RANCANGAN PENGENDALIAN MUTU DENGAN...
103
RANCANGAN PENGENDALIAN MUTU DENGAN METODE SIX SIGMA PADA DIVISI SPINNING PT UNITEX Tbk BOGOR Oleh NENNY IKA CENDRAWATI H24103073 DEPARTEMEN MANAJEMEN FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR 2007
-
Upload
phungthuan -
Category
Documents
-
view
242 -
download
3
Transcript of RANCANGAN PENGENDALIAN MUTU DENGAN...

RANCANGAN PENGENDALIAN MUTU
DENGAN METODE SIX SIGMA
PADA DIVISI SPINNING PT UNITEX Tbk BOGOR
Oleh
NENNY IKA CENDRAWATI
H24103073
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
2007

ABSTRAK Nenny Ika Cendrawati. H24103073. Perancangan Pengendalian Mutu dengan Menerapkan Metode Six Sigma pada Divisi Spinning PT Unitex Tbk, Bogor. Dibawah bimbingan Heti Mulyati. Six sigma merupakan salah satu cara yang digunakan untuk memperbaiki kualitas produksi dengan konsep dasar DMAIC (Define, Measurement, Analyze, Improvement dan Control). Perbaikan dengan menggunakan six sigma diharapkan dapat menekan biaya produksi dan meningkatkan kualitas produk sehingga dapat bertahan dalam persaingan. Perusahaan tekstil merupakan perusahaan yang juga harus mengendalikan kualitas produk, terutama di Bagian Spinning.Tujuan dari penelitian ini adalah (1) Mengkaji proses produksi pada Divisi Spinning (2) Mengkaji faktor penyebab timbulnya cacat produk pada Divisi Spinning berdasarkan tahapan six sigma yaitu define, measure, dan analyze, dan (3) Menetapkan solusi yang dapat diambil untuk mengurangi jumlah produk cacat pada Divisi Spinning berdasarkan tahapan six sigma yaitu improvement dan control.
Penentuan responden dan sampel produk (benang) dilakukan dengan metode purposive sampling. Pada fase define ditemukan bahwa salah satu permasalahan yang dihadapi oleh Divisi Spinning adalah adanya produk cacat yang tertangkap oleh mesin pada tahap finishing. Kriteria produk cacat yang tertangkap mesin tersebut adalah slub, thick dan thin. Fase measurement dilakukan untuk mengetahui kualitas produksi Divisi Spinning. Hasil yang diperoleh untuk benang yang terpotong oleh mesin adalah Defect Per Opportunity (DPO) sebesar 0,000502208; Defect Per Million Opportunity (DPMO) sebesar 502,208 dan nilai sigma sebesar 4,81. Apabila pengukuran dilakukan pada keseluruhan benang yang cacat, maka nilai DPO yang dihasilkan adalah 0,00504; nilai DPMO sebesar 5.040 dan nilai sigma sebesar 4,07. Pada fase analyze bahwa produk gagal yang dihasilkan oleh Divisi Spinning disebabkan oleh beberapa faktor. Penyebab produk cacat tersebut adalah faktor manusia, metode, mesin, bahan baku dan lingkungan.
Pada fase improvement ditetapkan beberapa solusi perbaikan, yaitu (1) Faktor manusia, antara lain memberikan pendidikan dan pelatihan kepada karyawan dan memberikan sanksi yang tegas terhadap karyawan yang mengabaikan peraturan, (2) Faktor bahan baku, antara lain pemilihan bahan baku dengan kualitas bagus dan kombinasi bahan baku yang benar, (3) Faktor metode, antara lain mensosialisasikan standar kerja dan standar kualitas kepada karyawan, (4) Faktor mesin, antara lain melakukan pemeliharaan mesin dengan perawatan secara rutin, memeriksa setting pada setiap mesin dan melakukan perbaikan dengan segera pada mesin yang mengalami kerusakan, (5) Faktor lingkungan, antara lain membersihkan lingkungan secara teratur, menetapkan standar kebersihan untuk mesin dan lingkungan sekitar, menjaga suhu ruangan, menjaga pencahayaan pada ruang tes benang dan menjaga kelembaban ruangan.
Fase control bertujuan untuk mengevaluasi dan memonitor hasil implementasi di lapangan. Alat yang digunakan pada fase ini adalah control chart. Agar dapat mencapai tingkatan enam sigma, Divisi Spinning harus dapat menekan produk cacatnya sebesar 4,86 cm pada tiap 100 km benang yang dihasilkannya.

DAFTAR RIWAYAT HIDUP
Penulis dilahirkan di Tuban pada tanggal 03 juni 1985, merupakan anak
pertama dari dua bersaudara dari pasangan Kisnaniadi dan Indahwati. Penulis
menyelesaikan pendidikan di TK Santo Paulus Bojonegoro (1990 -1991), SDK
Santo Paulus Bojonegoro (1991-1993), SDN Kadipaten II Bojonegoro (1993-
1997), SLTPN I Bojonegoro (1997-2000), SMUN I Bojonegoro (2000-2003) dan
kemudian penulis diterima di Departemen Manajemen, Fakultas Ekonomi dan
Manajemen, Institut Pertanian Bogor Melalui jalur USMI pada tahun 2003.
Selama menjalani pendidikan di departemen Manajemen penulis
bergabung dengan SESC (Syariah Ekonomi Student Club) sebagai sekretaris
Divisi Kerjasama dan Usaha Mandiri (2005) serta staf Divisi Usaha Mandiri
(2006). Selain itu penulis juga bergabung sebagai anggota muda KAREMATA
(Keluarga Ekonomi dan Manajemen Pecinta Alam).
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Allah SWT, karena atas rahmat dan
karunia-Nya akhirnya skripsi ini dapat diselesaikan. Skripsi ini disusun sebagai
salah satu syarat untuk meraih gelar sarjana pada Departemen Manajemen,
Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor.
Skripsi ini membahas tentang Rancangan Pengendalian Mutu dengan
Metode Six Sigma. Penelitian dilakukan pada Divisi Spinnging PT Unitex Tbk
Bogor. Pengendalian mutu merupakan sesuau yang sangat penting bagi
keberlangsungan hidup perusahaan. Six sigma merupakan suatu metode
pengendalian mutu dengan target 3,4 DPMO (Defect Per Million Opportunity).
Dalam kesempatan ini penulis mengucapkan banyak terima kasih kepada :
1. Ibu Heti Mulyati S.TP., MT sebagai dosen pembimbing yang telah
membimbing penulis dalam penyusunan skripsi ini.
2. Bapak Prof.Dr.Ir.H.Musa Hubeis.Dipl.Ing.DEA dan Bapak Eko Rudy
Cahyady,S.Hut.MM selaku dosen penguji dalam ujian sidang penulis.
3. Bpk. Mukhammad Nadjib S.TP., MM selaku satgas dan moderator pada
seminar
4. Seluruh dosen Departemen Manajemen yang telah membagikan ilmunya
kepada penulis.
5. Seluruh staf TU Departemen Manajemen yang telah membantu penulis
untuk mengurus berbagai keperluan surat menyurat.
6. Bapak Lukman, Bapak Syahrul, Bapak Nandang, mbak Desi serta bapak
satpam PT Unitex yang telah banyak membantu penulis selama
melakukan penelitian.
7. Mama dan adekku yang selalu memberi semangat dan do’a untuk
penulis.
8. Elfarista Hantalis Victory atas semua cinta, semangat dan dukungannya.
9. Evi, Irma, Lely, Yan, Melly, Tatha, Tina dan Lucia (TIN 40) yang telah
memberikan banyak masukan kepada penulis.

iii
10. Seluruh teman seperjuangan dalam MeneDeForty, KAREMATA dan
SES-C.
Penulis menyadari bahwa skripsi ini belum sempurna, oleh karena itu
kritik dan saran yang bersifat membangun sangat diharapkan. Semoga skripsi ini
dapat bermanfaat bagi semua pihak.
Bogor, Mei 2007
Penulis

RANCANGAN PENGENDALIAN MUTU
DENGAN METODE SIX SIGMA
PADA DIVISI SPINNING PT UNITEX Tbk BOGOR
SKRIPSI
Sebagai salah satu syarat untuk meraih
gelar SARJANA pada Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
Nenny Ika Cendrawati
H24103073
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
2007
DAFTAR ISI
Halaman
ABSTRAK
DAFTAR RIWAYAT HIDUP ……………………………………… i
KATA PENGANTAR ......................................................................... ii
DAFTAR ISI …………………………………………………………. iv
DAFTAR TABEL …………………………………………………… vi
DAFTAR GAMBAR ………………………………………………... vii
DAFTAR LAMPIRAN ....................................................................... viii
I. PENDAHULUAN ………………………………………….... 1
1.1. Latar belakang ………………………………………... 1 1.2. Rumusan Masalah ……………………………………. 4 1.3. Tujuan Penelitian …………………………………….. 4 1.4. Manfaat Penelitian ........................................................ 5
II. TINJAUAN PUSTAKA …………………………………….. 6
2.1. Definisi Mutu …………………………………............ 6 2.2. Pentingnya Mutu …………………………………....... 8 2.3. Dimensi Mutu ………………………………............... 11 2.4. Biaya Mutu …………………………………………... 11 2.5. Six Sigma ....................................................................... 14 2.6. Peran dalam six sigma ................................................... 19 2.7. Fase dalam six sigma ..................................................... 23 2.8. Seven Basic Quality Tools ….………………………….. 25 2.9 Statistical Process Control …………………………… 29
2.10. Penelitian Terdahulu ...................................................... 30
III METODOLOGI PENELITIAN ……………........................ 33
3.1. Kerangka Pemikiran ………………………………….. 33 3.2. Tahapan Penelitian …………………………………… 35 3.3. Jenis dan Sumber Data ……………………………….. 36 3.4. Metode Pengambilan Data ....................................... 36 3.5. Metode Analisis Data .................................................... 36
3.5.1. Analisis Data Kuantitatif ...................................... 37 3.5.2. Analisis Data Kualitatif ………………………… 38
IV HASIL DAN PEMBAHASAN ……………………………… 39
4.1. Gambaran Umum Perusahaan ………………………… 39 4.1.1. Sejarah, Visi dan Misi Perusahaan ……………. 39 4.1.2. Struktur Perusahaan ........................................... 40 4.1.3. Proses Produksi ................................................... 42
v
4.2. Proses Produksi pada Divisi Spinning ........................... 45 4.2.1. Hasil Produksi Divisi Spinning ............................. 45 4.2.2. Proses Produksi Divisi Spinning ......................... 48 4.2.3. Standar Mutu Produk ...................................... 50
4.3. Faktor- Faktor Penyebab Produk Cacat pada Divisi Spinning ........................................................................... 50 4.3.1. Define .................................................................. 51 4.3.2. Measure ............................................................... 53 4.3.3. Analyze ................................................................ 58
4.4. Solusi untuk Mengurangi Jumlah Produk Cacat pada Divisi Spinning ............................................................... 65
4.4.1. Improvement ........................................................ 66 4.4.2. Control ................................................................. 71 4.4.3. Rancangan Pengendalian Mutu dengan
Mengunakan Metode six sigma .......................... 73
KESIMPULAN DAN SARAN
1. Kesimpulan ....................................................................... 77 2. Saran ............................................................................... 78
DAFTAR PUSTAKA ……………………...…………………………. 79
LAMPIRAN …………………………………………..……………… 81
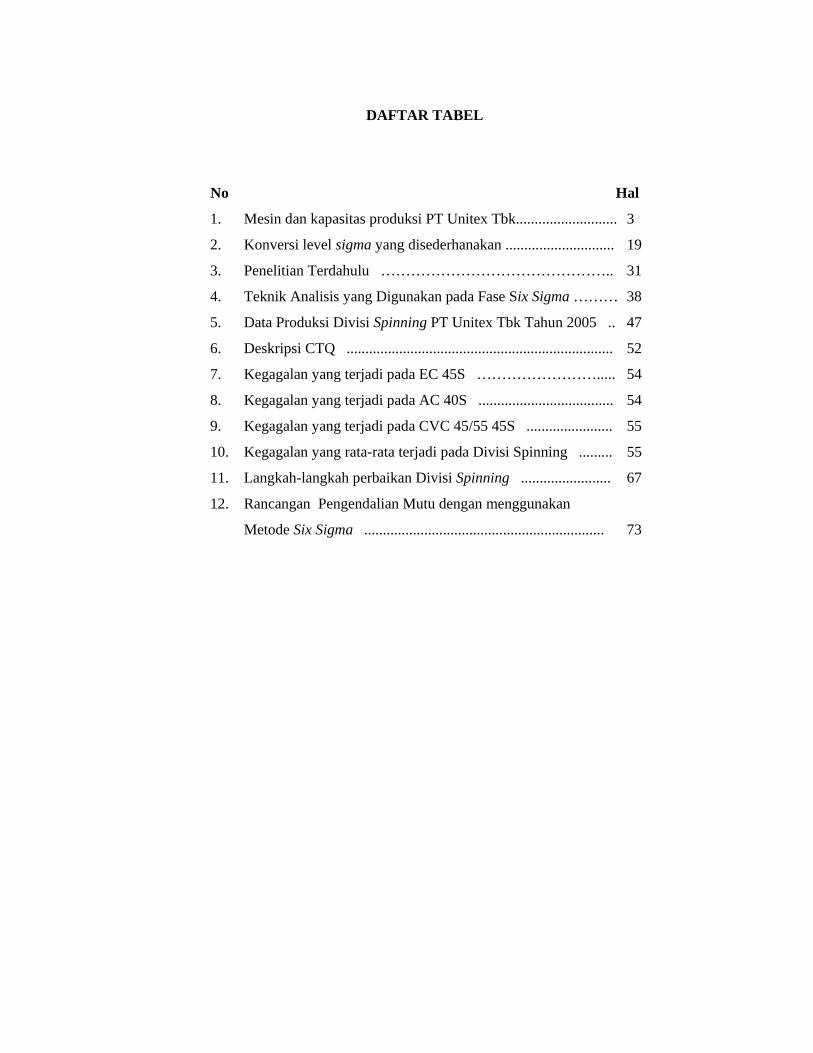
DAFTAR TABEL
No Hal
1. Mesin dan kapasitas produksi PT Unitex Tbk........................... 3
2. Konversi level sigma yang disederhanakan ............................. 19
3. Penelitian Terdahulu ……………………………………….. 31
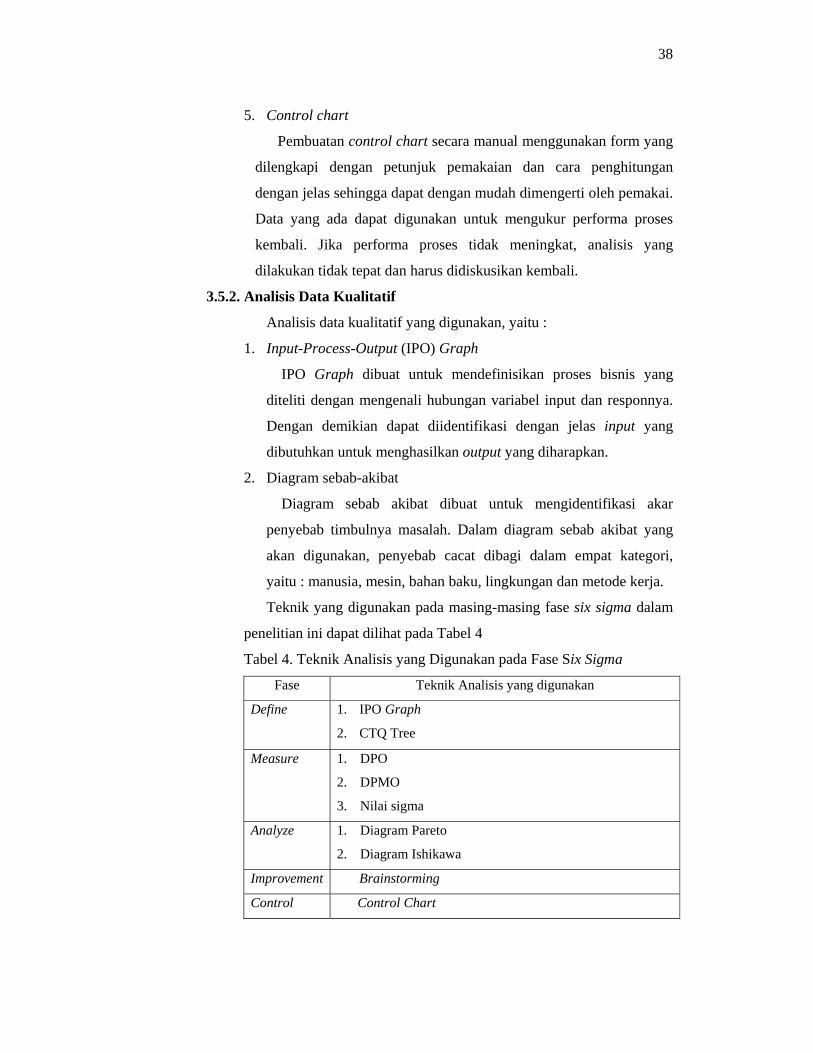
4. Teknik Analisis yang Digunakan pada Fase Six Sigma ……… 38
5. Data Produksi Divisi Spinning PT Unitex Tbk Tahun 2005 .. 47
6. Deskripsi CTQ ....................................................................... 52
7. Kegagalan yang terjadi pada EC 45S ……………………..... 54
8. Kegagalan yang terjadi pada AC 40S .................................... 54
9. Kegagalan yang terjadi pada CVC 45/55 45S ....................... 55
10. Kegagalan yang rata-rata terjadi pada Divisi Spinning ......... 55
11. Langkah-langkah perbaikan Divisi Spinning ........................ 67
12. Rancangan Pengendalian Mutu dengan menggunakan
Metode Six Sigma ................................................................ 73
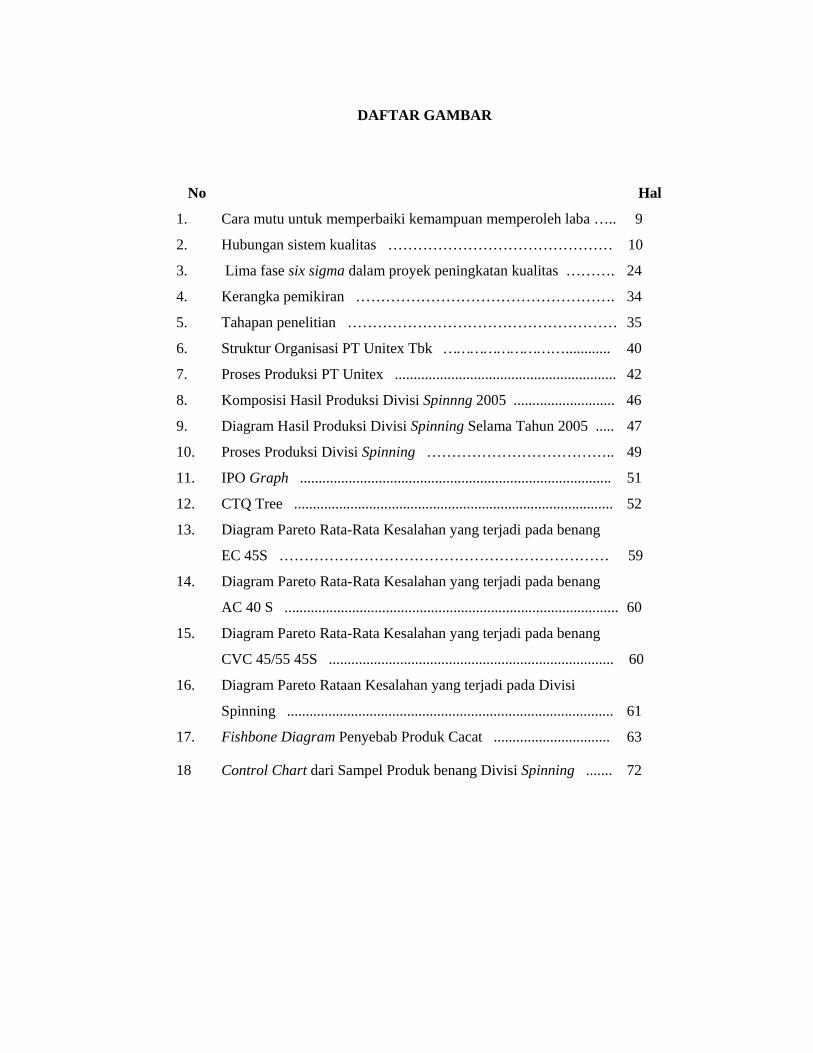
DAFTAR GAMBAR
No Hal
1. Cara mutu untuk memperbaiki kemampuan memperoleh laba ….. 9
2. Hubungan sistem kualitas ……………………………………… 10
3. Lima fase six sigma dalam proyek peningkatan kualitas ………. 24
4. Kerangka pemikiran ……………………………………………. 34
5. Tahapan penelitian ……………………………………………… 35
6. Struktur Organisasi PT Unitex Tbk ………………………............ 40
7. Proses Produksi PT Unitex ........................................................... 42
8. Komposisi Hasil Produksi Divisi Spinnng 2005 ........................... 46
9. Diagram Hasil Produksi Divisi Spinning Selama Tahun 2005 ..... 47
10. Proses Produksi Divisi Spinning ……………………………….. 49
11. IPO Graph ................................................................................... 51
12. CTQ Tree ..................................................................................... 52
13. Diagram Pareto Rata-Rata Kesalahan yang terjadi pada benang
EC 45S ………………………………………………………… 59
14. Diagram Pareto Rata-Rata Kesalahan yang terjadi pada benang
AC 40 S ......................................................................................... 60
15. Diagram Pareto Rata-Rata Kesalahan yang terjadi pada benang
CVC 45/55 45S ............................................................................ 60
16. Diagram Pareto Rataan Kesalahan yang terjadi pada Divisi
Spinning ....................................................................................... 61
17. Fishbone Diagram Penyebab Produk Cacat ............................... 63
18 Control Chart dari Sampel Produk benang Divisi Spinning ....... 72
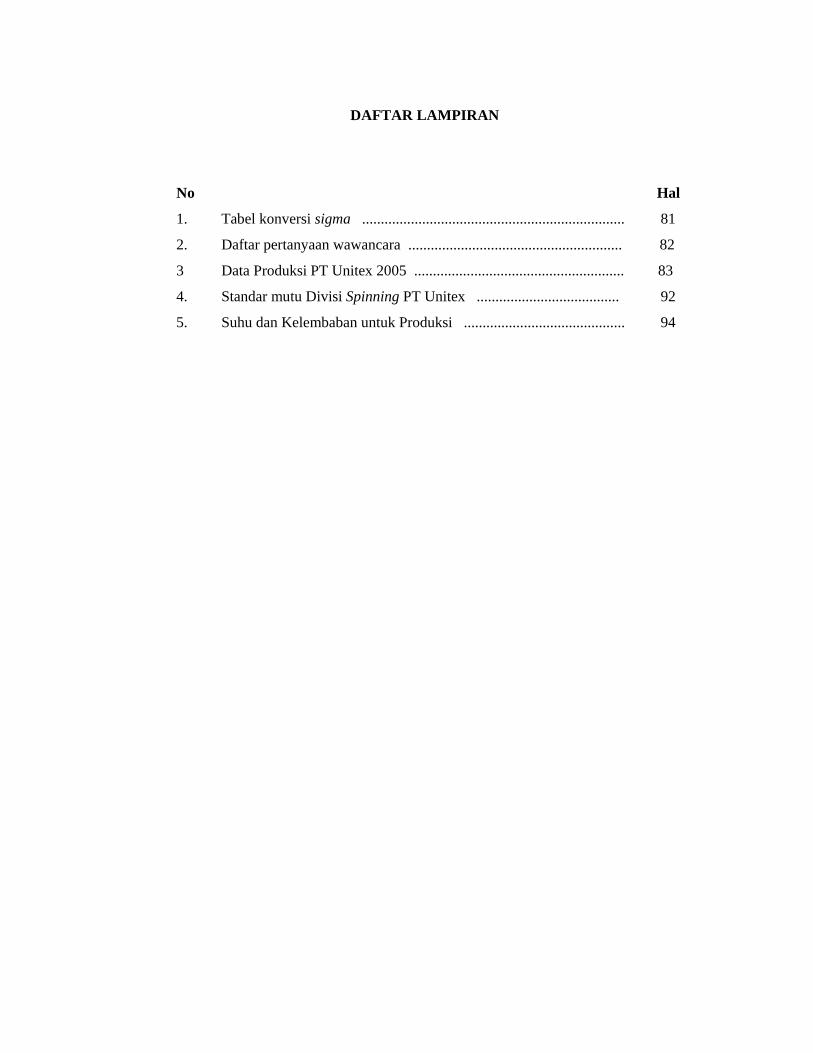
DAFTAR LAMPIRAN
No Hal
1. Tabel konversi sigma ...................................................................... 81
2. Daftar pertanyaan wawancara ......................................................... 82
3 Data Produksi PT Unitex 2005 ........................................................ 83
4. Standar mutu Divisi Spinning PT Unitex ...................................... 92
5. Suhu dan Kelembaban untuk Produksi ........................................... 94
I. PENDAHULUAN
1.1. Latar belakang
Era globalisasi yang ditandai dengan adanya kesepakatan perdagangan
bebas oleh beberapa negara seperti ASEAN Free Trade Area (AFTA),
North America Free Trade Area (NAFTA), Asia Pacific Economic
Cooperation (APEC) dan World Trade Organization (WTO) menyebabkan
persaingan bisnis menjadi semakin ketat. Pola ekonomi berubah dari pola
ekonomi pengendalian pasar menjadi pola ekonomi berdasarkan kekuatan
pasar dimana permintaan konsumen lebih berperan dalam pasar. Oleh karena
itu, perusahaan harus fokus pada kepuasan konsumen dengan meningkatkan
mutu produk sehingga mampu bertahan dalam persaingan.
Pentingnya mutu dapat dilihat dari dua sudut, yaitu dari sudut
manajemen operasional dan manajemen pemasaran. Dilihat dari manajemen
operasional, mutu produk merupakan salah satu kebijakan penting dalam
meningkatkan daya saing produk. Produk dengan mutu bagus mampu
bersaing dibandingkan dengan produk lainnya sehingga dapat bertahan di
pasar. Dilihat dari sudut manajemen pemasaran, mutu produk merupakan
salah satu unsur utama dalam bauran pemasaran yang dapat meningkatkan
volume penjualan dan memperluas pangsa pasar perusahaan. Hal itu
disebabkan oleh ketertarikan konsumen untuk memilih produk dengan mutu
yang lebih baik.
Para pelaku bisnis dituntut untuk selalu berusaha memperbaiki mutu
pada proses yang dilakukannya. Hal ini bertujuan agar dapat memberikan
produk atau layanan sesuai dengan tuntutan pelanggan dan efisiensi biaya.
Mutu suatu produk mempengaruhi preferensi, persepsi dan perilaku
konsumen terhadap produk tersebut. Produk dengan mutu rendah akan
menyebabkan konsumen berpaling pada produk yang lebih bermutu.
Sebaliknya, bila mutu yang dimiliki suatu produk lebih tinggi dari
perusahaan pesaing, konsumen akan lebih memilih untuk menggunakan
produk tersebut.

2
Dalam suatu proses produksi terdapat peluang dihasilkan produk yang
tidak sesuai dengan standar yang ditetapkan oleh perusahaan. Produk yang
tidak sesuai dengan standar tersebut dapat dianggap sebagai produk cacat
yang tidak dapat langsung disalurkan ke pasar tetapi harus diperbaiki
terlebih dahulu. Perbaikan tersebut menimbulkan biaya baru yang
digolongkan dalam biaya mutu. Perbaikan mutu produksi dengan menekan
jumlah produk cacat merupakan salah satu langkah penting untuk mencapai
tujuan perusahaan, karena biaya tersembunyi yang muncul dari adanya
produk cacat tersebut memiliki dampak yang cukup besar pada keuangan
perusahaan.
Industri tekstil adalah salah satu industri yang harus memiliki mutu
tinggi agar memenangkan persaingan. Oleh karena itu, produsen harus terus
meningkatkan mutu dari produk yang dihasilkannya. Salah satu perusahaan
tekstil yang masih bertahan adalah PT Unitex, sebuah perusahaan patungan
Indonesia-Jepang yang bergerak dalam bidang tekstil terpadu (Fully
Integrated Textile Manufacture) yang mengolah bahan baku kapas dan
polyester menjadi benang dan bahan jadi kain. PT Unitex didirikan
berdasarkan Undang-Undang Penanaman Modal Asing (PMA) No. 1/1967.
Perusahaan dituntut untuk terus mempertahankan dan meningkatkan mutu
produk agar dapat mempertahankan loyalitas dan meningkatkan kepuasan
konsumen. PT Unitex berusaha meningkatkan ekspor langsung dan tidak
langsung secara intensif sebesar 80 persen. Ekspor langsung berjumlah 65
persen dari jumlah produksi dengan tujuan Australia, Jepang, Amerika
Serikat, Eropa dan lain-lain. Ekspor tidak langsung melalui industri pakaian
jadi (garmen) berjumlah sekitar 15 persen ke Amerika dan Eropa.
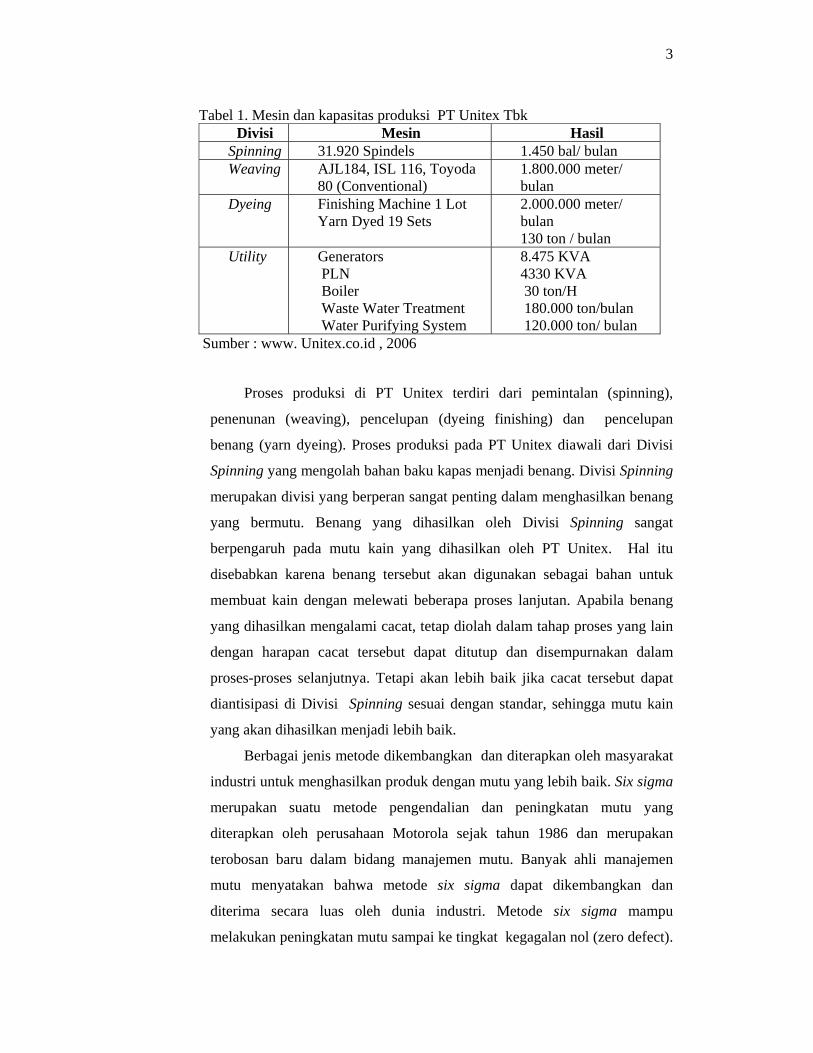
Masing-masing divisi pada PT Unitex menghasilkan produk dengan
jenis yang berbeda. Mesin dan kapasitas produksi pada masing-masing
divisi pada PT Unitex dapat dilihat pada Tabel 1.
3
Tabel 1. Mesin dan kapasitas produksi PT Unitex Tbk Divisi Mesin Hasil
Spinning 31.920 Spindels 1.450 bal/ bulan Weaving AJL184, ISL 116, Toyoda
80 (Conventional) 1.800.000 meter/ bulan
Dyeing Finishing Machine 1 Lot Yarn Dyed 19 Sets
2.000.000 meter/ bulan 130 ton / bulan
Utility Generators PLN Boiler Waste Water Treatment Water Purifying System
8.475 KVA 4330 KVA 30 ton/H 180.000 ton/bulan 120.000 ton/ bulan
Sumber : www. Unitex.co.id , 2006
Proses produksi di PT Unitex terdiri dari pemintalan (spinning),
penenunan (weaving), pencelupan (dyeing finishing) dan pencelupan
benang (yarn dyeing). Proses produksi pada PT Unitex diawali dari Divisi
Spinning yang mengolah bahan baku kapas menjadi benang. Divisi Spinning
merupakan divisi yang berperan sangat penting dalam menghasilkan benang
yang bermutu. Benang yang dihasilkan oleh Divisi Spinning sangat
berpengaruh pada mutu kain yang dihasilkan oleh PT Unitex. Hal itu
disebabkan karena benang tersebut akan digunakan sebagai bahan untuk
membuat kain dengan melewati beberapa proses lanjutan. Apabila benang
yang dihasilkan mengalami cacat, tetap diolah dalam tahap proses yang lain
dengan harapan cacat tersebut dapat ditutup dan disempurnakan dalam
proses-proses selanjutnya. Tetapi akan lebih baik jika cacat tersebut dapat
diantisipasi di Divisi Spinning sesuai dengan standar, sehingga mutu kain
yang akan dihasilkan menjadi lebih baik.
Berbagai jenis metode dikembangkan dan diterapkan oleh masyarakat
industri untuk menghasilkan produk dengan mutu yang lebih baik. Six sigma
merupakan suatu metode pengendalian dan peningkatan mutu yang
diterapkan oleh perusahaan Motorola sejak tahun 1986 dan merupakan
terobosan baru dalam bidang manajemen mutu. Banyak ahli manajemen
mutu menyatakan bahwa metode six sigma dapat dikembangkan dan
diterima secara luas oleh dunia industri. Metode six sigma mampu
melakukan peningkatan mutu sampai ke tingkat kegagalan nol (zero defect).
4
Six sigma dapat mengidentifikasi masalah dalam proses produksi dan
menguraikan cacat yang membebani dalam hal waktu, uang, pelanggan dan
peluang. Six sigma dapat digunakan untuk menemukan karakteristik-
karakteristik yang penting untuk pelanggan, mengidentifikasi faktor-faktor
yang mempengaruhi karakterisitik dan mengurangi variasi pada faktor-
faktor kunci tersebut. Meskipun PT Unitex telah memiliki sertifikasi ISO
9001 : 2000, namun penerapan six sigma belum dilakukan. Oleh karena itu,
penelitian mengenai six sigma di PT Unitex perlu dikaji dalam rangka
perbaikan yang terus menerus (continuous improvement).
1.2. Perumusan masalah
Perbaikan mutu produksi merupakan salah satu langkah penting untuk
mencapai tujuan perusahaan dan perbaikan mutu produksi dapat menjadi
suatu cara yang ditempuh oleh perusahaan agar dapat bertahan dalam suatu
industri. Tingginya jumlah produk cacat dapat menjadi suatu indikator
rendahnya mutu produksi perusahaan tersebut. Biaya yang timbul akibat dari
adanya produk cacat tersebut akan menyebabkan terjadinya peningkatan
pada biaya operasional perusahaan. Divisi Spinning merupakan salah satu
divisi dalam industri tekstil yang sangat mempengaruhi mutu kain. Pada
divisi Spinning diindikasikan banyak cacat yang ditimbulkan.
Berdasarkan uraian tersebut, permasalahan yang dirumuskan adalah :
1. Bagaimana proses produksi pada Divisi Spinning ?
2. Apa faktor penyebab timbulnya cacat produk pada Divisi Spinning
berdasarkan tahapan six sigma yaitu define, measure, dan analyze ?
3. Bagaimana cara mengurangi jumlah produk cacat pada Divisi Spinning
berdasarkan tahapan six sigma yaitu improvement dan control ?
4. Bagaimana rancangan pengawasan mutu berdasarkan metode six sigma
yang dapat diterapkan pada Divisi Spinning PT Unitex ?
1.3. Tujuan Penelitian
Berdasarkan rumusan permasalahan yang telah diuraikan, maka tujuan
dari penelitian ini adalah :
1. Mengetahui proses produksi pada Divisi Spinning.
5
2. Mengkaji faktor penyebab timbulnya cacat produk pada Divisi
Spinning berdasarkan tahapan six sigma yaitu define, measure, dan
analyze.
3. Menetapkan solusi yang dapat diambil untuk mengurangi jumlah
produk cacat pada Divisi Spinning berdasarkan tahapan six sigma yaitu
improvement dan control.
4. Merancang sistem pengawasan mutu yang dapat diterapkan pada
Divisi Spinning PT Unitex.
1.4. Manfaat penelitian
Manfaat penelitian ini adalah :
1. Bahan masukan bagi perusahaan dalam meningkatkan kualitas
produksinya dengan cara menekan jumlah produk cacat.
2. Bagi peneliti mengetahui karakteristik produk cacat dan proses
produksi pada Divisi Spinning PT Unitex serta menemukan solusi
untuk mengurangi produk cacat tersebut dengan menggunakan metode
six sigma.
3. Menambah wawasan dan bahan rujukan bagi peneliti selanjutnya
tentang kualitas produksi dengan menekan jumlah produk cacat.

