
R 20120307 SPS WC
21
Spark plasma sintering of WC, cemented carbide and functional graded materials Mirva Eriksson, Mohamed Radwan, Zhijian Shen PII: S0263-4368(12)00057-1 DOI: doi: 10.1016/j.ijrmhm.2012.03.007 Reference: RMHM 3401 To appear in: International Journal of Refractory Metals and Hard Materials Received date: 31 October 2011 Accepted date: 7 March 2012 Please cite this article as: Eriksson Mirva, Radwan Mohamed, Shen Zhijian, Spark plasma Journal of Refractory Metals and Hard Materials (2012), doi: 10.1016/j.ijrmhm.2012.03.007 This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and review of the resulting proof before it is published in its final form. Please note that during the production process errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain. WC, of sintering cemented carbide and functional graded materials, International
-
Upload
dr-mohamed-radwan -
Category
Documents
-
view
114 -
download
2
Transcript of R 20120307 SPS WC

�������� ����� ��
Spark plasma sintering of WC, cemented carbide and functional gradedmaterials
Mirva Eriksson, Mohamed Radwan, Zhijian Shen
PII: S0263-4368(12)00057-1DOI: doi: 10.1016/j.ijrmhm.2012.03.007Reference: RMHM 3401
To appear in: International Journal of Refractory Metals and Hard Materials
Received date: 31 October 2011Accepted date: 7 March 2012
Please cite this article as: Eriksson Mirva, Radwan Mohamed, Shen Zhijian, SparkplasmaJournal of Refractory Metals and Hard Materials (2012), doi: 10.1016/j.ijrmhm.2012.03.007
This is a PDF file of an unedited manuscript that has been accepted for publication.As a service to our customers we are providing this early version of the manuscript.The manuscript will undergo copyediting, typesetting, and review of the resulting proofbefore it is published in its final form. Please note that during the production processerrors may be discovered which could affect the content, and all legal disclaimers thatapply to the journal pertain.
WC,ofsintering cemented carbide and functional graded materials, International

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Spark plasma sintering of WC, cemented carbide and functional graded materials
Mirva Erikssona,*, Mohamed Radwanb, Zhijian Shena a Department of Materials and Environmental Chemistry, Arrhenius Laboratory, Stockholm
University, SE-10691 Stockholm, Sweden b Diamorph AB, Roslagstullsbacken 11, SE-10691 Stockholm, Sweden
*Corresponding author: Tel. +46-8-161258, Fax. +46-8-152187, E-mail:
[email protected], SE-10691
Abstract
Spark plasma sintering (SPS) is an extremely fast solidification technique for compounds that
are difficult to sinter within the material group’s metals, ceramics, or composites thereof. SPS
uses a uniaxial pressure and a very rapid heating cycle to consolidate these materials. The
heating is generated by Joule effect when a strong, pulsed electric current passes the
conductive graphite die and also through the sample, if conductive. Cemented carbides (“hard
metals”) are mostly used for metal cutting and drilling, wood cutting or rock drilling tools and
are consolidated either by pressureless sintering (PLS), hot pressing (HP), or hot isostatic
pressing (HIP). With SPS the main benefit is the ability to control the WC grain size due to
the short sintering times at high temperature. In addition, unwished reactions between WC
and cobalt to form other phases are minimized. By SPS the amount of cobalt can be reduced
towards zero in fully dense WC materials. With this technique it is easy to prepare gradient
materials where a ductile weldable metal can be joined with the cemented carbide part.
Keywords: Spark plasma sintering, binder free WC, WC-Co, Functionally graded materials
1. Introduction
Cemented carbides, sometimes in literature referred as “hard metals”, are a wide group of
dense sintered materials consisting of mainly transition metal carbides with a metal sintering
aid. They are characterized by high hardness and wear resistance resulting from the high
carbide content. Cemented carbides are used in industry as metal or wood cutting tools, wear
parts, machine components, and press-stamping dies. They are also important in rock or oil
drilling either as pure cemented carbide or in tool constructions involving diamond

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
composites depending on the rock/sand/soil drilling media. The combination WC-Co is the
most traditionally used system as the WC grains exhibit a “ductility” by sliding atom planes
at high external force resulting in high toughness in applications. Other hard transition metal
carbides are often used in combination with WC to alter the overall mechanical and/or
chemical properties. In some of them all of the WC is replaced and a special group with its
own name is the TiC based cermet. In the cermet’s cobalt is usually replaced by nickel. The
chemical, mechanical and wear properties of these cermets are different and they are
commercially used for other special applications than cemented carbides. The sintering of
transition metal carbides, like WC, without metal sintering aids is very difficult because of
their low atomic self-diffusion coefficients. It requires high temperatures and long times to
achieve acceptable dense parts which lead to microstructures consisting of large grains. The
solidification of pure WC is enhanced by applying high pressures taking advantage of the
plastic deformation mechanism of WC, but other carbides will not deform in this way.
However, the sintering is enhanced dramatically by introducing a liquid or melting metal
phase by adding Co, Fe or Ni which all have good wettability and solubility for WC grains
[1]. In this way plastic deformation of WC grains is not needed and the sintering is achieved
by enhanced atomic diffusion in the liquid phase that facilitates materials transport and a
subsequent reprecipitation mechanism takes place. The key mechanical properties of sintered
cemented carbide parts, e.g. hardness, fracture toughness and transverse rupture strength
(TRS) depend primarily on the density, average WC grain size and the Co content. Sintering
of WC-Co powder by Spark Plasma Sintering (SPS) began as far back as in 1927 [2, 3], and
with improved modern equipment the material development studies are increasing.
SPS, also named as Field Assistant Sintering Technique (FAST), is a sintering method which
uses a strong pulsed electric current for heating. In the SPS system the sample powder is
loaded into a graphite die which works as a heating element when the current is passing
through it. The die is heated by Joule effects and the small thermal mass of the heating die
makes it possible to use heating rates up to 1000°C/min. In the case of a conductive powder,
the current is passing it as well, resulting in that the sample experiences an additional internal
heating. Simultaneously a uniaxial pressure is applied to the sample in the graphite die. In this
way the sintering time and sintering temperature can be minimized. A schematic picture of
the SPS configuration is shown in Figure 1. The sintering process is regulated by the
temperature measured either by a thermocouple inserted in a hole on the surface of the die or
by a pyrometer focused on the small hole on the surface of the die. In some of the apparatus

