, les mêmes observations sont obtenues pour ce matériau que pour le
CuPc. Comme ce dernier, le F16CuPc possède une bande d’absorption aux environs de 355 nm.
L’épaisseur optimale de la couche de transfert est d’environ 100 nm. Les investigations AFM
montrent une bonne homogénéité de la surface du substrat donneur, la rugosité moyenne de la
zone présentée figure 4.45a est de 3 nm et le ratio pic-vallée de 10 nm.
Les mêmes constatations que pour CuPc sont effectuées en augmentant ou en diminuant

Chapitre 4 : Transfert de structures simples 113
Figure 4.44 – Image de microscope optique de dépôts de F16CuPc en fonction de la fluence de transfert :(a) 0,08 J/cm2, (b) 0,13 J/cm2 et (c) 0,28 J/cm2.
l’épaisseur de la couche. Le transfert d’une couche de 100 nm s’effectue à partir 0,08 J/cm2,
figure 4.44a, mais le dépôt est composé de fragments et de nombreuses lacunes sont visibles en
microscopie optique, réparties aléatoirement. Une grande quantité de matière reste sur le substrat
donneur. Les meilleures conditions de transfert (bords raides, forme carrée, homogénéité de la
surface, particules éjectées limitées) sont obtenues à 0,13 J/cm2, figure 4.44b. Des zones sombres
sont visibles en microscopie optique sur la surface supérieure, il semble que l’interaction laser ait
une influence plus grande que sur le CuPc. L’investigation AFM montre que la surface du dépôt
a une forte rugosité, bien supérieure à celle du donneur, tout comme observé précédemment
dans le cas du CuPc. La figure 4.45b présente une zone de la surface d’un dépôt de F16CuPc, la
rugosité moyenne de 15 nm et le ratio pic-vallée de 30 nm. Une fluence de transfert supérieure
à 0,28 J/cm2 entraîne un dépôt endommagé ainsi que des dommages sur la surface du substrat
receveur. Le pixel est fortement inhomogène, la résolution spatiale est perdue et de nombreuses
particules sont éjectées sur une large surface, figure 4.44c.
Figure 4.45 – Image AFM en 3 dimensions du F16CuPc : (a) surface sur le substrat donneur avec leprofil associé, (b) surface d’un dépôt avec le profil associé.
Chapitre 4 : Transfert de structures simples 114
4.4.3 Synthèse
En résumé, toutes ces considérations indiquent que les conditions optimales de travail cor-
respondent à des énergies légèrement supérieures au seuil d’ablation. Les nombreux paramètres
utilisés pour juger de la qualité des dépôts transférés sont l’épaisseur ainsi que son uniformité
et homogénéité, la raideur des bords et la quantité de débris. Les propriétés intrinsèques des
matériaux ainsi que les conditions de transfert laser jouent un rôle primordial sur la qualité fi-
nale des dépôts. Ces semi-conducteurs organiques peuvent être imprimés par laser à de faibles
fluences, il en résulte de fines couches homogènes avec une forme précisément imposée et une
grande résolution spatiale. Les dommages résultant de l’irradiation laser et de l’ablation de la
couche peuvent être très limités surtout en comparaison de la violence du procédé.
4.5 Transfert sur supports souples
L’impression laser de transistors organiques sur support souple reste un challenge pour la
technique LIFT. Néanmoins pour pouvoir être compétitive par rapport aux autres techniques
dans la micro-électronique plastique, le dépôt sur ces types de substrat est un enjeu majeur.
Nous avons donc effectué des tests sur un support souple composé de polyéthylène téréph-
talate (PET), recouvert de 60 nm d’aluminium et de 4 nm de SiO2, représenté dans la figure
4.46a. Le PET est un plastique, ce polymère est obtenu par la polycondensation de l’acide té-
réphtalique (formule chimique brute : C6H4(COOH)2, aussi connu sous le nom d’acide benzène-
1,4-dicarboxylique ou acide paraphtalique) et de l’éthylène glycol (C2H6O2).
100 nm de CuPc et de F16CuPc sont imprimés à la fluence optimale observée dans les sections
précédentes (0,10 J/cm2 figure 4.46b et 0,09 J/cm2 figure 4.46c, respectivement). Une bonne qua-
lité des dépôts est obtenue sans endommagement du support flexible. Des lignes peuvent être
formées.
L’encre à nanoparticules d’argent est aussi étudiée sur ce type de support. Les mêmes pro-
priétés d’impression sont observées que sur les substrats de SiO2/Si. Des lignes parfaitement
conductrices peuvent être réalisées avec une excellente résolution spatiale. De plus le substrat ne
montre aucun endommagement dû à l’impression laser ou au recuit à 150 C de ces lignes.

Chapitre 4 : Transfert de structures simples 115
Figure 4.46 – (a) Schéma du support souple. (b) Image optique d’une ligne de CuPc sur support soupleà 0,10 J/cm2. (c) Image optique d’un dépôt de F16CuPc sur support souple à 0,09 J/cm2.
Des tests de torsion et flexion simples sont effectués sur des lignes de dépôts des deux semi-
conducteurs ainsi que les lignes de nanoparticules d’argent. Les deux semi-conducteurs montrent
d’excellentes propriétés mécaniques et d’adhésion dans les deux cas de tension. Aucune cassure
de la structure des dépôts n’est observée. Les images MEB de substrat de CuPc et F16CuPc en
flexion sont présentées dans la figure 4.47. Les mêmes constatations sont observées pour le cas
des lignes de nanoparticules d’argent.
Figure 4.47 – Images MEB de lignes de F16CuPc (a) et CuPc (b) en torsion.
Les matériaux polymères, c’est à dire le Pedot :Pss et le PMMA, n’ont pas fait l’objet de
test sur support souple car ils ont montré de mauvaises propriétés d’adhésion sur le substrat de
Si/SiO2. En effet, un fort souffle d’air permet de détacher les pixels de ces matériaux du substrat
receveur.
L’impression LIFT de matériaux organiques et métalliques est donc parfaitement adaptée
pour être effectuée sur des substrats fragiles flexibles, ce qui est un pré-requis pour la viabilité
de la technique dans la micro-électronique plastique.
Chapitre 4 : Transfert de structures simples 116
4.6 Conclusion
Nous avons montré qu’il est possible d’imprimer avec la technique LIFT des structures simples
de différents types de matériaux. Nous avons déterminé les conditions de transfert optimales pour
chacun.
Pour le cas des matériaux conducteurs métalliques nous avons montré que l’impression d’un
matériau liquide présente de nombreux avantages. Elle offre la possibilité de réaliser des structures
très précises tout en disposant d’une bonne homogénéité. Nous avons montré qu’une température
de recuit basse n’est pas un facteur limitant les performances électriques, ce qui permet leur
impression sur des supports souples.
Les mécanismes d’éjection ont été étudiés pour un matériau oligomère et un polymère en
régime nanoseconde et picoseconde et comparés. Une dynamique de propagation différente a été
observée. Nous avons montré que de bons résultats de transfert peuvent être obtenus pour les
deux régimes. L’influence du profil de l’énergie sur le transfert a été étudié et nous avons montré
l’importance de l’homogénéité du faisceau laser pour la bonne intégrité des structures transférées.
Nous avons prouvé que différents types de semi-conducteurs organiques peuvent être imprimés
par LIFT avec une excellente résolution spatiale.
Nous avons démontré les améliorations significatives des conditions de transfert avec le choix
adéquat de la couche sacrificielle protectrice (DRL). La fluence de transfert est abaissée et la
gamme utilisable est augmentée. Les effets photochimiques et photothermiques sont considé-
rablement diminués sur les dépôts. Le triazene s’est montré comme le meilleur DRL de notre
étude. Sa faible fluence de dégradation et sa courte longueur d’absorption du rayonnement UV
permettent d’améliorer considérablement la qualité des impressions. De plus aucune pollution
du DRL sur les structures transférées n’a été observé.
Enfin nous avons démontré que le transfert de matériaux organiques et métalliques est pos-
sible sur support souple.
Le tableau 4.3 synthétise les différents matériaux étudiés dans ce chapitre ainsi que les
meilleures conditions d’impression.

Chapitre 4 : Transfert de structures simples 117
Matériaux Type Epaisseur Fluence DRL Fluence (J/cm2)(J/cm2) avec DRL
Conducteur :Aluminium Métal 100 nm 0,46 - -Chrome Métal 100 nm 0,40 - -
Or Métal 100 nm - - -Argent Métal 100 nm - - -
PEDOT :PSS Polymère 300 nm 0,40 Or 0,20AgNP Encre à N.C. 0,001 - -
nanoparticulesmétalliques
Semi-conducteur :CuPc Oligomère 100 nm 0,09 - -
F16CuPc Oligomère 100 nm 0,13 - -DS4T Oligomère 150 nm 0,19 Triazene 0,14
Pentacene Oligomère 100 nm 0,13 Triazene 0,10
Isolant :PMMA Polymère 700 nm 0,21 Or 0,17
Table 4.3 – Synthèse sur l’impression LIFT des différents matériaux en régime picoseconde (355 nm @50 ps).

Chapitre 5
Fabrication de transistors organiques
Sommaire5.1 Configuration Bottom Gate . . . . . . . . . . . . . . . . . . . . . . . . 120
5.1.1 Transistor à base de CuPc . . . . . . . . . . . . . . . . . . . . . . . . . . 1205.1.2 Transistor à base de F16CuPc . . . . . . . . . . . . . . . . . . . . . . . . 1235.1.3 Transistor à base de DS4T . . . . . . . . . . . . . . . . . . . . . . . . . 1265.1.4 Transistor à base de pentacene . . . . . . . . . . . . . . . . . . . . . . . 128
5.2 Configuration Top Gate . . . . . . . . . . . . . . . . . . . . . . . . . . 1305.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1335.4 Transistors organiques à partir d’un transfert multicouche . . . . . 133
5.4.1 Transfert du semi-conducteur avec les électrodes . . . . . . . . . . . . . 1345.4.2 Transfert du transistor . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1385.4.3 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
5.5 Transistors organiques ambipolaires . . . . . . . . . . . . . . . . . . . 1425.5.1 Contexte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1425.5.2 Transistor ambipolaire par évaporation . . . . . . . . . . . . . . . . . . . 1435.5.3 Construction LIFT par étape . . . . . . . . . . . . . . . . . . . . . . . . 1465.5.4 Transfert d’un système multicouche . . . . . . . . . . . . . . . . . . . . 1485.5.5 Synthèse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
119

Chapitre 5 : Fabrication de transistors organiques 120
Ce chapitre présente la fabrication de transistors organiques en films minces ainsi que les
résultats des caractérisations électriques. L’ensemble des investigations reportées vise à fiabiliser
une procédure de réalisation d’OTFT et selon une procédure compatible avec une technologie
flexible.
Nous présenterons l’impression laser des différents matériaux présentés dans le chapitre pré-
cédent pour différentes configurations transistors, c’est à dire en Bottom gate, Top et Bottom
Contact, puis en configuration Top Gate. Les transistors ont été caractérisés et comparés avec
des techniques de fabrications existantes, notamment l’évaporation sous vide. Des architectures
transistors réalisées en partie par LIFT et en partie par évaporation sous vide permettront d’étu-
dier chacune des étapes du procédé afin de comprendre l’origine des caractéristiques mesurées et
de déterminer lesquelles sont les mieux adaptées à une impression par laser.
Ensuite, nous présenterons une optimisation des performances des transistors réalisés par
l’impression d’ensemble multicouche. Des ensembles formés de deux ou plus des constituants du
transistor seront transférés et caractérisés électriquement.
Enfin, nous nous concentrerons sur une structure particulière des transistors, le transistor
ambipolaire. Nous étudierons d’abord la réalisation de transistors par dépôts successifs des com-
posants puis l’impression laser à partir de donneur multicouche composé des semi-conducteurs
et des électrodes.
5.1 Configuration Bottom Gate
Dans le chapitre 1, nous avons vu que le modèle Bottom Gate est la plus simple des architec-
tures des transistors organiques et la plus largement utilisée. Nous allons tout d’abord étudier
l’impression laser de transistors dans cette configuration associés aux structures Top Contact
(TC) et Bottom Contact (BC).
5.1.1 Transistor à base de CuPc
Nous réalisons des transistors organiques à base de CuPc sur des substrats de Si/SiO2 [171].
Des lignes de CuPc sont fabriquées par dépôts successifs avec un recouvrement de 30 µm, comme
montré dans la figure 5.1.

Chapitre 5 : Fabrication de transistors organiques 121
Figure 5.1 – Ligne de dépôts de 500 × 500 µm2 de CuPc juxtaposés avec un recouvrement de 30 µm(épaisseur de la couche : 100 nm).
Les électrodes source et drain sont imprimées par laser en utilisant l’encre contenant des
nanoparticules d’argent (AgNP). Des lignes sont formées sur le substrat receveur, avant les lignes
de semi-conducteurs pour BC ou sur les lignes pour TC. La largeur du canal W est de 500 µm
et la longueur L varie de 20 jusqu’à 500 µm. Une fois transférées, les électrodes d’argent sont
recuites à 150 C pendant 30 min. La figure 5.2 illustre les configurations TC et BC de ces OTFTs
obtenus par LIFT.
Figure 5.2 – Images MEB des lignes de CuPc et d’encre contenant des nanoparticules d’argent (lignesverticales) dans la configuration TC (a) et BC (b).
Les caractéristiques typiques de sortie et de transfert pour une configuration TC sont mon-
trées dans les figures a et b, respectivement, pour différentes tensions de grille VG. Des carac-
téristiques équivalentes sont obtenues en mesurant aléatoirement 5 à 10 OTFTs individuels. La
courbe de sortie montre un régime linéaire et un régime de saturation bien définis avec un mode
d’accumulation.
La mobilité µ est extraite à partir des caractéristiques de transfert. Le faible courant positif
proche de VD = 0 V, augmentant avec VG, est dû aux fuites entre les électrodes source/drain et la
grille à travers la couche isolante ou aux fuites dans le semi-conducteur. Les paramètres électriques
des différentes configurations sont réunis dans le tableau 5.1. BC* and TC* dénotent les structures

Chapitre 5 : Fabrication de transistors organiques 122
Figure 5.3 – Caractéristiques de sortie (a) et de transfert (b) d’un transistor organique à base de CuPcet d’encre contenant des nanoparticules d’argent imprimé par LIFT (W = 500 µm ; L = 155 µm) : latension de grille varie de 0 jusqu’à -100 V par pas de -20 V.
dont les électrodes source et drain sont déposées par LIFT et le CuPc par évaporation sous
vide. Les performances des transistors BC* et TC* sont supérieures à celles des dispositifs BC
et TC correspondants réalisés par LIFT. Plusieurs mécanismes peuvent être responsables de
ces différences. Premièrement, le processus de dépôt lui-même peut conduire à des propriétés
différentes des matériaux (évaporation sous vide contre impression par laser). L’irradiation des
semi-conducteurs organiques par un laser UV peut induire la création d’états pièges dans le
matériau (pour TC et BC) ainsi que dans les interfaces semi-conducteur/électrodes (pour TC).
Ensuite, ces états pièges conduisent à dégrader les caractéristiques de transfert des OTFTs telles
que la courbe sous seuil [177]. L’irradiation laser des matériaux organiques à des fluences assez
grandes pour induire son ablation peut également conduire à des modifications morphologiques
et chimiques de la surface ce qui changent certainement les propriétés des interfaces. Enfin, les
performances de ces transistors peuvent être améliorées grâce à une meilleure architecture, avec
la correspondance de la taille et de l’alignement de la grille, du semi-conducteur ainsi que des
contacts [178,179]. Malgré ces inconvénients, les performances de BC et TC restent acceptables
et nous pensons qu’elles pourraient être optimisées en utilisant une couche protectrice dans le
processus LIFT tel que rapporté dans la littérature pour la génération d’OLED par LIFT [119].
Il est également à noter que les performances des dispositifs TC sont légèrement plus élevées que
les BC essentiellement en raison d’une résistance de contact plus faible comme observé dans de
précédentes études [180,181]. Les configurations TC*- et BC*-OTFT montrent des mobilités de
charges et des rapports On/Off (µ = 10−4 - 10−3 cm2.V−1.s−1 and IOn/IOff = 104) proches des
transistors dont les électrodes source/drain d’argent et le CuPc sont évaporés sous vide. Pour
comparer avec l’état de l’art, des transistors à base d’électrodes d’or et de CuPc, tous les deux
déposés par évaporation sous vide, sont réalisés et donnent des valeurs de mobilité comprises entre
0,5–1×10−3 cm2.V−1.s−1 and IOn/IOff = 105 pour des substrats à température ambiante [6].

Chapitre 5 : Fabrication de transistors organiques 123
Configuration µ (cm2.V−1.s−1) VT (V) IOn/IOffBC (1 - 2)× 10−5 +18 - (-3) (2 - 3)× 102
TC (4 - 8)× 10−5 +35 - (+20) (3 - 4)× 102
BC* (1 - 3)× 10−4 +13 - (+5) (1 - 3)× 103
TC* (4 - 7)× 10−4 +3 - (-18) (1 - 9)× 104
Table 5.1 – Synthèse de mesures transistors : BC,TC sont respectivement, "bottom" et "top-contact" OTFT où les électrodes source/drain et le CuPc sont imprimés par LIFT, les OTFTsavec BC* et TC* ont les électrodes source/drain imprimées par LIFT et le CuPc évaporé sousvide.
5.1.2 Transistor à base de F16CuPc
L’impression de F16CuPc par LIFT a montré des caractéristiques de transfert proches du
CuPc. Dans le cas d’un semi-conducteur de type n, l’injection d’électrons s’établit dans son ni-
veau LUMO. Un bon contact ohmique est attendu lorsque le travail de sortie du métal injectant
est proche du niveau LUMO du F16CuPc (-4,8 eV), ce qui est le cas de l’aluminium (Al) (-4,06
eV). Des dépôts d’aluminium sont tout d’abord réalisés sur un substrat de SiO2/Si pour former
les contacts du transistor. Le canal est défini à 30 µm. Ensuite un pixel de F16CuPc est déposé à
cheval sur les dépôts d’aluminium, comme illustré dans le schéma figure 5.4a. Le F16CuPc peut
être déposé avec une grande précision permettant un bon ajustement sur les électrodes d’alumi-
nium. Des lacunes sont visibles dans les dépôts des électrodes, ce qui entraînent des problèmes
dans leur conduction électrique. Le transistor ainsi formé de type bottom contact est montré
figure 5.4b.
Figure 5.4 – (a) Schéma d’un transistor de type bottom contact avec du F16CuPc comme couche activeet des électrodes d’aluminium. (b) Image de microscopie optique d’un transistor à base de F16CuPc etd’aluminium imprimés par LIFT.
Les caractéristiques de sortie et de transfert de ces transistors sont présentées en figure 5.5a et
5.5b, respectivement. Des caractéristiques similaires sont obtenues pour tous les transistors réali-
sés. Les mesures révèlent d’importants courants de fuite. L’interface semi-conducteur/isolant n’est
pas optimale et présente des pièges. La mobilité est très faible, de l’ordre de 10−7 cm2.V−1.s−1

Chapitre 5 : Fabrication de transistors organiques 124
et les courants de sortie sont de l’ordre du picoampère. Un régime d’accumulation est néanmoins
observé avec une saturation correcte, montrant la viabilité de cette méthode de déposition.
Figure 5.5 – Caractéristiques de sortie (a) et de transfert (b) d’un transistor à base de F16CuPc etd’électrodes d’aluminium imprimés par LIFT.
L’encre à nanoparticules d’argent (AgNP) a montré de très bonnes performances en condition
"transistor" avec le CuPc. L’homogénéité des dépôts d’AgNP, la qualité ainsi que la résolution
spatiale sont supérieures en tous points aux pixels d’aluminium. De plus, le travail de sortie de
l’argent (-4.52 eV) se montre également adapté pour l’injection d’électrons pour le F16CuPc. Le
même procédé vu avec le CuPc dans la section précédente est alors reproduit avec ce matériau.
Des lignes de F16CuPc sont fabriquées par dépôts successifs avec un recouvrement de 30 µm,
comme montré dans la figure 5.6a. Les électrodes source et drain sont imprimées par laser en
utilisant l’encre de nanoparticules d’argent pour former les configurations BC et TC. Les lignes
d’argent sont ensuite recuites par température à 150 C pendant 30 min. Les transistors TC ainsi
formés sont présentés dans la figure 5.6b.
Figure 5.6 – Ligne de dépôts de 500 × 500 µm2 de F16CuPc juxtaposés avec un recouvrement de30 µm (épaisseur de la couche : 100 nm) (a). Ligne de F16CuPc recouverte de lignes de nanoparticulesd’argent après recuit à 150 C pendant 20 min (b).
Les caractéristiques typiques de sortie et de transfert pour une configuration TC sont mon-
trées dans les figures 5.7a et 5.7b, respectivement, pour différentes tensions de grille VG. Des
caractéristiques similaires sont obtenues en mesurant aléatoirement 5 à 10 OTFTs individuels.