II. TINJAUAN PUSTAKA
2.1. Definisi Mutu
American Society for Quality Control dalam Heizer dan Render (2001)
menyatakan, bahwa mutu adalah totalitas bentuk dan karakteristik barang
atau jasa yang menunjukkan kemampuannya untuk memuaskan kebutuhan-
kebutuhan yang tampak jelas maupun yang tersembunyi.
Meskipun demikian, pendapat lain menyatakan bahwa definisi mutu
menyangkut berbagai kategori. Beberapa dari definisi tersebut berorientasi
pada pengguna atau pemakainya. Pendapat ini mengatakan bahwa mutu
tergantung pada anggapan pemakai produk dan jasa tersebut. Orang-orang
yang berkecimpung dalam bidang pemasaran menyukai pendekatan ini,
demikian pula para konsumen. Bagi mereka, mutu yang lebih tinggi berarti
memiliki kemampuan pemuasan kebutuhan yang lebih baik, bentuk produk
yang lebih menarik dan kelebihan lainnya (terkadang memakan biaya). Bagi
manajer produksi, mutu tergantung pada pengerjaan, karena mutu berarti
keharusan menyesuaikan dengan lebih baik pada standar yang berlaku dan
membuatnya dengan benar pada waktu pertama. Namun, pendekatan yang
ketiga bersifat berorientasi pada produk, yang menganggap mutu sebagai
variabel tertentu dan dapat diukur (Heizer dan Render, 2001)
Definisi mutu yang dikemukakan oleh beberapa ahli, dirangkum
sebagai berikut :
- Juran dalam Ariani (2002) menyatakan, bahwa mutu adalah kesesuaian
dengan tujuan atau manfaatnya.
- Scherkenbach dalam Ariani (2002) menyatakan, bahwa mutu
ditentukan oleh pelanggan. Pelanggan menginginkan produk yang
sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga
tertentu yang menunjukkan nilai dari produk tersebut.
7
- Elliot dalam Ariani (2002) menyatakan, bahwa mutu adalah sesuatu
yang berbeda untuk orang yang berbeda dan tergantung pada waktu
dan tempat atau dikatakan sesuai dengan tujuan.
- Standar Nasional Indonesia dalam Ariani (2002) mendefinisikan mutu
sebagai keseluruhan ciri dan karakteristik produk atau jasa yang
kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan
secara tegas maupun tersamar.
- Crosby dalam Nasution (2004) menyatakan, bahwa mutu adalah
conformance to requirement, yaitu sesuai dengan yang disyaratkan
atau distandarkan. Suatu produk memiliki mutu apabila sesuai dengan
standar mutu yang telah ditentukan. Standar mutu meliputi bahan
baku, proses produksi dan produk jadi.
- Deming dalam Nasution (2004) menyatakan, bahwa mutu adalah
kesesuaian dengan kebutuhan pasar atau konsumen. Perusahaan harus
benar-benar dapat memahami apa yang dibutuhkan konsumen atas
suatu produk yang akan dihasilkan.
- Feigenbaum dalam Nasution (2004) menyatakan, bahwa mutu adalah
kepuasan pelanggan sepenuhnya (full customer satisfaction). Suatu
produk bermutu apabila dapat memberikan kepuasan sepenuhnya
kepada konsumen, yaitu sesuai dengan apa yang diharapkan konsumen
atas suatu produk.
- Garvin dan Daviz dalam Nasution (2004) menyatakan, bahwa mutu
adalah suatu kondisi dinamis yang berhubungan dengan produk,
manusia/tenaga kerja, proses dan tugas serta lingkungan yang
memenuhi atau melebihi harapan pelanggan atau konsumen.
Selera dan harapan konsumen terhadap suatu produk selalu berubah,
sehingga mutu produk juga harus berubah atau disesuaikan. Dengan
perubahan mutu produk tersebut, diperlukan perubahan atau peningkatan
keterampilan tenaga kerja, perubahan proses produksi dan tugas, serta
perubahan lingkungan perusahaan agar produk dapat memenuhi atau
melebihi harapan konsumen.
8
Nasution (2004) menyatakan bahwa walaupun tidak ada definisi
mengenai mutu yang diterima secara universal, tetapi dari beberapa definisi
tersebut terdapat beberapa persamaan, yaitu dalam elemen-elemen berikut :
1. Mutu mencakup usaha memenuhi atau melebihi harapan pelanggan.
2. Mutu mencakup produk, jasa manusia, proses dan lingkungan.
3. Mutu merupakan kondisi yang selalu berubah (misalnya apa yang
dianggap merupakan mutu saat ini mungkin dianggap kurang bermutu
pada masa mendatang).
2. 2. Pentingnya Mutu
Menurut Heizer dan Render (2001), produk dan jasa yang bermutu
secara strategis penting bagi perusahan dan negara yang diwakilinya. Mutu
dan produk suatu perusahaan, harga yang ditetapkan oleh perusahaan dan
pemasokan barang yang membuat produk itu tersedia bagi konsumen
merupakan faktor yang menentukan permintaan. Mutu terutama
mempengaruhi perusahaan dalam empat cara yaitu :
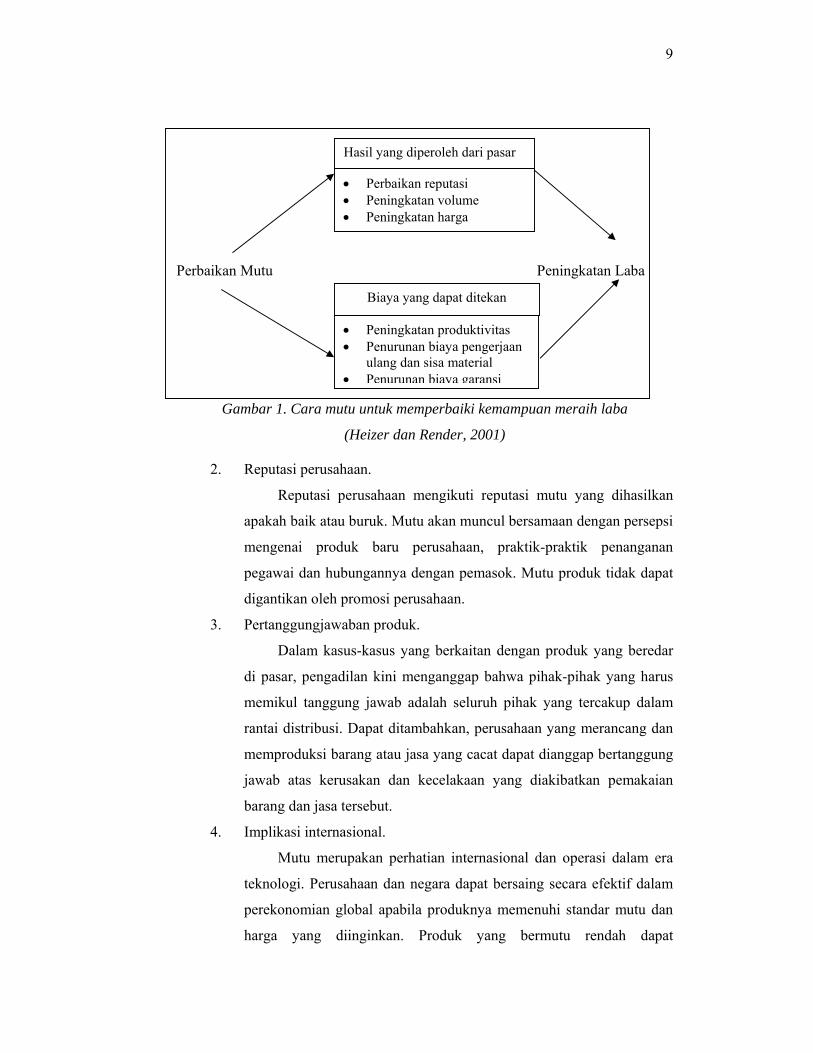
1. Biaya dan pangsa pasar.
Gambar 1 menunjukkan bahwa mutu yang ditingkatkan dapat
mengarah pada peningkatan pangsa pasar dan penghematan biaya,
yang mempengaruhi profitabilitas. Demikian pula usaha perbaikan
keandalan dan standar berarti penurunan kerusakan pada produk dan
biaya suatu jasa.
9
Perbaikan Mutu Peningkatan Laba
Gambar 1. Cara mutu untuk memperbaiki kemampuan meraih laba
(Heizer dan Render, 2001)
2. Reputasi perusahaan.
Reputasi perusahaan mengikuti reputasi mutu yang dihasilkan
apakah baik atau buruk. Mutu akan muncul bersamaan dengan persepsi
mengenai produk baru perusahaan, praktik-praktik penanganan
pegawai dan hubungannya dengan pemasok. Mutu produk tidak dapat
digantikan oleh promosi perusahaan.
3. Pertanggungjawaban produk.
Dalam kasus-kasus yang berkaitan dengan produk yang beredar
di pasar, pengadilan kini menganggap bahwa pihak-pihak yang harus
memikul tanggung jawab adalah seluruh pihak yang tercakup dalam
rantai distribusi. Dapat ditambahkan, perusahaan yang merancang dan
memproduksi barang atau jasa yang cacat dapat dianggap bertanggung
jawab atas kerusakan dan kecelakaan yang diakibatkan pemakaian
barang dan jasa tersebut.
4. Implikasi internasional.
Mutu merupakan perhatian internasional dan operasi dalam era
teknologi. Perusahaan dan negara dapat bersaing secara efektif dalam
perekonomian global apabila produknya memenuhi standar mutu dan
harga yang diinginkan. Produk yang bermutu rendah dapat
Hasil yang diperoleh dari pasar
• Perbaikan reputasi • Peningkatan volume • Peningkatan harga
Biaya yang dapat ditekan
• Peningkatan produktivitas • Penurunan biaya pengerjaan
ulang dan sisa material • Penurunan biaya garansi
10
membahayakan perusahaan dan mengakibatkan implikasi yang negatif
bagi neraca pembayaran.
Menurut Heizer dan Render (2001), perspektif lain dari mutu
mencakup empat hal yaitu :
1. Kemampuan memenuhi harapan konsumen,
2. Wujud dari produk tersebut,
3. Keandalan,
4. Mutu yang diterima.
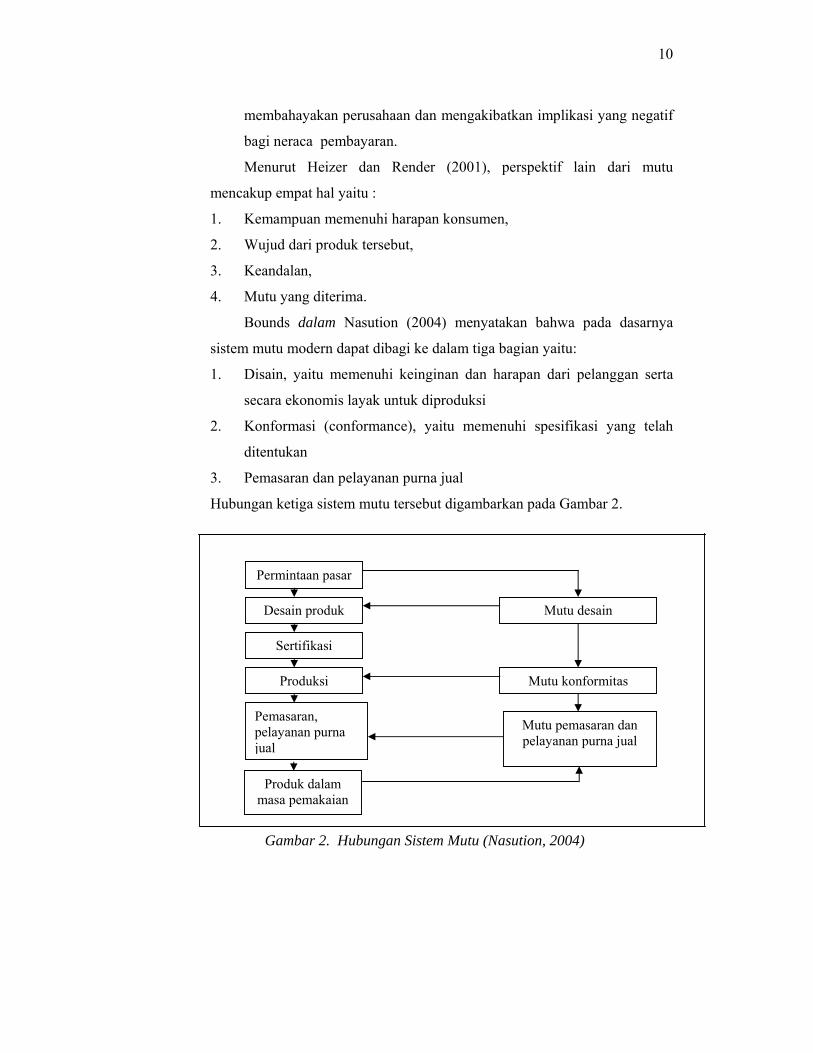
Bounds dalam Nasution (2004) menyatakan bahwa pada dasarnya
sistem mutu modern dapat dibagi ke dalam tiga bagian yaitu:
1. Disain, yaitu memenuhi keinginan dan harapan dari pelanggan serta
secara ekonomis layak untuk diproduksi
2. Konformasi (conformance), yaitu memenuhi spesifikasi yang telah
ditentukan
3. Pemasaran dan pelayanan purna jual
Hubungan ketiga sistem mutu tersebut digambarkan pada Gambar 2.
Gambar 2. Hubungan Sistem Mutu (Nasution, 2004)
Mutu konformitas
Mutu desain
Mutu pemasaran dan pelayanan purna jual
Produk dalam masa pemakaian
Pemasaran, pelayanan purna jual
Produksi
Sertifikasi
Desain produk
Permintaan pasar
11
2.3. Dimensi Mutu
Garvin dalam Ariani (2002) menyatakan bahwa terdapat beberapa
dimensi mutu dalam industri manufaktur, antara lain :
1. Performance, yaitu kesesuaian produk dengan fungsi utama produk itu
sendiri atau karakteristik operasi dari suatu produk.
2. Feature, yaitu ciri khas produk yang membedakan dengan produk
lainnya dan merupakan karakteristik pelengkap dan mampu
menimbulkan kesan yang baik bagi pelanggan.
3. Reliability, yaitu kepercayaan pelanggan terhadap produk karena
kehandalannya atau kemungkinan rusaknya rendah.
4. Conformance, yaitu kesesuaian produk dengan syarat atau ukuran
tertentu atau sejauh mana karakteristik desain dan operasi memenuhi
standar yang telah ditetapkan.
5. Durability, yaitu tingkat keawetan produk atau lama umur produk
6. Serviceability, yaitu kemudahan produk bila akan diperbaiki atau
kemudahan memperoleh komponen produk tersebut.
7. Aesthetic,yaitu keindahan atau daya tarik produk.
8. Perception, yaitu fanatisme konsumen akan merk suatu produk
tertentu karena citra atau reputasi produk itu sendiri
2.4. Biaya Mutu
Ada dua golongan besar biaya mutu, yaitu biaya untuk menghasilkan
produk yang bermutu dan biaya yang harus dikeluarkan karena
menghasilkan produk cacat. Menurut Russel dalam Ariani (2002) secara
keseluruhan biaya kualias tersebut meliputi :
1. Biaya untuk menghasilkan produk yang bermutu (cost of achieving
good quality), yaitu biaya yang harus dikeluarkan perusahaan untuk
membuat produk yang bermutu sesuai dengan yang diinginkan
pelanggan, meliputi :
a. Biaya pencegahan (prevention costs), yaitu biaya untuk
mencegah kerusakan atau cacat produk yang terdiri dari:
12
i. Biaya perencanan mutu (quality planning costs), yaitu biaya
yang harus dikeluarkan untuk membuat perencanaan
produk yang bermutu.
ii. Biaya perancangan produksi (production design costs),
yaitu biaya yang harus dikeluarkan untuk merancang
produk sehingga produk yang dihasilkan bermutu tinggi.
iii. Biaya pemrosesan (process costs), yaitu biaya yang harus
dikeluarkan untuk menjalankan proses produksi sehingga
menghasilkan produk yang bermutu.
iv. Biaya pelatihan (training costs), yaitu biaya yang harus
dikeluarkan untuk mengadakan pelatihan bagi karyawan
sehingga karyawan bertanggung jawab untuk selalu
membuat produk yang baik.
v. Biaya informasi akan mutu produk yang diharapkan oleh
pelanggan (information costs), yaitu biaya yang harus
dikeluarkan untuk mengadakan survey pelanggan tentang
mutu produk yang diharapkan oleh pelanggan.
b. Biaya penilaian (appraisal costs), yaitu biaya yang harus
dikeluarkan untuk mengadakan pengujian terhadap produk yang
dihasilkan, meliputi :
i. Biaya untuk mengadakan inspeksi dan pengujian
(inspection and testing costs), yaitu biaya yang harus
dikeluarkan untuk mengadakan pengujian terhadap produk
yang dihasilkan.
ii. Biaya peralatan pengujian (test equipment costs), yaitu
biaya yang harus dikeluarkan untuk pengadaan alat untuk
pengujian terhadap mutu.
iii. Biaya operator (operator costs), yaitu biaya yang
dikeluarkan untuk memberikan upah pada orang yang
bertanggung jawab dalam pengendalian mutu.
13
2. Biaya yang harus dikeluarkan karena perusahaan menghasilkan produk
cacat (cost of poor quality), meliputi :
a. Biaya kegagalan internal (internal failure costs), yaitu biaya yang
harus dikeluarkan karena perusahaan telah menghasilkan produk
yang cacat tetapi cacat produk tersebut telah diketahui sebelum
produk tersebut sampai kepada pelanggan. Biaya ini meliputi :
i. Biaya yang dikeluarkan karena produk harus dibuang (scrap
costs), yaitu biaya yang telah dikeluarkan perusahaan tetapi
produk yang dihasilkan ternyata produk cacat sehingga
harus dibuang dan adanya biaya untuk membuang produk
tersebut.
ii. Biaya pengerjaan ulang (rework costs), yaitu biaya untuk
memperbaiki produk yang cacat.
iii. Biaya kegagalan proses (process failure costs), yaitu biaya
yang harus dikeluarkan dalam proses produksi tetapi
ternyata produk yang dihasilkan adalah produk cacat.
iv. Biaya yang dikeluarkan karena proses produksi tidak dapat
berjalan sebagaimana mestinya (process downtime costs).
v. Biaya yang harus dikeluarkan karena perusahaan menjual
produk di bawah harga patokannya karena produk yang
dihasilkan cacat (price down grading costs)
b. Biaya kegagalan eksternal (external failure costs), yaitu biaya
yang harus dikeluarkan karena menghasilkan produk cacat dan
produk ini telah diterima oleh konsumen, meliputi :
i. Biaya untuk memberikan pelayanan terhadap keluhan
pelanggan (customer complain costs).
ii. Biaya yang harus dikeluarkan karena produk yang telah
disampaikan kepada konsumen dikembalikan karena
produk tersebut cacat (product return costs).
iii. Biaya yang harus dikeluarkan untuk menangani tuntutan
konsumen terhadap adanya jaminan mutu produk
(warranty claims costs).
14
iv. Biaya yang harus dikeluarkan karena perusahaan harus
memberikan jaminan atau garansi bagi konsumen bahwa
produk yang dihasilkan adalah baik (product liability costs)
v. Biaya yang harus dikeluarkan karena perusahaan tidak
dipercaya oleh konsumen sehingga konsumen tidak mau
lagi membeli produk ke perusahaan tersebut (lost sales
cost).
2.5. Six Sigma
Six sigma adalah metode untuk meningkatkan produktivitas dan
profitabilitas. Six sigma adalah penerapan metodik dari alat penyelesaian
masalah statistik untuk mengidentifikasi dan mengukur pemborosan dan
menunjukkan langkah-langkah untuk perbaikan (Brue, 2005). Metode ini
diterapkan perusahaan Motorola sejak tahun 1986 dan merupakan terobosan
baru dalam bidang manajemen mutu (Gaspersz, 2003). Six sigma merupakan
suatu target 3,4 Defect Per Million Opportunities (DPMO) yang
memungkinkan karakteristik mutu diukur dari perspektif jumlah cacat yang
sebenarnya dibanding total peluang terjadinya cacat (Muslim, 2005).
Nama “Six sigma” berasal dari tingkatan mutu : performa pada
tingkatan enam sigma yang berarti hanya 3,4 DPMO. Abjad Yunani Sigma
adalah lambang dalam statistik untuk deviasi standar, suatu ukuran variasi
(Brue, 2005).
Sigma mengukur kemampuan proses untuk menghasilkan produk
tanpa cacat. Indeks pengukuran yang sering digunakan adalah “defect per
unit”. Nilai sigma mengindikasikan seberapa sering kecacatan terjadi.
Semakin meningkat nilai sigma, jumlah cacat semakin sedikit sehingga
biaya dan cycle time menurun. Selain itu tingkat kepuasan pelanggan akan
semakin meningkat (Muslim, 2005)
Menurut Breyfogle dalam Rahardjo (2003), sigma merupakan tingkat
variabilitas yang menyatakan performance dari suatu proses. Tingkat mutu
enam sigma merupakan tingkat mutu dimana proses dengan penyebaran
enam sigma terhadap rataan proses masih memenuhi spesifikasi. Six sigma

