Przegląd Mechaniczny 11/2014
56
11’14 PL ISSN 0033-2259 MIESI¢CZNIK NAUKOWO-TECHNICZNY INDEKS 245836 Cena 24 z∏ (w tym 5% VAT) rok za∏o˝enia 1935
-
Upload
przeglad-mechaniczny -
Category
Documents
-
view
226 -
download
2
description
Â
Transcript of Przegląd Mechaniczny 11/2014
11’14PL ISSN 0033-2259
MIESI¢CZNIK NAUKOWO-TECHNICZNY
INDEKS 245836
Cena 24 z∏ (w tym 5% VAT)
rok za∏o˝enia 1935

Z KRAJU I ZE ÂWIATA Nast´pny zeszyt Naukowcy z AGH projektujàuk∏ady scalone do kamer japoƒ-skiej firmy Rigaku Corporation,która jest jednym z wa˝niejszychproducentów aparatury do ba-dania sk∏adu i struktury materia-∏ów oraz kontroli jakoÊci produk-tów. Na rynku jest ju˝ dwuwy-miarowa pikselowa kamera pro-mieniowania X, HyPix-3000. Jejjàdrem jest 16 uk∏adów scalonycho nazwie PXD18k zaprojektowa-nych przez polskich naukowców.Ka˝dy z tych uk∏adów zawiera ok.40 milionów tranzystorów. Sikorsky Aircraft Corp. zapro-jektuje dla Si∏ Powietrznych Sta-nów Zjednoczonych (USAF) Êmig-∏owiec typu SAR („poszukiwaniei ratunek”). W pierwszej kolej-noÊci firma ma zaprojektowaç i za-prezentowaç USAF cztery proto-typy oraz systemy treningowe.Docelowo mo˝e powstaç 112 ma-szyn, które zastàpià flot´ Êmig-∏owców HH-60 Pave Hawks.W nowych Êmig∏owcach ma byçwi´cej miejsca w kabinie orazwi´kszy wewn´trzny zbiornik pa-liwa. Do nap´du zostanà u˝ytesilniki T700-GE-701D GeneralElectric Co. Firma Airbus Helicopters pro-dukujàca Êmig∏owce podpisa∏aumow´ o wspó∏pracy z trzemapolskimi uczelniami techniczny-mi. Umowa dotyczy Politechnik:Gdaƒskiej i ¸ódzkiej oraz Uni-wersytetu Technologiczno-Huma-nistycznego im. K. Pu∏askiegow Radomiu. Podpisanie umowyodby∏o si´ podczas targów BaltMilitary Expo 2014. Zgodniez umowà polskie uczelnie b´dàpomaga∏y g∏ównie w modernizacjihelikoptera typu EC725 Caracal,który firma produkuje od 9 lat. Nowe laboratorium firmyPhoenix Contact Business UnitTrabtech – centrum badaƒ i roz-woju w zakresie ochrony przedprzepi´ciami zosta∏o otwarte w br.w Blombergu, w Niemczech. Podwzgl´dem liczby mo˝liwoÊci tes-towych mo˝e byç ono uznane zanajwi´ksze laboratorium w za-
kresie badaƒ aparatów do ochro-ny przed przepi´ciami na Êwie-cie. Firma SKF otrzyma∏a nagrod´FiatQualitas Award przyznawanànajlepszym dostawcom Fiataw uznaniu za ich wybitny wk∏adw zwi´kszanie wartoÊci pojazdu.Przez to wyró˝nienie Fiat doceni∏specjalistycznà wiedz´ SKF w za-kresie tworzenia zoptymalizo-wanych rozwiàzaƒ o wysokiejjakoÊci. Program Badaƒ Stosowanychod 2012 r. wspiera naukowcówi przedsi´biorców w zakresiebadaƒ naukowych ukierunkowa-nych na wykorzystanie ich wy-ników w praktyce. Celem prog-ramu jest tak˝e wzmocnieniewspó∏pracy pomi´dzy jednost-kami badawczymi i przedsi´bior-cami zainteresowanymi zastoso-waniem wyników badaƒ w pro-wadzonej dzia∏alnoÊci gospodar-czej. W III konkursie programuz∏o˝ono 1691 wniosków na kwot´blisko 4,6 mld z∏otych. Wsparcieotrzyma 177 projektów, którychwartoÊç wnioskowanego dofinan-sowania wynosi 450 mln z∏. Wk∏adw∏asny przedsi´biorców to ponad170 mln z∏, co stanowi ponad25 proc. wartoÊci projektów. Mercudio to aplikacja, którapozwoli efektywnie zaplanowaçpodró˝, opracowana przez ∏ódz-kich studentów. OkreÊlajà oni swójpomys∏ jako „wspó∏czesnà wersj´CB-radia”. Po skomercjalizowa-niu pomys∏u kierowcy b´dàmogli rozmawiaç ze sobà za po-mocà smartfona pod∏àczonegodo internetu i wymieniaç infor-macj´ o korkach, kolejkach przybramkach na autostradzie, wy-padkach. Otrzymajà te˝ oficjal-ne komunikaty o utrudnieniachw ruchu. Mercudio powsta∏ napraktykach pod patronatem firmyMicrosoft zorganizowanych w Ka-tedrze Mikroelektroniki i Tech-nik Stosowanych P¸. Celem prak-tyk by∏o stworzenie nowoczes-nej aplikacji do komunikacji g∏o-sowej.
Wp∏yw rodzaju obcià˝enia na stabilizacj´w∏asnoÊci plastycznych stopu EN AW-5251– w pracy badano stabilnoÊç w∏asnoÊciplastycznych stopu aluminium EN AW-5251w warunkach proporcjonalnych i niepropor-cjonalnych obcià˝eƒ cyklicznych, badanopróbki w warunkach zbli˝onych do p∏askiegostanu napr´˝enia, wyniki badaƒ przedstawionow postaci wykresów.
Badania wp∏ywu ciep∏a na stan energetycznywarstwy wierzchniej stali S235JR– w pracy przedstawiono teoretyczne roz-wa˝ania dotyczàce stanu przygotowania po-wierzchni, w szczególnoÊci do operacji klejeniaoraz wp∏ywu ciep∏a na parametry po∏àczeniaklejowego na ró˝nych etapach jego konsty-tuowania i eksploatacji.
Dostrajanie wirtualnego modelu wrzeciennikaszlifierki na podstawie eksperymentalnychbadaƒ obiektu– w artykule przedstawiono procedur´ do-strajania wirtualnego modelu (cyfrowegoprototypu) wrzeciennika Êciernicy szlifierki dootworów, dostrajanie wykonano, przeprowa-dzajàc eksperymentalne badania statyczneoraz identyfikacyjny test modalny, otrzyma-no wiarygodny wirtualny model zespo∏uobrabiarki, który mo˝na zastosowaç w celuprzewidywania dynamicznej odpowiedzi uk∏a-du na dowolne wymuszenie bez koniecz-noÊci wykonywania czasoch∏onnych badaƒdoÊwiadczalnych.
Ma∏owymiarowe gumowe t∏umki drgaƒ skr´t-nych– w pracy Autor koncentruje si´ g∏ównie nametodach modelowania ma∏owymiarowychgumowych t∏umików drgaƒ, prezentuje tak˝ewyniki numerycznych analiz dynamicznychuk∏adu, w którym zastosowano gumowy ma∏o-wymiarowy t∏umik, w artykule zamieszczonezosta∏y niektóre wytyczne, które powinny byçuwzgl´dniane na etapie projektowania t∏umika.
Nowe polskie pojazdy dla osób z niespraw-noÊcià narzàdów ruchu– w artykule przedstawiono nowe wózkiinwalidzkie przeznaczone dla osób z g∏´bokàniepe∏nosprawnoÊcià ruchowà oraz dla osóbz ograniczonymi mo˝liwoÊciami motorycz-nymi.

1ROK WYD. LXXIII ZESZYT 11/2014
Cena 24 z∏ (w tym 5% VAT)
Wydanie publikacji dofinansowane przez Ministerstwo Nauki i Szkolnictwa Wy˝szego
Za treÊç og∏oszeƒ i p∏atnych wk∏adek redakcja nie odpowiada
ROK WYD. LXXIII
PRZEGLÑD MECHANICZNY
LISTOPAD 2014 • NR 11/14
Wersja pierwotna: drukNak∏ad 1000 egz.
Miesi´cznik notowany na liÊcie czasopism punktowanychMinisterstwa Nauki i Szkolnictwa Wy˝szego – 5 pkt.
WYDAWCA:
Instytut Mechanizacji Budownictwai Górnictwa Skalnego
ul. Racjonalizacji 6/802-673 Warszawa
PATRONAT:Stowarzyszenie In˝ynierówMechaników i Techników Polskich
ADRES REDAKCJI:IMBiGS – „Przeglàd Mechaniczny”ul. Racjonalizacji 6/8, 02-673 Warszawatel./fax: 22 8538113, tel. 22 8430201 w. 255e-mail: [email protected]://www.przegladmechaniczny.pl
REDAGUJE ZESPÓ¸:Redaktor naczelny: dr in˝. Martyna JachimowiczZast´pca red. nacz.: prof. dr hab. in˝. Zbigniew DàbrowskiSekretarz redakcji: mgr Anna MasséRedaktorzy tematyczni: prof. nzw. dr hab. in˝. DariuszBoroƒski (Mechanika p´kania), dr in˝. Rafa∏ Dalewski(Aerodynamika), prof. dr hab. in˝. Andrzej Kocaƒda (Tech-nologie wytwarzania), prof. nzw. dr hab. in˝. Gabriel Kost(Automatyka i robotyka), prof. dr hab. in˝. Jan RyÊ(Podstawy konstrukcji maszyn), prof. dr hab. in˝. TadeuszSmolnicki (Komputerowe metody CAD/CAM/CAE), prof.nzw. dr hab. in˝. Robert Sobiecki (In˝ynieria materia∏owa),dr in˝. Zbigniew ˚ebrowski (Hydraulika i pneumatyka)Redaktor statystyczny: dr in˝. Tomasz Miros∏awRedaktor j´zykowy: mgr Anna Massé
RADA PROGRAMOWA:Prof. Witold Gutkowski – przewodniczàcy (IMBiGS), dr in˝.Tomasz Babul (SIMP), prof. Jan B∏achut (University ofLiverpool), prof. Aleksander S. Bokhonsky (SewastopolNational Technical University), prof. Czes∏aw Cempel(Polit. Poznaƒska), prof. Grzegorz Glinka (University ofWaterloo), prof. Krzysztof Go∏oÊ (Polit. Warszawska,IMBiGS), prof. Tadeusz Kacperski (IMBiGS), prof. JaromirK. Klouda (Technical and Test Institute for ConstructionPrague), prof. Janusz Kowal (AGH), prof. Mychaj∏o Lobur(Lviv Technical University), prof. Jerzy Ma∏achowski (WAT),prof. Aleksander N. Mikhaylov (Donetsk National Tech-nical University), prof. Konrad Okulicz (Cologne Universityof Applied Sciences), prof. Eugeniusz Rusiƒski (Polit.Wroc∏awska), prof. Ryszard Pyrz (Aalborg University), prof.Andrzej Seweryn (Polit. Bia∏ostocka), dr hab. in˝. RomanStaniek, prof. nzw. (SIMP), prof. Jan Szlagowski (Polit.Warszawska), prof. Eugeniusz Âwitoƒski (Polit. Âlàska),prof. Wies∏aw Tràmpczyƒski (Polit. Âwi´tokrzyska), prof.W∏adys∏aw W∏osiƒski (PAN), prof. Nenad Zrnic (Universityof Belgrade), prof. Xu Bingye (Tsinhua University)
KIEROWNIK ZAK¸ADU WYDAWNICTW I PROMOCJI:Ryszard Kwiecieƒ – tel. kom. 602 390 703e-mail: [email protected]
WARUNKI PRENUMERATYPrzyj´cie prenumeraty – wy∏àcznie na podstawie do-konanej wp∏aty.Na blankiecie wp∏at nale˝y podaç nast´pujàce dane:dok∏adnà nazw´ i adres (z kodem pocztowym) zama-wiajàcego, nazw´ czasopisma, liczb´ egzemplarzy i okresprenumeraty.Wp∏aty – zgodnie z podanymi cenami nale˝y dokonaçw banku lub UPT na konto IMBiGS – BPH S.A.O/Warszawa nr 97 1060 0076 0000 3210 0014 6850.Prenumerata ze zleceniem wysy∏ki za granic´ – osobyprawne i fizyczne. Nale˝y podaç dok∏adny adres odbiorcyza granicà. Cena prenumeraty jest dwukrotnie wy˝sza odceny normalnej. Zmiany w prenumeracie, np. zmian´liczby tytu∏ów, liczby egzemplarzy, rezygnacj´ z prenu-meraty itp. mo˝na zg∏aszaç pisemnie, z mocà obowià-zujàcà od nast´pnego kwarta∏u.
Cena prenumeraty na 2014 r.:kwartalnie – 72 z∏pó∏rocznie – 144 z∏rocznie – 288 z∏Informacji o prenumeracie udziela redakcja.
Dtp: „AWiWA” - tel. 22 7804598Druk: Oficyna Poligraficzna APLA Sp. j.ul. Sandomierska 89, 25-325 Kielce
SPIS TREÂCI str.
2
3
21
26
30
34
39
43
47
51
Informacje dla autorów
PROBLEMY – NOWOÂCI – INFORMACJE
ARTYKU¸Y G¸ÓWNEDetekcja uszkodzeƒ mechanicznych zespo∏u
nap´dowego pojazdu na podstawie modelusygna∏u drgaƒ – Iwona Komorska
Diagnozowanie uk∏adów nap´dowych pojazdówoparte na analizie zjawisk nieliniowych – JacekDziurdê
Diagnostyka ∏o˝ysk tocznych w pojazdachsamochodowych z wykorzystaniem sygna∏ówdrganiowych – Zbigniew Stanik
Ekstrakcja sygna∏ów w wibrodiagnostyce po-jazdów – Andrzej Puchalski
Analiza propagacji energii wibroakustycznejelementem procesu konstruowania i eksploa-tacji – Grzegorz Klekot
Zastosowanie globalnego wskaênika jakoÊciakustycznej maszyn do optymalizacji lokali-zacji maszyn i stanowisk pracy ze wzgl´du nazagro˝enie ha∏asem – Dariusz Pleban
Wyznaczenie impedancji akustycznej z wyko-rzystaniem inwersji metody elementówbrzegowych – Janusz Piechowicz
WSPÓ¸CZESNE MATERIA¸Y KONSTRUKCYJNEMateria∏y zastosowane w konstrukcji samo-
chodu Alfa Romeo 4C

2 ROK WYD. LXXIII ZESZYT 11/2014
Informacje dla autorówDo redakcji nale˝y przys∏aç zg∏oszenie autorskie zawierajàce dane teleadresowe autora, tytu∏ proponowanego
artyku∏u, liczb´ stron, rys. i tabel oraz krótkie streszczenie pracy*. Po otrzymaniu informacji o zaakceptowaniuproponowanego tematu, nale˝y przys∏aç tekst pracy przygotowany zgodnie ze wskazówkami redakcyjnymi orazwype∏niony formularz oÊwiadczenia i 2 egzemplarze podpisanej umowy licencyjnej*. Licencja niewy∏àczna oznacza,˝e Autor mo˝e w dalszym ciàgu samodzielnie korzystaç z utworu, a tak˝e udzielaç kolejnych licencji nowymlicencjobiorcom, które upowa˝niajà ich do korzystania z utworu na tym samym polu eksploatacji, co licencjalicencjobiorcy pierwotnego.
Nades∏ane artyku∏y sà poddawane redakcyjnej ocenie formalnej i otrzymujà numer redakcyjny identyfikujàcy je nadalszych etapach procesu wydawniczego.
Wszystkie artyku∏y przysy∏ane do redakcji sà recenzowane. Warunkiem publikacji jest uzyskanie pozytywnej recenzji.Redakcja nie wyp∏aca honorariów autorskich.Wskazówki dotyczàce przygotowania artyku∏uArtyku∏y przeznaczone do opublikowania w „Przeglàdzie Mechanicznym” powinny mieç naukowo-techniczny charakter
i byç powiàzane z aktualnymi problemami przemys∏u.Artyku∏y powinny byç oryginalne, przez co nale˝y rozumieç, ˝e nie by∏y dotychczas publikowane w ca∏oÊci lub
znaczàcej cz´Êci (jeÊli artyku∏ jest fragmentem innej pracy, np. doktorskiej, habilitacji, to informacja o tym powinna znaleêçsi´ w spisie literatury).
Artyku∏ powinien obejmowaç wàski temat, ale potraktowany mo˝liwie wyczerpujàco. Nale˝y unikaç powtarzaniawiadomoÊci ogólnie znanych, uj´tych w wydawnictwach ksià˝kowych.
Je˝eli dane zagadnienie jest obszerne, nale˝y rozbiç je na fragmenty stanowiàce odr´bne artyku∏y, które mogà byçpublikowane niezale˝nie od siebie.
Artyku∏y powinny odznaczaç si´ jasnà i logicznà budowà: materia∏ powinien byç podzielony na cz´Êci, których tytu∏ymuszà odtwarzaç treÊç w nich zawartà. Wnioski z przeprowadzonych rozwa˝aƒ powinny byç wyraêne i jasno sfor-mu∏owane na koƒcu artyku∏u.
TreÊç artyku∏u powinna byç odpowiednio uzupe∏niona rysunkami, fotografiami, schematami itp., jednak liczb´ ilustracjinale˝y ograniczyç do niezb´dnych.
Tytu∏ artyku∏u nale˝y podaç w j´z. polskim i j´z. angielskim i do∏àczyç krótkie streszczenie w j´zyku polskim i angielskimoraz s∏owa kluczowe polskie i angielskie.
Obj´toÊç artyku∏u nie powinna przekraczaç 8 stron (1 strona – 1800 znaków).Do artyku∏u nale˝y do∏àczyç adres do korespondencji i adres poczty elektronicznej autorów.Praca powinna byç dostarczona w wersji elektronicznej w formacie*doc, *docx. Równania powinny byç zapisane
w edytorach wzorów, z wyraênym rozró˝nieniem 0 i O. Je˝eli równania przekraczajà szerokoÊç szpalty (8 cm), nale˝yje przenieÊç, a niedajàce si´ przenieÊç zapisaç na szerokoÊç 2 szpalt (16 cm).
Redakcja nie przepisuje tekstów i nie wykonuje rysunków. Oprócz pliku *doc, *docx zalecane jest, aby autorzydostarczali pliki êród∏owe rysunków (najlepiej w formacie *.eps, *jpg lub * tif).
Rysunki oraz wykresy muszà byç wykonane czytelnie, z uwzgl´dnieniem faktu, ˝e szerokoÊç szpalty w czasopiÊmiewynosi 8 cm, szerokoÊç kolumny – 17 cm, wysokoÊç kolumny – 24,5 cm.
Opisy na rysunkach zmniejszonych do tej wielkoÊci powinny byç czytelne i nie ni˝sze od 2 mm.Autorzy sà zobowiàzani do podawania na koƒcu artyku∏u pe∏nego wykazu êróde∏ wykorzystywanych przy jego
opracowaniu i podawania w treÊci odpowiednich odsy∏aczy do kolejnego numeru pozycji cytowanej w spisie literatury.Spis literatury, przygotowany wg kolejnoÊci powo∏aƒ, powinien zawieraç: przy ksià˝kach – nazwisko i pierwszà liter´imienia autora, tytu∏ ksià˝ki, wydawc´, rok i miejsce wydania (ewentualnie numery stron); przy czasopismach – nazwiskoi imi´ autora, tytu∏ artyku∏u, nazw´ czasopisma, numer i rok (ewentualnie numery stron). Nie stosujemy cyrylicy – takitekst nale˝y podaç w transkrypcji wydawniczej na alfabet ∏aciƒski. Spis literatury powinien przedstawiaç aktualny stanwiedzy i uwzgl´dniaç pozycje z literatury Êwiatowej.
Autorzy gwarantujà, ˝e treÊç pracy i rysunki sà ich w∏asnoÊcià (lub podajà êród∏o pochodzenia rysunków). Autorzyzg∏aszajàc artyku∏, przekazujà Wydawcy prawa do jego publikacji w formie drukowanej i elektronicznej.
Redakcja b´dzie dokumentowaç wszelkie przejawy nierzetelnoÊci naukowej, zw∏aszcza ∏amania i naruszania zasad etykiobowiàzujàcych w nauce.
Procedura recenzowaniaProcedura recenzowania artyku∏ów w czasopiÊmie jest zgodna z zaleceniami Ministerstwa Nauki i Szkolnictwa
Wy˝szego zawartymi w opracowaniu „Dobre praktyki w procedurach recenzyjnych w nauce”, Warszawa 2011.Autorzy, którzy przysy∏ajà artyku∏ do publikacji, sà Êwiadomi (Informacje dla autorów), ˝e wszystkie prace publikowane
w „Przeglàdzie Mechanicznym” podlegajà ocenie recenzentów i wyra˝ajà zgod´ na procedur´ recenzowania, a redakcjawysy∏a do autorów informacj´ o przyj´ciu artyku∏u i wys∏aniu go do recenzentów. Do oceny ka˝dej publikacji powo∏ujesi´ co najmniej dwóch niezale˝nych recenzentów.
Redakcja dobiera recenzentów rzetelnych i jak najbardziej kompetentnych w danej dziedzinie, którzy nie sà cz∏onkamiredakcji pisma, sà specjalistami w danej dziedzinie oraz nie sà zatrudnieni w placówce wydajàcej pismo. Nades∏aneartyku∏y nie sà nigdy wysy∏ane do recenzentów z tej samej placówki, z której pochodzi autor. Prace recenzentów sà poufnei anonimowe. Recenzja musi mieç form´ pisemnà i koƒczyç si´ jednoznacznym wnioskiem o dopuszczeniu artyku∏udo publikacji w „Przeglàdzie Mechanicznym” lub jego odrzuceniu. W przypadku pracy w j´zyku obcym, co najmniej jedenz recenzentów jest afiliowany w instytucji zagranicznej innej ni˝ narodowoÊç autora pracy. Autorzy sà informowanio wynikach recenzji oraz otrzymujà je do wglàdu. W sytuacjach spornych redakcja powo∏uje dodatkowych recenzentów.Ka˝dy artyku∏ zawierajàcy wyniki badaƒ doÊwiadczalnych kierowany jest tak˝e do redaktora statystycznego.
Lista recenzentów publikowana jest w ostatnim zeszycie ka˝dego rocznika.Informacja dla recenzentówRedakcja zwraca si´ do Recenzentów z uprzejmà proÊbà o zwrot recenzji w ciàgu 4 tygodni (formularz recenzji
dost´pny na stronie internetowej)*.* Formularze dost´pne na stronie internetowej www.przegladmechaniczny.pl.

3ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Oddajàc w wasze r´ce kolejny numer tematyczny „Przeglàdu Mechanicznego”, nale˝y postawiç pytanie,czy w ciàgu ostatnich lat mo˝na wyodr´bniç jakieÊ istotne trendy, które znaczàco wp∏ynà na rozwójWibroakustyki, jej uporzàdkowanie definicyjne i metodyczne? MyÊl´, ˝e podstaw´ do odpowiedzi na topytanie mogà daç ostatnie prace habilitacyjne. Zmiana ustawy spowodowa∏a gwa∏towny przyrostprac habilitacyjnych, w tym znacznà liczb´ prac wybitnie wibroakustycznych. Przeanalizujmy krótkosiedem prac, których Autorzy wyrazili ch´ç zreferowania swoich dokonaƒ na tegorocznej konferencjiWIBROTECH organizowanej wspólnym wysi∏kiem AGH i Politechniki Warszawskiej i przyj´li zaproszenieredakcji do opracowania artyku∏ów publikowanych w bie˝àcym numerze. Âwiadczy to dobitnie o znacznympost´pie aplikacyjnoÊci metod i technik diagnostyki wibroakustycznej. Pod wzgl´dem teoretycznymodnotowaç nale˝y istotny post´p w stosowanych metodach analizy sygna∏ów (artyku∏y dr hab. IwonyKomorskiej i dr. hab. Andrzeja Puchalskiego) oraz powa˝nym wykorzystaniu zjawisk nieliniowych (artyku∏dr. hab. Jacka Dziurdzia). Ten ostatni trend mo˝na zresztà zaobserwowaç w wielu innych drobnychpublikacjach.
Dwie z tych prac poÊwi´cone sà tzw. makrowskaênikom – nowemu trendowi opisywania problemóww sposób skrótowy. Szczególnà uwag´ nale˝y zwróciç na prac´ dr. hab. Janusza Piechowicza, gdziewykorzystano tak zwane metody inwersyjne. Wprowadzenie do wibroakustyki zasady wzajemnoÊci(dla modeli liniowych) i metod inwersyjnych by∏o przedmiotem ostatnich publikowanych prac prof.Z. Engela, gdzie techniki inwersyjne zosta∏y zdefiniowane nast´pujàco – „Niech S przedstawia dowolnyuk∏ad fizyczny. Zak∏adamy, ˝e istnieje mo˝liwoÊç zdefiniowania zbioru parametrów modelu, któreca∏kowicie opisujà S. Parametry te nie muszà byç mierzalne w sposób bezpoÊredni. Mo˝na zdefiniowaçpewne „dostrzegalne” parametry, które zale˝à od parametrów modelu. Rozwiàzanie przysz∏oÊcioweproblemu (forward problem) polega na przewidzeniu wartoÊci „dostrzegalnych” parametrów, zwiàzanycharbitralnie z wartoÊciami parametrów modelu. Natomiast problem inwersji polega na wyciàganiuwniosków dotyczàcych wartoÊci parametrów modelu otrzymywanych z danych obserwowalnych wartoÊci„dostrzeganych” parametrów”.
Tak sformu∏owana definicja obejmuje zadanie odwrotne klasycznego zadania odwrotnego identyfikacjiparametrycznej i strukturalnej. Zadanie to, jak wiadomo, teoretycznie nie jest rozwiàzywalne globalnie.Istota prowadzonych badaƒ polega na znalezieniu metod i warunków, przy których da si´ problemrozwiàzaç. IstotnoÊç tego rodzaju opracowaƒ dla dalszego rozwoju wibroakustyki nie budzi wàtpliwoÊci.
Ju˝ pobie˝na analiza tematyki tych prac pozwala na pewne uogólnienia:– Szybko wzrasta i wzrastaç b´dzie dok∏adnoÊç praktycznych metod diagnostyki wibroakustycznej
i analizy istniejàcych uk∏adów (w tym pomiarów wibroakustycznych), co wynika z rozwoju cyfrowych metodobliczeniowych. JednoczeÊnie nale˝y wspomnieç o potrzebie weryfikowania naszych dotychczasowychmetod oceny niepewnoÊci pomiarowej, na co wskazujà ostatnie prace prof. Wojciecha Batko z AGH.
– Nieunikniony jest rozwój metod „wskaênikowych” i jest rzeczà niezmiernie wa˝nà, by metodyobliczeniowe tych wskaêników mia∏y charakter naukowy, a nie urz´dniczy. To ostatnie grozi bowiem swegorodzaju zapaÊcià technicznà.
– Znajdowanie coraz to nowych obszarów rozwiàzywania zadania odwrotnego (aplikacja metodinwersyjnych i wzajemnoÊciowych), zw∏aszcza w problemach nieliniowych (identyfikacja modelinieliniowych), wnosi istotnà nowà wartoÊç do stanu naszej wiedzy na temat analizy procesówwibroakustycznych i zadanie to zapewne b´dzie konsekwentnie rozwijane.
Szanowni Czytelnicy
prof. Zbigniew Dàbrowski
4 ROK WYD. LXXIII ZESZYT 11/2014
Wibroakustyczny makrowskaênik
PROBLEMY • NOWOÂCI • INFORMACJE
Problem, jak zapisaç rzeczyskomplikowane w prosty sposób,jest stary jak Êwiat. Obecnie corazwi´cej osób wola∏oby zastàpiçskomplikowane metody modelo-wania wyró˝nikiem cechy obiek-tu. Trend ten nie ominà∏ równie˝wibroakustyki. Problem zagro˝eƒwibroakustycznych Êrodowiskaoraz operatorów maszyn i urzà-dzeƒ przemys∏owych jest proble-mem XXI wieku. Od lat czynionesà powa˝ne kroki zmierzajàce doprawnego ograniczenia dopusz-czalnych poziomów nara˝enia ludzina dzia∏anie drgaƒ i ha∏asu. Oso-by zajmujàce si´ legislacjà nie sàzainteresowane modelowaniemdróg propagacji energii wibroakus-tycznej. Potrzebujà oceny zeroje-dynkowej zdatny – niezdatny lub,w najlepszym przypadku, miaryliczbowej okreÊlajàcej stopieƒ za-gro˝enia. W naturalny sposób pow-stajà wi´c normy próbujàce liczbà
zdefiniowaç cechy wibroakustycz-ne konstrukcji, co niesie za sobàistotne konsekwencje dla projek-tantów i u˝ytkowników. Wypadasi´ zastanowiç, czy jest to w ogólemo˝liwe. Propagacj´ energii wibro-akustycznej od êród∏a do odbiorcymo˝na opisaç dosyç skompliko-wanym uk∏adem równaƒ ró˝nicz-kowych (zwyczajnych i czàstko-
wych). Obserwowany (mierzony)efekt jest z regu∏y pewnym pro-cesem losowym. By sprawdziçzatem efekt dzia∏aƒ zmierzajàcychdo okreÊlenia poziomu oddzia∏y-waƒ wibroakustycznych lub sfor-mu∏owaç zadanie optymalizacji (mi-nimalizacji drgaƒ i ha∏asu), nale˝ysformu∏owaç relacj´, w której dasi´ porównaç wyselekcjonowanàcharakterystyk´ procesu losowe-go z rozwiàzaniem uk∏adu równaƒró˝niczkowych. Optymalizacja takama na ogó∏ charakter dynamiczny,to znaczy poszukuje si´ niewiado-mych funkcji (charakterystyk) uk∏a-du. Zadanie jest trudne i wymagaznajomoÊci technik modelowania.W literaturze spotkaç mo˝na sfor-mu∏owanie, ˝e wskaênikowe (licz-bowe) potraktowanie problemu jestz gruntu rzeczy niemo˝liwe. Dlategote˝ wi´kszoÊç norm jest nonsen-sowna i nie pozwala na swobodnyrozwój techniki itp. W tym ostat-
nim stwierdzeniu jest niewàtpliwiewiele racji. Ale norm na szcze-gó∏owe modelowanie opracowaçsi´ nie da, a projektant hali fab-rycznej chcia∏by w prosty sposóbdowiedzieç si´, jak ma ustawiçmaszyny, by sumaryczny poziomha∏asu nie przekracza∏ dopuszczal-nego, bez zlecania szczegó∏owe-go modelowania specjalistom.
Jest to tendencja, której nie da si´obróciç. Mo˝na zatem zamiast wal-czyç z nieuniknionym (w koƒcu naogó∏ ustawodawca wygrywa z in-˝ynierem) spróbowaç zmniejszyçabsurdalnoÊç niektórych norm.
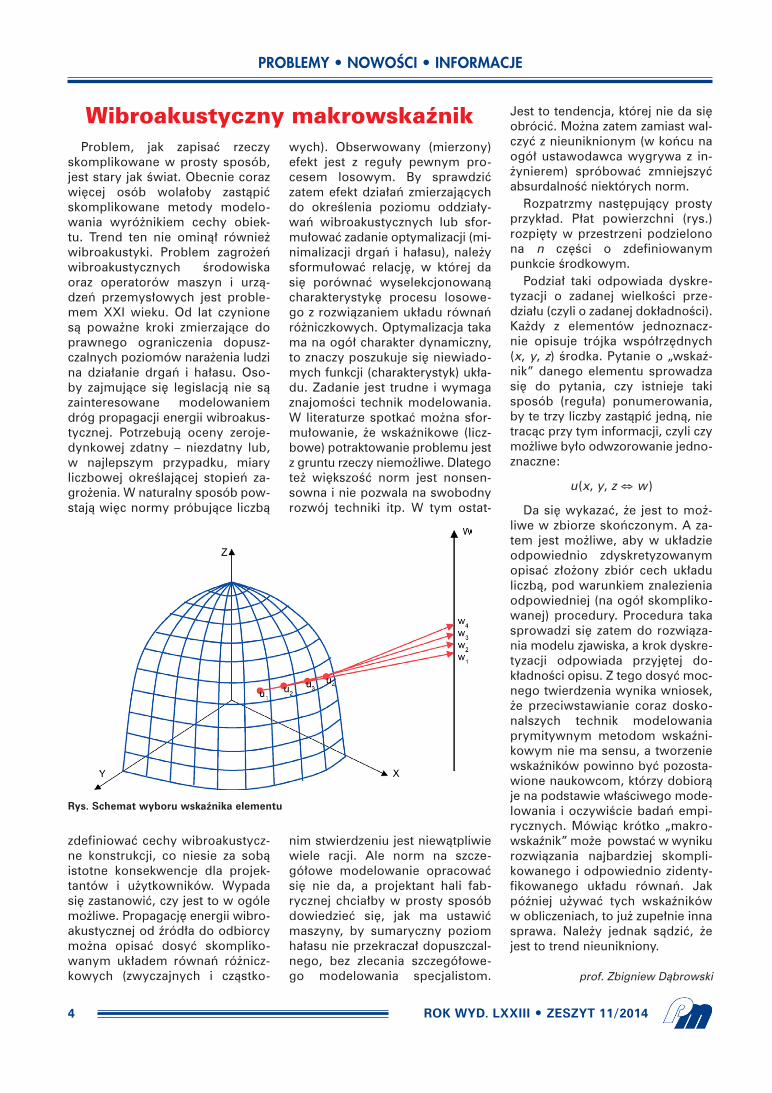
Rozpatrzmy nast´pujàcy prostyprzyk∏ad. P∏at powierzchni (rys.)rozpi´ty w przestrzeni podzielonona n cz´Êci o zdefiniowanympunkcie Êrodkowym.
Podzia∏ taki odpowiada dyskre-tyzacji o zadanej wielkoÊci prze-dzia∏u (czyli o zadanej dok∏adnoÊci).Ka˝dy z elementów jednoznacz-nie opisuje trójka wspó∏rz´dnych(x, y, z) Êrodka. Pytanie o „wskaê-nik” danego elementu sprowadzasi´ do pytania, czy istnieje takisposób (regu∏a) ponumerowania,by te trzy liczby zastàpiç jednà, nietracàc przy tym informacji, czyli czymo˝liwe by∏o odwzorowanie jedno-znaczne:
u(x, y, z ⇔ w)
Da si´ wykazaç, ˝e jest to mo˝-liwe w zbiorze skoƒczonym. A za-tem jest mo˝liwe, aby w uk∏adzieodpowiednio zdyskretyzowanymopisaç z∏o˝ony zbiór cech uk∏aduliczbà, pod warunkiem znalezieniaodpowiedniej (na ogó∏ skompliko-wanej) procedury. Procedura takasprowadzi si´ zatem do rozwiàza-nia modelu zjawiska, a krok dyskre-tyzacji odpowiada przyj´tej do-k∏adnoÊci opisu. Z tego dosyç moc-nego twierdzenia wynika wniosek,˝e przeciwstawianie coraz dosko-nalszych technik modelowaniaprymitywnym metodom wskaêni-kowym nie ma sensu, a tworzeniewskaêników powinno byç pozosta-wione naukowcom, którzy dobioràje na podstawie w∏aÊciwego mode-lowania i oczywiÊcie badaƒ empi-rycznych. Mówiàc krótko „makro-wskaênik” mo˝e powstaç w wynikurozwiàzania najbardziej skompli-kowanego i odpowiednio zidenty-fikowanego uk∏adu równaƒ. Jakpóêniej u˝ywaç tych wskaênikóww obliczeniach, to ju˝ zupe∏nie innasprawa. Nale˝y jednak sàdziç, ˝ejest to trend nieunikniony.
prof. Zbigniew Dàbrowski
Rys. Schemat wyboru wskaênika elementu

5ROK WYD. LXXIII ZESZYT 11/2014
Firma AS Instrument Polska jako wy∏àczny przed-stawiciel na rynku polskim szwedzkiej firmy SPMInstrument AB oferuje przyrzàdy przenoÊne i syste-my kontroli ciàg∏ej do oceny stanu maszyn wirujà-cych (silniki, pompy, wentylatory, spr´˝arki, dmu-chawy, przek∏adnie z´bate i inne wirówki). W firmiepowsta∏a opatentowana metoda Impulsów uderze-niowych do ∏o˝ysk tocznych (Shock Pulse Method).Metoda ta pozwala na ocen´ jakoÊci filmu smarnegooraz wspó∏pracy mechanicznej elementów ∏o˝yska(bie˝nia, element toczny, koszyk).
Aktualna, opatentowana wersja SPM HD® umo˝-liwia tak˝e wyÊwietlanie przebiegów czasowychi widm z ∏o˝ysk tocznych. Dzi´ki temu mo˝na dok∏ad-ne wykryç problemy dla zespo∏ów ∏o˝ysk oraz ma-szyn pracujàcych zarówno z bardzo du˝ymi pr´d-koÊciami obrotowymi, jak i bardzo niskimi – diag-nostyka na podstawie widma ∏o˝ysk ju˝ od 3 obrotówna minut´.
SPM Instrument jest tak˝e znana z modu∏owejbudowy swoich produktów. PrzenoÊne analizatoryLeonova sà pierwszym wielofunkcyjnym rozwiàza-
niem z tzw. otwartà konfiguracjà, dzi´ki której klientmo˝e wybraç te funkcje diagnostyczne, które sàwg niego najbardziej przydatne do oceny kondycjimaszyn.
Podobnie w przypadku oprogramowania kom-puterowego wspó∏pracujàcego z przenoÊnymi zbie-raczami danych i z systemami kontroli ciàg∏ej. Budowamodu∏owa systemów on-line Intellinova umo˝liwiatzw. inteligentnà diagnostyk´ ciàg∏à stanu krytycz-nych urzàdzeƒ pracujàcych w sposób nieregularnyi ze zmiennymi obcià˝eniami.
Uzupe∏nieniem oferty sà: Laserowe systemy Easy-Laser do osiowania
maszyn i okreÊlania geometrii kszta∏tu. Podk∏adki ustawcze ze stali nierdzewnej do osio-
wania Rayshim. Detektory ultradêwi´kowe do wykrywania nie-
szczelnoÊci i optyczne mierniki naciàgu pasa Hilgeru. Kern (fot. ).
Systemy i przyrzàdy Humimeter do pomiaruwilgotnoÊci papieru, kartonu i materia∏ów sypkich(ziarna, trociny, pelety, proszki).
Detektory ultradêwi´kowe do wykrywania nieszczelnoÊciHilger u. Kern
PrzenoÊne analizatory Leonova sà pierwszym wielofunkcyjnymrozwiàzaniem z tzw. otwartà konfiguracjà, dzi´ki której klientmo˝e wybraç te funkcje diagnostyczne, które sà wed∏ug niegooptymalne do oceny kondycji maszyn
Kontrola ∏o˝ysk metodà SPM– prawie 50 lat
ul. Dzielna 2105-075 Warszawa [Weso∏a]
Tel. 22 773 46 62Faks 22 773 46 68kom. 605 206 456
www.asinstrument.com.plwww.asinstrument.eu
AS Instrument PolskaAndrzej Skrzypkowski

6 ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Ze wzgl´du na konstrukcj´maszyn w´z∏y ∏o˝yskowe sà naj-cz´stszà przyczynà awarii, w zwiàz-ku z tym ich pe∏na kontrola za-bezpiecza statystycznie przed wy-stàpieniem oko∏o 2/3 potencjalnychproblemów przy eksploatacji ma-szyn produkcyjnych.
Wed∏ug producentów ∏o˝yskbezpoÊrednià przyczynà awarii∏o˝ysk jest nieprawid∏owe smaro-wanie. Nast´pne powody to uszko-dzenia wynikajàce ze zmiennychobcià˝eƒ podczas pracy ∏o˝yska czyte˝ b∏àd monta˝u ∏o˝yska.
Najbardziej rozpowszechnionàobecnie metodà kontroli ∏o˝yskze wzgl´du na ∏atwoÊç stosowa-nia jest kontrola temperatury ∏o˝ys-ka. U˝ywane do pomiarów przy-rzàdy i czujniki majà okreÊliç, czyw∏aÊnie zmierzona temperaturaprzekroczy∏a dopuszczalnà lubuwa˝anà za akceptowalnà wartoÊç.Niestety metoda nie okreÊla przy-czyny zmiany temperatury. Wzrosttemperatury jest zjawiskiem wtór-nym i mo˝e byç spowodowanywadà lub uszkodzeniem ∏o˝yska.
Podobnie jest w przypadku me-tody kontroli stanu ∏o˝ysk napodstawie znormalizowanych po-miarów RMS parametrów drgaƒzgodnie z normà ISO. Tak˝e po-miary s∏u˝à okreÊleniu, czy drganiaprzekroczy∏y dopuszczalne pozio-my alarmowe. W tym przypadkuprogi alarmowe sà narzucaneprzez norm´, a ich poziom zale˝ym.in. od wielkoÊci maszyny, sztyw-noÊci jej posadowienia podczaspomiarów lub pr´dkoÊci obroto-wej.
Niestety ta metoda tak˝e nie-wiele mo˝e powiedzieç o stanie∏o˝ysk tocznych (smarowaniu lubjakoÊci mechanicznej). Drganiaznormalizowane wytwarzane przezelementy ∏o˝yska sà o tak niskiejenergii, ˝e dowolne zjawiska po-chodzàce od ruchu obrotowego, np.nawet bardzo ma∏a niewywaga,majà zdecydowanie wi´kszà ener-gi´, maskujàc sygna∏y z ∏o˝ysk.
Znajàc ograniczenia, producencisystemów diagnostycznych ju˝w latach 70. zastosowali do ocenystanu ∏o˝ysk szczegó∏owà analiz´widma drgaƒ ∏o˝ysk FFT. Ponie-wa˝ poszczególne elementy ∏o˝ys-ka w widmie FFT drgaƒ majà cha-rakterystyczne wzory, to znajdu-jàc je w widmie, operator systemustwierdza wystàpienie w badanym∏o˝ysku uszkodzenia nazywanegosymptomem.
Jako metoda nieznormalizowa-na nie pozwala ona niestety okreÊ-liç nat´˝enia problemu w ∏o˝ysku.Przez pojedynczy pomiar, bez d∏u˝-szego Êledzenia sygna∏ów, niemo˝na oceniç, czy wykryty symp-tom natychmiast grozi awarià.Cz´sto zauwa˝ane w widmie symp-tomy wyst´pujà w urzàdzeniachpracujàcych prawid∏owo, gdy˝ takajak konstrukcja mierzonego obiektu.Ograniczeniem metody jest niskapr´dkoÊç obrotowa, praktycznieniemo˝liwa jest diagnostyka ∏o˝yskprzy pr´dkoÊciach poni˝ej 60 obro-tów na minut´.
Na rynku wyst´pujà tak˝e innemetody specjalnie ukierunkowanena badanie stanu mechanicznego∏o˝ysk, wykorzystujàce szczegó∏o-wà analiz´ widma drgaƒ FFT. Me-tody te ró˝nià si´ obróbkà widmadrgaƒ, stosowanymi ró˝nymi za-kresami cz´stotliwoÊci czy dodat-kowymi algorytmami obliczenio-wymi, ale wszystkie opierajà si´ nawykorzystaniu analizy widmowejdrgaƒ. Opracowane zosta∏y przezró˝nych producentów i sà naj-cz´Êciej wykorzystywane w produ-kowanych przez nich systemachkontroli maszyn. Podobnie jakw przypadku metody FFT drgaƒ,kontrola ∏o˝ysk tymi metodaminie jest w stanie okreÊliç jakoÊcismarowania.
Inne metody, takie jak: ods∏uchpracy ∏o˝ysk stetoskopem lub ba-danie ultradêwi´kowe, opierajà si´na subiektywnych doÊwiadcze-niach operatora. Nawet doÊwiad-czenie operatora nie jest czasem
wystarczajàce, gdy˝ mo˝na pope∏-niç b∏àd, oceniajàc, ˝e mocniejszy(lub g∏oÊniejszy) sygna∏ dla ró˝-nych maszyn oznacza, ˝e stan∏o˝yska jest pogorszony. Dlategote metody najbardziej nadajà si´do wyszukiwania tych ∏o˝ysk, którewyró˝niajà si´ na tle du˝ej popu-lacji podobnych ∏o˝ysk pracujàcychw zbli˝onych warunkach, np. w ma-szynach wielorolkowych, liniachtransportowych itp.
Jedynà dost´pnà obecnie narynku metodà diagnozujàcà szcze-gó∏owo zarówno jakoÊç wspó∏-pracy mechanicznej elementów∏o˝ysk tocznych, jak i jakoÊç sma-rowania ∏o˝yska tocznego w ruchujest opatentowana przez SPMInstrument metoda SPM HD®, opra-cowana 3 lata temu z wykorzys-taniem klasycznej metody ImpulsówUderzeniowych z lat 60. ubieg∏egowieku.
Metoda ta ocenia zarówno zgrub-ny stan ∏o˝yska (w tym przypad-ku dane wejÊciowe to pr´dkoÊçobrotowa i Êrednica wa∏u pod ∏o-˝yskiem), jak i szczegó∏owy obraz∏o˝yska (potrzebna jest tak˝e in-formacja o producencie). Dzi´kispecjalnie opracowanym przetwor-nikom, z wysokà czu∏oÊcià na syg-na∏y o wysokiej cz´stotliwoÊci, niema problemu z pomiarem nawetprzy wi´kszej odleg∏oÊci czujnika od∏o˝yska. Przy badaniu przebiegówczasowych sygna∏ów z ∏o˝ysk o naj-wi´kszych przyspieszeniach meto-
Diagnostyka stanu ∏o˝ysk tocznychmetodà SPM HD
Pomiar stanu ∏o˝ysk z wykorzystaniemmetody Impulsów Uderzeniowych za po-mocà przyrzàdu Bering Checker BC100

7ROK WYD. LXXIII ZESZYT 11/2014
GE Intelligent Platforms wpro-wadza do oferty nowà lini´ panelioperatorskich QuickPanel+, którazastàpi seri´ QuickPanel CE. Pierw-szy model o przekàtnej 7" ju˝ jestdost´pny, a pozosta∏e b´dà dos-t´pne do koƒca br. Dystrybucj´b´dzie prowadzi∏a firma ASTOR.Docelowo rodzina QuickPanel+b´dzie sk∏adaç si´ z 4 modeli (7", 10",12", 15"), które z zastàpià 32 mode-le z rodziny QuickPanel CE. Nowaseria paneli to nie modernizacjapoprzedniej serii, ale zupe∏nie nowakonstrukcja. Nie ma w niej podzia∏upaneli ze wzgl´du na funkcjonal-noÊç oraz iloÊç wbudowanej pa-mi´ci. Wszystkie modele obs∏ugu-jà funkcj´ View (wizualizacja) orazControl (sterowanie) i majà mak-symalnà iloÊç pami´ci, a zasto-sowany procesor 1 GHz umo˝liwiap∏ynnà obs∏ug´ tak˝e wi´kszychaplikacji.
GE Intelligent Platforms w nowychpanelach wykorzystuje systemoperacyjny Windows Embedded
Compact 7, co w po∏àczeniuz obs∏ugà HTML 5.0 daje mo˝li-woÊç obs∏ugi multimediów orazdost´p webowy do panelu. Inter-akcja pomi´dzy panelem a opera-torem jest bardziej intuicyjna dzi´kiwbudowanej matrycy MultiTouch(2-point).
Standardowo ka˝dy panel b´dziewyposa˝ony w co najmniej jedenport szeregowy oraz port Ethernetz obs∏ugà najpopularniejszych pro-toko∏ów komunikacyjnych. Mo˝li-woÊci komunikacyjne uzupe∏niàporty USB, port kart SecureDigitaloraz porty audio.
QuickPanel+ wyposa˝ony jestw przeglàdark´ wspierajàcà HTML5,obs∏ugiwanà w systemie WindowsEmbedded Compact 7. U˝ytkownikmo˝e szybko i ∏atwo uzyskaç dost´pdo sieci Internet lub Intranet, abyprzeglàdaç filmy szkoleniowe, two-rzyç raporty lub uzyskaç dost´p dododatkowych informacji.
Podobnie jak w poprzedniej serii,konfiguracja i programowanie b´dà
QuickPanel+ realizowane z poziomu Proficy Ma-chine Edition. Narz´dzie zapewniape∏nà integracj´ ze wszystkimiurzàdzeniami z oferty GE IntelligentPlatform oraz wspiera przenoszenieaplikacji do nowszych wersji. No-woÊcià b´dzie wbudowana obs∏ugakolektora, która z poziomu panelu
pozwoli skonfigurowaç automatycz-ne zbieranie danych do przemys∏o-wej bazy danych Historian. Bez zmianpozostaje obs∏uga Alarm&Eventsoraz Store&Forward. QuickPanel+b´dzie posiada∏ certyfikat ATEX,co pozwoli na stosowanie go w wa-runkach pracy, gdzie pojawia si´strefa wybuchowa.
www.astor.com.pl
PROBLEMY • NOWOÂCI • INFORMACJE
da wykrywa i ocenia uszkodzenie∏o˝yska.
Bardzo istotna jest obróbka ze-branych sygna∏ów dzi´ki specjal-nym algorytmom matematycz-nym. Odfiltrowywane sà przypad-kowe udary, niepochodzàce z ∏o-˝ysk, a wykorzystanie statystykiudarów eliminuje wszystkie nie-standardowe sygna∏y z innychêróde∏ – widmo jest obliczane i wy-Êwietlane wy∏àcznie na podsta-wie sygna∏ów z ∏o˝yska. Dzi´kifunkcji Êledzenia rz´dnych, tzw.Order Tracking metoda SPM HD®
jest odporna na zmieniajàcà si´w krótkim czasie pr´dkoÊç ob-rotowà, a wi´c na jakoÊç wyÊwiet-lanego widma w funkcji cz´sto-tliwoÊci.
Metoda daje bardzo dobre efek-ty przy niskich pr´dkoÊciach obro-
towych, ju˝ przy pr´dkoÊci 3 obrotyna minut´ wyÊwietla klarownyobraz widma, ∏atwy do ocenyw postaci widma impulsów z ∏o-˝ysk, oraz stan filmu olejowego.SPM HD® jest równie skutecznaprzy wysokich pr´dkoÊciach ob-rotowych, dajàc wysokiej jakoÊci
obraz pracy ∏o˝yska (np. turbo-spr´˝arek).
Diagnostyka stanu ∏o˝ysk tocz-nych jest niezwykle istotna. Oczy-wiÊcie nie ma metody idealnej, alebioràc pod uwag´ i skutecznoÊç,i czu∏oÊç wykrywania pogorszo-nego stanu ∏o˝yska, nale˝y stwier-dziç, ˝e obecnie najpe∏niej stan∏o˝yska opisuje metoda SPM HD®.Metoda analizy FFT drgaƒ dosko-nale uzupe∏nia system diagnos-tyczny w przypadku oceny kondycjipojedynczej maszyny lub zespo∏umaszyn jako metoda do wykrywa-nia innych potencjalnych symp-tomów uszkodzeƒ, które majà swojecharakterystyczne przebiegi har-monicznych w widmie drgaƒ.
Andrzej SkrzypkowskiAS Instrument Polska
Diagnozowanie poziomu drgaƒ przy u˝y-ciu przenoÊnego testera VibCheckerVC100 firmy SPM Instrument
Andrzej Skrzypkowski – Absolwent Politechniki Warszawskiej, Wydzia∏ In˝ynierii Produkcji. Zatrudniony od 1998 w polskimprzedstawicielstwie szwedzkiego producenta sprz´tu do diagnostyki stanu dynamicznego maszyn SPM Instrument AB.Od 2000 zajmowa∏ si´ wprowadzaniem na rynek systemów laserowych Easy-Laser szwedzkiej firmy Damalini AB. Od 2002w∏aÊciciel firmy AS Instrument Polska z Warszawy, obecnie wy∏àcznego przedstawiciela SPM Instrument AB w Polsce.Ponadto reprezentant Damalini AB, Hilger u Kern GmbH Niemcy, Schaller GmbH Austria, Rayhome Ltd. Wlk. Brytania.

8 ROK WYD. LXXIII ZESZYT 11/2014
Brüel & Kjaer jest producentem: przetworników pomiarowych (akcelerometrów,
mikrofonów, przetworników si∏y) oraz akcesoriów donich (przewody sygna∏owe, wzmacniacze pomiarowe,akcesoria monta˝owe itp.),
kalibratorów akustycznych i kalibracyjnych wzbud-ników drgaƒ,
jedno- i dwukana∏owych mierników drgaƒ i pozio-mu dêwi´ku typu 2250L, 2250, 2270,
wielokana∏owych systemów pomiarowych, jak:PHOTON+ (do 4 kana∏ów) i PULSE, którego liczba kana-∏ów mo˝e wynosiç kilkaset,
wzbudników drgaƒ: od bardzo ma∏ych (10 N),ch∏odzonych powietrzem, do bardzo du˝ych (280 kN),ch∏odzonych wodà. Wzbudniki te mogà pracowaçw uk∏adzie combo, tzn. ze sto∏em Êlizgowym. Dzi´kitemu mo˝emy testowaç produkty w trzech p∏asz-czyznach.
Brüel & Kjaer jako pierwszy wprowadzi∏ na rynekprzenoÊny, wielokana∏owy system pomiarowy PULSE,który jest ciàgle rozwijany i unowoczeÊniany. W tymroku wprowadzamy ju˝ 19. wersj´ tego systemu. Jestto pierwszy i jak dotychczas jedyny system o tak szero-kim zakresie pomiarowym – dotyczy to zarówno dyna-miki sygna∏u (160 dB w jednym zakresie pomiarowym),jak i cz´stotliwoÊci mierzonego sygna∏u. System tenwykorzystywany jest m.in. do pomiarów matrycamimikrofonów (rys. 1). Ze wzgl´du na swoje niewielkie
wymiary i wag´ doskonale nadaje si´ do pomiarówterenowych, przyk∏adowo uk∏ad 12-kana∏owy z bateriài modu∏em do ∏àcznoÊci WiFi wa˝y oko∏o 2 kg (rys. 2)!
JesteÊmy te˝ jedynym producentem dwukana∏owegoanalizatora akustycznego typu 2270, do którego mo˝napod∏àczyç sond´ nat´˝enia dêwi´ku (rys. 3), tworzàcw pe∏ni przenoÊny system do lokalizacji êróde∏ ha∏asuoraz wyznaczania mocy akustycznej maszyn w trudnychwarunkach akustycznych, tzn. gdy poziom t∏a akustycz-nego zbli˝ony jest do poziomu dêwi´ku wytwarzanegoprzez maszyn´.
PONAD 70 LAT DOÂWIADCZE¡
Rys. 1. System PULSE z matrycà mikrofonów do lokalizacjiêróde∏ ha∏asu
Rys. 2. 12-kana∏owy system PULSE
Rys. 3. Analizator typu 2270 z sondà nat´˝enia dêwi´ku
Firma Brüel & Kjaer, z ponad 70-letnià tradycjà, jest najstarszym istniejàcym na rynku producentemsystemów do pomiaru dêwi´ku i drgaƒ. JesteÊmy niewàtpliwie liderem ze wzgl´du na jakoÊç orazparametry techniczne proponowanych rozwiàzaƒ.

9ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
¸unarski J.: Normalizacja i standaryzacja.Oficyna Wydawnicza Politechniki Rzeszow-skiej, Rzeszów 2014. Stron 234.
W bie˝àcym roku Oficyna Wy-dawnicza Politechniki Rzeszowskiejwyda∏a kolejnà ksià˝k´ prof. Jerzego¸unarskiego pt. „Normalizacja i stan-daryzacja”, w której zamieszczonezosta∏y podstawowe informacje natemat normalizacji i standaryzacji.Zgodnie z zawartà we wst´pie dopodr´cznika opinià Autora – upow-szechnienie wiedzy na ten tematb´dzie sprzyjaç rozwojowi ró˝nychorganizacji, zw∏aszcza MÂP, orazpowinno uÊwiadomiç koniecznoÊçaktywnego zaanga˝owania si´ w dzia-∏ania o charakterze normalizacyjno--standaryzacyjnym.
Ksià˝k´ podzielono na 12 spójnychtematycznie rozdzia∏ów, do którychdo∏àczono s∏ownik wa˝niejszychpoj´ç, indeks u˝ytych skrótów i ozna-czeƒ, wykaz norm omawianych lubprzytaczanych oraz obszernà litera-tur´ przedmiotu.
W poczàtkowych rozdzia∏ach za-prezentowano w zarysie historycz-nym rozwój normalizacji, przedsta-wiono wspó∏czesnà organizacj´ dzia-∏alnoÊci normalizacyjnej i jej powià-
zania z dzia∏alnoÊcià mi´dzynarodo-wà, omówiono znaczenie, struktur´i typy norm, wskazano zasady ichprojektowania, a tak˝e typowe me-tody post´powania w normalizacji.
W nast´pnych rozdzia∏ach przed-stawiono znaczenie i zastosowanienowych odmian norm (nazywanychniekiedy normami II generacji), wska-zujàcych zalecane sposoby post´-powania w ró˝nych systemach za-rzàdzania i dotyczàcych ró˝nychaspektów tego zarzàdzania.
W rozdzia∏ach kolejnych zaprezen-towano zasady, zastosowanie i po-st´powanie podczas wdra˝ania i sto-sowania standaryzacji, do której za-liczono równie˝ normalizacj´ zak∏a-dowà – normy zak∏adowe sà stoso-wane obowiàzkowo, podobnie jakinne standardy organizacji (proce-dury, instrukcje, regulaminy itp.),w odró˝nieniu od norm technicznych,których wykorzystanie jest dobro-wolne.
W ostatnim rozdziale podano zaryskorzyÊci indywidualnych, przedsi´-biorstw i spo∏ecznych, uzyskiwanychw wyniku wykorzystania mo˝liwoÊ-ci, jakie stwarza normalizacja i stan-daryzacja.
Podr´cznik jest przeznaczonyg∏ównie dla studentów ró˝nychkierunków, na których sà omawianezagadnienia normalizacji i standary-zacji. B´dzie równie˝ u˝yteczny dlamened˝erów i specjalistów, którzypragnà zwielokrotniç swoje korzyÊciprzez aktywne zaanga˝owanie si´w dzia∏alnoÊç normalizacyjnà lubdzia∏ania zmierzajàce do rozszerzeniastosowalnoÊci normalizacji i standa-ryzacji.
„NORMALIZACJA i STANDARYZACJA”
Proponujemy rozwiàzania zarówno dla przemys∏u,konsultantów z dziedziny wibroakustyki, jak i dla uczel-ni oraz dzia∏ów badawczo-rozwojowych. W naszej ofer-cie znajdziecie Paƒstwo rozwiàzania ekonomiczne o nie-wielkich wymiarach przeznaczone dla konsultantów,diagnostów, którzy wymagajà pe∏nej mobilnoÊci i niepotrzebujà wi´cej ni˝ 1 – 4 kana∏ów pomiarowych.Doskona∏ym przyk∏adem takiego systemu pomiarowegojest PHOTON+ (rys. 4), do którego pod∏àczymymikrofony, akcelerometry czy m∏otek modalny. Oprogra-
mowanie dostarczane z tym uk∏adem pomiarowympozwoli Paƒstwu na analiz´ FFT, analiz´ rz´dów, prostàanaliz´ modalnà, rejestracj´ sygna∏ów.
Je˝eli jesteÊcie Paƒstwo zainteresowani g∏ówniepomiarami akustycznymi (np. ha∏as Êrodowiskowy, ha∏asmaszyn), proponujemy nasze mierniki poziomu dêwi´ku:jednokana∏owe typu 2250L, 2250 i dwukana∏owy typu2270 wraz z bogatà ofertà oprogramowania do rejestracjii analizy sygna∏ów.
Wszystkie mierniki majà menu w j´zyku polskim.Dostarczajàc Paƒstwu naszà aparatur´ pomiarowà,
zawsze k∏adziemy du˝y nacisk na odpowiedni jej dobór(zw∏aszcza jeÊli chodzi o przetworniki pomiarowe), a pozakupie na odpowiednie przeszkolenie i zapewnieniewsparcia technicznego. Nasz zespó∏ s∏u˝y pomocà i radàprzed i po zakupie naszych produktów.
Edukacja by∏a zawsze bardzo wa˝nym sk∏adnikiemnaszej oferty skierowanym zarówno dla u˝ytkownikównaszych produktów, jak i produktów konkurencyjnych.Dlatego te˝ w naszej ofercie znajdziecie Paƒstwo wieleszkoleƒ z dziedziny wibroakustyki. Cz´Êç z tych kursówjest bezp∏atna.
Informacje o produktach oraz szkoleniach uzyskacie Paƒstwo kontaktujàc si´ z naszym biurem:
Bruel & Kjaer Polska Sp. z o.o.ul. Goraszewska 12, 02-910 Warszawa
Tel: +48 22 858 93 92, Fax: +48 22 858 82 21lub odwiedzajàc nasze strony internetowe: www.bksv.com lub www.bruel.com.pl.
Rys. 4. Analizator PHOTON+

10 ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
T∏umiki drgaƒ skr´tnych wa∏ówkorbowych od lat sà stosowanez powodzeniem w wielu typachsilników spalinowych. Celem ichstosowania jest zmniejszenie po-datnoÊci drganiowej wa∏u korbo-wego. Wa∏ korbowy poddawany jestlicznym wymuszeniom zewn´trz-nym powodujàcym powstawaniedrgaƒ gi´tych, wzd∏u˝nych i skr´t-nych. Szczególnie groêne dla bez-piecznej eksploatacji sà drganiaskr´tne, bowiem wytwarzane sà oneprzez silnie dynamiczne obcià˝eniapochodzàce z procesów spalaniamieszanki paliwowo-powietrznejw cylindrach, z elementów uk∏adunap´dowego oraz osprz´tu silnika.
Powstaje wi´c pytanie: Czy i kiedynale˝y stosowaç t∏umiki drgaƒskr´tnych?
Ka˝dy, choç troch´ interesujàcysi´ technikà, z ∏atwoÊcià dojdziedo wniosku, i˝ problem nadmier-nych drgaƒ skr´tnych b´dzie do-tyczy∏ wa∏ów charakteryzujàcych si´„du˝à” d∏ugoÊcià i poddawanychdu˝ym obcià˝eniom. Mo˝na wi´cÊmia∏o stwierdziç, ˝e takim roz-wiàzaniem zainteresujà si´ szcze-gólnie konstruktorzy silników wie-locylindrowych (szeÊç cylindrówi wi´cej) o mocach przekraczajà-cych 300 KM. JeÊli w przypadkusiników o ma∏ych mocach i ma∏ejliczbie cylindrów mo˝na sàdziç,˝e t∏umik drgaƒ zwi´kszy „kultur´”pracy jednostki nap´dowej, tow przypadku wielocylindrowychjednostek o du˝ych mocach nie-zastosowanie lub niew∏aÊciwe do-branie t∏umika drgaƒ mo˝e, a nawetna pewno skutkowaç b´dzie zmniej-szeniem w sposób znaczàcy trwa-∏oÊci zm´czeniowej wa∏u korbowe-go i zwi´kszeniem prawdopodo-bieƒstwa doraênego jego uszko-dzenia. Nale˝y podkreÊliç fakt, ˝euszkodzenie wa∏u korbowego pra-wie zawsze skutkuje uszkodzeniempozosta∏ych elementów uk∏adukorbowo-t∏okowego, co faktycznieoznacza zniszczenie ca∏ego silnika.W takim przypadku koszty naprawysà bardzo wysokie, przez co na-prawa staje si´ nieop∏acalna.
W motoryzacji powszechnie sto-sowane sà t∏umiki gumowe. T∏umik
gumowy sk∏ada si´ z pierÊcieniabezw∏adnoÊciowego po∏àczonegoz piastà pierÊcieniem gumowymlub pakietem wk∏adek gumowych(rys. 1). Stosuje si´ go na czopieswobodnym wa∏u w miejscu ko∏apasowego.
Elementy tego t∏umika dobierasi´ tak, by zmniejszyç (st∏umiç)drgania skr´tne wa∏u dla najbardziejniebezpiecznej cz´stotliwoÊci, tj.cz´stotliwoÊci rezonansowej, czylitakiej, dla której amplituda jest naj-wi´ksza.
Innym rozwiàzaniem t∏umieniadrgaƒ skr´tnych wa∏ów jest t∏umikwiskotyczny (rys. 2). Zbudowany jest
on z trzech elementów: pokrywyi pierÊcienia p∏ywajàcego wewnàtrztej pokrywy w cieczy o odpowiedniodobranej lepkoÊci. G∏ównym ogra-niczeniem zastosowania t∏umikówwiskotycznych jest zmiennoÊç lep-koÊci cieczy w funkcji temperatury,a wi´c zmiennoÊç w∏aÊciwoÊci t∏u-mienia, w szczególnoÊci brak t∏u-mienia w niskich temperaturach.
W nowoczesnych konstrukcjachpojazdów dà˝y si´ do tego, bymontowaç jednostki nap´dowew jak najmniejszej przestrzeni. Ozna-cza to, ˝e konstruktorzy zmuszenisà do zmniejszania wymiarów po-szczególnych elementów, w tymrównie˝ wa∏ów korbowych, przyzachowaniu tej samej mocy silnika.Zmniejszajàc wymiary, zmniejszasi´ wspó∏czynnik bezpieczeƒstwa,stosujàc elementy bardziej „wiotkie”,czyli bardziej podatne drganio-wo. Takie post´powanie prowadzido tego, ˝e rozwiàzanie problemudrgaƒ skr´tnych w takim wypadkunie polega ju˝ tylko na dostroje-niu t∏umika do jednej dominujàcejcz´stotliwoÊci rezonansowej, alena znalezieniu rozwiàzania umo˝-liwiajàcego zmniejszenie amplitudydrgaƒ w szerokim zakresie cz´sto-tliwoÊci. Mamy bowiem do czynie-nia z uk∏adem o strukturze drgaƒskr´tnych nie mono-, ale polihar-monicznej.
˚adne z wczeÊniej przedstawio-nych rozwiàzaƒ nie jest w staniespe∏niç tak postawionego zadania.Wydaje si´ wi´c, ˝e jednym z cie-kawych rozwiàzaƒ mo˝e byç za-stosowanie t∏umika szerokopasmo-wego kombinowanego, stanowià-cego po∏àczenie dwóch rozwiàzaƒ,tj. t∏umika gumowego i wiskotycz-nego.
Na koniec pozostaje odpowie-dzieç na pytanie postawione wtytule.
Do czasu gdy strategia konstruo-wania silników samochodowychnie mia∏a tak silnych ograniczeƒobszarowych, mo˝na by∏o twier-dziç, ˝e t∏umiki drgaƒ skr´tnych toelement niezb´dny tylko w wielo-cylindrowych silnikach o du˝ychmocach. Teraz sytuacja zmieni∏a si´diametralnie, bowiem problem po-datnoÊci drganiowej wa∏ów kor-bowych dotyczy równie˝ silnikówo znacznie mniejszych mocach.Coraz wi´ksze ograniczenia wymia-rowe nie pozostawiajà ˝adnychz∏udzeƒ. JeÊli nie wierzysz – zajrzyjpod mask´ samochodów produko-wanych 10 – 15 lat temu i produ-kowanych obecnie.
dr Maciej Zawisza
T∏umiki drgaƒ skr´tnych silników spalinowych– luksus czy koniecznoÊç?
Rys. 1. T∏umik gumowy
Rys. 2. T∏umik wiskotyczny

11ROK WYD. LXXIII ZESZYT 11/2014
Zagadnienia wibroakustyczne w nowoczesnychpojazdach sà przedmiotem badaƒ, analiz oraz opty-malizacji celem spe∏nienia wymagaƒ i za∏o˝eƒ do-tyczàcych wysokich wskaêników komfortu jazdy.Jako podstawowe wskaêniki – pozwalajàce na ocen´obiektywnà komfortu w pojeêdzie – wykorzystuje si´:poziom drgaƒ na kierownicy, poziom drgaƒ na sie-dzeniu kierowcy, poziom ha∏asu w lokalizacjach za-g∏ówków siedzeƒ pasa˝erów.
W ogólnym uj´ciu zagadnienia wibroakustycznew pojeêdzie mo˝na odnieÊç do trzech zasadniczychpodsystemów funkcjonalnych, w ramach którychwyszczególniç mo˝na pewne krytyczne komponenty.Podsystemy te to: nap´d (silnik, przek∏adnia, tur-bospr´˝arka), nadwozie (m.in. integracja uk∏adu kie-rowniczego w pojeêdzie, mocowanie uk∏adu ch∏od-niczego, struktura ramy oraz nadwozia, sposób posa-dowienia nadwozia na ramie) oraz zawieszenie.
W celu identyfikacji przyczyn powstawania nie-po˝àdanych drgaƒ oraz ha∏asu w przestrzeni pasa-˝erskiej stosuje si´ nowoczesne techniki pomiaro-we, pozwalajàce nie tylko na pomiar poziomów drgaƒoraz ha∏asu, ale przede wszystkim na identyfikacj´ich charakteru, ocen´ êróde∏ drgaƒ, zlokalizowaniekrytycznych komponentów, przez które energia wibro-akustyczna w najwi´kszym stopniu przedostaje si´ down´trza pojazdu. Wynikami pomiarów przy u˝yciutakich technik sà:
operacyjne postacie drgaƒ – pozwalajà na „obser-wacj´ deformacji drgaƒ”, obrazujà przeskalowaneprzemieszczenia struktury w danej cz´stotliwoÊci drgaƒlub w danej pr´dkoÊci obrotowej silnika;
model modalny struktury – analiza modalna poz-wala na okreÊlenie cz´stoÊci w∏asnych struktury, któremogà skutkowaç zjawiskami rezonansowymi w przy-padku wzbudzenia od pracy silnika, przek∏adni lubzawieszenia;
analizy rz´dów – przydatne do identyfikacji udzia∏uposzczególnych rz´dów w poziomie drgaƒ i ha∏asu(rz´dy te wynikajà z liczby cylindrów, liczby zaworówlub liczby zaz´bieƒ w uk∏adzie skrzyni biegów);
funkcje przejÊcia – lokalne lub globalne charak-terystyki okreÊlajàce poziom drgaƒ i ha∏asu jako reak-cja na okreÊlone wymuszenie strukturalne lub akus-tyczne.
Szczególnym narz´dziem do analiz wibroakus-tycznych jest TPA (Transfer Path Analysis) – nowo-czesna technika iloÊciowego okreÊlenia, jaki kompo-nent przenosi najwi´cej drgaƒ oraz ha∏asu do wn´trzapojazdu. Pozwala na okreÊlenie dzia∏ajàcych si∏ dyna-micznych (np. w uk∏adzie zawieszenia, w w´z∏ach∏o˝yskowych) oraz na optymalizacj´ poszczególnychkomponentów (takich jak wibroizolatory w uk∏adzienap´dowym, elementy zawieszenia, takie jak: wahacze,∏àczniki, kolumny McPherson) w kontekÊcie skutecz-noÊci t∏umienia drgaƒ. Metoda ta mo˝e byç stosowana
Problemy wibroakustyczne w pojazdach samochodowych

12 ROK WYD. LXXIII ZESZYT 11/2014
Nowy system przenoÊników ∏aƒ-cuchowych VarioFlow plus firmyBosch Rexroth jest prosty w mon-ta˝u, elastyczny i cichy.
Niski poziom ha∏asu emitowanegoprzez nowy system przenoÊników∏aƒcuchowych w znacznym stopniuprzyczynia si´ do zwi´kszenia kom-
fortu pracy. Firma Bosch Rexrothosiàgn´∏a cichà prac´ systemu dzi´-ki zoptymalizowanym w∏aÊciwoÊ-ciom ∏aƒcuchów i u˝yciu szyn Êlizgo-
wych z mocowaniem bocznym. Terozwiàzania gwarantujà jednoczeÊ-nie zwi´kszonà odpornoÊç na zu˝y-cie oraz szybki i niezawodny monta˝.
Bosch Rexroth ma w ofercie wie-le standardowych komponentówcechujàcych si´ pe∏nà wymien-noÊcià i modu∏owoÊcià, które spe∏-
niajà wymagania ró˝nych zasto-sowaƒ ju˝ w wersji podstawowej.Aby uproÊciç wybór i w∏aÊciwàkombinacj´ podzespo∏ów, firma
oferuje oprogramowanie MTproz programem Layout Designer, któreumo˝liwia projektowanie przenoÊ-ników (w tym zaawansowanychsystemów wieloprzenoÊnikowychi stacji roboczych), wybieranie ele-mentów oraz eksportowanie wyni-ków do oprogramowania CAD.
System przenoÊników ∏aƒcucho-wych VarioFlow plus firmy BoschRexroth sk∏ada si´ z elementówo uniwersalnym zastosowaniu, któremogà byç u˝ywane niezale˝nie odszerokoÊci systemu. Nowa szero-koÊç rozstawu wynosi 120 mm.Zmniejsza to zapotrzebowanie nacz´Êci zamienne. Stabilny ∏aƒcuchjest odporny na si∏y rozciàgajàcedo 1250 N. Powierzchnia ∏aƒcuchajest prawie zamkni´ta, co umo˝liwiabezpieczny i niezawodny transportnawet najmniejszych cz´Êci.
System obejmuje ró˝ne uk∏adyprzenoÊników i jest dost´pnyw szeÊciu szerokoÊciach oraz dwóchwersjach materia∏owych ∏aƒcucha:podstawowej wersji aluminioweji wersji ze stali nierdzewnej w przy-padku wy˝szych wymagaƒ doty-czàcych warunków higienicznych(na przyk∏ad w przemyÊle spo˝yw-czym), gdzie firma Bosch Rexrothstosuje elementy wykonane z ma-teria∏ów spe∏niajàcych wymaganiaagencji FDA.
www. boschrexroth.pl
Cichy i szybki w monta˝usystem przenoÊników VarioFlow plus
Firma RCC Nova oferuje szerokie wsparcie w zakresie projektowania, testowania,walidacji produktów w przemyÊle samochodowym, kolejowym, maszynowym.Zakres naszych prac to:
– testy wibroakustyczne w warunkach eksploatacyjnych oraz laboratoryjnych,– ocena drgaƒ oraz ha∏asu wraz z analizami i optymalizacjà,– testy wibracyjne,– diagnostyka przemys∏owa (wywa˝anie, osiowanie),– badania wytrzyma∏oÊciowe (tensometria klasyczna, telemetria),– szerokie spektrum analiz numerycznych: strukturalne, statyczne, przep∏ywowe, crash.
w uj´ciu eksperymentalnym, polegajàcym na pomia-rze w∏asnoÊci dynamicznych na stanowisku orazw uj´ciu eksploatacyjnym, opartym na wynikachpomiarów pozyskanych jedynie podczas testów eks-ploatacyjnych.
Obok testów fizycznych na prototypach pojazdówlub komponentów (które sà bez wàtpienia koniecznew wypadku tak z∏o˝onych obiektów jak pojazdy samo-chodowe) stosuje si´ obecnie powszechnie narz´-dzia numeryczne do analiz zjawisk z zakresu NVH(Noise Vibration Harshness). Jako cz´Êç procesu pro-jektowania komputerowego (okreÊlanego cz´sto ter-minem Virtual Prototyping) rozwiàzania te wspo-magajà prace konstruktorskie w zakresie dynamiki
strukturalnej oraz akustyki. Optymalizacja w Êrodo-wisku symulacyjnym to analiza typu „what – if”.Polega ona na wprowadzaniu w modelu wielu mo-dyfikacji typu: zmiana sztywnoÊci w´z∏a lub po∏àcznia,dodanie t∏umienia, zmiana masy lub zmiana struk-turalna. Jako wynik obserwowaç mo˝na odpowiedzidynamiczne, takie jak poziom przenoszonych si∏, drgaƒoraz ha∏asu.
Stosujàc modelowanie oraz analizy numeryczne wewczesnej fazie projektowania oraz walidacj´ modelinumerycznych za pomocà wyników z pomiarów rze-czywistych, przyspiesza si´ proces projektowaniai gwarantuje niezawodnoÊç oraz wysokà jakoÊç koƒ-cowego produktu.
PROBLEMY • NOWOÂCI • INFORMACJE

13ROK WYD. LXXIII ZESZYT 11/2014
Dzi´ki nowemu SmartBalancerowi pracownicy zaj-mujàcy si´ pomiarami, serwisem i utrzymaniem ruchuotrzymujà kompaktowy, kompletny system do wszyst-kich zadaƒ wywa˝ania w terenie. To przenoÊne urzà-dzenie – odpowiednie do dzia∏aƒ zapobiegawczych,zapewnienia jakoÊci oraz napraw – jest równieniezawodne, co uniwersalne w zastosowaniu. Dzi´kiSmartBalancerowi mo˝na dok∏adnie okreÊliç i skory-gowaç niewywa˝enie wirników w zespo∏ach. Bez de-monta˝u, wszystkie typy wirników o dowolnej masiei wymiarach oraz pr´dkoÊciach w zakresie 100 do60 000 obr/min, mo˝na sprawdziç w jednej lub dwóchp∏aszczyznach.
Przyjazny w obs∏udzeNowy SmartBalancer nie jest ani prostym urzàdze-
niem do zbierania danych, ani skomplikowanym doanalizy drgaƒ. Jest raczej por´cznym systemem diag-nostycznym, zaprojektowanym tak, ˝eby sprostaçwymaganiom wywa˝ania w terenie pod wzgl´dem za-kresu funkcji oraz prostoty obs∏ugi. Nawet niedoÊwiad-czony u˝ytkownik ju˝ po bardzo krótkim czasie mo˝ez nim efektywnie pracowaç. Czytelne ikony i strukturainterfejsu, oparte na systemie Windows, na kolorowymwyÊwietlaczu szybko prowadzà u˝ytkownika do celu.Wszystkie funkcje dost´pne sà za pomocà siedmiuprzycisków.
U˝ytkownik jest prowadzony przez proces wywa˝a-nia poprzez intuicyjne wskazówki. Mo˝na u˝ywaçwczeÊniej zapisanych ustawieƒ pomiarowych, a wa˝newartoÊci, takie jak jakoÊç wywa˝ania czy obcià˝enia∏o˝yska, mogà zostaç obliczone. ¸atwo jest te˝ wybraçpomi´dzy ró˝nymi metodami korekcji. Poziomy drgaƒindywidualnych etapów procesu sà czytelnie pokazanena wykresach wektorowych.
Do diagnostyki maszyn SmartBalancer oferuje kilkanarz´dzi do analizy, jak na przyk∏ad szerokopasmowypomiar drgaƒ mechanicznych. Do obliczenia wielkoÊcii odpowiedniej oceny tych ca∏kowitych drgaƒ ustawionezosta∏y granice zgodne z normà DIN ISO 10816. U˝yt-kownik wybiera odpowiedni typ maszyny i odpowiednitryb zostaje w∏àczony. Dost´pna jest analiza cz´stotli-woÊci FFT do okreÊlenia przyczyn szkodliwych drgaƒ.Drgania wyÊwietlane sà jako spektrum z cz´stotliwoÊ-cià i amplitudà. Jako dodatkowego narz´dzia mo˝na
u˝yç analizy rz´dów do zidentyfikowania pr´dkoÊcirezonansowych. Wszystkie pomiary mo˝na wykonaçjednoczeÊnie na dwóch kana∏ach.
Wi´cej opcjiPoza uproszczonà koncepcjà obs∏ugi, zaletami
nowego SmartBalancera jest równie˝ opcja oprogra-mowania, dzi´ki której wyniki pomiaru mo˝na prze-nieÊç bezpoÊrednio do komputera i przetwarzaç jakoplik CSV i raport w Excelu. Co wi´cej, zakres zastosowaƒurzàdzenia mo˝e zostaç rozszerzony dzi´ki modu∏owioceny stanu ∏o˝ysk. Dzi´ki niemu mo˝na zidentyfikowaçuszkodzenia ∏o˝ysk we wczesnym stadium i w odpo-wiednim czasie dokonaç ich wymiany.
Schenck RoTec oferuje nowego SmartBalancera jakokompletne rozwiàzanie. Urzàdzenie to jest gotowe dopracy i wywa˝ania w ∏o˝yskach w∏asnych w kontekÊcieutrzymania, serwisowania i odbiorów.
Wi´cej informacji: www.smartbalancer.com
Uniwersalne przenoÊne urzàdzeniedo wywa˝ania i diagnostyki drgaƒ
Schenck RoTec prezentuje nowego SmartBalancera do wywa˝ania w ∏o˝yskach w∏asnych
Niewywa˝enie wirników jest przyczynà co najmniej po∏owy wszystkich awarii maszyn i uk∏adów. Za pomocànowego SmartBalancera firmy Schenck RoTec pracownicy serwisu i utrzymania ruchu mogà w prosty sposóbzidentyfikowaç niewywa˝enie bezpoÊrednio w miejscu, gdzie ono wyst´puje. To por´czne przenoÊneurzàdzenie oferuje niezwyk∏à funkcjonalnoÊç oraz prostà obs∏ug´.
Kontakt: RoTec PolskaWy∏àczne Przedstawicielstwo Firmy:SCHENCK RoTec GmbH – Darmstadt43-100 Tychy, ul. Strefowa 8a +48 32 780 67 50e-mail: [email protected]