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
the temperature can also be measured by a pyrometer focused through a hole in one of the
punches. Usually there is a temperature gradient inside the sample and die depending on the
design of the die and conductivity of the materials, rating between 30 °C up to 300 °C. For
more details concerning the measurement and modelling of such temperature gradients, the
readers can consult articles published on this topic [4, 5, 6]. Fast heating and short holding at
the sintering temperatures are the unique characteristics of the SPS process, which make it
possible to control the sintering and grain growth [7].
2. Binder free WC
With conventional methods a fully dense binder free WC is very difficult to achieve. Very
high temperatures are demanded that results in very large grains. Binder free WC has been
sintered in SPS in 1998 by Omori et.al. and they achieved a hardness value of 24 GPa and
toughness of 6 MPam½ [8]. SPS has later shown to be able to sinter binder free WC with
grains of sub-micron and nano-grain sizes to nearly full densities. The applied sintering
temperatures have been between 1500°C to 1700°C giving densities from 98 to 99.9 % of the
theoretical density (TD). Microstructures having sub-micron up to micron sized grains
achieved hardness values of 24-28 GPa [9, 10]. The smaller overall grain sizes results in
somewhat harder materials than those reported above by Omori et.al.[8]
Maizza et. al. sintered binder free ultra-fine WC powder in SPS and they showed that when
the sintering temperature exceeds 1900°C (using 20 MPa pressure) the grain growth was
accelerated. Thus, temperature control is important to control grain size growth. Indeed,
controlled grain growth and properties will be dependent on the electrical current intensity
and understanding of the temperature differences occurring along the radius. The core of the
sample that experienced higher temperatures resulted in larger grain sizes [1]. They
demonstrated in this way the effect of the current intensity to the homogeneity of the samples.
In SPS there is also another factor that influences the materials micro-homogeneity; the effect
of the applied pressure, especially when it is too low. The pressure has an indirect influence
on the temperature distribution inside the sample and the die. Grasso et. al. [11] reported that
they can sinter homogeneous and binder free ultra-fine WC using high-pressure, 80 MPa at
the current 1400 A, corresponding to a peak temperature of 1579 °C. The samples showed
very limited grain growth and an overall homogeneous microstructure. It was found that the
measured hardness values were independent to the measured position in the sample, as