Chapitre 5 : Fabrication de transistors organiques 125
D’une manière générale, les mêmes constatations que pour les transistors avec CuPc sont
effectuées avec le F16CuPc. Un fort courant négatif proche de VD = 0 V, qui augmente avec
VG, est du aux fuites entre les électrodes source/drain et la grille à travers la couche isolante. La
saturation apparaît pour des tensions de drain faible.
Figure 5.7 – Caractéristiques de sortie (a) et de transfert (b) de transistor à base de F16CuPc et d’encreà nanoparticules d’argent imprimés par LIFT.
Les performances transistors sont collectées dans le tableau 5.2. Les valeurs des transistors
TC et BC sont sensiblement identiques. La mobilité et le ratio On/Off sont du même ordre de
grandeur que les transistors à base de CuPc.
Pour comparaison, des transistors de référence avec du F16CuPc et des électrodes en argent
tous deux évaporés sont réalisés. Les performances mesurées sont µ = 1,53 × 10−3 cm2.V−1.s−1,
VT = 35 V et IOn/IOff = 104. Le F16CuPc se montre donc plus sensible à l’impression laser que
son homologue sans fluor. La mobilité et la valeur du courant On/Off des pixels sont plus faibles
de deux ordres de grandeur par rapport aux transistors obtenus par la technique d’évaporation
sous vide. Malgré de bonnes conditions d’impression, les dommages dus au laser dans les pixels
sont très importants dans le cas de ce matériau. Il serait donc nécessaire de réaliser le transfert
de ce matériau à l’aide d’un DRL.
Configuration µ (cm2.V−1.s−1) VT (V) IOn/IOffBC 4 × 10−5 -30 4×102TC 3 × 10−5 -41 4×102
Table 5.2 – Résultats transistors : BC, TC sont respectivement, "bottom" et "top-contact"OTFT dont le F16CuPc a été imprimé par LIFT.

Chapitre 5 : Fabrication de transistors organiques 126
5.1.3 Transistor à base de DS4T
Nous avons vu dans le chapitre précédent (section 4.4.1.2 page 101) que l’impression laser
de DS4T est plus difficile à réaliser. Néanmoins, après optimisation de la technique LIFT, des
impressions de bonne qualité de ce matériau sont possibles avec et sans triazene. Des lignes de
DS4T sont réalisées par dépôts successifs sur un substrat receveur de Si/SiO2. Puis des lignes d’or
sont évaporées thermiquement sous vide perpendiculairement en variant la longueur du canal.
L’or est choisi pour son travail de sortie (-4,9 eV) proche de la bande HOMO du DS4T. Dans le
cas d’un semi-conducteur de type p, l’injection de trous s’établit dans son niveau HOMO, un bon
contact ohmique est donc attendu avec ce matériau. Le même procédé est utilisé pour réaliser
des OTFTs à base de DS4T avec l’aide du triazene, figure 5.8. BC et TC indiquent les structures
utilisant le DS4T seul et BC-tri+ et TC-tri+ indiquent les structures dont le DS4T est imprimé
avec triazene.
Figure 5.8 – Lignes de DS4T imprimées par LIFT avec triazene recouvertes par des lignes perpendi-culaires d’or.
Les paramètres électriques pour les différentes configurations sont rassemblés dans le tableau
5.3. Nous n’avons pas enregistré d’effet transistor pour les dépôts transférés sans triazene dans
la configuration BC. La quantité d’énergie traversant la couche de triazene ainsi que la violence
du processus de transfert entrainent la cassure des lignes d’or.
Les transistors de type TC sont fonctionnels. Les caractéristiques de sortie et de transfert sont
montrées dans la figure 5.9a et 5.9b, respectivement. Les paramètres électriques obtenus sont µ =
2× 10−5 cm2.V−1.s−1, VT = +71 V et IOn/IOff = 30. L’injection de charges est assurée par les
contacts en or menant à leur transport dans le canal de conduction localisé uniquement dans les
premières monocouches du semi-conducteur organique. Il est probable que la quantité importante
de débris sur la surface dégrade l’interface entre les électrodes source/drain et le semi-conducteur.

Chapitre 5 : Fabrication de transistors organiques 127
Les contacts ne sont pas assez bons pour permettre l’injection totale des charges et de plus les
débris brulés agissent comme une barrière. A VG = 0 V, un fort courant drain est observé sur
la caractéristique de sortie avec aucun courant de saturation dans le régime de saturation. Ce
comportement est dû à des charges additionnelles dans le canal (probablement dues au dopage
par de l’oxygène).
Figure 5.9 – Caractéristiques de sortie (a) et de transfert (b) d’un transistor organique à base de DS4Timprimé par LIFT sans DRL triazene (W = 500 µm ; L = 380 µm) : la tension de grille varie de 0 jusqu’à-100 V par pas de -20 V.
L’utilisation de la couche sacrificielle de triazene fournit une amélioration majeure des résul-
tats. Tout d’abord, les transistors de type BC-tri+ sont totalement fonctionnels, les électrodes
ne présentent aucun dommage après impression. La mobilité moyenne d’effet de champs extraite
est de 3× 10−5 cm2.V−1.s−1. La tension de seuil VT est de +21 V et le ratio IOn/IOff est de
100. Ensuite, la configuration TC* est clairement améliorée, les caractéristiques de sortie et de
transfert sont reportées dans la figure 5.10a et 5.10b, respectivement. Nous obtenons le même
ordre de valeur pour les cas BC-tri+ et TC-tri+. Des caractéristiques similaires sont obtenues
en mesurant 5 à 10 transistors aléatoirement dans chacun des cas. Pour comparaison, des tran-
sistors similaires avec du DS4T et des électrodes évaporées montrent des mobilités de (2 - 4)×
10−2 cm2.V−1.s−1 et un ratio IOn/IOff = 103 [145]. Les meilleures performances obtenues avec
le DS4T évaporé sont expliquées par une meilleure organisation du film due à la technique de
déposition. Les petites molécules comme le DS4T sont très sensibles et une éjection induite par
laser à grande vitesse peut modifier l’organisation structurelle du matériau. Le DS4T est aussi
sensible à l’atmosphère ambiante (H2O, O2) alors que l’impression est effectuée à l’air. Ces effets
ont des influences néfastes sur les propriétés du DS4T, conduisant à la création d’états pièges et
à la dégradation des performances transistors.

Chapitre 5 : Fabrication de transistors organiques 128
Figure 5.10 – Caractéristiques de sortie (a) et de transfert (b) d’un transistor organique à base deDS4T imprimé par LIFT avec l’aide d’une couche protectrice de triazene (W = 500 µm ; L = 380 µm) :la tension de grille varie de 0 jusqu’à -100 V par pas de -20 V.
Configuration µ (cm2V−1s−1) VT (V) IOn/IOffBC - - -TC 2× 10−5 +71 30
BC-tri+ 3× 10−5 +21 100TC-tri+ 3× 10−5 +14 100
Table 5.3 – Résultats transistors : BC,TC sont respectivement, "bottom" et "top-contact"OTFT dont le DS4T a été imprimé par LIFT sans triazene, les OTFT avec BC-tri+ et TC-tri+ont été imprimés avec l’aide du triazene.
5.1.4 Transistor à base de pentacene
Les transistors à base de film mince de pentacène font partie des transistors les plus étudiés
et les plus performants. Nous avons vu dans la section 4.4.1.3 que le pentacène peut être imprimé
par laser. Nous étudions ce matériau en configuration transistor. Des lignes de pentacène sont
imprimées par LIFT sur un substrat de SiO2/Si, puis des lignes d’or sont évaporées thermique-
ment sous vide avec un masque pour former les contacts source/drain.
Les caractéristiques de sortie et de transfert des transistors ainsi réalisés sont présentées dans
la figure 5.11a et 5.11b, respectivement. Les paramètres électriques obtenus sont µ = 3 × 10−6
cm2.V−1.s−1, VT = 28 V et IOn/IOff = 47. Les transistors ne sont pas fonctionnels. A VG
= 0 V, un fort courant drain est observé dans la caractéristique de sortie. Le pentacène subit
trop de dommages lors de l’irradiation laser et du transfert, ce qui a pour effet de dégrader
considérablement ses performances.
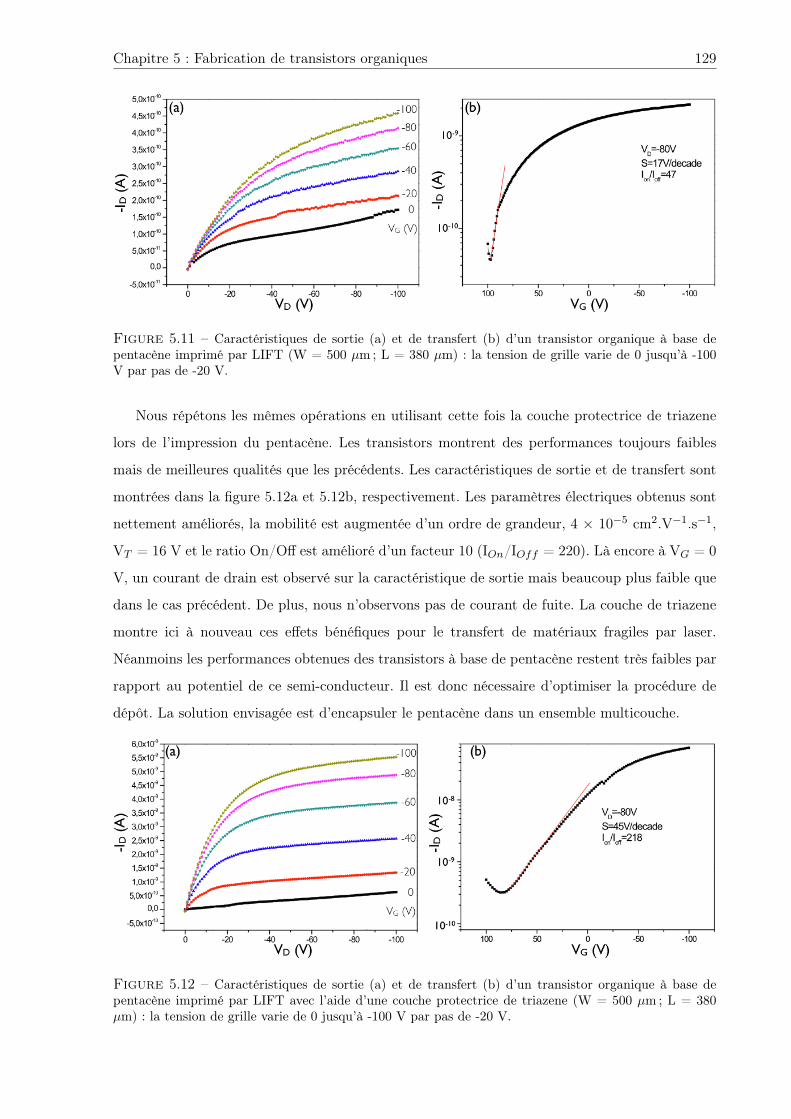
Chapitre 5 : Fabrication de transistors organiques 129
Figure 5.11 – Caractéristiques de sortie (a) et de transfert (b) d’un transistor organique à base depentacène imprimé par LIFT (W = 500 µm ; L = 380 µm) : la tension de grille varie de 0 jusqu’à -100V par pas de -20 V.
Nous répétons les mêmes opérations en utilisant cette fois la couche protectrice de triazene
lors de l’impression du pentacène. Les transistors montrent des performances toujours faibles
mais de meilleures qualités que les précédents. Les caractéristiques de sortie et de transfert sont
montrées dans la figure 5.12a et 5.12b, respectivement. Les paramètres électriques obtenus sont
nettement améliorés, la mobilité est augmentée d’un ordre de grandeur, 4 × 10−5 cm2.V−1.s−1,
VT = 16 V et le ratio On/Off est amélioré d’un facteur 10 (IOn/IOff = 220). Là encore à VG = 0
V, un courant de drain est observé sur la caractéristique de sortie mais beaucoup plus faible que
dans le cas précédent. De plus, nous n’observons pas de courant de fuite. La couche de triazene
montre ici à nouveau ces effets bénéfiques pour le transfert de matériaux fragiles par laser.
Néanmoins les performances obtenues des transistors à base de pentacène restent très faibles par
rapport au potentiel de ce semi-conducteur. Il est donc nécessaire d’optimiser la procédure de
dépôt. La solution envisagée est d’encapsuler le pentacène dans un ensemble multicouche.
Figure 5.12 – Caractéristiques de sortie (a) et de transfert (b) d’un transistor organique à base depentacène imprimé par LIFT avec l’aide d’une couche protectrice de triazene (W = 500 µm ; L = 380µm) : la tension de grille varie de 0 jusqu’à -100 V par pas de -20 V.

Chapitre 5 : Fabrication de transistors organiques 130
5.2 Configuration Top Gate
Les transistors de type Top Gate (TG) sont un véritable challenge en micro-électronique.
L’orthogonalité des solvants est une barrière pour la plupart des techniques. Nous avons vu dans
le chapitre 4.3 qu’une impression de PMMA sous forme solide est possible par LIFT, ce qui
permettrait de s’affranchir de cette limite. Dans cette section nous étudions l’impression laser du
PMMA dans la configuration TG du transistor. Le procédé de la fabrication est décrit dans la
figure 5.13.
Figure 5.13 – Schéma de l’impression laser du diélectrique sur un transistor fonctionnel (OTFT-1)pour former un nouveau transistor de configuration Top Gate (OTFT-2).
Le substrat receveur est préalablement formé par un transistor opérationnel de type Bottom
Gate (BG) : OTFT-1 (Fig. 5.13a). Un wafer de silicium (Si) recouvert par une couche de 300 nm
de dioxyde de silicium (SiO2) (Ci = 12 nF/cm2) (Vegatec, France) a été utilisé comme grille et
diélectrique pour l’OTFT-1, respectivement. Pour une meilleure comparaison des performances
des transistors qui vont être réalisés par LIFT, un OTFT-1* a été formé avec une couche ad-
ditionnelle de 600 nm de PMMA (Ci = 8,4 nF/cm2), réalisée par spin-coating sur la couche de
SiO2 avec comme paramètre 5 s à 1000 rpm puis 20 s à 2000 rpm. La capacitance finale par unité
d’aire de OTFT-1* est de 0,2 nF/cm2. Le CuPc a été évaporé thermiquement sous vide (2×10−6
mbar) sur les substrats maintenus à température ambiante jusqu’à une épaisseur de 100 nm.
Enfin le substrat receveur est complété par l’évaporation thermique de 50 nm d’or pour obtenir
une configuration Top Contact pour les électrodes source/drain. Les spécificités de ce transistor
sont 1,7 mm pour la largeur W et 65 à 650 µm pour les longueurs L de canaux. Les transistors
réalisés sont parfaitement opérationnels, leurs performances sont synthétisées dans le tableau 5.4.
Nous réalisons ensuite sur OTFT-1 un transfert LIFT de PMMA. Le substrat donneur est
préparé de la même manière que décrite dans la section 4.3 page 95. Des lignes de PMMA sont
formées par des dépôts successifs avec un recouvrement de 30 µm à la fluence de 0.21 J/cm2,
montré dans la figure 5.14. En outre, aucun dommage n’a été observé sur les électrodes d’or et sur

Chapitre 5 : Fabrication de transistors organiques 131
le CuPc. Enfin, pour compléter le dispositif TG (OTFT-2 sur la figure 5.13c), 50 nm d’aluminium
sont évaporés thermiquement sous vide pour former la grille sur le PMMA imprimé.
Figure 5.14 – Image de microscope optique d’une ligne de PMMA imprimée par LIFT sur du CuPc etdes électrodes d’or évaporées.
Les figures 5.15a et 5.15b montrent les caractéristiques de sortie et de transfert obtenues de
l’OTFT-2, respectivement. Des caractéristiques similaires ont été obtenues en mesurant aléa-
toirement plusieurs transistors individuels. Les courbes de sortie montrent un courant positif à
faible tension de drain qui augmente avec la polarisation de la tension de grille (VG). Ce même
comportement a déjà été observé avec les transistors utilisant du CuPc en tant que couche active,
(voir section 5.1.1), le courant positif révèle des fuites importantes entre les électrodes source-
drain et la grille à travers la couche isolante. A nouveau cela pourrait être amélioré grâce à une
conception approprié du transistor (dimensions de la grille et de l’isolant ajustées par rapport à
la taille du canal) [178,179].
De plus, l’interaction laser avec le film de PMMA influence la morphologie de la surface de
celui-ci et donc de l’interface entre le diélectrique et le semi-conducteur. Les données des différents
OTFTs sont rapportées dans le tableau 5.4. Les valeurs de mobilité similaires prouvent la capacité
d’un dépôt opérationnel de PMMA par LIFT. Une mobilité à 8.6×10−3 cm2.V−1.s−1 et un
faible VT de -1 V (caractéristique de sortie insérée dans la figure 5.15b) soulignent la possibilité
d’obtenir un transistor Top Gate (TG -OTFT-2) très performant. Quant aux paramètres VT ,
IOn/IOff et S, des dépendances sur la nature diélectrique et le processus utilisé sont évidentes.
Une grande dispersion de VT de -1 à 55 V révèle une densité d’états pièges à combler avant
que les transporteurs ne deviennent mobiles. En outre, en supposant que la densité d’états
pièges de l’interface (NSS) est indépendante de l’énergie et en utilisant la relation 1.8 [182],
nous pouvons extraire le maximum de NSS pour chacun des trois OTFTs (voir Tableau 5.4). Les
valeurs obtenues révèlent que la technique la plus appropriée pour le dépôt de la couche PMMA
est le spin-coating (BG-OTFT-1*). Cependant les valeurs NSS des transistors utilisant des dépôts
de PMMA par LIFT restent dans la même gamme que celles obtenues avec des couches de SiO2

