
QFP TQ14 Wire Proximity/ Damaged Wire Reduction Team · QFP TQ14 –Wire Proximity/ Damaged Wire...
141
QFP TQ14 – Wire Proximity/ Damaged Wire Reduction Team SELAMAT DATANG KE NATIONAL CONVENTION ON TEAM EXCELLENCE 2016 1
Transcript of QFP TQ14 Wire Proximity/ Damaged Wire Reduction Team · QFP TQ14 –Wire Proximity/ Damaged Wire...

QFP TQ14 – Wire Proximity/
Damaged Wire Reduction Team
SELAMAT DATANG
KE
NATIONAL CONVENTION
ON
TEAM EXCELLENCE
2016
1

“A Breakthrough In Quality And Productivity Improvement”
Motto : 'Do The Best And Be The Best'2

Carta Organisasi Kumpulan JumpStart
Ayob Pimin
Team Leader
Technical Specialist
Pengalaman
21 tahun
Punita
WB Line Leader
Pengalaman
3 tahun
Noor Amalina
WB Operator
Pengalaman
3 tahun
Yahaya
WB
Technical Specialist
Pengalaman
23 tahun
Ahli Kumpulan
Zabiha
Engineering
Pengalaman
20 tahun
Nor Syazrina
WB Operator
Pengalaman
3 tahun
BY Chew
QFP Operation
Manager
TP Lim
Sponsor
Operation
Director
PM Nathan
Facilitator
Senior Engineer
CI.1
3

JumpStart Achievements
Kumpulan Jumpstart telah menjadi Juara keseluruhan pada Pertandingan ST- ICC konvensyen pada 2015
Gold Award At Mini Konvensyen Team Excellence Wilayah Selatan On 5-April 2016
Gold Award Convention Team ExcellenceWilayah Selatan On 15-August 2016
CI.1
4

Jumpstart Awards & Recognition
Overall champion at ST- ICC Convention pada 2015
Gold Award At Mini Convention Team
Excellence Wilayah Selatan
pada Melaka on5th April 2016
Gold Award At Convention
Team ExcellenceWilayah Selatan on
16th Aug 2016
JULY 2015 5-April 2016 15-August 2016
CI.1
5
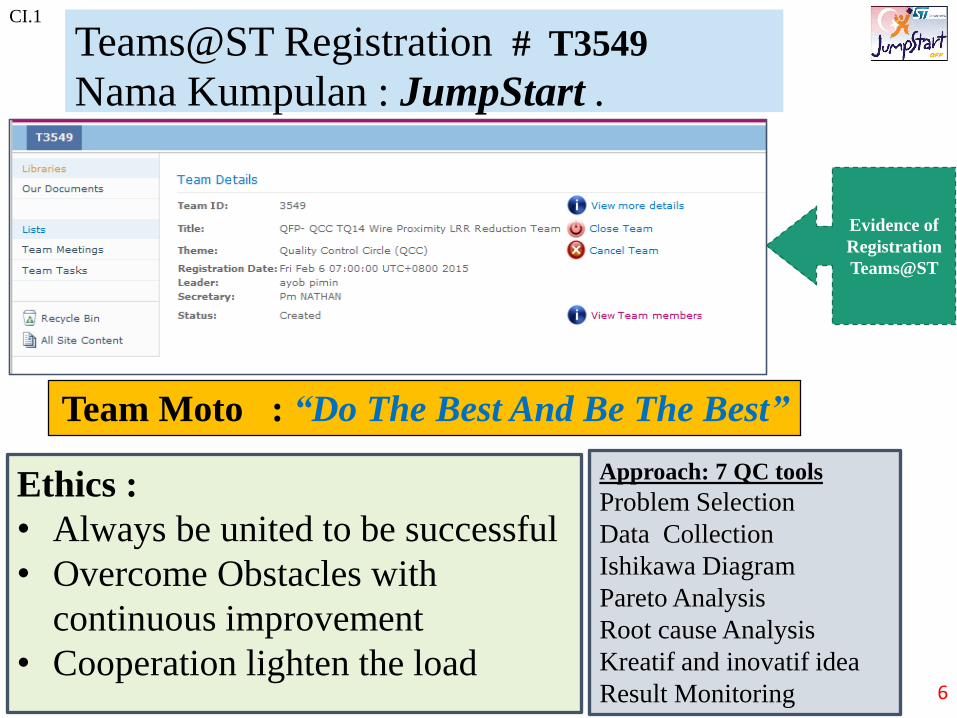
Teams@ST Registration # T3549
Nama Kumpulan : JumpStart .
Approach: 7 QC tools
Problem Selection
Data Collection
Ishikawa Diagram
Pareto Analysis
Root cause Analysis
Kreatif and inovatif idea
Result Monitoring
Ethics :
• Always be united to be successful
• Overcome Obstacles with
continuous improvement
• Cooperation lighten the load
Team Moto : “Do The Best And Be The Best”
Evidence of
Registration
Teams@ST
CI.1
6

• ST Is The Name OF Company
• Our Corporate Is Colour Blue
• Red Represent Active and Fast .
• Gold Colour Symbolize
“DO THE BEST AND BE THE BEST”
• Johor Flag represent where ST Operates ,
ST is located in Tangkak, across the river
is Muar Town which is a Royal Town .
• Jumpstart Is a ICC at QFP Department.
• Overall Logo Means Always Focus To
Produce Creative And Innovative Ideas to
Achieve
“ZERO DEFECT”
Logo
Meaning
CI.1
7

Introductory To ST-Microelectronic
Front-End
Back-End
Morocco
France(Crolles, Rousset, Tours)
Italy(Agrate, Catania)
Malaysia
Singapore
Philippines
China(Shenzhen)
Malta
ST is located in Muar ,Johor, Malaysia. It one of
largest the manufacturing site out of the other
13 sites around the world .
Introduction ST-Microelectronic Sdn Bhd
CI.1
8

ST MUAR PLANT71,403 sqm covered area
44,170 sqm manufacturing area
Capacity : Assy – 6 Mu/day
T&F – 7 Mu/day
Product Packages :
PSO
HiQUAD
PSSO
QFP
BGA
SOIC
QFN
CI.1
9

Muar Plant Layout : Operation by Block
F2PSO & HiQuad Test
J1SOIC, PDIP & QFN Test
J2QFP Test
M3PSSO Assy & Test
P1QFP Assy
H1Central Finishing
L1 & L2Plating
P2BGA Assy & Test
H2PSO10/1620/30/36 AssyHiQuad Assy
F1PDIP & Battery Attach AssyThermalcycleQFN Test
Jumpstart In P1 QFP ASSY
CI.1
10

Production Space For QFP Department 6540 Square Meter
Daily Capacity And Run Rate Of 2.0 Million Units
Number Of Machines: 963
Manager: 3 People
Supervisor: 12 People
Engineer: 30 People
Operator Total: 620 People
Technicians: 145 People
MOUNTINGSAWDAPLASMAWBPLASMAMOLDPMC1ST CROP
VI
2ND CROP
RAWLINEINSPECTION
PACKING
CI.1
11

MUAR ORGANIZATION
APR 2016
GENERAL MANAGERCS TAN
SECRETARYZORA ALI
SUPPORT
PURCHASING
MARVIN TSAI
LOGISTICS
R. BASKARAN
WAREHOUSE
HAZAHAR HASSAN
CENTRALPACKAGE
ENGINEERING/ASSY ENGINEERING
OLIVIA NG
QUALITY/TECH
QUALITYASSURANCE
CY HOO
INDUSTRIALENGINEERING
SITI ELIAS
CENTRALTEST/FINISH
ENGINEERING D.S.HUH
• B/I Mgmt under DS Huh
I.C.T.
PETER ONG
FINANCE
C.L. SER
HUMANRESOURCESS. NAGINDER
G & A
ASSY
MANUFACTURING
TP LIM
T & F
MANUFACTURING
VICTOR TAN
OPERATIONS & PLANNING
EXECUTIVE VPFABIO GUALANDRIS
DEPUTY GMWS YOONG
EHS
SANTOS KRISHNANASSY EQUIPMENTENGINEERING
BS LEE
SECURITYVELAYUTHAM
TEST
ENGINEERING
KJ HAN
PLANNING
LOW SUAN
FACILITIES
MOHD ZAKI
CI.1
12
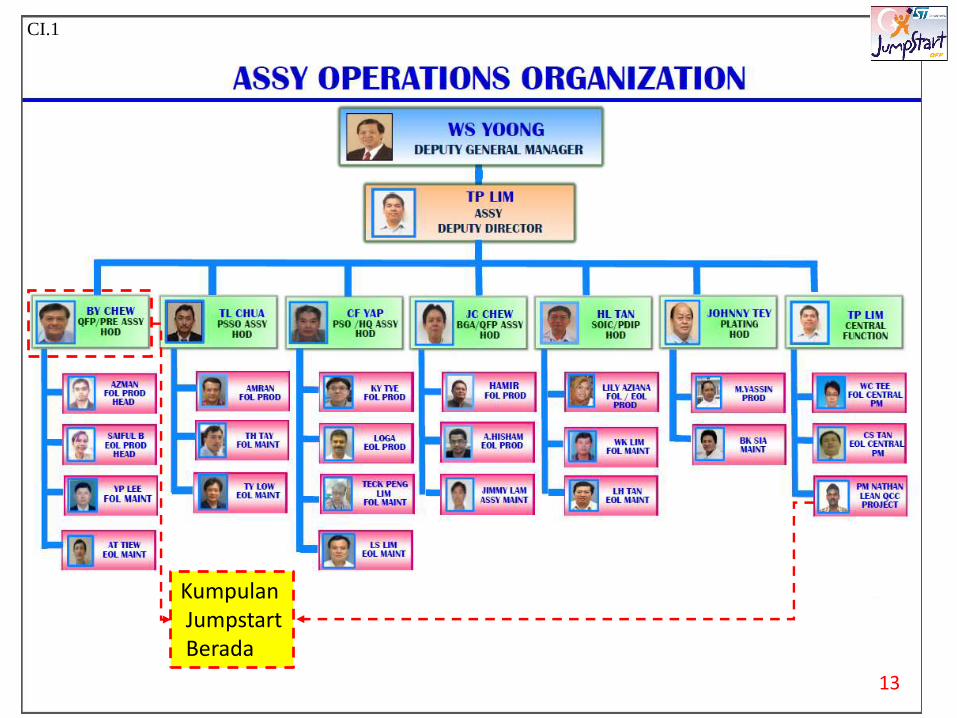
KumpulanJumpstartBerada
CI.1
13

ST ’s Customer
AutomotiveLap Top
Micro-
controller
HP/ Tablet PCSatellite
Digital TVWashing
machineMedical
ST Product Application
Robots
Introduction
ST-Microelectronic Sdn Bhd
CI.1
14

OUR VISION
Everywhere
microelectronics make a
positive contribution to
people’s lives, ST is there
OUR STRATEGY
Leadership in Sense &
Power, Automotive
Products
and Embedded
Processing Solutions
OUR 5
GROWTH
DRIVERS
ST’s Vision
And Strategy
Smart Power
AutomotiveDigital
Consumer
& ASICs
Microcontrollers
MEMS and
Sensors
Introduction ST-Microelectronic Sdn Bhd
CI.1
15

Our quality goal: “To provide our customers with the
highest level of quality excellence in the semiconductor
industry.”
A comprehensive approach built around 7 pillars
Cu
sto
mer
s
Ch
ang
e m
anag
emen
t
Pro
du
ct &
tec
hn
olo
gy
dev
elo
pm
ent
Man
ufa
ctu
ring
& s
up
ply
ch
ain
Peo
ple
Bu
sin
ess
pro
cess
es,
too
ls &
ind
icat
ors
Eco
no
mic
val
ue
Pro
acti
ve
qu
alit
y
Rea
ctiv
e q
ual
ity
DPPM reduction Zero excursions Flawless execution
Quality Excellence Objectives
ST Quality StrategyCI.1
16

Plant Certification & Safety Standards C
erti
fica
tions
ISO 14001 : Environment EMAS : Environment ISO 14064:Green House
Gas Emission
ISO/TS 16949
OHSAS 18001 : Occupational
Health & Safety
ISO:9001
CI.1
17

1.Introduction Of Problem
CI.1
“Excellence: we will strive for
quality and customer satisfaction
and create value for all our
partners; we will be flexible,
encourage innovation, develop our
competences, seek responsibility
and be accountable for our actions;
we will act with discipline, base
our decisions on facts and focus on
the priorities. 18

PDCA Cycle
Action Dari Jul‘W1 Ke
Jul’W4
Management presentation
Standardization
Future plan
Continuous monitoring
“Plan” Dari
Feb’ W1 ke Mar ‘W4
Group Formation,project selection
& set objectives
Obtain historical data from online
Factory work system
Brainstorming /identified causal
factor and problem.
Management Approval
“Do “Dari Apr ‘W1 ke
Jun’W4
Screening the causal factor
Eliminate non contributing causal
factors
Identify and verify source error of
problem
Suggestion & implementation of
improvement actions
“Check “ Dari Ju1 W1 ke
Jul’W4
Monitor the results
Evaluate the results
CI.1
19

Roadmap
Aktiviti PDCAFeb’15 Mar’15 Apr’15 May’15 June’15 July’15 PIC
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
P
Group Formation, project selection
& set objectives
Yahaya
Obtain historical data from online
Factory work system
Ayob
Brainstorming /identified causal
factor and problem.
Zabiha
Management Approval Biha
D
Screening the causal factor Punita
Eliminate non contributing causal
factor
Syazrina
Screening the causal factor Yahaya
Suggestion & implementation of
improvement actions
Ayob
CMonitor the results Zabiha
Evaluate the results Biha
A
Management presentation Punita
Standardization Syazrina
Future plan Yahaya
Continuous monitoring Ayob
Plan
Implementation
CI.1
20

Involvement Of Team Members
AKTIVITI PDCAAyob
Punita Amalina Biha Syazrina Yahaya Leader
P
Group Formation, project selection &
set objectives Yahaya
Obtain historical data from online
Factory work system Ayob
Brainstorming /identified causal factor
and problem. Zabiha
Management Approval Biha
D
Screening the causal factor Punita
Eliminate non contributing causal
factor
Syazrina
Screening the causal factor Yahaya
Suggestion & implementation of
improvement actions Ayob
CMonitor the results Zabiha
Evaluate the results Biha
A
Management presentation Punita
Standardization Syazrina
Future plan Yahaya
Continuous monitoring Ayob
CI.1
21
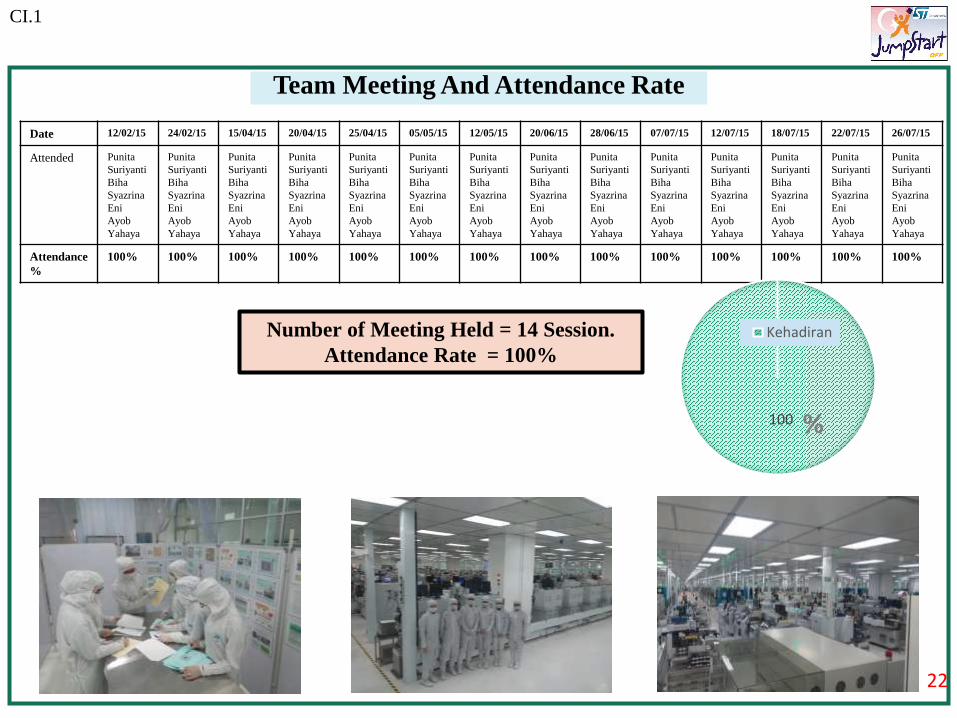
Team Meeting And Attendance Rate
Date 12/02/15 24/02/15 15/04/15 20/04/15 25/04/15 05/05/15 12/05/15 20/06/15 28/06/15 07/07/15 12/07/15 18/07/15 22/07/15 26/07/15
Attended Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Punita
Suriyanti
Biha
Syazrina
Eni
Ayob
Yahaya
Attendance
%
100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
Number of Meeting Held = 14 Session.
Attendance Rate = 100%
100 %
Kehadiran
CI.1
22