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
expected from the homogenous grain size. With lower pressures they showed that the
distribution of the temperature caused inhomogeneous properties similar to Maizza et. al. [1].
Recently binder-free nano-WC powder (200 nm) has been sintered by SPS at 1500 °C by B.
Huang et al [12]. The initial ultra-fine particle size was maintained after sintering. The
hardness of samples with such fine grain microstructure were increased to 26 GPa [12]. Shon
et. al. [13] have densified nano-sized WC produced by attrition milling by SPS at 1500 °C.
They achieved the grain sizes of 54 nm and density of 99 % after sintering.
3.WC-Co
3.1 Sintering of WC-Co in SPS
As mentioned above the pure WC is very difficult to sinter to full density with conventional
methods. To overcome this problem sintering aids like Co, Fe and Ni are added to WC, where
the most common addition is cobalt. With Co addition a liquid phase appears in the system
above the eutectic temperature 1320 °C. The sintering is facilitated by a dissolution –
reprecipitation mechanism commonly accompanied by Ostwald ripening of WC grains [14].
The amount of Co is usually tailored according to the customized demands. For metal cutting
application the amount varies between 5-12 w% of Co and for non-cutting applications
between 5 to 30 w% of Cobalt [15].
The key benefits of SPS are assumed to be in the area of grain size control when sintering
ultra-fine and nano particles. Because of the rapid heating and high pressure in SPS it is not
necessary to go above eutectic temperature with these extremely small grains, indicating that
WC/Co can be sintered in solid state or at least with a minimum time close to the liquid phase
temperatures. [16,17,18].
High density is obtained by SPS at temperatures between 1050-1100°C and even using
moderate pressures of 30-50 MPa. Below these temperatures the densities fall rapidly below
90 %. Cha et. al. sintered nano-crystalline WC-10wt% Co powder at 1100°C and stated that
the sintering occurred in liquid state [16]. Sivaprahasam et. al. sintered nano-crystalline WC-
12wt% Co at the same temperature (1100 °C), but they concluded that the WC sintering
occurs in solid state where cobalt binder between WC grains behaves similarly to a liquid
phase. [18]. If the sintering temperatures are considered to be around the eutectic temperature
1320oC in the Co-W-C system the temperature gradient within the sample body would be as
large as ~220-270 °C by SPS. This is higher than experimentally measured by Huang et. al.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
[19]. They measured the temperatures for WC-Co system in PECS (Pulsed Electric Current
Sintering) on the normal position (on the outer surface of the die) and through the upper
punch very close to the centre of the sample. In that way they observed a maximal
temperature gradient of ~150 °C. They concluded that the solidification was solid state
sintering, even though they could see similar morphology changes on the WC grains as
observed in liquid phase sintering (from spherical grains to faceted) [19]. Finally, the
temperature distributions by SPS inside the WC-Co body were modelled by Liu et. al. [24].
They noted that the Co layers on WC grains experience higher temperatures and in that way
localized WC-Co contact areas might reach the eutectic temperature. This would indicate that
even at lower measured sintering temperatures there might be a thin liquid phase present on
the grain boundaries that assists the densification. [20]. The difficulty to ascribe the
densification to either a liquid or a solid state sintering mechanism illustrates very well the
problematic of temperature measurements in the SPS technique. The solid state sintering of
WC-Co gives some inhomogenity in the microstructure. This inhomogenity depends also on
the scale factor between cobalt and WC particles. If the WC particle size is much smaller than
Co size the inhomogenity increases. At the same time it seems also that the solid state
sintering in SPS makes the grain size distribution narrower and in that way improves the
properties [21].
3.2 The effect of SPS to the grain size
The pronounced effect of SPS is the ability to control the grain growth as well to keep the
grain size close to the original particle size. This has not been proven to be the case for
cemented carbides. When sintered at 1000 °C the initial particle size of 100 nm was increased
to 300 nm [16]. Further increase of the sintering temperature to 1100 °C increased the final
grain size to 550 nm. The latter grain size is similar to the sizes what can be achieved by
conventional sintering using grain growth inhibitors. Even though fine-grain structures of
cemented carbide can be achieved in SPS, it has not been succeeded to produce
microstructures consisting of grains less than 200 nm, i.e. to be truly WC nano-ceramics
(defined as materials with grain size less than 100 nm). Without grain growth inhibitors the
grain sizes varies from 200 nm to 800 nm depending on the initial powder and sintering
conditions. The finest microstructure for cemented carbide has been reported to be with an
average grain size of 275 nm when sintered at 1150 °C for 5 min under a pressure of 10 kN
[17]. However, with grain growth inhibitors present somewhat lower mean grain sizes (179
nm) can be achieved [21]).
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
In our own work at Stockholm University we have been able to sinter WC-Co (9-10w% Co)
cemented carbides at 1175°C to nearly full densities, 98-99.2 % of TD, under a pressure of 30
MPa within 3 min. holding time. Different amounts of Co were tested along with different
particle sizes. All of the powder mixtures were sintered at the same temperatures using
different WC grain sizes. Although the WC grain size varied from 20 nm to 1 micron, a big
difference were not seen in achieved densities. These results are similar to those achieved by
Zhao et. al. [22]. The sintered WC grains had faceted morphology with sizes varying from 0.4
µm to 0.8 µm proving that these results are in line with previous studies.
3.3 Effect of SPS on the material properties
When comparing the properties of tungsten carbide the transverse rupture strength (TRS) is
often given, it gives a combined mechanical property of cemented carbide. TRS depends on
hardness and fracture toughness when the porosity is negligible and microstructure has minor
affect [23] For commercial products, TRS can vary from 1100 MPa up to 4700 MPa
[24,25,26]. TRS is often considered by inverse relation with hardness but in fact it was shown
by Fang that the relationship is more complicated. At low hardness (below 1200 kg/mm2) the
TRS increases with hardness, while at higher hardness’s the TRS decreases. Unfortunately
their work did not reveal the behaviour at the higher hardness than 1500 kg/mm2. For the
reported results of cemented carbides sintered in SPS, the trend seems to be the same. The
reported values for SPS sintered WC-Co seems to follow the same tendency and they lie in
the range (1100 to 3100 MPa [27,28,29] ) for commercial values when considering the
hardness. There is some anomalous in the values but they were explained by the
inhomogenity in the microstructure and by the present of eta phases which decrease the
mechanical properties [27,28]. For the small amount of work published on TRS of SPS-ed
WC-Co it is hard to draw a conclusion if SPS improves the intrinsic properties or not.
The mean free path of Co would be increased if only solid state sintering was allowed by SPS
leading to less homogeneous grain distribution and experimental observations indicate
therefore some effects similar to a present liquid phase [30]. Another effect noticed in SPS
sintered cemented carbides is the dependency of the WC-Co particle size ratio. In
conventional sintering methods, when the Co particle size is kept constant, the initial particle
size of WC affects the sintering process. This was not observed in the case of SPS sintering.
The sintering behaviour was not affected by the WC particle size when the mean Co particle
size was equal or larger than WC particle size [22]. When the Co particle size was decreased

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
below that of the WC particle, the sintering process was affected due to the different path of
the current through the sample and more inhomogeneous local temperature distributions were
achieved [31].
3.4 The reaction sintering in SPS and new approaches to improve properties
In-situ reaction synthesis and sintering of WC-Co by SPS from starting W, C and Co elements
was found to be useful to increase the homogeneity of the dense cemented carbide [32,33].
Locci et. al. showed that the reaction proceeded through the formation of W2C and continued
to fully dense WC-Co with a Vickers micro-hardness of ~15 GPa and a fracture toughness of
12.5 MPam½ [33].
During SPS, the samples are exposed to a reducing atmosphere and an excess of carbon. The
problem with the use of graphite die has not been discussed much in the literature and would
be looked upon in more detail. It is most likely that the carbon might diffuse into the sintered
bodies and move the equilibrium of the WC-Co and thereby introduce small amounts of other
ternary carbide phases (eta phase) in the structure. Such phases are known to deteriorate the
properties of the WC-Co cemented carbide.
Addition of carbon nanotubes (CNTs) as a reinforcement agent to the WC-Co system was
studied during SPS [34]. With 0.3 wt% carbon nanotubes addition to a WC-7wt% Co matrix,
the hardness was 2450 kg/mm2 (HV30) and the fracture toughness was 14.0MPam1/2.
As mentioned above some other additives can be used together with the binder free WC in
order to improve both the sintering and the mechanical properties. One interesting additives
were oxides which have been used in order to improve the fracture toughness. El-
Eskandarany has prepared WC/MgO and WC/Al2O3 composites by high energy ball milling
and SPS. The hardness of such composites was decreased, but a high fracture toughness of 15
MPam½ was achieved [35,36]. Another promising oxide addition has shown to be ZrO2. WC
was sintered in SPS with 6 wt% of yttria stabilized zirconia and it showed comparable
hardness and fracture toughness values with WC-Co composite besides improvement of the
flexural strength [37,38].
4. Functionally Gradient Materials and coatings
4.1 Functionally graded tungsten carbide