Chapitre 5 : Fabrication de transistors organiques 132
standard. Une quantité moyenne plus élevée de pièges entre le CuPc et le PMMA est observée
lorsque la technique LIFT est utilisée, ce qui révèle que le matériau a subi des modifications
morphologiques et chimiques changeant certainement les propriétés de ses interfaces. Comme
le PMMA est faiblement absorbant à la longueur d’onde laser, ces modifications se produisent
certainement aussi au sein du matériau. Malgré ces inconvénients, les performances des TG-
OTFT-2 sont parfaitement acceptables.
Figure 5.15 – Caractéristiques de sortie (a) et de transfert associé (b) d’un transistor organique à basede PMMA imprimé par LIFT (W = 500 µm ; L = 80 µm), les électrodes d’or et la couche active de CuPcont été évaporées sous vide : la tension de grille est variée de 0 jusqu’à -100 V par pas de -20 V.
OTFT-1 OTFT-1* OTFT-2Configuration BG BG TGDiélectrique SiO2 SiO2/PMMA PMMAµ (cm2V−1s−1) (1,7 - 2)× 10−3 (3,4 - 4,3)× 10−3 (3,8 - 7,2)× 10−3
VT (V) (-1,8) - (+9) (-10) - (-16) (+2) - (+37)IOn/IOff (7,3 - 8,3)× 104 (0,2 - 3)× 103 (0,5 - 1)× 102
S(V/decade) (+2) - (+25) (+11) - (+31) (+29) - (+35)Nss (cm−2/eV) (2,4 - 31)× 1012 (2,1 - 6,1)× 1012 (1,9 - 2,3)× 1013
Table 5.4 – Tableau de synthèse des mesures transistors à base de PMMA.
Dans cette étude, des transistors organiques de type grille au dessus ont été réalisés en utili-
sant une approche technologique simple. Nous avons démontré la capacité du LIFT à transférer
un diélectrique sur une couche active de semi-conducteur. Malgré sa transparence dans le domaine
visible, son ablation laser est possible. L’impression laser facilite la compatibilité entre différents
matériaux organiques (pas de problème de solvants). En outre, le transfert de PMMA peut être
facilité en utilisant un DRL métallique, mais la pollution potentielle par des nano-gouttelettes
d’or pourrait avoir un effet sur le fonctionnement des transistors. De plus, une amélioration pos-
sible des performances peut être effectuée en utilisant directement le transfert LIFT de bicouche
diélectrique/semi-conducteur pour prévenir la formation des états pièges à l’interface. Ce dernier
point est étudié dans la section suivante (section 5.4 page 133).

Chapitre 5 : Fabrication de transistors organiques 133
5.3 Synthèse
Ce travail montre que des transistors organiques à films minces fonctionnels peuvent être
fabriqués par le procédé LIFT. La vaste nature des structures transférées, allant de l’encre conte-
nant des nanoparticules d’argent aux semi-conducteurs organiques, confirme le potentiel du LIFT
comme une technique très polyvalente. Les caractéristiques électriques et les paramètres d’un dis-
positif constitué par LIFT avec les différents semi-conducteurs étudiés démontrent la faisabilité
et la reproductibilité d’une technique d’écriture directe sur les matériaux organiques. En outre,
la faible fluence de transfert permet de minimiser les dégradations photochimiques, de mainte-
nir l’intégrité du matériau et cela, même en l’absence d’une couche de protection pour certain
d’entre eux. Enfin aucun dommage n’est observé sur le substrat receveur après impression. Ces
paramètres sont des exigences essentielles pour l’application pratique du LIFT dans la micro-
électronique plastique.
5.4 Transistors organiques à partir d’un transfert multicouche
Nous avons vu dans la section précédente qu’un transfert par LIFT d’un film mince peut
être utilisé pour réaliser les différents composants du transistor. Néanmoins, la réalisation com-
plète du transistor comprend plusieurs étapes. Ainsi, pour chaque couche transférée par laser, la
rugosité de surface augmente ce qui engendre, pour les transistors réalisés, une diminution des
performances. Les paramètres principaux qui influent sur les performances des dispositifs et des
applications sont : la mobilité, la stabilité et la ‘processabilité’ des molécules. Pour augmenter les
performances de l’électronique il faut étudier les phénomènes limitants de celles-ci : l’injection et
le transport de charges.
Le transfert de deux couches ou plus de matériaux avec une unique impulsion laser possède
plusieurs avantages pour la technique LIFT. D’une manière évidente, le premier avantage est un
gain significatif de rapidité dans la réalisation de structures. Le second est lié aux propriétés des
matériaux utilisés. Nous avons vu précédemment que le transfert de matériaux organiques par
laser induit des dégradations au niveau des interfaces du dépôt. Le procédé LIFT, en particulier
sur des couches organiques, crée une rugosité de surface élevée. Dans un transistor organique, les
surfaces des différents films minces doivent montrer la rugosité la plus faible possible pour assu-
rer un bon contact entre ces films. L’interface semi-conducteur/électrode permet l’injection des
charges, l’interface semi-conducteur/diélectrique permet le transport des charges. Le transfert
d’un ensemble multicouche devrait permettre de préserver un certain niveau de qualité des inter-
faces. De plus, les couches les plus sensibles peuvent être encapsulées entre des couches "moins"

Chapitre 5 : Fabrication de transistors organiques 134
sensibles. Les dégradations de l’état de surface n’agiraient pas sur les propriétés électriques du
transistor. Nous allons étudier dans les sections suivantes ces différents paramètres.
5.4.1 Transfert du semi-conducteur avec les électrodes
Pour améliorer les performances des transistors, il est nécessaire d’avoir une bonne injec-
tion des charges entre les électrodes et le semi-conducteur. Dans cette section, nous étudions le
transfert d’un ensemble multicouche composé du semi-conducteur et des électrodes.
Le CuPc est choisi pour semi-conducteur pour sa forte absorption à 355 nm ainsi que pour ses
performances obtenues après une impression laser sans DRL. Un substrat donneur est préparé
avec 100 nm de CuPc évaporé sous vide sur du suprasil. Les électrodes source et drain sont
réalisées sur le film de CuPc pour compléter le substrat donneur (figure 5.16a).
Figure 5.16 – (a) Processus LIFT pour un subsbrat multicouche formé par un semiconducteur et desélectrodes. (b) Dépôt de CuPc avec des électrodes de nanoparticules d’argent à 0,13 J/cm2.
Pour que le courant puisse circuler, les charges ont besoin d’être injectées de l’électrode
source dans le semi-conducteur. La capacité des contacts à injecter des charges varie suivant le
couple métal/semi-conducteur. Son impact sur les performances est significatif. Les matériaux
organiques sont très résistifs. La raison est qu’il y a peu de charges libres dans ces matériaux et
que ces charges se déplacent difficilement. Dans le cas d’un semi-conducteur de type p, l’injection
de trous s’établit dans son niveau HOMO, la plus haute orbitale moléculaire occupée. Un bon
contact ohmique est attendu lorsque le travail de sortie du métal injectant est proche du niveau
HOMO du CuPc (-5 eV), figure 5.17.
Différents matériaux sont choisis : l’or (Au) (-4.90 eV), l’argent (Ag) (-4.52 eV) et l’alumi-
nium (Al) (-4.06 eV), et évaporés sous vide à travers un masque (1×10−6 mbar à température
ambiante). La longueur du canal (L) varie de 30 à 200 µm. Une épaisseur de 30 nm est fixée pour
chacun des cas. Nous utilisons aussi l’encre contenant des particules d’argent (AgNP), Cabot.
L’encre est imprimée sur le substrat de CuPc selon les mêmes conditions que précédemment
étudiées et décrites (section 4.2.1.2 page 80). La longueur du canal (L) est fixée à 200 µm. Dans

Chapitre 5 : Fabrication de transistors organiques 135
Figure 5.17 – Niveaux HOMO (highest occupied molecular orbital) et LUMO (lowest unoccupiedmolecular orbital) du CuPc et du F16CuPc.
ce cas, après que l’encre ait été imprimée, il est nécessaire de recuire le substrat donneur à une
température maximum de 150 C pour évaporer le solvant résiduel contenu dans l’encre et créer
une bonne conduction des nanoparticules d’argent. Enfin, les différents substrats donneurs pré-
parés (CuPc avec des électrodes Ag, Au, Al et AgNP) sont imprimés par LIFT sur un substrat
de SiO2/Si. La figure 5.16 illustre le procédé.
Des fluences supérieures à 0,15 J/cm2 entrainent la perte totale des propriétés électriques du
CuPc. Par conséquent, dans la configuration où le laser interagit directement avec le CuPc, la
fluence de transfert LIFT ne doit jamais excéder ce seuil.
Des dépôts homogènes et bien définis sont obtenus à partir de ces substrats multicouches à
des fluences comprises entre 0,11 et 0,13 J/cm2 pour Al, Ag et AgNP. Les éjections de débris
et les éclaboussures sont très limitées. Les électrodes sont parfaitement conductrices sur toute
leur longueur. Aucun dommage ou cassure n’est observé. Des lignes de transistors peuvent être
réalisées par dépôts successifs avec un très faible recouvrement, comme montré dans la figure
5.18. Les lignes d’AgNP montrent une résistivité moyenne de 10 µΩ.cm, moins d’un ordre de
grandeur que celle d’Ag (3 µΩ.cm) et d’Al (4 µΩ.cm).
Alors que tous les OTFTs obtenus à partir de substrats donneurs équipés d’électrodes Al,
Ag et AgNP sont parfaitement opérationnels, aucun OTFT élaboré avec des électrodes d’or
n’a montré un transport de charge. Les électrodes sont systématiquement détruites pendant le
transfert.

Chapitre 5 : Fabrication de transistors organiques 136
Figure 5.18 – Ligne de dépôts d’un ensemble multicouche de CuPc avec électrodes d’argent impriméspar LIFT.
La figure 5.16b montre un dépôt de CuPc avec deux lignes parallèles d’électrodes AgNP es-
pacées de 200 µm (apparaissant en noir) imprimé par LIFT. De ce dépôt résulte un transistor
organique de type bottom contact parfaitement fonctionnel. Les caractéristiques de sortie et de
transfert sont présentées dans la figure 5.19a et 5.19b, respectivement. Les mêmes caractéristiques
sont obtenues pour 80 % des OTFTs imprimés. Les paramètres électriques sont rassemblés dans
le tableau 5.5 . A nouveau, un faible courant positif est mesuré autour de VD = 0 V, et augmente
avec VG, celui-ci est dû aux fuites entre les électrodes et la grille à travers la couche isolante.
Cependant les autres vingt pour cent de transistors montrent un niveau de performance légère-
ment plus haut avec de très faibles courants de fuite. La figure 5.20 illustre les caractéristiques
de sortie de ces mesures.
Configuration µ (cm2.V−1.s−1) VT (V) IOn/IOffAl (1-4) × 10−5 +22 <100Au - - -Ag (6-8) × 10−5 +14 (1-2) ×102
AgNP (6-8) × 10−5 -41 (2-3) ×102
Table 5.5 – Résultats transistors : BC, TC sont respectivement, "bottom" et "top-contact"OTFT dont le F16CuPc a été imprimé par LIFT.
Les meilleures performances des OTFTs équipés d’électrodes Ag et AgNp par rapport à ceux
avec Al soulignent l’impact de la barrière de l’injection des charges entre le travail de sortie du
métal et le niveau HOMO du semi-conducteur organique. La mobilité des trous atteint une va-
leur maximum de 8 × 10−5 cm2.V−1.s−1. Ces performances sont directement comparées avec les
résultats obtenus par dépôt successif de ces deux matériaux (section 5.1.1 page 120). La mobilité
des transistors est quatre fois supérieure par transfert multicouche. Les performances obtenues
dans cette configuration se rapprochent des performances des transistors de type Bottom Contact

Chapitre 5 : Fabrication de transistors organiques 137
équipés d’électrodes d’argent et d’une couche active de CuPc toutes les deux évaporées thermi-
quement sous vide : µ = 1 × 10−4 cm2.V−1.s−1 et IOn/IOff = 104.
Figure 5.19 – Caractéristiques de sortie (a) et de transfert (b) de transistors organiques à base deCuPc et d’encre contenant des nanoparticules d’argent imprimés avec une impulsion unique.
Figure 5.20 – Caractéristiques de sortie de transistors organiques à base de CuPc et d’encre contenantdes nanoparticules d’argent imprimés avec une impulsion unique.
La comparaison des résultats avec ceux obtenus avec l’impression du CuPc et de l’encre par
étape (section 5.1.1 page 120) montre ici l’intérêt d’une combinaison de matériaux dans un en-
semble multicouches. De plus, cette technique permet de réduire le nombre d’étapes d’impression
nécessaires à la fabrication du transistor. La qualité des différentes interfaces des matériaux qui
composent le transistor est primordiale pour obtenir de bonnes performances.

Chapitre 5 : Fabrication de transistors organiques 138
5.4.2 Transfert du transistor
Nous avons vu dans les différentes parties précédentes que les états des interfaces entre les
différents matériaux jouent un rôle primordial dans les performances du transistor. Après l’opti-
misation de l’interface entre le semi-conducteur et les électrodes pour l’injection des charges, la
seconde interface essentielle est celle entre le semi-conducteur et le diélectrique. Cette interface
permet le transport des charges dans le canal. L’impact du diélectrique de grille sur les perfor-
mances est important. Les groupements chimiques pointant en surface de l’isolant peuvent jouer
le rôle de pièges, comme pour le cas du SiO2. Les groupements hydroxyles présents en surface de
la silice sont des pièges à électrons, inhibant ainsi le transport de transistor de type n. Dans ce
cas, on peut avoir recours à des traitements de surface pour rendre celle-ci hydrophobe, comme
par exemple avec l’hexamethyldisilazane (HMDS).
Les techniques de préparation des substrats donneurs que nous avons vues pour la réalisation
de multicouches présentent un inconvénient majeur : l’exposition de l’échantillon à l’air dans
l’intervalle entre la réalisation des différentes couches. L’influence de l’atmosphère a une grande
importance sur la dégradation des performances des matériaux organiques, particulièrement sur
le semi-conducteur. Dans le but d’optimiser la qualité des interfaces, il est nécessaire de limiter
l’exposition à l’air et l’humidité ambiante. Un procédé de fabrication par PLD sous vide est alors
envisagé.
5.4.2.1 Transistor à base de CuPc
Dans la continuité de l’étude précédente, des transferts multicouches de transistors à base de
CuPc sont étudiés. Cette étude a pour but de donner une comparaison avec les structures et les
performances des transistors réalisés précédemment.
Les échantillons sont réalisés comme suit, 100 nm de CuPc est évaporé thermiquement sous
vide sur du quartz suprasil (1 × 10−6 mbar à température ambiante). Puis des lignes de 30
nm d’argent sont évaporées à travers un masque sur une partie de l’échantillon pour former les
électrodes. La couche de diélectrique et la grille sont effectuées ensuite par PLD dans une même
enceinte maintenue sous vide à 2× 10−7 mbar à température ambiante. Nous choisissons d’utiliser
un isolant de type organique, le PVA. Le film est réalisé sur l’échantillon entier, permettant de
créer, d’un côté une structure semi-conducteur/isolant (configuration I) et de l’autre côté, une
structure semi-conducteur/électrodes/isolant (configuration II). Les paramètres de dépôts sont
0,30 J/cm2 pendant 2h (36 000 tirs, 5 Hz), en résulte une épaisseur de 136 nm. Enfin, le transistor
est complété par une grille en argent de 30 nm. Le schéma de principe de la préparation est
présenté figure 5.21a.

Chapitre 5 : Fabrication de transistors organiques 139
Figure 5.21 – (a) Schéma de la préparation des échantillons par évaporation sous vide puis par PLD.(b) Schéma de l’impression par LIFT des configurations I et II préparées sur un même échantillon.
Ces deux configurations ont pour but d’être imprimées par LIFT (figure 5.21b). Les attentes
de ces expériences sont les suivantes :
– une amélioration de la qualité de l’interface entre le semi-conducteur et le diélectrique
entraînant une amélioration du transport des charges et donc une augmentation des valeurs
de mobilité et du courant IOn/IOff .
– une optimisation de l’épaisseur de la couche de PVA.
– une augmentation de la fluence de transfert dû à l’épaisseur totale du système à imprimer.
– l’utilisation d’un DRL pour limiter les dégâts dans la couche semi-conductrice.
– la comparaison entre les échantillons avec et sans électrodes permettra de renseigner sur
les conditions de transfert afin de déterminer les possibilités et limites de l’impression mul-
ticouches par LIFT.
Ces configurations n’ont pas pu être testées dans le cadre de cette thèse. Néanmoins une étude
préliminaire a été effectuée avec des transferts multicouches de transistors à base de pentacène.
Les résultats obtenus sont présentés dans la section suivante.