14 ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
– Producenci wyrobów ze staliposzukujà sposobów na usprawnie-nie produkcji, obni˝enie kosztówi popraw´ jakoÊci wyrobów. Jakierozwiàzania, Pana zdaniem, pozwolàosiàgnàç te cele?
Popularne stajà si´ zautomatyzo-wane systemy produkcyjne. Wi´k-szoÊç naszych klientów to producencikrajowi, oferujàcy swoje produktyglobalnie. ˚eby sprostaç konkurencji,muszà produkowaç szybko, efektyw-nie kosztowo i z dobrà jakoÊcià. Teczynniki powodujà, ˝e producencimyÊlà o zautomatyzowanych syste-mach produkcyjnych, a wi´c sà zain-teresowani maszynami, które nie tylkowytnà okreÊlone kszta∏ty w arkuszublachy, ale szukajà rozwiàzaƒ, którepozwolà na wyeliminowanie czynnikaludzkiego z procesu produkcji lubwyeliminowanie pewnych procesówz cyklu produkcyjnego. Przyk∏adowo,stosowanie automatyki w procesachza∏adunku, roz∏adunku i sortowaniapozwala zaoszcz´dziç czas, pieniàdzei materia∏ dzi´ki temu, ˝e ten procesw ca∏oÊci wykonywany jest przez ma-szyn´ sterowanà numerycznie. A wi´cjest powtarzalny, co umo˝liwia zacho-wanie za∏o˝onej jakoÊci w ca∏ym cykluprodukcyjnym.
– Jak du˝e oszcz´dnoÊci mo˝nauzyskaç, stosujàc wspó∏czesne roz-wiàzania z zakresu automatyki prze-mys∏owej?
Zastosowanie automatyki przemys-∏owej pozwala na osiàganie powta-rzalnoÊci produkcji elementów w od-powiedniej jakoÊci. Oszcz´dnoÊcipowstajà w wyniku zwi´kszonej wy-dajnoÊci produkcji zwiàzanej z wy-eliminowaniem czynnika ludzkiego.Awarie urzàdzeƒ mo˝na z kolei prze-widywaç i przy odpowiednim pozio-mie serwisowania minimalizowaçich wp∏yw na przestoje. Nast´pujewi´ksze wykorzystanie czasu pracymaszyny, a tak˝e mo˝liwe jest osià-ganie odpowiedniego poziomu ja-koÊci i powtarzalnoÊci przy zwi´kszo-nej produkcji.
– Czy mo˝na oszacowaç, jakieoszcz´dnoÊci spowodowa∏o zasto-sowanie zautomatyzowanych urzà-dzeƒ firmy Prima Power u produ-centów wyrobów z blachy?
Ka˝dy klient inaczej to mierzy. Naprzyk∏ad, przy zastosowaniu naszegourzàdzenia Shear Genius – zintegro-wanej wykrawarki z gilotynà kàtowàmo˝na osiàgnàç nawet kilkakrotneskrócenie czasu produkcji w porów-naniu z konwencjonalnà wykrawarkà.Jest to mo˝liwe, poniewa˝ w naszymrozwiàzaniu arkusz blachy jest zak∏a-dany na maszyn´, nast´pnie jestdokonywana obróbka przez wykra-wanie, przet∏aczanie i rozci´cie tegoarkusza na elementy gotowe dou˝ycia w nast´pnym procesie. Je˝elido∏àczony zostanie robot sortujàcy,to elementy zostanà odpowiednioposortowane i przekazane na paleciedo kolejnego procesu produkcyj-nego. W wypadku konwencjonalnejwykrawarki – arkusz blachy po wy-ci´ciu otworów i przet∏oczeniu jestzdejmowany z maszyny manualnie,a gotowe elementy muszà zostaçwydobyte z maszyny przez operatorai oczyszczone z pozosta∏oÊci po tzw.mikroz∏àczach. W wypadku stosowa-nia urzàdzeƒ Shear Genius, opróczoszcz´dnoÊci czasu, mo˝na zaoszcz´-dziç równie˝ materia∏ na poziomieod kilku do kilkunastu procent. Osiàgasi´ to przez wycinanie elementów
z arkusza blachy przy zachowaniuwspólnych linii ci´cia, a wi´c nie mapozosta∏oÊci po mikroz∏àczach. Dodat-kowo, stawiajàc na koƒcu linii auto-mat gnàcy zaginajàcy elementy w po-˝àdanà form´ 3D, mo˝na zbudowaçkompletnà lini´ technologicznà. Sta-wiajàc na poczàtku tej linii magazynblachy, na koƒcu zaÊ automat gnàcy,mo˝na w sposób ciàg∏y, p∏ynny i zau-tomatyzowany produkowaç elementygotowe do pomalowania lub monta-˝u. Z naszych doÊwiadczeƒ wynika, ˝epostawienie takiej zautomatyzowanejlinii spowodowa∏o u niektórych klien-tów skrócenie czasu pracy z dwóchzmian do jednej. Dodatkowo, do tejlinii mo˝na jeszcze do∏àczyç maga-zyn z funkcjà zarzàdzania logistykà.Wszystkim mo˝na sterowaç z pozycjibiura. Produkcja mo˝e odbywaç si´w systemie ciàg∏ym i w systemie„just in time”, czyli mo˝na realizowaçzlecenia sp∏ywajàce na bie˝àco bezkoniecznoÊci przeprogramowywaniaprocesu produkcji.
– Jakie korzyÊci wynikajà ze zmia-ny nap´dów hydraulicznych na ser-woelektryczne?
Przede wszystkim jest to ograni-czenie zu˝ycia energii elektrycznej.Mo˝na mówiç nawet o 3-krotnymzmniejszeniu zu˝ycia energii. Przyk∏a-dowo, serwoelektryczne maszynyShear Genius Êrednio zu˝ywajà6 kW/h. Hydrauliczny Shear Geniuszu˝ywa 18 kW/h. Wyst´puje tu bar-dzo radykalne zmniejszenie zu˝yciaenergii. Ze zmiany nap´du z hydrau-licznego na serwoelektryczny wyni-kajà ponadto korzyÊci polegajàce nazmniejszeniu kosztów serwisowaniamaszyn. Maszyny serwoelektrycznesà mniej zawodne. U˝ytkownicy mogàwi´c mówiç o wymiernych korzyÊ-ciach finansowych. Kolejnym pozy-tywnym aspektem tej zamiany jestbrak koniecznoÊci utylizacji zu˝yte-go oleju stosowanego w nap´dachhydraulicznych. Wp∏ywa to równie˝pozytywnie na Êrodowisko, produkcjastaje si´ czystsza.
– Jak ocenia Pan mo˝liwoÊçwzrostu poziomu automatyzacji i ro-botyzacji produkcji w polskich przed-si´biorstwach?
Automatyzacja produkcji– wi´ksza wydajnoÊç, ni˝sze koszty, lepsza jakoÊçRozmowa z Romanem Padewskim, Dyrektorem Zarzàdzajàcym firmy Prima Power Sp. z o.o.
Roman Padewski

15ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Obecnie mo˝na zaobserwowaçw polskich przedsi´biorstwach zwi´k-szone zainteresowanie automatyza-cjà produkcji. OczywiÊcie pomagajàw tym programy unijne, granty rzàdo-we, a tak˝e kredyty technologiczne.Instrumenty te pomagajà producen-tom w podj´ciu decyzji o inwestycjiw zautomatyzowane systemy. Rów-nie˝ firmy, które produkujà ju˝ odpewnego czasu przy u˝yciu maszynobs∏ugiwanych manualnie, jeÊli chcàrozwijaç produkcj´, muszà liczyç kosz-ty rozbudowy powierzchni, budowynowej hali, ekspansji powierzchnio-wej produkcji. Automatyzacja poz-wala ograniczyç t´ ekspansj´. Wp∏ywna decyzj´ o zainwestowaniu w zauto-matyzowane systemy produkcji majàrównie˝ wzrastajàce koszty pracy.Obecnie operatorzy maszyn muszàmieç odpowiednie kwalifikacje, cz´stoobs∏ugujà kilka maszyn jednoczeÊniei muszà znaç specyfik´ maszyn.Automatyzacja pozwala ograniczyçzatrudnienie i obni˝yç zwiàzane z tymkoszty. A wi´c mo˝na si´ spodziewaçdalszego wzrostu zainteresowaniaautomatyzacjà produkcji wÊród pols-kich producentów.
– Jakie sà Pana prognozy doty-czàce rozwoju rynku zaawansowa-nych technologii przemys∏owych?
W mojej bran˝y istnieje nadaldu˝y potencja∏ rozwojowy. Maszynysà coraz szybsze i dok∏adniejsze,co odpowiada oczekiwaniom rynku.Odbiorcy gotowych produktów majàcoraz wy˝sze wymagania, pojawiajàsi´ nowe rozwiàzania technologicz-ne czy logistyczne. Sprostanie tymwszystkim wymaganiom wymuszana kontrahentach, wspó∏pracujàcychz du˝ymi firmami, np. z bran˝y tele-komunikacyjnej lub medycznej, ciàg∏yrozwój technologiczny. To z kolei na-p´dza dzia∏y R&D naszej firmy do po-szukiwania nowych rozwiàzaƒ. A wi´cprognozy sà moim zdaniem pozy-tywne. Rynek europejski, konkurujàcz tanià chiƒskà produkcjà, stawia naautomatyzacj´ produkcji, powtarzal-noÊç i mo˝liwoÊç szybkiego reago-wania na potrzeby rynku.
Obecnie wielu naszych klientówprodukuje globalnie, firmy otrzymujàzamówienia z ca∏ego Êwiata. Polski
producent nie jest ju˝ postrzeganytylko jako producent tani, teraz wi´k-szoÊç klientów naszej firmy jest uwa-˝ana za producentów wytwarzajà-cych wyroby dobrej jakoÊci. Wynikato z przyj´tej strategii rozwoju tychfirm. Obecnie dotacje z UE pozwalajàfirmom na zakup najnowszych tech-nologii, dzi´ki temu mogà rywali-zowaç o zamówienia ze Êwiatowymifirmami.
– Jakie bran˝e sà najwi´kszymodbiorcà urzàdzeƒ firmy PrimaPower?
Producentów korzystajàcych z na-szych urzàdzeƒ mo˝na podzieliç ogól-nie na produkujàcych w∏asne wyro-by pod swojà markà i kooperantów.Jedna i druga grupa rozwija si´bardzo dynamicznie. WÊród bran˝,które korzystajà z naszych rozwiàzaƒ,mo˝na wymieniç producentów urzà-dzeƒ klimatyzacyjnych, wentylacyj-nych, przemys∏ maszynowy i moto-ryzacyjny, producentów sprz´tu AGD,wind, schodów ruchomych, pieców,podzespo∏ów do elektromonta˝u. Fir-my te rozwijajà si´, inwestujà równie˝w urzàdzenia Prima Power.
– Jakie rozwiàzanie z oferty firmyPrima Power poleci∏by Pan klientomposzukujàcym oszcz´dnych i nieza-wodnych urzàdzeƒ do produkcji, np.w bran˝y motoryzacyjnej?
W naszej ofercie znajduje si´ kilkarozwiàzaƒ dedykowanych bran˝ymotoryzacyjnej. Nale˝y wspomnieç,˝e firma Prima Power s∏ynie z dostar-czania laserów 3D przeznaczonych dla
bran˝y motoryzacyjnej. Korzenie firmysà w Turynie, gdzie w latach 70. za-czyna∏a od produkcji dla Fiata, dostar-czajàc rozwiàzaƒ usprawniajàcych wy-cinanie laserowe elementów z blachy.A wi´c dla bran˝y motoryzacyjnejsà to lasery 3D. Równie˝ dla bran˝ylotniczej Prima Power dostarcza spec-jalnych rozwiàzaƒ. Dla szerzej poj´-tego rynku warte polecenia sà urzà-dzenia zintegrowane – wykrawarkaz laserem lub wykrawarka z giloty-nà kàtowà. OczywiÊcie musi byç od-powiednia specyfika produkcji, abyte urzàdzenia mog∏y znaleêç zasto-sowanie. Wielu naszych klientów po-twierdza, ˝e Shear Genius jest g∏ównàmaszynà w ich parku maszynowym.Za jej pomocà sà w stanie wykonaçelementy w sposób elastyczny, szyb-ko i o dobrej jakoÊci. Istnieje mo˝-liwoÊç ∏àczenia maszyn w zautoma-tyzowane linie produkcyjne, czyliwszystkie maszyny oferowane przezPrima Power mo˝na wyposa˝yçw automatyk´. Nast´pnie mo˝na teurzàdzenia po∏àczyç wraz z magazy-nem surowców i produktów. Je˝eliklient zakupi dowolnà maszyn´ z port-folio Prima Power, to w przysz∏oÊcib´dzie móg∏ jà wyposa˝yç w odpo-wiedni system automatyki, w∏àczyçurzàdzenie w zintegrowany systemprodukcji elementów z blachy. Na-szym klientom oferujemy rozwój przezdostarczanie odpowiednich syste-mów automatyki i magazynowania.StworzyliÊmy grup´ modu∏owychurzàdzeƒ, z których ka˝de mo˝naw∏àczyç w dowolnym momencie wzautomatyzowany system produk-cyjny. Mo˝na powiedzieç, ˝e PrimaPower dostarcza klientom nie tylkomaszyny, ale te˝ koncepcj´ rozwojufirmy.
Dzi´kuj´ za rozmow´.
Rozmawia∏a Martyna Jachimowicz
Prima Power – jeden z wiodàcych producentów maszyn, urzàdzeƒi systemów do obróbki blachy oraz niekwestionowany lider w zakresieobróbki laserowej 2D i 3D, wykrawania oraz gi´cia. Zak∏ady produkcyjnePrima Power znajdujà si´ we W∏oszech, Finlandii i USA. Z tych paƒstwfirma dystrybuuje urzàdzenia i systemy na ca∏y Êwiat.
Prima Power Shear Genius SGe6

16 ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Koncern ESAB Cutting Systemswprowadzi∏ na rynek SGX – kom-paktowà, zautomatyzowanà ma-szyn´ do ci´cia plazmowegoi tlenowo-gazowego. Urzàdzeniezosta∏o opracowane z zastoso-waniem najnowoczeÊniejszej tech-nologii ESAB, g∏ównie z przezna-czeniem dla niewielkich zak∏adów
i firm wytwórczych. SGX zawieramaksymalnie trzy stacje narz´-dziowe, w tym dwa palniki doci´cia tlenowo-gazowego i jednàstacj´ ci´cia w technologii plaz-mowej, którà mo˝na wyposa˝yçw system precyzyjnego ci´cia plaz-mowego ESAB m3-IGC, zapew-niajàcy wysokà jakoÊç procesu.¸atwy w obs∏udze uk∏ad sterujàcypo∏àczony jest z ekranem doty-kowym Vision® T5, z wbudowanymautomatycznym rozk∏adaniem ele-
mentów oraz automatycznym ste-rowaniem gazem i automatykàplazmowà obs∏ugiwanà przez tech-nologi´ m3 Plasma. Kompaktowakonstrukcja sprawia, ˝e maszynado ci´cia SGX nie wymaga du˝ejprzestrzeni.
Solidna konstrukcja urzàdzeniaz mocnà belkà stalowà gwarantuje
wydajnoÊç i dok∏adnoÊç ci´ciaoraz wieloletnià bezproblemowàeksploatacj´ maszyny. SGX poz-wala zwi´kszyç produktywnoÊçdzi´ki krótkim cyklom od ci´ciado ci´cia (cut-to-cut) uzyskanymprzez zintegrowane dwustron-ne nap´dy AC o wysokiej pr´d-koÊci oraz szybki podnoÊnik pal-nika.
Wyposa˝enie standardowe obej-muje tak˝e sterowanie gazemw technologii ci´cia tlenowo-
-gazowego, które automatycznieprze∏àcza mi´dzy niskim i wysokimciÊnieniem podgrzewania, orazzawór „easy-on” tlenu tnàcego doprzebijania grubszych materia-∏ów. System sterowania gazemumieszczony zosta∏ tak, aby za-pewniç operatorowi ∏atwy dost´poraz dobrà widocznoÊç palnikówprzy regulacji nastaw.
Maszyn´ SGX mo˝na konfigu-rowaç w szerokim zakresie opcjici´cia: od prostych systemów ci´-cia powietrzno-plazmowego a˝do ca∏kowicie zautomatyzowanychsystemów plazmowych 360 A typumulti-gas. Urzàdzenie mo˝na wy-posa˝yç w system plazmowyESAB m3 Plasma® umo˝liwiajàcyci´cie stali w´glowej o gruboÊcido 50 mm. System m3 Plasmapozwala uzyskaç doskona∏e po-wierzchnie ci´cia, które sà prak-tycznie pozbawione ˝u˝la i niewymagajà kompleksowego czysz-czenia. System obejmuje auto-matyczne sterowanie gazem zinteg-rowane z bazà danych w CNC, za-pewniajàc szybkà i prostà konfi-guracj´ procesu.
Nowa maszyna SGX jest dos-t´pna w rozmiarach dostoso-wanych do blach o szerokoÊci do2 500 mm oraz maksymalnie dwóchblach w wymiarze 6 000 mm „odkoƒca do koƒca”. Najnowszy sys-tem ci´cia dost´pny jest z ró˝ny-mi sto∏ami roboczymi lub sto-∏ami wodnymi do ci´cia suchàplazmà lub do ci´cia plazmowegopod wodà.
www.esab-cutting.com
SGX – zautomatyzowana maszyna do ci´ciaw technologii plazmowej i paliwowo-tlenowej

17ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Ka˝da wypróbowana i przetestowa-na metoda spawania i lutowania macechy przydatne w konkretnych zasto-sowaniach. Metoda microMIG dzi´kiswoim zaletom, takim jak: sprawniekontrolowany, zmniejszony poziom do-prowadzanego ciep∏a, dobre mostko-wanie szczelin, minimalne zniekszta∏-cenia i praktycznie bezodpryskowespawanie, jest szczególnie przydatnado ∏àczenia blach o gruboÊciach od 0,5do 1,5 mm.
Przy spawaniu cienkich arkuszy, op-tymalna iloÊç doprowadzanego ciep∏apowinna byç na tyle niska, aby umo˝-liwiç uzyskanie metalurgicznie Êcis∏e-go z∏àcza lub wymaganego poziomuprzetopu. Dotyczy to równie˝ spoinlutowania twardego lub spawania cien-kich blach z grubszymi materia∏ami,np. z odlewami. Wprowadzajàc metod´microMIG, firma SKS Welding Systemsopracowa∏a proces, który daje oczeki-wane rezultaty bez koniecznoÊci korzys-tania z drogiego, specjalistycznegosprz´tu.
Eberspächer Exhaust Technology,firma produkujàca uk∏ady wydechowez powodzeniem wykorzystuje t´ tech-nologi´. „W codziennej praktyce prze-mys∏owej metoda spawania microMIGw naszym przypadku okazuje si´ sku-teczna podczas produkcji lekkich uk∏a-dów wydechowych. W poprzedniostosowanym procesie MAG, poziomzniekszta∏ceƒ by∏ wy˝szy o trzydzieÊcipi´ç do pi´çdziesi´ciu procent. Ponie-wa˝ wymieniliÊmy tylko sam systempalnika, koszty inwestycji utrzymujà si´w bardzo rozsàdnych granicach” – po-wiedzia∏ Roman Lauer, Szef ds. Tech-nologii Spawalniczych Eberspächer,podsumowujàc praktyczne korzyÊcizastosowania systemu.
Metoda oparta jest na patencieVolkera Leipolda, który w roku 1997opracowa∏ technologi´ spawania cyf-rowego. Palnik Frontpull 7 dla robotówz zewn´trznym uk∏adem przewodówwykorzystuje ten opatentowany, ste-rowany elektronicznie silnik. Inne ele-menty sk∏adowe systemu spawalni-czego sà takie same jak w przypadkupakietu do spawania ∏ukiem elektrycz-nym, co oznacza równie˝, ˝e mo˝nastosowaç dotychczasowy sprz´t, wy-mieniajàc tylko palnik. Gdy dodatkowopotrzebny jest system microMIG,mo˝na wybraç standardowy systemumo˝liwiajàcy wymian´ narz´dzi i wy-korzystaç go w innych procesach spa-walniczych lepiej dostosowanych dospawania grubszych elementów.
System microMIG wykorzystuje im-pulsowà technologi´ podawania drutu.Od innych metod z impulsowym poda-waniem drutu spawalniczego systemmicroMIG ró˝ni si´ tym, ˝e zamiast wy-korzystywania wy˝szych cz´stotliwoÊciimpulsów podawania drutu, microMIGuzyskuje wy˝sze pr´dkoÊci stapiania
ju˝ przy ni˝szych cz´stotliwoÊciach. Imwy˝sza ˝àdana pr´dkoÊç stapiania, tymd∏u˝sze sekwencje impulsów. Ni˝szacz´stotliwoÊç impulsów przesuwu dru-tu przek∏ada si´ na ni˝sze obcià˝eniezu˝ywajàcych si´ elementów pracujà-cych w palniku, w tym równie˝ nap´-dów. Kolejnà zaletà jest mo˝liwoÊç wy-boru parametrów. System umo˝liwianie tylko sterowanie cz´stotliwoÊcià im-pulsów, ale tak˝e umo˝liwia regulowa-nie zw∏oki impulsów, pràdu bazowego,pr´dkoÊci podawania i czasu cofaniadrutu. Wynikajàce z tego korzyÊci za-pewniajà wy˝szà trwa∏oÊç eksploata-cyjnà, lepszà jakoÊç spoin, ich lepszywyglàd, niskie zniekszta∏cenia elemen-tów i mniej czasu przeznaczonego napoprawki.
èród∏o: SKS Welding Systems GmbH
microMIG– wydajna technologia ∏àczenia cienkich blach
Fot. 1. Przy okreÊlonym poziomie dopro-wadzanego ciep∏a metoda microMIGw znaczny sposób redukuje zniekszta∏-cenia: w przypadku procesów MAG,poziom zniekszta∏ceƒ jest wy˝szyo 35 do 50%
Fot. 2. Przekrój makroskopowy przez po-∏àczenie trzech arkuszy w obr´bie obu-dowy turbospr´˝arki na kolektorze wy-raênie wykazuje doskona∏à jakoÊç spoinyi z∏àcza

18 ROK WYD. LXXIII ZESZYT 11/2014
PROBLEMY • NOWOÂCI • INFORMACJE
Projekt wspó∏finansowany ze Êrodków Unii Europejskiej w ramach Europejskiego Funduszu Spo∏ecznego
Syntea S.A., wychodzàc na-przeciw tym potrzebom, wcielaw ˝ycie projekt „Nowa jakoÊçkszta∏cenia zawodowego” reali-zowany w terminie od stycznia2012 do grudnia 2014 roku.
W projekcie biorà udzia∏nauczyciele szkó∏ zawodowychoraz specjalnych, kszta∏càcychw zakresie bran˝y informatycz-nej, ekonomiczno-administra-cyjnej, budowlanej oraz elektro-mechanicznej. Ch´tni z ca∏egokraju majà szans´ uczestniczyçw specjalistycznych szkoleniachpo∏àczonych z dwutygodnio-wymi praktykami w przedsi´-biorstwach danej specjalizacji,których programy zosta∏y opra-cowane we wspó∏pracy z praco-dawcami.
Ci, którzy osiàgajà najlepszewyniki, biorà udzia∏ w zagra-nicznych wizytach studyjnych,gdzie doÊwiadczajà bezpoÊred-
niego kontaktu z nowoczesnàtechnologià oraz poznajà technikiefektywnych rozwiàzaƒ organi-zacyjnych stosowanych w Êwie-cie biznesu.
Praktyczne umiej´tnoÊci i wie-dza nabyta przez nauczycieli mas∏u˝yç uczniom i umocniç ichpóêniejszà pozycj´ na rynkupracy.
„Projekt umo˝liwi∏ moim ko-le˝ankom, kolegom i mi za-poznanie si´ z nowymi prog-ramami. Wiedz´ t´ wykorzys-tamy w nowym roku szkol-nych na przedmiotach za-wodowych” – mówi BeataZembrzuska, uczestniczka szko-leƒ.
Projekt, podnoszàc poziomkszta∏cenia zawodowego, po-maga sprostaç nie tylko ros-nàcym wymogom edukacyjnym,ale przede wszystkim koniecz-noÊci dostosowania nabywa-nej w szkole wiedzy i umie-j´tnoÊci do rzeczywistych wy-magaƒ przedsi´biorstw i b∏yska-wicznie zmieniajàcego si´ rynkupracy.
Inwestuj i zbieraj plon– edukacja zawodowa goni rynek
Post´p technologiczny wymusza ciàg∏e modernizowanie szkolnictwa zawodowego,które powinno wiàzaç si´ z innowacyjnà i konkurencyjnà gospodarkà opartà nawiedzy. Dlatego niezb´dne jest poszerzanie kompetencji i uzupe∏nianie dotych-czasowej wiedzy przez nauczycieli, którzy przekazujà jà m∏odszym pokoleniom,przygotowujàc je do zmieniajàcych si´ wymogów rynku.

19ROK WYD. LXXIII ZESZYT 11/2014
Zak∏ad Kolporta˝uWydawnictwa SIGMA-NOT Sp. z o.o.ul. Ku WiÊle 700-707 Warszawatel. 22 8403086,tel./fax 22 8911374www.sigma-not.pl
RUCH S.A. Oddzia∏ Warszawaoraz oddzia∏y w ca∏ym krajuInfolinia: 801 800 803www.prenumerata.ruch.com.pl
KOLPORTER S.A.ul. Zagnaƒska 6125-528 KielceInfolinia: 801 404 044www.kolporter.com.pl
GARMOND PRESS S.A.ul. Nakielska 301-106 Warszawatel. 22 8367059, 22 8367008www.garmond.com.pl
Redakcja PRZEGLÑD MECHANICZNYul. Racjonalizacji 6/8, 02-673 Warszawatel. 22 8538113, 22 8430201 w. 255www.przegladmechaniczny.plCena 1 egz. w 2014 r.:• wersja drukowana – 24 z∏ (w tym 5% VAT)• wersja na CD – 12,20 z∏ (w tym 23% VAT)
Cena prenumeraty w 2014 r. (w tym VAT)wersja drukowana na noÊniku CD (pdf)kwartalnie – 72 z∏ kwartalnie – 36,60 z∏pó∏rocznie – 144 z∏ pó∏rocznie – 73,20 z∏rocznie – 288 z∏ rocznie – 146,40 z∏Redakcja przyjmuje zamówienia na prenumerat´ przezca∏y rok. Warunkiem przyj´cia i realizacji zamówienia jestotrzymanie z banku potwierdzenia wp∏aty.Prenumerata ze zleceniem wysy∏ki za granic´ – dla osóbprawnych i fizycznych – jest dwukrotnie wy˝sza.Wp∏at na prenumerat´ mo˝na dokonaç na ogólnie dost´p-nych blankietach w urz´dach pocztowych (przekazy pie-ni´˝ne) lub w bankach (polecenie przelewu), przekazujàcÊrodki pod adresem:Instytut Mechanizacji Budownictwa i Górnictwa Skalnego
„Przeglàd Mechaniczny”ul. Racjonalizacji 6/8, 02-673 Warszawa
konto: BPH S.A. O/Warszawa97 1060 0076 0000 3210 0014 6850
Na blankiecie wp∏aty nale˝y podaç liczb´ egzemplarzy,okres prenumeraty oraz adres wysy∏kowy.
WARUNKI PRENUMERATY„Przeglàdu Mechanicznego” w 2014 r.
Prenumerat´ czasopisma mo˝na zamawiaç za poÊrednictwem nast´pujàcych instytucji:

20 ROK WYD. LXXIII ZESZYT 11/2014

21ROK WYD. LXXIII ZESZYT 11/2014
Dr hab. in˝. Iwona Komorska – Uniwersytet Technolo-giczno-Humanistyczny w Radomiu, Instytut EksploatacjiPojazdów i Maszyn, al. Chrobrego 45, 26-600 Radom,e-mail: [email protected].
W miar´ rozwoju technik obliczeniowych i mo˝-liwoÊci programów symulacyjnych obserwuje si´wzrost zainteresowania tworzeniem modeli dyna-micznych procesów i sygna∏ów. Powstajà modele nie-liniowe, skomplikowane, o wielu stopniach swobody,których z∏o˝onoÊç jest ograniczona tylko mocà obli-czeniowà komputerów. Dynamik´ zespo∏u nap´-dowego pojazdu z∏o˝onego z silnika spalinowego,sprz´g∏a, skrzyni biegów, przek∏adni g∏ównej, mecha-nizmu ró˝nicowego, przegubów i kó∏ mo˝na opisaçuk∏adem nieliniowych równaƒ ró˝niczkowych z wie-loma wspó∏czynnikami [1 – 3]. Identyfikacja takz∏o˝onego modelu jest bardzo ˝mudna. Wprowa-dzenie uszkodzeƒ do modelu powoduje wzrost liczbywspó∏czynników koniecznych do identyfikacji. A i wte-dy model jest prawdziwy tylko dla danego egzem-plarza zespo∏u nap´dowego.
Powstawanie drgaƒ i ha∏asu w silniku spalinowymjest bardzo skomplikowane. Obserwowane drganiasà z∏o˝eniem fal okresowych zwiàzanych z pracà ele-
mentów wirujàcych i odpowiedzi na wymuszeniaimpulsowe zwiàzane z ruchem posuwisto-zwrotnym,a tak˝e wymuszeƒ powodowanych przez ciÊnieniegazów. Silne stany przejÊciowe w sygnale wibro-akustycznym pochodzà od pracy zaworów doloto-wych i wylotowych, wtryskiwaczy, procesu spala-nia, uderzeƒ t∏oka o tulej´ cylindra. Pozosta∏a cz´Êçzespo∏u nap´dowego pojazdu, czyli przek∏adnie z´-bate, wa∏y, ko∏a mogà byç rozwa˝ane jako maszynywirujàce, które w ustalonym punkcie pracy generujàsygna∏ wibroakustyczny uznawany za cyklostacjo-narny [4, 5].
Uszkodzenia mechaniczne powodujà zmiany w cha-rakterystykach sygna∏u wibroakustycznego. Nale˝àdo nich nieszczelnoÊci w uk∏adzie zawór silnika –cylinder spowodowane uszkodzeniem zaworu (np.wypaleniem zaworu wylotowego) lub niew∏aÊciwymluzem zaworowym. Inny rozpatrywany typ nieszczel-noÊci to uszkodzenie uszczelki g∏owicy silnika. Pozasamym silnikiem w zespole nap´dowym pojazdudiagnostyce wibroakustycznej mogà byç poddawa-ne inne elementy, jak: skrzynia biegów, przek∏adniag∏ówna, przeguby, ∏o˝yska ko∏a, mechanizm ró˝-nicowy. Diagnozowanie na podstawie symptomówokreÊlonych eksperymentalnie jest kosztowne (pra-
Detekcja uszkodzeƒ mechanicznychzespo∏u nap´dowego pojazduna podstawie modelu sygna∏u drgaƒ
Detection of mechanical defects of the vehicle drivesystem based on the vibration signal model
IWONA KOMORSKA
Streszczenie: W artykule przedstawiono propozycje modelowania sygna∏u drgaƒ zespo∏u nap´dowego pojazdu w takisposób, aby by∏ skutecznym narz´dziem detekcji uszkodzeƒ mechanicznych. Dla nowego silnika tworzony jest modelreferencyjny i jego miary, do których porównywane sà pomiary kontrolne przeprowadzane w okreÊlonych odst´pach czasulub podczas przebiegu samochodu. Diagnozowanie odbywa si´ w czasie normalnej eksploatacji samochodu. W zale˝noÊciod miejsca rejestracji sygna∏ drganiowy mo˝e byç cyklostacjonarny lub przejÊciowy. Zaproponowano równie˝ algorytmdetekcji uszkodzeƒ. Opisana metoda pozwala na diagnozowanie on-board skrzyni biegów, przek∏adni g∏ównej, mechanizmuró˝nicowego, przegubów trójramiennych. Umo˝liwia tak˝e wykrywanie takich uszkodzeƒ silnika, jak: wypalenie zaworuwylotowego, zmiana luzu zaworowego, uszkodzenie uszczelki g∏owicy. Metod´ diagnozowania zilustrowano na przyk∏adziesygna∏u drgaƒ zarejestrowanego dla zespo∏u nap´dowego samochodu Fiat Punto.
S∏owa kluczowe: zespó∏ nap´dowy pojazdu, model sygna∏u drgaƒ, detekcja uszkodzeƒ mechanicznych
Abstract: Propositions of modelling vibrations signal of the vehicle drive system, in such a way that it will become theefficient tool of detection of the mechanical defects, are presented in the paper. The reference model and its measures areestablished for the new engine to which the control measurements, performed at the definite time intervals or car running,are compared. Diagnostics is carried out during the normal engine maintenance. Depending on the place of recording,the vibration signal can be either cyclostationary or transient. The algorithm of damage detection was proposed. Thismethod allows to make the on-board diagnostics of a gearbox, main gearbox, differential gear and triple joints. It alsoenables the engine fault detection such as: the exhaust valve burning-out, valve clearance change and the head gasketdefect. The diagnostic method was illustrated on the example of the vibrations signal recorded for the drive system of theFiat Punto automobile.
Keywords: vehicle drive system, vibration signal model, detection of mechanical defects