15
juga diartikan sebagai tingkat mutu, dimana 3,4 kecacatan dihasilkan dari
satu juta kesempatan terjadinya.
General Electric (GE) sebagai salah satu perusahaan yang sukses
menerapakan six sigma menyatakan bahwa six sigma merupakan proses
disiplin tinggi yang membantu mengembangkan dan menghantarkan produk
mendekati sempurna. Six sigma bukan hanya merupakan inisiatif kualitas,
tetapi juga merupakan inisiatif bisnis unutk mendapatkan dan
menghilangkan penyebab kesalahan atau cacat pada output proses bisnis
yang penting di mata pelanggan. Six sigma dapat dijelaskan dalam dua
perspektif, yaitu perspektif statistik dan perspektif metodologi (Hendradi,
2006).
Pada perspektif statistik, sigma (σ) merupakan huruf Yunani yang
dikenal sebagai standar deviasi yang menyatakan nilai simpanganterhadap
nilai tengah dalam statistik. Suatu proses dikatakan berjalan baik apabila
berjalan pada suatu rentang yang telah disepakati. Rentang tersebut memiliki
batas atas atau USL (Upper Spesification Limit) dan batas bawah atau LSL
(Lower Spesification Limit). Proses yang terjadi di luar rentang disebut
cacat (defect). Proses 6 σ adalah proses yang hanya menghasilkan 3,4
DPMO (Defect Per Million Opportunity). DPMO tidak hanya sekedar cacat
saja tapi juga merupakan rasio cacat dibandingkan dengan peluang jumlah
kemungkinan cacat yang terjadi (Hendradi, 2006).
Pada perspektif metodologi, six sigma merupakan pendekatan
menyeluruh untuk menyelesaikan masalah dan peningkatan proses melalui
fase DMAIC (Define, Measure, Analyze, Improvement dan Control).
DMAIC merupakan jantung analisis six sigma yang menjamin Voice of
Customer berjalan dalam keseluruhan proses sehingga produk yang
diinginkan memuaskan keinginan pelanggan (Hendradi, 2006)
Ada banyak pengertian mengenai six sigma. Six sigma diartikan
sebagai metode berteknologi canggih yang digunakan oleh para insinyur dan
statistikawan dalam memperbaiki atau mengembangkan proses atau produk.
Six sigma diartikan demikian karena kunci utama perbaikan six sigma
16
menggunakan metode-metode statistik, meskipun tidak secara keseluruhan
membicarakan tentang statistik (Miranda dan Tunggal, 2002).
Pengertian six sigma lainnya adalah tujuan mendekati kesempurnaan
dalam mencapai kebutuhan pelanggan. Ada juga yang mengartikan six
sigma sebagai usaha mengubah budaya perusahaan untuk mencapai
kepuasan pelanggan, keuntungan dan persaingan yang jauh lebih baik.
Kunci utama pengertian di atas adalah pengukuran, tujuan dan budaya
perusahaan (Miranda dan Tunggal, 2002).
Definisi secara lebih lengkap dan jelas adalah six sigma merupakan
suatu sistem yang komprehensif dan fleksibel untuk mencapai, memberikan
dukungan dan memaksimalkan proses usaha, yang berfokus pada
pemahaman akan kebutuhan pelanggan dengan menggunakan fakta, data
dan analisis statistik secara terus-menerus memperhatikan pengaturan,
perbaikan dan mengkaji ulang proses usaha (Miranda dan Tunggal, 2002).
Menurut Gaspersz (2005), beberapa keberhasilan Motorola yang perlu
dicatat dari aplikasi program six sigma adalah sebagai berikut:
1. Peningkatan produktivitas rataan 12,3 persen per tahun
2. Penurunan Cost of Poor Quality (COPQ) lebih daripada 84 persen
3. Eliminasi kegagalan dalam proses sekitar 99,7 persen
4. Penghematan biaya manufakturing lebih dari $11 milyar
5. Peningkatan tingkat pertumbuhan rataan tahunan 17 persen dalam
penerimaan, keuntungan dan harga saham Motorola.
Keuntungan penerapan six sigma menurut Miranda dan Tunggal
(2002) adalah :
1. Dimulai dari pihak pelanggan. Six sigma mengukur permintaan dalam
arti yang sebenarnya dari apa yang dibutuhkan oleh pelanggan. Hal ini
menguntungkan kedua belah pihak dan memikirkan apa-apa saja yang
benar-benar penting.
2. Menyediakan pengukuran yang bersifat konsisten. Dengan berfokus
pada cacat atau kemungkinan terjadinya cacat, pengukuran six sigma
dapat digunakan untuk mengukur dan membendingkan proses yang
benar-benar berbeda di dalam organisasi atau antar organisasi.
17
3. Menyatukan tujuan yang penuh ambisi. Dengan memusatkan perhatian
seluruh organisasi pada tujuan kinerja 99,9997 persen dapat membuat
perbaikan yang cukup nyata.
Blakeslee dalam Gaspersz (2003) menyatakan bahwa untuk
menciptakan iklim organisasi yang mampu mendukung usaha-usaha six
sigma, manajemen organisasi perlu memperhatikan tujuh prinsip berikut :
1. Keberhasilan usaha implementasi six sigma harus diarahkan oleh para
pemimpin yang memiliki komitmen kuat. Tujuan six sigma yang
terfokus dan energi yang dibutuhkan untuk mengarahkan proses six
sigma dalam organisasi membutuhkan kepemimpinan manajemen para
pemimpin puncak organisasi.
2. Usaha-usaha six sigma harus diintegrasikan dengan inisiatif-inisiatif,
strategi bisnis dan ukuran kinerja kunci. Organisasi yang berhasil
dengan six sigma adalah yang mampu mengintegrasikan implementasi
six sigma dengan inisiatif organisasi, strategi bisnis dan matriks kinerja
kunci.
3. Keberhasilan usaha six sigma didukung oleh suatu kerangka kerja
pemikiran proses. Six sigma tidak dapat diimplementasikan secara
efektif dalam suatu organisasi tanpa pemetaan yang tepat dari proses
bisnis yang ada. Pihak-pihak yang terlibat dalam six sigma harus
mengetahui dan menyetujui proses-proses yang akan dilibatkan, apa
yang diinginkan pelanggan terhadap output yang dihasilkan serta
mendefinisikan kemampuan proses dalam nilai sigma pada saat
sekarang maupun targetnya di masa yang akan datang.
4. Six sigma membutuhkan kedisiplinan pengumpulan informasi dari
pelanggan dan pasar. Agar usaha-usaha six sigma dapat berhasil,
dibutuhkan kedisiplinan pengumpulan informasi berkaitan dengan
tingkat kepuasan dan loyalitas pelanggan sepanjang waktu. Informasi
berbentuk cerita tentang apa yang diinginkan oleh pelanggan dan pasar
tidak akan efektif dalam six sigma karena six sigma membutuhkan
informasi yang spesifik, dapat diamati dan diukur.
18
5. Proyek-proyek six sigma harus menghasilkan manfaat atau hasil-hasil
nyata bagi organisasi.
6. Usaha-usaha six sigma dipimpin oleh pemimpin tim yang terlatih dan
bekerja penuh waktu. Six sigma sebagi pendekatan intensif dalam
peningkatan kualitas membutuhkan disiplin dan komitmen orang-
orang yang terlibat dalam proyek itu.
7. Six sigma dilaksanakan secara terus-menerus melalui keberlangsungan
penguatan langsung (direct reinforcement) dan balas jasa dari
pemimpin organisasi yang selalu mendukung inisiatif dan tim
peningkatan mutu yang melaksanakan proyek-proyek six sigma.
Mengingat six sigma berbeda dengan program peningkatan mutu yang
lain, insentif-insentif baru harus dibagi kepada orang-orang yang
terlibat dalam proyek six sigma agar organisasi six sigma dapat
bergerak ke arah yang benar. Sistem kompensasi harus dirumuskan
secara adil dalam proyek-proyek six sigma.
Menurut Hendradi (2006), secara sederhana pengukuran tingkat six
sigma dapat digambarkan sebagai berikut :
1. Tetapkan apa yang diinginkan oleh pelanggan (voice of customer)
terhadap suatu produk.
2. Ubahlah keinginan pelanggan dalam suatu ukuran, hal ini disebut
Critical to Quality atau Y.
3. Mencai hubungan hasil (Y) dengan proses-proses yang menyertai (X).
Hubungan Y dan X dinyatakan dalam sistem Closed Loop, Y=f(X) .
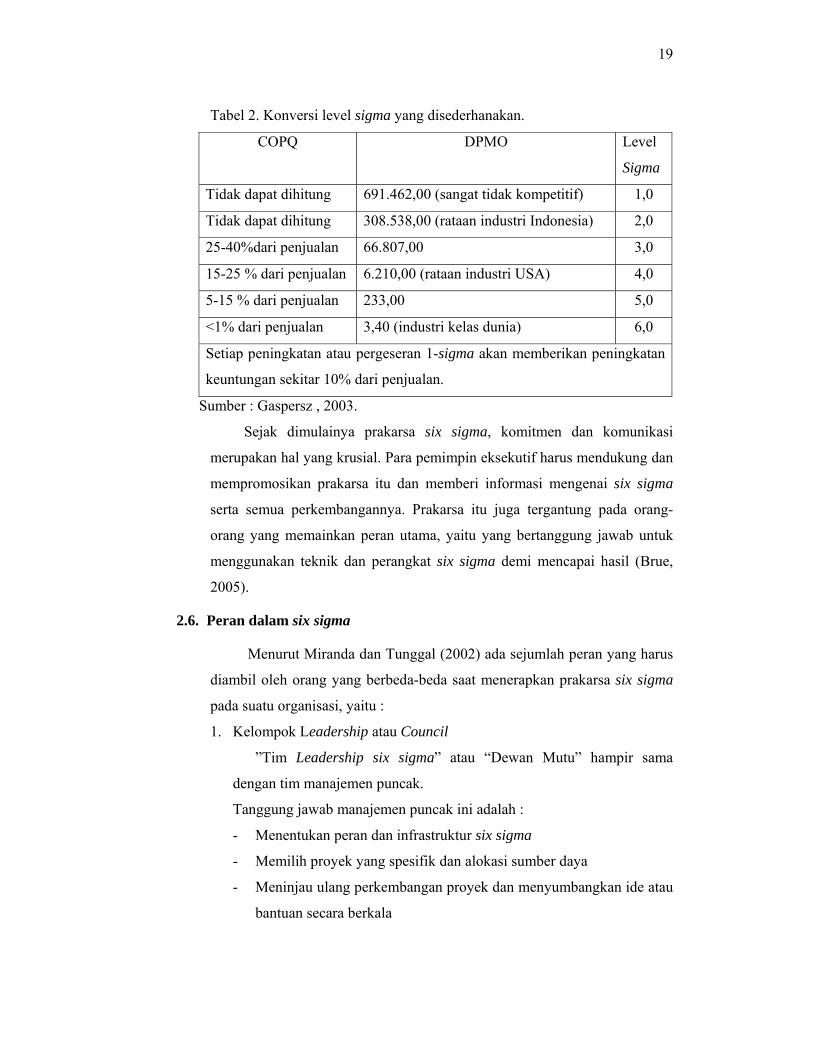
Level sigma dari kinerja sering diekspresikan dalam kesalahan per
sejuta peluang DPMO. DPMO mengindikasikan berapa banyak cacat yang
akan muncul jika sebuah aktivitas diulang satu juta kali. Dalam melakukan
kalkulasi dengan memfaktorkan peluang-peluang dalam defect yang telah
ditentukan dalam quality control, perusahaan dituntut untuk lebih realistis
dalam menyamakan kinerja dan proses-proses yang berbeda. DPMO juga
menggambarkan secara sederhana mutu dan kapabilitas dari sebuah proses
seperti ditunjukkan dalam Tabel 2. Tabel konversi nilai sigma dapat dilihat
pada Lampiran 1.
19
Tabel 2. Konversi level sigma yang disederhanakan.
COPQ DPMO Level
Sigma
Tidak dapat dihitung 691.462,00 (sangat tidak kompetitif) 1,0
Tidak dapat dihitung 308.538,00 (rataan industri Indonesia) 2,0
25-40%dari penjualan 66.807,00 3,0
15-25 % dari penjualan 6.210,00 (rataan industri USA) 4,0
5-15 % dari penjualan 233,00 5,0
<1% dari penjualan 3,40 (industri kelas dunia) 6,0
Setiap peningkatan atau pergeseran 1-sigma akan memberikan peningkatan
keuntungan sekitar 10% dari penjualan.
Sumber : Gaspersz , 2003.
Sejak dimulainya prakarsa six sigma, komitmen dan komunikasi
merupakan hal yang krusial. Para pemimpin eksekutif harus mendukung dan
mempromosikan prakarsa itu dan memberi informasi mengenai six sigma
serta semua perkembangannya. Prakarsa itu juga tergantung pada orang-
orang yang memainkan peran utama, yaitu yang bertanggung jawab untuk
menggunakan teknik dan perangkat six sigma demi mencapai hasil (Brue,
2005).
2.6. Peran dalam six sigma
Menurut Miranda dan Tunggal (2002) ada sejumlah peran yang harus
diambil oleh orang yang berbeda-beda saat menerapkan prakarsa six sigma
pada suatu organisasi, yaitu :
1. Kelompok Leadership atau Council
”Tim Leadership six sigma” atau “Dewan Mutu” hampir sama
dengan tim manajemen puncak.
Tanggung jawab manajemen puncak ini adalah :
- Menentukan peran dan infrastruktur six sigma
- Memilih proyek yang spesifik dan alokasi sumber daya
- Meninjau ulang perkembangan proyek dan menyumbangkan ide atau
bantuan secara berkala
20
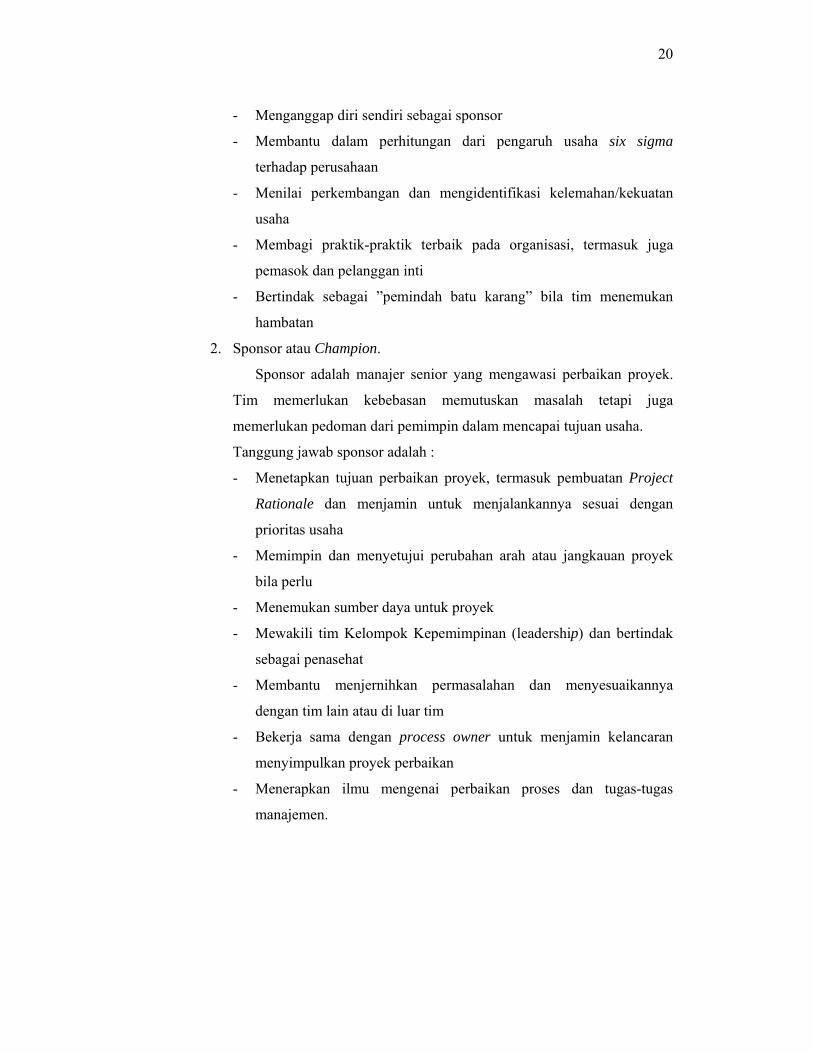
- Menganggap diri sendiri sebagai sponsor
- Membantu dalam perhitungan dari pengaruh usaha six sigma
terhadap perusahaan
- Menilai perkembangan dan mengidentifikasi kelemahan/kekuatan
usaha
- Membagi praktik-praktik terbaik pada organisasi, termasuk juga
pemasok dan pelanggan inti
- Bertindak sebagai ”pemindah batu karang” bila tim menemukan
hambatan
2. Sponsor atau Champion.
Sponsor adalah manajer senior yang mengawasi perbaikan proyek.
Tim memerlukan kebebasan memutuskan masalah tetapi juga
memerlukan pedoman dari pemimpin dalam mencapai tujuan usaha.
Tanggung jawab sponsor adalah :
- Menetapkan tujuan perbaikan proyek, termasuk pembuatan Project
Rationale dan menjamin untuk menjalankannya sesuai dengan
prioritas usaha
- Memimpin dan menyetujui perubahan arah atau jangkauan proyek
bila perlu
- Menemukan sumber daya untuk proyek
- Mewakili tim Kelompok Kepemimpinan (leadership) dan bertindak
sebagai penasehat
- Membantu menjernihkan permasalahan dan menyesuaikannya
dengan tim lain atau di luar tim
- Bekerja sama dengan process owner untuk menjamin kelancaran
menyimpulkan proyek perbaikan
- Menerapkan ilmu mengenai perbaikan proses dan tugas-tugas
manajemen.
21
3. Pemimpin pelaksana (Implementation Leader)
Tanggung jawab dari pemimpin pelaksana adalah :
- Mendukung Kelompok Kepemimpinan (Leadership) yang meliputi
kegiatan mereka, termasuk komunikasi, pemilihan proyek dan tinjau
ulang proyek
- Identifikasi dan rekomendasi individu atau kelompok untuk
memenuhi peranan inti termasuk konsultasi eksternal dan dukungan
pelatihan
- Mempersiapkan dan menjalankan rencana pelatihan termasuk
pemilihan kurikulum, penjadwalan dan logistik
- Membantu sponsor memenuhi peran mereka sebagai pendukung,
penasehat dan pembangkit semangat tim
- Mencatat keseluruhan perkembangan dan memfokuskan kepada
permasalahan yang memerlukan perhatian lebih
- Membuat rencana pemasaran.
4. Pelatih six sigma (Coach)
Pelatih ahli secara teknis dan benar-benar bertindak sebagai
konsultan. Seorang pelatih menyediakan :
- Hubungan antara sponsor dengan kelompok kepemimpinan
(Leadership)
- Menetapkan jadwal proyek perusahaan
- Menghadapi perselisihan atau kurangnya kerjasama antar tim
dalam organisasi
- Memperkirakan potensi dan validasi hasil aktual
- Menyelesaikan ketidaksetujuan dan konflik anggota tim
- Mengumpulkan dan analisis data mengenai aktivitas tim
- Membantu promosi tim dan menyatakan keberhasilan mereka
5. Pemimpin tim (Team Leader) atau Pemimpin Proyek (Project Leader)
Team Leader memegang tanggung jawab utama pekerjaan dan
hasil six sigma. Biasanya berfokus pada proses atau desain ulang, tetapi
juga menangani sistem Voice of The Customer, pengukuran atau
manajemen proses.
22
Tanggung jawab pemimpin tim adalah :
- Meninjau ulang/mengklarifikasi project rationale dengan sponsor
- Mengembangkan dan memutakhirkan Project Charter dan rencana
implementasi
- Memilih anggota-anggota tim proyek
- Memperkenalkan dan mencari sumber daya dan informasi
- Memberi pengertian dan membantu anggota tim lainnya
menggunakan alat-alat six sigma yang tepat, juga tim dan teknik
manajemen pertemuan
- Membuat jadwal proyek dan terus menuju ke solusi dan hasil akhir
- Mendukung transfer solusi atau proses baru untuk meneruskan
proses operasional ketika bekerja sama dengan manajer lainnya,
juga Process Owner
- Mencatat hasil akhir dan membuat ”story board” proyek.
6. Anggota tim (Team Member)
Anggota tim kebanyakan diumpamakan sebagai kendaraan untuk
mencapai usaha perbaikan. Anggota tim menggunakan pikiran dan
tenaga yang lebih di samping pengukuran, analisis dan perbaikan proses.
7. Pemilik proses (Process Owner)
Pemilik proses merupakan orang yang bertanggung jawab secara
cross-functional untuk mengatur sekumpulan langkah ”end-to-end”, baik
untuk pelanggan internal maupun eksternal. Pemilik proses menerima
pedoman dari tim perbaikan atau menjadi pemilik baru dari proses yang
baru didesain.
8. Black Belts,Master Black Belts dan struktur peranannya.
Black Belts adalah orang-orang yang memiliki keterampilan dan
kedisiplinan, disamping itu Grenn, Black dan Master lebih cenderung
dilatih lebih mendalam dan berpengalaman.
Definisi Black Belts tergantung dari empat faktor utama berikut :
a. Jenis proyek atau proses yang ditangani
Bila proses dan produk cenderung bersifat teknik, Black Belts
memerlukan keterampilan teknis yang lebih. Di bidang jasa
23
misalnya, bila data yang diambil lebih sederhana dan persoalan
tidak begitu teknis, keterampilan dasar lainnya seperti definisi
proses, mengembangkan definisi operasional, mengumpulkan dan
analisis data, keterampilan tim lebih diutamakan.
b. Struktur Black Belts dalam organisasi
Bila Black belts ditujukan sebagai Coaches perhatiannya
akan cenderung lebih teknis. Bila diberi peringkat dari segi
manajemen dan akan menuntun ke tim perbaikan, keterampilan
seperti definisi masalah, kepemimpinan dan manajemen proyek
akan lebih penting daripada analisis statistik
c. Tujuan dari inisiatif six sigma
Tidak semua perusahaan yang menerapkan six sigma
dijamin menjadi pemimpin sistem. Banyak perusahaan yang
menerapkan secara mendasar hanya berupa pengukuran dan
skill/tools statistik. Bedanya, perusahaan six sigma
mengembangkan dan berfokus pada statistik, analisis data dan
metode rekayasa lainnya.
d. Konsultan atau penasehat yang dipilih
Konsultan ada yang menitikberatkan pada teknis/statistik,
ada yang cenderung ke perubahan bisnis dan perbaikan proses.
Selain itu menawarkan program yang kaku, ada yang mencoba
menyelesaikan dengan organisasi dan rencana kebutuhan/
implementasinya.
2.7. Fase dalam six sigma
Pendekatan six sigma yang digunakan dalam proyek peningkatan
mutu terdiri dari lima fase yaitu Define, Measure, Analyze, Improve dan
Control (DMAIC). DMAIC merupakan sebuah tahapan proses sistematis
dan mengacu pada fakta untuk melakukan perbaikan terus menerus (Muslim,
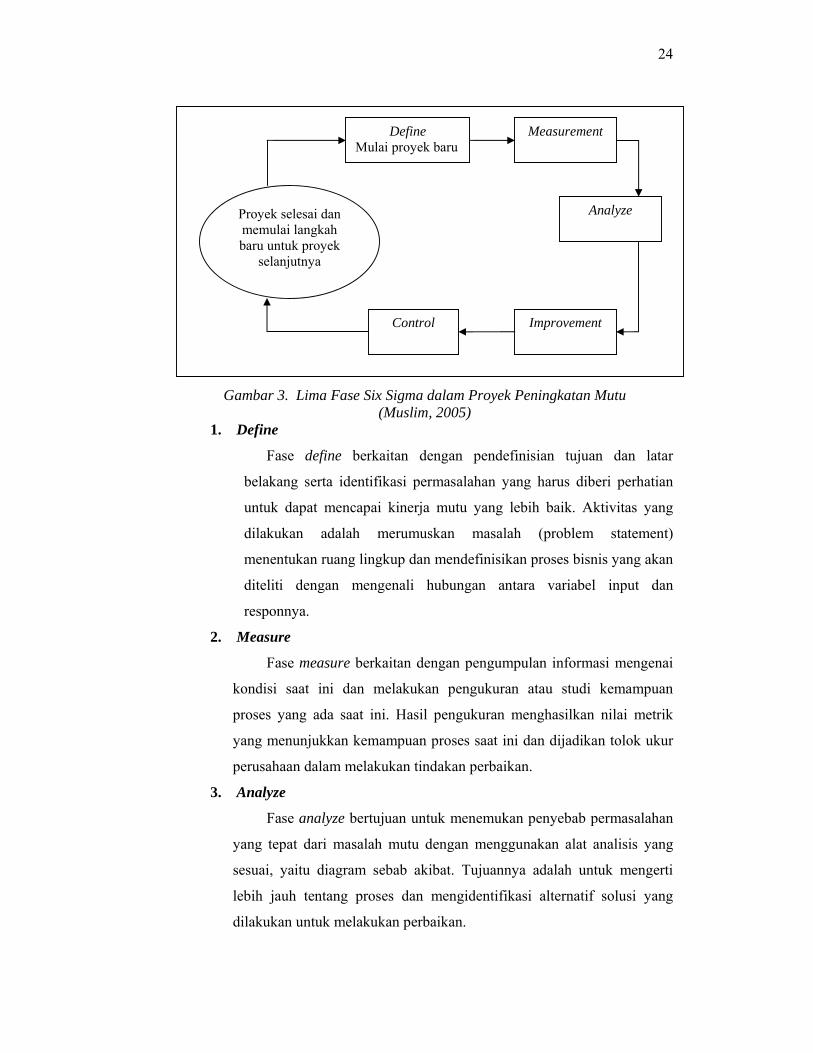
2005). Kelima fase tersebut ditunjukkan pada Gambar 4.
24
Gambar 3. Lima Fase Six Sigma dalam Proyek Peningkatan Mutu (Muslim, 2005)
1. Define
Fase define berkaitan dengan pendefinisian tujuan dan latar
belakang serta identifikasi permasalahan yang harus diberi perhatian
untuk dapat mencapai kinerja mutu yang lebih baik. Aktivitas yang
dilakukan adalah merumuskan masalah (problem statement)
menentukan ruang lingkup dan mendefinisikan proses bisnis yang akan
diteliti dengan mengenali hubungan antara variabel input dan
responnya.
2. Measure
Fase measure berkaitan dengan pengumpulan informasi mengenai
kondisi saat ini dan melakukan pengukuran atau studi kemampuan
proses yang ada saat ini. Hasil pengukuran menghasilkan nilai metrik
yang menunjukkan kemampuan proses saat ini dan dijadikan tolok ukur
perusahaan dalam melakukan tindakan perbaikan.
3. Analyze
Fase analyze bertujuan untuk menemukan penyebab permasalahan
yang tepat dari masalah mutu dengan menggunakan alat analisis yang
sesuai, yaitu diagram sebab akibat. Tujuannya adalah untuk mengerti
lebih jauh tentang proses dan mengidentifikasi alternatif solusi yang
dilakukan untuk melakukan perbaikan.
Define Mulai proyek baru
Measurement
Control Improvement
Analyze Proyek selesai dan memulai langkah baru untuk proyek
selanjutnya
25
4. Improvement
Fase improvement berkaitan dengan penentuan dan implementasi
solusi-solusi berdasarkan hasil analisis yang telah dilakukan pada tahap
sebelumnya.
5. Control
Fase control bertujuan untuk terus mengevaluasi dan memonitor
hasil-hasil tahap sebelumnya atau hasil implementasi yang telah
dilakukan. Tahap ini bertujuan untuk memastikan bahwa kondisi yang
diperbaiki dapat berkesinambungan dan tidak berjalan dalam waktu yang
singkat. (Muslim, 2005)
2.8. Seven Basic Quality Tools
Alat bantu yang dapat digunakan secara mudah dalam persoalan
pemberian jaminan mutu produk adalah seven basic quality tools. Seven
basic quality tools terdiri dari (1) Lembar Periksa (Check Sheet),(2)
Diagram Pareto, (3) Diagram Sebab Akibat, (4) Histogram, (5) Diagram
Stratifikasi, (6) Scatter Diagram dan (7) Bagan Kendali Mutu (Control
Chart) (Sulistyadi dam Susanti , 2003). Alat-alat tersebut merupakan alat
analisis dalam pengawasan mutu (quality control) yang paling mendasar.
(http://en.wikipedia.org/ wiki/Seven Basic Quality Tools).
1. Lembar Periksa (Check Sheet)
Lembar periksa merupakan suatu bagan terstruktur yang
dipersiapkan untuk mengumpulkan dan menganlisis data. Alat ini
merupakan suatu alat yang umum sehingga dapat digunakan untuk
berbagai jenis tujuan (http://en.wikipedia.org/wiki/Seven Basic Quality
Tools).
Muhandri dan Kadarisman (2007) menyatakan bahwa check
sheet merupakan alat bantu untuk memudahkan pengumpulan data. Data
sendiri merupakan unsur penting dalam pelaksanaan pengendalian dan
perbaikan mutu. Data berguna untuk membantu memahami situasi yang
sebenarnya, menganalisis persoalan, mengendalikan proses, mengambil
keputusan dan membuat rencana. Jenis data yang ada adalah :
a. Data hasil pengukuran : panjang, berat, waktu, dan lain-lain..

26
b. Data hasil penghitungan : jumlah copy, jumlah kerusakan dan lain-
lain.
c. Data dalam urutan : pertama, kedua dan lain-lain.
d. Data dalam derajat tingkat persoalannya : nilai 1, nilai 2 dan lain-
lain.
e. Data dalam hubungan kepentingan relatif : ya/tidak, 1/0 dan lain-
lain.
Lembar periksa terdiri atas daftar-daftar item dan petunjuk
mengenai hal-hal yang sering terjadi. Selain itu juga sebagai pengingat
yang langsung menunjukkan pada data yang penting. Biasanya disebut
Confirmation Check Sheet (Miranda dan Tunggal, 2002). Tujuan utama
dari lembar periksa adalah memudahkan proses pengumpulan data,
memilah data ke dalam kategori yang berbeda seperti penyebab dan
masalah, menyusun data secara otomatis serta memisahkan antara opini
dan fakta (Trisyulianti, 2005)
2. Diagram Pareto
Diagram pareto merupakan diagram yang terdiri atas grafik balok
dan grafik garis yang menggambarkan perbandingan masing-masing
jenis data terhadap keseluruhan. Diagram pareto dapat memperlihatkan
masalah mana yang dominan (vital few) dan masalah yang banyak tapi
kurang dominan (trivial many) (Muhandri dan Kadarisman, 2006).
Diagram pareto dapat digunakan untuk memprioritaskan masalah
yang harus ditangani dengan aturan pengelompokan 80/20 (Hendradi,
2006). Diagram ini cocok digunakan pada tingkatan bervariasi dalam
program perbaikan mutu untuk menentukan langkah apa yang harus
diambil selanjutnya (Miranda dan Tunggal, 2002).
3. Diagram Sebab Akibat
Ishikawa membuat diagram sebab akibat atau sering disebut
diagram Ishikawa (fishbone diagram) yang merupakan alat untuk
menunjukkan semua hal yang berhubungan dengan masalah (Miranda
dan Tunggal, 2002). Diagram sebab akibat berguna untuk mengetahui
faktor-faktor yang mungkin menjadi penyebab munculnya masalah
27
berpengaruh terhadap hasil), penyusunannya dilakukan dengan teknik
brainstorming (Muhandri dan Kadarisman, 2006). Diagram sebab akibat
mengidentifikasi semua penyebab yang mungkin terjadi untuk suatu
akibat atau masalah ke dalam kategori yang berguna
(http://en.wikipedia.org/wiki/Seven Basic Quality Tool). Penyebab
masalah minor biasanya dikelompokkan dalam empat sampai lima
kategori dasar (http://en.wikipedia.org/wiki/Process Improvement
Tools).
Kategori itu antara lain :
1. Bahan, metode, manusia dan mesin
2. Peralatan, kebijakan, prosedur dan manusia
3. Penanganan, metode, manusia, perancangan dan peralatan
4. Histogram
Histogram merupakan diagram yang terdiri dari grafik balok dan
menggambarkan penyebabarn (distibusi) data-data yang ada (Muhandri,
2006). Histogram merupakan alat yang paling umum digunakan untuk
menunjukkan penyebaran frekuensi atau seberapa sering masing-masing
variabel terjadi pada suatu data (http://en.wikipedia.org/wiki/Seven
Basic Quality Tools). Melalui histogram, dispersi dan kecenderungan
terpusat serta perbandingan distribusi yang dibutuhkan dapat terlihat
dengan jelas (Miranda dan Tunggal, 2002).
Histogram merupakan salah satu bagian dari diagram batang. Pada
histogram, variabel dletakkan pada sumbu x dan dibandingkan dengan
nilai yang diletakkan pada sumbu y.
(http://en.wikipedia.org/wiki/Process Improvement Tools).
5. Diagram Stratifikasi
Suatu teknik yang digunakan untuk memisahkan kumpulan data
dari berbagai jenis sumber sehingga polanya dapat dilihat. Pada beberapa
daftar, diagram stratifikasi digantikan dengan flowchart atau run chart
(http://en.wikipedia.org/wiki/Seven Basic Quality Tools).
Stratifikasi merupakan kegiatan yang ditujukan untuk mengurai
atau mengklasifikasi data dan masalah menjadi kelompok atau golongan
28
sejenis yang lebih kecil atau menjadi unsur-unsur tunggal dari data atau
masalah sehingga menjadi lebih jelas (Muhandri, 2006).
6. Scatter Diagram
Scatter diagram atau diagram tebar merupakan plot satu variabel
atau lebih. Satu variabel disebut variabel independen biasanya diletakaan
pada sumbu horizontal. Variabel lainnya disebut dengan variabel
dependen yang ditunjukkan dengan sumbu vertikal (Miranda dan
Tunggal, 2002). Scatter diagram merupakan suatu diagram yang
menggambarkan hubungan antara dua faktor atau data. Diagram ini
dapat melihat apakah dua faktor yang diuji memiliki hubungan atau tidak
(Muhandri dan Kadarisman, 2006).
Manfaat dari scatter diagram adalah dapat mengevaluasi hubungan
sebab akibat. Asumsi yang digunakan adalah variabel independen
menyebabkan perubahan pada variabel dependen (Miranda dan Tunggal,
2002).
7. Bagan Kendali Mutu (Control Chart)
Control chart merupakan grafik yang digunakan untuk
mempelajari perubahan proses dari waktu ke waktu.
(http://en.wikipedia.org/wiki/Seven Basic Quality Tools). Definisi lain
menyebutkan bahwa control chart merupakan grafik tren dengan batas
atas dan batas bawah yang ditentukan secara statistik pada rataan proses
(http://en.wikipedia.org/wiki/Process Improvement Tools).
Bagan kendali merupakan grafik garis yang mencantumkan batas
maksimum dan batas minimum yang merupakan daerah batas
pengendalian. Bagan ini menunjukkan perubahan data dari waktu ke
waktu tetapi tidak menunjukkan penyebab munculnya penyimpangan
(Muhandri dan Kadarisman, 2006).
Control chart membantu untuk memisahkan antara penyebab
umum dari penyebab khusus. Alat ini digunakan untuk mengawasi
stabilitas sistem sehingga penyebab khusus dapat segera diketahui. Data
yang digunakan dalam control chart berasal dari
(http://en.wikipedia.org/wiki/Process Improvement Tools) :
29
1. Data pengukuran, seperti panjang, suhu, volume dan tekanan.
2. Data penghitungan, seperti cacat produk, barang yang belum diberi
label dan kejadian.
2.9. Statistical Process Control
Pengendalian proses secara statistik dan sampling penerimaan
merupakan alat statistik yang terpenting dalam mengendalikan mutu. Proses
pengendalian secara statistik merupakan teknik statistik yang secara luas
digunakan untuk memastikan bahwa proses yang sedang berjalan telah
memenuhi standar. Tujuan sistem pengendalian proses adalah untuk
memberikan informasi awal secara statistik di tempat timbulnya sebab-sebab
khusus (variasi yang ditimbulkan oleh gangguan pada proses) yang
mempengaruhi variasi. Tanda awal seperti itu dapat mempercepat
pengambilan keputusan yang tepat untuk menghapus sebab-sebab khusus
tersebut (Heizer dan Render, 2001).
Alat sederhana yang digunakan untuk memisahkan variasi alami
dengan variasi khusus adalah peta kendali proses. Peta tersebut digunakan
untuk mengukur kinerja proses. Suatu proses dikatakan terkendali secara
statistik jika sumber variasi satu-satunya adalah sebab-sebab yang alami.
Proses tersebut harus digambarkan dalam peta kendali proses melalui
pendeteksian dan penghapusan sebab-sebab variasi yang khusus. Setelah itu,
barulah dapat diprediksi kinerjanya dan dapat ditentukan kemampuannya
untuk memenuhi apa yang diharapkan oleh konsumen. Tujuan dari
pembuatan peta kendali adalah untuk membantu membedakan mana variasi
yang alami dan variasi yang dipengaruhi oleh sistem penyebab tertentu
(Heizer dan Render, 2001).
Terdapat dua variasi dalam hasil proses yaitu variasi alami dan variasi
khusus. Variasi alami merupakan variasi yang secara alami mempengaruhi
hampir setiap proses produksi dan pasti selalu ada. Variasi alami adalah
sumber-sumber variasi dalam proses yang secara statistik berada dalam
batas-batas kendali. Variasi khusus adalah variasi yang ditimbulkan oleh
gangguan-gangguan dalam proses. Variasi yang timbul akibat gangguan
pada sebuah proses dapat dilacak penyebabnya. Faktor-faktor seperti
30
peralatan mesin, peralatan yang distel salah atau karyawan yang lelah dan
tidak terlatih dapat menjadi sumber-sumber terjadinya variasi yang dapat
dihilangkan (assignable variations).
Sampling penerimaan adalah bentuk pengujian yang mencakup
kegiatan yang mengambil sampel acak dari kumpulan atau ”lot” produk
yang telah selesai diproduksi dan mengukurnya sesuai dengan standar yang
telah ditetapkan sebelumnya. Sampling lebih ekonomis daripada melakukan
inspeksi 100%. Mutu sampel digunakan untuk menilai mutu setiap barang
yang ada di kumpulan tersebut. Kurva Karakteristik Operasi (Operating
Characteristic) membantu sampling penerimaan dan memberikan manajer
suatu teknik untuk mengevaluasi mutu produksi atau kiriman barang. Kurva
Karakteristik Operasi menjelaskan seberapa baik suatu rencana penerimaan
membedakan antara lot yang baik dengan lot yang buruk. Kurva tersebut
menggambarkan rencana tertentu yaitu kombinasi dari n (ukuran sampel)
dan c (tingkat penerimaan). Kurva itu digunakan untuk menunjukkan
kemungkinan rencana tersebut menerima lot dengan tingkat mutu yang
beragam (Heizer dan Render, 2001).
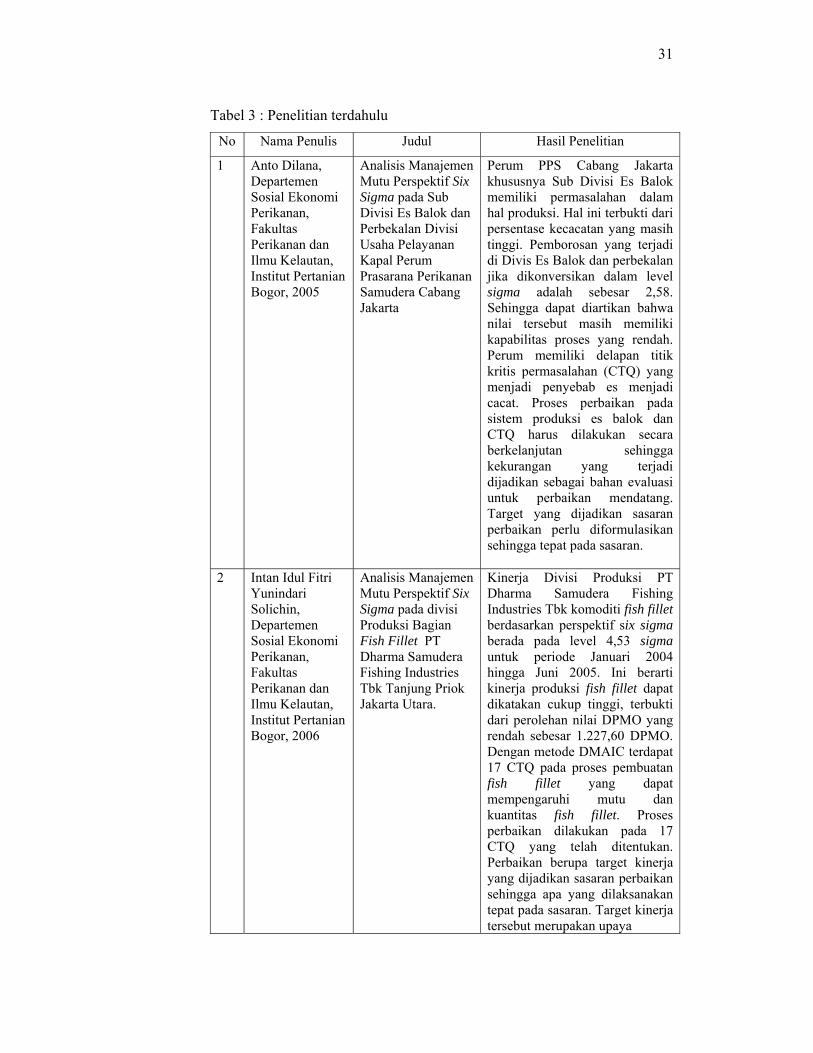
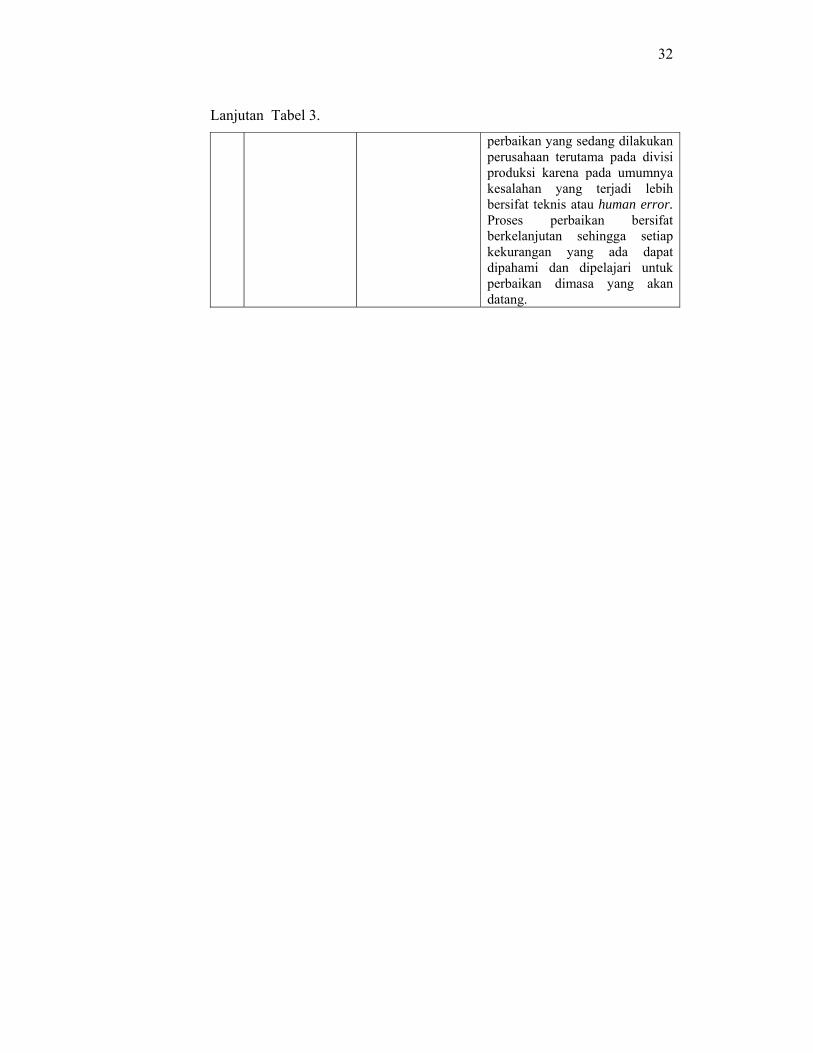
2.10. Penelitian Terdahulu
Penelitian terdahulu yang telah dilakukan berkaitan dengan metode six
sigma dapat dilihat pada Tabel 3.
31
Tabel 3 : Penelitian terdahulu
No Nama Penulis Judul Hasil Penelitian
1 Anto Dilana, Departemen Sosial Ekonomi Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor, 2005
Analisis Manajemen Mutu Perspektif Six Sigma pada Sub Divisi Es Balok dan Perbekalan Divisi Usaha Pelayanan Kapal Perum Prasarana Perikanan Samudera Cabang Jakarta
Perum PPS Cabang Jakarta khususnya Sub Divisi Es Balok memiliki permasalahan dalam hal produksi. Hal ini terbukti dari persentase kecacatan yang masih tinggi. Pemborosan yang terjadi di Divis Es Balok dan perbekalan jika dikonversikan dalam level sigma adalah sebesar 2,58. Sehingga dapat diartikan bahwa nilai tersebut masih memiliki kapabilitas proses yang rendah. Perum memiliki delapan titik kritis permasalahan (CTQ) yang menjadi penyebab es menjadi cacat. Proses perbaikan pada sistem produksi es balok dan CTQ harus dilakukan secara berkelanjutan sehingga kekurangan yang terjadi dijadikan sebagai bahan evaluasi untuk perbaikan mendatang. Target yang dijadikan sasaran perbaikan perlu diformulasikan sehingga tepat pada sasaran.
2 Intan Idul Fitri Yunindari Solichin, Departemen Sosial Ekonomi Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor, 2006
Analisis Manajemen Mutu Perspektif Six Sigma pada divisi Produksi Bagian Fish Fillet PT Dharma Samudera Fishing Industries Tbk Tanjung Priok Jakarta Utara.
Kinerja Divisi Produksi PT Dharma Samudera Fishing Industries Tbk komoditi fish fillet berdasarkan perspektif six sigma berada pada level 4,53 sigma untuk periode Januari 2004 hingga Juni 2005. Ini berarti kinerja produksi fish fillet dapat dikatakan cukup tinggi, terbukti dari perolehan nilai DPMO yang rendah sebesar 1.227,60 DPMO. Dengan metode DMAIC terdapat 17 CTQ pada proses pembuatan fish fillet yang dapat mempengaruhi mutu dan kuantitas fish fillet. Proses perbaikan dilakukan pada 17 CTQ yang telah ditentukan. Perbaikan berupa target kinerja yang dijadikan sasaran perbaikan sehingga apa yang dilaksanakan tepat pada sasaran. Target kinerja tersebut merupakan upaya
32
Lanjutan Tabel 3.
perbaikan yang sedang dilakukan perusahaan terutama pada divisi produksi karena pada umumnya kesalahan yang terjadi lebih bersifat teknis atau human error. Proses perbaikan bersifat berkelanjutan sehingga setiap kekurangan yang ada dapat dipahami dan dipelajari untuk perbaikan dimasa yang akan datang.