0
0.5
1
1.5
2Innovasi
Keberanian
Kreativiti
Kerjasama
Kepimpinan
Komunikasi
0 - Kelemahan
5 - Kekuatan
Radar Chart :Team Assessment
Skill Improvement Training
Name ICCTeam
BuildingKomunikasi
When Feb W3 Mar W1 Mar W2
Ayob √ √ √
Biha √ √ √
Punita √ √ √
Amalina √ √ √
Yahaya √ √ √
Nor √ √ √
100% Ahli Kumpulan Menghadiri Training
Name Innovation Courage Creativity Team Work Leadership Comminication
Ayob 3 3 2 2 2 2
Biha 2 2 1 2 1 2
Punita 2 2 1 2 1 2
Amalina 2 2 1 2 1 2
Yahaya 2 2 1 2 1 2
Nor 2 3 2 2 3 3
Score 2 2 1 2 2 2
Peratus Keseluruhan (%)
69/180*10038%
Target : 90%38%
C1.I
23

WireProximit
y
Dam OnLead
ForeignMaterial
BallBond
Location
Damaged Die
Damaged Wire
DoubleBond
ExtraWire
MarkerOn Die
MissingWire
No DieScratche
sUnbond
edWrong
Info
Total 16 2 2 1 1 1 1 1 1 1 1 1 1 1
Cum 52 58 65 68 71 74 77 81 84 87 90 94 97 100
0
10
20
30
40
50
60
70
80
90
100
0123456789
10111213141516171819202122232425262728293031
Cu
m %
Lots
Failure Mode
Vital Few Trivial Many
Pareto Analysis On TQ14 FOA LRR Breakdown –Jan’15
3 11
Vital Few : 3/14*100= 21.4%
CI.1
24

Pareto Analysis Process/Location-Jan’15
Wire Bond Die Attach Others
Lots 24 4 3
Cum % 77.4 90.4 100
0102030405060708090100
-4
1
6
11
16
21
26
31
Cu
m %
No
Of
Lots
• Wire Proximity• Ball Bond Location• Double Bond• Extra Wire• Missing Wire• Unbonded • Damaged Wire• Marker on Die
• DAM On Lead • Damaged On Die • No Die
• Foreign Material• Wrong Info• Scratches
CI.1
25

Pareto Analysis : Type of Wire Proximity –Jan’15
Wire to Wire Wire To Island Pad Wire To Die
Lots 13 2 1
Cum % 81.25 93.75 100
0
10
20
30
40
50
60
70
80
90
100
0
2
4
6
8
10
12
14
Cu
m %
No
Lo
ts
Types of Wire ProximityLots Cum %
CI.1
26

Long Wire >2.0mm Short Wire <2.0mm
Wire proximity Vs Wire Length
Long Wire Short Wire
% 81 19
81
19
0
10
20
30
40
50
60
70
80
90%
%
CI.1
Affects 81% on Long Wire and 19% onShort wire.-Jan’1527

Cost Visual Inspection (RM)Wire Proximity- Jan 15
Wire to Wire Wire To Island Pad Wire To Die
USD $ 194 30 10
Cum % 81.3 93.7 100
0
10
20
30
40
50
60
70
80
90
100
0
50
100
150
200
250
Cu
m %
USD
$
Axis Title
USD $ Cum %
RM225
CI.1
28

SMARTConcept PROBLEM
Shortlisted
Analyses BENEFITS
S
P
E
C
I
F
I
C
M
E
A
S
U
R
E
R
A
B
L
E
A
C
H
I
E
V
A
B
L
E
R
E
A
L
I
S
T
I
C
T
I
M
E
L
I
N
E
S
S
S M A R T 10 10 10 10 5 5
Y Y Y Y Y Wire Proximity 10(100)
10(100)
10(100)
10(100)
9(45)
10(50)
495
Y Y Y Y T Dam On Lead 5 5 5 6 10 10 310
Y Y T T T Foreign Material 5 5 5 5 10 10 300
Problem Selection “T- Matrix”
Y – YA T - Tidak NOTA : pemilihan masalah berdasarkan :-
1. Markah tertinggi pada Matrik Track (KPJ Way)
2. Kesemua keputusan diterima (YA) pada konsep SMART
10 - Sangat Penting
5 - Penting
1 - Tidak Penting
We Chose A Problem“Wire Proximity " A
Team Project For JumpStart
Yie
ld L
oss
Dow
n t
ime
Kos
Cy
cle
tim
e
EC
C
Pro
duct
ivit
y
Rating of importance to customer
Tota
l
CI.1
29

Definition of Wire Proximity (Spec : 0033665)
Wire To Wire Short < Than 2x The Wire Diameter
Wire To Island Pad Short < Than 2x The Wire Diameter .
Wire To Die Short < Than 2x The Wire Diameter .
Short Circuit
Die
Short Circuit
Pad
Short Circuit
CI.1
30
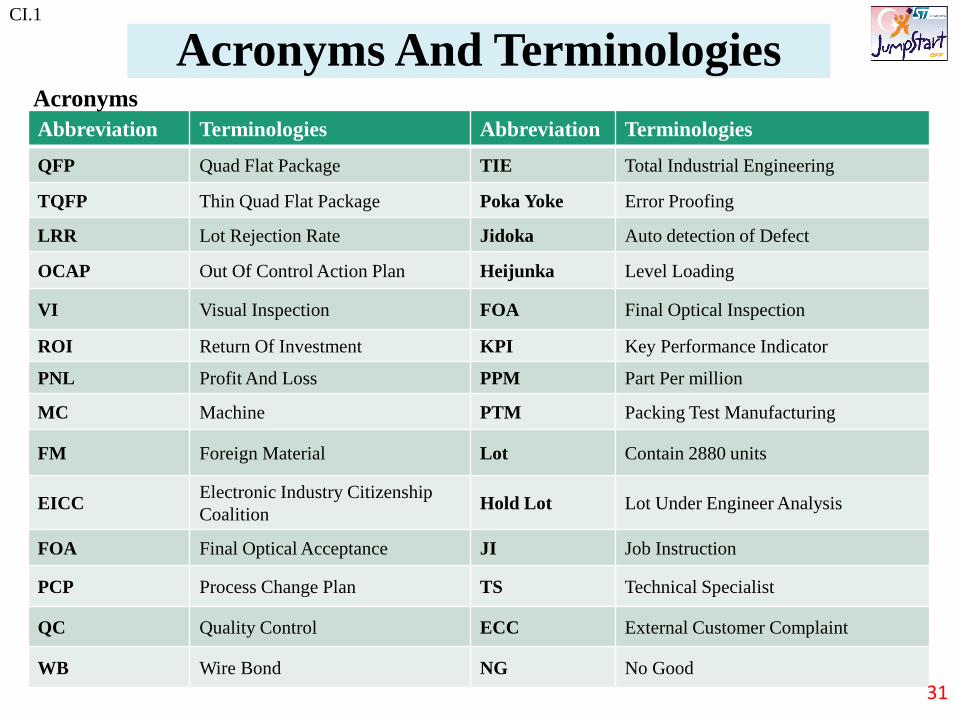
Acronyms And Terminologies
Abbreviation Terminologies Abbreviation Terminologies
QFP Quad Flat Package TIE Total Industrial Engineering
TQFP Thin Quad Flat Package Poka Yoke Error Proofing
LRR Lot Rejection Rate Jidoka Auto detection of Defect
OCAP Out Of Control Action Plan Heijunka Level Loading
VI Visual Inspection FOA Final Optical Inspection
ROI Return Of Investment KPI Key Performance Indicator
PNL Profit And Loss PPM Part Per million
MC Machine PTM Packing Test Manufacturing
FM Foreign Material Lot Contain 2880 units
EICCElectronic Industry Citizenship
CoalitionHold Lot Lot Under Engineer Analysis
FOA Final Optical Acceptance JI Job Instruction
PCP Process Change Plan TS Technical Specialist
QC Quality Control ECC External Customer Complaint
WB Wire Bond NG No Good
Acronyms
CI.1
31

Defination of Hold Lot Date
Detected Cycle time Car Package Lot Car Owner Status
6-Jun-14 4 391 7X7 9942215Y09 Damage wire Afdal Closed
7-Jun-14 6 392 10X10 994230M70K Wire proximity Najmi Closed
7-Jun-14 11 393 10X10 994231N002 Wire proximity Najmi Closed
7-Jun-14 11 399 10X10 9942301909 Lifted bond Najmi Closed
8-Jun-14 10 400 10X10 9942209008 Wire proximity Najmi Closed
9-Jun-14 4 402 14X14 9942318J01 Scratches on die LY Lau Closed
9-Jun-14 9 405 10X10 994231YC05 Wire proximity Najmi Closed
9-Jun-14 4 406 7X7 994231MY04 DAM perimeter Hairi Closed
10-Jun-14 2 408 14X14 994231NG04 Wire proximity LY Lau Closed
10-Jun-14 9 409 14X14 994211K106 Swap targa Zaid/Hiqamat Closed
10-Jun-14 1 410 7X7 9942406Q03 Wire proximity Afdal Closed
10-Jun-14 1 411 7X7 9942406A06 Wire proximity Afdal Closed
10-Jun-14 3 412 7X7 994231P902 Wire proximity Afdal Closed
11-Jun-14 2 413 7X7 9942406P01 Wire proximity Afdal Closed
11-Jun-14 2 414 7X7 9942406P0F Damage wire Afdal Closed
11-Jun-14 7 415 10X10 994230HU0C Broken weld Najmi Closed
11-Jun-14 7 416 14X14 994220J106 Broken ball neck LY Lau Closed
13-Jun-14 6 420 10X10 994240VJ02 Wire proximity Najmi Closed
14-Jun-14 5 422 10X10 9942406E01 Lifted weld Najmi Closed
14-Jun-14 5 423 10X10 994240JK09 Ball bond location Najmi Closed
15-Jun-14 4 425 7X7 994240J30B Wire proximity Afdal Closed
15-Jun-14 4 426 10X10 994240VE0K Mark on die Najmi/Zaid Closed
16-Jun-14 2 427 10X10 994240VE04 Lifted weld Najmi Closed
16-Jun-14 3 430 7X7 994240UX07 Wire proximity Afdal Closed
• Hold Lot : is a term used to identifiy Lot that are having potential risk of Quality Defect.The Hold Lot are investigated by the Process Technican and Process Engineer prior releasing the lot to the customer . Hold Lot are detected during SPC random inspection Or QA , who triggers the system to put On Hold.• A Lot contain 2880 units in frame form
An Exampleof the
summary of Lots on hold
32

Lot Size & Inductory To Product A lot contain 2880 unit = 180 frame x 16 units
Frame
Unit
Die Attach Wire Bond Mold Singulated Product
• Magazine is used to store all frames.• 1 Lot will have 12 Magazine. • 1 Magazine 240unit , so 12 Magazine = 2880units
Key Processes
Magazine
33

Definition of Problem (5W & 2H)
CI.1
34

16 lots Rejected Wire Proximity Defect At FOA Gate.Jan’15 Breakdown
Wire to Wire Wire To Island Pad Wire To Die
Lots 13 2 1
Cum % 81.25 93.75 100
0
20
40
60
80
100
02468
101214
Cu
m %
No
Lo
ts
What?
CI.1
35

What Is Wire Bonding Process? CI.1
36

Customer Complaint: 5 cases On Wire To Wire Short in 2014
Q1'2014 Q2'2014 Q3'2014 Q4'2014
Cases 1 2 1 1
0
0.5
1
1.5
2
2.5
Customer Complaint
Cases
X Ray On Customer Complaint Shows “Wire To Wire Short”
Where?
CI.1
37

Kumpulan
kami berkerja
di proses Wire
Bond
Team Formation
Akhir pada
Packing
Bermula
pada Wafer
Mount
Wafer mount Wafer Saw Die Attach
Die Attach CureWB Plasma
Mold Plasma
Wire BondVisual Inspection
Molding Post Mold Cure Dambar Cut
Laser MarkPlatingTrim & FormRawline Inspection
Packing & Testing
Input To
Store
CI.1
Where?
38

Operator, Technician & Engineer
Wire Bond Process
Wire Bond Operator Wire Bond Technician
Who?
Jumpstart Team Process Engineer
CI.1
39

• Wire Proximity is a catastrophic defect that
destroys the functionality of the product.
• Detrimental To ST Image
Therefore Quality problem can lead to unwantedBreakdown when least expected .
Oleh Itu masalah kualiti boleh menyebabkanKerosakkan pada masa yang tak disangka.
Why?
CI.1
40

When?
Oct'14 Nov'14 Dec'14 Jan'15
Shift C 5 5 5 7
Shift B 4 5 6 4
Shift A 5 6 4 5
5 6 4 5
45
6 4
55 5 7
02468
1012141618
33%
31%
36%
Lot Rejected Distribution By Shift
Shift A
Shift B
Shift C
Wire Proximity Is Common Defect Mode Detected All Year Round.
4 Month History On Wire Proximity.Showed average 15 lots per month.
All 3 shift having same problem atShift A -33%Shift B- 31%Shift C- 36%
CI.1
41

In a situation when there is physical contact between wire with anything hard, or the flow of wire out of control.
Physical contact between wire with anything hard.
The flow of wire out of control.
How?
CI.1
42
Oct'14 Nov'14 Dec'14 Jan'15
Shift C 5 5 5 7
Shift B 4 5 6 4
Shift A 5 6 4 5
5 64 5
4
5
6 4
5
55 7
0
2
4
6
8
10
12
14
16
18
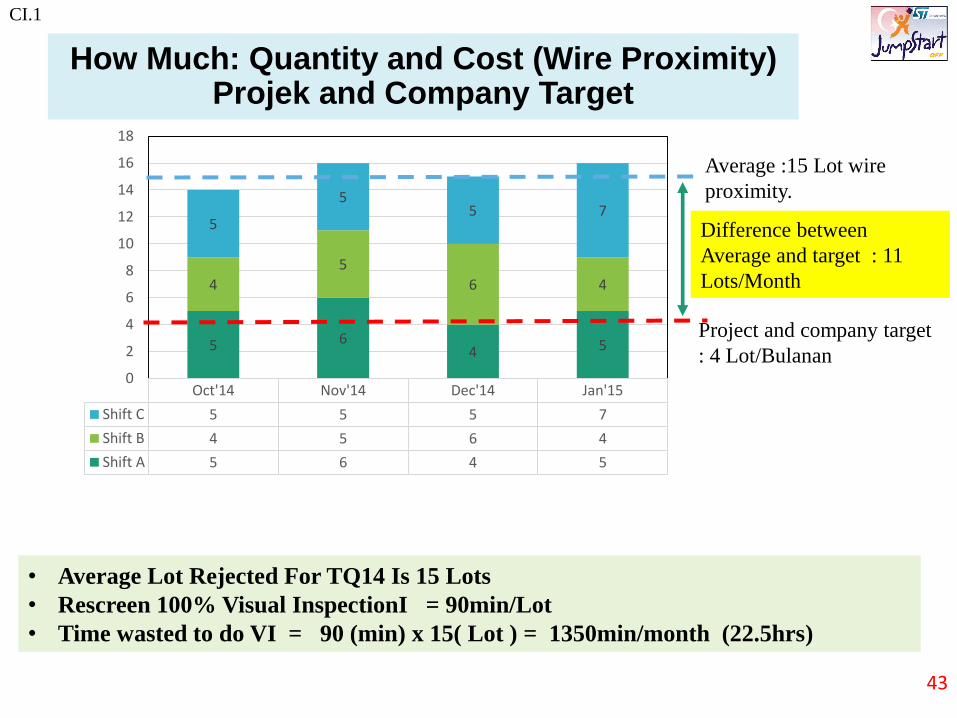
How Much: Quantity and Cost (Wire Proximity)Projek and Company Target
Project and company target
: 4 Lot/Bulanan
• Average Lot Rejected For TQ14 Is 15 Lots
• Rescreen 100% Visual InspectionI = 90min/Lot
• Time wasted to do VI = 90 (min) x 15( Lot ) = 1350min/month (22.5hrs)
Difference between
Average and target : 11
Lots/Month
Average :15 Lot wire
proximity.
CI.1
43