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
The pure WC-Co cemented carbide can be very hard depending on the reduced amount of the
Co, as shown above. In order to improve the strength and life time of the tools, composition
gradient cemented carbides (also called functionally graded materials, FGMs) can be used.
These combine a hard wear-resistant surface (enriched on WC) with a tough and strong bulk
consisting of cemented carbide with higher amount of Co. If the FGM is densified by
conventional methods there is a risk of Co homogenization between the layers, which is
destroying the advantages of the FGM structure. Thus, the problem is the fast migration of Co
liquid phase over the composition interface during the liquid phase sintering. The problem
might partly be solved by using different grain sizes of WC-Co particles as well as using
different carbon contents between layers [39]. But anyhow a precise control of sintering
condition is required to shorten the holding time at the high sintering temperature.
The advantage of SPS is that the FGM can be sintered either in the solid state or with very
short holding times at the liquid phase sintering temperatures. In this way, the diffusion of Co
can be greatly restricted, which was shown by Tokita et. al. [40]. They prepared large 4-layers
FGM (100 mm x 100 mm x 40 mm) with satisfactory properties and minimal residual stresses
between the layers.
4.2 Laminates and thin films
Laminated WC-Co tools have been also prepared by SPS using a low fraction of Co in the
outer shell in order to improve the wear properties. The laminate outer structure was
introduced by a tape casted foil which was successfully combined with the bulk powder. The
low temperature solid state sintering gave an uneven distribution of Co content in the outer
layer. Nevertheless, tested as metal cutting tools the performance was similarly as using a
conventionally fabricated monolithic tool [30].
Cemented carbide coatings for metal tools are often produced by plasma spraying. The high
temperatures required for this process often result in a deficiency of carbon in the sprayed
WC-Co coating and formation of phases like W2C with poorer wear resistance than WC. To
simulate the process in a better controlled experiment, the reducing atmosphere and graphite
die in SPS was utilized to prepare graphite deficiency of WC-Co samples. It was found that
the stoichiometric WC could be restored by the reaction with W, i.e. by the phase
transformation of W2C back to WC. The method was limited to coatings thinner than 10 µm
[41].

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
4.3 WC-Co and diamond
Another possibility to produce even harder cutting tools is to combine cemented carbide with
a diamond composite layer at the top. A problem arises from the instability of diamond. For
example, it burns in air even at 700°C and must be kept in reducing atmosphere. However, at
the very high temperatures needed for sintering, despite the use of reducing atmosphere,
diamond experiences graphitization starting at the surface of the crystals. Thus, also in the
reducing atmospheres of all conventional sintering methods this is a great problem. In an
attempt to prevent the graphitization, diamond has been pre-coated with metallic W, Ni, Cr or
SiC [42,43,44]. Although these materials were composites and not FGMs, it indicates that it
should be possible to prepare a laminates with diamond by SPS on a surface of cemented
carbide. This has been done in our laboratory at Stockholm University with a diamond (4%)
laminate on the top of WC-10w% Co as shown in Figure 2. The sintering condition for the
laminate was 1250°C for 3 min using a pressure of 75 MPa applied at the sintering
temperature. This low sintering temperature and short sintering time prevented the
graphitization of diamond which kept its crystal shape and resulted in a very hard surface
structure.
4.4 WC-Co and steel functionally graded materials
FGMs has not only been prepared with WC-Co but even using other metallic materials such
as Mo, Cu and steel [8,45,46]. Steel is important due to its wide use in many applications.
Thus it is of importance to join cemented carbide towards steel. For instance, the cutting teeth
to a steel backing in wood machining or a drill button onto a steel shaft for drilling etc. Steel
will allow the weldability of cemented carbides. Therefore, studies have been made to reveal
the thermal stability and the reaction products of tungsten carbide and steel [47,48 ]. The
reactions between WC and WC-Co towards steel were investigated by consolidation in SPS at
1100 °C, pressure of 60 MPa and holding time of 5 min. They showed that in the WC-steel
and WC-Co-steel systems there appear phases like W3Fe3C and W4Co2C, respectively [48].
These types of ternary carbides are detrimental for the mechanical properties.
Tsuda et. al have prepared a component for oil drilling tool in SPS where a FGM of WC-Co is
sintered onto a steel substrate [49]. The cemented carbide FGM had a surface layer with 25 %
Co and the core has 40% Co. It was sintered at 1000°C using pressure of 50 MPa and a
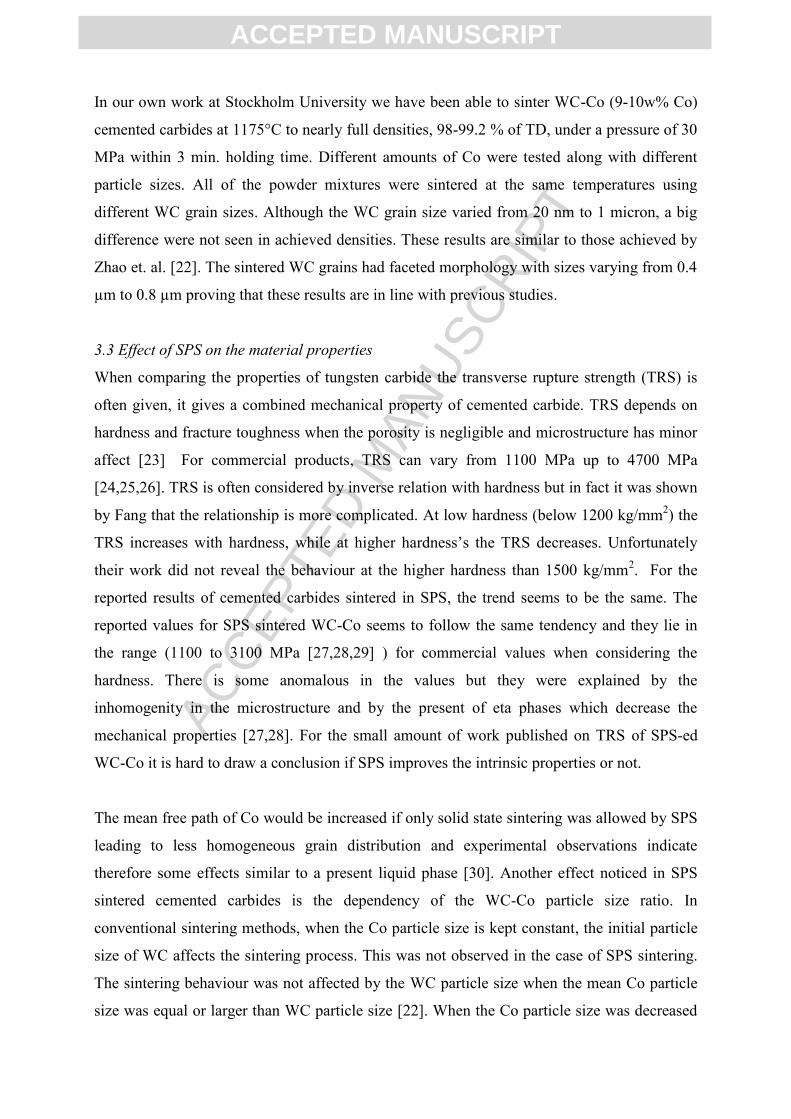
holding time of 20 min. The work with WC-Co and steel started in our laboratory at
Stockholm University in 2005 with successful results. The micrograph of a lamination of