Chapitre 5 : Fabrication de transistors organiques 140
5.4.2.2 Transistor à base de Pentacène
Une étude préliminaire a été menée avec un système multicouches à base de pentacène. Dans
le but d’optimiser la préparation des échantillons donneurs, le dépôt du semi-conducteur, du
diélectrique ainsi que de la grille (ensemble de configuration type I) sont réalisés par PLD dans
une même enceinte maintenue sous vide à 2 × 10−7 mbar à température ambiante. Aucune mise
à l’air n’est effectuée entre les différentes étapes.
Un film mince de pentacène est tout d’abord déposé sur du quartz suprasil. Les paramètres de
dépôt sont 37 nm, 18 000 tirs laser à 5 Hz correspondant à 1 h. Ensuite du PVA est déposé à
0,30 J/cm2 pendant 2h (36 000 tirs, 5 Hz), une épaisseur de 136 nm est obtenue. Enfin une grille
de 35 nm d’or est déposée à la fluence de 1 J/cm2 pendant 19 min (11400 tirs, 10 Hz).
Pour obtenir un dépôt bien défini, il est nécessaire d’utiliser une fluence de 0,50 J/cm2. A plus
faible fluence, uniquement des dépôts de couches partielles sont obtenus. Un des meilleurs pixels
est présenté en figure 5.22. Les bords sont nets et très peu d’éclaboussures ou de fragments éjectés
sont à noter. Des lacunes sont visibles à l’intérieur du dépôt.
Figure 5.22 – Dépôt multicouches à base de pentacène/PVA/or à 0,50 J/cm2.
Nous avons vu précédemment que le pentacène est extrêmement sensible au transfert par
laser. Une irradiation directe à la fluence de 0,50 J/cm2 est largement trop élevée pour ce ma-
tériau. Les dommages de la couche sont trop importants pour envisager des mesures transistors.
Néanmoins, cette étude révèle la possibilité de transférer trois différentes couches en conservant
une bonne résolution spatiale ainsi qu’un bon empilement des couches. Le transfert par LIFT de
ce même transistor est donc étudié avec une couche sacrificielle (DRL).
Transfert avec un DRL d’or :
Le même échantillon avec les mêmes conditions de préparation est réalisé avec au préalable
un dépôt de 30 nm d’or par PLD comme DRL sur le quartz suprasil. L’échantillon est ensuite

Chapitre 5 : Fabrication de transistors organiques 141
imprimé par LIFT pour différentes fluences. A faible fluence, seul le transfert de fragments et
débris est observé. Le meilleur transfert est obtenu à la fluence de 0,30 J/cm2, présenté en figure
5.23. Comme nous l’avons déjà observé, un DRL d’or permet de réduire la fluence d’impression.
Néanmoins, la résolution spatiale du dépôt est moins bonne, des lacunes sont toujours observées
et de nombreux débris sont éjectés tout autour du dépôt sur une large distance, se révélant être
en majorité des fragments d’or. De plus, ces débris recouvrent aussi la surface supérieure du
dépôt, c’est à dire la couche de pentacène. Cette pollution risque d’interférer avec les électrodes
source et drain en créant un contact.
Figure 5.23 – Dépôt multicouches à base de pentacène/PVA/or à 0,30 J/cm2 avec un DRL d’or de 30nm.
Des électrodes source drain en or sont déposées par évaporation sous vide (10−6 mbar) à
l’aide d’un masque sur les dépôts obtenus par LIFT pour compléter l’architecture transistor. Le
canal est de 60 µm. Les transistors ainsi formés sont ensuite caractérisés électriquement. Les
dispositifs ne sont pas opérationnels, l’électrode source est en contact avec l’électrode drain. Les
débris d’or créent donc une couche conductrice sur la surface du pentacène. Le DRL d’or se
montre inefficace pour le transfert de ce système multicouche.
Les futures études se concentreront sur l’utilisation d’une couche sacrificielle à base de triazene.
5.4.3 Synthèse
Le transfert d’un ensemble multicouche est donc une optimisation pour la réalisation de
transistors organiques. Le transfert de deux couches permet d’améliorer les paramètres essentiels
définissant les performances du transistor. L’injection et le transport des charges sont signifi-
cativement augmentés lorsque l’interface entre les films est de bonne qualité, comme démontré
lors de l’optimisation de l’interface semi-conducteur/électrodes. Des performances encore amélio-
rées sont attendus avec l’optimisation de l’interface semi-conducteur/diélectrique. Néanmoins, le

Chapitre 5 : Fabrication de transistors organiques 142
transfert de trois couches s’avère plus délicat. La cohésion de l’ensemble doit être maintenue lors
du transfert. L’utilisation d’un DRL à base de triazene devrait améliorer significativement les
conditions de transfert comme déjà observé pour le transfert d’ensemble bicouche constitué d’un
polymère électroluminescent, le poly(2-methoxy-5-(2-ethylhexyloxy)-1,4-phenylenevinylene), et
d’une électrode d’aluminium pour la fabrication d’OLED [119]. Les futurs études se concentre-
rons sur ce point. Cependant, l’inhomogénéité du faisceau laser est beaucoup plus marquée lors
d’un transfert multicouches, un faisceau homogénéisé est un prérequis pour obtenir des motifs
précisément structurés.
5.5 Transistors organiques ambipolaires
5.5.1 Contexte
Une approche complémentaire pour la fabrication des circuits intégrés est une architecture
transistor pouvant fournir à la fois des performances de canal n et p. Le principal avantage de ces
ambipolaires est de pouvoir fonctionner pour des tensions positives et négatives, contrairement
aux dispositifs unipolaires qui ne fonctionnent que pour une polarité. Toutefois, dans un tel
inverseur ambipolaire, le transistor n’est jamais complètement éteint, et donc, les courants de
fuite augmentent la dissipation de la puissance et diminuent la vitesse de commutation. [183]
L’idée de réaliser un comportement ambipolaire dans les transistors à films minces organiques
en utilisant des bicouches de matériaux semi-conducteurs n et p dans le même dispositif a été
proposée et démontrée par Dodabalapur et son équipe, il y a plus d’une décennie [184, 185].
Ils combinèrent des couches d’un conducteur trou (R-hexathienylene, R-6T) et d’un conducteur
électron (C60) et observèrent un transport de trous et d’électrons dans ce dispositif, avec des
mobilités inférieures à celles de chaque matériau seul. Ils ont souligné que le choix des matériaux
doit être fait en concordance avec la position relative de leurs niveaux HOMO et LUMO ainsi
qu’avec l’ordre de déposition. A ce moment, seulement un petit nombre de matériaux de type p
était disponible, ce qui explique pourquoi cette approche a récemment été relancée.
En dehors de combinaisons de matériaux très différents, une paire de semi-conducteurs orga-
niques semble être particulièrement bien adaptée pour obtenir le comportement ambipolaire ainsi
qu’une bonne stabilité à l’air : la phthalocyanine de cuivre (CuPc) et la phthalocyanine de cuivre
fluoré (F16CuPc). Ces phthalocyanines sont particulièrement adaptées pour le dépôt par évapo-
ration thermique l’une sur l’autre, car elles montrent des formes moléculaires et des structures
cristallines similaires. Les transistors ambipolaires basés sur des bicouches de ces matériaux ont
été rapportés par plusieurs groupes [186–189]. Les plus fortes mobilités (3.3×10−3 cm2.V−1.s−1)

Chapitre 5 : Fabrication de transistors organiques 143
pour cette association ont été publiées par Ye et al. [190] pour une structure avec le CuPc sur
le dessus du F16CuPc, les deux évaporés à 120 C sur du Si/SiO2. Il a aussi été mis en évidence
la présence d’une couche intermédiaire entre les deux semi-conducteurs [188]. Cette couche est
dépendante de la rugosité du film semi-conducteur déposé en premier. En effet, lorsque le CuPc,
qui possède une rugosité légèrement plus élevée, est déposée en premier, la couche intermédiaire
est plus épaisse et dégrade le transport [191].
Pour ces dispositifs, on suppose que l’accumulation de charges et le transport des trous et
des électrons se produisent dans différentes couches de la structure du transistor. Par exemple,
pour la configuration CuPc sur le F16CuPc, les électrons sont injectés à partir des électrodes
dans la couche de CuPc et ensuite dans le F16CuPc en raison de sa plus grande affinité élec-
tronique. Le transport de charges se fait alors à l’interface F16CuPc/SiO2. D’autre part, à des
tensions de grille négatives, lorsque les trous sont injectés dans la couche de CuPc, ils y resteront
et ne se croiseront pas dans la couche de F16CuPc car ce serait énergétiquement défavorable.
L’accumulation des trous est donc formée à l’interface CuPc/F16CuPc, le transport de charge
dépend donc de la qualité de cette interface [186]. Par conséquent, les conditions de dépôt jouent
un rôle primordial pour améliorer les mobilités des transistors ambipolaires dans des dispositifs
bicouches.
Nous allons étudier la fabrication de tels dispositifs par impression laser de deux manières. La
première par une construction de dépôts successifs des semi-conducteurs et des électrodes et la
seconde par le transfert en une étape d’un système multicouche constitué des semi-conducteurs
et des électrodes.
5.5.2 Transistor ambipolaire par évaporation
Dans le but de comparer les transistors ambipolaires réalisés par LIFT, des transistors sont
d’abord réalisés avec la technique d’évaporation thermique sous vide.
Transistors de type p et n :
En premier, des transistors de type p et n sont réalisés par évaporation sous vide (1 × 10−6
mbar) sur substrat de Si/SiO2. L’épaisseur du semi-conducteur est de 30 nm. Des électrodes d’or
sont utilisées pour créer les contacts source et drain. La largeur et la longueur du canal sont
respectivement de 1 mm et de 25 µm. La caractéristique de sortie des transistors à base de CuPc

Chapitre 5 : Fabrication de transistors organiques 144
est présentée dans la figure 5.24a et celle des transistors à base de F16CuPc est présentée dans
la figure 5.24b.
Figure 5.24 – Caractéristiques de sortie de transistors à base de CuPc (a) et de F16CuPc (b) réaliséspar évaporation thermique sous vide (W = 1 mm et L = 25 µm).
Ces transistors ainsi réalisés montrent d’excellentes performances. La mobilité des types p
est mesurée entre 1,1 et 1,9 × 10−2 cm2.V−1.s−1 avec un VT entre -7 et -30 V, la mobilité des
types n varie entre 0,2 et 1 × 10−2 cm2.V−1.s−1.
Figure 5.25 – Caractéristiques de transfert de transistors à base de CuPc (a) et de F16CuPc (b) réaliséspar évaporation thermique sous vide (W = 1 mm et L = 25 µm).
Les courbes de transfert du CuPc et du F16CuPc (figures 5.25a et b, respectivement) montrent
que ces molécules ont un bon rapport IOn/IOff .
Transistors ambipolaires :
Ces deux semi-conducteurs sont ensuite combinés dans une construction ambipolaire. Une
première couche de F16CuPc est évaporée thermiquement sous vide (1 × 10−6 mbar) sur substrat

Chapitre 5 : Fabrication de transistors organiques 145
de Si/SiO2. Une couche de CuPc est déposée sur la couche de F16CuPc. Enfin des électrodes
d’or sont évaporées pour former une configuration Top Contact. La caractéristique de sortie est
présentée en figure 5.26.
Figure 5.26 – Caractéristique de sortie d’un transistor ambipolaire à base de CuPc et F16CuPc réalisépar évaporation thermique sous vide.
Les mobilités mesurées sont de 4 × 10−5 cm2.V−1.s−1 en configuration p et de 1 × 10−5
cm2.V−1.s−1 en configuration n. Malgré la faible mobilité, un transport ambipolaire est observé.
Les courbes de sortie montrent une transformation du mode de déplétion en accumulation. Les
paramètres prouvent la grande dépendance des propriétés de transport avec l’interface p/n.
Lorsque le transfert de charges se produit, une couche de charges localisées se forme et augmente
la conductivité du film en dessous de zéro. Ces transistors se révèlent plus stables et montrent
une durée de vie augmentée sous atmosphère ambiante, particulièrement dans le cas du F16CuPc
qui se trouve encapsulé entre le substrat et le couche de CuPc.
Ces matériaux semi-conducteurs se montrent donc des candidats de choix dans la construction
de transistors ambipolaires. Ces molécules étant connues et étudiées depuis de nombreuses années,
elles représentent un couple modèle idéal. Nous allons donc étudier la construction de transistors
ambipolaire par LIFT en fonction de différents paramètres tels que l’épaisseur et l’ordre des
couches.

Chapitre 5 : Fabrication de transistors organiques 146
5.5.3 Construction LIFT par étape
Des échantillons donneurs de 100 nm de CuPc, 100 nm de F16CuPc et d’encre contenant
des nanoparticules d’argent sur du suprasil ont été préparés par évaporation sous vide et par
spin-coating, respectivement. Tous les dépôts de ces matériaux ont été effectués aux conditions
de transfert optimales détaillées dans les sections précédentes. Deux types d’architecture sont
étudiés. Une ligne de F16CuPc est tout d’abord effectuée sur un substrat de Si/SiO2. Perpen-
diculairement à cette ligne, des lignes d’encre à nanoparticules d’argent AgNP sont imprimées
avec différents espacements. L’échantillon est ensuite recuit à 150 C pendant 20 min. Enfin,
une ligne de CuPc vient couvrir la ligne de F16CuPc, transistors ambipolaires de configuration
A. Les figures 5.27a et 5.27b illustrent cette construction. Ces étapes sont reproduites en inver-
sant l’ordre du CuPc et du F16CuPc pour former des transistors ambipolaires de configuration B.
Figure 5.27 – Transistors organiques ambipolaires à base de CuPc, nanoparticules d’argent et deF16CuPc imprimés par LIFT (L = 150 µm, W = 500 µm) : (a) Recouvrement parfait des couchesorganiques. (b) Ecart de 30 µm dans le recouvrement.
Les courbes de sortie de ces transistors ambipolaires sont présentées dans la figure 5.28a, pour
ceux de type A, et dans la figure 5.28b pour ceux de type B. Les analyses électriques montrent
une déficience dans la mesure de l’effet n, c’est à dire de la couche de F16CuPc. Seule la couche p
du CuPc a montré un effet transistor presque comparable à ceux obtenus avec la couche de CuPc
seul pour le cas A. Nous avons déjà observé dans la section 5.1.2 page 123 que l’impression fonc-
tionnelle de F16CuPc est plus délicate que celle du CuPc, la violence du transfert sur ce matériau
par les dépôts successifs d’encre d’argent et du CuPc doit endommager la structure de la couche.
De plus, il a été rapporté pour la fabrication de transistors ambipolaires de ce type, l’utilisation
d’épaisseur nettement inférieure à celles utilisées ici [183]. Néanmoins, nous avons vu qu’il était
difficile par technique LIFT d’imprimer des films organiques très minces (généralement < 100
nm) et de conserver une déposition fonctionnelle. Les performances mesurées pour les transistors
de type A est de 4 × 10−5 cm2.V−1.s−1 pour la mobilité et 22 V pour la tension de seuil, pour
les transistors de type B 3 × 10−6 cm2.V−1.s−1 et 167 V pour la mobilité et la tension de seuil,

Chapitre 5 : Fabrication de transistors organiques 147
Figure 5.28 – Caractéristiques de sortie des transistors organiques ambipolaires à base de CuPc,nanoparticules d’argent (Electrodes source S et drain D) et de F16CuPc imprimés par LIFT, structuresschématiques associées. Ordre d’impression : (a) CuPc, AgNP et de F16CuPc. (b) CuPc, AgNP et deF16CuPc.
respectivement. Lorsque la couche de CuPc est dessous, la courbe de sortie dans la fenêtre p
présente une saturation, ainsi que de très faibles courants de fuite. Le courant à petit VG est
très faible, témoignant de la faible quantité de pièges dans la couche de CuPc. Lorsque la couche
de F16CuPc est dessous, aucun transport d’électrons n’est observé, mais la courbe de sortie de
CuPc est fortement perturbée, avec des courants de fuite du même ordre que le courant de drain.
Le courant augmente à faible VG du fait de la conductivité de la couche. En effet, le transfert de
charges doit opérer entre les deux semi-conducteurs et créer des charges localisées responsables
de cette augmentation de conductivité, ainsi que des fuites à Vd faible. Le VT augmente ainsi de
22 V à 167 V lorsque l’on inverse les couches.
La configuration de type A se révèle donc meilleure que celle de type B, mais l’allure des courbes
ainsi que les performances relevées montrent que les transistors ambipolaires ne sont pas fonc-
tionnels.
Une technique d’optimisation envisagée est alors de réaliser un ensemble multicouches consti-
tué des trois différents matériaux en ajustant les épaisseurs des couches pour former un bloc d’une
épaisseur totale de 100 nm. Nous allons voir l’étude de ce dispositif dans la section suivante.

Chapitre 5 : Fabrication de transistors organiques 148
5.5.4 Transfert d’un système multicouche
Comme nous l’avons vu dans la section précédente, le transfert d’un système multicouches per-
mettrait d’ajuster les épaisseurs des différents matériaux, particulièrement du semi-conducteur
placé en position basse, qui doit être inférieur à 20 nm. De plus, une structure de ce type permet
d’obtenir des interfaces entre les différents composants plus propres et de meilleures organisa-
tions. Des échantillons donneurs composés de 80 nm de CuPc évaporé sous vide, d’électrodes et
complétés par 20 nm de F16CuPc évaporé sous vide sont préparés. Différents types d’échantillons
sont réalisés selon le matériau et la technique de préparation des électrodes. Deux configurations
sont étudiées. La première est de type "sandwich", c’est à dire avec les électrodes entre les deux
couches de semi-conducteur. La seconde de type "Bottom contact", les électrodes sont placées en
dernier lors de la préparation des échantillons. Des lignes de 30 nm d’or, d’aluminium ainsi que
d’argent ont été évaporées thermiquement sous vide à travers un masque, des électrodes d’encre
contenant des nanoparticules d’argent ont été imprimées par LIFT sur l’échantillon donneur
et recuites à 150 C pendant 20 min. Le transfert des trois différentes couches de ces différents
échantillons est alors réalisé avec une seule impulsion. Le schéma de principe est illustré dans la
figure 5.29a.
Figure 5.29 – (a) Processus LIFT pour un substrat multicouche formé par deux semi-conducteurset des électrodes en configuration "sandwich". (b) Transistors organiques ambipolaire à base de CuPc,d’électrodes d’argent et de F16CuPc imprimés par LIFT, configuration de type "sandwich".
Configuration "sandwich"
A nouveau, ce sont les échantillons dont les électrodes sont en argent qui présentent les
meilleures conditions de transfert (l’encre à nanoparticules d’argent n’a pas été étudiée dans
ce cas). Un dépôt avec électrodes en argent est présenté dans la figure 5.29b. Les dépôts sont
bien définis, les bords sont nets, malgré la présence d’éclaboussures tout autour. Les électrodes
sont parfaitement visibles à travers la couche de CuPc et ne montrent aucun endommagement.
Les mesures électriques révèlent des courants de fuite très importants en configuration n et p.

Chapitre 5 : Fabrication de transistors organiques 149
A cause de ces courants, l’effet ambipolaire est à peine visible et il est difficile de mesurer les
performances des transistors. A titre informatif, la mobilité obtenue dans cette configuration est
de 3 × 10−8 cm2.V−1.s−1 avec un VT de -46 V.
Les pixels obtenus avec ceux composés des électrodes en aluminium et en or présentent des
cassures au niveau de celles-ci. La destruction des électrodes peut entraîner une diffusion du
métal dans la couche, ainsi qu’un mauvais contact métal/semi-conducteur. L’impression laser de
ces architectures présente en grande majorité des dépôts non opérationnels. Les quelques pixels
en bon état montrent une mobilité supérieure à 10−9 cm2.V−1.s−1. Les caractéristiques de sortie
de ces trois transistors (électrodes en or, aluminium et argent) sont présentées dans la figure 5.30.
Figure 5.30 – Caractéristiques de sortie des transistors ambipolaires en configuration "sandwich" : (a)Electrodes d’or. (b) Electrodes d’aluminium. (c) Electrodes d’argent.
Les transistors obtenus présentent une faible accumulation dans la fenêtre p, avec une mobilité
allant de 10−8 à 10−10 cm2.V−1.s−1. Nous n’avons pas observé de transport de trous, mais
une déplétion à VG positif. Les courants de fuite très importants masquent les phénomènes
observables à Vd faible, comme le transport ambipolaire. La conductivité de la couche est élevée,
avec une augmentation du courant à tension de grille nulle. Cette conductivité, et la faiblesse
des courants mesurés indiquent une interpénétration importante des deux couches, créant une
grande surface de contact entre les semi-conducteurs où le transfert de charges opère comme
pour les systèmes précédents.