Effect Of Wire Proximity On KPI
Wire ProximityLot Rejection Rate
Department KPI(Impact)
Losess Impact
Yield Loss 0.91% PNL
Quality Gate 15 Lots Internal Customer
Hold Lots 242 Lots Manhours /Cost
VI Cost RM225 Manhour Cost
External Customer Complaint
5 casesExternal Customer
To Improve Our Quality We Need To Improve Our Internal Indicator (LRR) That Has A Direct Impact On The Other Factors.
44

Departmental Target –WB KPI
Mold-KPI Unit Target Actual
1. Yield Loss % 0.20% 0.91% 0.61
2. Quality (LRR) Lots <4 15 11
3. Hold Lots Lots <140 242 142
4. VI Cost /Mth RM 60 225 132
5. ECC Cases <2 5 3
Oct'14 Nov'14 Dec'14 Jan'15
Qty 3586 3831 3458 3789
% 0.9 0.88 0.89 0.91
00.20.40.60.81
0
600
1200
1800
2400
3000
3600
Yiel
d L
oss
%
Un
its
Yield Loss
Oct'14 Nov'14 Dec'14 Jan'15
Hold Lots 257 225 260 226
0
100
200
300
400
No
Lots On Hold
1
3
CI.2
Oct'14 Nov'14 Dec'14 Jan'15
Shift C 5 5 5 7
Shift B 4 5 6 4
Shift A 5 6 4 5
5 6 4 54 5 6 45
5 5 7
048
121620
Lot Rejected-Wire Proximity 2
4
Oct'14 Nov'14 Dec' 14 Jan' 15
Cost 139 159 149 159
020406080
100120140160180
RM
VI Cost
Team / Departmental “KPI” Align To Our Goals (Jan’15)
Average 0.91% =USD109980
Average :15
Average :242
Q1'2014 Q2'2014 Q3'2014 Q4'2014
Cases 1 2 1 1
0
2
4
Customer Complaint
Cases
5 Total ECC : 5
Monthly Cost: RM152
Target :140
Target :60
Target :0
Target :0.20%
Target :4
45

Potential Impact Of The Project : Yield , LRR, On-Hold Lots & Labour Cost.
KPI Stakeholders How Indicators Who Hrs.Spent
Yield
Process Engineer /Tech
Engineering
Manager
Engineering
Director
• Analysis and reporting
• Departmental target
• PNL
Target >0.20%
(10Hrs)
Technician
2hrs x 22 days44Hrs
Actual 0.90%
(44rs)
Quality
LRR
Process Engineer
Customer
ST QA Director
ST Quality
Engineers
Supervisor
• Get Waiver from customer
• Line down
• KPI / 8D report
• Non value added reporting
• Productivity loss
Target : < 4 lots
(6.4hrs)Engineer
15lot x1.6hrs25hrs
Actual:15 Lot/
Month (25hrs)
Lot On-
Hold
Inprocess
Control
Operator
Technician
Supervisors
Engineers
Customer
• Hold lot in FW system
• Analysis and repair machine
• Cycle time
• Detailed analysis and reporting
• Line down if urgent product
Target: 140 lots
(141Hrs)
Process tech:
1hrs x 242 =242 Hrs
Target: 140 lots
(61hrs)
Engineer
0.5 hrs x 242122Hrs
VI Cost
Operator
Supervisor
ST Quality
Engineers
Planner
Customer
• Productivity Loss
• Cost Impact
• Cycletime
• Delivery
• Customer line down
Target : 6hrs=
4 lots = (RM 60)Operators VI
Hours 1.5hrs x
15lots =22.5
Hours
22.5hrsActual : 22.5hrs
=15lots =(RM225)
Hours (Time Loss) For Wire Proximity
Estimated (Jan’15)
Target Hrs.
224Hrs456Hrs
C1.3
46

Analyze Potential Stakeholders To Project
(Internal, External & Connected)
Wire
Proximity
Production
Operator
Support Group Maintenance
Process Engineering
Quality Assurance
Department
Test Engineering
Department
Planning
Production
Industrial Engineering
Internal Stakeholders
Customer
Connected Stakeholders
Share Holders
Supplier
External Stakeholders
Department
Environment
Buyer
CI.3 ImpactHigh 39%Medium 46%Low 15%
47

Flow for Damaged Frame Detection Until Resolved
WireProximity Occurs at Wire
Hold Lot/Stop machine
(operator)
Repair machine & Downtime
(technician)
Process Engineer validated loss and
analyze
Process Engineer proceed with Waiver
from Customer
Customer review waiver and release
lot.
Engineer scrap rejects to release lot and informs Process
Managers .
Scarp impacts PNL answerable by
Engineering Manager
ST impacted by losses in
PNL
Cycle Time 7 Working Days
C1.3
48

Theme Selection and Target Setting
Tema :QFP TQ14 – Wire Proximity / Damage
Wire Reduction Team
Project Target :
What? To reduce Wire ProximityDefect
How Much?
From 15 Lot Per Month to 4 Lot Per Month(That is : 11/15 x 100 = 75%)
When? Will be achieved by Julai 2015
Oct'14Nov'1
4Dec'1
4Jan'15
Shift C 5 5 5 7
Shift B 4 5 6 4
Shift A 5 6 4 5
5 64 5
45
6 4
5
55 7
0
2
4
6
8
10
12
14
16
18
Company And
Team Target
: 4 Lot/Month
Beza
Diantara
Purata dan
Sasaran : 11
Lots/Bulanan
Average
:15 lot wire
proximity.
C1.3
49

Wire Proximity
Kesan Negatif (-ve) Kepada Syarikat Dan Pelanggan(Sekiranya Projek Tidak Dilaksanakan)
Kesan
Pada
Syarikat
Kesan
Pada
Pelanggan
Customer
Complaint
Hilang
Kepercayaan
Customer
Line Down
Kurang Pelaburan
Imej
Syarikat
Terjejas
RisikopenggunaKenderaan
Peningkatan
Lot Rejek
QC
>1%
Tambahan
Kerja Tanpa
Nilai
Peningkatan
Cycle Time
Lot
>7 Days
Peningkatan
Kos
Peningkatan
Downtime
Mesin
<45mins
Penurunan
Yield
<99.5%
C1.3
50
C1.3
51

2.Creative And Innovative Final Solution
Creativity is the act of bringing new ideas and
imagination into reality. Creativity is characterized
by the ability to see the world in a new way, to find
hidden patterns, to make connections between
unrelated phenomena, and to generate solutions.
Creativity involves two processes: thinking, then
released. If you have an idea, but do not act on it,
you are imaginative but not creative.
52

Wire
Proximity
MACHINE MATERIAL
MANMETHOD
Enviro
nm
ent
Wire Theading
Zero Touch
Dummy bond
Frame stuck
Getaran
Intervention Design not robust
Double Frame
Wrong Capillary
Wire tensioner Kicker Loss stepWCTP
Indexing
Frame Bent
Bent SlugTail Too Short
Machine Hang
Index Out Tie Bar
Wire Clamp
Handling
Kemahiran
Sikap
Pengetahuan
Wire Problem
Damaged Magazine
Damaged Magazine Cover
Magazine/track aligment out
Loop Parameter
Track Width
Frame bengkok
Magazine terjatuh
Frame terjatuh
Magazine Cover Terkena wire
Tweezer terkena Wire
Magazine terhentak
Wire thread Switch activated
VI
Tukar Cap
Change wire Spool
SPC Buy Off
Pengaliran Lot
Device Conversion
Wire Feeder Blower
Loop Type
Sikap
Tight wire
Tarik Rack
Out of range
Sumbat
N2 Setting
Worn Out
Binding
Gap too Small
Procedure NC
Wire entangled at spool
Wire Twisted Wire Twisted
Kelang Kabut
Kejar output
CuaiBeban kerja
Sagging wire
Low Loop
High Loop
Burr
Gap too Big
Vac&N2 SwapStep 1
Zero Touch
Damaged Wire
Tail Too shortWire Dreeler
Wire Length
Short wire
Long Wire
CopperFrame
Mold Resin
Hold Lot
Gold Wire
CII.4
53
Wire Theading
Zero Touch
Frame stuck
Intervention
Design not robust
Double Frame
Wrong Capillary
WCTP
Indexing Frame Bent
Bent Slug
Machine Hang Index Out Tie Bar
Wire Clamp
Kemahiran
Pengetahuan
Wire Problem
Damaged Magazine -
Damaged Magazine Cover
Magazine/track aligment out
Loop Parameter
Track Width
Frame bengkok
Magazine terjatuh
Frame terjatuh
Wire thread Switch activated
VI
Tukar Cap
SPC Buy Off
Pengaliran Lot
Device Conversion
Wire Feeder Blower
Loop Type
Tight wire
Tarik Rack
Out of range Sumbat
N2 Setting
Worn OutBinding
Gap too Small
Procedure NC
Wire Twisted
Kelang KabutKejar output
CuaiBeban kerja
Sagging wire
Low Loop
High Loop
Burr
Gap too BigVac&N2 Swap
Zero Touch
Damaged Wire
Tail Too short
Change wire Spool
Wire dreeler
Kicker Loss step
Wire Proximity
Wiretensioner
Tweezer terkena Wire
Handling
Magazine terhentak
Sikap
Getaran
Wire entangled at spool
Magazine terjatuh
Dummy bond
Magazine Cover Terkena wire
CII.4
Gold Wire
ResinFrame
Hold Lot
54

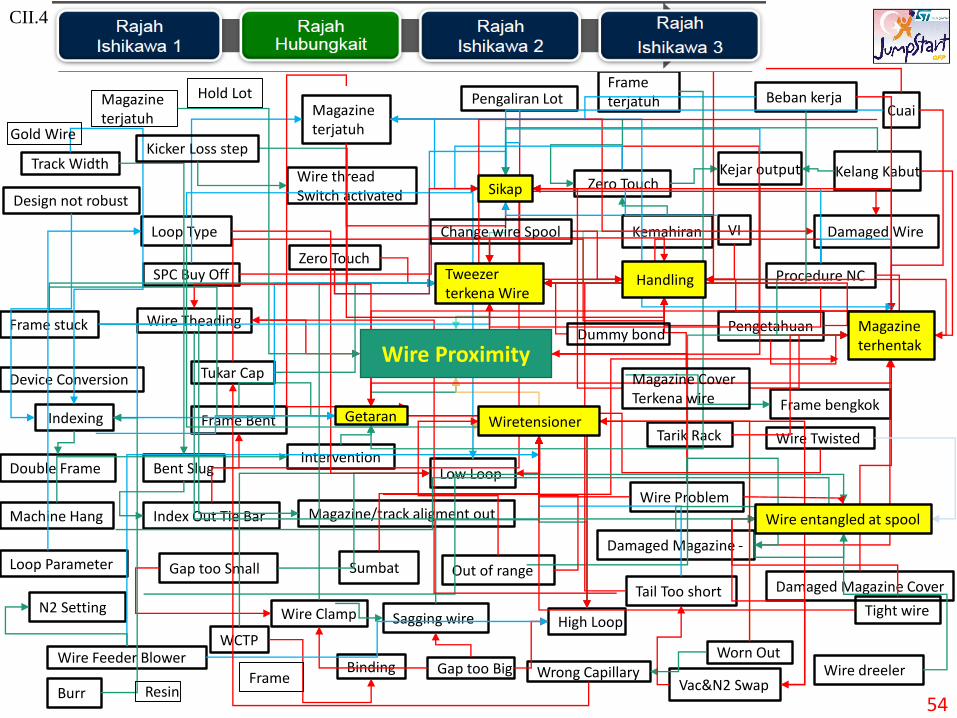
Keputusan (Dari Rajah Hubungkait)
Dari 69 masalah hanya 7 DITERIMA(pilihan masalah berdasarkan jumlah tertinggi)
No Causes <--- ---> TTL No Causes <--- ---> TTL No Causes <--- ---> TTL1 Magazine Terjatuh 0 1 1 24 Loop Parameter 0 1 1 47 Indexing 4 1 5
2 Kemahiran 0 1 1 25 Worn Out 0 2 2 48 Double Frame 1 1
3 Procedure NC 0 2 2 26 Tail Too Short 1 4 5 49 High Loop 2 1 3
4 Wire Dreeler 0 3 3 27 Machine Hang 0 2 2 50 Frame stuck 0 1 1
5 Device Conversion 0 0 0 28 W/C Gap too Big 0 3 3 51 WCTP 1 1
6 Pengaliran Lot 1 1 29 Magazine/track aligment out 1 1 2 52 Bent Slug 1 2 3
7 Wire Threading 2 1 3 30 Frame bengkok 1 1 2 53 Damaged Magazine 1 1
8 Wire Twisted 2 2 31 Damaged Magazine Cover 0 1 1 54 Magazine terjatuh 0 0 0
9 Pengetahuan 3 3 32 Burr 0 1 1 55 Getaran 10 10
10 N2 Setting 1 1 2 33 Magazine Cover Terkena wire 0 2 2 56 Damaged Wire 2 2
11 Tukar Cap 1 2 3 34 Frame terjatuh 2 3 5 57 Wire Clamp 2 1 3
12 Wire entangled At Spool 8 2 10 35 Low Loop 3 0 3 58 Gap too Small 0 2 2
13 Sagging wire 2 1 3 36 Tight wire 2 0 2 59 Kejar output 3 3
14 Wrong Cap 1 1 2 37 N2 Out of Spec 0 1 1 60 Binding 1 1
15 Wire Problem 0 2 2 38 Air Tensioner 8 2 10 61 SPC Buy Off 2 2
16 Track Width 0 2 2 39 VI 0 2 2 62 Dummy Bond 1 1
17 Loop Type 1 3 4 40 Tweezer Terkena Wire 10 0 10 63 Magazine terhentak 10 1 11
18 Wire Feeder Blower 3 3 41 Zero Touch Compliance 3 3 6 64 Beban kerja 2 2
19 Tarik Rack 1 1 42 Pecah /Kasar 0 0 0 65 Change wire Spool 1 1
20 Frame Bent 1 1 43 Intervention 1 2 3 66 Kelam Kabut 3 3
21 Kicker Loss step 2 2 44 Handling 10 0 10 67 Sikap NC 10 10
22 Vacuum & N2 Swap 1 1 2 45 Air Tensioner Not perpendicular
to cap
0 0 0 68 Cuai 3 3
23 Design not Robust 1 1 46 Wire thread Switch activated 0 0 0 69 Sumbat 1 1
1 to 3 Min 4 - 7 min 8 - 11 High
No Masalah In Out Impak
12 Wire Entangled At Spool 8 2 10
38 Wire Tensioner 8 2 10
40 Tweezer Terkena Wire 10 0 10
44 Handling 10 0 10
55 Getaran 10 0 10
63 Magazine Terhentak 10 1 11
67 Sikap 10 0 10
CII.4
55

Wire
Proximity
Damaged
Wire
MACHINE MATERIAL
MANMETHOD
Enviro
nm
ent
5.Getaran Rak
6. Wire tensioner
4.Handling
7. Wire entangled at spool
3. Sikap
Step 3
2.Tweezer terkena Wire
1.Magazine terhentak
CII.4
56