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
WC-Co on a steel is shown in Figure 3. It is visible that the cohesion between the layers is
nice without any cracks and without any reaction zone. The FGM with a steel base with
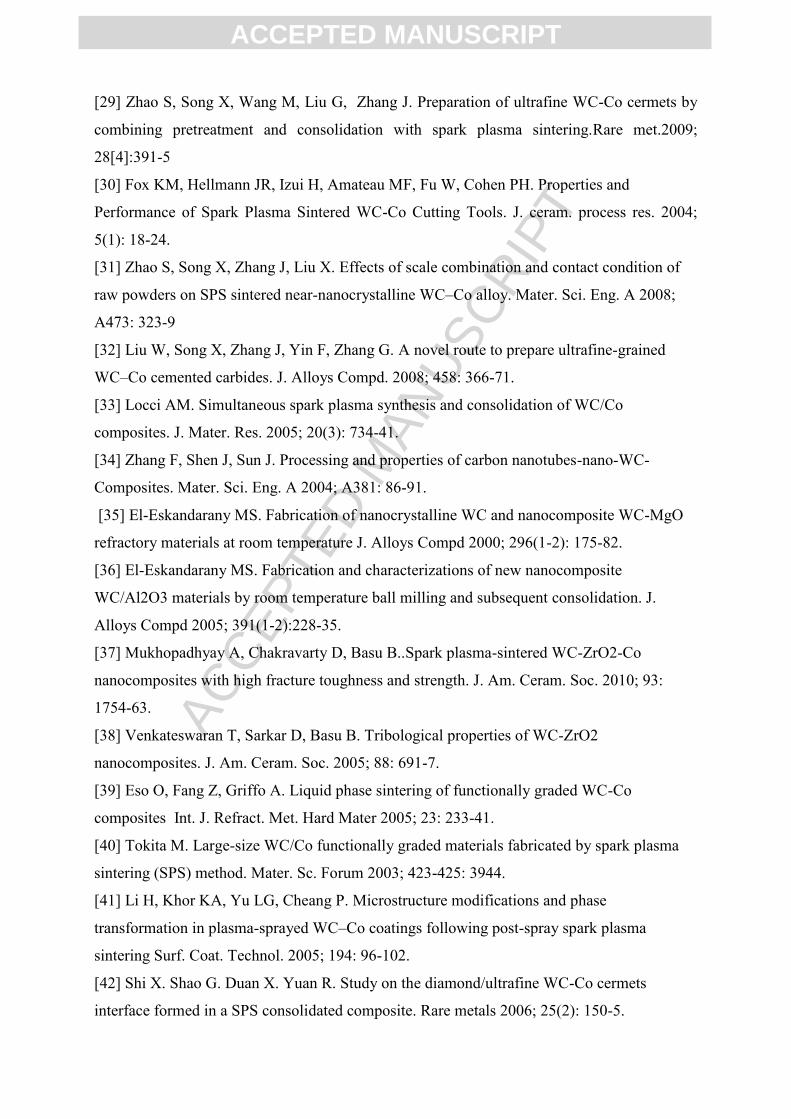
increasing content of WC-Co has also been prepared with SPS by Diamorph AB [50].
Different designs with different geometries and different number of layers are possible. One
version has 4 intermediate graded layers and a bulk density of about 95%, see Figure 4.
5. Industrial manufacturing
Although sintering of cemented carbide by SPS is more than 80 years old, details of its
application in industry are scarce. The major benefits of using SPS are the ability to keep a
fine-grained microstructure, to lowering the sintering temperature as well as to shortening the
sintering time.
In SPS, like in HP, the powders are directly sintered in the die where the shape of the parts
can be directly adopted. This is an advantage compared with conventional PLS where dry-
pressing aids (paraffin wax/polyethylene glycol) are needed in making green parts of desired
shape and a pre-sintering step for removal of these organic additives. However, in PLS more
complex shapes can be achieved by machining of green parts before final sintering.
The drawbacks of the SPS technique are the inability for low-cost mass production. The
demand for production has increased the complexity of the machines and they can be
equipped with separate heating and cooling chambers in order to decrease the time needed in
SPS cycles. The time is shortened also when the loading and unloading can be made with
robots as well the die filling prior the loading [51,52]. Another limiting factor for production
is the same as in conventional HP; the limited number of shapes which can be prepared. Even
though more complex shapes are already prepared and investigated, the heating arrangement
in SPS makes the temperature distribution in the sample complicated. In some extent, the
temperature gradient can be decreased by using an additional heating element located around
the die [53].At the moment, the use of optimized sintering process and die design makes it
possible to sinter very large components up to 30 cm diameter with homogeneous temperature
distribution during sintering [54]. The productivity can also be improved by die design and
use of multiple processing tools. The die can be designed such away that several samples can
be sintered simultaneously. For example six similar components can be sintered using one die
[52].