Chapitre 5 : Fabrication de transistors organiques 150
Configuration "Bottom Contact"
Cette configuration montre les mêmes conditions de transfert que la configuration "sandwich".
Les dépôts obtenus avec les électrodes d’aluminium et d’or ne sont pas fonctionnels. Les lignes
métalliques sont détruites sur toute leur longueur. Seuls les dépôts avec les électrodes d’argent
sont viables. Les meilleurs transferts sont obtenus à 0,11 J/cm2. Beaucoup d’éclaboussures sont
présentes tout autour, les bords sont nets et les électrodes, clairement visibles à travers les deux
couches semi-conductrices, ne montrent aucune cassure. Des lignes sont réalisées par dépôts
successifs avec un recouvrement de 30 µm, présentées dans la figure 5.31.
Figure 5.31 – Ligne de transistors organiques ambipolaire à base de CuPc, de F16CuPc et d’électrodesd’argent imprimés par LIFT, configuration de type "bottom contact".
Les mesures électriques révèlent le même niveau de fuite que dans le cas précédent. Certains
transistors se montrent de meilleur qualité et des mesures de performances sont effectuées. A
nouveau, la mobilité du type n n’est pas mesurable et celle du type p est supérieure à 10−8
cm2.V−1.s−1. Ces valeurs sont très lointaines des performances obtenues par évaporation sous
vide (supérieures de cinq ordres de grandeur).
Configuration "Top Contact"
Nous avons vu dans les deux sections précédentes que l’intégrité des électrodes est difficile à
obtenir, en particulier avec l’or et l’aluminium. Nous vérifions donc si les performances sont dues
à la qualité des électrodes ou des couches actives. Pour cela, des lignes de semi-conducteurs en
bicouches (CuPc/F16CuPc) sont réalisées par évaporation sous vide sur suprasil et transférées
par laser sur un substrat de Si/SiO2 à la fluence de 0,11 J/cm2, figure 5.32. Les bords du dépôt
sont précisément définis, ainsi que la forme carrée. Des éclaboussures sont présentes tout autour
mais sont très limitées. Des électrodes d’argent sont évaporées à l’aide d’un masque sur les dépôts
pour former une configuration dite top contact, selon le schéma figure 5.33. La caractéristique
de sortie de ce transistor est présentée en figure 5.33.
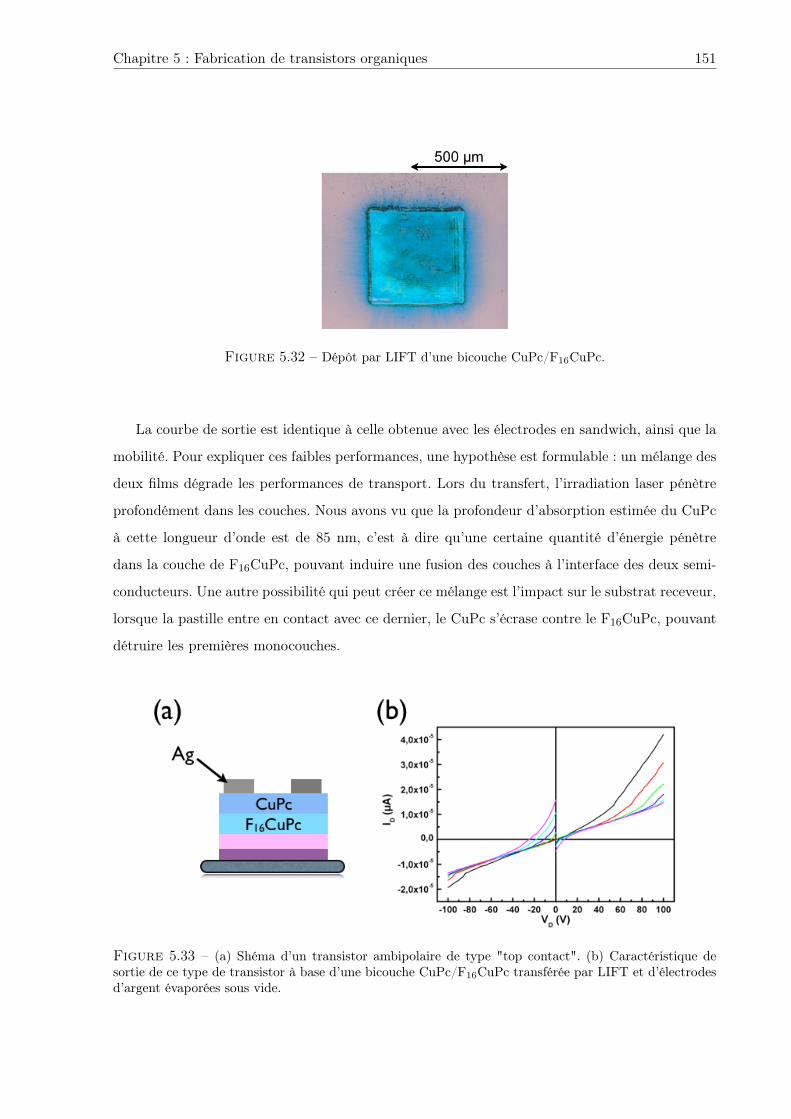
Chapitre 5 : Fabrication de transistors organiques 151
Figure 5.32 – Dépôt par LIFT d’une bicouche CuPc/F16CuPc.
La courbe de sortie est identique à celle obtenue avec les électrodes en sandwich, ainsi que la
mobilité. Pour expliquer ces faibles performances, une hypothèse est formulable : un mélange des
deux films dégrade les performances de transport. Lors du transfert, l’irradiation laser pénètre
profondément dans les couches. Nous avons vu que la profondeur d’absorption estimée du CuPc
à cette longueur d’onde est de 85 nm, c’est à dire qu’une certaine quantité d’énergie pénètre
dans la couche de F16CuPc, pouvant induire une fusion des couches à l’interface des deux semi-
conducteurs. Une autre possibilité qui peut créer ce mélange est l’impact sur le substrat receveur,
lorsque la pastille entre en contact avec ce dernier, le CuPc s’écrase contre le F16CuPc, pouvant
détruire les premières monocouches.
Figure 5.33 – (a) Shéma d’un transistor ambipolaire de type "top contact". (b) Caractéristique desortie de ce type de transistor à base d’une bicouche CuPc/F16CuPc transférée par LIFT et d’électrodesd’argent évaporées sous vide.

Chapitre 5 : Fabrication de transistors organiques 152
5.5.5 Synthèse
La construction de transistors ambipolaires reste encore assez difficile même par des tech-
niques classiques. La technique du LIFT montre ici la possibilité de réaliser une structure com-
plexe avec différents matériaux. La possibilité de réaliser une structure par étape ou par un trans-
fert multicouche se révèle très avantageuse et permet de réaliser différents types de constructions.
Les performances mesurées des transistors ambipolaires restent très faibles par cette technique.
Plusieurs optimisations devront être envisagées pour la continuité de cette étude. Tout d’abord,
une étude plus approfondie sur les épaisseurs des deux couches semi-conductrices, tout en conser-
vant un transfert viable. Dans nos cas, le F16CuPc de type n est directement en contact avec
l’isolant de SiO2, un traitement de cette surface est nécessaire pour limiter le piégeage des charges
négatives. Une autre solution est d’utiliser une couche organique comme le PVA ou le PMMA dé-
posé soit sur un substrat de silicium soit sur le substrat donneur avec les deux semi-conducteurs.
Enfin l’utilisation d’une couche protectrice sacrificielle à base de triazene peut être envisagée.

Conclusion
Le but de ce travail a été de développer et d’étudier une technique de transfert par laser qui
permet de réaliser des dépôts de couches et multicouches structurées de matériaux organiques et
inorganiques appliquée à la fabrication de transistors organiques en films minces.
L’étude du processus nécessite une approche systématique des différents aspects entrant en
jeu, l’ablation du film mince, l’éjection et la propagation de la matière, le dépôt de ce film sur
un substrat récepteur et enfin la caractérisation des structures réalisées.
Les résultats sont présentés ci-dessous.
Mécanisme de transfertLe processus de LIFT consiste à irradier, en utilisant un laser impulsionnel, une couche mince
d’un matériau déposé sur un substrat transparent. La couche est irradiée au travers du substrat
et l’interaction lumière-matière qui a lieu à l’interface (si les propriétés optiques du matériau s’y
prêtent) génère une forte augmentation de la pression locale (confinement entre le substrat et la
couche mince). Par conséquent, un pixel est éjecté du substrat et déposé sur un substrat cible
(le receveur) placé en étroite proximité. La dimension de ce pixel est contrôlée par la taille du
spot laser incident.
L’éjection en régime nanoseconde et picoseconde de différents types de matériaux (métallique,
polymère, oligomère) a été étudiée et comparée par ombroscopie résolue en temps. Seule une
petite gamme de fluence est efficace. Une fluence trop élevée entraine la désintégration rapide
de la matière, tandis qu’une fluence trop faible n’ablate pas tout le film sur la zone irradiée.
La grande directivité de l’éjection suggère que les pixels transférés peuvent être recueillis sur un
substrat récepteur placé à une certaine distance. Lors de l’interaction laser-matière la création
d’une onde de choc a aussi été observée. Cette onde se propage toujours devant la matière éjectée.
L’influence de la durée de l’impulsion laser et du profil d’énergie sur le transfert ont aussi
été étudiées. L’application d’un faisceau inhomogène comme dans le cas du laser picoseconde
355 nm entraine des différences de vitesse de propagation du matériau, ce qui produit une dé-
cohésion rapide dans la structure du motif éjecté. Toutefois, les effets thermiques étant moins
153
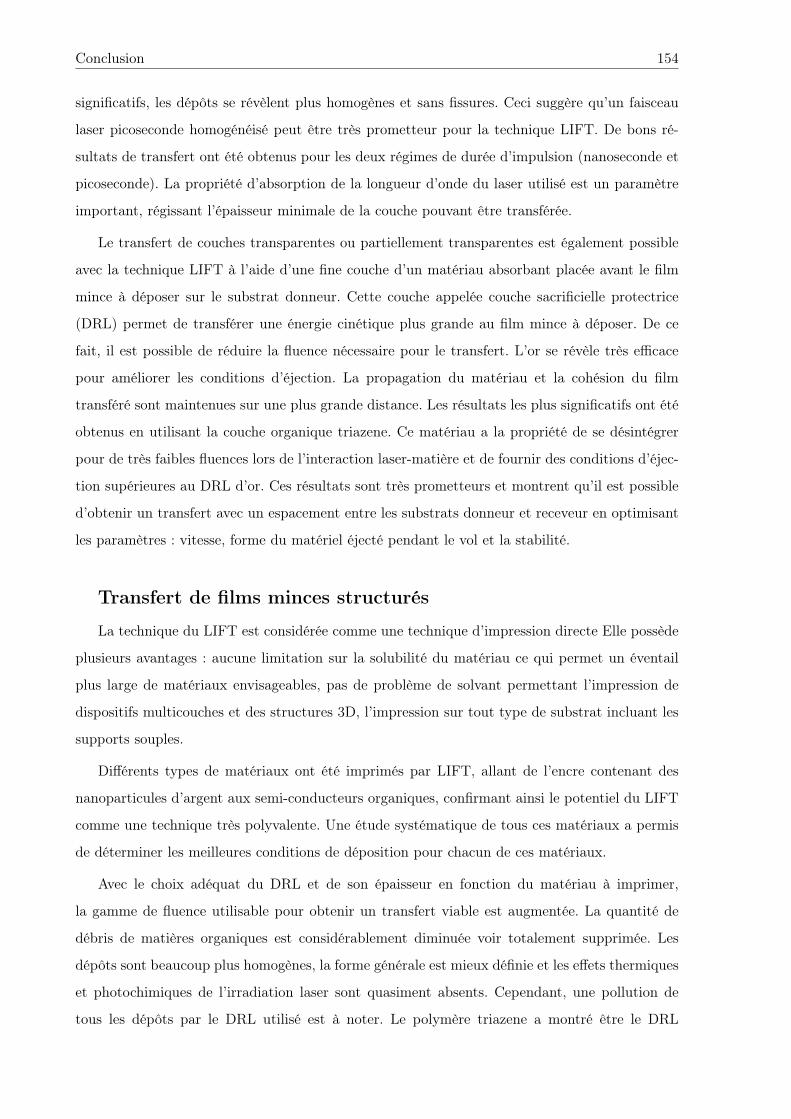
Conclusion 154
significatifs, les dépôts se révèlent plus homogènes et sans fissures. Ceci suggère qu’un faisceau
laser picoseconde homogénéisé peut être très prometteur pour la technique LIFT. De bons ré-
sultats de transfert ont été obtenus pour les deux régimes de durée d’impulsion (nanoseconde et
picoseconde). La propriété d’absorption de la longueur d’onde du laser utilisé est un paramètre
important, régissant l’épaisseur minimale de la couche pouvant être transférée.
Le transfert de couches transparentes ou partiellement transparentes est également possible
avec la technique LIFT à l’aide d’une fine couche d’un matériau absorbant placée avant le film
mince à déposer sur le substrat donneur. Cette couche appelée couche sacrificielle protectrice
(DRL) permet de transférer une énergie cinétique plus grande au film mince à déposer. De ce
fait, il est possible de réduire la fluence nécessaire pour le transfert. L’or se révèle très efficace
pour améliorer les conditions d’éjection. La propagation du matériau et la cohésion du film
transféré sont maintenues sur une plus grande distance. Les résultats les plus significatifs ont été
obtenus en utilisant la couche organique triazene. Ce matériau a la propriété de se désintégrer
pour de très faibles fluences lors de l’interaction laser-matière et de fournir des conditions d’éjec-
tion supérieures au DRL d’or. Ces résultats sont très prometteurs et montrent qu’il est possible
d’obtenir un transfert avec un espacement entre les substrats donneur et receveur en optimisant
les paramètres : vitesse, forme du matériel éjecté pendant le vol et la stabilité.
Transfert de films minces structurés
La technique du LIFT est considérée comme une technique d’impression directe Elle possède
plusieurs avantages : aucune limitation sur la solubilité du matériau ce qui permet un éventail
plus large de matériaux envisageables, pas de problème de solvant permettant l’impression de
dispositifs multicouches et des structures 3D, l’impression sur tout type de substrat incluant les
supports souples.
Différents types de matériaux ont été imprimés par LIFT, allant de l’encre contenant des
nanoparticules d’argent aux semi-conducteurs organiques, confirmant ainsi le potentiel du LIFT
comme une technique très polyvalente. Une étude systématique de tous ces matériaux a permis
de déterminer les meilleures conditions de déposition pour chacun de ces matériaux.
Avec le choix adéquat du DRL et de son épaisseur en fonction du matériau à imprimer,
la gamme de fluence utilisable pour obtenir un transfert viable est augmentée. La quantité de
débris de matières organiques est considérablement diminuée voir totalement supprimée. Les
dépôts sont beaucoup plus homogènes, la forme générale est mieux définie et les effets thermiques
et photochimiques de l’irradiation laser sont quasiment absents. Cependant, une pollution de
tous les dépôts par le DRL utilisé est à noter. Le polymère triazene a montré être le DRL

Conclusion 155
le mieux adapté au transfert de matériaux organiques, soulignant les avantages de l’utilisation
de ce type de protection sacrificielle. Il permet de réduire la dépendance des propriétés des
matériaux à transférer tout en préservant un niveau significatif de leurs performances. Dans nos
cas et contrairement à l’or, le triazene ne contamine pas la surface des structures déposées. Un
but de la technique LIFT est de réaliser des structures multi-couches par dépôts successifs de
plusieurs couches, ce qui nécessite une suppression complète de la couche sacrificielle de la couche
transférée.
La technique du LIFT démontre ici la faisabilité et la reproductibilité d’une technique laser
d’écriture directe sur des matériaux organiques et inorganiques en phase solide ou liquide.
Application à la fabrication de transistorsLe dépôt successif de différents films minces a permis d’obtenir les premiers transistors orga-
niques (OTFT) fonctionnels. Les caractéristiques électriques des dispositifs constitués par LIFT
prouvent le potentiel de la technique face aux techniques conventionnelles, spécialement pour
le cas du CuPc. Tous les semi-conducteurs organiques étudiés ont montré des performances en
configuration transistor quelque soit la configuration des contacts (Top et Bottom Contact).
Les performances ont été nettement améliorées lors de l’utilisation du DRL à base de triazene,
particulièrement dans le cas du DS4T. Pour les électrodes, l’encre contenant des nanoparticules
d’argent convient d’avantage à la réalisation de structures précises et homogènes. Un canal infé-
rieur à 30 µm peut être obtenu avec ce matériau tout en le préservant des débris éjectés lors du
dépôt de pastilles métalliques en forme solide. Le LIFT a montré être tout aussi efficace dans la
fabrication de transistors à l’architecture Bottom Gate que Top Gate, architecture pouvant se
révéler complexe à réaliser pour les techniques dites conventionnelles.
Une amélioration majeure en terme d’optimisation des performances et de temps de fabrica-
tion (réduction du nombre d’étape d’impression) est le transfert de systèmes multicouches. Les
transistors ainsi réalisés montrent des augmentations significatives au niveau de l’injection et du
transport des charges.
Dans le cas des bicouches de semi-conducteurs pour la réalisation de transistors ambipolaires,
nous avons vu qu’un mélange des deux films est obtenu lors du transfert, dégradant les perfor-
mances de transport. Ceci révèle que les différents matériaux entrant dans la constitution de
l’ensemble multicouche doivent être soigneusement choisis.