Causal Factor Verification1.Man
Cause Finding How Who Impact
Magazine terhentak
Samples :960unitsResults : 0/960 = Zero Defect. (No WireProximity)
Simulation “Drop Test “ with a distance 2 inci from the table on 4 magazine Qty 900 unit
TidakSignifikan
Source Data: Simulation Owner : YahayaDuration :
WW16’ 2015
Magazine Drop at 2 inch height
Simulation Magazine 1
Magazine 2
Magazine 3
Magazine 4
Qty 240 240 240 240
Reject 0 0 0 0
CII.4
57

Causal Factor Verification2.Man
Cause Finding How Who Impact
2. Tweezer terkena Wire
Out Of 50 times for
wire threading(Area C)
there were 25 (50%)
Reject Wire Proximity.
Semasa mencabut
dummy, Kadang kala
tweezer terkena pada
wire yang telah dibond.
Signifikan(Berkesan)
Source Data: Wire threading Proses
selepas wire putusOwner : Punita
Duration :
WW16’ 2015
Tweezer yang terkena pada bonded menyebabkan sagging
Wire Proximity
Reject, 25, 50%
Accept, 25, 50%
Wire Proximity
Reject Accept
CII.4
58

Causal Factor Verification3/4.Man
Cause Finding How Who Impact
3 & 4. Handling / Sikap
Out Of 20 Frame is inserted into
the Magazine 10 (50%) frames
were facing with wire proximity.
Wire bonded frame telah
digunakan dalam Simulasi
Handling dimana ia
dimasukkan secara kasar.
Signifikan
Source Data: Simulation Owner : AyobDuration :
WW16’ 2015
Wire bonded frame telah digunakan dalam Simulasi
Handling dimana ia dimasukkan secara kasar.
Wire Proximity
Dijumpai.
Reject, 10, 50%
Accept, 10, 50%
Wire Proximity
Reject Accept
CII.4
59

Causal Factor Verification5.Machine
Cause Finding How Who Impact
5. Getaran Rak Samples :900units
Results : 0/900 = Zero
Defect. (No Wire
Proximity).
We did a simulation
of vibration by
pulling the rack with
magazine on it
Not Significant
Source Data: Simulation Owner : BihaDuration :
WW16’ 2015
Simulasi Rak ditarik dengan Wire Bonded
Magazine
Tiada Wire Proximity atau Sagging Wire
dijumpai.
0/1200= 0%
Not Significant
100%
Wire Proximity
Zero Defect
CII.4
60
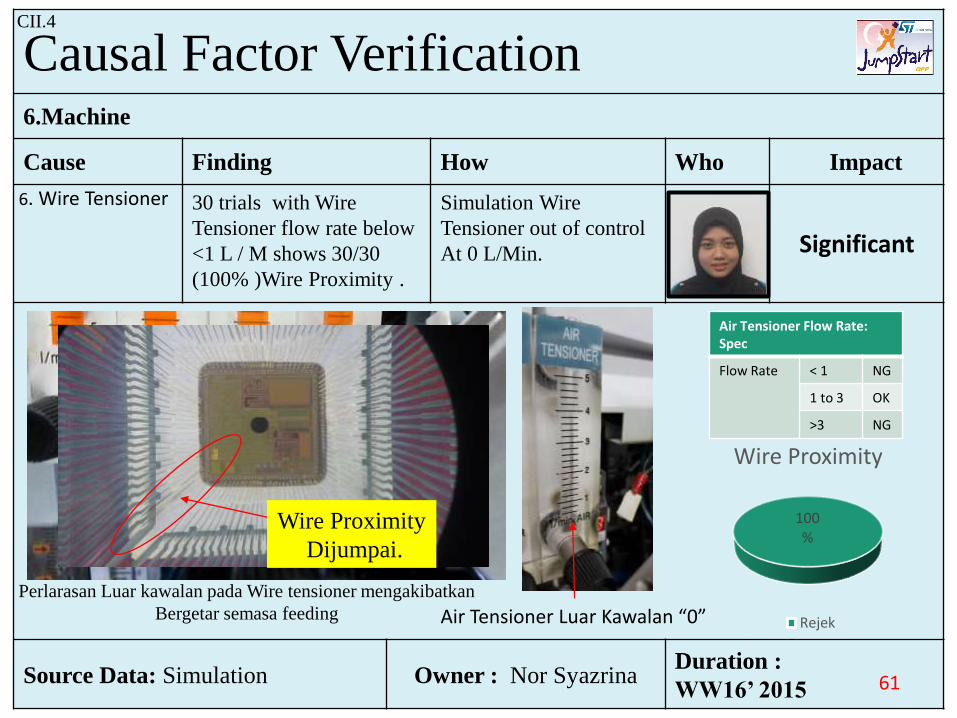
Causal Factor Verification6.Machine
Cause Finding How Who Impact
6. Wire Tensioner 30 trials with Wire
Tensioner flow rate below
<1 L / M shows 30/30
(100% )Wire Proximity .
Simulation Wire
Tensioner out of control
At 0 L/Min. Significant
Source Data: Simulation Owner : Nor SyazrinaDuration :
WW16’ 2015
Perlarasan Luar kawalan pada Wire tensioner mengakibatkan
Bergetar semasa feeding
Wire Proximity
Dijumpai.
Air Tensioner Luar Kawalan “0”
Air Tensioner Flow Rate: Spec
Flow Rate < 1 NG
1 to 3 OK
>3 NG
100%
Wire Proximity
Rejek
CII.4
61
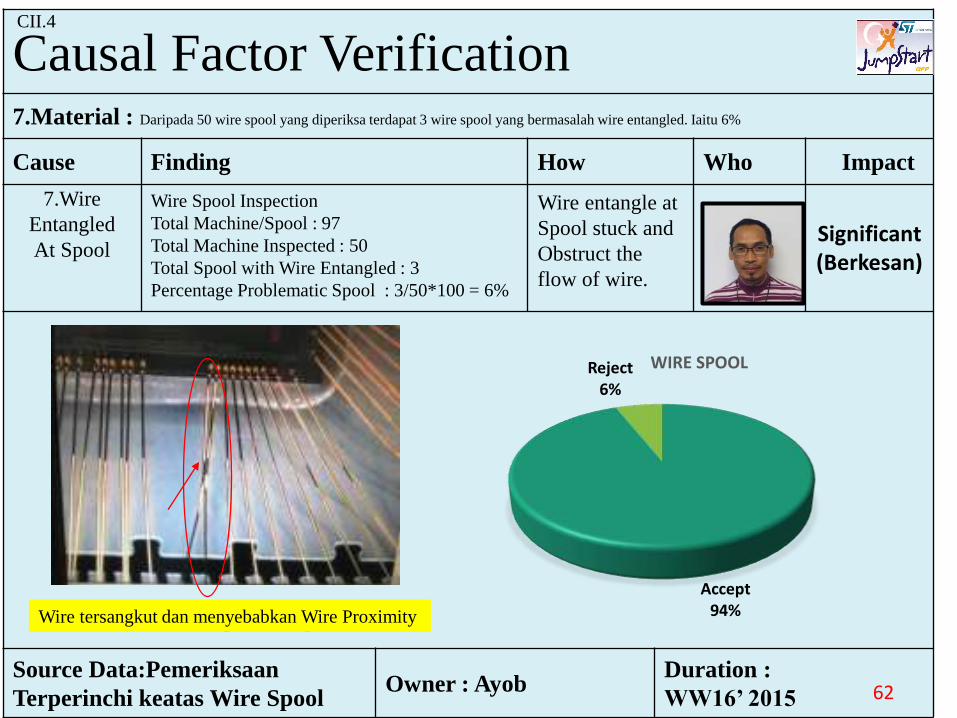
Causal Factor Verification7.Material : Daripada 50 wire spool yang diperiksa terdapat 3 wire spool yang bermasalah wire entangled. Iaitu 6%
Cause Finding How Who Impact
7.Wire
Entangled
At Spool
Wire Spool Inspection
Total Machine/Spool : 97
Total Machine Inspected : 50
Total Spool with Wire Entangled : 3
Percentage Problematic Spool : 3/50*100 = 6%
Wire entangle at
Spool stuck and
Obstruct the
flow of wire.
Significant(Berkesan)
Source Data:Pemeriksaan
Terperinchi keatas Wire Spool Owner : Ayob
Duration :
WW16’ 2015
Wire Entangled at SpoolWire tersangkut dan menyebabkan Wire Proximity
Accept94%
Reject6%
WIRE SPOOL
CII.4
62

Results Of Causal Factors Verification
Causal Factor Verification
Findings Status Impact
1. Magazine Drop
Samples :1200unitsResults : 0/1200 = Zero Defect. (No Wire Proximity)
Not Significant
2. Tweezer Touches Wire
Out Of 50 times for wire threading(Area C) there were 25
(50%) Reject Wire Proximity.Significant
3 AttitudeOut Of 20 Frame is inserted into the Magazine 10 (50%) frames
were facing with wire proximity.
Significant
4.HandlingSignificant
5. RackVibration
Samples :1200units
Results : 0/1200 = Zero Defect. (No Wire Proximity).
Not Significant
6. Wire Tensioner
30 trials with Wire tensioner flow rate below <1 L / M shows
30/30 (100% )Wire Proximity .Significant
7. Wire Entangled at Spool
Wire Spool Inspection
Total Machine/Spool : 97
Total Machine Inspected : 50
Total Spool with Wire Entangled : 3
Percentage Problematic Spool : 3/50*100 = 6%
Significant
CII.4
Accept the Hypothesis √ Reject the Hypothesis X 63