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Manufacturers offer an increased productivity by using a two chamber or even four chamber
solutions. A production line of Fuji Electronic Industrial Co, Ltd is presented in Figure 5. It is
a tunnel type of sintering line where the sintering unit is combined with pre-evacuation and
pre-heating chambers as well as several cooling chambers after sintering.
One commercially available product produced in SPS/FAST is pure WC-plates for sputtering
targets. The plates are produced in a unit using high temperatures (2100°C) and a sintering
cycle of ~30 min, Figure 6a. Both circlular and square shapes are produced in a process using
a two chamber solution with separate cooling chamber. This solution has decreased the
sintering time from 85 min to ~30 min [53]. Pure WC parts produced in SPS is also offered
for pressing moulds for aspheric glass lenses, shown in the Figure 6b.
In general, it is hard to find information about industrial products with WC-Co and FGMs
produced by SPS. There are some patents using SPS for sintering WC-Co/ WC FGMs [45,
55-57]. In the literature, a very promising industrial product seems to be parts for oil drilling
tools where FGM with different amounts of Co in WC are sintered on a bulk steel substrate by
SPS. These parts showed longer life time and better wear resistance than conventionally
manufactured parts [49,57].
Further information of the industrial production seems to be hard to find. SPS/FAST
equipment manufacturers give more examples of possible industrial production in their
homepages, but no further information of specific companies or sintering details are given. It
is clear that the industrialization of SPS/FAST is an on-going process which is also indicated
by the fact that there are new actors in the market who offer the SPS/FAST units in different
sizes and purposes.
Acknowledgments
We would like to thank Thommy Ekström for valuable comments and also FCT systeme
GMbH and Fuji Electronic Industries Ltd for providing the help with the Figures.
References
[1] Maizza G, Grasso S, Sakka Y, Noda T, Ohashi . Relation between microstructure,
properties and spark plasma sintering (SPS) parameters of pure ultrafine WC powder. Sci.
Tech. Adv. Mater 2007; 8: 644-54.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
[2] Hoyt SL. Improvements in or relating to hard metal compositions and methods of making
the same. GB patent 1927; GB 288521 (A)
[3] Gilson EG. Improvements in and relating to hard metal compositions. GB patent 1927;
GB 289477 (A).
[4] Anselmi-Tamburinia U, Gennarib S, Garaya JE, Munir ZA. A fundamental investigations
on the spark plasma sintering/synthesis process II. Modeling of current and temperature
distributions. Mater. Sci. Eng., A 2005; A394: 139–48.
[5] Vanmeensel K, Laptev A, Van der Biest O, Vleugels J. Field assisted sintering of electro-
conductive ZrO2-based composites. J. Eur. Ceram. Soc. 2006; 27, 2-3: 979-85.
[6] McWilliams B, Zavaliangos A, Cho KC, Dowding RJ. The modeling of electric-current-
assisted sintering to produce bulk nanocrystalline tungsten, JOM 2006; 58 [4]: 67-71.
[7] Peng H, Shen Z, Nygren M. Formation of in-situ reinforced microstructures in a-Sialon
ceramics: Part III. Static and dynamic ripening. J. Mater. Res. 2004; 19(8): 2402-09.
[8] Omori M, Kakita T, Okubo A, Hirai T. Preparation of a WC/Mo functionally grade
materials. J. Jpn. I. Met. 1998; 62 11: 986-91.
[9] Cha SI, Hong SH. Microstructures of binderless tungsten carbides sintered by spark
plasma sintering process. Mater. Sci. Eng. A 2003; A356:381-9.
[10] Kim HC, Shon IJ, Garay JE, Munir ZA. Consolidation and properties of binderless sub-
micron tungsten carbide by field-activated sintering. Int. J. Refract. Met. Hard Mater. 2004;
22(6): 257-64.
[11] Grasso S, Sakka Y, Maizza G, Hu C. Pressure effect on the homogenity of spark plasma-
sintered tungsten varbide powder. J. Am. Ceram. Soc. 2009; 92[10]: 2415-21.
[12] Huang B, Chen LD, Bai SQ. Bulk ultrafine binderless WC prepared by spark plasma
sintering. Scripta Mater. 2006; 54: 441–5
[13] Shon IJ, Kim BR, Doh JM, Yoon JK,Woo KD. Properties of nanostructured tungsten
carbide and their rapid consolidation by pulsed current activated sintering. Phys. scripta 2010;
T139: 014043-6.
[14] Mannesson K, Jeppsson J, Borgenstam A, Ågren J. Carbide grain growth in cemented
carbides. Acta Maer. 2011; 59(5); 1912-23.
[15] Pankaj KM, Mizgalski KP, Santhanam AT. Recent advances in tungsten-based
hardmetals. Int. J. Powder Metall. Powder Technol. 2007; 43(2): 33-40.
[16] Cha SI, Hong SH, Kim BK. Spark plasma sintering behavior of nanocrystalline WC–
10Co cemented carbide powders. Mat. Sci. Eng. A 2003; A351(1-2): 31-8.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
[17] Xingqing W, Yinfang X, Hailiang G, Van der Biest O, Vleugels J. Sintering of WC-Co
Powder with Nanocrystalline WC by Spark Plasma Sintering. Rare Met. 2006; 25(3): 246-53
[18] Sivaprahasam D, Chandrasekar SB, Sundaresan R. Microstructure and mechanical
properties of nanocrystalline WC-12Co consolidated by spark plasma sintering. Int. J. Refract.
Met. Hard Mater. 2007; 25: 144-52.
[19] Huang SG, Vanmeensel K, Li L, Van der Biest O, Vleugels J. Tailored sintering of VC-
doped WC-Co cemented carbides by pulsed electric current sintering. Int. J. Refract. Met.
Hard Mater 2008; 26: 256–62.
[20] Liu X, Song X, Zhang J, Zhao S. Temperature distribution and neck formation of WC–
Co combined particles during spark plasma sintering. Mater. Sci. Eng., A 2008; A488: 1-7.
[21] Huang SG, Li L, Vanmeensel K, Van der Biest O, VleugelsJ. VC, Cr3C2 and NbC
doped WC–Co cemented carbides prepared by pulsed electric current sintering. Int. J. Refract.
Met. Hard Mater 2007; 25: 417-22
[22] Zhao S, Song X, Wei C, Zhang L, Liu X, Zhang J. Effects of WC particle size on
densification and properties of spark plasma sintered WC-Co cermet. Int. J. Refract. Met.
Hard Mater 2009; 27: 1014-8
[23] Fang ZZ. Correlation of transverse rupture strength of WC–Co with hardness, Int. J.
Refract. Met. Hard Mater 2005; 23[2]: 119-127
[24] Upadhyaya GS. Mechanical Behavior of Cemented Carbides in Cemented tungsten
carbides, Production, Properties, and Testing. 1998 Noyes publications; P Westwood, New
Jersey, U.S.A.:193-226 Book: Cemented tungsten carbides: production, properties, and testing
[25] Homepage of WES hard metal engineering.
http://www.wesltd.com/divisions/hardmetal/html/TungstenCarbideGrades.html (accessed Feb
15 the 2012)
[26] Homepage of Howard alloy. http://www.howardalloy.com/index.php/tungsten-wear-parts
(accessed Feb 15th 2012)
[27] Zhao S, Song X, Wei C, Zhang L, Liu X, Zhang J. Effects of WC particle size on
densification and properties of spark plasma sintered WC–Co cermet. Int. J. Refract. Met.
Hard Mater 2009; 27: 1014-8[28] X.L. Shi XL, Shao GQ, Duan XL, Yuan RZH, Lin HH.
Mechanical properties, phases and microstructure of ultrafine hardmetals
prepared by WC–6.29Co nanocrystalline composite powder. Mater. Sci. Eng., A 2005; 392:
335-9
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
[29] Zhao S, Song X, Wang M, Liu G, Zhang J. Preparation of ultrafine WC-Co cermets by
combining pretreatment and consolidation with spark plasma sintering.Rare met.2009;
28[4]:391-5
[30] Fox KM, Hellmann JR, Izui H, Amateau MF, Fu W, Cohen PH. Properties and
Performance of Spark Plasma Sintered WC-Co Cutting Tools. J. ceram. process res. 2004;
5(1): 18-24.
[31] Zhao S, Song X, Zhang J, Liu X. Effects of scale combination and contact condition of
raw powders on SPS sintered near-nanocrystalline WC–Co alloy. Mater. Sci. Eng. A 2008;
A473: 323-9
[32] Liu W, Song X, Zhang J, Yin F, Zhang G. A novel route to prepare ultrafine-grained
WC–Co cemented carbides. J. Alloys Compd. 2008; 458: 366-71.
[33] Locci AM. Simultaneous spark plasma synthesis and consolidation of WC/Co
composites. J. Mater. Res. 2005; 20(3): 734-41.
[34] Zhang F, Shen J, Sun J. Processing and properties of carbon nanotubes-nano-WC-
Composites. Mater. Sci. Eng. A 2004; A381: 86-91.
[35] El-Eskandarany MS. Fabrication of nanocrystalline WC and nanocomposite WC-MgO
refractory materials at room temperature J. Alloys Compd 2000; 296(1-2): 175-82.
[36] El-Eskandarany MS. Fabrication and characterizations of new nanocomposite
WC/Al2O3 materials by room temperature ball milling and subsequent consolidation. J.
Alloys Compd 2005; 391(1-2):228-35.
[37] Mukhopadhyay A, Chakravarty D, Basu B..Spark plasma-sintered WC-ZrO2-Co
nanocomposites with high fracture toughness and strength. J. Am. Ceram. Soc. 2010; 93:
1754-63.
[38] Venkateswaran T, Sarkar D, Basu B. Tribological properties of WC-ZrO2
nanocomposites. J. Am. Ceram. Soc. 2005; 88: 691-7.
[39] Eso O, Fang Z, Griffo A. Liquid phase sintering of functionally graded WC-Co
composites Int. J. Refract. Met. Hard Mater 2005; 23: 233-41.
[40] Tokita M. Large-size WC/Co functionally graded materials fabricated by spark plasma
sintering (SPS) method. Mater. Sc. Forum 2003; 423-425: 3944.
[41] Li H, Khor KA, Yu LG, Cheang P. Microstructure modifications and phase
transformation in plasma-sprayed WC–Co coatings following post-spray spark plasma
sintering Surf. Coat. Technol. 2005; 194: 96-102.
[42] Shi X. Shao G. Duan X. Yuan R. Study on the diamond/ultrafine WC-Co cermets
interface formed in a SPS consolidated composite. Rare metals 2006; 25(2): 150-5.