Conclusion 156
PerspectivesLes prochaines étapes de ce projet vont se concentrer sur l’optimisation de la qualité des
interfaces entre les différents composants du transistor, l’étude de nouveaux types de semi-
conducteurs, l’adhésion des films minces transférés sur le substrat receveur, la propreté du
substrat après impression (nettoyage des produits de l’ablation, débris et particules) ainsi que
l’investigation de la plus petite taille fonctionnelle qui puisse être déposée.
Pour de nombreuses applications dans l’industrie de la micro-électronique, les mots-clés les
plus pertinents sont maintenant «flexible», «bas coût» et «grande surface». Dans ce contexte, la
dimension typique de l’unité élémentaire est de l’ordre de quelques microns (3 à 50 micromètres).
L’intégration de nombreuses fonctions sur le même dispositif via un procédé unique est d’une
importance primordiale. Les performances de celui-ci seront considérablement améliorées par la
combinaison appropriée de composés organiques et inorganiques. Le développement d’un proces-
sus simple qui permet le dépôt d’une grande variété de matériaux, à haute résolution spatiale
(quelques micromètres), est donc d’un grand intérêt pour la fabrication de dispositifs électro-
niques à venir. Le transfert de systèmes multicouches fonctionnelles est également un objectif
important et devra être étudié plus en détail.
Potentiel de la technologie d’impression LIFTL’application de cette nouvelle technique a suscité l’intérêt de la collectivité de transfert par
laser, et au cours de ce travail, des collaborations avec d’autres groupes ont pu être formées.
e-LIFT est un projet collaboratif financé par la communauté européenne dans le cadre du Seventh
Framework Programme (FP7). Il fait partie de l’activité "Flexible, Organic and Large Area
Electronics (OLAE)" et du thème "Information and Communication Technologies (ICT)". Ce
projet de collaboration implique 15 partenaires de 7 pays européens différents. Il a commencé en
janvier 2010 pour une période de 3 ans.
L’objectif principal de ce projet est d’utiliser la technique LIFT comme une technique d’im-
pression haute résolution pour les matières organiques et inorganiques. e-LIFT intègre de nom-
breuses expertises en physique des laser, en chimie, en micro-électronique et en fabrication afin de
valider cette technologie d’impression, de définir ses capacités et ses limites et enfin d’assurer son
transfert vers les applications du monde réel. Certaines applications spécifiques seront abordées
et mèneront à la réalisation et la caractérisation de composants comme les transistors organiques
(OTFT), les diodes électroluminescentes organiques (OLED), les capteurs, les batteries et les
étiquettes d’identification radio-fréquence (RFID). Cet effort scientifique ouvrira la voie à la
définition du prototype d’impression laser avec la fiabilité et les considérations de productivité.

Bibliographie
[1] F. Alibart, S. Pleutin, D. Guérin, C. Novembre, S. Lenfant, K. Lmimouni, C. Gamrat, andD. Vuillaume. An organic nanoparticle transistor behaving as a biological spiking synapse.Adv. Func. Mater., 20(2) :330–337, 2010.
[2] T. Ito, H. Shirakawa, and S. Ikeda. J. Polym. Sci. Polym. Chem. Ed., 12(11), 1974.[3] A. G. MacDiarmid and A.J. Heeger. Synth. Met., 1(101), 1979.[4] C.K. Chiang, A.J. Heeger, and A. G. MacDiarmid. Synthesis, structure and electrical
properties of doped polyacetylene. Phys. Chem., 83(407), 1979.[5] H. Shirakawa, E. J. Louis, A. G. MacDiarmid, C. K. Chiang, and A. J. Heeger. J. Chem
Soc. Chem. Comm., 578, 1997.[6] Zhenan Bao, Andrew J. Lovinger, and Ananth Dodahalapur. Highly ordered vacuum-
deposited thin films of metallophthalocyaninesand their applications in field-effect transis-tors. Adv. Mat., 9(1), 1997.
[7] C. Reese, M. Roberts, M. M. Ling, and Z. Bao. Organic thin film transistors. MaterialsToday, 7(8) :20–27, 2004.
[8] D. Knipp and R. A. Street. Pentacene thin film transistors on large area compatible gatedielectrics. J. Non Crystalline solids., 338-340(595-598), 2004.
[9] V. Podzorov, S. E. Sysoev, E. Loginova, V. M. Pudalov, and M. E. Gershenson. Appl.Phys. Lett., 83(3504), 2003.
[10] M. C. J. M. Visssenberg and M. Matters. Theory of the field-effect mobility in amorphousorganic transistors. Phys. Rev. B, 57(12964), 1998.
[11] G. Horowitz, R. Hajlaoui, and P. Delannoy. Temperature dependance of the field-effectmobility of sexithiophene. determination of the density of traps. J. Phys. III Fran.e.,5 :355–371, 1995.
[12] J. P. Pouget, C. H. Hsu, A. G. MacDiarmid, and A. J. Epstein. Stuctural investigation ofmetallic pan-csa and some of its derivatives. Syn. Met., 69(1-3) :119–120, 1995.
[13] W.D. Gill. J. Appl. Phys., 43(5033), 1972.[14] H. Bässler. Charge transport in disordered organic photoconductors. Phys. Stat. Sol. B,
175(15), 1993.[15] A. L. Deman. Influence du diélectrique de grille et de la structure moléculaire du semi
conducteur sur les performances de transistors organiques. PhD thesis, Ecole centrale deLyon, 2005.
[16] M. C. J. M. Visssenberg. PhD thesis, Université de Leiden, 1999.[17] P.G. Le Comber and W.E. Spear. Phys. Rev. Lett., 25(8) :509, 1970.[18] G. Horowitz, R. Hajlaoui, H. Bouchriha, R. Bourguiga, and M. Hajlaoui. The concept of
"threshold voltage" in organic field-effect transistors. Adv. Mater., 10(923), 1998.[19] G. Horowitz, M. E. Hajlaoui, and R. Hajlaoui. Temperature and gate voltage dependence
of hole mobility in polycrystalline oligothiophene thin film transistors. J. Appl. Phys.,87(4456), 2000.
157

BIBLIOGRAPHIE 158
[20] G. Horowitz and M. E. Hajlaoui. Grain size dependent mobility in polycrystalline organicfield-effect transistors. Synth. Met., 122(1) :185–189, 2001.
[21] F. Ebisawa, T. Kurokawa, and S. Nara. Electrical properties of polyacetylene polysiloxaneinterface. J. Appl. Phys., 54(6) :3255–3259, 1983.
[22] A. K. Diallo. Transistors organiques pour des applications biocapteurs. PhD thesis, Ecolecentrale de Lyon, 2008.
[23] M. Barret. Impression par jet de matière de transistors organiques sur support souple. PhDthesis, Ecole Nationale Supérieure des Mines de Saint-Etienne, octobre 2007.
[24] Amina Belkhir. Contribution à la modélisation des transistors organiques. PhD thesis,Université de ReimsChampagneArdenne, 2009.
[25] S.M. Sze. Physics of the semiconductors devices. A Wiley interscience publication JohnWiley and Sons, 2nd edition edition, 1981.
[26] O. D. Jurchescu, J. Baas, and T. T. M. Palstra. Effect of impurities on the mobility ofsingle crystal pentacene. Appl. Phys. Lett., 84 :3061–3063, 2004.
[27] V. C. Sundar, J. Zaumseil, V. Podzorov, E. Menard, R. L. Willet, T. Someya, M. E.Gershenson, and J. A. Rogers. Elastomeric transistor stamps : Reversible probing of chargetransport in organic crystals. Science, 303(5664) :1644–1646, 2004.
[28] M. Mottaghi and G. Horowitz. Field-induced mobility degradation in pentacene thin-filmtransistors. Org. Electron., 7(6) :528–536, 2006.
[29] Z. T. Zhu, J. T. Mason, R. Dieckmann, and G. G. Malliaras. Humidity sensors based onpentacene thin-film transistors. Appl. Phys. Lett., 81(24) :4643–4645, 2002.
[30] D. Li, E.J. Borkent, R. Nortrup, H. Moon, H. Katz, and Z. Bao. Humidity effect onelectrical performance of organic thin-film transistors. Appl. Phys. Lett., 86(042105), 2005.
[31] R. Ye, M. Baba, K. Suzuki, Y. Ohishi, and K. Mori. Effects of o2 and h2o on electricalcharacteristics of pentacene thin film transistors. Thin Solid Films, 464(347), 2004.
[32] C. Bartic, H. Jansen, A. Campitelli, and S. Borghs. Ta2o5 as gate dielectric material forlow-voltage organic thin-film transistors. Organic Electronics, 3(65), 2002.
[33] H. Rost, J. Ficker, J. S. Alonso, L. Leenders, and L. MacCulloch. Synth. Met., 145(83),2004.
[34] T. G. Bäcklund, H. G. O. Sandberg, R. Österbacka, H. Stubb, T. Mäkela, and S. Jussila.Synth. Met., 148(87), 2005.
[35] R. Parashkov, E. Becker, G. Ginev, T. Riedl, H. H. Jahannes, and W. Kowalsky. J. Appl.Phys., 95(1594), 2004.
[36] G. H. Gelinck, E. Van Veenendaal, and R. Coehoorn. Dual-gate organic thin-film transis-tors. Appl. Phys. Lett., 87(073508), 2005.
[37] J. Z. Wang, J. Gu, F. Zenhausern, and H. Sirringhaus. Appl. Phys. Lett., 88(133502), 2006.[38] P. Bergveld. IEEE. Trans. Biomed. Eng., 19(342), 1972.[39] L. Peternai J. Kovac and O. Lengyel. Advanced light emitting diodes structures for optoe-
lectronic applications. Thin Solid Films, 433 :22–26, 2003.[40] R. Fardel. Laser-Induced Forward Transfer for the Fabrication of Patterned Organic Light-
Emitting Diodes. PhD thesis, Ecole Polytechnique Fédérale de Lausanne, 2009.[41] Nicholas T. Kattamis, Neal D. McDaniel, Stefan Bernhard, and Craig B. Arnold. Laser
direct write printing of sensitive and robust light emitting organic molecules. Appl. Phys.Lett., 94(103306), 2009.
[42] T. Taima, J. Sakai, T. Yamanari, and K. Saito. Doping effects for organic photovoltaiccells based on small-molecular-weight semiconductors. Solar energy materials and solarcells, 93(504), 2009.

BIBLIOGRAPHIE 159
[43] A. Piqué, K.E. Swider-Lyons, D.W. Weir, C.T. Love, and R. Modi. Laser direct writing ofmicrobatteries for integrated power electronics. SPIE’s LASE, 2001.
[44] Karen E. Swider-Lyons, Alberto Piqué, Craig B. Arnold, and Ryan C. Wartena. Directwrite microbatteries for next-generation microelectronic devices. Mater. Res. Soc. Symp.Proc., 698(265-275), 2002.
[45] A. Piqué and D. B. Chrisey. Direct-Write Technologies for Rapid Prototyping Applications :Sensors, Electronics, and Integrated Power Sources. Academic Press, 2002.
[46] F. Savart. Mémoire sur la constitution des veines liquides lancées par des orifices circulairesen mince paroi. Annales de Chimie et de Physique, 53(337), 1833.
[47] R.A. Meyers L. Khun. Inkjet printing. Scientific American, 240(172), 1979.
[48] S. Oller. Inkjet options. American Printer, 2001.
[49] T. H. Maiman. Stimulated optical radiation in ruby. Nature, 187(493), 1960.
[50] Albert Einstein. Zur quantentheorie der strahlung. Mitteilungen der Physikalischen Ge-sellschaft Zürich, 18, 1916.
[51] Albert Einstein. Zur quantentheorie der strahlung. Physikalische Zeitschrift, 18(121), 1917.
[52] M. W. Sigrist, R. Bartlome, D. Marinov, J. M. Rey, D. E. Vogler, and H. Wächter. Tracegas monitoring with infrared laser-based detection schemes. Appl. Phys. B, 90(2) :289–300,2008.
[53] P. L. Bender, D. G. Currie, R. H. Dicke, D. H. Eckhardt, J. E. Faller, W. M. Kaula,J. D. Mulholland, H. H. Plotkin, S. K. Poultney, E. C. Silverberg, D. T. Wilkinson, J. G.Williams, and C. O. Alley. The lunar laser ranging experiment. Science, 182(229), 1973.
[54] P. Grelu, L. Rapp, J. M. Soto-Crespo, and N. Akhmediev. Dissipative solitons for realworld optical solitons. IEEE Conference Proceeding, (154-155), 2007.
[55] W. Tolbert, I. Lee, M. Doxtader, E. Ellis, and D. Dlott. High-speed color imaging by laserablation transfer with a dynamic release layer : fundamental mecha- nisms. J. Imag. Sci.Tech., 37(4) :411–421, 1993.
[56] H. Fukumura, Y. Kohji, K. Nagasawa, and H. Masuhara. Laser implantation of pyrenemolecules into poly(methyl methacrylate) films. J. Am. Chem. Soc., 116(10304-10305),1994.
[57] A. Piqué, D.B. Chrisey, R.C.Y. Auyeung, J. Fitz-Gerald, H.D. Wu, R.A. McGill, S. Lakeou,P.K. Wu, V. Nguyen, and M. Duignan. A novel laser transfer process for direct writing ofelectronic and sensor materials. Appl. Phys. A, 69 :S279–S284, 1999.
[58] D. Toet, M. Thompson, P. Smith, and T. Sigmon. Laser-assisted transfer of silicon byexplosive hydrogen release. Appl. Phys. Lett., 74(15) :2170–2172, 1999.
[59] G. B. Blanchet, Y.-L. Loo, J. A. Rogers, F. Gao, and C. R. Fincher. Large area, highresolution, dry printing of conducting polymers for organic electronics. Appl. Phys. Lett.,82(3), 2003.
[60] J. Bohandy, B. Kim, and F. Adrian. Metal deposition from a supported metal film usingan excimer laser. J. Appl. Phys., 60 :1538–1539, 1986.
[61] J. Bohandy, B.F. Kim, F.J. Adrian, and A.N. Jette. Metal deposition at 532 nm using alaser transfer technique. J. Appl. Phys., 63(4) :1158, 1988.
[62] J. Bohandy, B.F. Kim, F.J. Adrian, and A.N. Jette. Thin Solid Films, 63(4) :1158, 1988.
[63] V. Schultze and M. Wagner. Laser-induced forward transfer of aluminium. Appl. Surf.Sci., 52 :303–309, 1991.
[64] Z. Toth, T. Szorenyi, and A. L. Toth. Ar laser-induced forward transfer (lift) : A novelmethod for micrometer-size surface patterning. Appl. Surf. Sci., 69 :317–320, 1993.

BIBLIOGRAPHIE 160
[65] Hilmar Esrom, Jun-Ying Zhang, Ulrich Kogelschatz, and Anthony J. Pedraza. New ap-proach of a laser-induced forward transfer for deposition of patterned thin metal films.Appl. Surf. Sci., 86(202-207), 1995.
[66] Z. Kantor, Z. Toth, and T. Szorenyi. Metal pattern deposition by laser-induced forwardtransfer. Appl. Surf. Sci., 86 :196–201, 1995.
[67] T. Sano, H. Yamada, T. Nakayama, and I. Miyamoto. Experimental investigation of laserinduced forward transfer process of metal thin films. Appl. Surf. Sci., 186 :221–226, 2002.
[68] Chris Germain, Luc Charron, Lothar Lilge, and Ying Y. Tsui. Electrodes for microfluidicdevices produced by laser induced forward transfer. Appl. Surf. Sci., 253 :8328–8333, 2007.
[69] J. M. Fernández-Pradas, M. Colina, P. Serra, J. Dominguez, and J.L. Morenza. Laser-induced forward transfer of biomolecules. Thin Solid Films, 453-454 :27–30, 2004.
[70] M. Colina, M. Duocastella, J.M. Fernández-Pradas, P. Serra, and J.L. Morenza. Laser-induced forward transfer of liquids : Study of the droplet ejection process. J. Appl. Phys.,99 :084909, 2006.
[71] M. Duocastella, M. Colina, J.M. Fernandez-Pradas, P. Serra, and J.L. Morenza. Studyof the laser-induced forward transfer of liquids for laser bioprinting. Appl. Surf. Sci.,253 :7855–7859, 2007.
[72] M. Duocastella, J.M. Fernández-Pradas, P. Serra, and J.L. Morenza. Jet formation in thelaser forward transfer of liquids. Appl. Phys. A, 93 :453–456, 2008.
[73] M. Duocastella, J. M. Fernández-Pradas, P. Serra, and J.L. Morenza. Laser-induced for-ward transfer of liquids for miniaturized biosensors preparation. J. Laser Micro Nanoeng.,3(1), 2008.
[74] M. Duocastella, J. M. Fernández-Pradas, J. L. Morenza, and P. Serra. Time-resolvedimaging of the laser forward transfer of liquids. J. Appl. Phys., 106(084907), 2009.
[75] M. Duocastella, J.M. Fernandez-Pradas, J.L. Morenza, and P. Serra. Sessile droplet for-mation in the laser-induced forward transfer of liquids : A time-resolved imaging study.Thin Solid Films, 2010.
[76] M. Duocastella. Study of the laser forward transfer for the preparation of miniaturizedbiosensors. PhD thesis, Universitat de Barcelona, 2010.
[77] M. Duocastella, J.M. Fernández-Pradas, J.L. Morenza, D. Zafra, and P. Serra. Novel laserprinting technique for miniaturized biosensors preparation. Sensors and Actuators B :Chemical, 145(1) :596–600, 2010.
[78] S. Pimenov, G. Shafeev, A. Smolin, V. Konov, and B. Vodolaga. Laser-induced forwardtransfer of ultra-fine diamond particles for selective deposition of diamond films. Appl.Surf. Sci., 86 :208–212, 1995.
[79] E. Fogarassy, C. Fuchs, F. Kerherve, G. Hauchecorne, and J. Perriere. Laser-inducedforward transfer of high-tc ybacuo and bisrcacuo superconducting thin films. J. Appl.Phys., 66 :457–459, 1989.
[80] I. Zergioti, S. Mailis, N. Vainos, P. Papakonstantinou, C. Kalpouzos, C. Grigoropoulos, andC. Fotakis. Microdeposition of metal and oxide structures using ultrashort laser pulses.Appl. Phys. A, 66 :579–582, 1998.
[81] H. Sakata, S. Chakraborty, E. Yokoyama, M. Wakaki, and D. Chakravorty. Laser-inducedforward transfer of tio2-au nanocomposite films for maskless patterning. Appl. Phys. Lett.,86 :114104, 2005.
[82] D. B. Chrisey, A. Piqué, R. A. McGill, J. S. Horwitz, B. R. Ringeisen, and D. M. Bubb.Laser deposition of polymer and biomaterial films. Chem. Rev., 103 :553–576, 2003.
[83] P. Serra, J. M. Fernandez-Pradas, F.X. Berthet, M. Colina, J. Elvira, and J. L. Morenza.Laser direct writing of biomolecule microarrays. Appl. Phys. A, 79 :949–952, 2004.

