QW-482 WELDING PROCEDURE SPECIFICATION...
6
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: By: Welding Procedure Specification No.: JTT-24-CVN Revision No. 0 November 5, 2010 Supporting PQR No.(s) JTT-24-PQR (CVN) Revision No. 0 Date: November 2, 2010 Welding Process(es) Type(s) (Automatic, Manual, Machine, or Semi-Auto.) JOINTS (QW-402) Details Joint Design Backing (Yes) (No) N/A Backing Material (Type) (Refer to both backing and retainers.) X Metal Nonfusing Metal Fillet weld Nonmetallic Other See Project Specifications Charpy Toughness testing required Sketches, Production Drawings, Weld Symbols or Written Description Should show the general arrangement of the parts to be welded. Where applicable, the root spacing and the setails of weld groove may be specified. (At the option of the Mfgr., sketches may be attached to illustrate joint design, weld layers and bead sequence, e.g. for notch toughness proce- dures, for multiple process procedures, etc.) * BASE METALS (QW-403) Thickness Range: Base Metal: Groove Fillet Pipe Dia. Range: Groove Fillet * FILLER METALS (QW-404) Spec. No. (SFA) AWS No. (Class) F-No. A-No. Size of Filler Metals Weld Metal Thickness Range: Groove Fillet Electrode - Flux (Class) Flux Trade Name Consumable Insert Other *Each base metal - filler metal combination should be recorded individually. 1060 Hensley Street, Richmond, CA 94801 tel: 510-233-2500 fax: 510-233-2901 www.jtthorpe.com 5.11 Fillet YES Material of Joint All sizes ENiCrFe-3 (INCO 182) J.T. Thorpe & Son, Inc. J. Jacob Dupree, P.E., Q.C. Manager SMAW Manual All sizes Specification Type, Grade and Mechanical Properties: SA-387-11 Class 1, heat treated at 2 hour minimum to 1, 250°F, Charpy Impact tested with impact energy greater than 15 ft-lbs at 0°F to Specification Type and Grade and mechanical properties: 304H Austenitic Stainless Steel N/A N/A N/A 43 3/32", 1/8" Any size fillet weld N/A
Transcript of QW-482 WELDING PROCEDURE SPECIFICATION...

QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
Company Name: By:
Welding Procedure Specification No.: JTT-24-CVN Revision No. 0 November 5, 2010
Supporting PQR No.(s) JTT-24-PQR (CVN) Revision No. 0 Date: November 2, 2010
Welding Process(es) Type(s)
(Automatic, Manual, Machine, or Semi-Auto.)
JOINTS (QW-402) Details
Joint Design
Backing (Yes) (No) N/A
Backing Material (Type)
(Refer to both backing and retainers.)
X Metal Nonfusing Metal
Fillet weld
Nonmetallic Other See Project Specifications
Charpy Toughness testing required
Sketches, Production Drawings, Weld Symbols or Written Description
Should show the general arrangement of the parts to be welded. Where
applicable, the root spacing and the setails of weld groove may be
specified.
(At the option of the Mfgr., sketches may be attached to illustrate joint
design, weld layers and bead sequence, e.g. for notch toughness proce-
dures, for multiple process procedures, etc.)
* BASE METALS (QW-403)
Thickness Range:
Base Metal: Groove Fillet
Pipe Dia. Range: Groove Fillet
* FILLER METALS (QW-404)
Spec. No. (SFA)
AWS No. (Class)
F-No.
A-No.
Size of Filler Metals
Weld Metal
Thickness Range:
Groove
Fillet
Electrode - Flux (Class)
Flux Trade Name
Consumable Insert
Other
*Each base metal - filler metal combination should be recorded individually.