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
[43] Moriguchi H, Tsuduki K, Ikegaya A, Miyamoto Y, Morisada Y. Sintering behavior and
properties of diamond/cemented carbides. Int. J.Refract. Met. Hard Mater. 2007; 25: 237–43.
[44] Agrawal D, Breval E, Cheng J, Gigl P, Roy R. Graded steel-tungsten carbide/cobalt-
diamond systems using microwave heating. In: Ford RG, Hershberger R, editors. Proc. of
2002 Inter. Conf. on functionally graded materials, technology leveraged applications. May 6-
7, Denver, Colorado US. MPIF Publ. 2002, 50-58.
[45] Kouichi Nakano, JP patent 1996; JP10156605A.
[46] Dobrzañski LA, Kloc-Ptaszna A, Matula G. Gradient tool WC/HS6-5-2 materials
produced using the powder metallurgy method. Archives Mater. Sc. Eng. 2008; 31(1): 9-12.
[47] Lou D, Hellman J, Luhulima D, Liimatainen J, Lindroos VK. Interactions between
tungsten carbide (WC) particulates and metal matrix in WC-reinforced composites. Mater.
Sci. Eng. A 2003; A340: 155-62.
[48] Machado IF, Girardini L, Lonardelli L, Molinari A. The study of ternary carbides
formation during SPS consolidation process in the WC-Co-steel system. Int. J.Refract. Met.
Hard Mater. 2009; 27: 883-91.
[49] Tsuda K, Ikegaya A, Miyagawa T, Suehiro Y. J. Jpn. Soc. Powder Metall. 2000; 47(5):
564-8.
[50] Radwan M. Patent pending 2011, Swedish patent application 1150254-9
[51] SPS Syntex homepage. http://www.scm-sps.com/e_htm/products_e_htm/product_e.htm
(accessed Aug 5, 2011).
[52] FCT systeme GmbH homepage. http://www.fct-
systeme.de/en/content/Spark_Plasma_Sintertechnologie/~nm.19~nc.40/SPS-Technology.html
(accessed Aug 5, 2011).
[53] Kessel HU, Hennicke J, Kessel T. Short-time sintering for cost-efficient production and
material development. Ceramic foundation international -Berichte der Deutsche Keramische
Gesellschaft 2010; 87(10): E23-6.
[54] Kessel HU. Sintered materials on the way to production by means of modern SPS
technologies. . Ceramic foundation international -Berichte der Deutsche Keramische
Gesellschaft 2009; 86(10): E145-52.
[55] Shuichi S. JP patent 2004; JP2006118033A.
[56] Tsuda K, Mori N, Moriguchi H. Insert chip of oil-drilling tricone bit, manufacturing
method thereof and oil-drilling tricone bit. United states patent application publication 2003;
US2003/051924 A1.
[57] Ikgaya A, Tsuda K. Drilling stabilizer. US patent 2001; US 6,202,769 B1