BIBLIOGRAPHIE 161
[84] J.A. Barron, B.J. Spargo, and B.R. Ringeisen. Biological laser printing of three dimensionalcellular structures. Appl. Phys. A, 79 :1027–1030, 2004.
[85] I. Zergioti, A. Karaiskou, D. Papazoglou, C. Fotakis, M. Kapsetaki, and D. Kafetzopoulos.Femtosecond laser microprinting of biomaterials. Appl. Phys. Lett., 86(163902), 2005.
[86] V. Dinca, E. Kasotakis, A. Mourka, A. Ranella, M. Farsari, A. Mitraki, and C. Fotakis. Fa-brication of amyloid peptide micro-arrays using laser-induced forward transfer and avidin-biotin mediated assembly. Physica Status Solidi (C) Current Topics in Solid State Physics,3rd International Conference on Micro-Nanoelectronics, Nanotechnology and MEMs, pages3576–3579, 2008.
[87] V. Dinca, M. Farsari, D. Kafetzopoulos, A. Popescu, M. Dinescu, and C. Fotakis. Patterningparameters for biomolecules microarrays constructed with nanosecond and femtosecond uvlasers. Thin Solid Films, 516 :6504–6511, 2008.
[88] V. Dinca, A. Ranella, M. Farsari, D. Kafetzopoulos, M. Dinescu, A. Popescu, and C. Fota-kis. Quantification of the activity of biomolecules in microarrays obtained by direct lasertransfer. Biomedical Microdevices, 10(719-725), 2008.
[89] B. Hopp, T. Smausz, Zs. Antal, N. Kresz, Zs. Bor, and D. Chrisey. Absorbing film assistedlaser induced forward transfer of fungi (trichoderma conidia). J. Appl. Phys., 96(6) :3478–3481, 2004.
[90] Béla Hopp, Tomi Smausz, Norbert Kresz, Norbert Barna, Zsolt Bor, Lajos Kolozsvári,Douglas B. Chrisey, András Szabó, and Antal Nógrádi. Survival and proliferative ability ofvarious living cell types after laser-induced forward transfer. Tissue Eng., 11(11-12) :1817–1823, 2005.
[91] A. Doraiswamy, R.J. Narayan, T. Lippert, L. Urech, A. Wokaun, M. Nagel, B. Hopp,M. Dinescu, R. Modi, R.C.Y. Auyeung, and D.B. Chrisey. Excimer laser forward transferof mammalian cells using a novel triazene absorbing layer. Appl. Surf. Sci., 252 :4743–4747,2006.
[92] N.T. Kattamis, P.E. Purnick, R. Weiss, and C.B. Arnold. Thick film laser induced forwardtransfer for deposition of thermally and mechanically sensitive materials. Appl. Phys. Lett.,91 :171120, 2007.
[93] P. Serra, M. Colina, J. M. Fernández-Pradas, L. Sevilla, and J. L. Morenza. Preparationof functional dna microarrays through laser-induced forward transfer. Appl. Phys. Lett.,85(9), 2004.
[94] M. Colina, P. Serra, J.M. Fernandez-Pradas, L. Sevilla, and J.L. Morenza. Dna depositionthrough laser induced forward transfer. Biosensors and Bioelectronics, 20 :1638–1642, 2005.
[95] J.A. Barron, H.D. Young, D.D. Dlott, M.M. Darfler, D.B. Krizman, and B.R. Ringeisen.Printing of protein microarrays via a capillary-free fluid jetting mechanism. Proteomics,5(16) :4138–4144, 2005.
[96] Alexandra Palla-Papavlu, Valentina Dinca, Iurie Paraico, Antoniu Moldovan, James Shaw-Stewart, Christof W. Schneider, Eugenia Kovacs, Thomas Lippert, and Maria Dinescu.Microfabrication of polystyrene microbead arrays by laser induced forward transfer. J.Appl. Phys., 108(033111), 2010.
[97] T. Lippert. Laser Applications of Polymers, volume 168. n Polymers and Light, Ed., 2004.
[98] Thomas Lippert and J. Thomas Dickinson. Chemical and spectroscopic aspects of polymerablation : Special features and novel directions. Chem. Rev., 103(453-485), 2003.
[99] N. M. Bityurin, B. Luk’yanchuk, M. Hong, and T. Chong. Models for laser ablation ofpolymers. Chem. Rev., 103(519-552), 2003.
[100] S. Anisimov and B. Luk’yanchuk. Phys. Usp., 45(293), 2002.

BIBLIOGRAPHIE 162
[101] N. M. Bityurin, N. Arnold, B. Luk’yanchuk, and D. Bäuerle. Bulk model of laser ablationof polymers. Appl. Surf. Sci., 127-129(164), 1998.
[102] N. Arnold, N. M. Bityurin, and D. Bäuerle. Laser-induced thermal degradation and ablationof polymers : bulk model. Appl. Surf. Sci., 138-139(212), 1999.
[103] G. Bounos, A. Selimis, S. Georgiou, E. Rebollar, M. Castillejo, and N. M. Bityurin. J.Appl. Phys., 100(114323), 2006.
[104] B. Luk’yanchuk, N. M. Bityurin, S. Anisimov, A. Y. Malyshev, N. Arnold, and D. Bäuerle.Appl. Surf. Sci., 106(120), 1996.
[105] M. Hauer, D. J. Funk, T. Lippert, and A. Wokaun. Laser ablation of polymers studied byns-interferometry and ns-shadowgraphy measurements. Appl. Surf. Sci., 208(107), 2003.
[106] N. Bityurin. Uv etching accompanied by modifications. surface etching. Appl. Surf. Sci.,138-139(354), 1999.
[107] N. Arnold and N. Bityurin. Model for laser-induced thermal degradation and ablation ofpolymers. Appl. Phys. A, 68(615), 1999.
[108] R. Srinivasan and V. Mayne-Banton. Appl. Phys. Lett., 41(576), 1982.[109] Y. Kawamura, K. Toyoda, and S. Namba. Effective deep ultraviolet photoetching of
poly(methyl methacrylate) by an eimer laser. Appl. Phys. Lett., 40(374), 1982.[110] V. S. Ban and D. A. Kramer. J. Mater. Sci., 5(978), 1970.[111] S. Hansen and T. Robitaille. Characterization of the pulsed laser evaporation process -
selenium thin)film formation. Appl. Phys. Lett., 50(359), 1987.[112] D. H. Lowndes, D. B. Geohegan, A. A. Puretzky, D. P. Norton, and C. M. Rouleau.
Synthesis of novel thin-film materials by pulsed laser deposition. Science, 273(898), 1996.[113] N. Matsumoto, H. Shima, T. Fujii, and F. Kannari. Organic electroluminescence cells based
on thin films deposited by ultraviolet laser ablation. Appl. Phys. Lett., 71(2469), 1997.[114] G. Blanchet. Deposition of poly(methyl methacrylate) films by uv laser ablation. Macro-
molecules, 28(4603-4607), 1995.[115] I. Zergioti, D.G. Papazoglou, A. Karaiskou, C. Fotakis, E. Gamaly, and A. Rode. A
comparative schlieren imaging study between ns and sub-ps laser forward transfer of cr.Appl. Surf. Sci., 208-209 :177–180, 2003.
[116] I. Zergioti, A. Karaiskou, D.G. Papazoglou, C. Fotakis, M. Kapsetaki, and D. Kafetzo-poulos. Time resolved schlieren study of sub-pecosecond and nanosecond laser transfer ofbiomaterials. Appl. Surf. Sci., 247 :584–589, 2005.
[117] R. Fardel, M. Nagel, F. Nüesch, T. Lippert, and A. Wokaun. Laser-induced forward transferof organic led building blocks studied by time-resolved shadowgraphy‚Ć. The Journal ofPhysical Chemistry C, 01 2010.
[118] T. Smausz, B. Hopp, G. Kecskeméti, and Z. Bor. Study on metal microparticle content ofthe material transferred with absorbing film assisted laser induced forward transfer whenusing silver absorbing layer. Appl. Surf. Sci., 252 :4738–4742, 2006.
[119] Romain Fardel, Matthias Nagel, Frank Nüesch, Thomas Lippert, and Alexander Wokaun.Fabrication of organic light-emitting diode pixels by laser-assisted forward transfer. Appl.Phys. Lett., 91(061103), 2007.
[120] D. Banks, K. Kaur, R. Gazia, R. Fardel, M. Nagel, T. Lippert, and R. Eason. Triazenephotopolymer dynamic release layer-assisted femtosecond laser- induced forward transferwith an active carrier substrate. Europhys. Lett., 83(38003), 2008.
[121] Pere Serra, J. M. Fernandez-Pradas, Mónica Colina, Martí Duocastella, Jorge Dominguez,and José Luis Morenza. Laser-induced forward transfer : a direct-writing technique forbiosensors preparation. J. Laser Micro Nanoeng., 1(3), 2006.

BIBLIOGRAPHIE 163
[122] D. P. Banks. Femtosecond Laser Induced Forward Transfer Techniques for the Depositionof Nanoscale, Intact, and Solid-Phase Material. PhD thesis, University of Southampton,2008.
[123] H. Fukumura, Y. Kohji, and H. Masuhara. Laser implantation of fluorescent molecules intopolymer films. Appl. Surf. Sci., 96-98 :569–571, 1996.
[124] M. Goto, N. Ichinose, S. Kawanishi, and H. Fukumura. Implantation of organic moleculesinto biotissue by pulsed laser irradiatio. Jpn. J. Appl. Phys., 38 :L87–L88, 1999.
[125] M. Goto, J. Hobley, T. Oishi, A. Kasahara, M. Tosa, K. Yoshihara, M. Kishimoto, andH. Fukumura. Micro-patterning of multiple organic molecules by laser implantation. Appl.Phys. A, 79 :157–160, 2004.
[126] M. Goto, S. Kawanishi, and H. Fukumura. Laser implantation of dicyanoan- thracene inpoly(methyl methacrylate) from a 100-nm aperture micropipette. Appl. Surf. Sci., 154-155 :701–705, 2000.
[127] D.B. Chrisey, A. Piqué, J. Fitz-Gerald, R.C.Y. Auyeung, R.A. McGill, H.D. Wu, andM. Duignan. New approach to laser direct writing active and passive mesoscopic circuitelements. Appl. Surf. Sci., 154-155 :593–600, 2000.
[128] B. Ringeisen, D. Chrisey, A. Pique, H. Young, R. Modi, M. Bucaro, J. Jones-Meehan, andB. Spargo. Biomaterials, 23(161), 2002.
[129] D. Toet, P. Smith, T. Sigmon, and M. Thompson. Spatially selective materials depositionby hydrogen-assisted laser-induced transfer. Appl. Phys. Lett., 77(2) :307–309, 2000.
[130] J. Lee and S. Lee. Laser-induced thermal imaging of polymer light emitting ma- terials onpoly(3,4-ethylenedioxythiophene) : silane hole-transport layer. Adv. Mater., 16(1) :51–54,2004.
[131] Martin B. Wolk, John P. Baetzold, Erika Bellmann, Jr. Thomas R. Hoffend, Sergey La-mansky, Yingbo Li, Ralph R. Roberts, Vadim Savvateev, John S. Staral, and William A.Tolbert. Laser thermal patterning of oled materials. volume 5519, pages 12–23. SPIE,2004.
[132] D. G. Papazoglou, A. Karaiskou, I. Zergioti, and C. Fotakis. Shadowgraphic imaging ofthe sub-ps laser-induced forward transfer process. Appl. Phys. Lett., 81(9), 2002.
[133] D. Young, A. Piqué R. C. Y. Auyeung, D. B. Chrisey, and Dana D. Dlott. Time-resolvedoptical microscopy of a laser-based forward transfer process. Appl. Phys. Lett., 78(21),2001.
[134] I. Zergioti, D.G. Papazoglou, A. Karaiskou, N.A. Vainos, and C. Fotakis. Laser microprin-ting of inox active optical structures and time resolved imaging of the transfer process.Appl. Surf. Sci., 197-198 :868–872, 2002.
[135] Product Catalogue BestCellers 2010. Hellma France, 2010.[136] W. Shokley. Research and investigations on inverse uhf power transistors. Air Force avionic
laboratory technical documentary report, AL-TDR-64-207(145), 1964.[137] Handbook of Optics second edition. Michael Bass (Ed.), 1995.[138] Y. Wu, Y. Li, and B. S. Ong. Printed silver ohmic contacts for high-mobility organic
thin-film transistors. J. Am. Chem. Soc., 128(13) :4202–4203, 03 2006.[139] P. Buffat and J. P. Borel. Phys. Rev. A, 13, 1976.[140] Cabot. Cabot conductive ink cci-300. Technical report, Data sheet, 2009.[141] Adrian Von Mühlenen. Transistors organiques ultraminces à base de pentacène. PhD thesis,
Ecole Polytechnique Fédérale de Lausanne, 2007.[142] T. W. Kelley, L. D. Boardman, T. D. Dunbar, D. V. Muyres, M. J. Pellerite, and T. Y. P.
Smith. J. Phys. Chem. B, 107(5877), 2003.

BIBLIOGRAPHIE 164
[143] Graciela B. Blanchet, C. R. Fincher, and I. Malajovich. Laser evaporation and the pro-duction of pentacene films. Journal of Applied Physics, 94(9) :6181–6184, 2003.
[144] S. Pratontep, M. Brinkmann, F. Nüesch, and L. Zuppiroli. Phys. Rev. B, 69(165201), 2004.[145] C. Videlot-Ackermann, J. Ackermann, and F. Fages. Charge transfer effects in organic
field-effect transistors containing a donor/acceptor heterojunction. Syn. Met., 157 :551–557, 2007.
[146] S. Nenon, D. Kanehira, N. Yoshimoto, F. Fages, and C. Videlot-Ackermann. Shelf-life timetest of p- and n-channel organic thin film transistors using copper phthalocyanines. ThinSolid Films, 2010.
[147] Z. Bao, A.J. Lovinger, and J. Brown. New air-stable n-channel organic thin film transistors.J. Am. Chem. Soc., 120 :207, 1998.
[148] J. Ackermann. Etude de la croissance et des propriétés électroniques de films minces àbase d’oligothiophènes : influence de la structure moléculaire. PhD thesis, Université de laMéditerranée, 2002.
[149] C. Videlot-Ackermann, J. Ackermann, K. Kawamura, N. Yoshimoto, H. Brisset, P. Ray-nal, A. El Kassmi, and F. Fages. Environmentally stable organic thin-films transistors :Terminal styryl vs central divinyl benzene building blocks for p-type oligothiophene semi-conductors. Organic Electronics, 7 :465–473, 2006.
[150] Christine Videlot-Ackermann, Jorg Ackermann, Hugues Brisset, Koji Kawamura, NoriyukiYoshimoto, Pascal Raynal, Ahmed El Kassmi, and Frédéric Fages. a,œâ-distyryl oligo-thiophenes : High mobility semiconductors for environmentally stable organic thin filmtransistors. J. Am. Chem. Soc., 127 :16346–16347, 2005.
[151] H. Meng, F. Sun, M. B. Goldfinger, G.D. Jaycox, Z. Li, W. J. Marshall, and G. S. Blackman.J. Am. Chem. Soc., 127 :2406, 2005.
[152] J. A. Merlo, C. R. Newman, C. P. Gerlach, T. W. Kelley, D. V. Muyres, S ; E. Fritz, M. F.Toney, and C. D. Frisbie. J. Am. Chem. Soc., 127 :3997, 2005.
[153] N. Yoshimoto, W. Y. Li, K. Omote, J. Ackermann, C. Videlot-Ackermann, H. Brisset, andF. Fages. Thin-film structure of semiconducting end-capped oligothiophenes. Journal ofPhysics : Conference Series, 83(012026), 2007.
[154] Graciela B. Blanchet and Jr. C. R. Fincher. Laser ablation : Selective unzipping of additionpolymers. Appl. Phys. Lett., 68(7), 1996.
[155] Graciela B. Blanchet and Jr. C. R. Fincher. Laser induced unzipping : A thermal route topolymer ablation. Appl. Phys. Lett., 65(10) :1311 – 1313, 1994.
[156] A.-L. Deman and J. Tardy. Pmma-ta2o5 bilayer gate dielectric for low operating voltageorganic fets. Organic Electronics, 6(78), 2005.
[157] A. L. Deman, M. Erouel, D. Lallemand, M. Phaner-Goutorbe, J. Tardy, and P. Lang. rowthrelated properties of pentacene thin film transistors with different gate dielectrics. J. NonCrystalline solids., 354(1598), 2008.
[158] D. Karnakis, T. Lippert, N. Ichinose, S. Kawanishi, and H. Fukumura. Laser inducedmolecular transfer using ablation of a triazeno-polymer. Appl. Surf. Sci., 127-129 :781–786, 1998.
[159] T. Mito, T. Tsujita, H. Masuhara, N. Hayashi, and K. Suzuki. Hollowing and transfer ofpolymethyl methacrylate film propelled by laser ablation of triazeno polymer film. J. Appl.Phys., 40(805-806), 2001.
[160] Matthias Nagel, Romain Fardel, Pascal Feurer, Mark Häberli, Frank A. Nüesch, ThomasLippert, and Alexander Wokaun. Aryltriazene photopolymer thin films as sacrificial releaselayers for laser-assisted forward transfer systems : study of photoablative decompositionand transfer behavior. Appl. Phys. A, 92(781-789), 2008.

BIBLIOGRAPHIE 165
[161] M. Nagel, R. Hany, T. Lippert, M. Molberg, F. Nüesch, and D. Rentsch. Aryltriazene pho-topolymers for uv-laser applications : Improved synthesis and photodecomposition study.Macromol. Chem. Phys., 208(3) :277–286, 2007.
[162] Romain Fardel, Pascal Feurer, Thomas Lippert, Matthias Nagel, Frank A. Nuesch, andAlexander Wokaun. Laser ablation of aryltriazene photopolymer films : Effects of polymerstructure on ablation properties. Appl. Surf. Sci., 254(1332-1337), 2007.
[163] Romain Fardel, Matthias Nagel, Frank Nuesch, Thomas Lippert, and Alexander Wokaun.Laser forward transfer using a sacrificial layer : Influence of the material properties. Appl.Surf. Sci., 254(1322-1326), 2007.
[164] K. Suzuki, M. Matsuda, T. Ogino, N. Hayashi, T. Terabayashi, and K. Amemiya. Excimerablation lithography (eal) for tft-lcd. Excimer Lasers, Optics and Applications, 2992 :98–107, 1997.
[165] N. Hayashi, K. Suzuki, M. Matsuda, T. Ogino, and Y. Tomita. Polyurethane resins as resistmaterials for excimer ablation lithography (eal). Excimer Lasers, Optics and Applications,2992 :129–134, 1997.
[166] Jian Xu, Justin Liu, Dehu Cui, Michael Gerhold, Andrew Y Wang, Matthias Nagel, andThomas K Lippert. Laser-assisted forward transfer of multi-spectral nanocrystal quantumdot emitters. Nanotechnology, 18(025403), 2007.
[167] N. T. Kattamis, N. D. McDaniel, S. Bernhard, and C. B. Arnold. Laser direct write printingof sensitive and robust light emitting organic. Appl. Phys. Lett., 94(103306), 2009.
[168] Maxim V. Shugaev and Nadezhda M. Bulgakova. Thermodynamic and stress analysis oflaser-induced forward transfer of metals. Appl. Phys. A, 2010.
[169] S. Bera, A. Sabbah, J. Yarbrough, C. Allen, B. Winters, C. Durfee, and J. Squier. Optimiza-tion study of the femtosecond laser-induced forward-transfer process with thin aluminiumfilms. Appl. Opt., 46(21) :4650–4659, 2007.
[170] H. Kim, R.C.Y. Auyeung, S.H. Lee, A.L. Huston, and A. Piqué. Laser forward transfer ofsilver electrodes for organic thin-film transistors. Appl. Phys. A, 96 :441–445, 2009.
[171] L. Rapp, A.K. Diallo, A.P. Alloncle, C. Videlot-Ackermann, F. Fages, and P. Delaporte.Pulsed-laser printing of organic thin-film transistors. Appl. Phys. Lett., 95 :171109, 2009.
[172] R. C. Y. Auyeung, H. Kim, A. J. Birnbaum, M. Zalalutdinov, S. A. Mathews, and A. Piqué.Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A,97(3) :513–519, 2009.
[173] M. Barret, S. Sanaur, and P. Collot. Inkjet-printed polymer thin-film transistors : Enhan-cing performances by contact resistances engineering. Organic Electronics, 9 :1093–1100,2008.
[174] M. Barret, S. Sanaur, and P. Collot. Inkjet-printed low-voltage organic thin-film transis-tors : Towards low-cost flexible electronics. Mater. Res. Soc. Symp. Proc., 1003, 2007.
[175] L. Rapp, C. Cibert, A.P. Alloncle, and P. Delaporte. Characterization of organic materialmicro-structures transferred by laser in nanosecond and picosecond regimes. Appl. Surf.Sci., 255 :5439–5443, 2009.
[176] R. Fardel, M. Nagel, F. Nuesch, T. Lippert, and A. Wokaun. Laser-induced forward transferof organic led building blocks studied by time-resolved shadowgraphy. J. Phys. Chem. C,114(12), 2010.
[177] S. Scheinert, G. Paasch, M. Schrodner, H. K. Roth, S. Sensfuss, and Th. Doll. J. Appl.Phys., 92(330), 2002.
[178] X. Peng, G. Horowitz, D. Fichou, and F. Garnier. All-organic thin-film transistors madeof alpha-sexithienyl semiconducting and various polymeric insulating layers. Appl. Phys.Lett., 57(19), 1990.