Wire
Proximity
Damaged
Wire
MACHINE MATERIAL
MANMETHOD
Enviro
nm
ent
6. Wire tensioner
4.Handling
7. Wire entangled at spool
3. Sikap
Step 3
2.Tweezer terkena Wire
CII.4
64
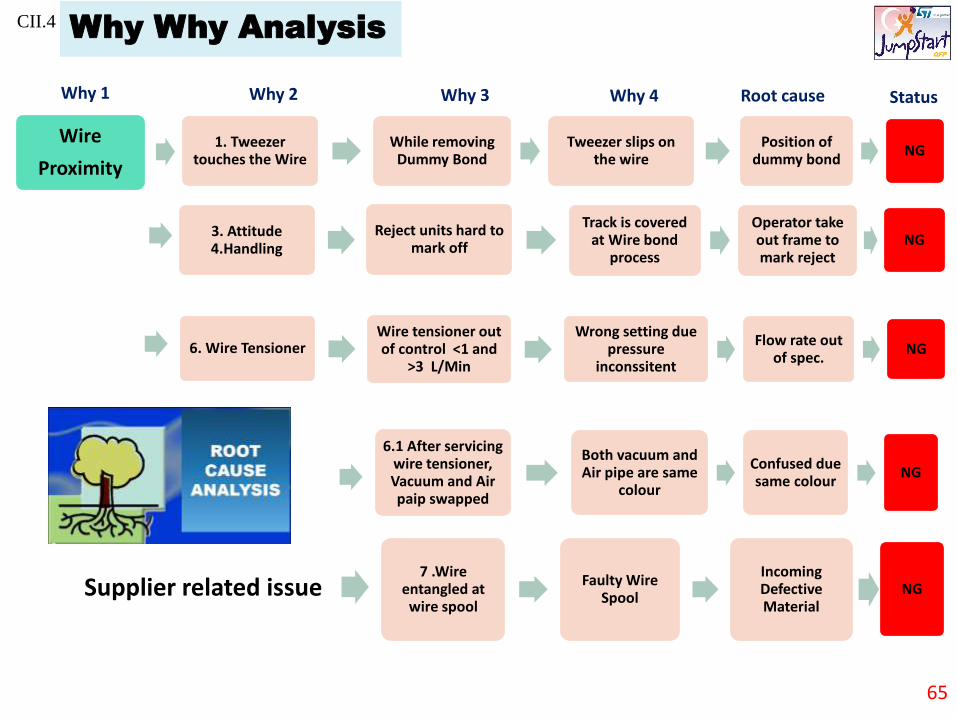
Why Why Analysis
Wire
Proximity
1. Tweezer touches the Wire
While removing Dummy Bond
Tweezer slips on the wire
Position of dummy bond
NG
Why 1 Why 3 Why 4 Root cause Why 2 Status
3. Attitude 4.Handling
Reject units hard to mark off
Track is covered at Wire bond
process
Operator take out frame to mark reject
NG
6. Wire Tensioner Wire tensioner out of control <1 and
>3 L/Min
Wrong setting due pressure
inconssitent
Flow rate out of spec.
NG
7 .Wire entangled at wire spool
Faulty Wire Spool
Incoming Defective Material
``` NG
6.1 After servicing wire tensioner, Vacuum and Air paip swapped
Both vacuum and Air pipe are same
colour
Confused due same colour
NG
Supplier related issue
CII.4
65

Significant Causal Factor Source Error Rank
1. Tweezer touches the Wire Position of dummy bond
1
3. Attitude Operator take out frame to mark reject 2
4. Handling
6. Wire Tensioner Flow rate out of spec.
3
6.1After servicing wire tensioner, Vacuum and Air paip swapped
Confused due same colour4
7. Wire entangled at wire spool Incoming Defective Material
5
Remark : Poka Yoke Analysis focuses on the error (Source Error Analysis )
The result of an ERROR is a DEFECT, thus eliminating the error prevents the defect.
Error = The “Cause'
Defect = The 'Result'
Conclusion Significant Causal Factor And Actual Source Error
CII.4
66

Action Implementation Roadmap
ActivityApr’14 May’14 Jun’14 PIC
1 2 3 4 1 2 3 4 1 2 3 4
Analysis of the Proposed SolutionNathan
Selection of Proposed SolutionNathan
Project costs, ROI & Approval
Management
Nathan
Quotation for Vendor Ayob
Implement on 1st batch 11 machine .Ayob
Trail & Monitoring Results of Wire Bond Yahaya
Installation of Corrective Actions
On 97 Wire Bond Machine
Yahaya
Monitoring ResultsAmalina
Performance Management & Project
Approval
Punita
Monitoring Action PlanErin
CII.4
67

Tree Diagram Analysis : Counter Proposal / Ideas
Problem Source Error Counter Measure Proposals Suggestors
Wire
Proximity
2. Operator take out frame to mark reject
6. Wire Tensioner setting out of control (spec <1 or >3 L/min)
7. After service air tensioner Vacuum and N2 swapped due to same color.(confused)
2. Implement Portable Handsfree Jig to prevent handling while trying to mark the effective unit
3. Converted to Digital Flow Meter with logical circuit to stop machine when out of control (Poka Yoke)
4. Use different color tubing between Air (Blue) and Vacuum( Red ) to prevent wrong fixing
Biha
Yahaya
1. Position of dummy bond
1.Relocate the dummy bond Position to A Punita
PM Nathan
2.Relocate the dummy bond Position to B
3.Relocate the dummy bond Position to C
4.Relocate the dummy bond Position to D
1. Implement Stationed Fixed Hand’s Free Jig to prevent handling while trying to mark unit
1. VCS – Visual control system-color coding to recognize the flow rate under control.
2. Lock the flow meter with nut to prevent adjustment fixed at 2 L/Min
Punita
Punita
Punita
Yahaya
Ayob
Erin
CII.4
68

Assesment On Wire Threading Area. Wire Proximity happen whentweezer touches bonded wire
Areas A, B & D
Safe area C isolated And free from potentialrisk
Posisi Wire Threading Asal
New Wire Threading Area.
WireTerputus
Broken Wire
A B
CD
B
CD
A
Cadangan Source error 1 . Position of dummy bondCII.5
69
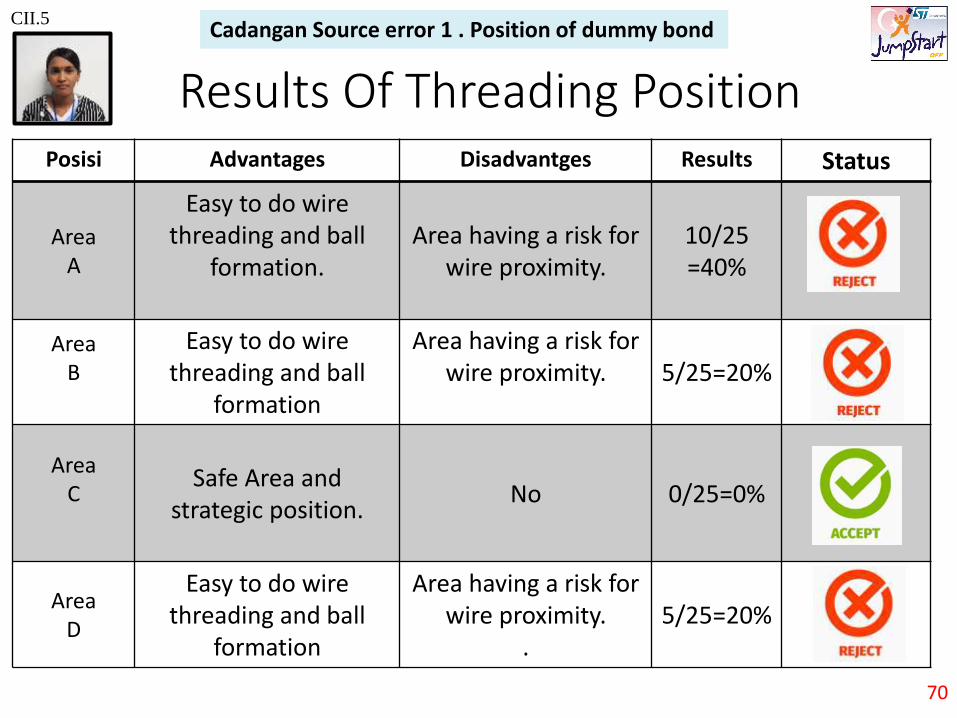
Results Of Threading PositionPosisi Advantages Disadvantges Results Status
AreaA
Easy to do wire threading and ball
formation.Area having a risk for
wire proximity. 10/25 =40%
AreaB
Easy to do wire threading and ball
formation
Area having a risk for wire proximity. 5/25=20%
AreaC
Safe Area and strategic position.
No 0/25=0%
AreaD
Easy to do wire threading and ball
formation
Area having a risk for wire proximity.
.5/25=20%
Cadangan Source error 1 . Position of dummy bondCII.5
70

Cadangan Source Error 2: Operator Take Out Frame To Mark Reject
Item Advantages Disadvantges Keputusan
1Magazine That to be
inspected are carried to the Jig
Stationed jig heavy and need special places
2Magazine can be placed
in the hands free jigMagazine should be brought to
hand free jig(Motion Loss)
3 Price RM5.5k for 1 line Heavy and very expensive, total cost RM 380K for all whole plant
1st Suggestion: Stationed Fixed Hand’s Free Jig
CII.5
71

Item Advantages Disadvantges Keputusan
1Can be used to inspect
the frame No
2Hand’s Free Jig can be attached to Magazine
No
3Resonable price
RM900No
Cadangan Source Error 2: Operator Take Out Frame To Mark Reject CII.5
Magazine Hand’s Free Jig
72
Cadangan Kedua : Portable Hand’s Free Jig

Suggestion for Source Error 3: Flow Rate Out Of Spec
Digital Flow Meter with logical control circuit to stopmachine immediately when out of control .
1st Suggestion
Digital Flow Meter
Logic Control Circuit
OrangeOut Of Control
Hijau WithinControl
VCS – Visual control system With colour indicator to dirrentiate between good and bad
Use Nut and tighten at the knob so to maintain at 2 L/Min to prevent out control.
Tighten Kob with Nut to prevent adjustment
CII.5
73
2nd Suggestion 3rd Suggestion

Cadangan untuk Source Error : 3.Flow Rate Out Of SpecAdvantage And Disadvantages
Item Advantages Disadvantges Keputusan
1.VCS – Visual control system With colour to differentiate between in control(Green) and out of control(Red)
• Easy to implement• Easy to differentiate
between Good and Bad• Overall cost is only RM 300
Audit shows2/97(2.1%) out of
control <1 L/Min. Still having risk of wire
proximity
2. Use screw and tighten at the knob so that maintain at 2 L/Min so that oout control does not occur.
• Cannot change the flow rate setting fixed at
2L/Min
Flow rate differ with wire size for 1 to 3
L/Min
3. Digital Flow Meter with logical control circuit to stopmachine immediately when out of control .
Poka Yoke Solution and robust process , wqhich
does not allow process to operate “Out Of Spec”
Cost RM1.3k per machine.
Management Approved to
implementation
CII.5
74

Tree Diagram Analysis : Selected Suggestion
Problem Root Causes Counter Measure Suggestors
Wire
Proximity
2.Operator take out frame to mark reject
3. Wire Tensioner setting out of control (spec <1 or >3 L/min)
4. After service air tensioner Vacuum and N2 swapped due to same color. (confused)
2. Implement Handsfree Jigto prevent handling problem when mark the reject unit.
3. Converted to digital flow meter with logical circuit to stop machine when out of control (Poka Yoke)
4. Use different color tubing between Air (Blue) and Vacuum( Red ) to prevent wrong fixing
Biha
Yahaya
1. Position of dummy bond
1.Relocate the dummy bond location to position C.
Punita
PM Nathan
CII.6
75

Kaizen 1 :Change Location Dummy Bond To Safe Area
SebelumIntially Dummy bond are done at area A, If the machine stops for "wire break", and when the wire is pulled, sometimes tweezer touches to bonded wire and causes wire proximity.
SelepasThe wire threading position moved to safe areas, namely C, to avoid contact tweezer to the bonded wire.
Wire Proximity
No Reject
CII.6
A B
CD
A B
CD C- New Location
A-Old Location
77

Kaizen 2 : Hand’s Free Jig To Prevent Handlig Issue Causing Wire Proximity.
SebelumThe Operator remove and insert the frame into magazine are sometime mishandled and causes Wire Proximity
SelepasHand's free Jig used for removing and inserting frames from Magazine to prevent the frame from a curved or vibrate. It Can Prevent Wire Proximity
CII.6
78

• Zero Touch was adopted to prevent these defects:
• Objective is to Protect Our Our Customer With “Zero Defect”
Wire ProximityBent Lead Weld -Off
Foreign Material
CII.6
79
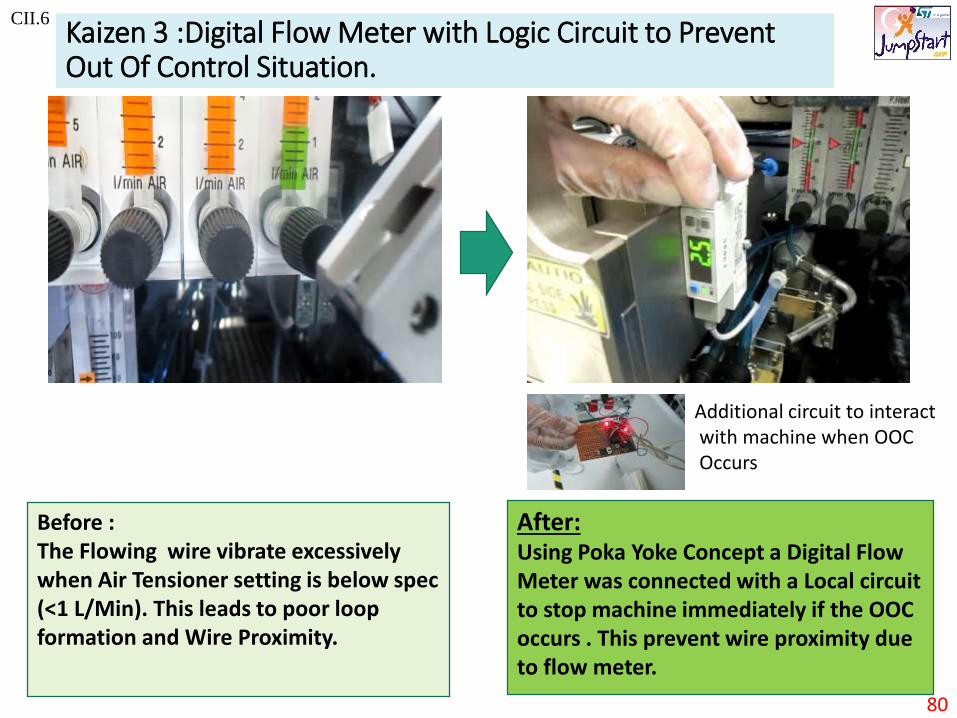
Kaizen 3 :Digital Flow Meter with Logic Circuit to Prevent Out Of Control Situation.
Before :The Flowing wire vibrate excessively when Air Tensioner setting is below spec (<1 L/Min). This leads to poor loop formation and Wire Proximity.
After:Using Poka Yoke Concept a Digital Flow Meter was connected with a Local circuit to stop machine immediately if the OOC occurs . This prevent wire proximity due to flow meter.
Additional circuit to interactwith machine when OOCOccurs
CII.6
80

Kaizen 4 : Use different color tubing between Air (Blue) and Vacuum( Red ) to prevent wrong fixing
SebelumBoth Air and Vacumm pipe are the same colour . Technician always get confused the interchange it accidently thus causing wire proximity.
SelepasChange the colour of the tubing Vacuum to Red and Air to Blue colour, with colour coding label .This will prevent the technician from getting confused .
Vacuum
Wire
Wire Tensioner Vacuum (Merah)
Wire ( biru)
Wire Tensioner
CII.6
81

5 : Wire Entangled At Spool
Before Wire Spool with is stuck wire due to entanggal causing wire proximity at the rate of 6% of the spool used
AfterThe "Engineering team " had investigated the problematic wire spool and corrective was taken by supplier(W4’May 2015) . No wire entanggal problems for past 1 year
CII.6
82

Expected BenefitsSWOT Analysis : Improvement Suggestion
Strengths S Weaknesses W• Able come with solution to root causes .• Able design to Digital flow gauge- poka yoke solution to
prevent human mistake. • Able find the correct thread area to prevent human
handling issue .• Able to evaluate new design jig to prevent inadvertent
mistake that about to take place.• able to detect that wire spool supplier are also
impacting our quality.• Able to differentiate by color coding to prevent wrongly
tube swap between Air and Vacuum.
• Wire proximity is only visible under microscopic inspection.
• Mixed product long wire and short wire are simultaneously run in production.
• Long wire device are prone to have more wire proximity and damaged wire.
• Other process such as plasma and molding process can also cause wire proximity.
• Team does not have sufficent resources to implement project item
Opportunities O Threats T• Able to reduce LRR % by reducing the number of
defective lots .• Able reduce the hold lot’s for Engineer analysis .• Able to reduce External Customer Complaint.• Able to to Improve TQ 14 product Yield • Management approved for external vendor to