III. METODE PENELITIAN
3.1. Kerangka Pemikiran
Persaingan yang terjadi pada dunia bisnis saat ini semakin ketat
termasuk persaingan pada industri tekstil. Untuk dapat bertahan dalam
kondisi tersebut, setiap perusahaan harus memperbaiki mutu produksinya.
Perbaikan mutu produksi dapat dilakukan dengan menekan jumlah produk
yang cacat sehingga terjadi penghematan biaya produksi. Biaya yang berasal
dari produk cacat tersebut cukup besar karena produk yang cacat tersebut
tidak dapat langsung dijual ke pasar melainkan harus diperbaiki.
PT Unitex Tbk merupakan salah satu perusahaan yang terlibat dalam
persaingan yang ada pada industri tekstil. Pada tahun 2003 PT Unitex Tbk
menerima sertifikasi ISO 9001 : 2000. Hal ini menandakan bahwa mutu atau
mutu produk yang dihasilkan oleh PT Unitex Tbk sudah bagus. Namun,
perusahaan harus tetap melakukan perbaikan secara terus menerus agar mutu
produknya semakin meningkat. Salah satu cara perbaikan tersebut adalah
dengan menekan jumlah produk cacat dengan memperbaiki mutu
produksinya. Alternatif dalam pengawasan mutu adalah merancang atau
mendesain berdasarkan metode six sigma yang belum dilakuakn oleh PT
Unitex.
Six sigma merupakan salah satu cara yang dapat digunakan untuk
memperbaiki mutu produksi dengan konsep dasar DMAIC (Define, Measure,
Analyze, Improvement dan Control). Fase define digunakan untuk
menemukan permasalahan yang dihadapi oleh perusahaan. Dalam hal ini
masalah yang diangkat adalah jumlah produk cacat. Fase measure adalah
fase dimana pengukuran dilakukan dengan menghitung peluang terjadinya
kegagalan pada tiap unit (DPO/Defect Per Opportunity), kesempatan
terjadinya kegagalan pada tiap satu juta unit (DPMO/Defect Per Million
Opportunity) dan nilai sigma. Pada fase analyze dilakukan analisa terhadap
faktor-faktor penyebab masalah. Pada fase improvement dilakukan perbaikan
34
pada faktor-faktor penyebab terjadinya masalah. Fase control bertujuan
untuk mengawasi pelaksanaan perbaikan di lapangan.
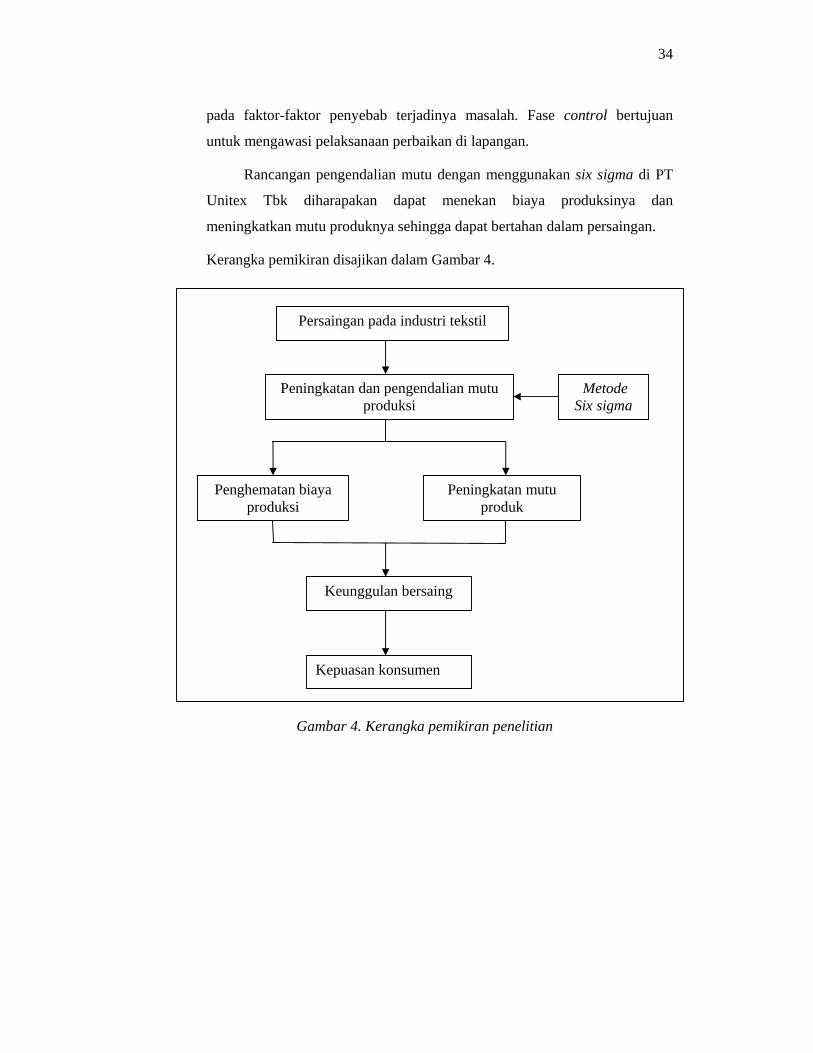
Rancangan pengendalian mutu dengan menggunakan six sigma di PT
Unitex Tbk diharapakan dapat menekan biaya produksinya dan
meningkatkan mutu produknya sehingga dapat bertahan dalam persaingan.
Kerangka pemikiran disajikan dalam Gambar 4.
Gambar 4. Kerangka pemikiran penelitian
Persaingan pada industri tekstil
Peningkatan dan pengendalian mutu produksi
Penghematan biaya produksi
Peningkatan mutu produk
Keunggulan bersaing
Metode Six sigma
Kepuasan konsumen
35
Pengumpulan Dan Pengolahan Data
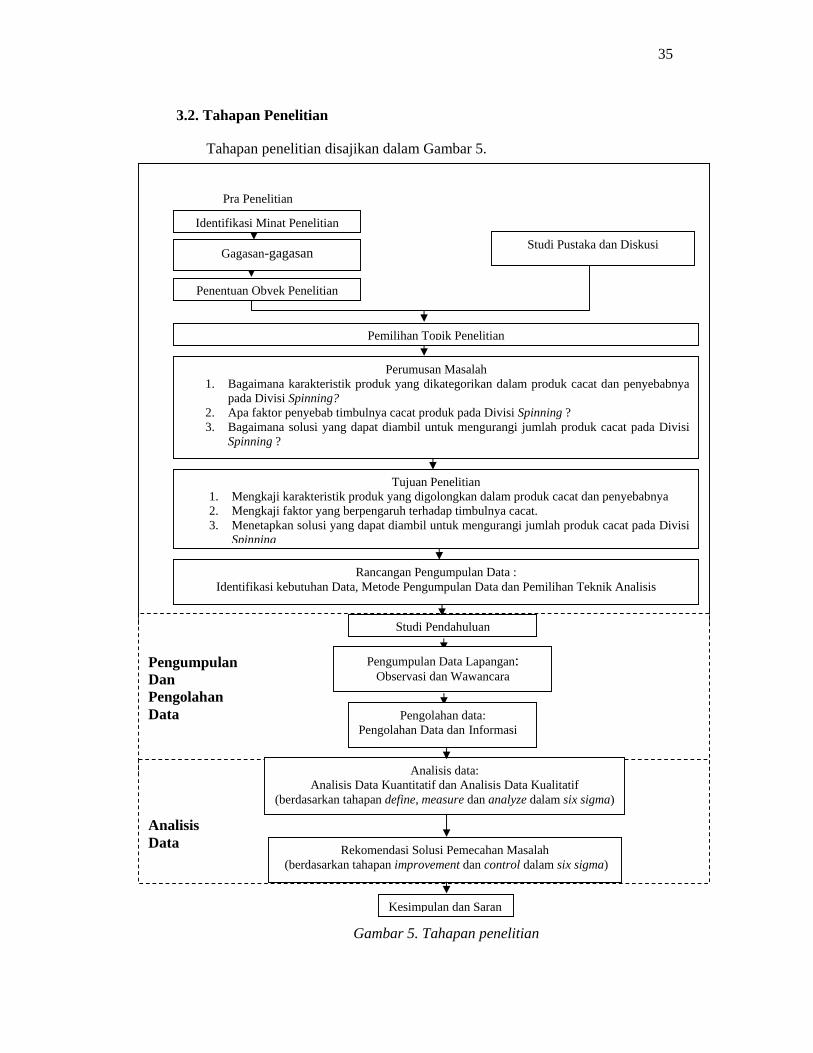
3.2. Tahapan Penelitian
Tahapan penelitian disajikan dalam Gambar 5.
Gambar 5. Tahapan penelitian
Analisis Data
Studi Pustaka dan Diskusi
Pra Penelitian
Identifikasi Minat Penelitian
Pemilihan Topik Penelitian
Penentuan Obyek Penelitian
Gagasan-gagasan
Rancangan Pengumpulan Data : Identifikasi kebutuhan Data, Metode Pengumpulan Data dan Pemilihan Teknik Analisis
Studi Pendahuluan
Tujuan Penelitian 1. Mengkaji karakteristik produk yang digolongkan dalam produk cacat dan penyebabnya 2. Mengkaji faktor yang berpengaruh terhadap timbulnya cacat. 3. Menetapkan solusi yang dapat diambil untuk mengurangi jumlah produk cacat pada Divisi
Spinning
Perumusan Masalah 1. Bagaimana karakteristik produk yang dikategorikan dalam produk cacat dan penyebabnya
pada Divisi Spinning? 2. Apa faktor penyebab timbulnya cacat produk pada Divisi Spinning ? 3. Bagaimana solusi yang dapat diambil untuk mengurangi jumlah produk cacat pada Divisi
Spinning ?
Pengumpulan Data Lapangan: Observasi dan Wawancara
Pengolahan data: Pengolahan Data dan Informasi
Analisis data: Analisis Data Kuantitatif dan Analisis Data Kualitatif
(berdasarkan tahapan define, measure dan analyze dalam six sigma)
Rekomendasi Solusi Pemecahan Masalah (berdasarkan tahapan improvement dan control dalam six sigma)
Kesimpulan dan Saran
36
3.3. Jenis dan Sumber Data
Data yang digunakan dalam penelitian ini adalah data primer dan data
sekunder. Data primer diperoleh dari hasil pengamatan di lapangan dan
wawancara langsung dengan responden. Responden yang dipilih berjumlah
tiga orang, yaitu : satu orang kepala Divisi Spinning, satu orang bagian
quality control yang ada pada Divisi Spinning dan satu orang karyawan yang
menangani bahan baku. Data sekunder diperoleh dari literatur yang
berkaitan dan mendukung penelitian. Data sekunder diperoleh melalui buku,
jurnal dan informasi dari internet.
3.4. Metode Pengambilan Data
Teknik pengambilan sampel pada penelitian ini menggunakan metode
purposive sampling. Melalui metode ini pemilihan responden (sampel)
didasarkan atas pengetahuan responden mengenai bidang pekerjaan yang
dijalankannya. Metode wawancara dilakukan dengan memberikan
pertanyaan kepada responden sesuai dengan data yang dibutuhkan.
Wawancara dilakukan untuk memperoleh penjelasan tentang sistem
perbaikan kinerja yang digunakan oleh perusahaan. Daftar pertanyaan dapat
dilihat pada Lampiran 2.
Metode purposive sampling juga digunakan untuk pengambilan sampel
benang. Benang yang digunakan sebagai sampel adalah benang tipe EC 45S
yang terbuat dari campuran 65 persen kapas dan 35 persen polyester, AC 40S
yang terbuat dari 100 persen kapas dan CVC 45/55 45S yang terbuat dari
campuran 55 persen kapas dan 45 persen polyester. Pertimbangan yang
digunakan dalam pengambilan sampel adalah waktu produksi ketiga sampel
yang berdekatan. Panjang sampel yang digunakan adalah 100 km untuk
masing-masing sampel dengan potongan benang oleh mesin yang digunakan
sebagai penghitung sepanjang 8 cm.
3.5. Metode Analisis Data
Analisis data adalah proses mengelompokkan, membuat suatu urutan,
memanipulasi data serta meningkatkan data sehingga mudah untuk dibaca.
Analisis data yang digunakan pada penelitian ini adalah analisis data
37
kualitatif dan analisis kuantitatif. Pengolahan data menggunakan program
Excel dan Minitab.
3.5.1. Analisis Data Kuantitatif
Analisis kuantitatif digunakan dengan tujuan untuk menilai
efektifitas kinerja PT Unitex melalui evaluasi terhadap kinerja
perusahaan. Analisis ini akan difokuskan pada produksi benang oleh
Divisi Spinning.
1. Analisis Defect per Opportunity (DPO)
DPO merupakan salah satu analisis yang digunakan untuk
mengukur proporsi produk cacat (defect) atas jumlah total peluang
dalam sebuah kelompok.
DPO = (Jumlah defect x Peluang cacat atau Critical to Quality) (1)
Jumlah Sampel
2. Analisis Defect per Million Opportunity (DPMO)
Ukuran-ukuran yang sering digunakan dalam menerjemahkan
defect yaitu dengan format DPMO, yang mengindikasikan berapa
banyak defect yang akan muncul dalam satu juta peluang
DPMO = DPO x 1.000.000 ………........................................…(2)
3. Ukuran sigma
Ukuran sigma merupakan ukuran yang menunjukkan
penyimpangan standar, suatu indikator dari tingkat variasi dalam
seperangkat pengukuran atau proses dengan mengkonversi nilai
dari DPMO ke dalam tabel sigma. Dengan demikian perusahaan
dapat mengetahui posisi perusahaan berada.
4. Diagram Pareto
Diagram Pareto digunakan untuk menstratifikasi data ke dalam
kelompok-kelompok dari yang paling besar sampai yang paling
kecil dan berbentuk diagram batang. Diagram Pareto membantu
perusahaan mengidentifikasi kejadian-kejadian atau penyebab
masalah secara umum.
38
5. Control chart
Pembuatan control chart secara manual menggunakan form yang
dilengkapi dengan petunjuk pemakaian dan cara penghitungan
dengan jelas sehingga dapat dengan mudah dimengerti oleh pemakai.
Data yang ada dapat digunakan untuk mengukur performa proses
kembali. Jika performa proses tidak meningkat, analisis yang
dilakukan tidak tepat dan harus didiskusikan kembali.
3.5.2. Analisis Data Kualitatif
Analisis data kualitatif yang digunakan, yaitu :
1. Input-Process-Output (IPO) Graph
IPO Graph dibuat untuk mendefinisikan proses bisnis yang
diteliti dengan mengenali hubungan variabel input dan responnya.
Dengan demikian dapat diidentifikasi dengan jelas input yang
dibutuhkan untuk menghasilkan output yang diharapkan.
2. Diagram sebab-akibat
Diagram sebab akibat dibuat untuk mengidentifikasi akar
penyebab timbulnya masalah. Dalam diagram sebab akibat yang
akan digunakan, penyebab cacat dibagi dalam empat kategori,
yaitu : manusia, mesin, bahan baku, lingkungan dan metode kerja.
Teknik yang digunakan pada masing-masing fase six sigma dalam
penelitian ini dapat dilihat pada Tabel 4
Tabel 4. Teknik Analisis yang Digunakan pada Fase Six Sigma
Fase Teknik Analisis yang digunakan
Define 1. IPO Graph
2. CTQ Tree
Measure 1. DPO
2. DPMO
3. Nilai sigma
Analyze 1. Diagram Pareto
2. Diagram Ishikawa
Improvement Brainstorming
Control Control Chart

IV. HASIL DAN PEMBAHASAN
4.1. Gambaran Umum Perusahaan
4.1.1. Sejarah, Visi dan Misi PT Unitex
PT Unitex didirikan dalam rangka Undang-Undang Penanaman
Modal Asing No. 1/1967 berdasarkan akta notaris Eliza Pondang SH,
No. 25 Tanggal 14 Mei 1971. Akta pendirian ini disahkan oleh
Menteri Kehakiman dengan Surat Keputusan No. JA.5/128/14 Tanggal
30 Juli 1971. PT Unitex mulai berproduksi secara komersil satu tahun
setelah mengalami beberapa kali perubahan, terakhir dengan akta
notaris Sulaimansyah SH, No. 50 Tanggal 15 April 1997 mengenai
perubahan anggaran dasar dan penambahan modal dasar, yang telah
mendapat persetujuan dari Menteri Kehakiman dengan Surat
Keputusan No. C2-6203.HT.01.Th 1997 Tanggal 14 Juli 1997.
PT Unitex menjadi perusahaan go public tanggal 12 Mei 1982 dan
merupakan perusahaan ke-11 yang memasuki Bursa Efek Indonesia.
Pada tanggal 26 Maret 1997 Perseroan telah mencatatkan sahamnya di
Bursa Efek Surabaya (BES) sebanyak 1.584.360 lembar atau 43,20
persen dari seluruh modal ditempatkan dan disetor penuh. Persentase
pemegang saham perusahaan adalah Unitika 44,15 persen, Marubeni
25,23 persen, Henry Onggo 9,40 persen, Tuty Angwidjaja 5,82 persen
dan Public 15,40 persen.
Visi dari PT Unitex adalah menguasai pangsa pasar kain kemeja
formal khususnya untuk yarn dyed fabric. Misi dari PT Unitex adalah
menciptakan produk unggulan kelas dunia. Lokasi pabrik dan kantor
PT Unitex berada di Bogor di Jl. Raya Tajur No.1 PO BOX 103 Bogor
16001. Luas pabrik PT Unitex di Bogor adalah seluas 150.700 m2’
PT Unitex membangun Instalasi Pengolahan Air Limbah (IPAL) di
atas tanah seluas 4000 m2 dan mampu mengelola limbah cair sebesar
5000 m3 per hari (maksimum). PT Unitex mendapat penghargaan
Program Kali Bersih (Prokasih) No. 1 di Indonesia pada tahun 1991.
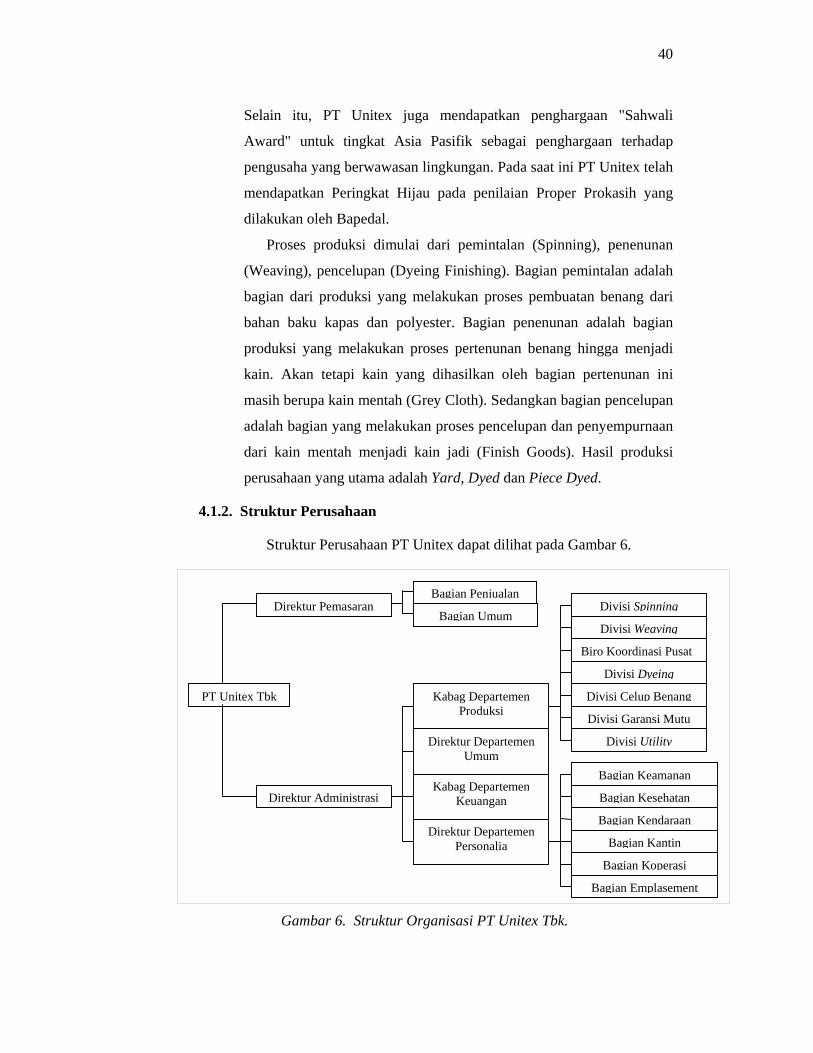
40
Selain itu, PT Unitex juga mendapatkan penghargaan "Sahwali
Award" untuk tingkat Asia Pasifik sebagai penghargaan terhadap
pengusaha yang berwawasan lingkungan. Pada saat ini PT Unitex telah
mendapatkan Peringkat Hijau pada penilaian Proper Prokasih yang
dilakukan oleh Bapedal.
Proses produksi dimulai dari pemintalan (Spinning), penenunan
(Weaving), pencelupan (Dyeing Finishing). Bagian pemintalan adalah
bagian dari produksi yang melakukan proses pembuatan benang dari
bahan baku kapas dan polyester. Bagian penenunan adalah bagian
produksi yang melakukan proses pertenunan benang hingga menjadi
kain. Akan tetapi kain yang dihasilkan oleh bagian pertenunan ini
masih berupa kain mentah (Grey Cloth). Sedangkan bagian pencelupan
adalah bagian yang melakukan proses pencelupan dan penyempurnaan
dari kain mentah menjadi kain jadi (Finish Goods). Hasil produksi
perusahaan yang utama adalah Yard, Dyed dan Piece Dyed.
4.1.2. Struktur Perusahaan
Struktur Perusahaan PT Unitex dapat dilihat pada Gambar 6.
Gambar 6. Struktur Organisasi PT Unitex Tbk.
Direktur Pemasaran
PT Unitex Tbk
Direktur Administrasi
Bagian Umum
Kabag Departemen Produksi
Direktur Departemen Umum
Kabag Departemen Keuangan
Direktur Departemen Personalia
Divisi Spinning
Divisi Weaving
Biro Koordinasi Pusat
Divisi Dyeing
Divisi Celup Benang
Divisi Garansi Mutu
Divisi Utility
Bagian Keamanan
Bagian Kesehatan
Bagian Kendaraan
Bagian Kantin
Bagian Koperasi
Bagian Emplasement
Bagian Penjualan

41
Departemen Personalia
Departemen Personalia adalah bagian ketenagakerjaan dan
karyawan, mulai dari perekrutan karyawan, pelatihan sampai pada
pelayanan kesejahteraan karyawan. Departemen Personalia memiliki
enam bagian, yaitu bagian keamanan, kesehatan, kendaraan, kantin,
koperasi dan emplasement.
Departemen Umum
Departemen Umum mencakup kegiatan pembelian bahan baku,
peralatan maupun perlengkapan baik lokal atau impor, perijinan,
keimigrasian dan keperluan lainnya. Departemen Umum tersebut
sangat erat kaitannya dengan Departemen Keuangan terutama dalam
kegiatan pembelian. Pembelian lokal adalah pembelian untuk
kebutuhan masing-masing departemen baik yang sifatnya konsumtif,
seperti alat tulis kantor (ATK) maupun yang bersifat produktif seperti
bahan baku untuk produksi . Beberapa barang yang dibutuhkan oleh
masing-masing Departemen dapat dipesan dengan membuat Purchase
Order (P/O) yang diketahui oleh Pengawas, Kepala Bagian dan Kepala
Bagian. Pembelian impor dilakukan terutama terhadap barang-barang
berupa mesin-mesin produksi atau sparepart yang belum dapat
diproduksi dalam negeri.
Departemen Keuangan
Departemen Keuangan mencakup kegiatan pencatatan dan
akuntansi, pembayaran dan pengelolaan dokumen. Pencatatan
keuangan dan akuntansi yaitu mencatat arus kas keuangan perusahaan,
berupa arus masuk dan keluar, laporan laba/rugi dan neraca. Laporan
keuangan tersebut berguna dalam menganalisis perkembangan dan
kondisi perusahaan. Pembayaran meliputi pembayaran atas pembelian
barang-barang dan pembayaran gaji karyawan. Sedangkan pengelolaan
dokumen yaitu terutama dokumen-dokumen pembelian dan penjualan
yang akan berguna dalam pemeriksaan atau pengecekan kembali baik
oleh pihak internal atau eksternal.
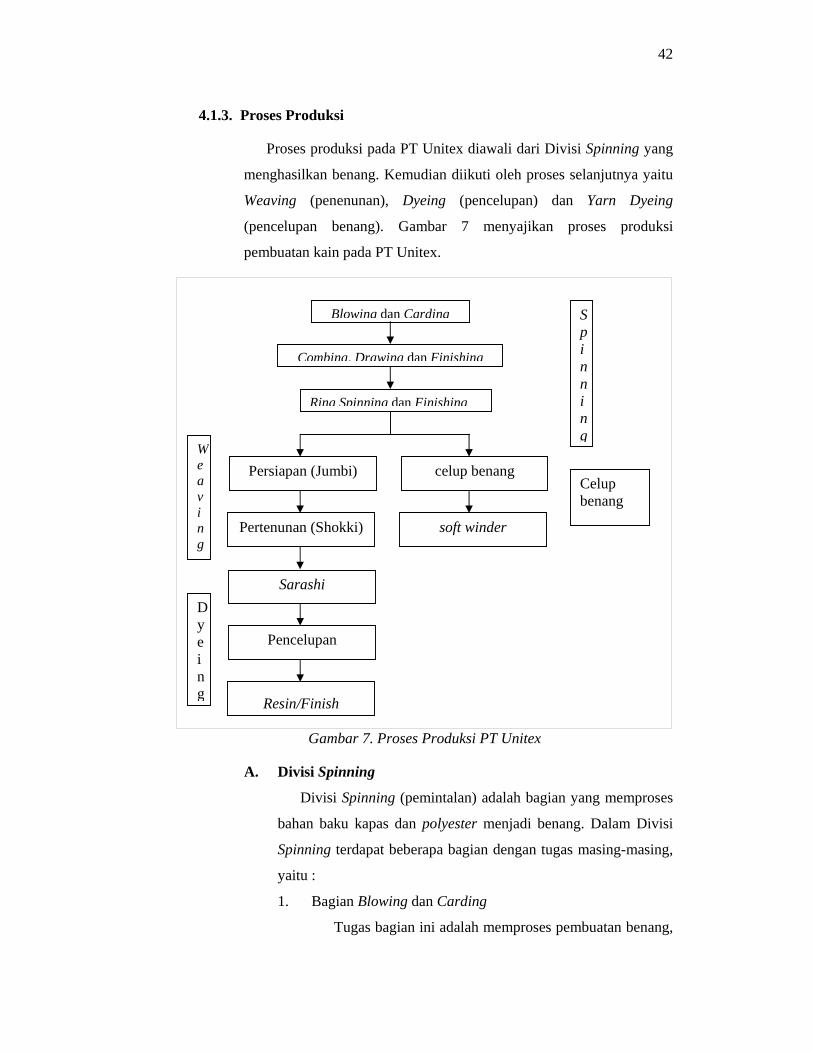
42
4.1.3. Proses Produksi
Proses produksi pada PT Unitex diawali dari Divisi Spinning yang
menghasilkan benang. Kemudian diikuti oleh proses selanjutnya yaitu
Weaving (penenunan), Dyeing (pencelupan) dan Yarn Dyeing
(pencelupan benang). Gambar 7 menyajikan proses produksi
pembuatan kain pada PT Unitex.
Gambar 7. Proses Produksi PT Unitex
A. Divisi Spinning
Divisi Spinning (pemintalan) adalah bagian yang memproses
bahan baku kapas dan polyester menjadi benang. Dalam Divisi
Spinning terdapat beberapa bagian dengan tugas masing-masing,
yaitu :
1. Bagian Blowing dan Carding
Tugas bagian ini adalah memproses pembuatan benang,
Sarashi
Pencelupan
Resin/Finish
Blowing dan Carding
Combing, Drawing dan Finishing
Ring Spinning dan Finishing
Persiapan (Jumbi)
Pertenunan (Shokki)
celup benang
soft winder
Dyeing
Weaving
Celup benang
Spinning
43
Bahan baku kapas atau polyester dimasukkan dalam mesin
blowing untuk diuraikan gumpalan-gumpalan seratnya,
dibersihkan kotoran-kotorannya, dan diaduk sehingga
terjadi pencampuran yang merata antara beberapa jenis
kapas. Dari proses ini dihasilkan lap yang selanjutnya
diproses dalam mesin Carding dan menghasilkan sliver.
2. Bagian Combing, Drawing dan Finishing
Tugas bagian ini adalah melanjutkan bagian
sebelumnya yaitu melalui proses pre drawing yang
berfungsi meluruskan dan mensejajarkan serat,
memperbaiki kerataan serat dan membuat sliver dengan
berat per satuan panjang tertentu. Tugas bagian ini juga
membuat campuran antara polyester dengan kapas melalui
proses Drawing.
3. Bagian Ring Spinning dan Finishing
Tugas dari bagian ini adalah menyiapkan benang dari
hasil pemintalan dalam bentuk "Cones" dengan mesin
Mach Conner.
B. Divisi Weaving
Divisi Weaving (penenunan) adalah bagian yang memproses
benang menjadi kain. Proses ini diawali dari mempersiapkan
benang dalam bagian persiapan hingga terbentuk anyaman
benang tate yang siap masuk mesin tenun, selanjutnya diproses
dalam mesin tenun.
1. Bagian Persiapan (Jumbi)
Tugas bagian ini adalah menggulung ulang dari bentuk
Cones menjadi bentuk Hank (relling), melakukan proses
pengkajian untuk benang-benang tertentu yang perlu
dikanji, mempersiapkan benang tate pada mesin warper
dan pengkanjian benang tate yang telah tergulung pada
beam dalam mesin zising, dan membuat anyaman benang
tate pada dropper, herdo dan osa sesuai dengan desain dan
44
jenis anyaman yang diinginkan.
2. Bagian Pertenunan (Shokki)
Tugas bagian ini adalah melakukan proses pertenunan
hingga menghasilkan kain sesuai dengan yang diinginkan.
Mesin yang digunakan adalah mesin Toyoda, ISL dan AJL.
C. Divisi Dyeing
Divisi Dyeing adalah bagian pemolesan kain terhadap warna,
penampilan dan pegangan (handling). Departemen ini merupakan
bagian pemrosesan kain yang terakhir mulai dari bahan baku
kapas dan polyester sampai pada produk kain yang siap
dipasarkan.
1. Bagian Sarashi
Bagian ini merupakan gabungan unit kerja yang
mempersiapkan kain mentah (grey cloth) sampai kain
tersebut siap untuk dicelup warna sesuai dengan order.
2. Bagian Pencelupan
Tugas bagian ini adalah kain yang berasal dari bagian
persiapan (sarashi) diproses kembali melalui proses heat
setting (berfungsi untuk menstabilkan serat ester dan
menghilangkan garis-garis lipatan), Pencelupan, Resin
Finish (berfungsi untuk memperbaiki kehalusan kain) dan
Sanforized (berfungsi untuk mengurangi penyusutan kain
pada saat dibuat baju atau dicuci).
3. Bagian Resin/Finish
Tugas bagian ini adalah untuk menyempurnakan hasil
proses pencelupan dengan memberikan cairan Chemical
Resin dan proses penyusutan dengan menggunakan mesin
Sanforized
4. Bagian Hozen
Tugas bagian ini adalah mendukung kelancaran proses
produksi dibagian Dyeing dan celup benang dalam hal
memastikan bahwa semua mesin produksi dapat beroperasi
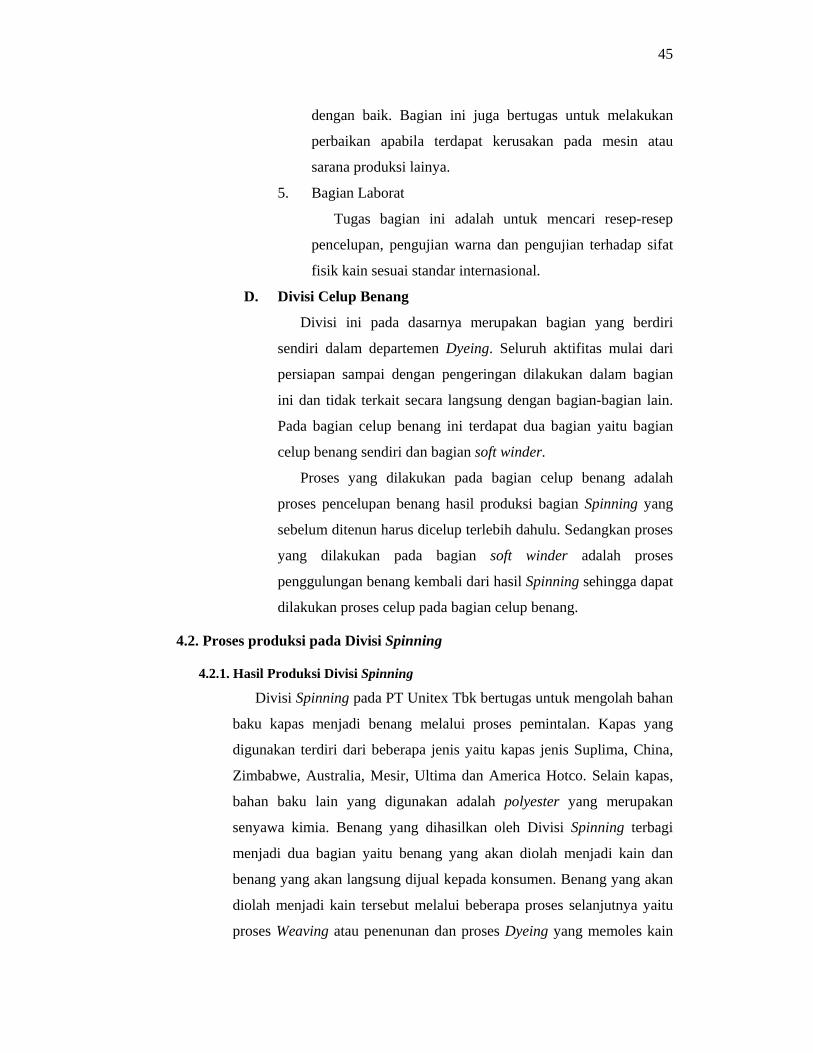
45
dengan baik. Bagian ini juga bertugas untuk melakukan
perbaikan apabila terdapat kerusakan pada mesin atau
sarana produksi lainya.
5. Bagian Laborat
Tugas bagian ini adalah untuk mencari resep-resep
pencelupan, pengujian warna dan pengujian terhadap sifat
fisik kain sesuai standar internasional.
D. Divisi Celup Benang
Divisi ini pada dasarnya merupakan bagian yang berdiri
sendiri dalam departemen Dyeing. Seluruh aktifitas mulai dari
persiapan sampai dengan pengeringan dilakukan dalam bagian
ini dan tidak terkait secara langsung dengan bagian-bagian lain.
Pada bagian celup benang ini terdapat dua bagian yaitu bagian
celup benang sendiri dan bagian soft winder.
Proses yang dilakukan pada bagian celup benang adalah
proses pencelupan benang hasil produksi bagian Spinning yang
sebelum ditenun harus dicelup terlebih dahulu. Sedangkan proses
yang dilakukan pada bagian soft winder adalah proses
penggulungan benang kembali dari hasil Spinning sehingga dapat
dilakukan proses celup pada bagian celup benang.
4.2. Proses produksi pada Divisi Spinning
4.2.1. Hasil Produksi Divisi Spinning
Divisi Spinning pada PT Unitex Tbk bertugas untuk mengolah bahan
baku kapas menjadi benang melalui proses pemintalan. Kapas yang
digunakan terdiri dari beberapa jenis yaitu kapas jenis Suplima, China,
Zimbabwe, Australia, Mesir, Ultima dan America Hotco. Selain kapas,
bahan baku lain yang digunakan adalah polyester yang merupakan
senyawa kimia. Benang yang dihasilkan oleh Divisi Spinning terbagi
menjadi dua bagian yaitu benang yang akan diolah menjadi kain dan
benang yang akan langsung dijual kepada konsumen. Benang yang akan
diolah menjadi kain tersebut melalui beberapa proses selanjutnya yaitu
proses Weaving atau penenunan dan proses Dyeing yang memoles kain
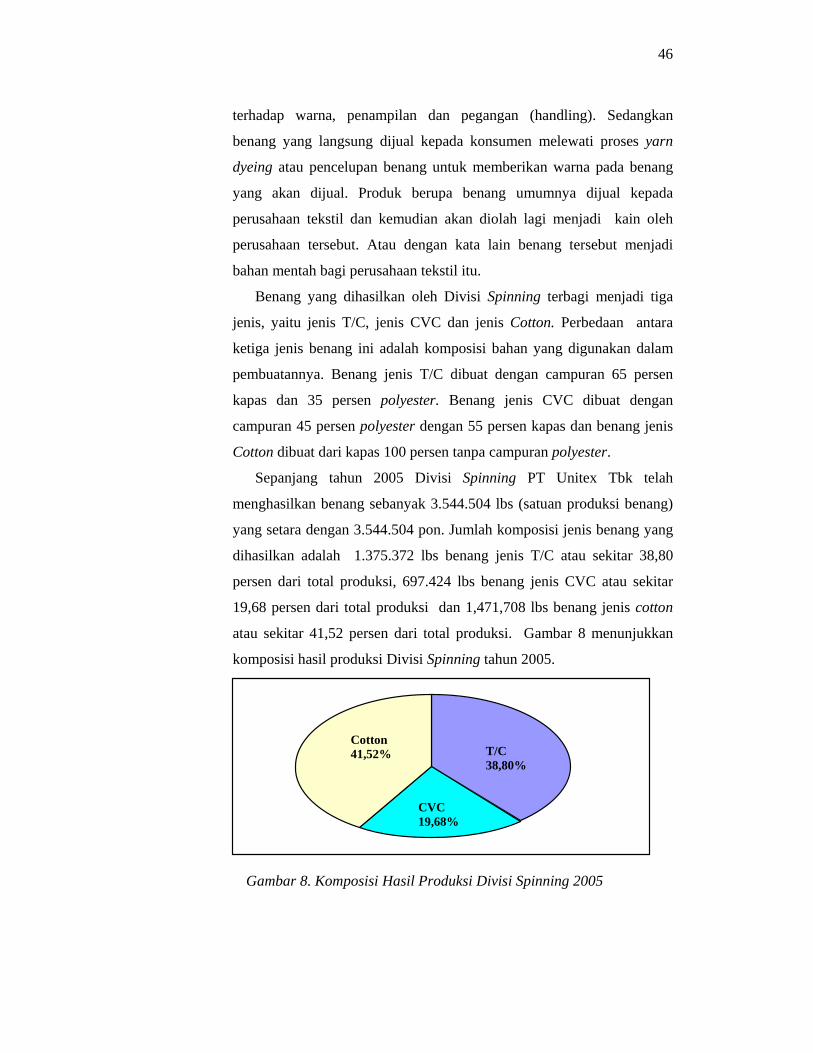
46
terhadap warna, penampilan dan pegangan (handling). Sedangkan
benang yang langsung dijual kepada konsumen melewati proses yarn
dyeing atau pencelupan benang untuk memberikan warna pada benang
yang akan dijual. Produk berupa benang umumnya dijual kepada
perusahaan tekstil dan kemudian akan diolah lagi menjadi kain oleh
perusahaan tersebut. Atau dengan kata lain benang tersebut menjadi
bahan mentah bagi perusahaan tekstil itu.
Benang yang dihasilkan oleh Divisi Spinning terbagi menjadi tiga
jenis, yaitu jenis T/C, jenis CVC dan jenis Cotton. Perbedaan antara
ketiga jenis benang ini adalah komposisi bahan yang digunakan dalam
pembuatannya. Benang jenis T/C dibuat dengan campuran 65 persen
kapas dan 35 persen polyester. Benang jenis CVC dibuat dengan
campuran 45 persen polyester dengan 55 persen kapas dan benang jenis
Cotton dibuat dari kapas 100 persen tanpa campuran polyester.
Sepanjang tahun 2005 Divisi Spinning PT Unitex Tbk telah
menghasilkan benang sebanyak 3.544.504 lbs (satuan produksi benang)
yang setara dengan 3.544.504 pon. Jumlah komposisi jenis benang yang
dihasilkan adalah 1.375.372 lbs benang jenis T/C atau sekitar 38,80
persen dari total produksi, 697.424 lbs benang jenis CVC atau sekitar
19,68 persen dari total produksi dan 1,471,708 lbs benang jenis cotton
atau sekitar 41,52 persen dari total produksi. Gambar 8 menunjukkan
komposisi hasil produksi Divisi Spinning tahun 2005.
Gambar 8. Komposisi Hasil Produksi Divisi Spinning 2005
Cotton41,52%
CVC 19,68%
T/C 38,80%
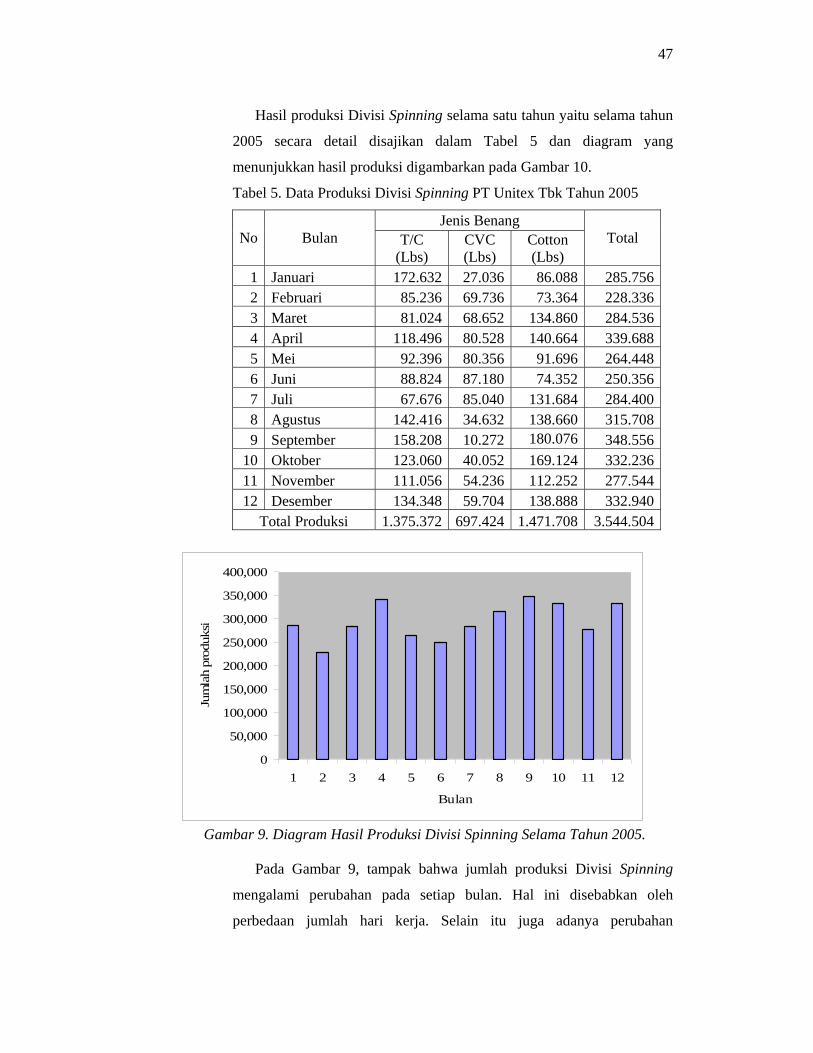
47
Hasil produksi Divisi Spinning selama satu tahun yaitu selama tahun
2005 secara detail disajikan dalam Tabel 5 dan diagram yang
menunjukkan hasil produksi digambarkan pada Gambar 10.
Tabel 5. Data Produksi Divisi Spinning PT Unitex Tbk Tahun 2005
Jenis Benang No Bulan T/C
(Lbs) CVC (Lbs)
Cotton (Lbs)
Total
1 Januari 172.632 27.036 86.088 285.7562 Februari 85.236 69.736 73.364 228.3363 Maret 81.024 68.652 134.860 284.5364 April 118.496 80.528 140.664 339.6885 Mei 92.396 80.356 91.696 264.4486 Juni 88.824 87.180 74.352 250.3567 Juli 67.676 85.040 131.684 284.4008 Agustus 142.416 34.632 138.660 315.7089 September 158.208 10.272 180.076 348.556
10 Oktober 123.060 40.052 169.124 332.23611 November 111.056 54.236 112.252 277.54412 Desember 134.348 59.704 138.888 332.940
Total Produksi 1.375.372 697.424 1.471.708 3.544.504
0
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
1 2 3 4 5 6 7 8 9 10 11 12
Bulan
Jum
lah
prod
uksi
Gambar 9. Diagram Hasil Produksi Divisi Spinning Selama Tahun 2005.
Pada Gambar 9, tampak bahwa jumlah produksi Divisi Spinning
mengalami perubahan pada setiap bulan. Hal ini disebabkan oleh
perbedaan jumlah hari kerja. Selain itu juga adanya perubahan