BIBLIOGRAPHIE 166
[179] K. N. N. Unni, S. Dabos-Seignon, and J.-M. Nunzi. Influence of the polymer dielectriccharacteristics on the performance of a quaterthiophene organic field-effect transistor. J.Mater Sci., 41(2) :1865–1871, 2006.
[180] Y. Y. Lin, D. J. Gundlach, and T. N. Jackson. Mater. Res. Soc. Symp. Proc., 413(413),1996.
[181] R. A. Street and A. Salleo. Contact effects in polymer transistors. Appl. Phys. Lett.,81(2887), 2002.
[182] A. Rolland, J. Richard, J. P. Kleider, and D. Mencaraglia. Electrical properties of amor-phous silicon transistors and mis devices comparative study of top nitride and bottomnitride configurations. J. Electrochem. Soc., 140(3679), 1993.
[183] J. Zaumseil and H. Sirringhaus. Electron and ambipolar transport in organic field-effecttransistors. Chem. Rev., 107 :1296–1323, 2007.
[184] A. Dodabalapur, L. Torsi, and H. E. Katz. Organic transistors : Two-dimensional transportand improved electrical characteristics. Science, 268(5208) :270–271, 1995.
[185] A. Dodabalapur, J. Laquindanum, H. E. Katz, and Z. Bao. Complementary circuits withorganic transistors. Appl. Phys. Lett., 69(4227), 1996.
[186] J. Wang, H.B. Wang, X.J. Yan, H.C. Huang, and D.H. Yan. Organic heterojunction andits application for double channel field-effect transistors. Appl. Phys. Lett., 87(093507),2005.
[187] J. Wang, H.B. Wang, X.J. Yan, H.C. Huang, and D.H. Yan. Air-stable ambipolar organicfield-effect transistors based on phthalocyanince composites heterojunction. Chem. Phys.Lett., 407 :87, 2005.
[188] R. Ye, M. Baba, Y. Oishi, K. Mori, and K. Suzuki. Air-stable ambipolar organic thin-filmtransistors based on an organic homostructure. Appl. Phys. Lett., 86(253505), 2005.
[189] J. Wang, H.B. Wang, X.J. Yan, H.C. Huang, D. Jin, W.J. Shi, Y.H. Tang, and D.H. Yan.Adv. Func. Mater., 16(824), 2006.
[190] R. Ye, M. Baba, and K. Mori. High-performance air-stable ambipolar organic thin-filmtransistor based on f16cupc and cupc. J. Appl. Phys., 44 :581, 2005.
[191] R. Ye, M. Baba, K. Suzuki, and K. Mori. Improved performance of fluorinated copperphthalocyanine thin film transistors using an organic pn junction : Effect of copper phtha-locyanine film thickness. Thin Solid Films, 517(3001), 2009.

Nomenclature
Acronyme
AFM atomic force microscopyAg silverAgNP silver nanoparticles inkAl aluminumAu goldBC bottom contactBG bottom gateDS4T distyrylquaterthiophenesCuPc copper phthalocyanineDRL dynamic release layerF16CuPc hexadecafluoro copper phthalocyanineHOMO highest occupied molecular orbitalICCD intensified charge-coupled deviceId courant de drainKrF krypton fluorLED light emitting diodeLIFT laser-induced forward transferLITI laser-induced thermal imagingLUMO lowest unoccupied molecular orbitalMAPLE matrix-assisted pulsed laser evaporationMAPLE-DW matrix-assisted pulsed laser evaporation direct writeMEB microscope électronique à balayageNd :YAG neodymium-doped yttrium aluminum garnetOFET organic field effect transistorOLED organic light emitting diodeOTFT organic thin film transistorPEDOT :PSS poly(3,4-ethylenedioxythiophène) poly(4-styrenesulfonate)PLD pulsed laser depositionPLED polymer light emitting diodePMMA polymethyl methacrylatePVA polyvinilyque alcoholUV ultravioletS pente sous seuilSi/SiO2 silicon/dioxide of siliconTC top contactTG top gateVD tension de drainVG tension de grilleVT tension de seuil
167


Publications
Publications comme auteur
o Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Christine Videlot-Ackermann,Frédéric Fages, Philippe DelaportePulsed-Laser Printing of Organic Thin-Film TransistorsApplied Physics Letters 95, 171109 (2009)http://dx.doi.org/10.1063/1.3255011Selected article by the Virtual Journal of Nanoscale Science & Technologie (November 2009)
o Ludovic Rapp, Sébastien Nénon, Anne Patricia Alloncle, Christine Videlot-Ackermann, Fré-déric Fages, Philippe DelaporteMultilayer Laser Printing for Organic Thin Film TransistorApplied Surface Science (2010)http://dx.doi.org/10.1016/j.apsusc.2010.09.116
o Ludovic Rapp, Anne Patricia Alloncle, Sébastien Nénon, Matthias Nagel, Thomas Lippert,Christine Videlot-Ackermann, Frédéric Fages, Philippe DelaporteImprovement in semiconductor laser printing using sacrificial protecting layer for OrganicThin-film Transistors fabricationApplied Surface Science (2010)http://dx.doi.org/10.1016/j.apsusc.2010.10.147
o Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe DelaporteCharacterization of organic material micro-structures transferred by laser in nanosecond andpicosecond regimes,Applied Surface Science 255 (2009) 5439-5443http://dx.doi.org/10.1016/j.apsusc.2008.07.165
o Ludovic Rapp, Anne Patricia Alloncle, Abdou Karim Diallo, Philippe Delaporte, SébastienNénon, Christine Videlot-Ackermann, Frédéric FagesLaser printing of organic insulator and semiconductor based thin films for transistor applica-tionsMater. Res. Soc. Symp. Proc. (2010) vol. 1270 1270-II11-10
o Ludovic Rapp, Anne Patricia Alloncle, Abdou Karim Diallo, Philippe Delaporte, SébastienNénon, Christine Videlot-Ackermann, Frédéric FagesPulsed-laser printing process for Organic Thin-Film Transistor fabricationAIP Conference Proceeding 1278 (2010) 824-831http://dx.doi.org/10.1063/1.3507177
169

Publications 170
o Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric FagèsComparative time resolved shadowgraphic imaging studies of nanosecond and picosecond lasertransfer of organic materialsProceedings of SPIE 7131 (2009)http://dx.doi.org/10.1117/12.817481
o Ludovic Rapp, Anne Patricia Alloncle, Julie Ailuno, Philippe DelaporteImpression par laser UV picoseconde pour la micro-électronique organiqueEDP Sciences, uvx2010, in press
o Ludovic Rapp, Julie Ailuno, Anne Patricia Alloncle, Sébastien Nénon, Christine Videlot-Ackermann, Frédéric Fages, Philippe DelaporteLaser printing of n- and p-type semiconductors for complex organic thin film transistorsEDP Sciences, uvx2010, in press
o Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe DelaporteStudy on the transfer induced by laser of organic conducting thin filmsEDP Sciences, uvx2008 (2009) 173-176http://dx.doi.org/10.1051/uvx/2009028
o Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Sébastien Nénon, ChristineVidelot-Ackermann, Frédéric Fages, Philippe DelaporteLaser Printing of P-type and N-type Organic Thin Film TransistorsProceedings of LOPE-C (2010) ISBN 978-3-00-029955-1, 161-164
o Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Philippe Delaporte, SébastienNénon, Christine Videlot-Ackermann, Frédéric Fages, Matthias Nagel, Thomas LippertOrganic Thin Film Transistor fabrication by Laser-Induced Forward Transfer techniqueProceedings of LOPE-C (2009) ISBN 978-3-00-028063-4
o Ludovic Rapp, Abdou Karim Diallo, Sébastien Nénon, Anne Patricia Alloncle, ChristineVidelot-Ackermann, Frédéric Fages, Matthias Nagel, Thomas Lippert, Philippe DelaporteImportance of a protecting Triazene layer for laser printing of a small molecule organic semi-conductorwill be submitted
Publications comme co-auteur
o Abdou Karim Diallo, Ludovic Rapp, Sébastien Nénon, Anne Patricia Alloncle, Philippe De-laporte, Frédéric Fages, Christine Videlot-AckermannTop gate copper phtalocyanine thin film transistors with laser printed dielectricwill be submitted
o James Shaw Stewart, Romain Fardel, Matthias Nagel, Philippe Delaporte, Ludovic Rapp,Christophe Cibert, Anne Patricia Alloncle, Frank Nuesch, Thomas Lippert, Alexander Wo-kaunThe effect of laser length upon laser-induced forward transfer using a triazene polymer as adynamic release layerJournal of Optoelectronics and Advanced Materials, 12, 3 (2010) 605-609

Communications
(Le présentateur est souligné)
Communications orales :
Ludovic Rapp, Anne Patricia Alloncle, Julie Ailuno, Philippe DelaporteImpression par laser UV picoseconde pour la microélectronique organiqueConférence invitée : 10ème Colloque sur les Sources Cohérentes et Incohérentes UV, VUV etX ; Applications et Développements Récents (UVX 2010), September 21-24, 2010, Porquerolles,France
Ludovic Rapp, Anne Patricia Alloncle, Antonio Pereira, Stephan Guy, Christine Videlot-Ackermann,Frédéric Fages, Philippe DelaporteMultilayer Laser Printing for Organic Thin Film TransistorEuropean Materials Research Society (E-MRS 2010), June 7-11, 2010, Strasbourg, France
Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Sébastien Nénon, Christine Videlot-Ackermann, Frédéric Fages, Philippe DelaporteLaser Printing of P-type and N-type Organic Thin Film TransistorsLarge-area, Organic & Printed Electronics Convention (LOPE-C 2010), June 31- May 2, 2010,Frankfurt, Germany
Ludovic Rapp, Anne Patricia Alloncle, Abdou Karim Diallo, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric Fages,Pulsed-laser printing process for Organic Thin-Film Transistor fabricationHigh Power Laser Ablation (HPLA 2010), April 18-22, 2010, Santa Fe, United States
Abdou Karim Diallo, Ludovic Rapp, Sébastien Nénon, Christine Videlot-Ackermann, FrédéricFages, Anne Patricia Alloncle, Philippe DelaporteLaser printing of p- and n-type organic semiconductors for thin film transistorsMaterials Research Society (MRS 2010), April 5 - 9, 2010, San Francisco, United States
Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Sébastien Nénon, Philippe De-laporte, Christine Videlot-Ackermann, Frédéric Fages, Matthias Nagel, Thomas LippertLaser printing of Organic Thin Film TransistorARCSIS Micropackaging Days 2009 “Thin and Flexible Packaging”, October 15-16, 2009, Gar-danne, France
Ludovic Rapp, Anne Patricia Alloncle, Abdou Karim Diallo, Sébastien Nénon, Philippe Delaporte,Christine Videlot-Ackermann, Frédéric FagesLaser printing of Thin Film TransistorLaser Advanced Materials Processing (LAMP 2009), June 29- July 2, 2009, Kobe, Japan
171

Communications 172
Thierry Sarnet, Rémi Torres, Ludovic Rapp, Thibault Derrien, Yannick Larmande, Sedao, Mat-thieu Halbwax, Vanessa Vervisch, Philippe Delaporte, Anne Patricia Alloncle, Marc SentisApplications laser pour le PhotovoltaïqueConférence invitée "1ère Journée Technique Photovoltaïque", June 18, 2009, Gardanne, France
Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric FagèsOrganic transistor fabrication assisted by laser techniques : application in plastic micro-electronicsARCSIS Micropackaging Days 2008 “Thin and Flexible Packaging”, December 4-5, 2008, Gar-danne, France
Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric FagèsLIFT of organic materials for application in plastic micro-electronicsThird Russian-French Laser Physics Workshop for Young Scientists (RF-YS 2008), September22-27, 2008, Saint-Petersburg, Russia
Communications par affiche :
Ludovic Rapp, Julie Ailuno, Anne Patricia Alloncle, Sébastien Nénon, Christine Videlot-Ackermann,Frédéric Fages Philippe DelaporteRéalisation de transistors organiques par technique LIFT : optimisation par un système multi-coucheConférence invitée : 10ème Colloque sur les Sources Cohérentes et Incohérentes UV, VUV etX ; Applications et Développements Récents (UVX 2010), September 21-24, 2010, Porquerolles,France
Ludovic Rapp, Sébastien Nénon, Abdou Karim Diallo, Anne Patricia Alloncle, Christine Videlot-Ackermann, Frédéric Fages, Philippe DelaporteFabrication of Organic Thin Film Transistors assisted by laserInternational Conference on Organic Electronics (ICOE 2010), June 22 - 25, 2010, Paris, France
Sébastien Nénon, Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Philippe De-laporte, Christine Videlot-Ackermann, Frédéric FagesAmbipolar transistors based on CuPc and F16CuPc vs. fabrication methodsInternational Conference on Organic Electronics (ICOE 2010), June 22-25, 2010, Paris, France
Ludovic Rapp, Anne Patricia Alloncle, Matthias Nagel, Thomas Lippert, Philippe DelaporteImprovement in semiconductor laser printing using sacrificial protecting layer for Organic Thin-film Transistors fabricationEuropean Materials Research Society (E-MRS 2010), June 7-11, 2010, Strasbourg, France
Antonio Pereira, Stephan Guy, Laure Guy, Anne Patricia Alloncle, Philippe Delaporte, LudovicRappPulsed laser deposition of organic multilayers for high performance thin film transistorEuropean Materials Research Society (E-MRS 2010), June 7-11, 2010, Strasbourg, France

Communications 173
Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric Fages, Matthias Nagel, Thomas LippertOrganic Thin Film Transistor printed by a laser techniqueMaterials Research Society (MRS 2009), November 30 - December 4, 2009, Boston, United States
Abdou Karim Diallo, Ludovic Rapp, Sébastien Nénon, Anne Patricia Alloncle, Christine Videlot-Ackermann, Philippe Delaporte, Frédéric Fages,Réalisation de transistors organiques par transfert laserMatériaux et Nanostructures Π conjugués (MNPC 2009), October 19-23, 2009, Arcachon, France
Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric Fages, Matthias Nagel, Thomas LippertOrganic Thin Film Transistor fabrication by Laser-Induced Forward Transfer techniqueLarge-area, Organic & Printed Electronics Convention (LOPE-C 2009), June 23-25, 2009, Frank-furt, Germany
Ludovic Rapp, Abdou Karim Diallo, Sébastien Nénon, Anne Patricia Alloncle, Philippe De-laporte, Christine Videlot-Ackermann, Frédéric Fages, Romain Fardel, Matthias Nagel, ThomasLippertStudy of the patterning of organic thin film assisted by a laser induced forward transfer technique :application to plastic micro-electronicsEuropean Materials Research Society (E-MRS 2009), June 8-12, 2009, Strasbourg, France
James Shaw Stewart, Romain Fardel, Matthias Nagel, Philippe Delaporte, Ludovic Rapp, Chris-tophe Cibert, Anne-Patricia Alloncle, Frank Nuesch, Thomas Lippert, Alexander WokaunThe effect of different laser pulse lengths upon laser induced forward transfer using a triazenepolymer as a sacrificial layerEuropean Materials Research Society (E-MRS 2009), June 8-12, 2009, Strasbourg, France
Ludovic Rapp, Abdou Karim Diallo, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric Fages, Matthias Nagel, Thomas LippertRéalisation de transistors organiques par laser : application à la micro-électronique plastiqueJournées Nationales du Réseau Doctoral de Microélectronique (JNRDM 2009), Mai 19-20, Lyon,France
Sébastien Nénon, Ludovic Rapp, Abdou Karim Diallo, Christine Videlot-Ackermann, Anne Pa-tricia Alloncle, Philippe Delaporte, Frédéric FagesTransistors organiques à effet de champ à partir de CuPc et F16CuPc21ème journée de la chimie SCF PACA, April 16, 2009, Marseille, France
Sébastien Nénon, Ludovic Rapp, Abdou Karim Diallo, Christine Videlot-Ackermann, Anne Pa-tricia Alloncle, Philippe Delaporte, Frédéric FagesLIFT technique in Organic Thin Film Transistors preparation4th International Meeting on Molecular Electronics (ELECMOL08), December 8-12, 2008, Gre-noble, France
Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe DelaporteEtude du transfert induit par laser de couches minces organiques conductrices9ème Colloque sur les Sources Cohérentes et Incohérentes UV, VUV et X ; Applications et Dé-veloppements Récents (UVX 2008), October 6-10, 2008, Dourdan, France

Communications 174
Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe Delaporte, Sébastien Né-non, Christine Videlot-Ackermann, Frédéric FagèsComparative time resolved shadowgraphic imaging studies of nanosecond and picosecond lasertransfer of organic materialsGas Flow and Chemical Lasers & High Power Lasers (GCL-HPL 2008), September 15-19, 2008,Lisboa, Portugal♦ First price for the best poster presentation
Ludovic Rapp, Christophe Cibert, Anne Patricia Alloncle, Philippe DelaporteCharacterization of organic material micro-structures transferred by laser in nanosecond and pi-cosecond regimesEuropean Materials Research Society (E-MRS 2008), Mai 26-30, 2008, Strasbourg, France

Laboratoire Laser Plasma et Procédés PhotoniquesUMR 6182 CNRS - Université de la Méditerranée163, avenue de LuminyCampus de Luminy, case 91713288 Marseille Cedex 9
http://www.lp3.univ-mrs.fr/
175



