22 ROK WYD. LXXIII ZESZYT 11/2014
coch∏onne i czasoch∏onne), poniewa˝ wymaga zgro-madzenia odpowiednio du˝ych baz wiedzy i jestprawdziwe tylko dla jednego obiektu. Du˝o lepszàmetodà jest diagnozowanie na podstawie modelu,pod warunkiem, ˝e b´dzie on szybko identyfiko-walny.
Do diagnozowania stanu zespo∏u nap´dowegopojazdu proponuje si´ metod´ detekcji sygna-∏ów resztkowych uzyskanych na podstawie analizyuproszczonych modeli sygna∏u drganiowego. Przed-stawione w artykule przyk∏ady i wykresy pochodzàz badaƒ zespo∏u nap´dowego Fiat Punto z silnikiembenzynowym typu FIRE 1.2 MPI 4-cylindrowym,8-zaworowym.
Pe∏ny opis przeprowadzonych badaƒ i analiza ichwyników zawarte sà w [6].
Propozycje modelowania sygna∏u drgaƒ
Ciàg harmonicznychPo odfiltrowaniu sk∏adowych wysokocz´stotli-
woÊciowych z sygna∏u drgaƒ mo˝e on byç uznany zapoliharmoniczny i analizowany za pomocà trans-formaty Fouriera wed∏ug zale˝noÊci (1). Rekonstrukcjasygna∏u jest wówczas dokonywana jako suma sk∏a-dowych o najwi´kszych amplitudach. Jest to klasycz-ny sposób opisu sygna∏u drgaƒ wa∏ów, przek∏adni,kó∏, ∏o˝ysk itp.
Rozwa˝my prosty model niskocz´stotliwoÊciowegosygna∏u drgaƒ uk∏adu nap´dowego za przek∏adniàg∏ównà (od strony mechanizmu ró˝nicowego) mie-rzony na skrzyni biegów. Jak wynika z badaƒ [6],g∏ównymi dominantami sygna∏u sà pr´dkoÊç obro-towa pó∏osi oraz jej harmoniczne – zw∏aszcza druga.Model sygna∏u mo˝na zapisaç w dziedzinie czasu:
(1)
gdzie:i – numer sk∏adowej harmonicznej wa∏u,n – liczba rozpatrywanych sk∏adowych
harmonicznych wa∏u,fw – cz´stotliwoÊç obrotów pó∏osi,Ai – amplituda i-tej sk∏adowej,ϕi – przesuni´cie fazowe i-tej sk∏adowej.
lub w dziedzinie cz´stotliwoÊci:
(2)
Model sygna∏u przedstawiony w postaci widmajest bardzo u˝yteczny podczas analizy sygna∏ówstacjonarnych i ergodycznych. W zespole nap´do-wym pojazdu, jako taki sygna∏ mo˝na przyjàç, drga-nia, które wywo∏ywane sà przez wa∏ korbowy, prze-k∏adni´ skrzyni biegów, przek∏adni´ g∏ównà, mecha-nizm ró˝nicowy, osie kó∏ pojazdu. Silnik spalino-wy w zakresie niskich cz´stotliwoÊci powoduje drga-nia harmoniczne o cz´stotliwoÊci 1/2 pr´dkoÊci wa∏ukorbowego i jej ca∏kowitych wielokrotnoÊciach.
Ze wzgl´du na aspekty diagnostyczne widmo syg-na∏u mo˝na podzieliç na trzy zakresy cz´stotliwoÊci:
1) niskie cz´stotliwoÊci – zakres zwiàzany z pow-stawaniem uszkodzeƒ „za” przek∏adnià skrzyni bie-
Rys. 1. Porównanie obwiedni widm sygna∏u przyspieszeniadrgaƒ: modelu referencyjnego oraz wyznaczonego dla skrzynize zu˝ytymi z´bami ko∏a (pr´dkoÊç 3000 obr/min, 5. bieg)
gów, a wi´c ∏o˝ysk kó∏, przegubów, mechanizmuró˝nicowego, a tak˝e wypadaniem zap∏onów;
2) Êrednie cz´stotliwoÊci (ok. 10 – 30 x pr´dkoÊçobrotowa wa∏u) – zakres charakterystyczny dla uszko-dzeƒ skrzyni biegów i przek∏adni g∏ównej;
3) wysokie cz´stotliwoÊci (powy˝ej 3 kHz) – zakreszwiàzany z wyst´powaniem uszkodzeƒ silnika, tj.zaworów, uszczelki pod g∏owicà, ale tak˝e spalaniemstukowym. Wi´ksze znaczenie diagnostyczne majàpasma cz´stotliwoÊci ni˝ konkretne sk∏adowe. Mogàsi´ nak∏adaç na cz´stotliwoÊci w∏asne drgaƒ uk∏adówlub czujników, co powoduje wzrost amplitudy. Ichodpowiedê cz´stotliwoÊciowa jest szerokopasmowa,poniewa˝ pochodzi od wymuszeƒ o charakterzepseudoimpulsowym. Bardziej celowa jest w tymprzypadku analiza sygna∏u w dziedzinie czasu lubkàta obrotu wa∏u korbowego.
Identyfikacja modelu sk∏ada si´ z dwóch kroków:1) detekcja amplitud sk∏adowych utworzonych na
podstawie znanych cz´stotliwoÊci zwiàzanych z pracàpodzespo∏ów oraz pr´dkoÊcià obrotowà,
2) detekcja obwiedni widma (zw∏aszcza dla wy-sokich cz´stotliwoÊci).
Identyfikacja modelu bazowego powinna byçdokonywana po ka˝dorazowej wymianie elementuzespo∏u nap´dowego pojazdu.
Dla badanego zespo∏u nap´dowego pojazdu mo˝nautworzyç widmo o cz´stotliwoÊciach sk∏adowych,stanowiàce model referencyjny, w sposób adapta-cyjny podczas jazdy samochodem. Dalej nast´pujeporównanie obwiedni utworzonego modelu z obwied-nià widma zarejestrowanego dla zespo∏u nap´do-wego w warunkach poszczególnych uszkodzeƒ.
Wiadomo, ˝e chwilowa amplituda sk∏adowychwidma zmienia si´ w czasie jazdy. Dlatego nale˝yza∏o˝yç, jaki wzrost amplitudy jest na tyle znaczàcy,˝e wskazuje na uszkodzenie bàdê znaczne zu˝ycieelementu. Widmo resztkowe jest wyznaczane napodstawie prostego algorytmu: je˝eli amplitudasygna∏u bie˝àcego jest k razy wi´ksza od amplitu-dy sygna∏u bazowego, to proces resztkowy jestrówny ró˝nicy tych amplitud, w przeciwnym razie jestrówny 0.
Na rys. 1 porównano obwiednie widma drgaƒskrzyni biegów w dobrym stanie oraz ze zu˝ytymiz´bami 5. biegu. Na rys. 2 przedstawiono widmoresztkowe przy wzroÊcie amplitudy sk∏adowycho ponad 100%.
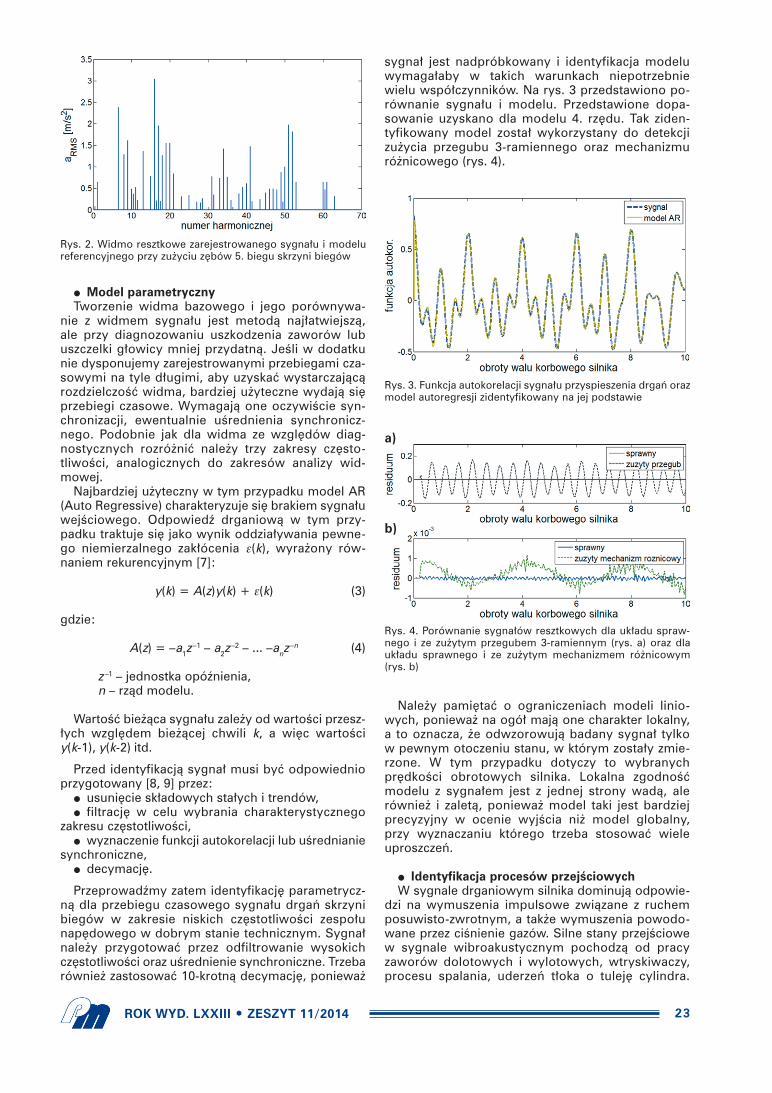
23ROK WYD. LXXIII ZESZYT 11/2014
Rys. 2. Widmo resztkowe zarejestrowanego sygna∏u i modelureferencyjnego przy zu˝yciu z´bów 5. biegu skrzyni biegów
Rys. 3. Funkcja autokorelacji sygna∏u przyspieszenia drgaƒ orazmodel autoregresji zidentyfikowany na jej podstawie
Rys. 4. Porównanie sygna∏ów resztkowych dla uk∏adu spraw-nego i ze zu˝ytym przegubem 3-ramiennym (rys. a) oraz dlauk∏adu sprawnego i ze zu˝ytym mechanizmem ró˝nicowym(rys. b)
Model parametrycznyTworzenie widma bazowego i jego porównywa-
nie z widmem sygna∏u jest metodà naj∏atwiejszà,ale przy diagnozowaniu uszkodzenia zaworów lubuszczelki g∏owicy mniej przydatnà. JeÊli w dodatkunie dysponujemy zarejestrowanymi przebiegami cza-sowymi na tyle d∏ugimi, aby uzyskaç wystarczajàcàrozdzielczoÊç widma, bardziej u˝yteczne wydajà si´przebiegi czasowe. Wymagajà one oczywiÊcie syn-chronizacji, ewentualnie uÊrednienia synchronicz-nego. Podobnie jak dla widma ze wzgl´dów diag-nostycznych rozró˝niç nale˝y trzy zakresy cz´sto-tliwoÊci, analogicznych do zakresów analizy wid-mowej.
Najbardziej u˝yteczny w tym przypadku model AR(Auto Regressive) charakteryzuje si´ brakiem sygna∏uwejÊciowego. Odpowiedê drganiowà w tym przy-padku traktuje si´ jako wynik oddzia∏ywania pewne-go niemierzalnego zak∏ócenia ε(k), wyra˝ony rów-naniem rekurencyjnym [7]:
y(k) = A(z)y(k) + ε(k) (3)
gdzie:
A(z) = –a1z–1 – a2z
–2 – ... –anz–n (4)
z–1 – jednostka opóênienia,n – rzàd modelu.
WartoÊç bie˝àca sygna∏u zale˝y od wartoÊci przesz-∏ych wzgl´dem bie˝àcej chwili k, a wi´c wartoÊciy(k-1), y(k-2) itd.
Przed identyfikacjà sygna∏ musi byç odpowiednioprzygotowany [8, 9] przez:
usuni´cie sk∏adowych sta∏ych i trendów, filtracj´ w celu wybrania charakterystycznego
zakresu cz´stotliwoÊci, wyznaczenie funkcji autokorelacji lub uÊrednianie
synchroniczne, decymacj´.
Przeprowadêmy zatem identyfikacj´ parametrycz-nà dla przebiegu czasowego sygna∏u drgaƒ skrzynibiegów w zakresie niskich cz´stotliwoÊci zespo∏unap´dowego w dobrym stanie technicznym. Sygna∏nale˝y przygotowaç przez odfiltrowanie wysokichcz´stotliwoÊci oraz uÊrednienie synchroniczne. Trzebarównie˝ zastosowaç 10-krotnà decymacj´, poniewa˝
sygna∏ jest nadpróbkowany i identyfikacja modeluwymaga∏aby w takich warunkach niepotrzebniewielu wspó∏czynników. Na rys. 3 przedstawiono po-równanie sygna∏u i modelu. Przedstawione dopa-sowanie uzyskano dla modelu 4. rz´du. Tak ziden-tyfikowany model zosta∏ wykorzystany do detekcjizu˝ycia przegubu 3-ramiennego oraz mechanizmuró˝nicowego (rys. 4).
Nale˝y pami´taç o ograniczeniach modeli linio-wych, poniewa˝ na ogó∏ majà one charakter lokalny,a to oznacza, ˝e odwzorowujà badany sygna∏ tylkow pewnym otoczeniu stanu, w którym zosta∏y zmie-rzone. W tym przypadku dotyczy to wybranychpr´dkoÊci obrotowych silnika. Lokalna zgodnoÊçmodelu z sygna∏em jest z jednej strony wadà, alerównie˝ i zaletà, poniewa˝ model taki jest bardziejprecyzyjny w ocenie wyjÊcia ni˝ model globalny,przy wyznaczaniu którego trzeba stosowaç wieleuproszczeƒ.
Identyfikacja procesów przejÊciowychW sygnale drganiowym silnika dominujà odpowie-
dzi na wymuszenia impulsowe zwiàzane z ruchemposuwisto-zwrotnym, a tak˝e wymuszenia powodo-wane przez ciÊnienie gazów. Silne stany przejÊciowew sygnale wibroakustycznym pochodzà od pracyzaworów dolotowych i wylotowych, wtryskiwaczy,procesu spalania, uderzeƒ t∏oka o tulej´ cylindra.
a)
b)
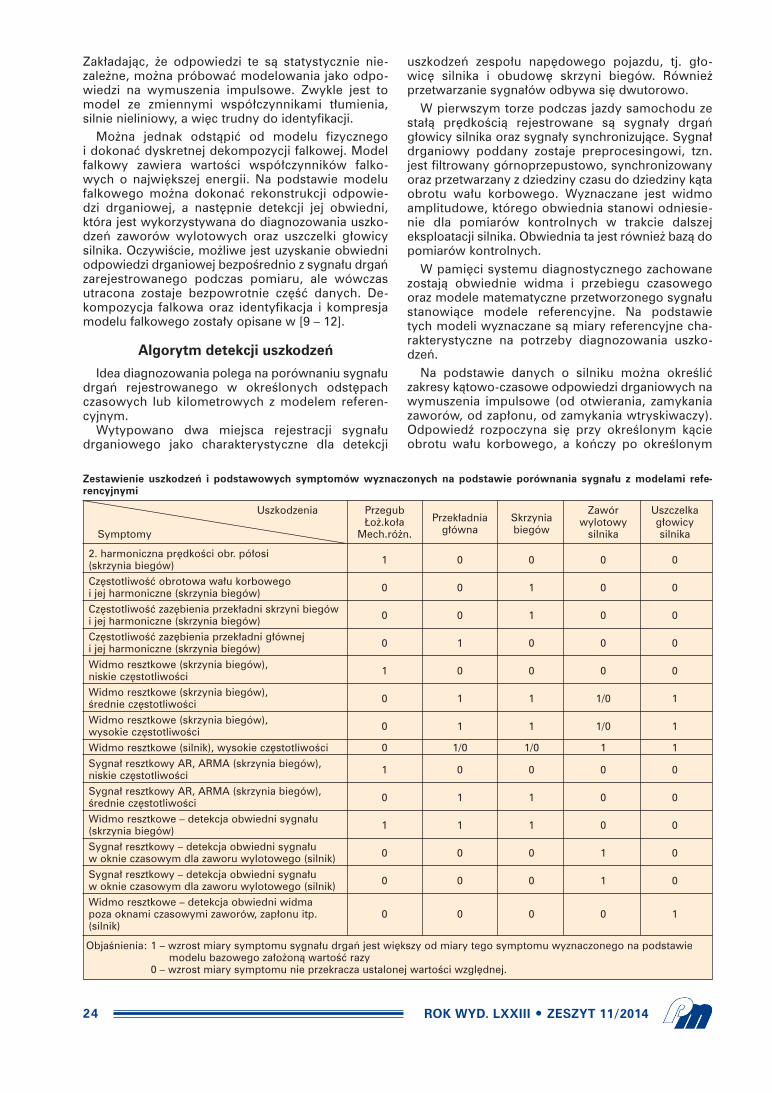
24 ROK WYD. LXXIII ZESZYT 11/2014
Zestawienie uszkodzeƒ i podstawowych symptomów wyznaczonych na podstawie porównania sygna∏u z modelami refe-rencyjnymi
Uszkodzenia PrzegubPrzek∏adnia Skrzynia
Zawór Uszczelka¸o˝.ko∏a
g∏ówna biegówwylotowy g∏owicy
Symptomy Mech.ró˝n. silnika silnika
2. harmoniczna pr´dkoÊci obr. pó∏osi(skrzynia biegów) 1 0 0 0 0
Cz´stotliwoÊç obrotowa wa∏u korbowegoi jej harmoniczne (skrzynia biegów) 0 0 1 0 0
Cz´stotliwoÊç zaz´bienia przek∏adni skrzyni biegówi jej harmoniczne (skrzynia biegów) 0 0 1 0 0
Cz´stotliwoÊç zaz´bienia przek∏adni g∏ówneji jej harmoniczne (skrzynia biegów) 0 1 0 0 0
Widmo resztkowe (skrzynia biegów),niskie cz´stotliwoÊci 1 0 0 0 0
Widmo resztkowe (skrzynia biegów),Êrednie cz´stotliwoÊci 0 1 1 1/0 1
Widmo resztkowe (skrzynia biegów),wysokie cz´stotliwoÊci 0 1 1 1/0 1
Widmo resztkowe (silnik), wysokie cz´stotliwoÊci 0 1/0 1/0 1 1Sygna∏ resztkowy AR, ARMA (skrzynia biegów),niskie cz´stotliwoÊci 1 0 0 0 0
Sygna∏ resztkowy AR, ARMA (skrzynia biegów),Êrednie cz´stotliwoÊci 0 1 1 0 0
Widmo resztkowe – detekcja obwiedni sygna∏u(skrzynia biegów) 1 1 1 0 0
Sygna∏ resztkowy – detekcja obwiedni sygna∏uw oknie czasowym dla zaworu wylotowego (silnik) 0 0 0 1 0
Sygna∏ resztkowy – detekcja obwiedni sygna∏uw oknie czasowym dla zaworu wylotowego (silnik) 0 0 0 1 0
Widmo resztkowe – detekcja obwiedni widmapoza oknami czasowymi zaworów, zap∏onu itp. 0 0 0 0 1(silnik)
ObjaÊnienia: 1 – wzrost miary symptomu sygna∏u drgaƒ jest wi´kszy od miary tego symptomu wyznaczonego na podstawie modelu bazowego za∏o˝onà wartoÊç razy0 – wzrost miary symptomu nie przekracza ustalonej wartoÊci wzgl´dnej.
Zak∏adajàc, ˝e odpowiedzi te sà statystycznie nie-zale˝ne, mo˝na próbowaç modelowania jako odpo-wiedzi na wymuszenia impulsowe. Zwykle jest tomodel ze zmiennymi wspó∏czynnikami t∏umienia,silnie nieliniowy, a wi´c trudny do identyfikacji.
Mo˝na jednak odstàpiç od modelu fizycznegoi dokonaç dyskretnej dekompozycji falkowej. Modelfalkowy zawiera wartoÊci wspó∏czynników falko-wych o najwi´kszej energii. Na podstawie modelufalkowego mo˝na dokonaç rekonstrukcji odpowie-dzi drganiowej, a nast´pnie detekcji jej obwiedni,która jest wykorzystywana do diagnozowania uszko-dzeƒ zaworów wylotowych oraz uszczelki g∏owicysilnika. OczywiÊcie, mo˝liwe jest uzyskanie obwiedniodpowiedzi drganiowej bezpoÊrednio z sygna∏u drgaƒzarejestrowanego podczas pomiaru, ale wówczasutracona zostaje bezpowrotnie cz´Êç danych. De-kompozycja falkowa oraz identyfikacja i kompresjamodelu falkowego zosta∏y opisane w [9 – 12].
Algorytm detekcji uszkodzeƒ
Idea diagnozowania polega na porównaniu sygna∏udrgaƒ rejestrowanego w okreÊlonych odst´pachczasowych lub kilometrowych z modelem referen-cyjnym.
Wytypowano dwa miejsca rejestracji sygna∏udrganiowego jako charakterystyczne dla detekcji
uszkodzeƒ zespo∏u nap´dowego pojazdu, tj. g∏o-wic´ silnika i obudow´ skrzyni biegów. Równie˝przetwarzanie sygna∏ów odbywa si´ dwutorowo.
W pierwszym torze podczas jazdy samochodu zesta∏à pr´dkoÊcià rejestrowane sà sygna∏y drgaƒg∏owicy silnika oraz sygna∏y synchronizujàce. Sygna∏drganiowy poddany zostaje preprocesingowi, tzn.jest filtrowany górnoprzepustowo, synchronizowanyoraz przetwarzany z dziedziny czasu do dziedziny kàtaobrotu wa∏u korbowego. Wyznaczane jest widmoamplitudowe, którego obwiednia stanowi odniesie-nie dla pomiarów kontrolnych w trakcie dalszejeksploatacji silnika. Obwiednia ta jest równie˝ bazà dopomiarów kontrolnych.
W pami´ci systemu diagnostycznego zachowanezostajà obwiednie widma i przebiegu czasowegooraz modele matematyczne przetworzonego sygna∏ustanowiàce modele referencyjne. Na podstawietych modeli wyznaczane sà miary referencyjne cha-rakterystyczne na potrzeby diagnozowania uszko-dzeƒ.
Na podstawie danych o silniku mo˝na okreÊliçzakresy kàtowo-czasowe odpowiedzi drganiowych nawymuszenia impulsowe (od otwierania, zamykaniazaworów, od zap∏onu, od zamykania wtryskiwaczy).Odpowiedê rozpoczyna si´ przy okreÊlonym kàcieobrotu wa∏u korbowego, a koƒczy po okreÊlonym