48
permintaan produk benang yang diterima oleh Divisi Spinning. Hasil
produksi PT Unitex secara keseluruhan dapat dilihat pada Lampiran 3.
4.2.2. Proses Produksi Divisi Spinning
Produksi yang dilakukan oleh Divisi Spinning menggunakan dua
bahan baku yaitu kapas (cotton) dan polyester. Pada dasarnya proses dari
masing-masing jenis benang tidak berbeda jauh. Perbedaannya terletak
pada proses yang melalui mesin Super Lub dan Comber. Benang yang
terbuat dari polyester tidak melalui kedua mesin tersebut. Setelah
melalui mesin Pre Drawing, polyester langsung menuju ke mesin DF
Mixing.
Pada setiap mesin menghasilkan olahan yang berbeda, yaitu sliver,
lap, shinomaki yarn dan benang. Sliver adalah serat kapas yang dibentuk
gumpalan memanjang, sedangkan lap adalah gumpalan serat kapas yang
dibentuk persegi. Shinomaki yarn adalah benang mentah. Proses
produksi Divisi Spinning dapat dilihat pada Gambar 10.
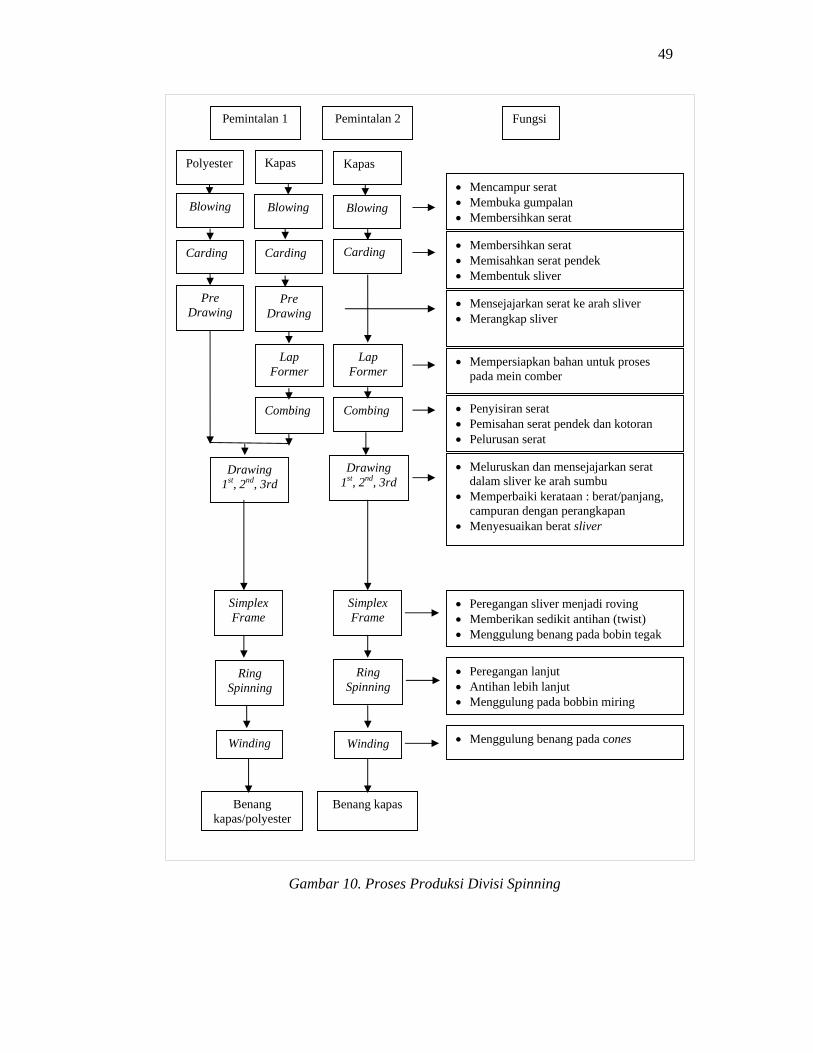
49
Gambar 10. Proses Produksi Divisi Spinning
Gambar 10. Proses Produksi Divisi Spinning
Carding Carding Carding
Pre Drawing
Pre Drawing
Lap Former
Lap Former
Combing Combing
Blowing Blowing
Kapas Kapas
Pemintalan 1 Pemintalan 2
Drawing 1st, 2nd, 3rd
Drawing 1st, 2nd, 3rd
Simplex Frame
Simplex Frame
Ring Spinning
Ring Spinning
Winding Winding
Benang kapas/polyester
Benang kapas
Fungsi
• Mencampur serat • Membuka gumpalan • Membersihkan serat
• Membersihkan serat • Memisahkan serat pendek • Membentuk sliver
• Mensejajarkan serat ke arah sliver • Merangkap sliver
• Mempersiapkan bahan untuk proses pada mein comber
• Penyisiran serat • Pemisahan serat pendek dan kotoran • Pelurusan serat
• Meluruskan dan mensejajarkan serat dalam sliver ke arah sumbu
• Memperbaiki kerataan : berat/panjang, campuran dengan perangkapan
• Menyesuaikan berat sliver
• Peregangan sliver menjadi roving • Memberikan sedikit antihan (twist) • Menggulung benang pada bobin tegak
• Peregangan lanjut • Antihan lebih lanjut • Menggulung pada bobbin miring
• Menggulung benang pada cones
Polyester
Blowing

50
4.2.3. Standar Mutu Produk
PT Unitex menetapkan standar mutu untuk produk yang
dihasilkannya agar dapat memenuhi kebutuhan konsumen. Standar mutu
tersebut harus terpenuhi sebelum produk diluncurkan ke pasar. Pada
tahap finishing dilakukan pengecekan terhadap mutu produk yang
dihasilkan dan disesuaikan dengan standar.
Standar mutu masing-masing jenis benang berbeda. Penentu yang
digunakan dalam standar mutu adalah strength, U persen, E long, thin,
thick, neps dan classifault. Strength adalah kekuatan benang, E long
adalah panjang putus benang, U persen adalah kerataan benang, thin
adalah tipis benang, thick adalah tebal benang, neps adalah cacat dari
bahan baku dan classifault adalah slub dengan tingkat rendah, sedang
hingga tingkat tinggi. Lebih jelasnya dapat dilihat pada tabel standar
mutu masing-masing jenis benang yang terdapat pada Lampiran 4.
Pada tahap finishing yang dilakukan dengan mesin, cacat yang
tertangkap adalah slub dengan tingkat Kegagalan rendah hingga tinggi,
thin dan thick. Hal ini terjadi karena standar mutu yang lain ditentukan
oleh ketiga jenis kegagalan tersebut, kecuali untuk penentu kekuatan.
Kegagalan dengan penentu kekuatan sangat jarang terjadi. Jenis
kegagalan dengan penentu kekutan benang tidak tertangkap mesin tetapi
terlihat pada saat benang telah digulung. Pada gulungan benang yang
kekuatannya tidak sesuai standar permukaannya tidak rata.
Suatu poduk dinyatakan cacat apabila produk tersebut tidak
memenuhi standar mutu yang telah dibuat oleh PT Unitex Tbk. Produk
yang dinyatakan cacat akan dibuang dan tidak akan diluncurkan ke pasar
ataupun diolah kembali. Hal ini disebabkan karena benang akan diputus
secara otomatis oleh mesin jika benang tersebut cacat.
4.3. Faktor- Faktor Penyebab Produk Cacat pada Divisi Spinning
Fase pada six sigma dapat digunakan untuk mengetahui faktor-faktor
penyebab produk cacat pada Divisi Spinning. Penyebab cacat dapat
diketahui dengan menggunakan fase define, measure dan analyze.

51
4.3.1. Define
Pada umumnya hampir keseluruhan proses produksi pada
PT Unitex Tbk khususnya pada Divisi Spinning dilakukan dengan
menggunakan mesin. Mulai dari proses pemintalan, pemeriksaan
produk gagal hingga penggulungan benang semuanya dilakukan
dengan mesin. Namun, pada tahap awal yaitu pada tahap pemeriksaan
dan pembersihan bahan baku dilakukan secara manual. Bahan baku
kapas diperiksa dan dibersihkan dari kotoran yang menempel serta
madu kapas karena akan mempengaruhi hasil produksi. Kotoran yang
menempel pada kapas dapat merusak benang yang dihasilkan karena
benang menjadi kotor, menggumpal atau putus. Madu kapas atau yang
biasa disebut dengan honey dew membuat kapas menggumpal dan
harus dibuang.
IPO Graph dibuat untuk mendefinisikan proses bisnis yang diteliti
dengan mengenali hubungan variabel input dan responnya. Dengan
demikian dapat diidentifikasi dengan jelas apa input yang dibutuhkan
untuk menghasilkan output yang diharapkan. IPO Graph dapat dilihat
pada Gambar 11
Gambar 11. IPO Graph
INPUT PROCESS OUTPUT
Mutu bahan baku yang baik
Pekerja yang terampil dan teliti
INPUT
Kondisi mesin dan peralatan yang baik
Setting mesin yang tepat
Metode kerja yang baik
Standar mutu yang jelas
Keseluruhan proses produksi dalam Divisi Spinning
Produk yang bebas cacat dan sesuai dengan standar mutu
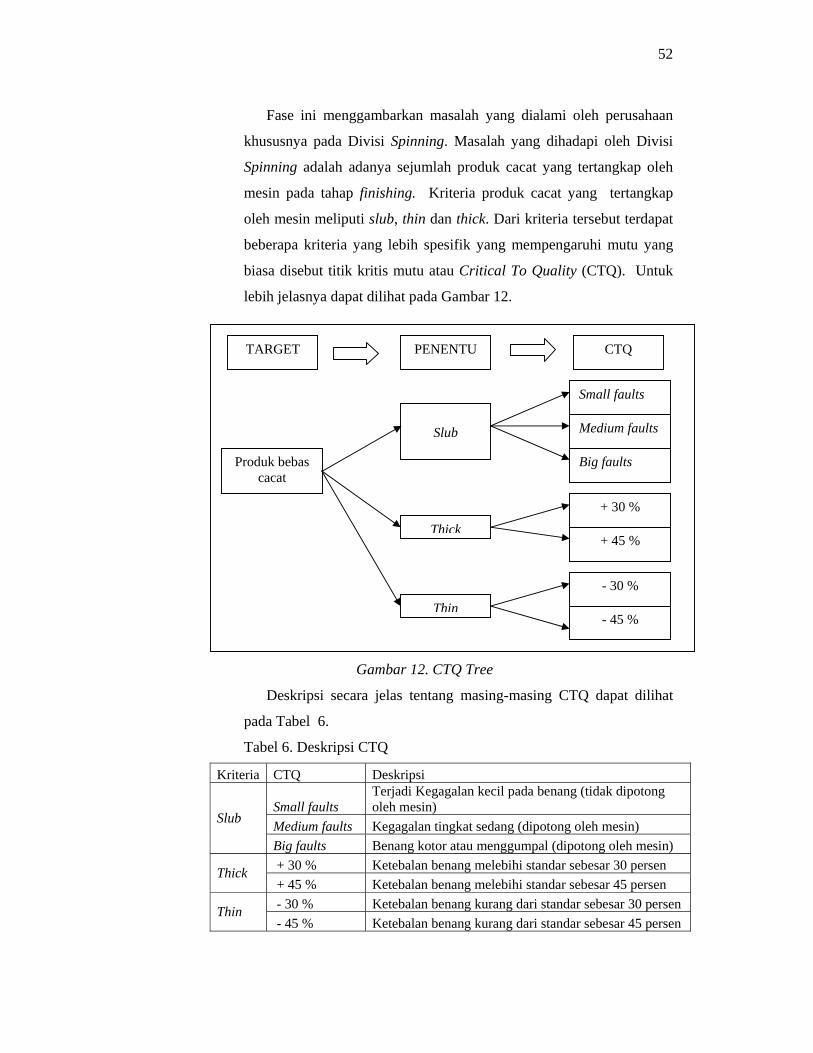
52
Fase ini menggambarkan masalah yang dialami oleh perusahaan
khususnya pada Divisi Spinning. Masalah yang dihadapi oleh Divisi
Spinning adalah adanya sejumlah produk cacat yang tertangkap oleh
mesin pada tahap finishing. Kriteria produk cacat yang tertangkap
oleh mesin meliputi slub, thin dan thick. Dari kriteria tersebut terdapat
beberapa kriteria yang lebih spesifik yang mempengaruhi mutu yang
biasa disebut titik kritis mutu atau Critical To Quality (CTQ). Untuk
lebih jelasnya dapat dilihat pada Gambar 12.
Gambar 12. CTQ Tree
Deskripsi secara jelas tentang masing-masing CTQ dapat dilihat
pada Tabel 6.
Tabel 6. Deskripsi CTQ
Kriteria CTQ Deskripsi
Small faults Terjadi Kegagalan kecil pada benang (tidak dipotong oleh mesin)
Medium faults Kegagalan tingkat sedang (dipotong oleh mesin) Slub
Big faults Benang kotor atau menggumpal (dipotong oleh mesin) + 30 % Ketebalan benang melebihi standar sebesar 30 persen Thick + 45 % Ketebalan benang melebihi standar sebesar 45 persen - 30 % Ketebalan benang kurang dari standar sebesar 30 persen Thin - 45 % Ketebalan benang kurang dari standar sebesar 45 persen
Thick
Slub
- 30 %
+ 45 %
Big faults
Medium faults
Small faults
Produk bebas cacat
TARGET CTQ PENENTU
+ 30 %
- 45 % Thin

53
Slub dengan small fault adalah benang cacat dengan sedikit
gumpalan. Benang dengan cacat ini tidak terpotong oleh mesin karena
masih berada dalam batas toleransi. Slub dengan medium dan big fault
adalah benang yang kotor dan menggumpal yang secara otomatis akan
terpotong oleh mesin. Thick 30 persen artinya adalah benang yang
ketebalannya melebihi standar ketebalan benang sebesar 30 persen.
Thick 45 persen artinya tidak jauh beda dengan thick 30 persen hanya
saja ketebalan benang tersebut melebihi standar ketebalan sebesar 45
persen. Thin 30 persen maksudnya adalah benang tersebut
ketebalannya kurang dari standar ketebalan yang telah ditentukan
sebesar 30 persen. Thin 45 persen maksudnya adalah benang tersebut
ketebalannya kurang dari standar ketebalan yang telah ditentukan
sebesar 45 persen.
4.3.2. Measures
Fase pengukuran dilakukan untuk mengetahui kinerja Divisi
Spinning PT Unitex. Pengukuran ini dilakukan dengan menghitung
jumlah produk yang cacat dan disubstitusikan ke dalam rumus six
sigma yaitu :
DPO = (jumlah produk cacat x peluang cacat atau CTQ) Jumlah sample
DPMO = DPO x 1.000.000
Jumlah produk cacat yang dihasilkan dapat diketahui dengan
mengalikan berapa kali mesin memotong benang yang cacat dengan
panjang potongan benang. Panjang potongan benang yang digunakan
adalah 8 cm. Pengambilan sampel dilakukan pada produk benang jenis
EC 45S, AC 40S serta CVC 45/55 45S masing-masing sebanyak tiga
kali.
Kegagalan yang terjadi pada benang jenis EC 45S dapat dilihat
pada Tabel 7.
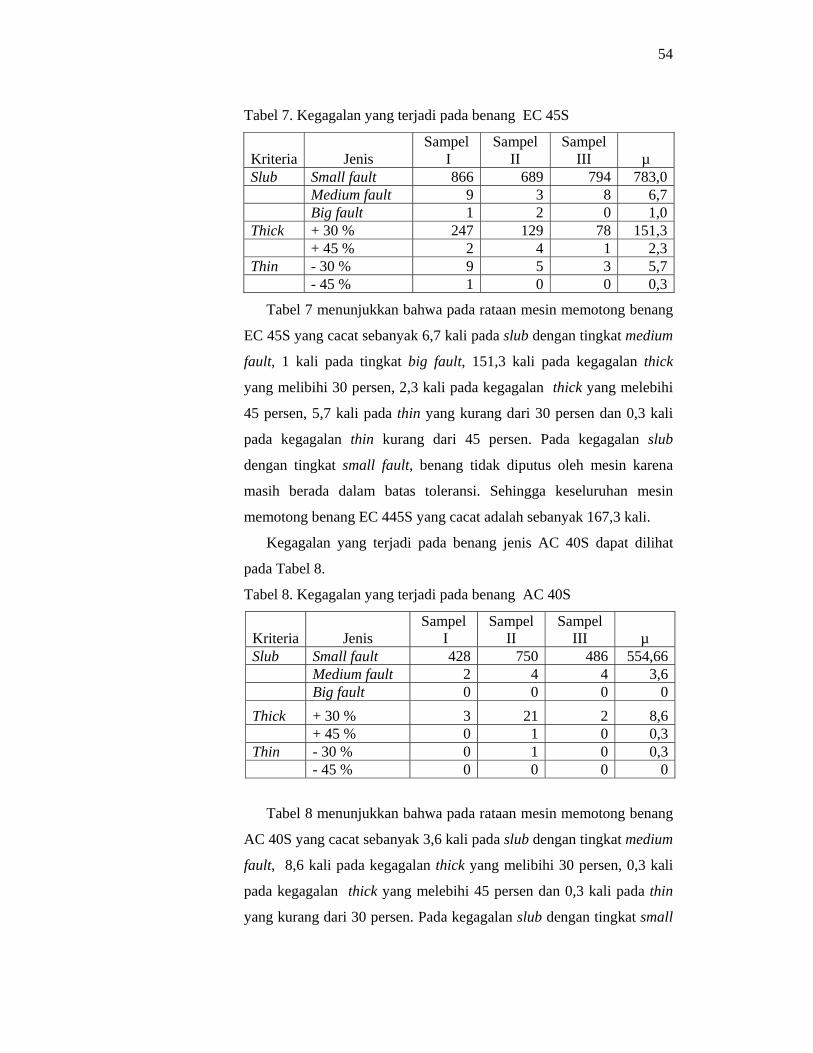
54
Tabel 7. Kegagalan yang terjadi pada benang EC 45S
Kriteria Jenis Sampel
I Sampel
II Sampel
III µ Slub Small fault 866 689 794 783,0 Medium fault 9 3 8 6,7 Big fault 1 2 0 1,0Thick + 30 % 247 129 78 151,3 + 45 % 2 4 1 2,3Thin - 30 % 9 5 3 5,7 - 45 % 1 0 0 0,3
Tabel 7 menunjukkan bahwa pada rataan mesin memotong benang
EC 45S yang cacat sebanyak 6,7 kali pada slub dengan tingkat medium
fault, 1 kali pada tingkat big fault, 151,3 kali pada kegagalan thick
yang melibihi 30 persen, 2,3 kali pada kegagalan thick yang melebihi
45 persen, 5,7 kali pada thin yang kurang dari 30 persen dan 0,3 kali
pada kegagalan thin kurang dari 45 persen. Pada kegagalan slub
dengan tingkat small fault, benang tidak diputus oleh mesin karena
masih berada dalam batas toleransi. Sehingga keseluruhan mesin
memotong benang EC 445S yang cacat adalah sebanyak 167,3 kali.
Kegagalan yang terjadi pada benang jenis AC 40S dapat dilihat
pada Tabel 8.
Tabel 8. Kegagalan yang terjadi pada benang AC 40S
Tabel 8 menunjukkan bahwa pada rataan mesin memotong benang
AC 40S yang cacat sebanyak 3,6 kali pada slub dengan tingkat medium
fault, 8,6 kali pada kegagalan thick yang melibihi 30 persen, 0,3 kali
pada kegagalan thick yang melebihi 45 persen dan 0,3 kali pada thin
yang kurang dari 30 persen. Pada kegagalan slub dengan tingkat small
Kriteria Jenis Sampel
I Sampel
II Sampel
III µ Slub Small fault 428 750 486 554,66 Medium fault 2 4 4 3,6 Big fault 0 0 0 0Thick + 30 % 3 21 2 8,6 + 45 % 0 1 0 0,3Thin - 30 % 0 1 0 0,3 - 45 % 0 0 0 0
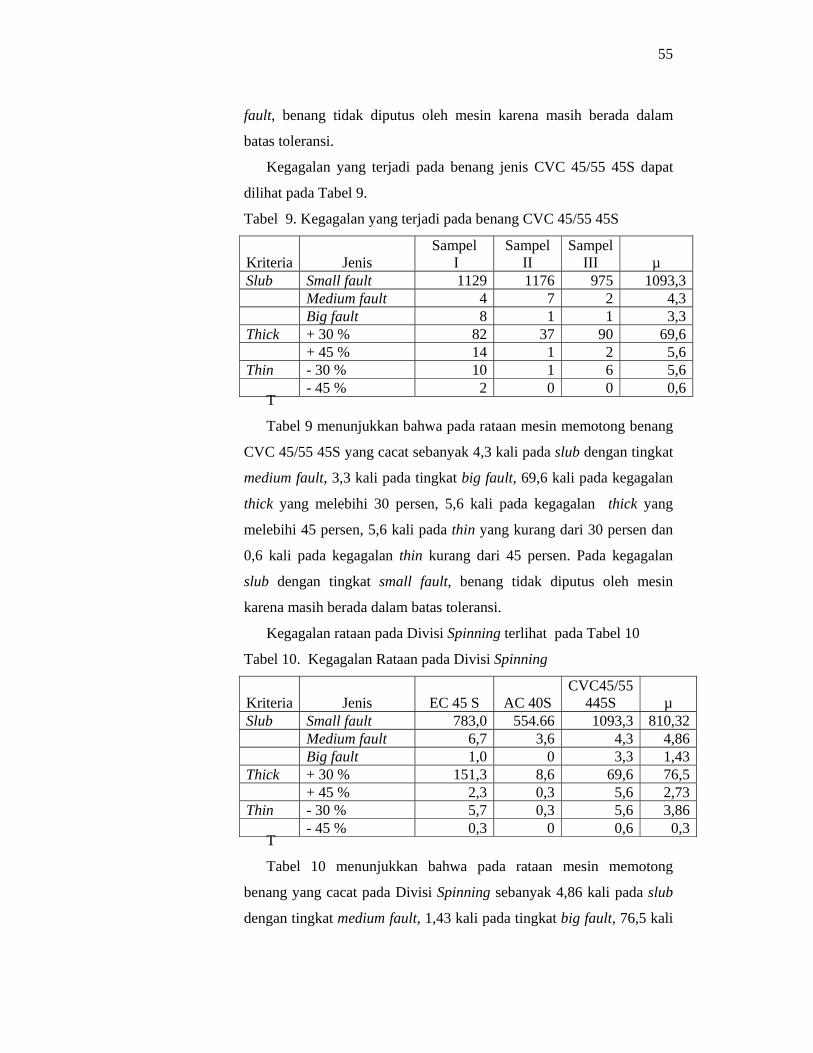
55
fault, benang tidak diputus oleh mesin karena masih berada dalam
batas toleransi.
Kegagalan yang terjadi pada benang jenis CVC 45/55 45S dapat
dilihat pada Tabel 9.
Tabel 9. Kegagalan yang terjadi pada benang CVC 45/55 45S
T
Tabel 9 menunjukkan bahwa pada rataan mesin memotong benang
CVC 45/55 45S yang cacat sebanyak 4,3 kali pada slub dengan tingkat
medium fault, 3,3 kali pada tingkat big fault, 69,6 kali pada kegagalan
thick yang melebihi 30 persen, 5,6 kali pada kegagalan thick yang
melebihi 45 persen, 5,6 kali pada thin yang kurang dari 30 persen dan
0,6 kali pada kegagalan thin kurang dari 45 persen. Pada kegagalan
slub dengan tingkat small fault, benang tidak diputus oleh mesin
karena masih berada dalam batas toleransi.
Kegagalan rataan pada Divisi Spinning terlihat pada Tabel 10
Tabel 10. Kegagalan Rataan pada Divisi Spinning
T
Tabel 10 menunjukkan bahwa pada rataan mesin memotong
benang yang cacat pada Divisi Spinning sebanyak 4,86 kali pada slub
dengan tingkat medium fault, 1,43 kali pada tingkat big fault, 76,5 kali
Kriteria Jenis Sampel
I Sampel
II Sampel
III µ Slub Small fault 1129 1176 975 1093,3 Medium fault 4 7 2 4,3 Big fault 8 1 1 3,3Thick + 30 % 82 37 90 69,6 + 45 % 14 1 2 5,6Thin - 30 % 10 1 6 5,6 - 45 % 2 0 0 0,6
Kriteria Jenis EC 45 S AC 40S CVC45/55
445S µ Slub Small fault 783,0 554.66 1093,3 810,32 Medium fault 6,7 3,6 4,3 4,86 Big fault 1,0 0 3,3 1,43Thick + 30 % 151,3 8,6 69,6 76,5 + 45 % 2,3 0,3 5,6 2,73Thin - 30 % 5,7 0,3 5,6 3,86 - 45 % 0,3 0 0,6 0,3
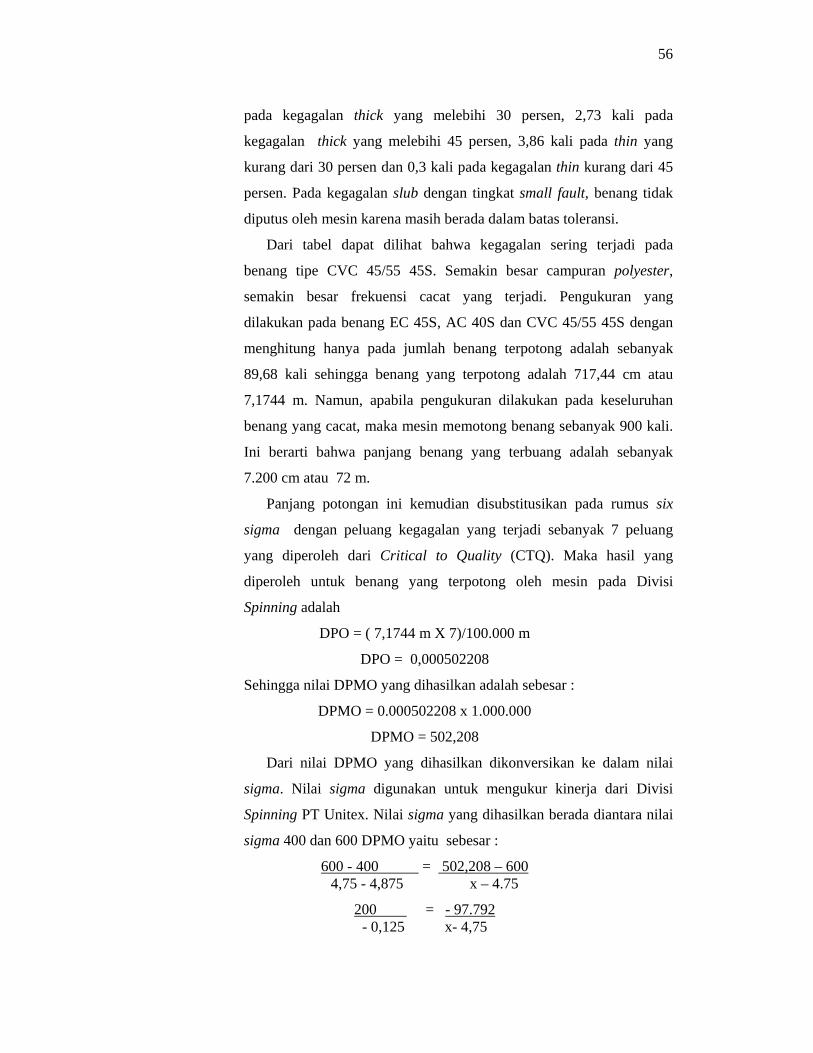
56
pada kegagalan thick yang melebihi 30 persen, 2,73 kali pada
kegagalan thick yang melebihi 45 persen, 3,86 kali pada thin yang
kurang dari 30 persen dan 0,3 kali pada kegagalan thin kurang dari 45
persen. Pada kegagalan slub dengan tingkat small fault, benang tidak
diputus oleh mesin karena masih berada dalam batas toleransi.
Dari tabel dapat dilihat bahwa kegagalan sering terjadi pada
benang tipe CVC 45/55 45S. Semakin besar campuran polyester,
semakin besar frekuensi cacat yang terjadi. Pengukuran yang
dilakukan pada benang EC 45S, AC 40S dan CVC 45/55 45S dengan
menghitung hanya pada jumlah benang terpotong adalah sebanyak
89,68 kali sehingga benang yang terpotong adalah 717,44 cm atau
7,1744 m. Namun, apabila pengukuran dilakukan pada keseluruhan
benang yang cacat, maka mesin memotong benang sebanyak 900 kali.
Ini berarti bahwa panjang benang yang terbuang adalah sebanyak
7.200 cm atau 72 m.
Panjang potongan ini kemudian disubstitusikan pada rumus six
sigma dengan peluang kegagalan yang terjadi sebanyak 7 peluang
yang diperoleh dari Critical to Quality (CTQ). Maka hasil yang
diperoleh untuk benang yang terpotong oleh mesin pada Divisi
Spinning adalah
DPO = ( 7,1744 m X 7)/100.000 m
DPO = 0,000502208
Sehingga nilai DPMO yang dihasilkan adalah sebesar :
DPMO = 0.000502208 x 1.000.000
DPMO = 502,208
Dari nilai DPMO yang dihasilkan dikonversikan ke dalam nilai
sigma. Nilai sigma digunakan untuk mengukur kinerja dari Divisi
Spinning PT Unitex. Nilai sigma yang dihasilkan berada diantara nilai
sigma 400 dan 600 DPMO yaitu sebesar :
600 - 400 = 502,208 – 600 4,75 - 4,875 x – 4.75
200 = - 97.792 - 0,125 x- 4,75