install Kaizen activities on 97 machine.
• Some of the causal factor of wire proximity cannot be detected or prevented by the machine .
• Hidden causal factor not yet discover in the 4M/1E.• Wire proximity are still detected by the customer .• Internal Test Department still compliant on wire short
defect .• Molding process also can cause damage wire and
wire proximity
External Factors
Internal Factors
Positive Negative
CII.7
83

Project Implementation Vendor Selection
ItemNumber Machine
Vendor 1
Vendor2
CostRM
Selection
Kaizen 1: Relocated the dummy and rethread position to right (Zone C). 97 0 0 0
Done By team members
Kaizen 2. Hand’s free jig For Manual Visual Inspection
97 RM900 RM125016200
Selected Vendor 1
Kaizen 3 : Digital flow meter with electronic logic control < 1 dan > 3 l/min .
97 RM1750 RM1380
126100
Selected Vendor2
Kaizen 4 : Change the Air Tensioner tubing colour, Red for Vacuum and Blue for Air.
97 RM5 RM2194
Selected Vendor 2
5. Wire Spool Improvement by Wire Spool Vendor on Wire entangled .
97 0 0 Done by wire supplier
Cost Incurred RM142.5K
CII.5
84
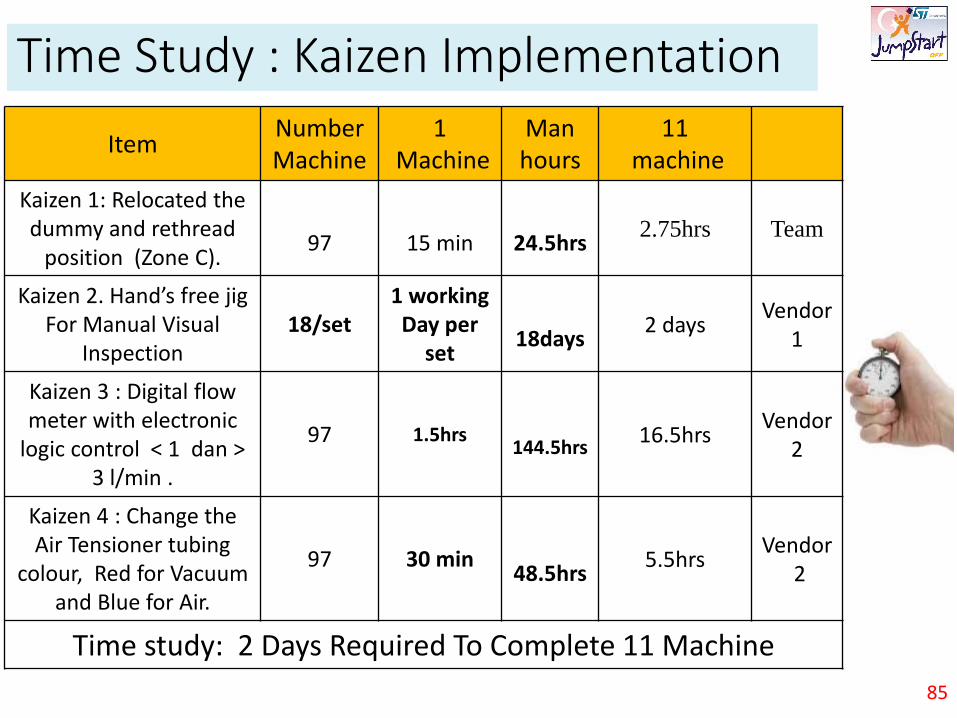
Time Study : Kaizen Implementation
ItemNumber Machine
1Machine
Manhours
11machine
Kaizen 1: Relocated the dummy and rethread
position (Zone C).97 15 min 24.5hrs
2.75hrs Team
Kaizen 2. Hand’s free jig For Manual Visual
Inspection18/set
1 working Day per
set18days
2 daysVendor
1
Kaizen 3 : Digital flow meter with electronic
logic control < 1 dan > 3 l/min .
97 1.5hrs 144.5hrs
16.5hrsVendor
2
Kaizen 4 : Change the Air Tensioner tubing
colour, Red for Vacuum and Blue for Air.
97 30 min48.5hrs
5.5hrsVendor
2
Time study: 2 Days Required To Complete 11 Machine
85

Kaizen-Cost Cost Machine Total
Tweezer terkena Wire 0 97 0
Hand's free jig 900 18 16200
Wire Tensioner Control 1300 97 126100
Tubing Color 2 97 194
Overall Cost Total (RM) 142494
Project Saving
Yield Saving 346040
Gold Wire Saving 106000
ECC Reduction Saving 128616
Man Hours 77436
•Grand Saving 658092
Apr'15 May'15 Jun'15 Jul'15 Aug'15 Sep'15 Oct'15 Nov'15 Dec'15 Jan'16 Feb'16 Mar'16 Apr'16 May'16 Total
Cost Incurred (RM/K) 36 36 36 36 36 36 36 36 36 36 36 36 36 36 504 36
Saving (RM/K) 36 36 36 36 36 36 36 36 36 36 36 36 36 36 504
Cost Amortized (RM/K) 36 72 108 144 180 216 252 288 324 360 396 432 468 504
Saving Amortized (RM/K) 36 72 108 144 180 216 252 288 324 360 396 432 468 504
54841
Amortized 4
Months
120758
Apr'15 May'15 Jun'15 Jul'15 Aug'15 Sep'15 Oct'15 Nov'15 Dec'15 Jan'16 Feb'16 Mar'16 Apr'16 May'16
Saving Amortized (RM/K) 36 72 108 144 180 216 252 288 324 360 396 432 468 504
Cost Amortized (RM/K) 36 72 108 144 180 216 252 288 324 360 396 432 468 504
3672
108144
180216
252288
324360
396432
468504
3672
108144
180216
252288
324360
396432
468504
0
100
200
300
400
500
-50
50
150
250
350
450
550
Cost
Sav
ing(
RM-K
)
Cost
Incu
rred
(RM
-K)
Amortized
ROI For Wire Proximity Project (Plant-Wide)
Amortized Saving VS Cost
Return Of Investment
10/04/2015SugumarManager
PNL Finance Control
Investment Cost: RM 142.5KForecast Yearly Gain :RM658KROI Time Frame = 4 month
CII.7
Investment Cost
RM142.5k
Forecast Gain
RM658kk
Per Year
Return RM-K Investment RM-K
Break Even Point
ROI 4 Months
86

Letter Of Approval For Project Implementation
Aprroved Date :11/4/2015
Mr. Tak Piau LimAssembly
Manufacturing Director
87

Criteria Yield Lot Reject
Hold Lots
VICost(R
M)
ECC
Target (weekly)
0.2% 0 1 10 0
Actual for 11machine
0.20% 0 1 10 0
Status OK OK OK OK OK
Project Implementation-Model Machine 11 –Apr’W4 2015.
Machine Yield (Target 0.2%) Lot Reject Hold Lots VI Cost(RM) ECC
ASM 1 0.24 0 1 10 0
ASM 2 0.19 0 0 0 0
ASM 3 0.23 0 2 20 0
ASM 4 0.18 0 0 0 0
ASM 5 0.16 0 1 10 0
ASM 6 0.25 0 2 20 0
ASM 7 0.17 0 0 0 0
ASM 8 0.21 0 1 10 0
ASM 9 0.1 0 0 0 0
ASM 10 0.23 0 2 20 0
ASM 11 0.21 0 2 20 0
Average 0.20 0 1 10 0
CII.7
Step 1 : Select model machine
11
Stgep 2: Install simply kaizen
Dummy bond position
Step 4:
Implement Kaizen 4 : Tubing color
code
Step 3:
Implement Kaizen 2 hand free jig
Step 5:
Implement kaizen 3: Digital Air
tensioner
Step 6:
Monitor results
Resp: YahayaResp: Ayob
Resp: YahayaResp: Ayob
Resp: NathanResp: Nathan
11 machine installed with all 4 kaizen in 1 day 2 Hands free Jig and 11 Digital air tensioner were installed by vendor in 1 day.
88

Implementation Of Corrective ActionsAnd Result Monitoring
Roadmap Installation Of Creative And Innovative Ideas On 97 Wire Bond Machine (TQ14)
Time Frame Apr'W4 May' W1 May'W2 May'W3 May'W4 Jun'W1 Jun'W2 Jun'W3 Jun'W4
Total Machine
Kaizen 1
Change threading Position Safe Zone 97 97
Kaizen 2 Hand's free Jig 2 2 2 2 2 2 2 2 2 18
Kaizen 3 Wire Tensioner Control 1 to 11 12 to 22 22 to 33 34 to 44 44 to 55 56 to 66 67 to 77 78 to 88 89 to 97 97
Kaizen 4 N2/Pipe different colour 11 37 49 97
Apr' 15 May' 15 Jun' 15 Jul' W4
W1 3 4 3 1
W2 3 3 3 1
W3 5 3 2 1
W4 3 2 2 1
3 2 2 1
53 2
1
3
3 3
1
34
3
1
0
5
10
15
No
Month
Wire Proximity Lot Rejection
CII.7
89

3. Results And Impact Of Project
GOOD QUALITY IS GOOD BUSINESS In ST, we have unparalleled commitment to quality in order to satisfy customer requirements. We are convinced that good quality for our customers is good business for us. We are convinced because we evaluate quality results and have established a strong and measurable link between quality and financial performance in ST. ST performs a systemic and 360 degree assessment of the final impact of quality on company P&L. Our approach is to calculate the contribution of quality activities to the bottom line through an innovative and comprehensive economics approach that goes well beyond the standard cost of quality/cost of non-quality assessments. The ST model in fact captures both costs and induced savings. This gives our top management a clear means to drive strategy and business execution. 90

Impact Of Innovative And Creative Ideas On Wire Proximity
Kaizen 120%
Kaizen 234%
Kaizen 330%
Kaizen 410% Wire Spool
6%
Impak
1. Megubah lokasi wire threading : 20%2. Hands Free Jig : 34%3. Wire Tensioner Control : 30%4. Tubing Kod Warna : 10%5. Wire Spool : 6%
C III.7
91

Oct' 14Nov'14
Dec'14
Jan' 15Feb'15
Mar'15
Apr'15
May'15
Jun' 15 Jul' 15 Aug' 15Sep'15
Oct' 15 Nov'15Dec'15
% 0.9 0.88 0.89 0.91 0.92 0.87 0.88 0.71 0.42 0.24 0.19 0.19 0.19 0.19 0.18
0
0.2
0.4
0.6
0.8
1
1.2
%
Month
Monitoring Results - Wire ProximityYield Loss %
Average Yield=0.90%
After
Average Yield = 0.19%Avg.
Improvement: 78%
During Creative and
Innovative Idea
Implementation Stage
Average Yield=0.67%.
Before AfterDuring
C III.7
Target =0.2%Actual 0.19=0.1
Target: 0.20%
92

Oct'14
Nov'14
Dec'14
Jan' 15Feb'15
Mar'15
Apr'15
May'15
Jun'15
Jul' 15 Aug' 15Sep'15
Oct'15
Nov'15Dec'15
Qty 3.586 3.831 3.458 3.789 3.665 3.466 3.506 2.901 1.673 0.956 0.757 0.765 0.748 0.758 0.71
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
K/U
nit
s
Month
Monitoring Results – Wire ProximityYield Loss Scrap / Cost
Average Scrap=3.6k
Average Yearly Scrap
= USD109980
Average Scrap =0.748K
Anual Scrap =USD23470.
Anualized Saving
$109980- $23470=USD 86510
During Creative and
Innovative Idea
Implementation Stage
Average Scrap =2.7k
Before AfterDuring
C III.7
Target = 807 unitsActual = 748 units
=59 units
93

Monitoring Result: Wire ProximityQuality Rejected Lot Trend
Oct'14Nov'1
4Dec'14
Jan'15
Feb"15
Mar'15
Apr'15
May'15
Jun'15
Jul'15
Aug'15
Sep'15
Oct'15
Nov'15
Dec'15
Wire Proximity 14 16 15 16 14 16 14 12 10 4 3 2 1 2 1
0
2
4
6
8
10
12
14
16
18
20
Lots
Month
Average : 15 Lot/Month
After Average : 2 Lot /monthImprovement :87%
Target: 4 Lot/Month
During ICC Activities
C III.7
Target = 4 Lots Actual = 2Lot= 2 Lots
94
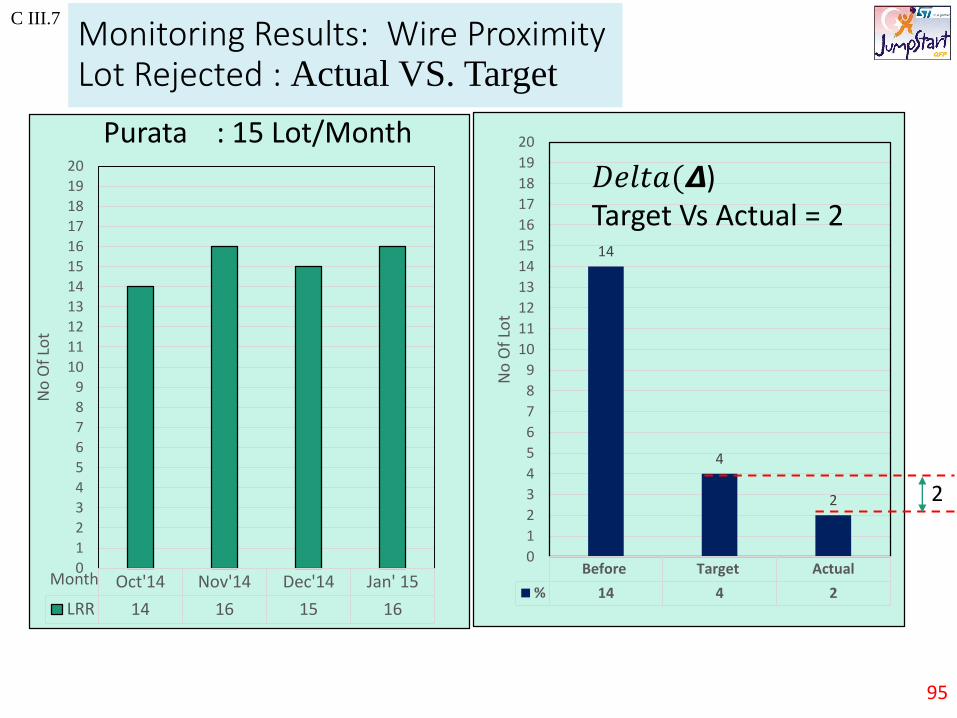
Monitoring Results: Wire Proximity Lot Rejected : Actual VS. Target
Oct'14 Nov'14 Dec'14 Jan' 15
LRR 14 16 15 16
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
No
Of
Lot
Month
Purata : 15 Lot/Month
Before Target Actual
% 14 4 2
14
4
2
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
No
Of
Lot
𝐷𝑒𝑙𝑡𝑎(𝞓) Target Vs Actual = 2
2
C III.7
95

Monitoring Results-Wire Proximity VI Hours Cost -RM
Oct'14Nov'1
4Dec'14
Jan'15
Feb"15
Mar'15
Apr'15
May'15
Jun'15
Jul'15
Aug'15
Sep'15
Oct'15
Nov'15
Dec'15
Wire Proximity 139.1 159.4 149.3 159.2 139.3 159.2 139.3 119.4 99.5 39.8 29.9 19.9 10.0 19.9 10.0
0.0
20.0
40.0
60.0
80.0
100.0
120.0
140.0
160.0
180.0
200.0
RM
Month
Target = RM 60Actual = RM 30= RM 30
Gain : 80%
Before Average Cost :
RM152x12 =RM1852
After Average Cost :
RM 30 x 12 =RM360
Target: RM60
During ICC Team Activities
C III.7
96

Monitoring Results: Wire ProximityHold Lot – Engineer/Technician
Oct'14
Nov'14
Dec'14
Jan'15
Feb"15
Mar'15
Apr'15
May'15
Jun'15
Jul'15
Aug'15
Sep'15
Oct'15
Nov'15
Dec'15
Hold Lot 257 225 260 226 290 275 261 189 157 128 111 97 108 89 97
0
50
100
150
200
250
300
350
Nu
mb
er
Month
Target = 140 Lots Actual = 97 Lots= 43 lots
Improvement: 68%
Before Average Hold Lots :
242
After Average Hold Lots :
97
Target: 140
During ICC Team Activities
C III.7
97

2014 Jan' 15 Feb' 15Mar'15
Apr' 15May'
15Jun' 15 Jul' 15 Aug' 15 Sep' 15 Oct' 15 Nov'15 Dec' 15
Cases 6 1 0 1 0 1 0 0 0 0 0 0 0
0
1
2
3
4
5
6
7
Customer Complaint- Wire Proximity
Cases Linear (Cases)
Before
6cases
After
Zero Defect During
Target : 2 Cases
C III.8
Zeo Defect
98
Monitoring Results :Wire Proximity External Customer Complaint

Cost Breakdown for Customer Complaint Analysis
Estimated Cost Saving : 5359 x 6 Cases = USD 32,154 years
Saving = RM 128,616 years
Excursion Case Cost StudyCustomer : Bosch Failure mode: FM Handling period 2 weeks Affected plant : MUAR
Category # of people Spent time(H)Man Hour
(H)Used Units
Remarks USD
Manager time 5 40 100 convert to actual handling time as 5 full days including meeting,
investigation, report
1000 50% > Engr
Engineer time 5 40 100721 27K$/Year
Division time 2 20 100Division people to attend
meeting 721 Same as Mgr
Machine time 3 h/day for 5 daysSimulation trials, trouble
shooting 242.7Avg S.A.R. for alleqt (Source :
LMC campaign), excl. labor
Material used 500used for root cause
investigation,Eveluation of action, 540 108 cts/Unit
Operator time 200 1000 5$/HrWIP inspection 3 3 h/day for 1 week 63 315 5$/Hr