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Figure Captions
Figure 1. Schematic illustration of the SPS configuration.
Figure 2. SEM micrographs showing a diamond laminate on top of a WC-Co substrate
sintered by SPS. Sharp diamonds can be seen illustrating that no degenerative graphitization
has taken place.
Figure 3. WC-Co laminate on the steel substrate sintered in SPS.
Figure 4 WC-Co –Steel FGM produced by Diamorph with four intermediate layers and the
bulk density of 95 %. Courtesy of Diamorph AB.
Figure 5. Example to show a SPS unit equipped with pre-heating and cooling stages. Courtesy
of Fuji Electronic Industries Ltd.
Figure 6: a) Pure WC sputtering targets (courtesy of FCT systeme GMbH. b) Pure WC parts
for the aspheric glass lens mould. (Courtesy of Fuji Electronic Industries Ltd).

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Figures
Figure 1
Figure 2
ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Figure 3
Figure 4

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Figure 5
Figure 6

ACC
EPTE
D M
ANU
SCR
IPT
ACCEPTED MANUSCRIPT
Highlights The short review of spark plasma sintering of binder free WC, WC-Co and functionally
graded cemented carbides.
Some industrial applications of WC-Co / WC / FGM sintered in SPS
Industrial production in SPS





![wc EME žäC&ff DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 ... · DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 wc (DÎIÉ] 167 wc 9155} 7—Jb wc -k ;knlc 220km 61 km 55B R 167 45](https://static.fdocuments.net/doc/165x107/5f097c067e708231d4270c2d/wc-eme-cff-daiou-illust-map-77-wc-wc-wc-y5-260-260-daiou-illust.jpg)