25ROK WYD. LXXIII ZESZYT 11/2014
czasie (co oznacza, ˝e dla ró˝nych pr´dkoÊci obro-towych trwa w czasie innego przedzia∏u kàtowe-go). Dla przedzia∏ów, w których nast´pujà odpo-wiedzi drganiowe, obliczane sà wartoÊci Êrednio-kwadratowe.
JednoczeÊnie w drugim torze nast´puje przetwa-rzanie informacji z czujnika przyspieszenia drgaƒskrzyni biegów, który zostaje poddany synchroni-zacji i filtracji. Wyznaczane sà widma referencyjnei ewentualnie modele AR (ARMA) dla uÊrednionychprzebiegów czasowych, które mogà byç u˝yte jakoinformacja uzupe∏niajàca diagnoz´ na podstawiewidma drgaƒ.
Podczas pomiaru kontrolnego rejestrowane sàsygna∏y drganiowe przy okreÊlonej pr´dkoÊci obro-towej silnika. Aby wyznaczyç uÊrednione widmoz odpowiednià rozdzielczoÊcià, samochód musijechaç ze sta∏à pr´dkoÊcià i w miar´ sta∏ym obcià-˝eniem co najmniej kilkanaÊcie sekund. Wówczasmo˝na wiarygodnie okreÊliç amplitudy sk∏adowycho najni˝szych cz´stotliwoÊciach, do których nale˝àcz´stotliwoÊç obrotów ko∏a (pó∏osi) i jej harmoniczne.JeÊli pomiar taki jest niemo˝liwy, mo˝na skorzystaçz modeli AR (ARMA), których wyznaczenie wymagapomiaru trwajàcego milisekundy. Przed porówna-niem sygna∏u drgaƒ z pomiaru kontrolnego z mo-delem AR (ARMA) nale˝y wyznaczyç funkcj´ auto-korelacji tego sygna∏u.
W tabeli zestawiono podstawowe symptomy ba-dane podczas procedury diagnostycznej. JeÊli pod-czas pomiaru kontrolnego nastàpi∏ wi´kszy ni˝dopuszczalny wzrost miary w porównaniu z modelem,na wyjÊcie wystawiana jest 1, w przeciwnym przy-padku 0. Nale˝y równie˝ braç pod uwag´ wzajemneoddzia∏ywanie drgaƒ silnika na skrzyni´ biegów iodwrotnie, przenoszone przez sprz´g∏o, co w tabeliwyst´puje jako stan 1/0. Obserwujemy dwa kana∏y i wmiar´ mo˝liwoÊci odseparowujemy sygna∏ silnika odsygna∏u reszty uk∏adu nap´dowego, jeÊli jednakoperacja ta nie uda si´, to wtedy wykorzystujemymodel.
Podsumowanie
Diagnozowanie na podstawie proponowanego mo-delu wymaga bazy wiedzy. Oznacza to, ˝e do wyzna-czenia modelu potrzebne sà dane techniczne zespo∏unap´dowego pojazdu wprowadzone do systemu. Naich podstawie wyznaczane sà cz´stotliwoÊci cha-rakterystyczne dla pracy i uszkodzeƒ przek∏adni,∏o˝ysk itp. Potrzebny jest równie˝ dok∏adny timingsilnika w postaci sta∏ych kàtów otwierania i zamyka-nia zaworów lub sygna∏ów sterujàcych wtryski-waczami, zap∏onem itp. Ze wzgl´du na adaptacyj-noÊç modele mo˝na zastosowaç do ca∏ej gamyzespo∏ów nap´dowych z silnikami o zap∏onie iskro-wym oraz samoczynnym. Dla tych ostatnich wy-raêniejsze w sygnale czasowym drgaƒ sà odpo-wiedzi na prac´ wtryskiwaczy oraz wp∏yw spalaniadetonacyjnego.
W wyniku zastosowania algorytmu przetwarzaniasygna∏u powstajà miary diagnostyczne, które nabie˝àco sà porównywane z miarami wyznaczonymina podstawie modeli bazowych. Wynik jest zerojedyn-
kowy, co oznacza, ˝e nie mo˝na w wyniku diagnozyustaliç stopnia zu˝ycia elementu zespo∏u.
Model zosta∏ zbudowany i zweryfikowany na pod-stawie serii badaƒ wykonanych na obiekcie rze-czywistym, jakim by∏ zespó∏ nap´dowy samochoduFiat Punto z 4-cylindrowym silnikiem o zap∏onieiskrowym o pojemnoÊci 1,2 cm3 i przebiegu ok.400 tys. km. To, ˝e samochód nie by∏ nowy, potwier-dzi∏o aplikowalnoÊç metody, poniewa˝ z biegiemczasu charakterystyki drganiowe zespo∏u nap´do-wego zmieniajà si´, a uszkodzenia najcz´Êciej wyst´-pujà nie w samochodach nowych, ale po latacheksploatacji. Model zosta∏ równie˝ poddany adaptacjidla zespo∏ów nap´dowych samochodów Ford Fiestaoraz Renault Thalia z silnikami benzynowymi o po-jemnoÊci 1,4 cm3 o niskim przebiegu. Pomimo ró˝nicw poziomie generowanych drgaƒ, charakter i struk-tura sygna∏u sà podobne dla ró˝nych silników.Równie˝ zmiany w charakterystykach drganiowychgenerowane przez badane uszkodzenia majàanalogiczny charakter.
Zaproponowany model jest otwarty na diagno-zowanie innych uszkodzeƒ, na które wra˝liwy jestsygna∏ wibroakustyczny. Wymaga to tylko dalszychbadaƒ i modyfikacji programowych. Diagnostykamo˝e byç przeprowadzana off-line, choç docelowoprocedury sà planowane on-line, czy te˝ on-board.
LITERATURA
1. Cheli F., Pedrinelli M., Zorzutti A.: Integrated Vehicle andDriveline Modeling. SAE Technical Papers 2007-01-1583.
2. Lee H.W., Park S.H., Park M.W., Park N.G.: Vibrationalcharacteristics of automotive transmission, Internatio-nal Journal of Automotive Technology, 10, 4, 2009, pp.459-467.
3. Srinivas J., Murthy B.S.N.: Fault Diagnosis of Driveline Sys-tem Using Response Optimization. SAE Technical Paper2007-01-3727.
4. Komorska I.: The Diagnostic Model Proposition Of TheEngine Vibration Signal. Journal of KONES 2008, 15, 2,2008, ss.191 – 198.
5. Komorska I.: Modeling Of Vibration Signal For Recipro-cating Engine Diagnostics. Diagnostyka 2(50)/2009 ss.23 – 26.
6. Komorska I.: Vibroacoustic diagnostic model of the vehicledrive system. Monografia. Wyd. ITE-PIB, Radom 2011.
7. Janiszowski K.: Identyfikacja modeli parametrycznychw przyk∏adach. Akad. Oficyna Wydawnicza EXIT, Warszawa2002.
8. Komorska I., Puchalski A.: On-board diagnostics of me-chanical defects of the vehicle drive system based on thevibration signal reference model. Journal of Vibroengi-neering, 15, 1, pp. 450 – 458.
9. Komorska I.: Vibroacoustic Diagnostic System as an Ele-ment Improving a Road Transport Safety. International Jour-nal of Occupational Safety and Ergonomics (JOSE), 19, 3,2013, pp. 371–385.
10. Komorska I.: Adaptive model of engine vibration signal fordiagnostics of mechanical defects. MECHANIKA, Wyd.Kaunas University of Technology, 19(3), pp. 301 – 305.
11. Batko W., Dàbrowski Z., Engel Z., Kiciƒski J., Weyna S.:Nowoczesne metody badania procesów wibroakustycz-nych. Biblioteka Problemów Eksploatacji, Radom 2005.
12. Komorska I., Stanik Z.: Diagnozowanie uszkodzenia zaworuwylotowego silnika spalinowego na podstawie analizyfalkowej drgaƒ. Combustion Engines 146, 3, 2011.

26 ROK WYD. LXXIII ZESZYT 11/2014
Diagnostyka stanu obiektów technicznych polegana znalezieniu mo˝liwie jednoznacznej relacji stanmaszyny – symptom diagnostyczny, gdzie przezpoj´cie stanu rozumie si´ najcz´Êciej zbiór cech,pozwalajàcych badanà maszyn´ zakwalifikowaç dopewnej kategorii (np. zdatna, cz´Êciowo zdatna,niezdatna). Pozwala czasami okreÊliç ryzyko dalszejeksploatacji obiektu. Symptom diagnostyczny (lubsymptomy) mo˝emy opisaç jako wektor (lub macierz)rezultatów obserwacji parametrów i procesówzmiennych w czasie ycia maszyny. Z wielu mo˝liwychdo wykorzystania symptomów diagnostycznych po-winno si´ wybraç te, które zwiàzane sà z procesa-mi ∏atwymi do obserwacji (rejestracji). Miary zwià-zane z tymi procesami muszà zmieniaç si´ mono-tonicznie w trakcie eksploatacji. W diagnostyce tech-nicznej maszyn szczególnie popularne sà metodywibroakustyczne [1 – 3].
Od wielu lat prowadzone sà prace nad rozwojemuk∏adów diagnozowania stanu technicznego pod-stawowych uk∏adów pojazdów. Wspó∏czesne syste-my diagnozowania, mimo wysokiego zaawansowa-nia technicznego, w ma∏ym stopniu obejmujà ocen´stanu elementów uk∏adów mechanicznych, takichjak przek∏adnie z´bate, ∏o˝yska czy te˝ elementy za-wieszenia. Diagnostyczny system przysz∏oÊci powi-nien umo˝liwiaç ∏àczne przetwarzanie informacji,którà dajà systemy szczegó∏owe (OBD, stacjonarneprzyrzàdy diagnostyczne itp.). Szybki rozwój elektro-niki (w tym procesorów sygna∏owych) pozwala na
budow´ uk∏adów wnioskowania o nieporównywal-nie wi´kszych mo˝liwoÊciach ni˝ przed kilku laty.Wydaje si´ wi´c celowe opracowanie nowych i sku-teczniejszych metod analizy sygna∏ów oraz wdro˝e-nie ich do bezpoÊredniego zastosowania.
Klasyczne zadanie diagnostyczne nader cz´stowymaga zastosowania opisu nieliniowego [4]. W lite-raturze krajowej i zagranicznej istnieje wiele propo-zycji modelowania i badaƒ elementów maszyn [5 – 7].Najwi´cej z nich dotyczy przek∏adni z´batych, któreze wzgl´du na liczne zalety sà stosowane w uk∏a-dach nap´dowych pojazdów i maszyn stacjonar-nych [8 – 12]. Zwykle stosowane w diagnostyce de-terministyczne modele (kinematyczne i dynamiczne)zachodzàcych zjawisk w maszynach pozwalajà naprzewidywanie widm sygna∏ów odpowiedzi uk∏adui ich zmian na skutek zak∏ócenia pracy wywo∏ane-go uszkodzeniem (zu˝yciem elementów), g∏ównieo charakterze nieliniowym. Niestety nawet w przy-padku najlepiej zbudowanych modeli wymienionezmiany sà cz´sto praktycznie nieobserwowalne zewzgl´du na nieuchronne zak∏ócenia o charakterzeszumowym, wyst´pujàce w rzeczywistych konstruk-cjach, drobne (zmienne w czasie) odchylenia no-minalnej pr´dkoÊci obrotowej i zbyt niska efektywnarozdzielczoÊç cz´stotliwoÊciowa stosowanych algo-rytmów wyznaczania cyfrowej postaci przekszta∏ceniaFouriera (FFT).
Mo˝liwe sà zatem dwie metody dzia∏ania. Pierwszato u˝ycie innych metod przetwarzania sygna∏ów,które pozwalajà na wyodr´bnienie ma∏ych zmiantowarzyszàcych wystàpieniu zjawisk nieliniowych(transformaty Wignera-Ville’a, falkowa itp.). W tychmetodach jednak trudno o predykcj´ na drodze mo-
Diagnozowanie uk∏adów nap´dowych pojazdówoparte na analizie zjawisk nieliniowych
Diagnosing vehicle powertrain systemsbased on the analysis of nonlinear phenomena
JACEK DZIURDè
Streszczenie: W artykule przedstawiono propozycj´ wykorzystania odpowiedzi nieliniowej badanych uk∏adów mecha-nicznych, widocznej w zarejestrowanych sygna∏ach przyspieszeƒ drgaƒ, do diagnostyki elementów uk∏adu przeniesie-nia nap´du pojazdów. Poruszono problem wp∏ywu niestacjonarnej pracy takiego uk∏adu na wyniki analizy. Zaproponowanowykorzystanie funkcji koherencji zwyczajnej do zwi´kszenia dok∏adnoÊci analizy w dziedzinie cz´stotliwoÊci. Pozwoli∏o tona zwi´kszenie dok∏adnoÊci wyznaczania wartoÊci cz´stotliwoÊci i amplitudy istotnych diagnostycznie sk∏adowychwidmowych. Takie post´powanie umo˝liwia ∏atwiejszà identyfikacj´ modeli diagnostycznych i pozwala na wi´kszàskutecznoÊç diagnozy.
S∏owa kluczowe: uk∏ad nap´dowy pojazdu, diagnostyka wibroakustyczna, zjawiska nieliniowe
Abstract: The paper proposes the use of non-linear response of mechanical system, visible in the recorded signalsof vibration acceleration, to diagnose the driveline components of vehicles. The article discusses the problem of the effectof non-steady operation of such a system on the results of the analysis. This made it possible to increase the accuracy ofdetermining the frequency and amplitude of the diagnostically relevant spectral components. This enables easier identifi-cation of diagnostic models and allows for more effective diagnosis.
Keywords: vehicle powertrain, vibroacoustic diagnostic, nonlinear phenomena
Dr hab. in˝. Jacek Dziurdê – Wydzia∏ Samochodów i Ma-szyn Roboczych PW, ul. Narbutta 84, 02-524 Warszawa,e-mail: [email protected].

27ROK WYD. LXXIII ZESZYT 11/2014
delowej. Dlatego te˝ zaproponowano zwi´kszeniedok∏adnoÊci przekszta∏cenia Fouriera, stosujàc trzyopracowane przez autora metody (algorytmy) post´-powania:
1. Przepróbkowanie sygna∏u powodujàce w efekciesymulacj´ dzia∏ania uk∏adu przy ω = const.;
2. Minimalizacj´ zak∏óceƒ przez zastosowanie algo-rytmu wyznaczania sygna∏u wzajemnego;
3. Zwi´kszenie rozdzielczoÊci cz´stotliwoÊciowejprzez zastosowanie porównawczej analizy ko-herencyjnej z sygna∏em wzorcowym.
Przyk∏adowe wyniki badaƒelementu uk∏adu nap´dowego
SkutecznoÊç proponowanych metod analizy zjawisknieliniowych potwierdzono badaniami obiektówrzeczywistych w trakcie jazdy w terenie. Jako jedenz przyk∏adów analizy wybrano badania uk∏adu na-p´dowego samochodu osobowego Fiat Punto o prze-biegu ok. 400 000 km. Tak du˝y przebieg sprawnegopojazdu gwarantuje prawid∏owe dzia∏anie elemen-tów uk∏adu nap´dowego, ale ze zmienionymi w sto-sunku do podstawowych za∏o˝eƒ parametrami.
Wi´kszy te˝ jest poziom zak∏óceƒ losowych. W przed-stawionych przyk∏adach analizy zaprezentowano wy-niki badaƒ w trakcie jazdy na V biegu z pr´dkoÊciàobrotowà silnika wynoszàcà ok. 3000 obr./min.
Do okreÊlenia podstawowych sk∏adowych harmo-nicznych, pochodzàcych od dzia∏ania poszczególnychpar kó∏ z´batych skrzyni biegów pos∏u˝ono si´ ziden-tyfikowanym modelem kinematycznym przek∏adniz´batej [13].
Uk∏ad pomiarowy sk∏ada∏ si´ z modu∏u do synchro-nicznej rejestracji sygna∏ów trzech torów z piezo-elektrycznymi czujnikami przyspieszeƒ drgaƒ, umiesz-czonych na elementach uk∏adu nap´dowego:
– obudowa sprz´g∏a,– obudowa skrzyni biegów,– obudowa przek∏adni g∏ównej.JednoczeÊnie zarejestrowano napi´cie z czujnika
indukcyjnego po∏o˝enia wa∏u korbowego silnika,niezb´dne do przepróbkowania analizowanych syg-na∏ów.
Na rys. 1 przedstawiono chwilowe widmo sygna∏uprzyspieszeƒ drgaƒ obudowy skrzyni biegów, poprzepróbkowaniu, z wyraênie widocznà sk∏adowàharmonicznà I cz´stotliwoÊci zaz´bienia fz1 zmodu-lowanà sk∏adowymi o cz´stotliwoÊci obrotowej sil-nika fobr oraz cz´stotliwoÊci wa∏u wyjÊciowego skrzynibiegów fwy. Przedstawione sk∏adowe harmonicznezosta∏y okreÊlone na podstawie modelu.
Wykorzystujàc algorytm wyznaczania funkcji kohe-rencji z zastosowaniem sygna∏u wzorcowego [13]okreÊlono podstawowe parametry istotnych diag-nostycznie sk∏adowych harmonicznych sygna∏u.Na rys. 2 przedstawiono przyk∏ad dla okreÊleniaparametrów I sk∏adowej cz´stotliwoÊci zaz´bienia.
Analiz´ przeprowadzono w paÊmie odpowiada-jàcym szerokoÊci obliczonego widma dyskretnego∆f = 1 Hz. Za pomocà algorytmu wykorzystujà-cego sygna∏ wzorcowy wyznaczono przebieg war-toÊci funkcji koherencji w tym paÊmie z dok∏ad-noÊcià δf = 2 mHz. WartoÊç cz´stotliwoÊci, dla którejuzyskano maksimum funkcji koherencji, okreÊlacz´stotliwoÊç pierwszej harmonicznej zaz´bieniafz1 = 2062,300 ± 0,001 Hz. WartoÊç amplitudy tej sk∏a-dowej nale˝y skorygowaç w stosunku do wartoÊci
Rys. 1. Chwilowe widmo sygna∏u przyspieszeƒ drgaƒ obudowyskrzyni biegów dla zakresu cz´stotliwoÊci w okolicach I har-monicznej cz´stotliwoÊci zaz´bienia
Rys. 2. Przyk∏adowe wyniki analizy dla I harmonicznej cz´stotliwoÊci zaz´bienia

28 ROK WYD. LXXIII ZESZYT 11/2014
reprezentowanej przez prà˝ek widma o wp∏yw zabu-rzeƒ losowych, wyznaczony np. za pomocà funkcjikorelacji w∏asnej z uwzgl´dnieniem wartoÊci funkcjikoherencji zwyczajnej. ZnajomoÊç po∏o˝enia sk∏ado-wej harmonicznej w stosunku do cz´stotliwoÊciÊrodkowej prà˝ka wykorzystujemy do uwzgl´dnieniapoprawki wp∏ywu zastosowanej funkcji „okna”.
Przeprowadêmy jeszcze analiz´ wykorzystujàcàsygna∏ wzajemny. Mo˝na go zdefiniowaç jako splotw dziedzinie czasu dwóch, zarejestrowanych w ró˝-nych miejscach uk∏adu, sygna∏ów [13].
Je˝eli jako kryterium oceny skutecznoÊci dzia∏a-nia metody przyjmiemy spadek poziomu sk∏adowejlosowej w badanym sygnale, wyznaczony z funkcjikorelacji, to dla sygna∏u wzajemnego jest on znaczny.Potwierdzeniem tego jest przeprowadzenie analizykoherencyjnej. Na rys. 3 przedstawiono uzyskanewartoÊci funkcji koherencji zwyczajnych, wyznaczo-ne przy u˝yciu algorytmu z sygna∏em wzorcowym,dla sygna∏ów przyspieszeƒ drgaƒ zarejestrowanychna obudowie skrzyni biegów, obudowie przek∏adnig∏ównej oraz dla sygna∏u wzajemnego powsta∏ego
Rys. 3. Uzyskane wartoÊci funkcji koherencji zwyczajnych,wyznaczone przy u˝yciu algorytmu z sygna∏em wzorcowym,dla sygna∏ów przyspieszeƒ drgaƒ zarejestrowanych na obu-dowie skrzyni biegów, obudowie przek∏adni g∏ównej oraz dlasygna∏u wzajemnego
Rys. 4. Schemat przedstawiajàcy ide´ post´powania przy przygotowaniu danych pomiarowych do identyfikacji modelu i diag-nostyki stanu technicznego