operator training 10 1 24 one time job 120 5$/Hr4660 Sub-total15% Contingencies
Overall 5359
C3.7
99

Potential Impact Of The Project On Stakeholders : Yield , LRR, On-Hold Lots & Labour Cost.
KPI Stakeholders Indicators Resp Time loss
Before
Target Time Loss
After
Impact
Yield
Process Engineer /Technician
Engineering
Manager
Engineering Director
Target >0.20 %
(44hrs)Process
Technician44 hrs 10 hrs 10 hrs 77%
Actual 0.19%
(10hrs)
Quality
LRR
Process Engineer
Customer
ST QA Director
ST Quality
Engineers
Supervisor
Target : < 4 lots per
Month
Engineer 25Hrs 6.4hrs 3.3 hrs 87%Actual: 2 Lots per
Month
Lot On-
Hold
Inprocess
Control
Operator
Technician
Supervisors
Engineers
Customer
Target: 100 lots
(100hrs)
Process
Technician242 hrs 140 Hrs 97 Hrs 60%
Target: 100 Lots
(50hrs)Engineer 122 Hrs 61 hrs 49 hrs 60%
Actual :135 Sub Total 364 201hrs 146hrs 60%
VI Cost
Operator
Supervisor
ST Quality
Engineers
Planner
Customer
Target : >RM 60
(4 Lots)
Operator 22.5hrs 6 hrs 3 hrs 87%Actual : RM 30
(2 Lots)
Manhours saving Total 456Hrs 224Hrs 162Hrs 65%
C III.7
100

HoldLot
Yield Quality VI
Manhours 146 10 3.3 3
0
50
100
150
200
250
300
350
Ho
urs
Manhours
After
Target = 224hrs Actual = 162hrs = 62hrs
Gain 65%
HoldLot
Yield Quality VI
Manhours 364 44 25 22.5
0
50
100
150
200
250
300
350
Ho
urs
Manhours
Before
456 Manhours
Manhours VS. KPI C III.7
Target =224hrs
101

Technician Engineer Operators
Manhours 1816 1313 20
0
1000
2000
3000
4000
5000
6000
RM
Manhours/Cost
After
Actual = 9.7k/RM Actual = 3.2k/RM = 6.4k/RM lImprovement:
68%
Technician Engineer Operators
Manhours 5503 3969 224
0
1000
2000
3000
4000
5000
6000
Manhour/Cost
RM
Before
Monitoring Results : Manhour Cost
Manhour Cost RM3242Manhour Cost: RM 9695
C III.7
Manhours Saving Cost: RM 6.4K x 12 = 76.8k102

Wire
Proximity
MACHINE MATERIAL
MANMETHOD
Enviro
nm
ent
Wire Theading
Zero Touch
Dummy bond
Frame stuck
Getaran
Intervention Design not robust
Double Frame
Wrong Capillary
Wire tensioner Kicker Loss stepWCTP
Indexing
Frame Bent
Bent SlugTail Too Short
Machine Hang
Index Out Tie Bar
Wire Clamp
Handling
Kemahiran
Sikap
Pengetahuan
Wire Problem
Damaged Magazine
Damaged Magazine Cover
Magazine/track aligment out
Loop Parameter
Track Width
Frame bengkok
Magazine terjatuh
Frame terjatuh
Magazine Cover Terkena wire
Tweezer terkena Wire
Magazine terhentak
Wire thread Switch activated
VI
Tukar Cap
Change wire Spool
SPC Buy Off
Pengaliran Lot
Device Conversion
Wire Feeder Blower
Loop Type
Sikap
Tight wire
Tarik Rack
Out of range
Sumbat
N2 Setting
Worn Out
Binding
Gap too Small
Procedure NC
Wire entangled at spool
Wire Twisted Wire Twisted
Kelang Kabut
Kejar output
CuaiBeban kerja
Sagging wire
Low Loop
High Loop
Burr
Gap too Big
Vac&N2 SwapStep 1
Zero Touch
Damaged Wire
Tail Too shortWire Dreeler
Wire Length
Short wire
Long Wire
CopperFrame
Mold Resin
Hold Lot
Gold Wire
Ciii.8 Display Continual Improvement
October 2015 Detected Wire Tensioner Not Vertical To Capillary.
Wire Tensioner Slanted 103

Causal Factor Verification7.Machine
Cause Finding How Who Impact
7.Air Tensioner Not vertical to
capillary
15/97 (20%) was found
with air tensioner
slanted
Air tensioner slanted
leads to inconsistent
wire flow Significant
Source Data: Simulasi Owner : BihaDuration :
Aug W2’ 2015
15%
85%
Air Tensioner Vertical
Slanted
ok
CIII.8 Display Continual Improvement
Air Tensionerslanted
Air TensionerVertical
104

Why ?Wire tensioner was position was
alter by someone
Why ?
While wire threading the
operator press on the wire
tensioner
Why ?The operator need thread
through the Air tensioner
Source
Error
The bracket not
holding the Air
tensioner not firm
Air
Tensioner
Slanted
Why-Why Analysis On Wire Tensioner Slanted
Why ?
Wire Tensioner Slanted causes
inconsistent wire flow and wire
proximity
Air Tensioner
CIII.8
105

Kaizen 5: Modify Bracket To Prevent “Air Tensioner” Slanted.
Before : Situation a rod secure the Air Tensioner an unstable
After : Bracket to hold wire tensioner vertically perpendicular to the capillary
Can easilyShifted withforce above600gram
Bracket holdthe Air
Tensioner Vertically
CIII.8
106

1. Reduce the generation of waste by at
least 5% per year .(Kg per production
unit)
2. Re-use and recycle at least 95% of
waste
Minimizing Waste
Minimizing Waste
1. 2.
Wire Promity disposed into Scrap Bin
Impact To The Environment On Wire Proximity
C III.10
107

Encapsulation:
Materials: Plastic mold resin.
Waste Treatment: Recycling into floor
tiles & bricks.
Circuit Connection Wire:
Material: Gold or Aluminum
Waste Treatment: Metal Recovery.
Circuit Chip or die:
Material: Silicon
Waste Treatment: Recovery for photovoltaic
(solar panel) use.
Adhesive between dies and base:
Material: Silver Epoxy Glue (app. 70-80 Sn)
Waste Treatment: Silver Recovery.
Leads or Balls:
Material: Metals - Copper, Tin, Lead.
Waste Treatment: Metal Recovery.
STMicroelectronics Basic Product Component
Breakdown And Treatment
Note: Majority of STMicroelectronics product end-of-life material can be recycled.
Product And Services C III.10
108
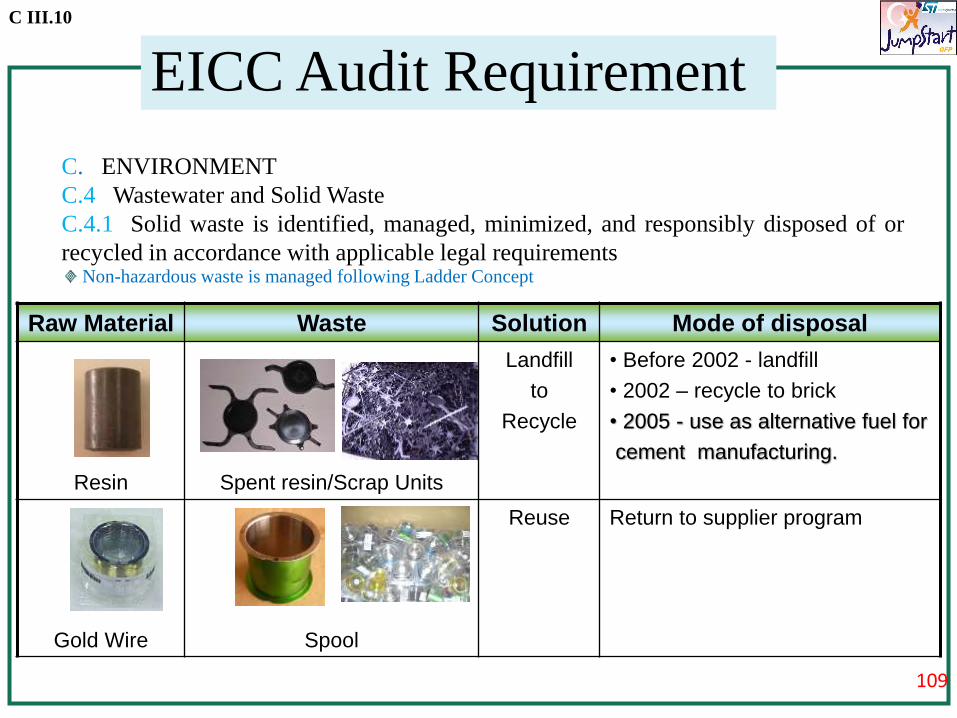
Non-hazardous waste is managed following Ladder Concept
Raw Material Waste Solution Mode of disposal
Resin Spent resin/Scrap Units
Landfill
to
Recycle
• Before 2002 - landfill
• 2002 – recycle to brick
• 2005 - use as alternative fuel for
cement manufacturing.
Gold Wire Spool
Reuse Return to supplier program
C. ENVIRONMENT
C.4 Wastewater and Solid Waste
C.4.1 Solid waste is identified, managed, minimized, and responsibly disposed of or
recycled in accordance with applicable legal requirements
EICC Audit Requirement
C III.10
109

Weight :Frame = 9.1560gram
Before After
Units 43992 9388
0
20000
40000
60000
Scrap Tahunan
Units
1. Pengurangan Scrap Tahunan Wire Proximity Defect
Before After
Scrap Kg 897 191
0
500
1000
Gold Wire Wastage
Scrap Kg
Reduction63.5%
Scrap Reduction
63.5%
No Item Before After Gain Improved%
Material Recycle
1 Unit 43992 9388 32604 78.6% Cu/Au/Ag
Recycledfor industry use
2 Wire Emas
897Gram
191Gram
706Gram
78.6% Wire Emas
Saving = RM106 K
Environmental impact By Wire Proximity Reject
Weight of 1 unit Gold Wire = 0.0204 Gram
Before After Gain
Wire Proximity Scrap 43992 9388 78.6%
C III.10
Gold Wire Saving : RM106K110

Our ambition Quality is our priority in ST. We work hard every day to meet and exceed customer expectations. Our goal is to provide our customers with the highest level of quality excellence in the industry. We are committed to make our solutions the best, safest and most reliable in the industry.
Our customers: Delight our customers by providing best-in-class quality support, communication and management of customer requirements People: Engage employees in the pursuit of quality excellence by ensuring people are empowered, connected, competent and dedicated to quality.
4. VALIDATION
111

TQ14-Project Cost Saving
346040
77436
128616
106000
Cost Saving
Yield Loss
Man Hours
ECC
Gold Saving
C IV.11
112
Total Saving: RM658K
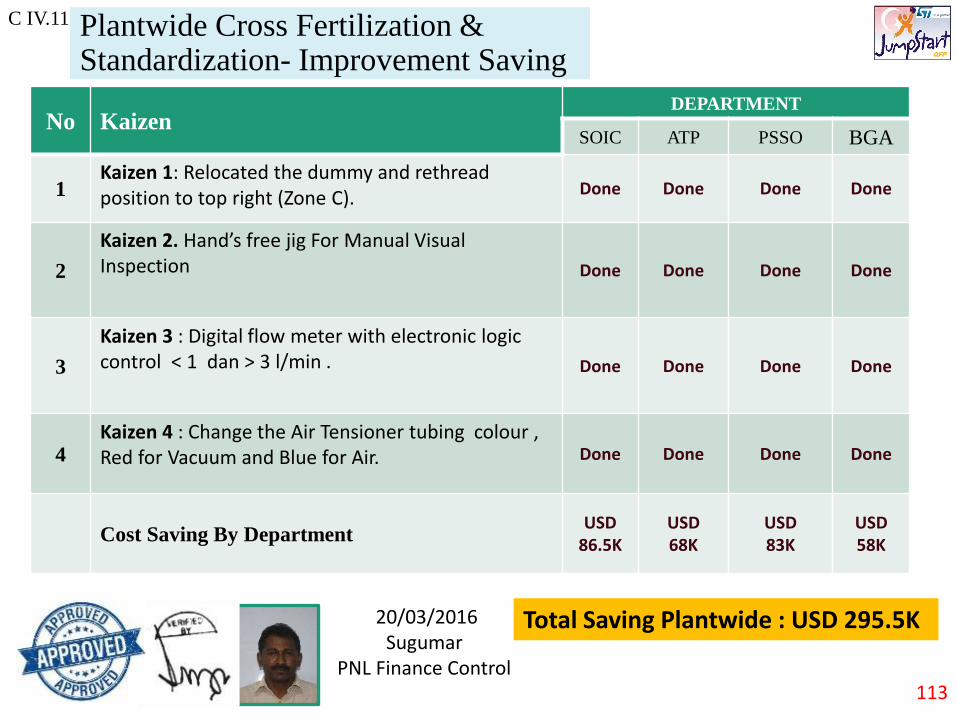
Plantwide Cross Fertilization & Standardization- Improvement Saving
No KaizenDEPARTMENT
SOIC ATP PSSO BGA
1Kaizen 1: Relocated the dummy and rethread position to top right (Zone C). Done Done Done Done
2
Kaizen 2. Hand’s free jig For Manual Visual Inspection Done Done Done Done
3
Kaizen 3 : Digital flow meter with electronic logic control < 1 dan > 3 l/min . Done Done Done Done
4Kaizen 4 : Change the Air Tensioner tubing colour , Red for Vacuum and Blue for Air. Done Done Done Done
Cost Saving By Department USD
86.5KUSD 68K
USD 83K
USD 58K
Total Saving Plantwide : USD 295.5K 20/03/2016Sugumar
PNL Finance Control
C IV.11
113

Annualized Cost Improvement Gain
Kaizen Man Hours ECC Gold Wire
USD 86500 77436 32154 26500
0100002000030000400005000060000700008000090000
100000
USD
$
Criteria
Yearly Gain
C IV.11
20/03/2016Sugumar
PNL Finance Control
Item USD/ K RM-KYield Saving 86.5 346.0
Gold Wire Saving 26.5 106.0
ECC Reduction Saving 32.2 128.6
Man Hours 19.4 77.4
Total Saving 165 658
Plant Wide (BGA/ATP/PSSO/SOIC) 296 1182
Overall Grand Saving $460 RM1840K114

Wire Tensioner Control : Product Change Plan Approved oleh Majikan
PCP atau Product Change Plan dimana Wire Tensioner Control System telah di sah oleh Komuniti PCP terdiri daripada pengarah and pengurus technical
28-Feb-201528-Apr-2015
C IV.11
115

Hand’s Free Jig : Product Change Plan Approved By Management
TQ14 x 14
116
C IV.11

Verification And Validation
Verifikasi dan Pengesahan.Pihak kejuruteraan telah membuat pemeriksaan dan kajian terhadap 4 Inovatif dan kreatif idea .Keputusan positif telah beri oleh pihak kejuruteraan.Seperti berikut:1. Risk assessment : Tiada risiko .2. Workablity : Sangat Baik.3. Creative/ Inovatif : Sangat Baik.
Md. NazirEngineering Managers
C IV.11
117

Letter Of Acknowledgement-EHSFrom : Radiah ABUHASANSHAARI
Email: [email protected]
Department : EHS
Position : Environment Engineer
Subject : Team Fast and Furious (Environment Impact)
Congratulation to Team Jumpstart on the QFP -Wire Proximity Reduction Team. Your team effort as parallelly impacted on the environment by reducing scrap material and wastages.
I also understand this team had won numerous awards and rightfully deserve this recognition .
CIV. 11
118

ST- Corperate Recognition 2015World Wide Best Suggestion Award
“Wire Tensioner Control “Selected By ST- CEO
CIV.11
119

Letter of Recognition From Key Customer Robert Bosch
120
CIV.11

Letter Of Recognition ST MangementCV.11
121

5. RESULTS AND SUSTAINABILITY
ABSOLUTE ZERO!
To achieve zero defects, we use a
unique set of indicators that includes
not only internal excursions but also
data linked to manufacturing
performance and smoothness. This data
enables us to properly identify and
prevent both internal and customer
excursions.
122

Shop-Floor Training for Proper Wire Threading
123
C V.12
Training Acknowledgement
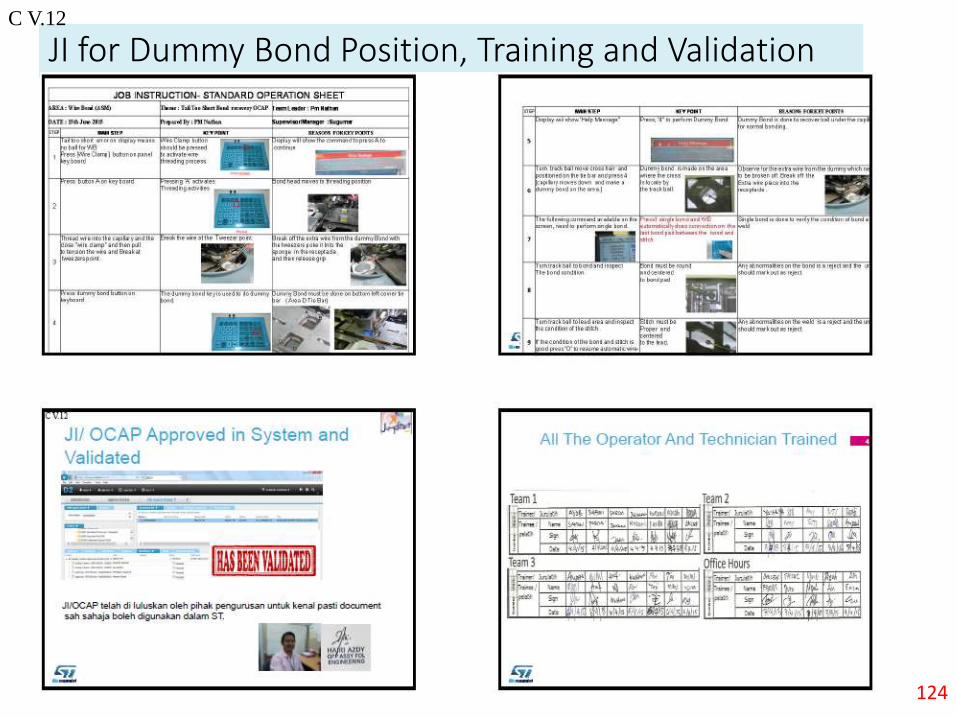
JI for Dummy Bond Position, Training and ValidationC V.12
124

Kaizen 4 :Training / Education For Tubing Color Code C V.12
125

Job Instruction for Proper Lot HandlingC V.12
126

FMEA - Wire ProximityC V.12
127

Oct'14
Nov'14
Dec'14
Jan'15
Feb'15
Mar'15
Apr'15
May'15
Jun'15