1060 Hensley Street, Richmond, CA 94801
tel: 510-233-2500 fax: 510-233-2901
www.jtthorpe.com
5.11
Fillet
YES
Material of Joint
All sizes
ENiCrFe-3 (INCO 182)
J.T. Thorpe & Son, Inc. J. Jacob Dupree, P.E., Q.C. Manager
SMAW Manual
All sizes
Specification Type, Grade and
Mechanical Properties:
SA-387-11 Class 1, heat treated at 2 hour minimum to 1, 250°F, Charpy Impact tested
with impact energy greater than 15 ft-lbs at 0°F
to Specification Type and Grade and
mechanical properties:304H Austenitic Stainless Steel
N/A
N/A
N/A
43
3/32", 1/8"
Any size fillet weld
N/A

WPS No. JTT-24-CVN Rev. 0 November 5, 2010
POSITIONS POSTWELD HEAT TREATMENT (QW-407)
Position(s) of Groove Temperature Range
Welding Progression: Up Down Time Range
Position(s) of Fillet
GAS (QW-408) None
PREHEAT (QW-406) Percent Composition
Preheat Temp. Min. Gas(es) (Mixture) Flow Rate
Interpass Temp. Max.
Preheat Maintenance Shielding N/A N/A N/A
(Continuous or special heating where applicable should be recorded) Trailing N/A N/A N/A
Backing N/A N/A N/A
ELECTRICAL CHARACTERISTICS (QW-409)
Current AC or DC DC Polarity DCEP
Amps (Range) Volts (Range)
(Amps and volts range should be recorded for each electrode size,
position, and thickness, etc. This information may be listed in a tab-
ular form similar to that shown below.)
Tungsten Electrode Size and type
(Pure Tungsten, 2% Thoriated, etc.)
Mode of Metal Transfer for GMAW
(Spray arc, short circulating arc, etc.)
Arc Timing
TECHNIQUE (QW-410)
String or Weave Bead
Orifice or Gas Cup Size N/A
Initial and Interpass Cleaning (Brushing, Grinding, etc.) Grinding and Brushing
Method of Back Gouging N/A
Oscillation N/A
Contact Tube to Work Distance N/A
Multiple or Single Pass (per side)
Multiple or Single Electrodes
Travel Speed (Range)
Peening No peening
Note 1:
Other
(e.g., Remarks, Com-
Travel ments, Hot Wire
Weld Type Amp. Volt Speed Addition, Technique,
Layer(s) Process Class Dia. Polar. Range Range Range Torch Angle, Etc.)
SMAW
SMAW
www.jtthorpe.com
Filler Metal Current
1060 Hensley Street, Richmond, CA 94801
tel: 510-233-2500 fax: 510-233-2901
ALL
String or weave
Single
Single
1 to 8 inches per minute (maximum heat input = 24,480 J/minute)
X
N/A (Single pass only)
350°F (see Note 1)
continuous (see Note 1)
N/A
N/A
N/A
1 to 8 ipm
1 to 8 ipm
Preheat SA-387-11 Cl.1 base metal. Heat welded joint to 600°F after welding.