57
200x – 950 = 12,224
200x = 962.224
x = 4,81
Dari hasil ini menunjukkan bahwa kinerja PT Unitex cukup bagus.
Nilai sigma 4.81 berarti bahwa kinerja PT Unitex dapat disejajarkan
dengan rataan industri di Amerika Serikat.
Apabila pengukuran dilakukan pada keseluruhan benang yang
cacat maka hasil yang diperoleh adalah :
DPO = (72 m x 7)/100.000 m
DPO = 0,00504
Sehingga nilai DPMO yang dihasilkan adalah sebesar :
DPMO = 0,00504 x 1.000.000
DPMO = 5.040
Nilai sigma yang dihasilkan berada diantara nilai sigma dengan
4.350 dan 6.200 DPMO. Nilai sigma yang dihasilkan adalah :
6.200 - 4.350 = 5.040 – 6.200
4 – 4,125 x - 4
1850 = -1160 - 0,125 x – 4
1850x – 7.400 = 145
1.850x = 7.525
x = 4,07
Apabila pengukuran dilakukan dengan menghitung keseluruhan
benang yang terpotong maka posisi Divisi Spinning PT Unitex berada
pada nilai sigma 4,07. Nilai sigma ini menunjukkan bahwa kinerja
Divisi Spinning telah berada sejajar dengan rataan industri di Amerika
Serikat dan lebih baik dari kinerja rataan industri di Indonesia.
Namun demikian, Divisi Spinning PT Unitex Tbk harus menekan
jumlah produk cacat yang dihasilkannya untuk mencapai nilai enam
sigma. Hal ini berarti perusahaan harus menekan DPMO hingga
mencapai nilai 3,4. Penghitungan dilakukan dengan mensubstitusikan

58
nilai DPMO sebesar 3,4 pada rumus DPMO.
DPMO = DPO x 1.000.000
3,4 = DPO x 1.000.000
DPO = 0,0000034
Nilai DPO sebesar 0,0000034 ini dapat digunakan untuk mencari
jumlah produk cacat yang dihasilkan untuk mencapai posisi enam
sigma. Nilai DPO ini kemudian disubstitusikan ke dalam rumus DPO
hingga diperoleh jumlah produk cacat.
DPO = ( jumlah produk cacat x peluang kegagalan ) / jumlah sampel
0,0000034 = ( jumlah produk cacat x 7 ) / 100.000 m
Jumlah produk cacat = (0,0000034 x 100.000 m) / 7
Jumlah produk cacat = 0,0486 m
Berdasarkan perhitungan jumlah produk cacat yang dihasilkannya
harus ditekan sampai mencapai 4,86 cm pada tiap 100 km produk
benang yang dihasilkannya. Apabila Divisi Spinning mampu menekan
jumlah produk cacat yang dihasilkan sesuai dengan nilai tersebut maka
Divisi Spinning PT Unitex Tbk akan berada pada posisi enam sigma.
Hal ini berarti PT Unitex akan mampu menjadi industri kelas dunia.
4.3.3. Analyze
Pada Divisi Spinning terdapat beberapa kriteria kegagalan yang
terjadi, yaitu slub, thick (ketebalan) dan thin (ketipisan).Dari kriteria
tersebut dapat dibagi lagi menjadi beberapa tingkat kegagalan. Pada
kriteria slub terdapat tiga tingkat kegagalan yaitu small fault
(kesalahan kecil), medium fault (kesalahan sedang) dan big fault
(kesalahan besar). Pada kriteria thick (ketebalan) terdapat dua tingkat
kegagalan umum yaitu produk yang dihasilkan memiliki ketebalan
lebih dari standar yang ditetapkan sebesar 30 persen dan 45 persen.
Pada kriteria thin (ketipisan) terdapat dua tingkat kegagalan umum
yaitu produk yang dihasilkan memiliki ketebalan kurang dari standar
yang ditetapkan sebesar 30 persen dan 45 persen.
Berdasarkan Tabel 7 yang menggambarkan kegagalan pada benang
EC 45S dapat digambarkan diagram pareto pada Gambar 13.
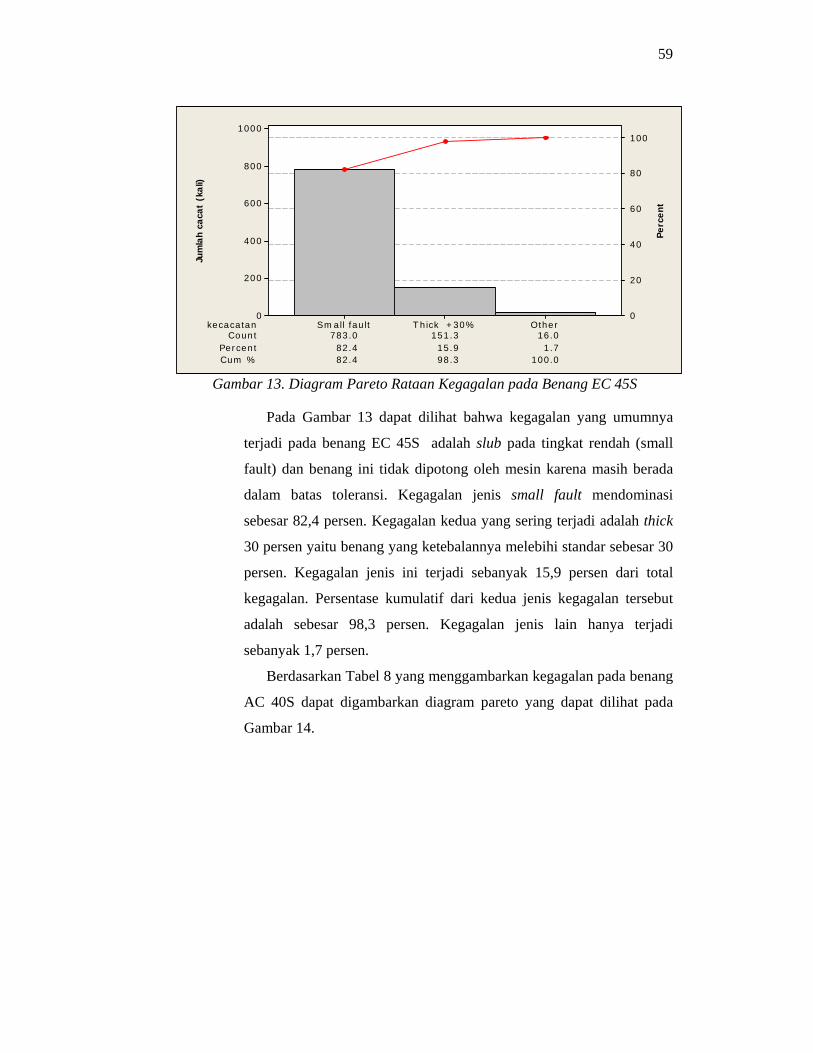
59
Jum
lah
caca
t (k
ali)
Perc
ent
ke ca ca ta nC ount
82 .4 98 .3 100 .0
783 .0 151 .3 16 .0Pe rcent 82 .4 15 .9 1 .7C um %
O the rT h ick +30%S m a ll fa u lt
1000
800
600
400
200
0
100
80
60
40
20
0
Gambar 13. Diagram Pareto Rataan Kegagalan pada Benang EC 45S
Pada Gambar 13 dapat dilihat bahwa kegagalan yang umumnya
terjadi pada benang EC 45S adalah slub pada tingkat rendah (small
fault) dan benang ini tidak dipotong oleh mesin karena masih berada
dalam batas toleransi. Kegagalan jenis small fault mendominasi
sebesar 82,4 persen. Kegagalan kedua yang sering terjadi adalah thick
30 persen yaitu benang yang ketebalannya melebihi standar sebesar 30
persen. Kegagalan jenis ini terjadi sebanyak 15,9 persen dari total
kegagalan. Persentase kumulatif dari kedua jenis kegagalan tersebut
adalah sebesar 98,3 persen. Kegagalan jenis lain hanya terjadi
sebanyak 1,7 persen.
Berdasarkan Tabel 8 yang menggambarkan kegagalan pada benang
AC 40S dapat digambarkan diagram pareto yang dapat dilihat pada
Gambar 14.
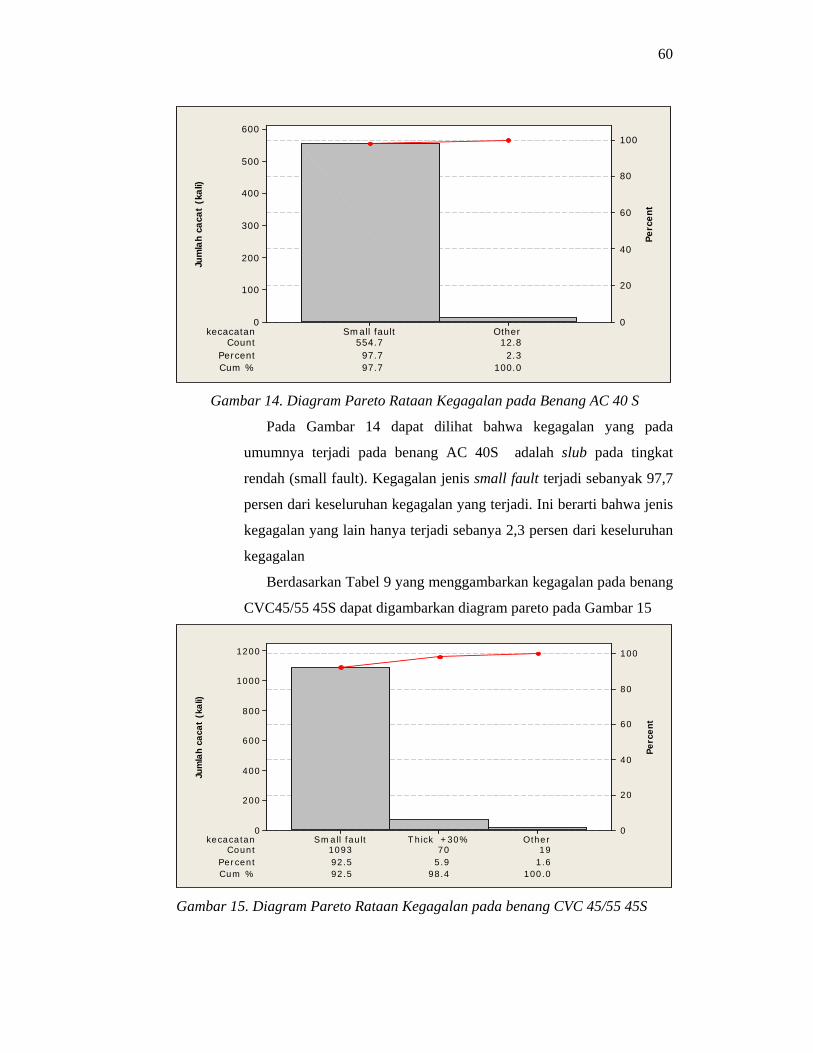
60
Jum
lah
caca
t (k
ali)
Perc
ent
kecacatanCount 554.7 12.8
Percent 97.7 2.3Cum % 97.7 100.0
OtherS m all fault
600
500
400
300
200
100
0
100
80
60
40
20
0
Gambar 14. Diagram Pareto Rataan Kegagalan pada Benang AC 40 S
Pada Gambar 14 dapat dilihat bahwa kegagalan yang pada
umumnya terjadi pada benang AC 40S adalah slub pada tingkat
rendah (small fault). Kegagalan jenis small fault terjadi sebanyak 97,7
persen dari keseluruhan kegagalan yang terjadi. Ini berarti bahwa jenis
kegagalan yang lain hanya terjadi sebanya 2,3 persen dari keseluruhan
kegagalan
Berdasarkan Tabel 9 yang menggambarkan kegagalan pada benang
CVC45/55 45S dapat digambarkan diagram pareto pada Gambar 15
Jum
lah
caca
t (k
ali)
Perc
ent
ke ca ca tanC ount
92 .5 98.4 100 .0
1093 70 19Pe rcent 92 .5 5 .9 1 .6C um %
O the rT hick +30%S m a ll fau lt
1200
1000
800
600
400
200
0
100
80
60
40
20
0
Gambar 15. Diagram Pareto Rataan Kegagalan pada benang CVC 45/55 45S
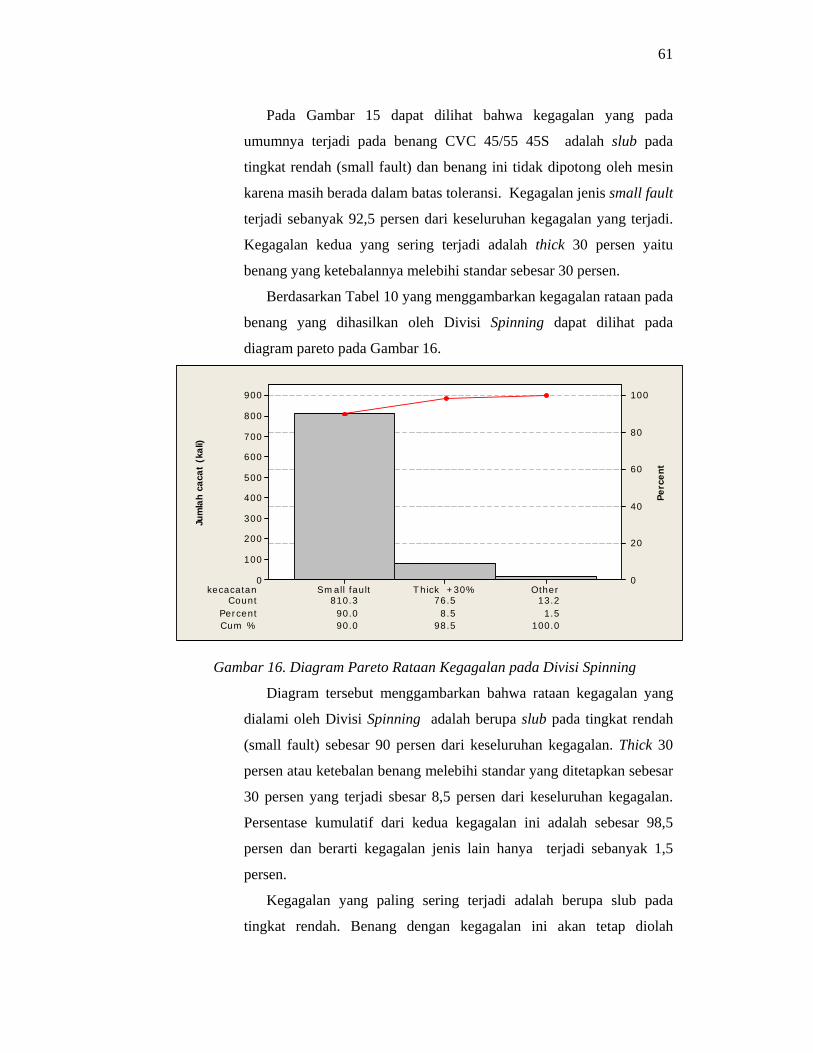
61
Pada Gambar 15 dapat dilihat bahwa kegagalan yang pada
umumnya terjadi pada benang CVC 45/55 45S adalah slub pada
tingkat rendah (small fault) dan benang ini tidak dipotong oleh mesin
karena masih berada dalam batas toleransi. Kegagalan jenis small fault
terjadi sebanyak 92,5 persen dari keseluruhan kegagalan yang terjadi.
Kegagalan kedua yang sering terjadi adalah thick 30 persen yaitu
benang yang ketebalannya melebihi standar sebesar 30 persen.
Berdasarkan Tabel 10 yang menggambarkan kegagalan rataan pada
benang yang dihasilkan oleh Divisi Spinning dapat dilihat pada
diagram pareto pada Gambar 16.
Jum
lah
caca
t (k
ali)
Perc
ent
kecaca tanCount
90.0 98.5 100.0
810.3 76.5 13.2Percent 90.0 8.5 1.5Cum %
OtherT hick +30%S m a ll fault
900
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0
Gambar 16. Diagram Pareto Rataan Kegagalan pada Divisi Spinning
Diagram tersebut menggambarkan bahwa rataan kegagalan yang
dialami oleh Divisi Spinning adalah berupa slub pada tingkat rendah
(small fault) sebesar 90 persen dari keseluruhan kegagalan. Thick 30
persen atau ketebalan benang melebihi standar yang ditetapkan sebesar
30 persen yang terjadi sbesar 8,5 persen dari keseluruhan kegagalan.
Persentase kumulatif dari kedua kegagalan ini adalah sebesar 98,5
persen dan berarti kegagalan jenis lain hanya terjadi sebanyak 1,5
persen.
Kegagalan yang paling sering terjadi adalah berupa slub pada
tingkat rendah. Benang dengan kegagalan ini akan tetap diolah

62
menjadi kain. Proses lanjutan yang dilakukan terhadap benang tersebut
diharapkan dapat menutupi cacat yang ada. Kegagalan jenis lain terjadi
dengan persentase yang sangat kecil, tetapi berpengaruh terhadap biaya
produksi pada umumnya. Benang dengan kegagalan jenis lain harus
dipotong dan tidak dapat diolah lagi sehingga akan meningkatkan
biaya mutu yang harus dikeluarkan oleh perusahaan.
Produk gagal yang dihasilkan oleh Divisi Spinning PT Unitex
disebabkan oleh beberapa hal. Sebab-sebab kegagalan tersebut dapat
dijelaskan dalam diagram sebab akibat yang ada pada Gambar 17.

63

64
Berdasar diagram tulang ikan pada Gambar 17 dapat dilihat bahwa
penyebab produk cacat pada Divisi Spinning antara lain adalah :
1. Faktor manusia
Pada faktor manusia, penyebab produk cacat adalah :
a. Adanya karyawan yang tidak mengikuti standar kerja
b. Kurang terampilnya karyawan dalam bekerja
c. Adanya kekurangtelitian karyawan saat bekerja
d. Keceroboh karyawan dalam bekerja
e. Kurangnya pengalaman yang dimiliki oleh karyawan
Faktor dominan yang menjadi penyebab produk cacat adalah
kecerobohan dan kekurang telitian karyawan dalam bekerja
2. Faktor metode
Pada faktor metode, penyebab produk cacat antara lain adalah :
a. Ketidaksempurnaan proses plan drawing
b. Ketidaksempurnaan proses plan roving
c. Metode yang digunakan dalam proses produksi salah
d. Standar kerja diabaikan oleh karyawan dalam berproduksi
Faktor dominan yang menjadi penyebab produk cacat adalah
standar kerja yang diabaikan karyawan dalam berproduksi.
3. Faktor mesin
Pada faktor mesin, penyebab produk cacat antara lain adalah :
a. Setting kurang tepat sehingga proses produksi tidak
berjalan sesuai standard
b. Wire tumpul
c. Carding top plate speed
d. Top roll aus atau bengkok
e. Roll bengkok
Faktor dominan yang menjadi penyebab produk cacat adalah
setting mesin yang kurang tepat.
4. Faktor bahan baku
Pada faktor bahan baku, penyebab produk cacat adalah :
a. Kapas kotor yang menyebabkan benang hasil produksi
65
mengalami penggumpalan
b. Madu kapas yang juga menyebabkan benang mengalami
penggumpalan
Faktor dominan yang menjadi penyebab produk cacat adalah
kapas yang masih kotor
5. Faktor lingkungan
Pada faktor lingkungan, penyebab produk cacat adalah :
a. Kebersihan mesin kurang sehingga kotoran pada mesin
akan menempel pada kapas dan menybabkan benang hasil
produksi mengalami kecacatan
b. Kelembaban ruangan yang tidak sesuai standar yang akan
berpengaruh pada kekuatan benang
c. Lingkungan kerja kurang bersih yang dapat
mengakibatkan cacat benang hasil produksi dan dapat
mengganggu kesehatan karyawan
d. Suhu lingkungan yang berpengaruh pada kekuatan
benang
e. Pencahayaan ruang tes benang.
Faktor dominan yang menjadi penyebab produk cacat adalah
lingkungan kera yang kurang bersih.
4.4. Solusi Untuk Mengurangi Jumlah Produk Cacat Pada Divisi Spinning
Fase dalam six sigma yang dapat digunakan untuk menentukan solusi
pemecahan masalah adalah fase improvement dan control. Fase
improvement dapat menetapkan tindakan-tindakan untuk mengatasi masalah
yang ada dan dalam hal ini adalah adanya produk cacat yang dihasilkan oleh
Divisi Spinning PT Unitex. Sedangkan fase control digunakan untuk
memantau kegiatan yang telah dirumuskan dalam fase improvement di
lapangan. Fase control dilakukan agar hasil yang diperoleh di lapangan
sesuai dengan harapan perusahaan.

66
4.4.1. Improvement
Fase improvement berkaitan dengan penentuan dan implementasi
solusi-solusi berdasarkan hasil analisis yang telah dilakukan pada
tahap sebelumnya. Perbaikan dilakukan secara menyeluruh pada
setiap penyebab terjadinya masalah yaitu terjadinya produk gagal.
Perbaikan-perbaikan tersebut dilakukan pada aspek manusia, metode,
mesin, bahan baku serta lingkungan.
Aspek manusia yang dimaksudkan meliputi seluruh karyawan
baik itu pelaksana maupun penaggung jawab pada Divisi Spinning.
Aspek metode meliputi keseluruhan metode yang digunakan pada
proses produksi Divisi Spinning. Aspek mesin meliputi keseluruhan
masalah yang berhubungan dengan mesin dan peralatan yang
digunakan dalam proses produksi Divisi Spinning. Aspek material
meliputi bahan baku proses produksi yaitu kapas. Aspek lingkungan
yang dimaksud bukan hanya lingkungan kerja karyawan tetapi juga
kebersihan mesin.
Langkah-langkah perbaikan yang dilakukan oleh Divisi Spinning
dapat dilihat pada Tabel 11.
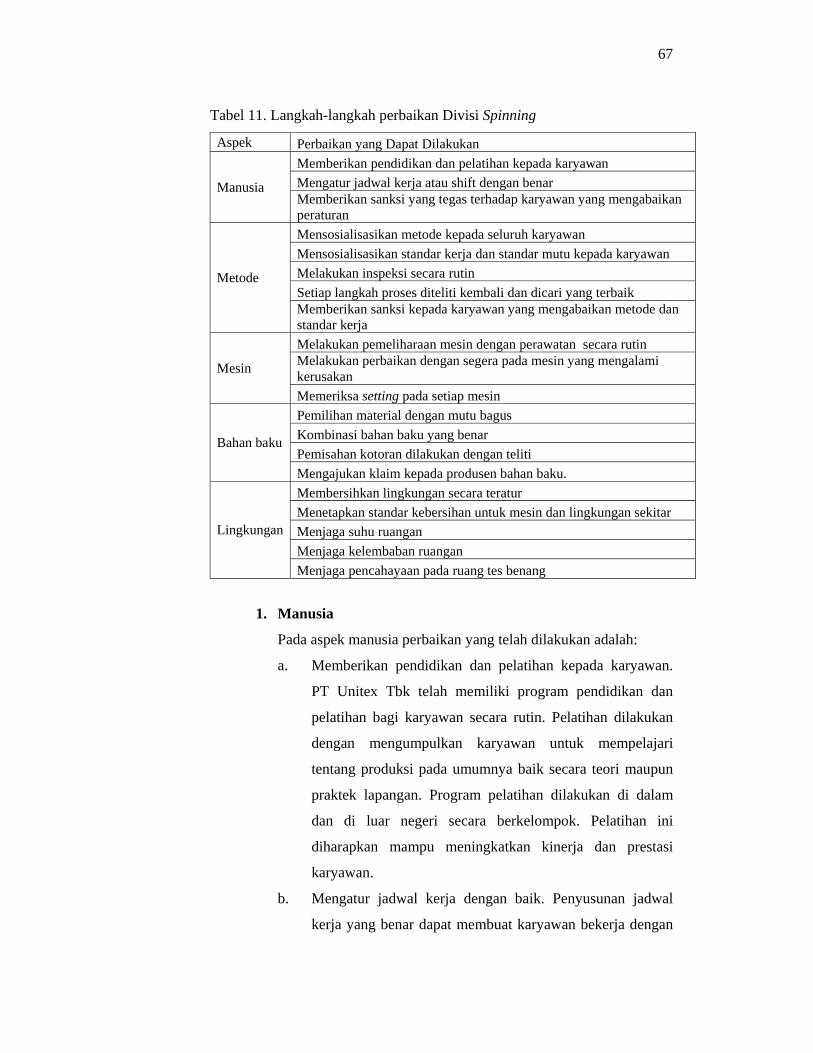
67
Tabel 11. Langkah-langkah perbaikan Divisi Spinning
Aspek Perbaikan yang Dapat Dilakukan Memberikan pendidikan dan pelatihan kepada karyawan Mengatur jadwal kerja atau shift dengan benar Manusia Memberikan sanksi yang tegas terhadap karyawan yang mengabaikan peraturan Mensosialisasikan metode kepada seluruh karyawan Mensosialisasikan standar kerja dan standar mutu kepada karyawan Melakukan inspeksi secara rutin Setiap langkah proses diteliti kembali dan dicari yang terbaik
Metode
Memberikan sanksi kepada karyawan yang mengabaikan metode dan standar kerja Melakukan pemeliharaan mesin dengan perawatan secara rutin Melakukan perbaikan dengan segera pada mesin yang mengalami kerusakan Mesin
Memeriksa setting pada setiap mesin Pemilihan material dengan mutu bagus Kombinasi bahan baku yang benar Pemisahan kotoran dilakukan dengan teliti
Bahan baku
Mengajukan klaim kepada produsen bahan baku. Membersihkan lingkungan secara teratur Menetapkan standar kebersihan untuk mesin dan lingkungan sekitar Menjaga suhu ruangan Menjaga kelembaban ruangan
Lingkungan
Menjaga pencahayaan pada ruang tes benang
1. Manusia
Pada aspek manusia perbaikan yang telah dilakukan adalah:
a. Memberikan pendidikan dan pelatihan kepada karyawan.
PT Unitex Tbk telah memiliki program pendidikan dan
pelatihan bagi karyawan secara rutin. Pelatihan dilakukan
dengan mengumpulkan karyawan untuk mempelajari
tentang produksi pada umumnya baik secara teori maupun
praktek lapangan. Program pelatihan dilakukan di dalam
dan di luar negeri secara berkelompok. Pelatihan ini
diharapkan mampu meningkatkan kinerja dan prestasi
karyawan.
b. Mengatur jadwal kerja dengan baik. Penyusunan jadwal
kerja yang benar dapat membuat karyawan bekerja dengan
68
baik, karena karyawan tidak mengalami kelelahan yang
berlebih sehingga mengurangi risiko kecerobohan dalam
bekerja.
c. Memberikan sanksi kepada karyawan yang melanggar
peraturan. Pemberian sanksi ini diharapkan dapat
mengurangi peluang karyawan melakukan kesalahan.
Sanksi dilakukan dengan memberikan Surat Peringatan
(SP) kepada karyawan yang melakukan pelanggaran.
2. Metode
Perbaikan yang dilakukan pada aspek metode antara lain adalah :
a. Mensosialisasikan metode dan standar kerja kepada seluruh
karyawan. Sosialisasi metode dan standar kerja diharapkan
karyawan lebih memperhatikan dan melaksanakan metode
dan standar kerja, sehingga mutu produk yang dihasilkan
sesuai dengan standar mutu yang diharapkan. Sosialisasi
dilakukan dengan memberikan pengarahan kepada
karyawan baru dan menempelkan metode dan standar kerja
tersebut pada papan pengumuman dan di tempat lain yang
sering dikunjungi karyawan.
b. Melakukan inspeksi secara rutin. Inspeksi secara rutin
diharapkan dapat mempertahankan kinerja yang baik dari
karyawan sehingga mutu produk yang dihasilkan dapat
terus meningkat. Inspeksi ini dilakukan oleh kepala bagian
maupun oleh kepala divisi.
c. Setiap langkah proses diteliti kembali dan dicari yang
terbaik. Pemeriksaan kembali setiap langkah produksi dan
dicari yang terbaik dapat membantu perusahaan untuk
menemukan metode baru yang dapat meningkatkan mutu
dan menekan biaya produksi.
d. Memberikan sanksi kepada karyawan yang mengabaikan
metode dan standar kerja. Pemberian sanksi kepada
karyawan yang mengabaikan metode dan standar kerja
69
dapat membantu perusahaan untuk mengurangi peluang
terjadinya pelanggaran metode dan standar kerja yang pada
akhirnya berpengaruh terhadap mutu produk yang
dihasilkan oleh perusahaan. Sanksi yang diberikan berupa
teguran dengan menggunakan Surat Peringatan.
3. Mesin
Pada aspek mesin, langkah-langkah perbaikan yang dilakukan
adalah :
a. Melakukan pemeliharaan mesin dengan perawatan secara
rutin biasanya satu bulan sekali. Pemeliharaan mesin
dengan perawatan secara rutin bertujuan untuk mengurangi
resiko kerusakan pada mesin.
b. Melakukan perbaikan dengan segera pada mesin yang
mengalami kerusakan. Perbaikan dengan segera dilakukan
terhadap mesin yang mengalami kerusakan karena
kerusakan mesin akan sangat menghambat proses produksi
c. Memeriksa setting pada setiap mesin. Pemeriksaan terhadap
setting mesin juga dilakukan karena setting yang kurang
tepat dapat mangganggu kelancaran proses produksi.
4. Bahan Baku
Langkah perbaikan yang dilakukan pada aspek bahan baku
adalah :
a. Pemilihan bahan baku dengan mutu tinggi. Hal ini
dilakukan agar mutu produk yang dihasilkan juga bagus.
b. Kombinasi bahan baku yang benar. Kombinasi bahan baku
yang benar dapat menekan biaya dan meningkatkan mutu
produk yang dihasilkan.
c. Pemisahan kotoran dilakukan dengan teliti. Langkah ini
dilakukan karena bahan yang masih kotor dapat
menurunkan mutu.
d. Mengajukan klaim kepada produsen bahan baku. Hal ini
dilakukan agar bahan baku yang diterima PT Unitex
70
memiliki mutu yang lebih baik daripada bahan baku yang
sebelumnya.
5. Lingkungan
Langkah perbaikan yang dilakukan pada aspek lingkungan
adalah :
a. Membersihkan lingkungan secara teratur. Lingkungan
dibersihkan dari debu dan kotoran, karena debu dan kotoran
berpengaruh pada benang yang dihasilkan. Kotoran yang
menempel dapat membuat benang menjadi menggumpal.
b. Menetapkan standar kebersihan untuk mesin dan
lingkungan sekitar. Standar kebersihan tersebut dapat
berguna untuk mengurangi polusi lingkungan oleh sampah
yang dapat merusak produk benang yang dihasilkan.
Standar kebersihan dapat dibuat dengan menyusun jadwal
membersihkan lingkungan beserta tugas yang harus
dilakukan, seperti menyapu ruangan dan membuang
sampah. Selain itu, karyawan yang sedang bertugas
diwajibkan untuk membuang sampah pada tempatnya agar
dapat mengurangi polusi di ruang tersebut.
c. Menjaga suhu ruangan agar tetap stabil sesuai dengan
kebutuhan produksi, yaitu 28 - 32ºC, karena suhu ruangan
yang terlalu panas atau terlalu dingin akan membuat produk
benang yang dihasilkan mutunya buruk atau bahkan rusak.
Suhu standar yang digunakan dalam proses produksi Divisi
Spinning dapat dilihat pada Lampiran 5.
d. Menjaga kelembaban ruangan sesuai standar kelembaban
yang diperlukan dalam proses produksi atau relatif humidity
yaitu sekitar 60 persen. Hal ini dilakukan karena
kelembaban ruangan sangat berpengaruh pada kekuatan
benang yang dihasilkan. Kelembaban standar yang
digunakan dalam proses produksi Divisi Spinning dapat
dilihat pada Lampiran 5.
71
e. Menjaga pencahayaan pada ruang tes benang. Pada ruang
tes tersebut dijaga agar tetap gelap dan hanya ada satu
lampu yang digunakan untuk proses pengecekan.
Pengecekan dilakukan dengan menyorot benang dengan
menggunakan lampu dalam ruang gelap. Benang yang tidak
sesuai dengan standar komposisi bahan baku akan
memantulkan warna putih yang berbeda.
Penerapan langkah-langkah perbaikan yang sedang maupun akan
dilakukan oleh PT Unitex diharapkan kinerja PT Unitex akan
semakin meningkat. Tujuan akhir yang diharapkan dapat dicapai
adalah meningkatkan kinerja hingga mencapai tingkatan enam
sigma. Langkah-langkah perbaikan ini harus terus dilakukan dan
dikembangkan agar mutu hasil produksi berupa benang yang
dihasilkan PT Unitex Tbk terus meningkat. Peningkatan mutu ini
diharapkan dapat memenuhi keinginan dan kebutuhan konsumen
sehingga loyalitas konsumen dapat dipertahankan dan pada akhirnya
akan membuat PT Unitex Tbk mampu bertahan dalam persaingan
pasar.
4.4.2. Control
Fase control bertujuan untuk terus mengevaluasi dan memonitor
hasil-hasil tahap sebelumnya atau hasil implementasi yang telah
dilakukan. Tahap ini bertujuan untuk memastikan bahwa kondisi
yang diperbaiki dapat berkesinambungan dan tidak berjalan dalam
waktu yang singkat saja.
Pada fase ini alat yang dapat digunakan adalah control chart.
Penggunaan control chart bertujuan untuk memastikan proses
terkendali dan melakukan pengukuran kinerja. Control chart dapat
digunakan untuk memonitor output proses produksi dengan
melakukan pengambilan sample pada selang waktu tertentu. Control
chart akan membantu untuk mengidentifikasi adanya variasi
penyebab khusus yang harus segera dieliminasi. Control chart yang
terbentuk dari sampel yang diambil dapat dilihat pada Gambar 18
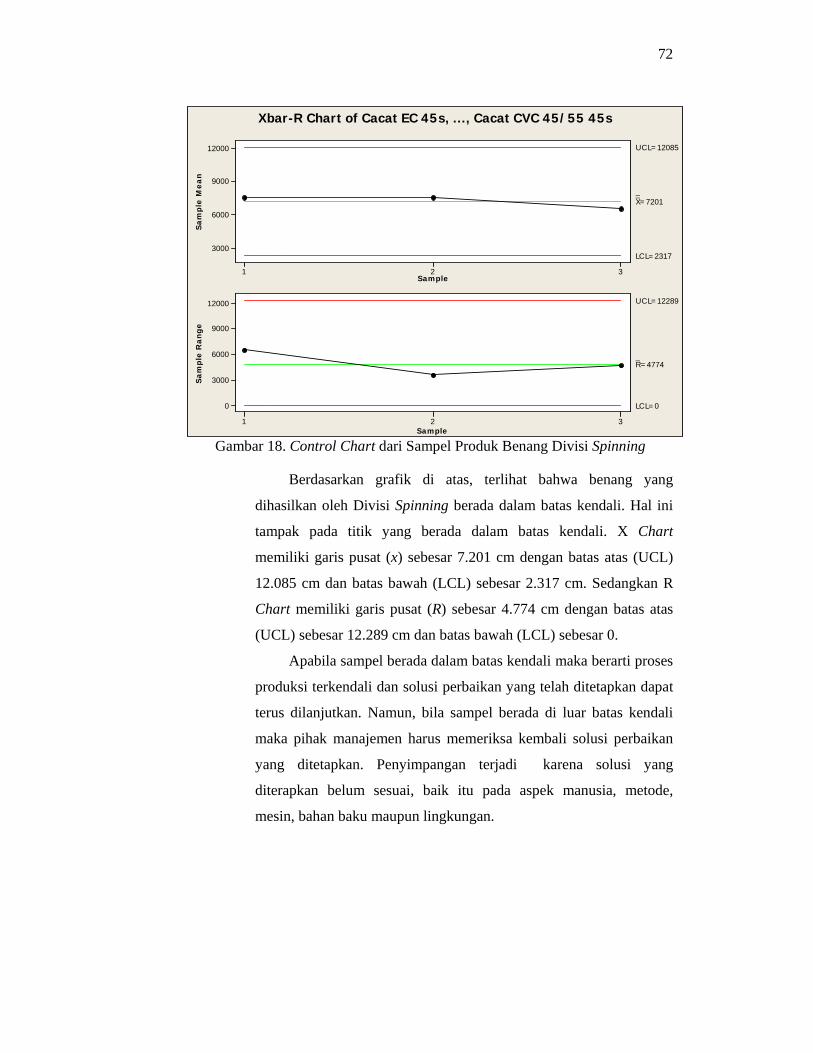
72
Sample
Sa
mp
le M
ea
n
321
12000
9000
6000
3000
__X=7201
UC L=12085
LC L=2317
Sample
Sa
mp
le R
an
ge
321
12000
9000
6000
3000
0
_R=4774
UC L=12289
LC L=0
Xbar-R Chart of Cacat EC 45s, ..., Cacat CVC 45/55 45s
Gambar 18. Control Chart dari Sampel Produk Benang Divisi Spinning
Berdasarkan grafik di atas, terlihat bahwa benang yang
dihasilkan oleh Divisi Spinning berada dalam batas kendali. Hal ini
tampak pada titik yang berada dalam batas kendali. X Chart
memiliki garis pusat (x) sebesar 7.201 cm dengan batas atas (UCL)
12.085 cm dan batas bawah (LCL) sebesar 2.317 cm. Sedangkan R
Chart memiliki garis pusat (R) sebesar 4.774 cm dengan batas atas
(UCL) sebesar 12.289 cm dan batas bawah (LCL) sebesar 0.
Apabila sampel berada dalam batas kendali maka berarti proses
produksi terkendali dan solusi perbaikan yang telah ditetapkan dapat
terus dilanjutkan. Namun, bila sampel berada di luar batas kendali
maka pihak manajemen harus memeriksa kembali solusi perbaikan
yang ditetapkan. Penyimpangan terjadi karena solusi yang
diterapkan belum sesuai, baik itu pada aspek manusia, metode,
mesin, bahan baku maupun lingkungan.
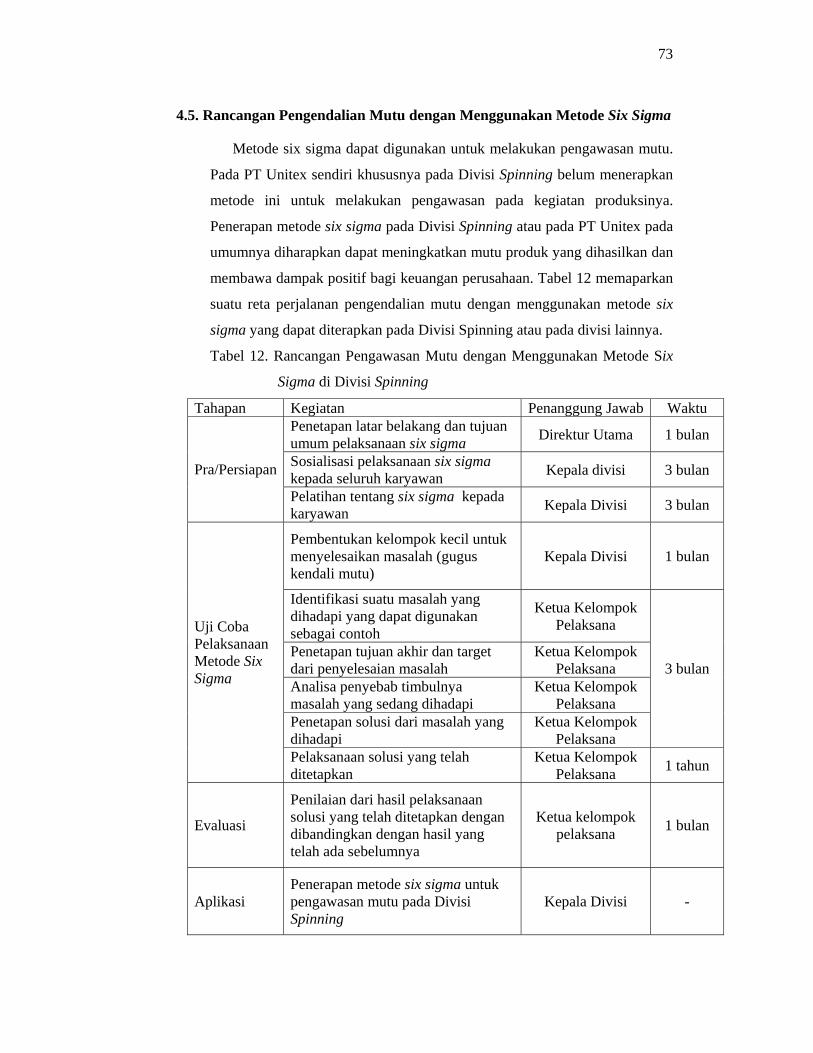
73
4.5. Rancangan Pengendalian Mutu dengan Menggunakan Metode Six Sigma
Metode six sigma dapat digunakan untuk melakukan pengawasan mutu.
Pada PT Unitex sendiri khususnya pada Divisi Spinning belum menerapkan
metode ini untuk melakukan pengawasan pada kegiatan produksinya.
Penerapan metode six sigma pada Divisi Spinning atau pada PT Unitex pada
umumnya diharapkan dapat meningkatkan mutu produk yang dihasilkan dan
membawa dampak positif bagi keuangan perusahaan. Tabel 12 memaparkan
suatu reta perjalanan pengendalian mutu dengan menggunakan metode six
sigma yang dapat diterapkan pada Divisi Spinning atau pada divisi lainnya.
Tabel 12. Rancangan Pengawasan Mutu dengan Menggunakan Metode Six
Sigma di Divisi Spinning
Tahapan Kegiatan Penanggung Jawab Waktu Penetapan latar belakang dan tujuan umum pelaksanaan six sigma Direktur Utama 1 bulan
Sosialisasi pelaksanaan six sigma kepada seluruh karyawan Kepala divisi 3 bulan Pra/Persiapan
Pelatihan tentang six sigma kepada karyawan Kepala Divisi 3 bulan
Pembentukan kelompok kecil untuk menyelesaikan masalah (gugus kendali mutu)
Kepala Divisi 1 bulan
Identifikasi suatu masalah yang dihadapi yang dapat digunakan sebagai contoh
Ketua Kelompok Pelaksana
Penetapan tujuan akhir dan target dari penyelesaian masalah
Ketua Kelompok Pelaksana
Analisa penyebab timbulnya masalah yang sedang dihadapi
Ketua Kelompok Pelaksana
Penetapan solusi dari masalah yang dihadapi
Ketua Kelompok Pelaksana
3 bulan
Uji Coba Pelaksanaan Metode Six Sigma
Pelaksanaan solusi yang telah ditetapkan
Ketua Kelompok Pelaksana 1 tahun
Evaluasi
Penilaian dari hasil pelaksanaan solusi yang telah ditetapkan dengan dibandingkan dengan hasil yang telah ada sebelumnya
Ketua kelompok pelaksana 1 bulan
Aplikasi Penerapan metode six sigma untuk pengawasan mutu pada Divisi Spinning
Kepala Divisi -