Jul'15
Aug'15
Sep'15
Oct'15
Nov'15
Dec'15
Qty 3586 3831 3458 3789 3665 3466 3506 2901 1673 956 757 765 748 758 710
% 0.9 0.88 0.89 0.91 0.92 0.87 0.88 0.71 0.42 0.24 0.19 0.19 0.19 0.19 0.18
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0
600
1200
1800
2400
3000
3600
Yiel
d L
oss
%
Un
its
Month
Sustainable Improvement - Yield Loss On Wire Proximity
Average Yield=0.90%
Average Yearly Scrap
= USD109980
Average Yield =
0.19%=
Avg.Anual Scrap
=USD23470.
Anualized Saving
$109980- $23470=
USD 86510
During Creative and
Innovative Idea
Implementation
Stage Average
Yield=0.67%
Before AfterDuring
C V.12
Jan'16
Feb'16
Mar'16
Apr'16
May'16
Jun'16
Qty 717 780 670 625 610 590
% 0.180.190.170.160.160.15
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0
600
1200
1800
2400
3000
3600
Yiel
d L
oss
%
Un
its
Sustainable Improvement
Tangible Gain :81%
2016 (6 month)
Average Yield = 0.17%
128
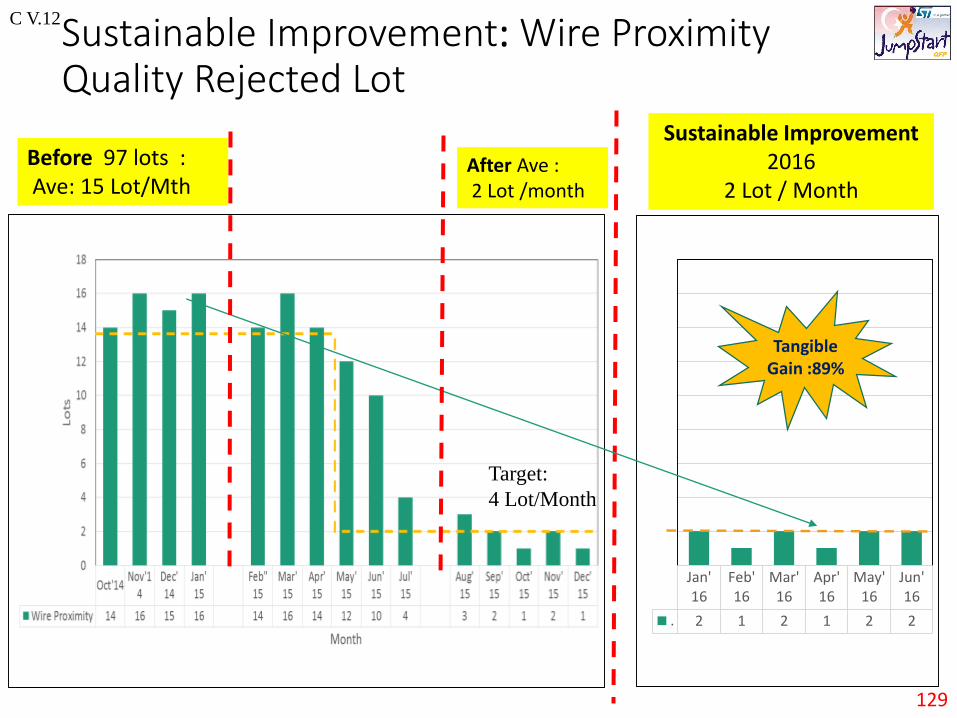
Sustainable Improvement: Wire Proximity Quality Rejected Lot
Jan'16
Feb'16
Mar'16
Apr'16
May'16
Jun'16
. 2 1 2 1 2 2
Sustainable Improvement2016
2 Lot / Month
Tangible Gain :89%
C V.12
Before 97 lots :Ave: 15 Lot/Mth
Target:
4 Lot/Month
After Ave : 2 Lot /month
129
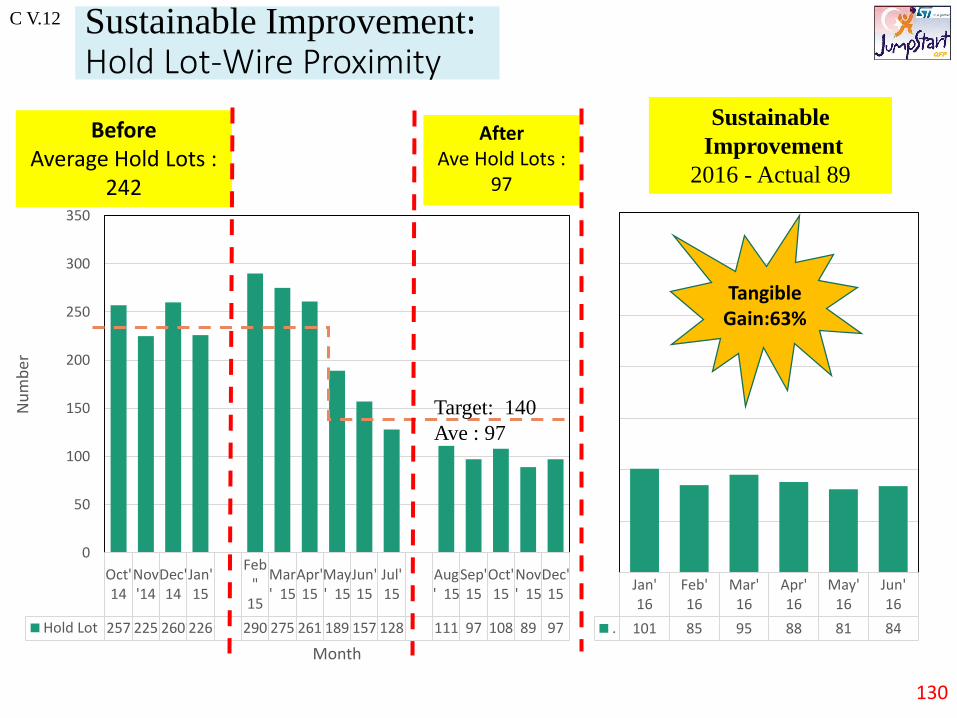
Sustainable Improvement: Hold Lot-Wire Proximity
Oct'14
Nov'14
Dec'14
Jan'15
Feb"
15
Mar' 15
Apr'15
May' 15
Jun'15
Jul'15
Aug' 15
Sep'15
Oct'15
Nov' 15
Dec'15
Hold Lot 257 225 260 226 290 275 261 189 157 128 111 97 108 89 97
0
50
100
150
200
250
300
350
Nu
mb
er
Month
Before Average Hold Lots :
242
After Ave Hold Lots :
97
Target: 140
Ave : 97
C V.12
Jan'16
Feb'16
Mar'16
Apr'16
May'16
Jun'16
. 101 85 95 88 81 84
TangibleGain:63%
Sustainable
Improvement
2016 - Actual 89
130

Sustainable Improvement: Wire ProximityVI Hours Cost
Oct'14
Nov'14
Dec'14
Jan'15
Feb"15
Mar'15
Apr'15
May' 15
Jun'15
Jul'15
Aug'15
Sep'15
Oct'15
Nov'15
Dec'15
Wire Proximity 139. 159. 149. 159. 139. 159. 139. 119. 99.5 39.8 29.9 19.9 10.0 19.9 10.0
0.0
20.0
40.0
60.0
80.0
100.0
120.0
140.0
160.0
180.0
RM
Month
Before Ave Cost Month :
RM152
After Average Cost Cost : RM 30
Target: RM60
Sustainable
Improvement
2016
*VI Labour Cost RM 15 per lot
C V.12
Jan'16
Feb'16
Mar' 16
Apr'16
May' 16
Jun'16
. 19.9 10.0 19.9 19.9 19.9 19.9
Tangible Gain 88%
131

Sustainable Improvement : Wire ProximityExternal Cusxtomer Complaint
2014Jan'15
Feb'15
Mar'15
Apr'15
May'15
Jun'15
Jul'15
Aug'15
Sep'15
Oct'15
Nov'15
Dec'15
Cases 6 1 0 1 0 1 0 0 0 0 0 0 0
0
1
2
3
4
5
6
7
Before
6cases
After
Zero Defect
During
Sustainable
Improvement
Zero Defect
2016
Target : 2 Cases
C V.12
Jan'16
Feb'16
Mar' 16
Apr'16
May' 16
Jun'16
. 0 0 0 0 0 0
Zeo Defect
132

6.LESSON LEARNED AND PRESENTATION
CONTINUOUS IMPROVEMENT Continuous improvement is a fundamental part of our ST culture and fully integrated in quality management.
It is part of what we all do in ST, every day, to ensure our performance meets or exceeds our customers’ expectations and
our business goals.
We work to continuously enhance our overall effectiveness and efficiency through close examination of how each of our
business processes is managed and interrelated using a system approach. This means
• Clearly mapping business processes and responsibilities
• Measuring and analyzing business performance
• Constantly tailoring, innovating, implementing changes and evaluating their effectiveness.
The continuous improvement process is supported by a Plan-Do-Check-Act (PDCA) approach to making decisions and
managing business.
133

Item Obstruction Contermeasure
1 Tight Production schedule and
difficult to implement correction
action on mold
Discussion with Planner/ Operation
Manager to allocated 11 machine for 2
days to implementation all
improvement kaizen per week.
2. Operator and technician work load Plan the meeting time from 10:30 to
11:00am with supervisor involvement.
3. Difficult to implement project on
machine
Liaise with external vendor to install
machine by machine.
4. Operator and technician do not
understand ICC approach.
Send them for training on ICC, team
building and communication.
5. Difficult to convert idea into proper
schematic drawing
Get help from automation group to
make proper drawing for fabrication.
6. Team members resigned Recruit new members and train them
immediately .
C6.13
Team Challenges /Lesson Learned
132

Assessment Radar Chart Score CardBefore And After Team Formation
NAMEAYOB Biha Punita AMALINA YAHAYA SYAZRINA
BEFORE AFTER BEFORE AFTER BEFORE AFTER BEFORE AFTER BEFORE AFTER BEFORE AFTER
1
* INNOVATION SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total
- Give new ideas 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 3 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 5
- Ideas is relevent 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 5
Average 2 Average 5 Average 2 Average 5 Average 2 Average 5 Average 2 Average 5 Average 1 Average 4 Average 2 Average 5
2
* SPIRIT SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total
- Attend all meeting 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 4 1 2 3 4 5 1 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 4
Average 2 Average 5 Average 2 Average 4 Average 2 Average 4 Average 1 Average 4 Average 2 Average 4 Average 2 Average 4
3
* CREATIVITY SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total
- Give sollution for problem 1 2 3 4 5 3 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 5 1 2 3 4 5 3 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5
- Great ideas 1 2 3 4 5 1 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 3 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5
Average 2 Average 5 Average 2 Average 4 Average 2 Average 5 Average 1 Average 5 Average 2 Average 5 Average 2 Average 5
4
* TEAMWORK SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total
- Involve on all activities 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 3 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5
- Help each others 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 3 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5
Average 2 Average 5 Average 2 Average 5 Average 3 Average 5 Average 2 Average 5 Average 2 Average 5 Average 2 Average 5
5
* LEADERSHIP SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total
- Able to complete task given. 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 3 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 4
- Can make decision.
- Able to train others on new
procedure and explain to all
1 2 3 4 5 4 1 2 3 4 5 5 1 2 3 4 5 1 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 3 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 4
Average 3 Average 5 Average 2 Average 4 Average 2 Average 4 Average 2 Average 5 Average 2 Average 5 Average 2 Average 4
6
* COMMUNICATION SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total SCORE Total
- Able to communicate to each
others1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 4
- Can perform public speaking 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 2 1 2 3 4 5 2 1 2 3 4 5 4 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 5 1 2 3 4 5 2 1 2 3 4 5 2
Average 2 Average 5 Average 2 Average 3 Average 2 Average 4 Average 2 Average 5 Average 2 Average 5 Average 2 Average 3
C6.13
135
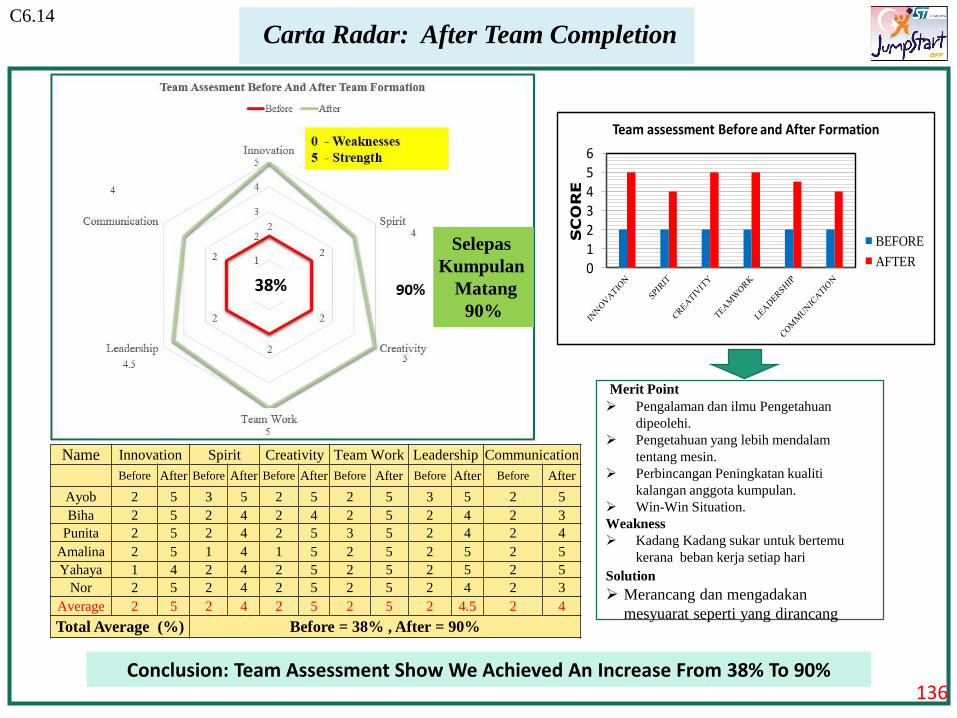
Carta Radar: After Team Completion
Conclusion: Team Assessment Show We Achieved An Increase From 38% To 90%
Merit Point
Pengalaman dan ilmu Pengetahuan
dipeolehi.
Pengetahuan yang lebih mendalam
tentang mesin.
Perbincangan Peningkatan kualiti
kalangan anggota kumpulan.
Win-Win Situation.
Weakness
Kadang Kadang sukar untuk bertemu
kerana beban kerja setiap hari
Solution
Merancang dan mengadakan
mesyuarat seperti yang dirancang
Name Innovation Spirit Creativity Team Work Leadership Communication
Before After Before After Before After Before After Before After Before After
Ayob 2 5 3 5 2 5 2 5 3 5 2 5
Biha 2 5 2 4 2 4 2 5 2 4 2 3
Punita 2 5 2 4 2 5 3 5 2 4 2 4
Amalina 2 5 1 4 1 5 2 5 2 5 2 5
Yahaya 1 4 2 4 2 5 2 5 2 5 2 5
Nor 2 5 2 4 2 5 2 5 2 4 2 3
Average 2 5 2 4 2 5 2 5 2 4.5 2 4
Total Average (%) Before = 38% , After = 90%
0123456
SCORE
Team assessment Before and After Formation
BEFORE
AFTER
Selepas
Kumpulan
Matang
90%
38%
C6.14
136

Results were displayed at Quality Corner
For general viewing for all level of staff and customer
Results was presented in ST ICC Convention
participate by all level of staffs .
Presentation to Executive Vice President to Mr Fabio,
GM Mr CS Tan, DGM WS Yoong and TP Lim Director
Sharing Results With Stakeholders (Internal)C6.14
ICC team Sharing results to all technician, operators,
Engineer, QA
137

Sharing Results With Stakeholders (External Customer)
C6.14
All improvement activities are
Shared during Gemba
to the customer’s at ICC Corner
by team Presentation
Management synergy meeting with sister plant staff and Customers where all
Improvement actions are cross fertilized and shared.
* Those wearing Yellow Uniform are VIP138

Presentation to ManagementThe following video clip ,jumpstart presentation to ST’s Top Management En.Fabio-EVP, En CS Tan-GM, Mr WS Yoong-DGM and Mr TP Lim-Manufacturing Director On- 01/07/2015
C6.14
139

Team Members Participation And Comments C6.14
Ayob:
I enhanced my
knowledge and
skill on the Wire
Bond equipment
Punita :
My technical
knowledge on
machine know
how has
increased a lot .
Zabiha:
I have acquired
knowledge on ICC
tools and improved
my technical
knowledge .
Yahaya :
I have learnt a lot
about ICC and able
to speak infront of
audience and want
to participate in ICC
team in future.
Nor Syazrina :
I have increased talent
at public speaking and
indepth knowledge on
the machine function.
Noor Amalina :
I am happy with team-
work, members guide
me to understand better.
140

Conclusion
• Continuous improvement is the key to maintain the improvements that achieved our goals.
• Thinking “Out Of Box” and using“ Paradigm Change” approach we were able to generate breakthrough ideas that led to success of our team .
Our team achieved it’s goal and team was closed at Team@ST .Status Team 2015-T3549 “Closed 29/06/15“
C6.14
141

Thank You


