Immediately after heating to 600°F, wrap joint with ceramic fiber 6 inches minimum around
40 - 150 20 - 30
weld joint and allow to cool while wrapped with ceramic fiber.
65 - 150DCEP
40 - 90 20 - 27
20 - 27ENiCrFe-3
ENiCrFe-3 3/32"
1/8"
See Note 1
See Note 1
See Note 1
QW-482 (Back)
DCEP
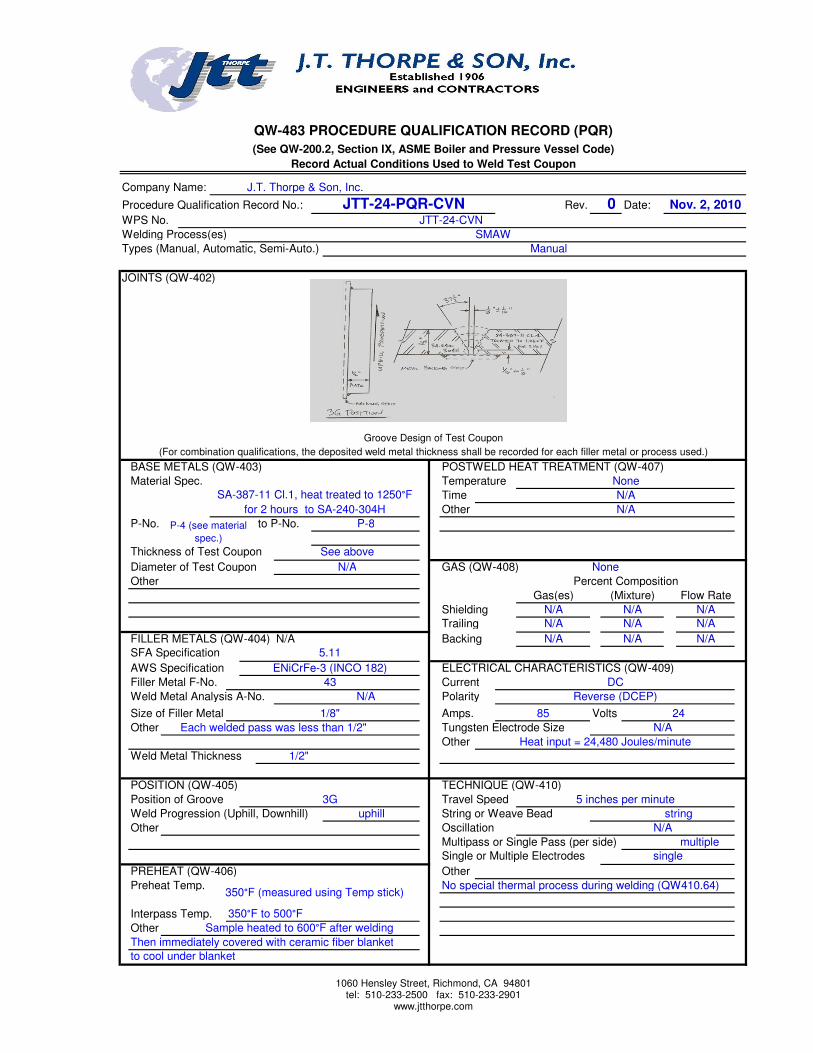
QW-483 PROCEDURE QUALIFICATION RECORD (PQR)
(See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)
Record Actual Conditions Used to Weld Test Coupon
Company Name: J.T. Thorpe & Son, Inc.
Procedure Qualification Record No.: JTT-24-PQR-CVN Rev. 0 Date:
WPS No. JTT-24-CVN
Welding Process(es) SMAW
Types (Manual, Automatic, Semi-Auto.) Manual
JOINTS (QW-402)
Groove Design of Test Coupon
(For combination qualifications, the deposited weld metal thickness shall be recorded for each filler metal or process used.)
BASE METALS (QW-403) POSTWELD HEAT TREATMENT (QW-407)
Material Spec. Temperature None
Time N/A
Other N/A
P-No. to P-No. P-8
Thickness of Test Coupon See above
Diameter of Test Coupon N/A GAS (QW-408) None
Other Percent Composition
Gas(es) (Mixture) Flow Rate
Shielding N/A N/A N/A
Trailing N/A N/A N/A
FILLER METALS (QW-404) N/A Backing N/A N/A N/A
SFA Specification 5.11
AWS Specification ENiCrFe-3 (INCO 182) ELECTRICAL CHARACTERISTICS (QW-409)
Filler Metal F-No. Current DC
Weld Metal Analysis A-No. N/A Polarity Reverse (DCEP)
Size of Filler Metal 1/8" Amps. Volts 24
Other Each welded pass was less than 1/2" Tungsten Electrode Size N/A
Other Heat input = 24,480 Joules/minute
Weld Metal Thickness 1/2"
POSITION (QW-405) TECHNIQUE (QW-410)
Position of Groove 3G Travel Speed
Weld Progression (Uphill, Downhill) uphill String or Weave Bead string
Other Oscillation N/A
Multipass or Single Pass (per side) multiple
Single or Multiple Electrodes single
PREHEAT (QW-406) Other
Preheat Temp. No special thermal process during welding (QW410.64)
Interpass Temp. 350°F to 500°F
Other Sample heated to 600°F after welding
Then immediately covered with ceramic fiber blanket
to cool under blanket
1060 Hensley Street, Richmond, CA 94801tel: 510-233-2500 fax: 510-233-2901
www.jtthorpe.com
Nov. 2, 2010
43
SA-387-11 Cl.1, heat treated to 1250°F
for 2 hours to SA-240-304H
P-4 (see material
spec.)
350°F (measured using Temp stick)
5 inches per minute
85