74
Rancangan tahapan pengendalian mutu dengan menggunakan six
sigma pada Divisi Spinning adalah :
1. Tahap persiapan
Kegiatan yang dilakukan pada tahap persiapan antara lain :
a. Penetapan latar belakang dan tujuan umum pelaksanaan six
sigma
Sebelum six sigma diterapkan, terlebih dahulu ditentukan
tujuan penerapan metode tersebut beserta latar belakang
penerapannya. Penerapan metode ini memerlukan persetujuan
dari seluruh pihak dalam manajemen peusahaan. Hal ini
dilakukan agar dapat mendukung keberhasilan penerapan
metode ini dalam perusahaan..
b. Sosialisasi pelaksanaan six sigma kepada seluruh karyawan.
Six sigma memerlukan suatu dukungan dan komitmen dari
semua pihak agar dapat berjalan dengan baik. Karyawan yang
merupakan pelaksana kegiatan perusahaan harus mengetahui
metode yang dijalankan perusahaan. Sosialisasi ini dilakukan
dengan memberikan penjelasan kepada karyawan tentang six
sigma melalui seminar yang diadakan oleh pihak perusahaan.
c. Pelatihan tentang six sigma kepada karyawan.
Pelatihan kepada karyawan dilakukan dengan menugaskan
beberapa perwakilan karyawan untuk dilatih secara mendalam
tentang six sigma. Pelatihan dapat dilakukan dengan
mendatangkan trainer ke perusahaan atau mengirimkan
karyawan ke lembaga tertentu yang akan melatih mereka.
Karyawan yang akan dilatih sebaiknya dipilih karyawan yang
masih muda dan berprestasi sehingga masih memiliki banyak
peluang untuk mengembangkan ilmu yang didapatnya untuk
perusahan.
Pelatihan tidak hanya dilakukan kepada beberapa karyawan
yang terpilih saja tetapi pada seluruh karyawan. Cara yang
dapat dilakukan adalah mengirimkan karyawan untuk dilatih
75
secara bergiliran atau mendatangkan trainer secara rutin untuk
melatih karyawan yang lain.
2. Tahap uji coba
Pada tahap ini dilakukan suatu uji coba penerapan six sigma dalam
Divisi Spinning. Kegiatan yang dilakukan antara lain adalah :
a. Pembentukan kelompok kecil untuk menyelesaikan masalah.
Kelompok kecil yang biasa disebut dengan gugus kendali
mutu ini bertugas untuk menyelesaikan suatu masalah
menggunakan metode six sigma. Kelompok ini dipilih dari
beberapa orang dengan keahlian berbeda. Sehingga mereka
dapat menyelesaikan masalah dengan menggunakan beberapa
cara dan diharapkan dapat memberikan hasil terbaik bagi
perusahaan.
b. Identifikasi suatu masalah yang dihadapi yang dapat digunakan
sebagai contoh.
Langkah pertama yang dapat dilakukan kelompok kecil
yang telah terbentuk (gugus kendali mutu) adalah
mengidentifikasi masalah yang sedang dihadapi dan harus
segera diselesaikan. Misalnya, masalah yang dihadapi oleh
Divisi Spinning adalah masih ditemukannya produk cacat
dalam proses produksinya.
c. Penetapan tujuan akhir dan target dari penyelesaian masalah.
Setelah masalah diketahui, ditetapkan target dan tujuan
akhir yang diharapkan dalam penyelesaian masalah tersebut.
Kemudian setelah itu dilakukan penghitungan kemampuan
proses yang ada saat ini. Misalnya, target yang akan dicapai
adalah tingkatan enam sigma, tetapi saat ini posisi perusahaan
masih berada pada tingkatan empat sigma.
d. Analisa penyebab timbulnya masalah yang sedang dihadapi.
Masalah yang dihadapi oleh Divisi Spinning disebabkan
oleh faktor-faktor tertentu. Pada tahapan ini dilakukan analisa
terhadap keseluruhan penyebab timbulnya masalah pada Divisi

76
Spinning. Setelah itu, penyebab masalah tersebut
dikelompokkan berdasarkan beberapa kategori yang
memudahkan untuk menetapkan solusi perbaikannya.
e. Penetapan solusi dari masalah yang dihadapi.
Setelah penyebab masalah ditemukan, ditetapkan solusi
perbaikan yang dapat mengatasi masalah tersebut. Solusi
perbaikan masalah ditetapkan bagi seluruh aspek penyebab
timbulnya masalah.
f. Pelaksanaan solusi yang telah ditetapkan.
Solusi yang dihasilkan pada tahap sebelumnya diterapkan
di lapangan. Pelaksanaan ini harus terus diawasi agar selalu
sesuai dengan yang telah ditetapkan dan tidak terjadi
penyimpangan. Pelaksanaan solusi ini dilakukan selama kurang
lebih satu tahun agar hasilnya dapat terlihat.
3. Tahap evaluasi.
Tahap evaluasi dilakukan dengan menilai kapabilitas proses
setelah penerapan solusi perbaikan. Hasil yang diperoleh kemudian
dibandingkan dengan kapabilitas proses yang ada sebelum penerapan
solusi perbaikan tersebut. Apabila terjadi peningkatan kapabilitas
proses , maka solusi yang dihasilkan untuk menyelesaikan masalah
telah sesuai dan secara umum six sigma berhasil diterapkan.
4. Tahap aplikasi
Apabila tahap uji coba memberikan hasil yang baik dan sesuai
dengan harapan perusahaan, serta persiapan perusahaan untuk
menerapkan six sigma telah cukup, maka metode six sigma dapat
diterapkan untuk mengendalikan mutu produk yang dihasilkan.
Dalam pelaksanaannya, sebaiknya peusahaan memiliki konsultan
yang dapat membantu apabila perusahaan mengalami suatu kesulitan
yang berhubungan dengan penerapan metode tersebut.
KESIMPULAN DAN SARAN
1. KESIMPULAN
1. Suatu produk dinyatakan cacat apabila produk tersebut tidak sesuai
dengan standar mutu yang dimiliki perusahaan. Standar mutu masing-
masing jenis benang berbeda-beda. Suatu produk dinyatakan bebas cacat
apabila strength, U persen, E long, thin, thick, neps dan classifault dari
benang tersebut sesuai dengan standar yang ada.
2. Faktor dominan yang menyebabkan adanya produk cacat adalah faktor
manusia yang kurang teliti dan faktor bahan baku yaitu adanya madu
kapas dan kapas kotor.
3. Solusi yang digunakan untuk mengatasi masalah produk cacat pada
Divisi Spinning diterapkan pada keseluruhan faktor yang menyebabkan
produk cacat tersebut.
a. Faktor manusia : memberikan pendidikan dan pelatihan kepada
karyawan, mengatur jadwal kerja atau shift dengan benar dan
memberikan sanksi yang tegas terhadap karyawan yang
mengabaikan peraturan.
b. Faktor bahan baku : pemilihan material dengan kualitas bagus,
kombinasi bahan baku yang benar, pemisahan kotoran dilakukan
dengan teliti dan mengajukan klaim kepada produsen bahan baku.
c. Faktor metode : mensosialisasikan metode kepada seluruh
karyawan, mensosialisasikan standar kerja dan standar kualitas
kepada karyawan, melakukan inspeksi secara rutin, setiap langkah
proses diteliti kembali dan dicari yang terbaik dan memberikan
sanksi kepada karyawan yang mengabaikan metode dan standar
kerja
d. Faktor mesin : melakukan pemeliharaan mesin dengan perawatan
secara rutin, memeriksa setting pada setiap mesin dan melakukan
perbaikan dengan segera pada mesin yang mengalami kerusakan.
78
e. Faktor lingkungan : membersihkan lingkungan secara teratur,
menetapkan standar kebersihan untuk mesin dan lingkungan
sekitar, menjaga suhu ruangan, menjaga pencahayaan pada ruang
tes benang dan menjaga kelembaban ruangan.
4. Apabila sampel berada dalam batas kendali pada Control Chart maka
berarti proses produksi terkendali dan solusi perbaikan yang telah
ditetapkan dapat terus dilanjutkan. Namun, bila sampel berada di luar
batas kendali maka pihak manajemen harus memeriksa kembali solusi
perbaikan yang ditetapkan. Penyimpangan terjadi karena solusi yang
diterapkan belum sesuai, baik itu pada aspek manusia, metode, mesin,
bahan baku maupun lingkungan
2. SARAN
Saran yang dapat diberikan adalah :
1. Divisi Spining harus dapat menekan jumlah produk cacatnya mencapai
4,86 cm pada tiap 100 km produk. Apabila nilai produk cacat tersebut
dapat dicapai maka kinerja Divisi Spinning PT Unitex dapat
digolongkan pada industri kelas dunia.
2. Pelatihan yang diberikan pada karyawan baru hendaknya dilakukan
dengan memberikan pelatihan teori secara intensif terlebih dahulu baru
kemudian terjun ke lapangan. Hal ini dilakukan untuk menghindari
kecelakan kerja atau kegagalan produk karena rendahnya pengetahuan
karyawan baru terhadap teori produksi Divisi Spinning.
3. Penelitian selanjutnya hendaknya menganalisis seluruh divisi produksi
pada PT Unitex agar dapat mengetahui posisi PT Unitex dalam sigma
yang sebenarnya.
4. Uji coba pengendalian mutu dengan metode six sigma yang sudah
dirancang dan sertifikasi ISO dlakukan secara periodik.
DAFTAR PUSTAKA
Anonim. 2006. Process Improvement Tools. http://en.wikipedia.org/wiki/ Process Improvement Tools. [03 April 2007].
Anonim. 2006. Seven Basic Quality Tools. http://en.wikipedia.org/wiki/Seven
Basic Quality Tools. [03 April 2007] Anonim.2006. Statistical ProcessControl. http://en.wikipedia.org/wiki/ Statistical
process control. [24 Desember 2006] Ariani, DW. 2002. Manajemen Kualitas : Pendekatan Sisi Kualitatif. Proyek Peningkatan Penelitian Pendidikan Tinggi Direktorat Jenderal
Pendidikan Tinggi Departemen Pendidikan Nasional. Yogyakarta. Brue,G. 2005. Six Sigma For Managers. PT Media Global Edukasi. Jakarta. Dilana,A. 2005. Analisis Manajemen Kualitas Perspektif Six Sigma Pada Sub
Divisi Es Balok dan Perbekalan Divisi Usaha Pelayanan Kapal PerumPrasarana Perikanan Samudera Cabang Jakarta. Skripsi pada Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor. Bogor.
Gazpersz,V. 2003. Sistem Manajemen Kinerja Terintegrasi Balanced Scorecard
dengan Six Sigma untuk Organisasi bisnis dan Pemerintah.PT Gramedia Pustaka Utama. Jakarta
Goetsch,D.L and B.S.Davis. 2000.Quality Management Third Edition. Prentice
Hall. USA. Hendradi, C,T. 2006. Statistik Six Sigma dengan Minitab Panduan Cerdas Inisiatif
Kualitas. Andi. Yogyakarta. Miranda dan A.W. Tunggal. 2006. Six Sigma Gambaran Umum, Penerapan Proses
dan Metode-Metode Yang Digunakan untuk Perbaikan GE dan Motorola. Harvarindo. Jakarta
Muhandri, T dan Kadarisman,D. 2006. Sistem Jaminan Mutu Industri Pangan.
IPB Press. Bogor. Muslim, E dan E.Budiarti. 2005. Usulan Penerapan Six Sigma untuk Mengurangi
Cacat Appearance dan Tingkat Pengerjaan Ulang produk Pakaian Jadi di PT.X, Jurnal Teknologi, Edisi No.1 Tahun XIX :
Nasution, M,N. 2004. Manajemen Mutu Terpadu (Total Quality Management).
Ghalia Indonesia. Jakarta.
80
Rahardjo, J.,dkk. 2003 Peningkatan Kualitas Melalui Implementasi Filosofi Six Sigma, Jurnal Teknik Industri, Volume 5 no 2 :
Heizer and Render. 2001.Prinsip-Prinsip Manajemen Operasi. Salemba Empat.
Jakarta Russell and Taylor. 2003. Operation Management Fourth Edition. Prentice Hall,
New Jersey. Solichin, Intan.2006. Analisis Manajemen Kualitas Perspektif Six Sigma pada
divisi Produksi Bagian Fish Fillet PT Dharma Samudera Fishing Industries Tbk Tanjung Priok Jakarta Utara. Skripsi pada Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor. Bogor.
Sulistyadi dan S,L, Susanti. 2003. Perancangan Sistem Kerja dan Ergonomi.
Fakultas Teknik Universitas Sahid. Jakarta. Trisyulianti, E. 2005. Teknik Manajemen Kualitas [ Modul Mata Kuliah
Manajemen Mutu]. Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor. Bogor.
Unitex, PT. 2006. www.unitex.co.id. [24 Desember 2006]
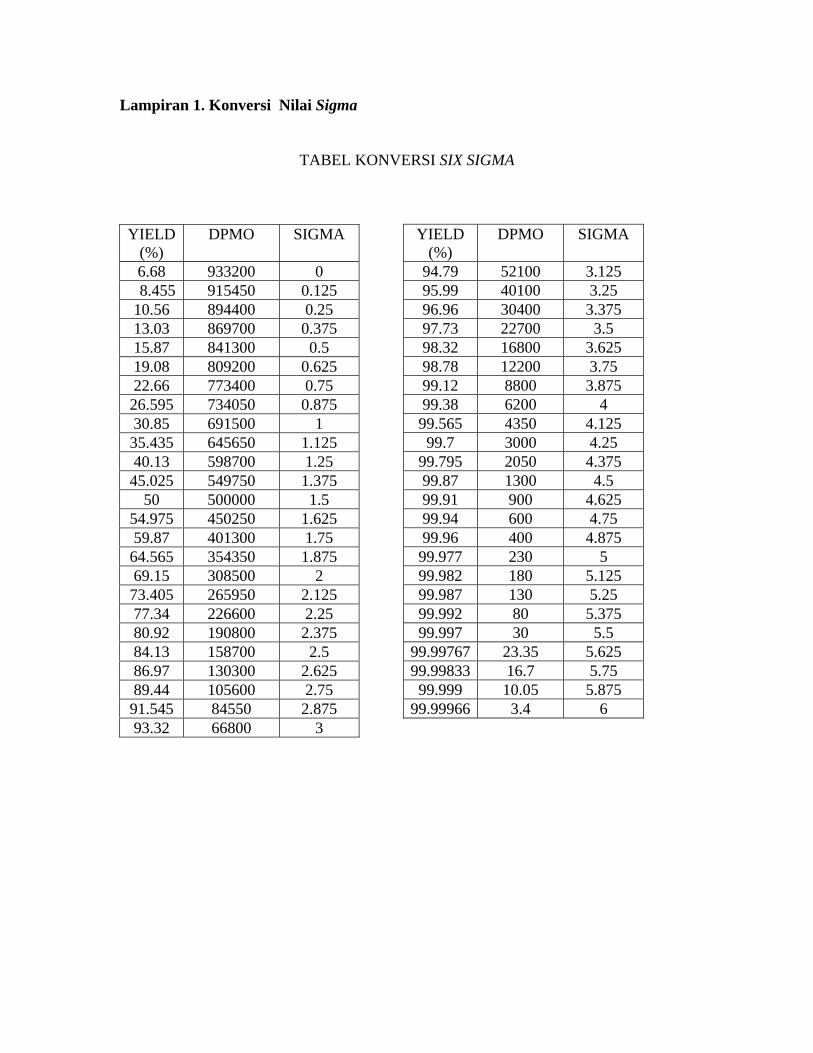
Lampiran 1. Konversi Nilai Sigma
TABEL KONVERSI SIX SIGMA
YIELD (%)
DPMO SIGMA
94.79 52100 3.125 95.99 40100 3.25 96.96 30400 3.375 97.73 22700 3.5 98.32 16800 3.625 98.78 12200 3.75 99.12 8800 3.875 99.38 6200 4 99.565 4350 4.125 99.7 3000 4.25
99.795 2050 4.375 99.87 1300 4.5 99.91 900 4.625 99.94 600 4.75 99.96 400 4.875 99.977 230 5 99.982 180 5.125 99.987 130 5.25 99.992 80 5.375 99.997 30 5.5
99.99767 23.35 5.625 99.99833 16.7 5.75 99.999 10.05 5.875
99.99966 3.4 6
YIELD (%)
DPMO SIGMA
6.68 933200 0 8.455 915450 0.125 10.56 894400 0.25 13.03 869700 0.375 15.87 841300 0.5 19.08 809200 0.625 22.66 773400 0.75 26.595 734050 0.875 30.85 691500 1 35.435 645650 1.125 40.13 598700 1.25 45.025 549750 1.375
50 500000 1.5 54.975 450250 1.625 59.87 401300 1.75 64.565 354350 1.875 69.15 308500 2 73.405 265950 2.125 77.34 226600 2.25 80.92 190800 2.375 84.13 158700 2.5 86.97 130300 2.625 89.44 105600 2.75 91.545 84550 2.875 93.32 66800 3