29ROK WYD. LXXIII ZESZYT 11/2014
z obydwu sygna∏ów wyznaczonych dla sk∏adowejharmonicznej odpowiadajàcej I cz´stotliwoÊci zaz´-bienia.
Wyniki przeprowadzonych obliczeƒ potwierdzajàskutecznoÊç zastosowania sygna∏u wzajemnegow minimalizacji wp∏ywu zaburzeƒ losowych na uzys-kane wyniki.
Propozycja budowyuk∏adu diagnostycznego
Diagnozowanie stanu obiektów technicznych(prostych elementów lub skomplikowanych maszyn)z wykorzystaniem zidentyfikowanego modelu, niejest pomys∏em nowym. Znaczny wzrost, w ostatnichlatach, mo˝liwoÊci obliczeniowych komputerów spra-wi∏, ˝e analiza wybranych parametrów nawet bar-dzo skomplikowanego modelu mo˝e odbywaç si´w stosunkowo krótkim czasie. Uwzgl´dniajàc sku-tecznoÊç zaproponowanych metod przetwarzaniai analizy sygna∏ów diagnostycznych, mo˝na uk∏adydiagnostyczne uzupe∏niç o procedury wst´pnegoprzetworzenia sygna∏ów. OczywiÊcie czasami mo˝ewystarczyç jedna lub dwie z tych operacji.
Na rys. 4 przedstawiono ide´ post´powania przyprzygotowaniu danych pomiarowych do identyfikacjimodelu, korekcji modelu po identyfikacji oraz wyko-rzystania uk∏adu do diagnostyki stanu technicznego.
Przeprowadzajàc zgodnie z zaproponowanà ideàprzygotowanie danych pomiarowych do identyfi-kacji modelu, oraz w trakcie diagnozowania stanuuk∏adu mechanicznego, nale˝y pami´taç o bardzoistotnej sprawie. Parametry analizy i obliczeƒ mo-delowych powinny byç takie same (np. rozdzielczoÊçczasowa, pr´dkoÊç wymuszenia, przyj´ta metodaanalizy, obcià˝enie itp.).
WnioskiW wyniku przeprowadzonych prac mo˝na zapro-
ponowaç nast´pujàcà metod´ wspomagania diagno-zowania stanu technicznego:
– rejestracja sygna∏ów wibroakustycznych z czuj-ników rozmieszczonych w pobli˝u badanych ele-mentów lub zespo∏ów maszyn za pomocà standar-dowego zestawu pomiarowego;
– zlokalizowanie, na podstawie stworzonego mo-delu, pasm cz´stotliwoÊci wyst´powania identyfi-kowanych sk∏adowych harmonicznych sygna∏u;
– okreÊlenie „dok∏adnych” wartoÊci cz´stotliwoÊcii amplitud sk∏adowych sygna∏u z wykorzystaniemmetod koherencyjnych (z dok∏adnoÊcià wynikajàcàz mo˝liwoÊci zaproponowanej metody);
– wprowadzenie uzyskanych wartoÊci do modelui jego weryfikacja.
Podczas prowadzonych badaƒ nasun´∏y si´ nast´-pujàce spostrze˝enia:
– mo˝na zwi´kszyç dok∏adnoÊç odwzorowaniasygna∏u modelowego przez wprowadzenie do obli-czeƒ wartoÊci pr´dkoÊci obrotowej zarejestrowanejoddzielnym czujnikiem (podczas prowadzonych praccz´stotliwoÊç obrotowa by∏a ustalana zgrubnie napodstawie identyfikacji w widmach cz´stotliwoÊ-ciowych zarejestrowanych sygna∏ów);
– du˝y wp∏yw na poziom zak∏óceƒ w rejestrowa-nych sygna∏ach ma po∏o˝enie czujników pomia-rowych, które podczas przeprowadzonych badaƒ
umieszczone by∏y w dost´pnych z zewnàtrz miejscachna obudowie badanego elementu.
Istotnym problemem dotyczàcym separacji sk∏a-dowych harmonicznych w widmie jest cz´sto wyst´-pujàca niestacjonarna praca badanych uk∏adów.Mo˝e ona wynikaç z szerokiego zakresu pracy (np.w samochodach, w których pr´dkoÊç jest zale˝naod dzia∏aƒ operatora) lub podczas badaƒ stanówprzejÊciowych uk∏adu (np. wybieg czy rozbieg).Wst´pne przepróbkowanie sygna∏u na podstawieinformacji z czujników po∏o˝enia wa∏u korbowego(lub innych czujników uk∏adu analizy obrotów) umo˝-liwia zniwelowanie b∏´dów spowodowanych nierów-nomiernoÊcià pr´dkoÊci obrotowej nap´du.
Zaprezentowane wyniki badaƒ w trakcie normal-nej eksploatacji uk∏adów nap´dowych potwierdzajàskutecznoÊç zaproponowanej metody zwi´kszeniadok∏adnoÊci analizy. W stosunku do dotychczas sto-sowanych metod zastosowanie nowatorskiego algo-rytmu, opartego na w∏asnoÊciach funkcji koheren-cji, zwielokrotni∏o dok∏adnoÊç analizy widmoweji pozwoli∏o na separacj´ sk∏adowych harmonicznycho zbli˝onych wartoÊciach cz´stotliwoÊci. Tym samymproponowana procedura umo˝liwi∏a unikni´cie k∏o-potów zwiàzanych z „nak∏adaniem” si´ tych sk∏ado-wych w widmie fourierowskim na siebie i niejedno-znacznoÊci interpretacji. Zdaniem autora, zapropo-nowana metodyka oraz przedstawione algorytmyprzetwarzania i analizy sygna∏ów mogà zwi´kszyçskutecznoÊç dzia∏ania systemów diagnozowaniauszkodzeƒ mechanicznych.
LITERATURA1. Batko W., Dàbrowski Z., Kiciƒski J.: Nonlinear Effects in
Technical Diagnostics. Publishing and Printing House of theInstitute for Sustainable Technologies – NRI, Poland, 2008.
2. Crocker M. J. [Ed.]: Handbook of Noise and VibrationControl. John Wiley & Sons, New York 2007.
3. Monitorowanie stanu maszyn. Brüel&Kjær, Naerum – Dania,1984.
4. Dàbrowski Z.: Diagnostic Inferring on the Bases of Non-linear Models. Acta Physica Polonica A, 118, 1, 2010, pp.45 – 48.
5. Dàbrowski Z., Dziurdê J., Komorska I., Puchalski A.: Wp∏ywb∏´dów monta˝u i obcià˝enia na nadzór drganiowy uk∏a-dów nap´dowych. Przeglàd Mechaniczny 11–12, 1998,ss. 41 – 45.
6. Dàbrowski Z., Komorska I., Puchalski A.: Diagnozowanieb∏´dów wykonania i monta˝u uk∏adów wirujàcych. War-szawa – Radom, WiZP ITE, 2001.
7. Dyba∏a J.: Wykrywanie wczesnych faz uszkodzeƒ metodamisztucznej inteligencji. Wydawnictwo Naukowe InstytutuTechnologii Eksploatacji – PIB, Warszawa – Radom 2008.
8. Dàbrowski Z., Radkowski S., Wilk A. i inni: Dynamika prze-k∏adni z´batych. Badania i symulacja w projektowaniueksploatacyjnie zorientowanym. Wydawnictwo InstytutuTechnologii Eksploatacji, Warszawa-Katowice-Radom 2000.
9. Dziurdê J.: Proposal for the Diagnosis of Railway Engines.Machine Dynamics Problems, 26, 2/3, 2002, pp. 43 – 55.
10. Kahrman A., Singh R.: Non-linear dynamics of a gear rotorbearing system with multiple clearences. Journal of Soundand Vibration, 144(3), 1991, pp. 469 – 506.
11. McFadden P.W., Smith J.D.: A signal processing techniquefor detecting local defects in a gear from the signal averageof the vibration. Proc. Inst. Mech. Engrs., 199, 1985 C4,pp. 287 – 292.
12. Wilk A., Madej H., ¸azarz B.: WibroaktywnoÊç przek∏adniz´batych. Wydawnictwo Naukowe Instytutu TechnologiiEksploatacji – PIB, Radom 2009.
13. Dziurdê J.: Analiza zjawisk nieliniowych w diagnozowaniuuk∏adów nap´dowych pojazdów. Wydawnictwo NaukoweInstytutu Technologii Eksploatacji – PIB, Radom 2013.
30 ROK WYD. LXXIII ZESZYT 11/2014
Jak przedstawiono w pracach [1 – 2], pomimociàg∏ego rozwoju ró˝nych metod analizy sygna∏ówi dost´pnoÊci coraz bardziej zaawansowanych przy-rzàdów pomiarowych i diagnostycznych, diagnos-tyka ∏o˝ysk tocznych zamontowanych w pojazdachsamochodowych, w tym w ko∏ach jezdnych, cz´stonadal oparta jest na subiektywnych metodach oceny.W praktyce warsztatowej, podstawowe dla bezpie-czeƒstwa w´z∏y ∏o˝yskowe kó∏ jezdnych pojazdówsamochodowych diagnozowane sà najcz´Êciej przezos∏uchiwanie w czasie jazdy bàdê na postoju. Os∏u-chiwanie w´z∏ów ∏o˝ysk tocznych podczas jazdyw przypadku samochodów osobowych mo˝e byçmiarodajne, jednak problemem jest wskazanie, którykonkretnie w´ze∏ ∏o˝yskowy uleg∏ uszkodzeniu.Wykorzystanie tej samej metody diagnostycznejw przypadku samochodów ci´˝arowych staje si´niemo˝liwe, ze wzgl´du na odleg∏oÊç diagnozo-wanych w´z∏ów od osoby prowadzàcej os∏uchiwanie.Ponadto sygna∏y akustyczne pochodzàce z uszko-dzonych ∏o˝ysk mogà byç zak∏ócone pracà innychpodzespo∏ów oraz przede wszystkim uk∏adu wy-dechowego.
Diagnostyka badanych w´z∏ów ∏o˝yskowych pro-wadzona w ramach serwisu polega najcz´Êciej naos∏uchiwaniu za pomocà stetoskopów tradycyjnychi elektronicznych. Trzeba zauwa˝yç, ˝e zawodny cha-rakter opisywanych metod zwiàzany jest z zastoso-wanym subiektywnym narz´dziem diagnostycznym,jakim jest zmys∏ s∏uchu.
Zapewnienie gwarancji wysokiej skutecznoÊcidiagnozy mo˝liwe jest z wykorzystaniem tylko i wy-
∏àcznie obiektywnych metod oceny stanu ∏o˝ysk.Takà ocen´ mo˝e zapewniç zastosowanie w trakciediagnostyki w∏aÊciwych przyrzàdów pomiarowychi sprawdzonych procedur przetwarzania uzyska-nych wyników. W niniejszej pracy weryfikacji pod-dano skutecznoÊç diagnozowania ∏o˝ysk za pomocàpowszechnie znanych miar diagnostycznych. U pod-staw takiego diagnozowania znajdujà si´ prostealgorytmy obliczeniowe, co u∏atwia ich zaimplemen-towanie do urzàdzeƒ diagnostycznych.
Obiektem badaƒ by∏y ∏o˝yska zamontowanew ko∏ach jezdnych ró˝nych pojazdów. Na poczàt-ku wykonano pomiary przyspieszeƒ drgaƒ w´z∏ów∏o˝yskowych. Zarejestrowane sygna∏y nast´pniepoddano analizom w Êrodowisku obliczeniowymMatlab.
OkreÊlanie stanu ∏o˝yskzamontowanych w pojazdach
Do okreÊlenia stanu ∏o˝ysk wykorzystano metodywibroakustyczne i proste miary. Nowe metody diag-nostyczne pozwalajà na wykorzystanie zarejestro-wanych procesów resztkowych z ruchomych ele-mentów maszyn. Podczas badaƒ weryfikacji pod-dano skutecznoÊç ogólnie znanych metod analizyzarejestrowanych sygna∏ów drgaƒ, co umo˝liwi∏oimplementacj´ tych procedur w prostszych, a przez totaƒszych urzàdzeniach diagnostycznych [3].
Zastosowane w badaniach miary przedstawionezosta∏y w dalszej cz´Êci artyku∏u. Przeprowadzoneanalizy umo˝liwi∏y okreÊlenie ich skutecznoÊciw diagnozowaniu badanych ∏o˝ysk.
Wyboru miar dokonano na podstawie literaturyoraz doÊwiadczenia praktycznego Autora [2, 4, 5].Opierajàc si´ na wnioskach z poprzednich badaƒ,
Diagnostyka ∏o˝ysk tocznychw pojazdach samochodowychz wykorzystaniem sygna∏ów drganiowych
The diagnosis of vehicles rolling bearingsusing vibration signals
ZBIGNIEW STANIK
Streszczenie: Artyku∏ przedstawia wyniki badaƒ prowadzonych w celu okreÊlenia mo˝liwoÊci diagnozowania w´z∏ów∏o˝yskowych kó∏ jezdnych pojazdów samochodowych metodami wibroakustycznymi. Zaprezentowana zosta∏a metodaokreÊlenia stanu ∏o˝ysk wykorzystujàca sygna∏y przyspieszeƒ drgaƒ i ró˝ne miary amplitudowe.
Slowa kluczowe: wibroakustyka, diagnostyka, ∏o˝yska
Abstract: The article presents the results of research carried out in order to determine the possibility of diagnosing bearingof motor vehicles’ wheels by means of vibroacoustic methods. To determine the condition of the bearings, a method waspresented using vibrational acceleration signals and various amplitude measurements.
Keywords: vibroacoustics, diagnostics, bearings
Dr in˝. Zbigniew Stanik – Politechnika Âlàska, Wydzia∏Transportu, ul. Krasiƒskiego 8, 40-019 Katowice, e-mail:[email protected].
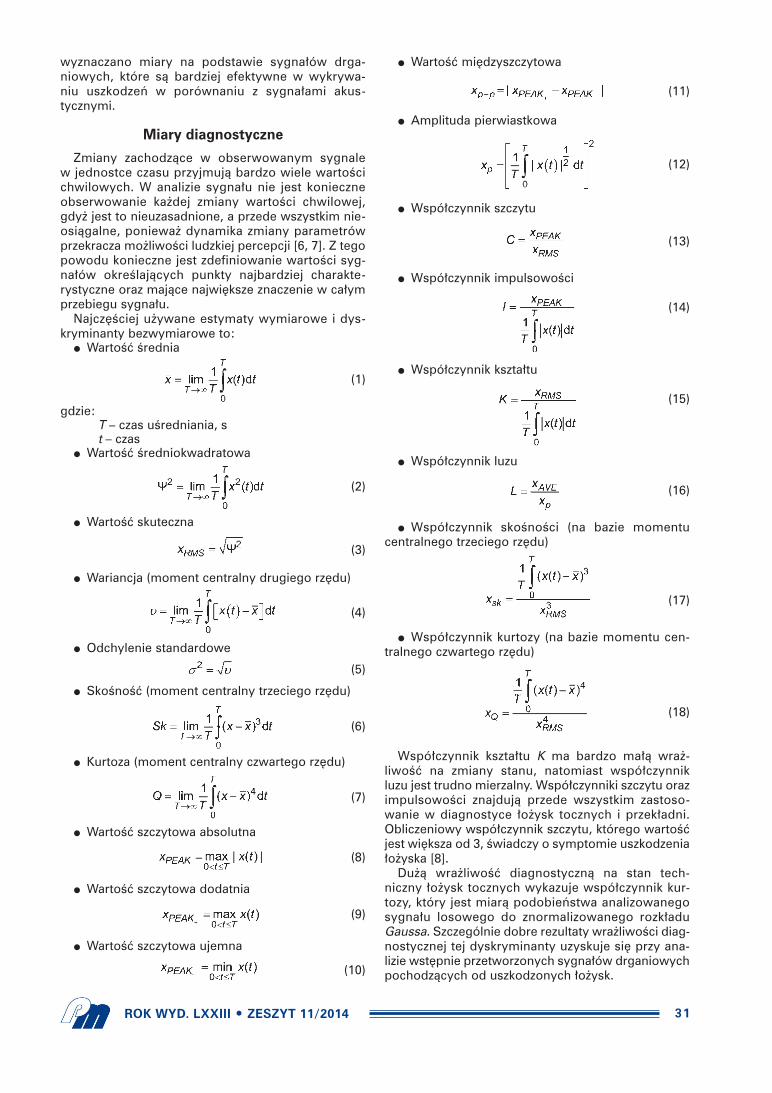
31ROK WYD. LXXIII ZESZYT 11/2014
wyznaczano miary na podstawie sygna∏ów drga-niowych, które sà bardziej efektywne w wykrywa-niu uszkodzeƒ w porównaniu z sygna∏ami akus-tycznymi.
Miary diagnostyczne
Zmiany zachodzàce w obserwowanym sygnalew jednostce czasu przyjmujà bardzo wiele wartoÊcichwilowych. W analizie sygna∏u nie jest konieczneobserwowanie ka˝dej zmiany wartoÊci chwilowej,gdy˝ jest to nieuzasadnione, a przede wszystkim nie-osiàgalne, poniewa˝ dynamika zmiany parametrówprzekracza mo˝liwoÊci ludzkiej percepcji [6, 7]. Z tegopowodu konieczne jest zdefiniowanie wartoÊci syg-na∏ów okreÊlajàcych punkty najbardziej charakte-rystyczne oraz majàce najwi´ksze znaczenie w ca∏ymprzebiegu sygna∏u.
Najcz´Êciej u˝ywane estymaty wymiarowe i dys-kryminanty bezwymiarowe to:
WartoÊç Êrednia
(1)
gdzie:T – czas uÊredniania, st – czas
WartoÊç Êredniokwadratowa
(2)
WartoÊç skuteczna
(3)
Wariancja (moment centralny drugiego rz´du)
(4)
Odchylenie standardowe
(5)
SkoÊnoÊç (moment centralny trzeciego rz´du)
(6)
Kurtoza (moment centralny czwartego rz´du)
(7)
WartoÊç szczytowa absolutna
(8)
WartoÊç szczytowa dodatnia
(9)
WartoÊç szczytowa ujemna
(10)
WartoÊç mi´dzyszczytowa
(11)
Amplituda pierwiastkowa
(12)
Wspó∏czynnik szczytu
(13)
Wspó∏czynnik impulsowoÊci
(14)
Wspó∏czynnik kszta∏tu
(15)
Wspó∏czynnik luzu
(16)
Wspó∏czynnik skoÊnoÊci (na bazie momentucentralnego trzeciego rz´du)
(17)
Wspó∏czynnik kurtozy (na bazie momentu cen-tralnego czwartego rz´du)
(18)
Wspó∏czynnik kszta∏tu K ma bardzo ma∏à wra˝-liwoÊç na zmiany stanu, natomiast wspó∏czynnikluzu jest trudno mierzalny. Wspó∏czynniki szczytu orazimpulsowoÊci znajdujà przede wszystkim zastoso-wanie w diagnostyce ∏o˝ysk tocznych i przek∏adni.Obliczeniowy wspó∏czynnik szczytu, którego wartoÊçjest wi´ksza od 3, Êwiadczy o symptomie uszkodzenia∏o˝yska [8].
Du˝à wra˝liwoÊç diagnostycznà na stan tech-niczny ∏o˝ysk tocznych wykazuje wspó∏czynnik kur-tozy, który jest miarà podobieƒstwa analizowanegosygna∏u losowego do znormalizowanego rozk∏aduGaussa. Szczególnie dobre rezultaty wra˝liwoÊci diag-nostycznej tej dyskryminanty uzyskuje si´ przy ana-lizie wst´pnie przetworzonych sygna∏ów drganiowychpochodzàcych od uszkodzonych ∏o˝ysk.
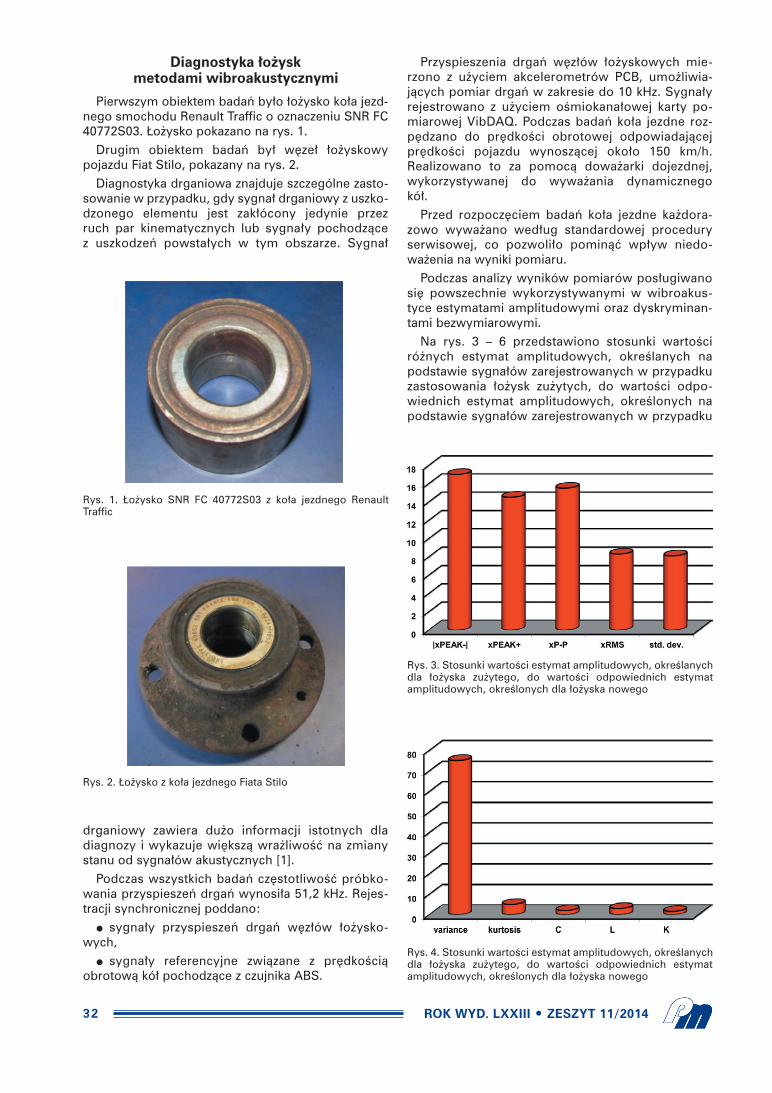
32 ROK WYD. LXXIII ZESZYT 11/2014
Diagnostyka ∏o˝yskmetodami wibroakustycznymi
Pierwszym obiektem badaƒ by∏o ∏o˝ysko ko∏a jezd-nego smochodu Renault Traffic o oznaczeniu SNR FC40772S03. ¸o˝ysko pokazano na rys. 1.
Drugim obiektem badaƒ by∏ w´ze∏ ∏o˝yskowypojazdu Fiat Stilo, pokazany na rys. 2.
Diagnostyka drganiowa znajduje szczególne zasto-sowanie w przypadku, gdy sygna∏ drganiowy z uszko-dzonego elementu jest zak∏ócony jedynie przezruch par kinematycznych lub sygna∏y pochodzàcez uszkodzeƒ powsta∏ych w tym obszarze. Sygna∏
drganiowy zawiera du˝o informacji istotnych dladiagnozy i wykazuje wi´kszà wra˝liwoÊç na zmianystanu od sygna∏ów akustycznych [1].
Podczas wszystkich badaƒ cz´stotliwoÊç próbko-wania przyspieszeƒ drgaƒ wynosi∏a 51,2 kHz. Rejes-tracji synchronicznej poddano:
sygna∏y przyspieszeƒ drgaƒ w´z∏ów ∏o˝ysko-wych,
sygna∏y referencyjne zwiàzane z pr´dkoÊciàobrotowà kó∏ pochodzàce z czujnika ABS.
Przyspieszenia drgaƒ w´z∏ów ∏o˝yskowych mie-rzono z u˝yciem akcelerometrów PCB, umo˝liwia-jàcych pomiar drgaƒ w zakresie do 10 kHz. Sygna∏yrejestrowano z u˝yciem oÊmiokana∏owej karty po-miarowej VibDAQ. Podczas badaƒ ko∏a jezdne roz-p´dzano do pr´dkoÊci obrotowej odpowiadajàcejpr´dkoÊci pojazdu wynoszàcej oko∏o 150 km/h.Realizowano to za pomocà dowa˝arki dojezdnej,wykorzystywanej do wywa˝ania dynamicznegokó∏.
Przed rozpocz´ciem badaƒ ko∏a jezdne ka˝dora-zowo wywa˝ano wed∏ug standardowej proceduryserwisowej, co pozwoli∏o pominàç wp∏yw niedo-wa˝enia na wyniki pomiaru.
Podczas analizy wyników pomiarów pos∏ugiwanosi´ powszechnie wykorzystywanymi w wibroakus-tyce estymatami amplitudowymi oraz dyskryminan-tami bezwymiarowymi.
Na rys. 3 – 6 przedstawiono stosunki wartoÊciró˝nych estymat amplitudowych, okreÊlanych napodstawie sygna∏ów zarejestrowanych w przypadkuzastosowania ∏o˝ysk zu˝ytych, do wartoÊci odpo-wiednich estymat amplitudowych, okreÊlonych napodstawie sygna∏ów zarejestrowanych w przypadku
Rys. 1. ¸o˝ysko SNR FC 40772S03 z ko∏a jezdnego RenaultTraffic
Rys. 2. ¸o˝ysko z ko∏a jezdnego Fiata Stilo
Rys. 3. Stosunki wartoÊci estymat amplitudowych, okreÊlanychdla ∏o˝yska zu˝ytego, do wartoÊci odpowiednich estymatamplitudowych, okreÊlonych dla ∏o˝yska nowego
Rys. 4. Stosunki wartoÊci estymat amplitudowych, okreÊlanychdla ∏o˝yska zu˝ytego, do wartoÊci odpowiednich estymatamplitudowych, okreÊlonych dla ∏o˝yska nowego

33ROK WYD. LXXIII ZESZYT 11/2014
∏o˝ysk nowych. Wyniki na rys. 3 i 4 odnoszà si´ do∏o˝yska 1, natomiast na rys. 5 i 6 – do ∏o˝yska 2.
Analizujàc wyniki przedstawione na wykresach5 i 6, mo˝na stwierdziç, ˝e spoÊród rozwa˝anychmiar zu˝ycie eksploatacyjne ∏o˝ysk tocznych nie po-woduje istotnych zmian wartoÊci wspó∏czynnika
kszta∏tu, luzu i szczytu. Najwi´kszà wra˝liwoÊcià wy-kaza∏a si´ wariancja, zmiana wartoÊci w tym przy-padku by∏a ponad 70-krotna. Bardzo dobre rezultatyuzyskano równie˝, stosujàc tak proste miary jakwartoÊç minimalna, maksymalna oraz mi´dzyszczy-towa.
Najwi´kszà rozdzielczoÊcià diagnostycznà w przy-padku drugiego z badanych ∏o˝ysk cechowa∏a si´kurtoza – jej wartoÊç wzros∏a ponad 70 razy. Podob-nie dobre rezultaty jak wczeÊniej uzyskano, sto-sujàc miary: wartoÊç minimalnà, maksymalnà orazmi´dzyszczytowà.
Przedstawione wyniki potwierdzajà przyj´te po-czàtkowe za∏o˝enia o skutecznoÊci prostych miar
w diagnozowaniu w´z∏ów ∏o˝yskowych. Mo˝liwai celowa jest wi´c ich implementacja w algorytmachurzàdzeƒ diagnostycznych.
Podsumowanie
Metody i narz´dzia stosowane do diagnozowa-nia ∏o˝ysk tocznych stosowanych w pojazdach sàbardzo ograniczone. Jak wczeÊniej zasygnalizowa-no, procedury i sposoby stosowane do okreÊlaniastanu technicznego ∏o˝ysk tocznych w warunkachserwisowych oparte sà jedynie na zawodnym zmyÊles∏uchu.
Stan techniczny w´z∏ów ∏o˝yskowych kó∏ jezd-nych pojazdów samochodowych ma zasadniczywp∏yw na bezpieczeƒstwo ruchu drogowego. Zewzgl´du na rozwiàzania konstrukcyjne, diagnos-tyka opisywanych w´z∏ów ∏o˝yskowych polegajàcana ich demonta˝u jest niemo˝liwa, gdy˝ prowadzi douszkodzenia. W zwiàzku z tym zalecane jest stoso-wanie nieinwazyjnych metod diagnostycznych opar-tych na analizie sygna∏ów drganiowych rejestrowa-nych bezpoÊrednio w okolicach lub na badanychw´z∏ach.
Na podstawie przeprowadzonych badaƒ oraz analizsformu∏owano nast´pujàce wnioski:
zu˝ycie eksploatacyjne ∏o˝ysk ma istotny wp∏ywna zmian´ wartoÊci wielu z zaprezentowanych esty-mat bezwymiarowych okreÊlanych na podstawiesygna∏ów przyspieszeƒ drgaƒ obudów ∏o˝ysk,
ma∏à wra˝liwoÊç podczas badaƒ wykaza∏y wspó∏-czynniki kszta∏tu, luzu i szczytu.
LITERATURA
1. Burdzik R., Stanik Z., Warczek J.: Method of assessing theimpact of material properties on the propagation of vibra-tions excited with a single force impulse. Archives of Metal-lurgy and Materials, 57, 2, 2012.
2. ¸azarz B., Peruƒ G., Bucki S.: Application of the finite-element method for determining the stiffness of rollingbearings. Transport Problems, 3, 3, 2008.
3. Jamro E., Cioch W.: Digital signal acquisition and processingin FPGAs. Przeglàd Elektrotechniczny, 2, 2009.
4. Cioch W., Knapik O., LeÊkow J.: Finding a frequency signa-ture for a cyclostationary signal with applications to wheelbearing diagnostics. Mechanical Systems and SignalProcessing, 38, 1, 2013.
5. Dàbrowski Z., Dziurdê J.: New concept of using coherencefunction in digital signal analysis. Machine Dynamics Prob-lems, Warsaw University of Technology,31, 3, 2007.
6. Deuszkiewicz P., Radkowski S.: On-line condition monitoringof a power transmission unit of a rail vehicle. MechanicalSystem and Signal Processing, 17, 6, 2003.
7. Dziurdê J.: Application of Correlation and Coherence Func-tions in Diagnostic Systems. Solid State Phenomena 196,2013.
8. Stanik Z.: Diagnozowanie ∏o˝ysk tocznych pojazdów samo-chodowych metodami wibroakustycznymi. WydawnictwoNaukowe Instytutu Technologii Eksploatacji – PaƒstwowegoInstytutu Badawczego, Radom 2013.
Rys. 5. Stosunki wartoÊci estymat amplitudowych, okreÊlanychdla ∏o˝yska zu˝ytego, do wartoÊci odpowiednich estymat ampli-tudowych, okreÊlonych dla ∏o˝yska nowego
Rys. 6. Stosunki wartoÊci estymat amplitudowych, okreÊlanychdla ∏o˝yska zu˝ytego, do wartoÊci odpowiednich estymat ampli-tudowych, okreÊlonych dla ∏o˝yska nowego
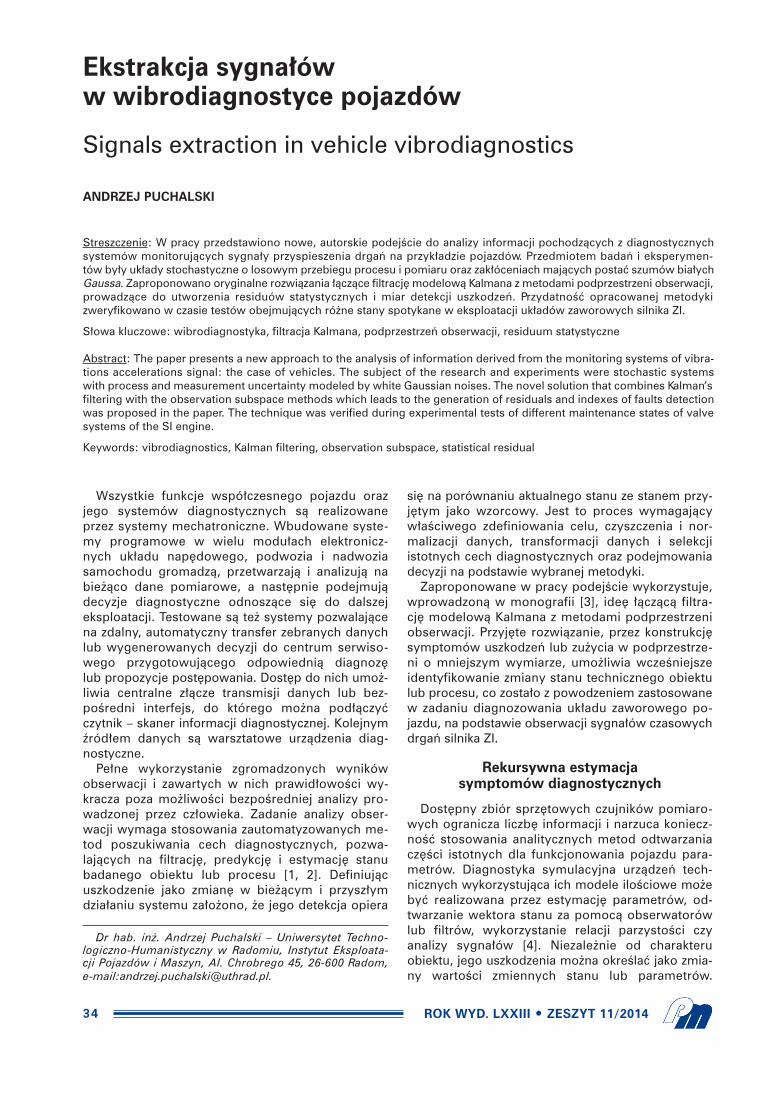
34 ROK WYD. LXXIII ZESZYT 11/2014
Dr hab. in˝. Andrzej Puchalski – Uniwersytet Techno-logiczno-Humanistyczny w Radomiu, Instytut Eksploata-cji Pojazdów i Maszyn, Al. Chrobrego 45, 26-600 Radom,e-mail:[email protected].
Wszystkie funkcje wspó∏czesnego pojazdu orazjego systemów diagnostycznych sà realizowaneprzez systemy mechatroniczne. Wbudowane syste-my programowe w wielu modu∏ach elektronicz-nych uk∏adu nap´dowego, podwozia i nadwoziasamochodu gromadzà, przetwarzajà i analizujà nabie˝àco dane pomiarowe, a nast´pnie podejmujàdecyzje diagnostyczne odnoszàce si´ do dalszejeksploatacji. Testowane sà te˝ systemy pozwalajàcena zdalny, automatyczny transfer zebranych danychlub wygenerowanych decyzji do centrum serwiso-wego przygotowujàcego odpowiednià diagnoz´lub propozycje post´powania. Dost´p do nich umo˝-liwia centralne z∏àcze transmisji danych lub bez-poÊredni interfejs, do którego mo˝na pod∏àczyçczytnik – skaner informacji diagnostycznej. Kolejnymêród∏em danych sà warsztatowe urzàdzenia diag-nostyczne.
Pe∏ne wykorzystanie zgromadzonych wynikówobserwacji i zawartych w nich prawid∏owoÊci wy-kracza poza mo˝liwoÊci bezpoÊredniej analizy pro-wadzonej przez cz∏owieka. Zadanie analizy obser-wacji wymaga stosowania zautomatyzowanych me-tod poszukiwania cech diagnostycznych, pozwa-lajàcych na filtracj´, predykcj´ i estymacj´ stanubadanego obiektu lub procesu [1, 2]. Definiujàcuszkodzenie jako zmian´ w bie˝àcym i przysz∏ymdzia∏aniu systemu za∏o˝ono, ˝e jego detekcja opiera
si´ na porównaniu aktualnego stanu ze stanem przy-j´tym jako wzorcowy. Jest to proces wymagajàcyw∏aÊciwego zdefiniowania celu, czyszczenia i nor-malizacji danych, transformacji danych i selekcjiistotnych cech diagnostycznych oraz podejmowaniadecyzji na podstawie wybranej metodyki.
Zaproponowane w pracy podejÊcie wykorzystuje,wprowadzonà w monografii [3], ide´ ∏àczàcà filtra-cj´ modelowà Kalmana z metodami podprzestrzeniobserwacji. Przyj´te rozwiàzanie, przez konstrukcj´symptomów uszkodzeƒ lub zu˝ycia w podprzestrze-ni o mniejszym wymiarze, umo˝liwia wczeÊniejszeidentyfikowanie zmiany stanu technicznego obiektulub procesu, co zosta∏o z powodzeniem zastosowanew zadaniu diagnozowania uk∏adu zaworowego po-jazdu, na podstawie obserwacji sygna∏ów czasowychdrgaƒ silnika ZI.
Rekursywna estymacjasymptomów diagnostycznych
Dost´pny zbiór sprz´towych czujników pomiaro-wych ogranicza liczb´ informacji i narzuca koniecz-noÊç stosowania analitycznych metod odtwarzaniacz´Êci istotnych dla funkcjonowania pojazdu para-metrów. Diagnostyka symulacyjna urzàdzeƒ tech-nicznych wykorzystujàca ich modele iloÊciowe mo˝ebyç realizowana przez estymacj´ parametrów, od-twarzanie wektora stanu za pomocà obserwatorówlub filtrów, wykorzystanie relacji parzystoÊci czyanalizy sygna∏ów [4]. Niezale˝nie od charakteruobiektu, jego uszkodzenia mo˝na okreÊlaç jako zmia-ny wartoÊci zmiennych stanu lub parametrów.
Ekstrakcja sygna∏óww wibrodiagnostyce pojazdów
Signals extraction in vehicle vibrodiagnostics
ANDRZEJ PUCHALSKI
Streszczenie: W pracy przedstawiono nowe, autorskie podejÊcie do analizy informacji pochodzàcych z diagnostycznychsystemów monitorujàcych sygna∏y przyspieszenia drgaƒ na przyk∏adzie pojazdów. Przedmiotem badaƒ i eksperymen-tów by∏y uk∏ady stochastyczne o losowym przebiegu procesu i pomiaru oraz zak∏óceniach majàcych postaç szumów bia∏ychGaussa. Zaproponowano oryginalne rozwiàzania ∏àczàce filtracj´ modelowà Kalmana z metodami podprzestrzeni obserwacji,prowadzàce do utworzenia residuów statystycznych i miar detekcji uszkodzeƒ. PrzydatnoÊç opracowanej metodykizweryfikowano w czasie testów obejmujàcych ró˝ne stany spotykane w eksploatacji uk∏adów zaworowych silnika ZI.
S∏owa kluczowe: wibrodiagnostyka, filtracja Kalmana, podprzestrzeƒ obserwacji, residuum statystyczne
Abstract: The paper presents a new approach to the analysis of information derived from the monitoring systems of vibra-tions accelerations signal: the case of vehicles. The subject of the research and experiments were stochastic systemswith process and measurement uncertainty modeled by white Gaussian noises. The novel solution that combines Kalman’sfiltering with the observation subspace methods which leads to the generation of residuals and indexes of faults detectionwas proposed in the paper. The technique was verified during experimental tests of different maintenance states of valvesystems of the SI engine.
Keywords: vibrodiagnostics, Kalman filtering, observation subspace, statistical residual