Lampiran 2. Pertanyaan Wawancara
Daftar Pertanyaan Wawancara
1. Apa produk yang dihasilkan oleh Divisi Spinning ?
2. Bahan baku apa saja yang digunakan dalam proses produksi Divisi Spinning ?
3. Bagaimana pemasaran produk yang dihasilkan oleh Divisi Spining ?
4. Bagaimana proses produksi pada Divisi Spinning ?
5. Adakah standar mutu pada Divisi Spinning ?
6. Bagaimana karakteristik produk yang digolongkan sebagai produk cacat ?
7. Apakah faktor penyebab produk cacat tersebut ?
Bagaimana solusi yang diambil untuk mengurangi produk
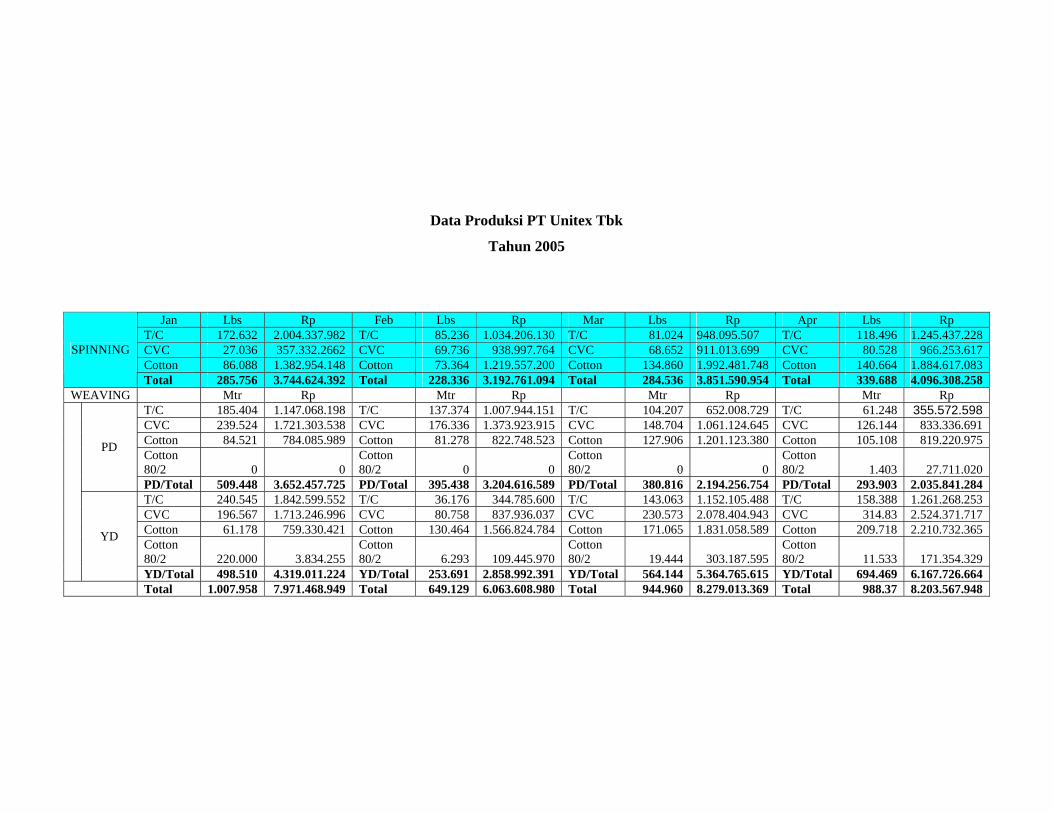
Data Produksi PT Unitex Tbk
Tahun 2005
Jan Lbs Rp Feb Lbs Rp Mar Lbs Rp Apr Lbs Rp T/C 172.632 2.004.337.982 T/C 85.236 1.034.206.130 T/C 81.024 948.095.507 T/C 118.496 1.245.437.228 CVC 27.036 357.332.2662 CVC 69.736 938.997.764 CVC 68.652 911.013.699 CVC 80.528 966.253.617 Cotton 86.088 1.382.954.148 Cotton 73.364 1.219.557.200 Cotton 134.860 1.992.481.748 Cotton 140.664 1.884.617.083
SPINNING
Total 285.756 3.744.624.392 Total 228.336 3.192.761.094 Total 284.536 3.851.590.954 Total 339.688 4.096.308.258 WEAVING Mtr Rp Mtr Rp Mtr Rp Mtr Rp
T/C 185.404 1.147.068.198 T/C 137.374 1.007.944.151 T/C 104.207 652.008.729 T/C 61.248 355.572.598 CVC 239.524 1.721.303.538 CVC 176.336 1.373.923.915 CVC 148.704 1.061.124.645 CVC 126.144 833.336.691 Cotton 84.521 784.085.989 Cotton 81.278 822.748.523 Cotton 127.906 1.201.123.380 Cotton 105.108 819.220.975 Cotton 80/2 0 0
Cotton 80/2 0 0
Cotton 80/2 0 0
Cotton 80/2 1.403 27.711.020
PD
PD/Total 509.448 3.652.457.725 PD/Total 395.438 3.204.616.589 PD/Total 380.816 2.194.256.754 PD/Total 293.903 2.035.841.284 T/C 240.545 1.842.599.552 T/C 36.176 344.785.600 T/C 143.063 1.152.105.488 T/C 158.388 1.261.268.253 CVC 196.567 1.713.246.996 CVC 80.758 837.936.037 CVC 230.573 2.078.404.943 CVC 314.83 2.524.371.717 Cotton 61.178 759.330.421 Cotton 130.464 1.566.824.784 Cotton 171.065 1.831.058.589 Cotton 209.718 2.210.732.365 Cotton 80/2 220.000 3.834.255
Cotton 80/2 6.293 109.445.970
Cotton 80/2 19.444 303.187.595
Cotton 80/2 11.533 171.354.329
YD
YD/Total 498.510 4.319.011.224 YD/Total 253.691 2.858.992.391 YD/Total 564.144 5.364.765.615 YD/Total 694.469 6.167.726.664 Total 1.007.958 7.971.468.949 Total 649.129 6.063.608.980 Total 944.960 8.279.013.369 Total 988.37 8.203.567.948
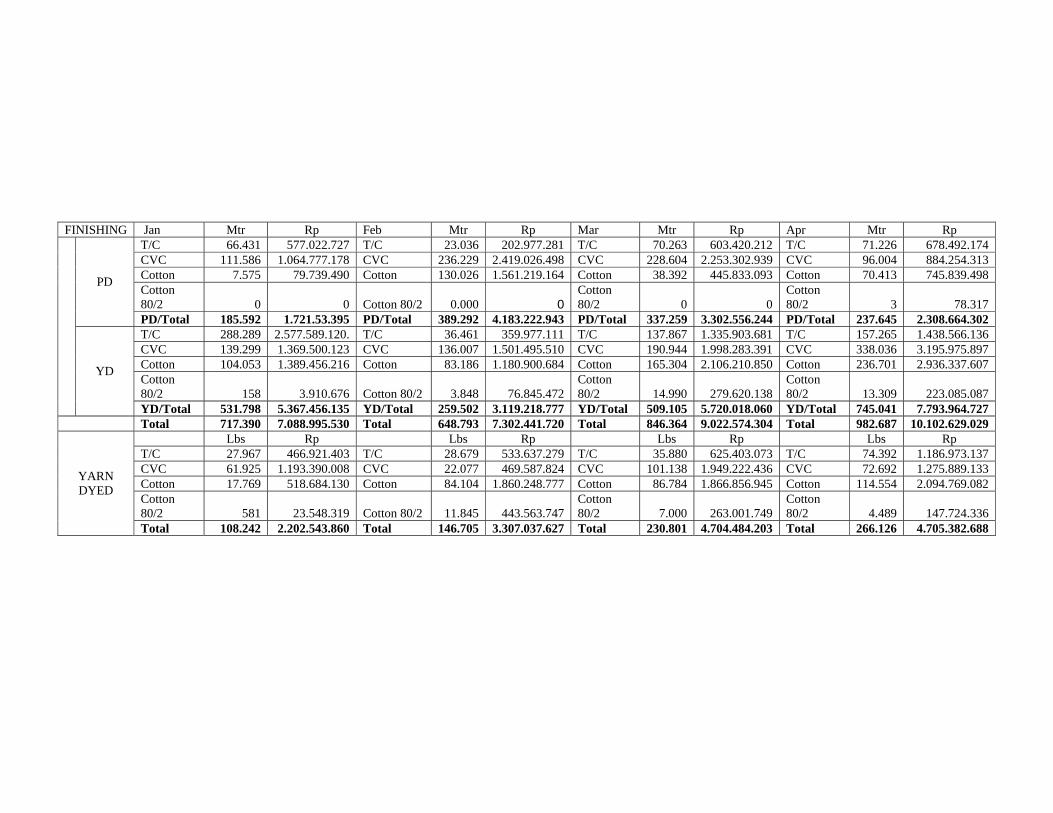
FINISHING Jan Mtr Rp Feb Mtr Rp Mar Mtr Rp Apr Mtr Rp T/C 66.431 577.022.727 T/C 23.036 202.977.281 T/C 70.263 603.420.212 T/C 71.226 678.492.174 CVC 111.586 1.064.777.178 CVC 236.229 2.419.026.498 CVC 228.604 2.253.302.939 CVC 96.004 884.254.313 Cotton 7.575 79.739.490 Cotton 130.026 1.561.219.164 Cotton 38.392 445.833.093 Cotton 70.413 745.839.498 Cotton 80/2 0 0 Cotton 80/2 0.000 0
Cotton 80/2 0 0
Cotton 80/2 3 78.317
PD
PD/Total 185.592 1.721.53.395 PD/Total 389.292 4.183.222.943 PD/Total 337.259 3.302.556.244 PD/Total 237.645 2.308.664.302 T/C 288.289 2.577.589.120. T/C 36.461 359.977.111 T/C 137.867 1.335.903.681 T/C 157.265 1.438.566.136 CVC 139.299 1.369.500.123 CVC 136.007 1.501.495.510 CVC 190.944 1.998.283.391 CVC 338.036 3.195.975.897 Cotton 104.053 1.389.456.216 Cotton 83.186 1.180.900.684 Cotton 165.304 2.106.210.850 Cotton 236.701 2.936.337.607 Cotton 80/2 158 3.910.676 Cotton 80/2 3.848 76.845.472
Cotton 80/2 14.990 279.620.138
Cotton 80/2 13.309 223.085.087
YD
YD/Total 531.798 5.367.456.135 YD/Total 259.502 3.119.218.777 YD/Total 509.105 5.720.018.060 YD/Total 745.041 7.793.964.727 Total 717.390 7.088.995.530 Total 648.793 7.302.441.720 Total 846.364 9.022.574.304 Total 982.687 10.102.629.029
Lbs Rp Lbs Rp Lbs Rp Lbs Rp T/C 27.967 466.921.403 T/C 28.679 533.637.279 T/C 35.880 625.403.073 T/C 74.392 1.186.973.137 CVC 61.925 1.193.390.008 CVC 22.077 469.587.824 CVC 101.138 1.949.222.436 CVC 72.692 1.275.889.133 Cotton 17.769 518.684.130 Cotton 84.104 1.860.248.777 Cotton 86.784 1.866.856.945 Cotton 114.554 2.094.769.082 Cotton 80/2 581 23.548.319 Cotton 80/2 11.845 443.563.747
Cotton 80/2 7.000 263.001.749
Cotton 80/2 4.489 147.724.336
YARN DYED
Total 108.242 2.202.543.860 Total 146.705 3.307.037.627 Total 230.801 4.704.484.203 Total 266.126 4.705.382.688
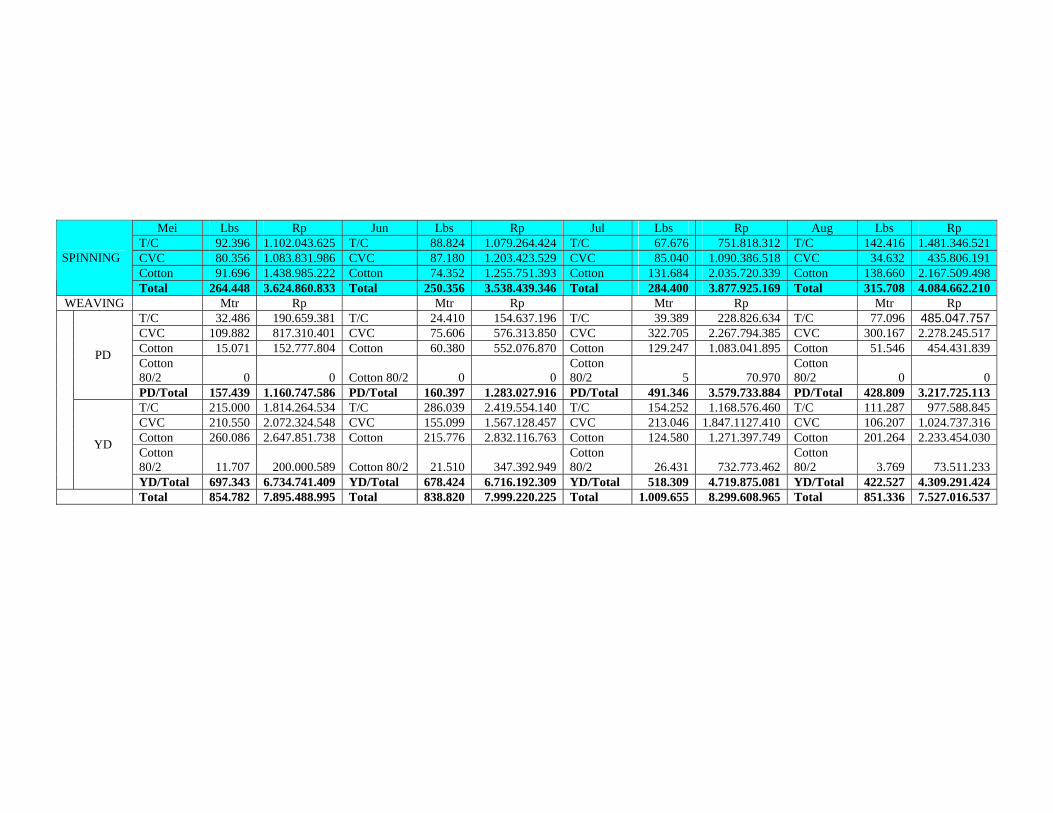
Mei Lbs Rp Jun Lbs Rp Jul Lbs Rp Aug Lbs Rp T/C 92.396 1.102.043.625 T/C 88.824 1.079.264.424 T/C 67.676 751.818.312 T/C 142.416 1.481.346.521 CVC 80.356 1.083.831.986 CVC 87.180 1.203.423.529 CVC 85.040 1.090.386.518 CVC 34.632 435.806.191 Cotton 91.696 1.438.985.222 Cotton 74.352 1.255.751.393 Cotton 131.684 2.035.720.339 Cotton 138.660 2.167.509.498
SPINNING
Total 264.448 3.624.860.833 Total 250.356 3.538.439.346 Total 284.400 3.877.925.169 Total 315.708 4.084.662.210 WEAVING Mtr Rp Mtr Rp Mtr Rp Mtr Rp
T/C 32.486 190.659.381 T/C 24.410 154.637.196 T/C 39.389 228.826.634 T/C 77.096 485.047.757 CVC 109.882 817.310.401 CVC 75.606 576.313.850 CVC 322.705 2.267.794.385 CVC 300.167 2.278.245.517 Cotton 15.071 152.777.804 Cotton 60.380 552.076.870 Cotton 129.247 1.083.041.895 Cotton 51.546 454.431.839 Cotton 80/2 0 0 Cotton 80/2 0 0
Cotton 80/2 5 70.970
Cotton 80/2 0 0
PD
PD/Total 157.439 1.160.747.586 PD/Total 160.397 1.283.027.916 PD/Total 491.346 3.579.733.884 PD/Total 428.809 3.217.725.113 T/C 215.000 1.814.264.534 T/C 286.039 2.419.554.140 T/C 154.252 1.168.576.460 T/C 111.287 977.588.845 CVC 210.550 2.072.324.548 CVC 155.099 1.567.128.457 CVC 213.046 1.847.1127.410 CVC 106.207 1.024.737.316 Cotton 260.086 2.647.851.738 Cotton 215.776 2.832.116.763 Cotton 124.580 1.271.397.749 Cotton 201.264 2.233.454.030 Cotton 80/2 11.707 200.000.589 Cotton 80/2 21.510 347.392.949
Cotton 80/2 26.431 732.773.462
Cotton 80/2 3.769 73.511.233
YD
YD/Total 697.343 6.734.741.409 YD/Total 678.424 6.716.192.309 YD/Total 518.309 4.719.875.081 YD/Total 422.527 4.309.291.424 Total 854.782 7.895.488.995 Total 838.820 7.999.220.225 Total 1.009.655 8.299.608.965 Total 851.336 7.527.016.537
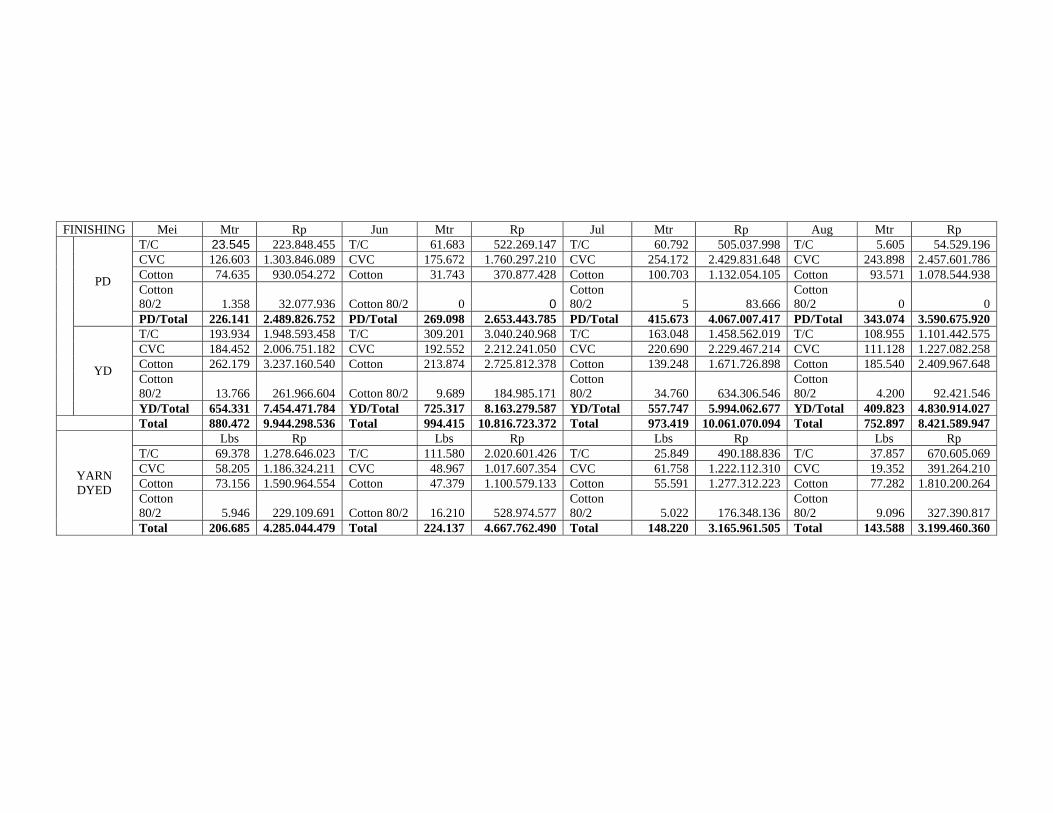
FINISHING Mei Mtr Rp Jun Mtr Rp Jul Mtr Rp Aug Mtr Rp
T/C 23.545 223.848.455 T/C 61.683 522.269.147 T/C 60.792 505.037.998 T/C 5.605 54.529.196 CVC 126.603 1.303.846.089 CVC 175.672 1.760.297.210 CVC 254.172 2.429.831.648 CVC 243.898 2.457.601.786 Cotton 74.635 930.054.272 Cotton 31.743 370.877.428 Cotton 100.703 1.132.054.105 Cotton 93.571 1.078.544.938 Cotton 80/2 1.358 32.077.936 Cotton 80/2 0 0
Cotton 80/2 5 83.666
Cotton 80/2 0 0
PD
PD/Total 226.141 2.489.826.752 PD/Total 269.098 2.653.443.785 PD/Total 415.673 4.067.007.417 PD/Total 343.074 3.590.675.920 T/C 193.934 1.948.593.458 T/C 309.201 3.040.240.968 T/C 163.048 1.458.562.019 T/C 108.955 1.101.442.575 CVC 184.452 2.006.751.182 CVC 192.552 2.212.241.050 CVC 220.690 2.229.467.214 CVC 111.128 1.227.082.258 Cotton 262.179 3.237.160.540 Cotton 213.874 2.725.812.378 Cotton 139.248 1.671.726.898 Cotton 185.540 2.409.967.648 Cotton 80/2 13.766 261.966.604 Cotton 80/2 9.689 184.985.171
Cotton 80/2 34.760 634.306.546
Cotton 80/2 4.200 92.421.546
YD
YD/Total 654.331 7.454.471.784 YD/Total 725.317 8.163.279.587 YD/Total 557.747 5.994.062.677 YD/Total 409.823 4.830.914.027 Total 880.472 9.944.298.536 Total 994.415 10.816.723.372 Total 973.419 10.061.070.094 Total 752.897 8.421.589.947
Lbs Rp Lbs Rp Lbs Rp Lbs Rp T/C 69.378 1.278.646.023 T/C 111.580 2.020.601.426 T/C 25.849 490.188.836 T/C 37.857 670.605.069 CVC 58.205 1.186.324.211 CVC 48.967 1.017.607.354 CVC 61.758 1.222.112.310 CVC 19.352 391.264.210 Cotton 73.156 1.590.964.554 Cotton 47.379 1.100.579.133 Cotton 55.591 1.277.312.223 Cotton 77.282 1.810.200.264 Cotton 80/2 5.946 229.109.691 Cotton 80/2 16.210 528.974.577
Cotton 80/2 5.022 176.348.136
Cotton 80/2 9.096 327.390.817
YARN DYED
Total 206.685 4.285.044.479 Total 224.137 4.667.762.490 Total 148.220 3.165.961.505 Total 143.588 3.199.460.360
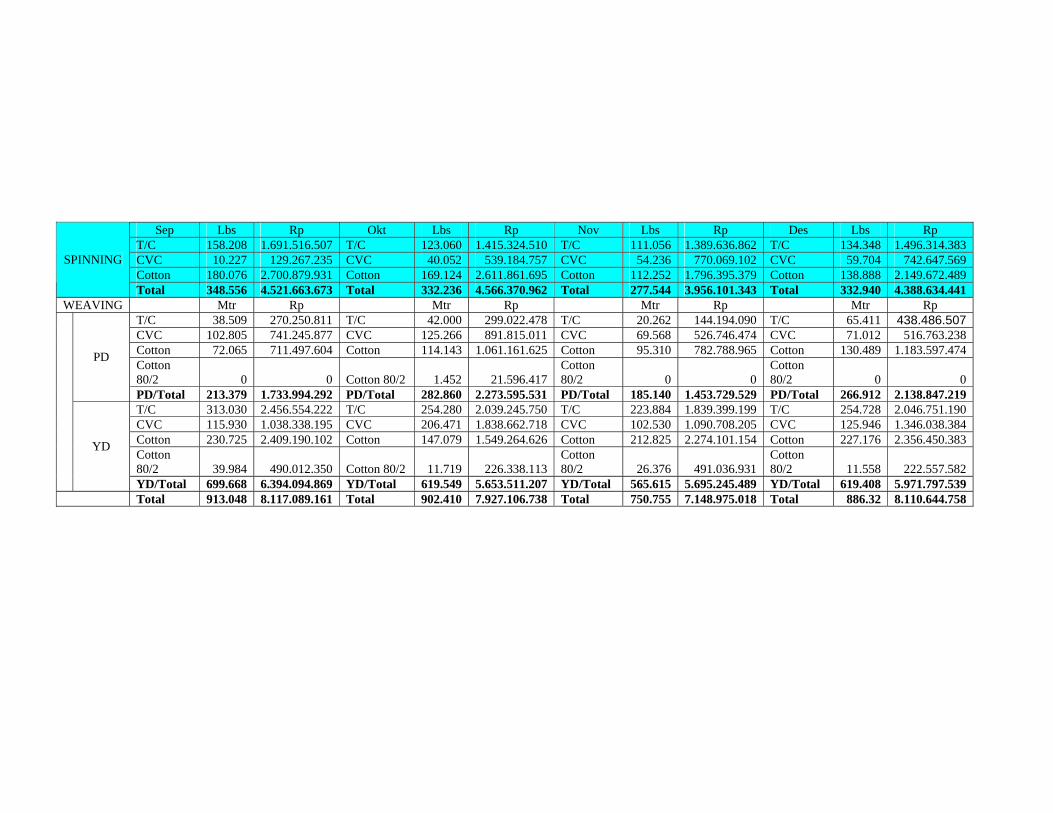
Sep Lbs Rp Okt Lbs Rp Nov Lbs Rp Des Lbs Rp T/C 158.208 1.691.516.507 T/C 123.060 1.415.324.510 T/C 111.056 1.389.636.862 T/C 134.348 1.496.314.383 CVC 10.227 129.267.235 CVC 40.052 539.184.757 CVC 54.236 770.069.102 CVC 59.704 742.647.569 Cotton 180.076 2.700.879.931 Cotton 169.124 2.611.861.695 Cotton 112.252 1.796.395.379 Cotton 138.888 2.149.672.489
SPINNING
Total 348.556 4.521.663.673 Total 332.236 4.566.370.962 Total 277.544 3.956.101.343 Total 332.940 4.388.634.441 WEAVING Mtr Rp Mtr Rp Mtr Rp Mtr Rp
T/C 38.509 270.250.811 T/C 42.000 299.022.478 T/C 20.262 144.194.090 T/C 65.411 438.486.507CVC 102.805 741.245.877 CVC 125.266 891.815.011 CVC 69.568 526.746.474 CVC 71.012 516.763.238 Cotton 72.065 711.497.604 Cotton 114.143 1.061.161.625 Cotton 95.310 782.788.965 Cotton 130.489 1.183.597.474 Cotton 80/2 0 0 Cotton 80/2 1.452 21.596.417
Cotton 80/2 0 0
Cotton 80/2 0 0
PD
PD/Total 213.379 1.733.994.292 PD/Total 282.860 2.273.595.531 PD/Total 185.140 1.453.729.529 PD/Total 266.912 2.138.847.219 T/C 313.030 2.456.554.222 T/C 254.280 2.039.245.750 T/C 223.884 1.839.399.199 T/C 254.728 2.046.751.190 CVC 115.930 1.038.338.195 CVC 206.471 1.838.662.718 CVC 102.530 1.090.708.205 CVC 125.946 1.346.038.384 Cotton 230.725 2.409.190.102 Cotton 147.079 1.549.264.626 Cotton 212.825 2.274.101.154 Cotton 227.176 2.356.450.383 Cotton 80/2 39.984 490.012.350 Cotton 80/2 11.719 226.338.113
Cotton 80/2 26.376 491.036.931
Cotton 80/2 11.558 222.557.582
YD
YD/Total 699.668 6.394.094.869 YD/Total 619.549 5.653.511.207 YD/Total 565.615 5.695.245.489 YD/Total 619.408 5.971.797.539 Total 913.048 8.117.089.161 Total 902.410 7.927.106.738 Total 750.755 7.148.975.018 Total 886.32 8.110.644.758
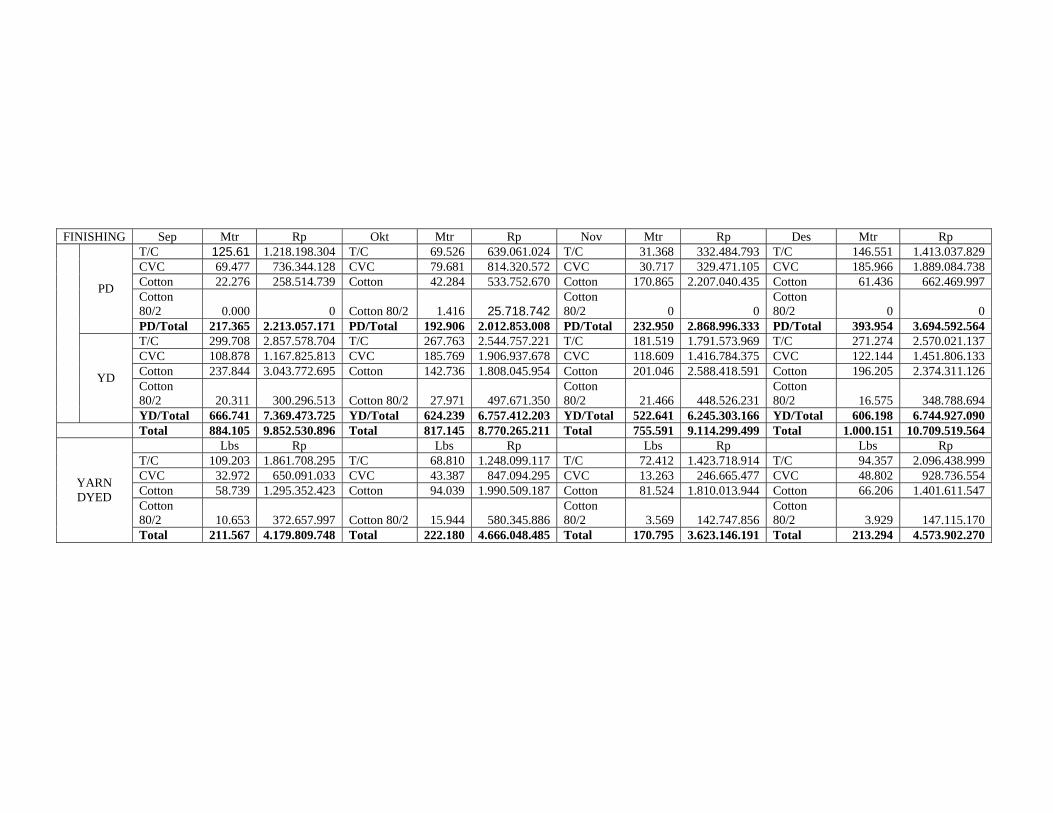
FINISHING Sep Mtr Rp Okt Mtr Rp Nov Mtr Rp Des Mtr Rp T/C 125.61 1.218.198.304 T/C 69.526 639.061.024 T/C 31.368 332.484.793 T/C 146.551 1.413.037.829 CVC 69.477 736.344.128 CVC 79.681 814.320.572 CVC 30.717 329.471.105 CVC 185.966 1.889.084.738 Cotton 22.276 258.514.739 Cotton 42.284 533.752.670 Cotton 170.865 2.207.040.435 Cotton 61.436 662.469.997 Cotton 80/2 0.000 0 Cotton 80/2 1.416 25.718.742
Cotton 80/2 0 0
Cotton 80/2 0 0
PD
PD/Total 217.365 2.213.057.171 PD/Total 192.906 2.012.853.008 PD/Total 232.950 2.868.996.333 PD/Total 393.954 3.694.592.564 T/C 299.708 2.857.578.704 T/C 267.763 2.544.757.221 T/C 181.519 1.791.573.969 T/C 271.274 2.570.021.137 CVC 108.878 1.167.825.813 CVC 185.769 1.906.937.678 CVC 118.609 1.416.784.375 CVC 122.144 1.451.806.133 Cotton 237.844 3.043.772.695 Cotton 142.736 1.808.045.954 Cotton 201.046 2.588.418.591 Cotton 196.205 2.374.311.126 Cotton 80/2 20.311 300.296.513 Cotton 80/2 27.971 497.671.350
Cotton 80/2 21.466 448.526.231
Cotton 80/2 16.575 348.788.694
YD
YD/Total 666.741 7.369.473.725 YD/Total 624.239 6.757.412.203 YD/Total 522.641 6.245.303.166 YD/Total 606.198 6.744.927.090 Total 884.105 9.852.530.896 Total 817.145 8.770.265.211 Total 755.591 9.114.299.499 Total 1.000.151 10.709.519.564
Lbs Rp Lbs Rp Lbs Rp Lbs Rp T/C 109.203 1.861.708.295 T/C 68.810 1.248.099.117 T/C 72.412 1.423.718.914 T/C 94.357 2.096.438.999 CVC 32.972 650.091.033 CVC 43.387 847.094.295 CVC 13.263 246.665.477 CVC 48.802 928.736.554 Cotton 58.739 1.295.352.423 Cotton 94.039 1.990.509.187 Cotton 81.524 1.810.013.944 Cotton 66.206 1.401.611.547 Cotton 80/2 10.653 372.657.997 Cotton 80/2 15.944 580.345.886
Cotton 80/2 3.569 142.747.856
Cotton 80/2 3.929 147.115.170
YARN DYED
Total 211.567 4.179.809.748 Total 222.180 4.666.048.485 Total 170.795 3.623.146.191 Total 213.294 4.573.902.270
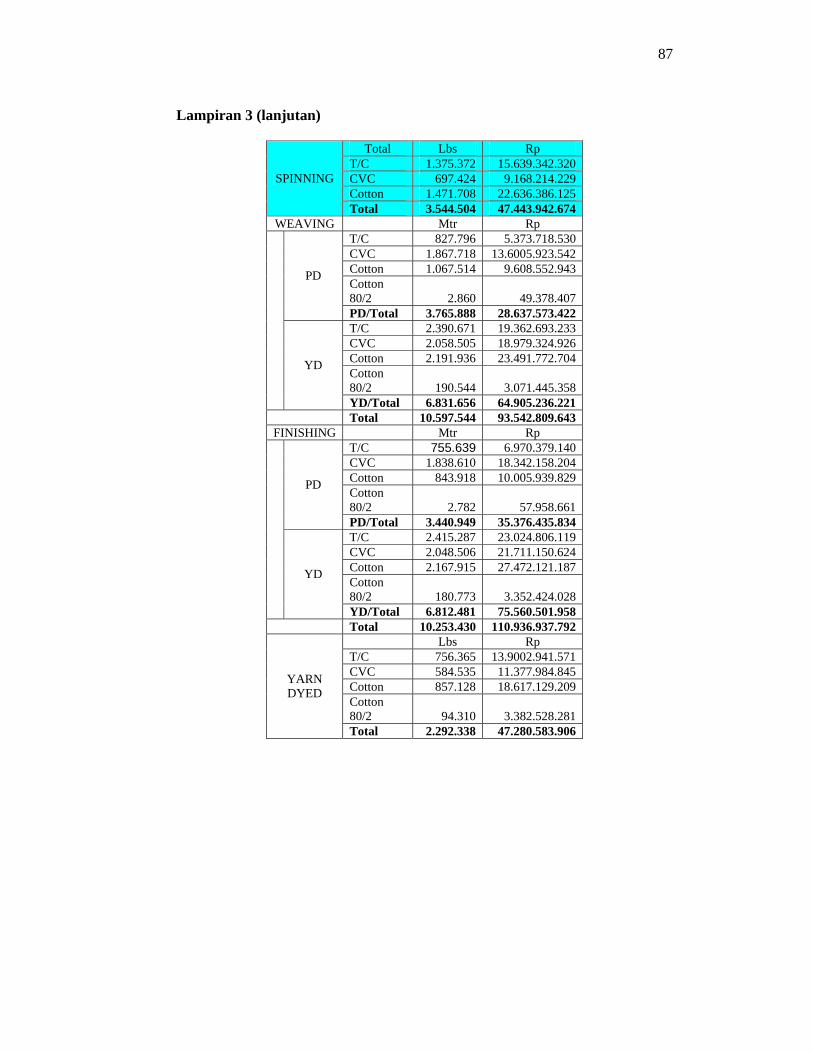
87
Lampiran 3 (lanjutan)
Total Lbs Rp T/C 1.375.372 15.639.342.320 CVC 697.424 9.168.214.229 Cotton 1.471.708 22.636.386.125
SPINNING
Total 3.544.504 47.443.942.674 WEAVING Mtr Rp
T/C 827.796 5.373.718.530 CVC 1.867.718 13.6005.923.542 Cotton 1.067.514 9.608.552.943 Cotton 80/2 2.860 49.378.407
PD
PD/Total 3.765.888 28.637.573.422 T/C 2.390.671 19.362.693.233 CVC 2.058.505 18.979.324.926 Cotton 2.191.936 23.491.772.704 Cotton 80/2 190.544 3.071.445.358
YD
YD/Total 6.831.656 64.905.236.221 Total 10.597.544 93.542.809.643
FINISHING Mtr Rp T/C 755.639 6.970.379.140 CVC 1.838.610 18.342.158.204 Cotton 843.918 10.005.939.829 Cotton 80/2 2.782 57.958.661
PD
PD/Total 3.440.949 35.376.435.834 T/C 2.415.287 23.024.806.119 CVC 2.048.506 21.711.150.624 Cotton 2.167.915 27.472.121.187 Cotton 80/2 180.773 3.352.424.028
YD
YD/Total 6.812.481 75.560.501.958 Total 10.253.430 110.936.937.792
Lbs Rp T/C 756.365 13.9002.941.571 CVC 584.535 11.377.984.845 Cotton 857.128 18.617.129.209 Cotton 80/2 94.310 3.382.528.281
YARN DYED
Total 2.292.338 47.280.583.906
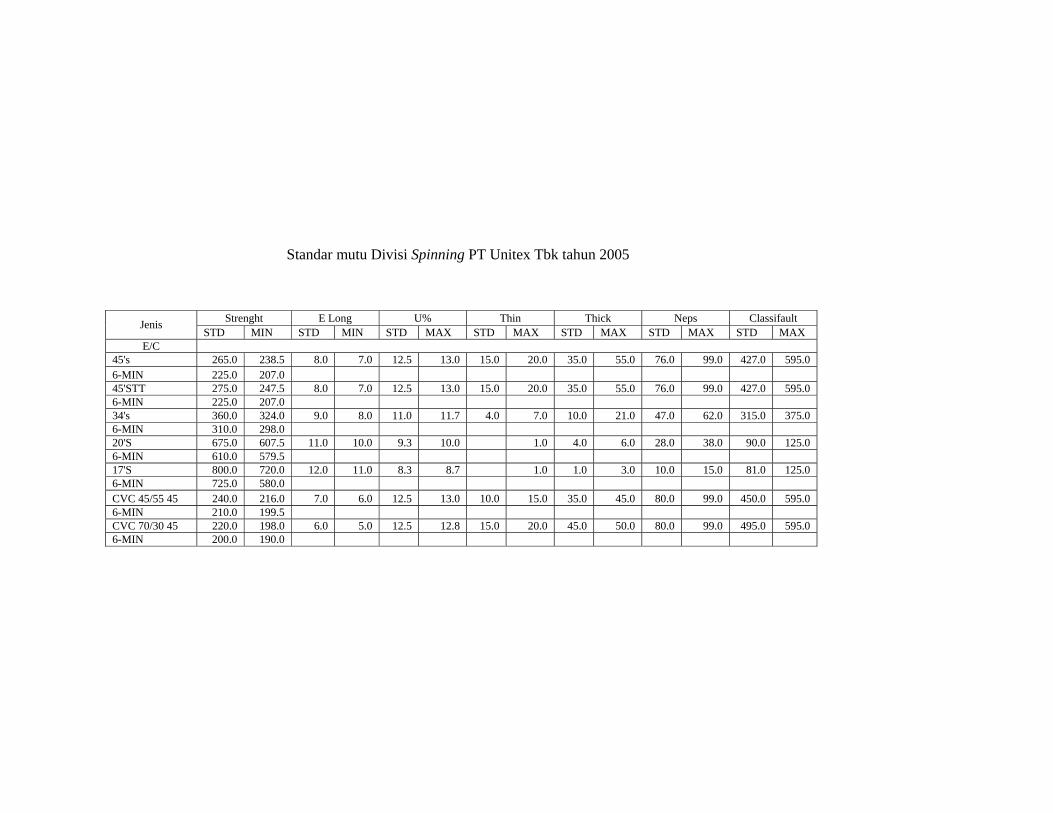
Standar mutu Divisi Spinning PT Unitex Tbk tahun 2005
Strenght E Long U% Thin Thick Neps Classifault Jenis STD MIN STD MIN STD MAX STD MAX STD MAX STD MAX STD MAX
E/C 45's 265.0 238.5 8.0 7.0 12.5 13.0 15.0 20.0 35.0 55.0 76.0 99.0 427.0 595.0 6-MIN 225.0 207.0 45'STT 275.0 247.5 8.0 7.0 12.5 13.0 15.0 20.0 35.0 55.0 76.0 99.0 427.0 595.0 6-MIN 225.0 207.0 34's 360.0 324.0 9.0 8.0 11.0 11.7 4.0 7.0 10.0 21.0 47.0 62.0 315.0 375.0 6-MIN 310.0 298.0 20'S 675.0 607.5 11.0 10.0 9.3 10.0 1.0 4.0 6.0 28.0 38.0 90.0 125.0 6-MIN 610.0 579.5 17'S 800.0 720.0 12.0 11.0 8.3 8.7 1.0 1.0 3.0 10.0 15.0 81.0 125.0 6-MIN 725.0 580.0 CVC 45/55 45 240.0 216.0 7.0 6.0 12.5 13.0 10.0 15.0 35.0 45.0 80.0 99.0 450.0 595.0 6-MIN 210.0 199.5 CVC 70/30 45 220.0 198.0 6.0 5.0 12.5 12.8 15.0 20.0 45.0 50.0 80.0 99.0 495.0 595.0 6-MIN 200.0 190.0
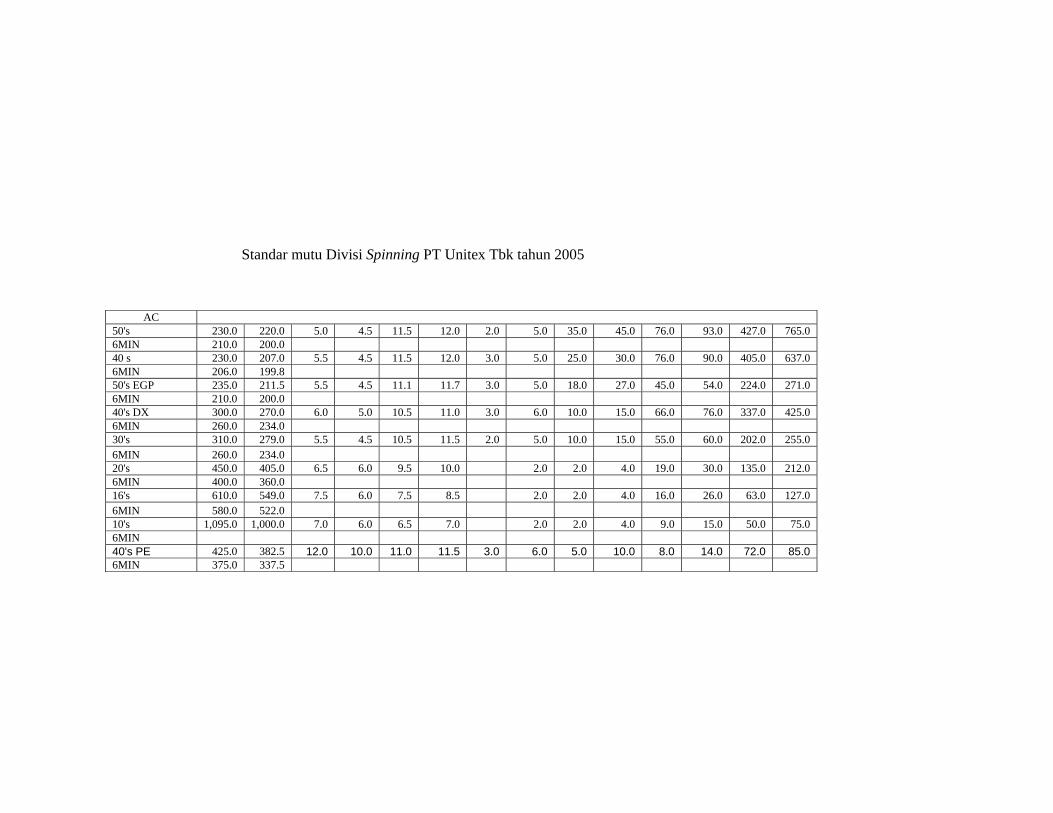
Standar mutu Divisi Spinning PT Unitex Tbk tahun 2005
AC
50's 230.0 220.0 5.0 4.5 11.5 12.0 2.0 5.0 35.0 45.0 76.0 93.0 427.0 765.0 6MIN 210.0 200.0 40 s 230.0 207.0 5.5 4.5 11.5 12.0 3.0 5.0 25.0 30.0 76.0 90.0 405.0 637.0 6MIN 206.0 199.8 50's EGP 235.0 211.5 5.5 4.5 11.1 11.7 3.0 5.0 18.0 27.0 45.0 54.0 224.0 271.0 6MIN 210.0 200.0 40's DX 300.0 270.0 6.0 5.0 10.5 11.0 3.0 6.0 10.0 15.0 66.0 76.0 337.0 425.0 6MIN 260.0 234.0 30's 310.0 279.0 5.5 4.5 10.5 11.5 2.0 5.0 10.0 15.0 55.0 60.0 202.0 255.0 6MIN 260.0 234.0 20's 450.0 405.0 6.5 6.0 9.5 10.0 2.0 2.0 4.0 19.0 30.0 135.0 212.0 6MIN 400.0 360.0 16's 610.0 549.0 7.5 6.0 7.5 8.5 2.0 2.0 4.0 16.0 26.0 63.0 127.0 6MIN 580.0 522.0 10's 1,095.0 1,000.0 7.0 6.0 6.5 7.0 2.0 2.0 4.0 9.0 15.0 50.0 75.0 6MIN 40's PE 425.0 382.5 12.0 10.0 11.0 11.5 3.0 6.0 5.0 10.0 8.0 14.0 72.0 85.0 6MIN 375.0 337.5
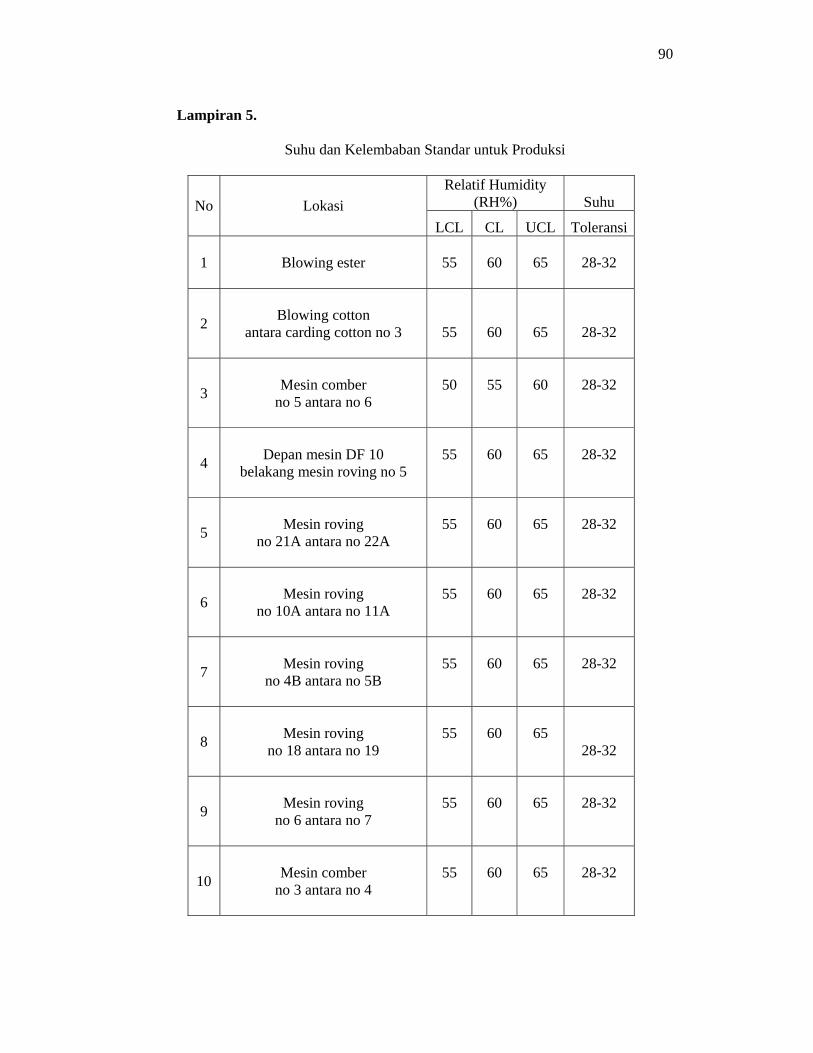
90
Lampiran 5.
Suhu dan Kelembaban Standar untuk Produksi
Relatif Humidity (RH%) Suhu No Lokasi
LCL CL UCL Toleransi
1
Blowing ester
55
60
65
28-32
2
Blowing cotton
antara carding cotton no 3
55
60
65
28-32
3
Mesin comber
no 5 antara no 6
50
55 60
28-32
4
Depan mesin DF 10
belakang mesin roving no 5
55
60
65
28-32
5
Mesin roving
no 21A antara no 22A
55
60
65 28-32
6
Mesin roving
no 10A antara no 11A
55
60
65 28-32
7
Mesin roving
no 4B antara no 5B
55
60
65 28-32
8
Mesin roving
no 18 antara no 19
55
60
65
28-32
9
Mesin roving
no 6 antara no 7
55
60
65 28-32
10
Mesin comber
no 3 antara no 4
55
60
65 28-32