35ROK WYD. LXXIII ZESZYT 11/2014
Rys. 1. Schemat estymacji wektora stanu i obserwacji orazgeneracji residuum ek za pomocà algorytmu filtracji Kalmana
Zmienne stanu modelu uk∏adu dynamicznego defi-niowane jako zbiór, o minimalnej liczebnoÊci, takichwielkoÊci, których znajomoÊç w chwili poczàtkowej,wraz z informacjà o aktualnym i przysz∏ym sterowa-niu, jednoznacznie opisujà przysz∏e zachowanie si´uk∏adu, przedstawiajà ewolucj´ w∏aÊciwoÊci bada-nego obiektu. Przyczynami zmian stanu sà zarównouszkodzenia, jak i zu˝ycie w trakcie eksploatacji.Monitorujàc stan uk∏adu, uzyskujemy baz´ danychpozwalajàcych na realizacj´ diagnozy, genezy i posta-wienie prognozy.
Realizowanà w procesie diagnozowania estymacj´zmiennych stanu modeli, a w szczególnym przypadkuwspó∏czynników modeli autoregresji, prowadzonowed∏ug algorytmów filtracji Kalmana, co zapewnianiewra˝liwoÊç na strukturalnà lub parametrycznàniepewnoÊç modelu obiektu oraz zak∏ócenia i szumypomiarowe. Filtr Kalmana jest filtrem optymalnymw sensie minimalizacji wariancji estymacji. W przy-padku szumów typu gaussowskiego filtr Kalmanajest najlepszym mo˝liwym filtrem, a w przypadkuszumów niegaussowskich – najlepszym filtrem linio-wym. Rozszerzona na uk∏ady nieliniowe metodaKalmana (EKF) umo˝liwia estymacj´ nie tylko wek-tora stanu, ale i zmiennych parametrów identyfiko-wanego uk∏adu. EKF to algorytm, który na podstawiesygna∏u wejÊciowego oraz zaszumionego sygna∏uwyjÊciowego nieliniowego modelu obiektu sto-chastycznie obserwowalnego pozwala na uzyskanieestymatora niemierzalnego wektora stanu oraz syg-na∏u odpowiedzi. Algorytm zak∏ada, ˝e wartoÊci para-metrów sà sta∏e, czyli ró˝ne wartoÊci ich estyma-torów mog∏y byç konsekwencjà niepewnoÊci danych.Aby algorytm wykorzystaç do szacowania zmien-nych parametrów modelu, jego wektor stanu nale˝yrozszerzyç o wektor parametrów Ψk, których zmien-noÊç opisuje proces losowych kroków:
(1)
gdzie to szum bia∏y Gaussa o zerowej wartoÊcioczekiwanej i zadanej kowariancji.
Mo˝na te˝ za∏o˝yç bardziej z∏o˝one modele zmien-noÊci, w których przyjmowany jest dwuwymiaro-wy opis poszczególnych wspó∏rz´dnych wektoraparametrów Ψk przez ich wartoÊci oraz szybkoÊçzmiennoÊci:
(2)
gdzie to szum bia∏y Gaussa o zerowej wartoÊcioczekiwanej i zadanej kowariancji w k-tej chwili prób-kowania. PodejÊcie to pozwala na zamodelowa-nie uk∏adu, którego parametry zmieniajà si´ wolnow stosunku do przebiegów czasowych sygna∏ówwymuszeƒ i odpowiedzi. Uk∏ady silnie nielinioweo parametrach, których zmiennoÊç korespondujez dynamikà zmian stanu uk∏adu (SDP), wymagajàinnych algorytmów estymacji [5].
Przedstawiona metoda zak∏ada znajomoÊç zde-terminowanych sygna∏ów wejÊciowych oraz wyjÊ-ciowych badanych uk∏adów. Aby wykorzystaç jàw ekstrakcji sygna∏ów drgaƒ [6], za∏o˝ono, ˝e re-jestrowany sygna∏ yk ∈ R jest odpowiedzià liniowegodyskretnego uk∏adu niestacjonarnego, na wejÊciektórego podano szum bia∏y Gaussa εk (rys. 1). Obser-wowany szereg czasowy opisuje wówczas trans-mitancja:
(3)
o wspó∏czynnikach ak, i zale˝nych od chwili prób-kowania k, dla i = 1,2,...p, a model przyjmuje postaçuproszczonych stochastycznych równaƒ procesui obserwacji:
Θk = Θk–1 + δk–1 (4a)
yk = YkTΘk + εk (4b)
gdzie δk, jak i εk reprezentujà nieskorelowane szumybia∏e Gaussa o zerowych wartoÊciach oczekiwa-nych i macierzach kowariancji odpowiednio Qk ∈ Rpxp
dla procesu i Rk ∈ R dla obserwacji, przy czym:Θk = [ak,1,ak,2,...,ak,p]
T ∈ Rp jest wektorem utworzo-nym z identyfikowanych parametrów w k-tej chwilipróbkowania, a Yk = [yk–1,Yk–2,...,Yk–p]
T ∈ Rp jestwektorem obserwacji sygna∏u przed k-tà chwilàpróbkowania.
Na potrzeby estymacji wektora parametrów Θk wy-korzystano postaç innowacyjnà modelu (4):
(5)
gdzie jest wartoÊcià estymatora wektora paramet-rów modelu w k-tej chwili próbkowania, a Kk ∈ Rpx1
jest macierzà (wektorem) wzmocnienia filtru Kalma-na, która minimalizuje b∏àd Êredniokwadratowy esty-macji.

36 ROK WYD. LXXIII ZESZYT 11/2014
Oba modele (4) i (5) sà równowa˝ne, gdy˝ symulujàten sam sygna∏ yk, pomimo ˝e inaczej zdefiniowanow nich zarówno wektor stanu, jak i szum procesu.Procedura rekurencyjna identyfikacji parametrówmodelu obejmuje inicjalizacj´ przez ustalenie wa-runków poczàtkowych i wyznaczanie w kolejnychcyklach predykcji i korekcji wielkoÊci macierzywzmocnienia Kk, estymatora wektora parametrów oraz macierzy kowariancji b∏´du estymacji. Zbiórinnowacji filtru definiowanych w ka˝dym cyklu algo-rytmu jako ró˝nica pomi´dzy obserwowanym wyjÊ-ciem monitorowanego systemu a odpowiedzià mo-delu tworzy residuum wra˝liwe na uszkodzenia:
(6)
W przypadku rozszerzonego wektora stanu re-siduum zawiera te˝ informacj´ nt. parametrów uk∏a-du. Residuum wykorzystano do oceny stanu obiektuna podstawie wskaênika – normy w przestrzeni re-siduów:
(7)
gdzie: ek jest residuum w k-tej chwili próbkowaniaoraz I jest liczbà iteracji.
Miar´ uÊredniano dla kolejnych cykli eksperymen-tów.
Filtr pozwala na identyfikacj´ stanów przesz-∏ych, teraêniejszych oraz prognozowanie stanówprzysz∏ych obserwacji. Jako ˝e jest to metoda re-kursywna, mo˝liwa jest aktualizacja modelu na bie-˝àco wraz z ka˝dà kolejnà obserwacjà. Algorytm reali-zowany on-line oblicza nie tylko wartoÊci parametrów,ale i miar´ dok∏adnoÊci ich szacowania reprezen-towanà przez kowariancj´ b∏´du estymacji. Istnieje
mo˝liwoÊç dostosowania czasu pomiaru do zapew-nienia za∏o˝onej dok∏adnoÊci lub identyfikowaniazmian w rejestrowanym sygnale, je˝eli dok∏adnoÊcinie uda si´ osiàgnàç dla zadanej liczby próbek szereguczasowego.
Dekompozycje ortogonalne obserwacjiw budowie modelu diagnostycznego
Dla przypadku, gdy nie ma mo˝liwoÊci skonstruo-wania odpowiedniego modelu lub jest on nadmierniez∏o˝ony, by móc go wykorzystaç w praktyce, zostaniezaproponowana rozszerzona metodyka diagnozo-wania uk∏adów stochastycznych. Technika wyko-rzystuje niezawodne, numeryczne algorytmy dekom-pozycji trójkàtno-ortogonalnej LQ i rozk∏adu wed∏ugwartoÊci szczególnych SVD podprzestrzeni wynikówobserwacji. Transformacje danych po∏àczone z ichnormalizacjà i standaryzacjà prowadzà do filtracjiinformacji nadmiarowych i wydobycia istotnych dlaeksploatacji cech diagnostycznych.
Detekcja zmian wartoÊci wektorowego residuum,przy braku w ogólnym przypadku znajomoÊci jegorozk∏adu prawdopodobieƒstwa, wymaga przyj´ciastatystycznie lokalnych hipotez. Diagnoza jest kon-sekwencjà testu hipotezy zerowej przeciw hipoteziealternatywnej przy wykorzystaniu idei uogólnionegoilorazu wiarygodnoÊci (GLR) [7, 8]. Inne rozwiàzaniawskazuje analiza podprzestrzeni zerowej (ang. NullSpace Analysis – NSA) [9]. W tym przypadku algorytmdiagnozowania tworzy residuum macierzowe, wyko-rzystujàc aktywnà podprzestrzeƒ wa˝onej macierzyHankela obserwacji oraz lewostronnà podprzestrzeƒzerowà tej macierzy i umo˝liwia ocen´ stanu obiektuna podstawie wskaênika – normy w przestrzeni re-siduów.
Algorytm powstawania residuum monitorowa-nego uk∏adu wymaga przetworzenia oryginalnychobserwacji w zwarty, ÊciÊle okreÊlony zbiór cechdiagnostycznych. W zale˝noÊci od tego, czy obser-wacje obejmujà tylko sygna∏y wyjÊciowe, przy za∏o-˝eniu wymuszeƒ o charakterze szumów bia∏ych, czyte˝ zarówno wymuszenia, jak i odpowiedzi monito-rowanych uk∏adów, nale˝y zdefiniowaç odpowied-nio macierze Hankela danych. W rozwa˝anej meto-dzie przetwarzania obserwacji macierz Hankela kon-struowano na bazie estymatora kowariancji danychRi = E(yky
Tk– i), pochodzàcych z rejestrowanych syg-
na∏ów wyjÊciowych yk w kolejnych chwilach prób-kowania k = 1, 2,…, N, przy czym yk ∈ Rm jest wekto-rem sygna∏ów pochodzàcych z m-czujników pomia-rowych.
Dla uk∏adu traktowanego faktycznie jako „czarnaskrzynka” metoda wymaga dzia∏aƒ na macierzachwyników obserwacji, ale jest niezale˝na od z∏o˝o-nych obliczeniowo analiz i symulacji komputero-wych prowadzàcych do wyznaczania jego strukturyw∏asnej. Konstrukcja wzorca uk∏adu bazuje na bez-poÊrednim wykorzystaniu w∏aÊciwoÊci lewostron-nej podprzestrzeni zerowej S0
T macierzy Hankela
Rys. 2. Schemat generacji wskaêników uszkodzeƒ dla residuumwektorowego i macierzowego

37ROK WYD. LXXIII ZESZYT 11/2014
obserwacji w stanie zdatnym Hank(Ri)0. Macierz taspe∏nia warunek:
S0T Hank (Ri)0 = 0 (8)
Dla tak wyznaczonego wzorca residuum macie-rzowe zdefiniowano wzorem:
(9)
gdzie Hank(Ri) jest macierzà Hankela tworzonà z ak-tualizowanych na bie˝àco danych. Wektor residuumw postaci:
(10)
zmierza do rozk∏adu normalnego Gaussa i odzwier-ciedla zmiany w bie˝àcym zbiorze obserwacji wzgl´-dem stanu przyj´tego jako zdatny.
Standardowe metody wyznaczania lewostronnejprzestrzeni zerowej macierzy, gdy czas realizacji jestpodstawowym kryterium, bazujà na dekompozycjiSVD macierzy Hankela kowariancji danych Hank(Ri).Poprawne wyznaczenie diagonalnej macierzy nie-zerowych wartoÊci szczególnych macierzy otrzyma-nej w wyniku dekompozycji SVD, odpowiadajàcejrz´dowi uk∏adu, jest trudne do realizacji i mo˝eskutkowaç maskowaniem odchyleƒ residuum spo-wodowanych niewielkimi zmianami w strukturzeuk∏adu. Na omini´cie tego problemu pozwala algo-rytm generacji residuum macierzowego wykorzystu-jàcy aktywnà podprzestrzeƒ im[Hank(Ri)] macierzyHankela, oraz lewostronnà podprzestrzeƒ zerowà tejmacierzy danych. Niezale˝nie od wybranego rz´duuk∏adu macierze te spe∏niajà w stanie zdatnymwarunek (8):
S0T im[Hank(Ri)] = 0 (11)
Podj´cie decyzji diagnostycznej w sprawie moni-torowanego obiektu wymaga zbudowania miarype∏niàcej rol´ symptomu uszkodzenia. Do ocenystanu obiektu na podstawie residuum wektorowe-go (10) zastosowano test chi kwadrat:
χ 2 = RNTΣ0
–1RN (12)
ZnajomoÊç uÊrednionego residuum RN i estymatorajego kowariancji Σ0 dla stanu zdatnego w zestawie-niu z bie˝àcymi obserwacjami umo˝liwia prowadze-nie automatycznego monitoringu uk∏adu w czasierzeczywistym.
Jako miar´, która mo˝e byç wykorzystywanaw procedurach diagnozowania realizowanych on-linena bazie residuum macierzowego (9) wytypowanowskaênik zdefiniowany przez uÊrednionà norm´euklidesowà tej macierzy:
(13)
gdzie: Resl, l = 1, 2…, L jest macierzà residuum wy-znaczanà na podstawie danych rejestrowanychw kolejnych L cyklach eksperymentu. Normy macie-rzy wyznaczane na bazie normy euklidesowejwektora sà równe ich najwi´kszym wartoÊciomszczególnym.
Weryfikacja i ocena jakoÊci klasyfikacji
Badania uszkodzeƒ eksploatacyjnych silnikówspalinowych w wybranych pojazdach wykazujà, ˝enieszczelnoÊci w uk∏adzie zaworowym nale˝à do tejgrupy elementów konstrukcyjnych silnika ZI, którepowodujà znacznà liczb´ usterek [10]. Przy wery-fikacji proponowanych metod diagnostycznychwykorzystano dane pochodzàce z testów drogowych4-cylindrowego silnika ZI o pojemnoÊci 1,4 l podczasjazdy drogà ekspresowà ze sta∏ym obcià˝eniemi pr´dkoÊcià obrotowà 3000 obr/min, w ustalonymstanie cieplnym [6]. Rejestrowano sygna∏y przys-pieszenia drgaƒ g∏owicy silnika w kierunku piono-wym, z czujników zamocowanych na potrzeby ekspe-rymentów. Pozosta∏e sygna∏y pochodzi∏y z czujnikakàta obrotu wa∏u korbowego oraz uk∏adu zap∏ono-wego. Analizowane w pracy wyniki obejmujà nast´-pujàce stany spotykane w eksploatacji uk∏adu za-worów wylotowych:
stan zdatny – zawór nieuszkodzony i prawid∏owyluz zaworowy (ZN),
stan niezdatny – zawór uszkodzony (naci´cie6 mm grzybka zaworu) i prawid∏owy luz zaworowy(ZU), zawór nieuszkodzony i zmniejszony luz zawo-rowy (ZNL-), zawór nieuszkodzony i powi´kszony luzzaworowy (ZNL+).
Z ka˝dego eksperymentu (testu diagnostycznego)pochodzi∏ zbiór sygna∏ów, który po repróbkowaniukàtowym zawiera∏ 60 szeregów czasowych. Ka˝dyszereg czasowy sygna∏u przyspieszenia drgaƒ obej-mowa∏ dane rejestrowane w czasie 1 cyklu pracysilnika w ustalonych dla testu warunkach pracy.
Zaszeregowanie testowanego stanu uk∏adu doodpowiedniej klasy i analiz´ jakoÊci klasyfikacji wy-konano za pomocà metody najbli˝szych sàsiadów.Do oszacowania dok∏adnoÊci wykorzystano technik´walidacji krzy˝owej. TrafnoÊç klasyfikacji oceniano na
Rys. 3. Eksperymentalne wartoÊci sygna∏u residuum ek dlauszkodzonego uk∏adu zaworowego i uk∏adu w stanie zdatnym
S0T Hank (Ri)
S0T Hank (Ri)
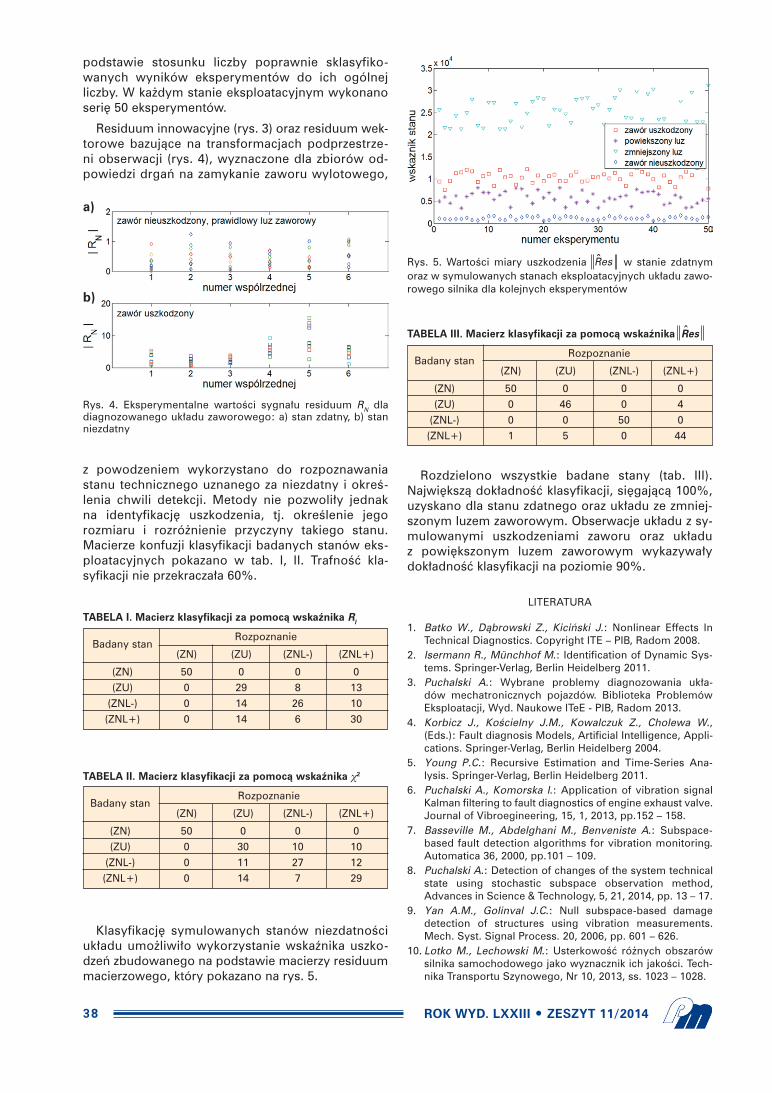
38 ROK WYD. LXXIII ZESZYT 11/2014
TABELA I. Macierz klasyfikacji za pomocà wskaênika Rl
Badany stan Rozpoznanie
(ZN) (ZU) (ZNL-) (ZNL+)
(ZN) 50 0 0 0(ZU) 0 29 8 13
(ZNL-) 0 14 26 10(ZNL+) 0 14 6 30
TABELA II. Macierz klasyfikacji za pomocà wskaênika χ2
Badany stan Rozpoznanie
(ZN) (ZU) (ZNL-) (ZNL+)
(ZN) 50 0 0 0(ZU) 0 30 10 10
(ZNL-) 0 11 27 12(ZNL+) 0 14 7 29
TABELA III. Macierz klasyfikacji za pomocà wskaênika Res
Badany stan Rozpoznanie
(ZN) (ZU) (ZNL-) (ZNL+)
(ZN) 50 0 0 0(ZU) 0 46 0 4
(ZNL-) 0 0 50 0(ZNL+) 1 5 0 44
ˇ
podstawie stosunku liczby poprawnie sklasyfiko-wanych wyników eksperymentów do ich ogólnejliczby. W ka˝dym stanie eksploatacyjnym wykonanoseri´ 50 eksperymentów.
Residuum innowacyjne (rys. 3) oraz residuum wek-torowe bazujàce na transformacjach podprzestrze-ni obserwacji (rys. 4), wyznaczone dla zbiorów od-powiedzi drgaƒ na zamykanie zaworu wylotowego,
z powodzeniem wykorzystano do rozpoznawaniastanu technicznego uznanego za niezdatny i okreÊ-lenia chwili detekcji. Metody nie pozwoli∏y jednakna identyfikacj´ uszkodzenia, tj. okreÊlenie jegorozmiaru i rozró˝nienie przyczyny takiego stanu.Macierze konfuzji klasyfikacji badanych stanów eks-ploatacyjnych pokazano w tab. I, II. TrafnoÊç kla-syfikacji nie przekracza∏a 60%.
Klasyfikacj´ symulowanych stanów niezdatnoÊciuk∏adu umo˝liwi∏o wykorzystanie wskaênika uszko-dzeƒ zbudowanego na podstawie macierzy residuummacierzowego, który pokazano na rys. 5.
Rozdzielono wszystkie badane stany (tab. III).Najwi´kszà dok∏adnoÊç klasyfikacji, si´gajàcà 100%,uzyskano dla stanu zdatnego oraz uk∏adu ze zmniej-szonym luzem zaworowym. Obserwacje uk∏adu z sy-mulowanymi uszkodzeniami zaworu oraz uk∏aduz powi´kszonym luzem zaworowym wykazywa∏ydok∏adnoÊç klasyfikacji na poziomie 90%.
LITERATURA
1. Batko W., Dàbrowski Z., Kiciƒski J.: Nonlinear Effects InTechnical Diagnostics. Copyright ITE – PIB, Radom 2008.
2. Isermann R., Münchhof M.: Identification of Dynamic Sys-tems. Springer-Verlag, Berlin Heidelberg 2011.
3. Puchalski A.: Wybrane problemy diagnozowania uk∏a-dów mechatronicznych pojazdów. Biblioteka ProblemówEksploatacji, Wyd. Naukowe ITeE - PIB, Radom 2013.
4. Korbicz J., KoÊcielny J.M., Kowalczuk Z., Cholewa W.,(Eds.): Fault diagnosis Models, Artificial Intelligence, Appli-cations. Springer-Verlag, Berlin Heidelberg 2004.
5. Young P.C.: Recursive Estimation and Time-Series Ana-lysis. Springer-Verlag, Berlin Heidelberg 2011.
6. Puchalski A., Komorska I.: Application of vibration signalKalman filtering to fault diagnostics of engine exhaust valve.Journal of Vibroegineering, 15, 1, 2013, pp.152 – 158.
7. Basseville M., Abdelghani M., Benveniste A.: Subspace-based fault detection algorithms for vibration monitoring.Automatica 36, 2000, pp.101 – 109.
8. Puchalski A.: Detection of changes of the system technicalstate using stochastic subspace observation method,Advances in Science & Technology, 5, 21, 2014, pp. 13 – 17.
9. Yan A.M., Golinval J.C.: Null subspace-based damagedetection of structures using vibration measurements.Mech. Syst. Signal Process. 20, 2006, pp. 601 – 626.
10. Lotko M., Lechowski M.: UsterkowoÊç ró˝nych obszarówsilnika samochodowego jako wyznacznik ich jakoÊci. Tech-nika Transportu Szynowego, Nr 10, 2013, ss. 1023 – 1028.
Rys. 4. Eksperymentalne wartoÊci sygna∏u residuum RN dladiagnozowanego uk∏adu zaworowego: a) stan zdatny, b) stanniezdatny
Res
ˇ
Rys. 5. WartoÊci miary uszkodzenia w stanie zdatnymoraz w symulowanych stanach eksploatacyjnych uk∏adu zawo-rowego silnika dla kolejnych eksperymentów
a)
b)
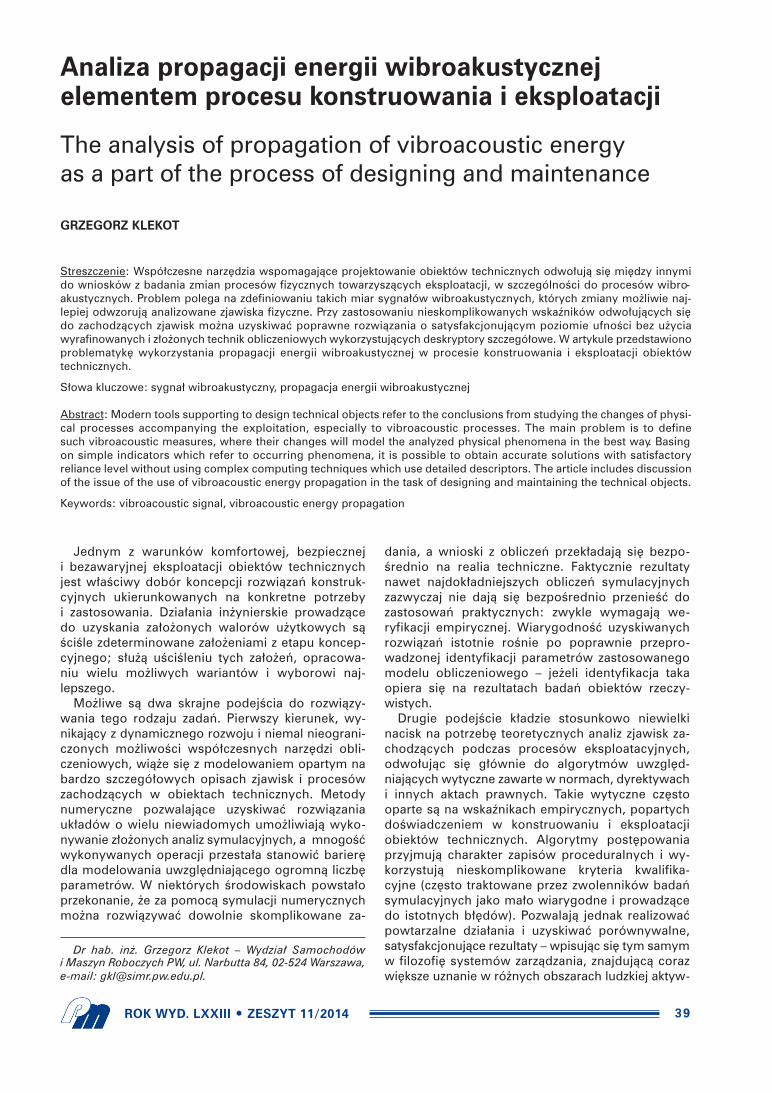
39ROK WYD. LXXIII ZESZYT 11/2014
Jednym z warunków komfortowej, bezpieczneji bezawaryjnej eksploatacji obiektów technicznychjest w∏aÊciwy dobór koncepcji rozwiàzaƒ konstruk-cyjnych ukierunkowanych na konkretne potrzebyi zastosowania. Dzia∏ania in˝ynierskie prowadzàcedo uzyskania za∏o˝onych walorów u˝ytkowych sàÊciÊle zdeterminowane za∏o˝eniami z etapu koncep-cyjnego; s∏u˝à uÊciÊleniu tych za∏o˝eƒ, opracowa-niu wielu mo˝liwych wariantów i wyborowi naj-lepszego.
Mo˝liwe sà dwa skrajne podejÊcia do rozwiàzy-wania tego rodzaju zadaƒ. Pierwszy kierunek, wy-nikajàcy z dynamicznego rozwoju i niemal nieograni-czonych mo˝liwoÊci wspó∏czesnych narz´dzi obli-czeniowych, wià˝e si´ z modelowaniem opartym nabardzo szczegó∏owych opisach zjawisk i procesówzachodzàcych w obiektach technicznych. Metodynumeryczne pozwalajàce uzyskiwaç rozwiàzaniauk∏adów o wielu niewiadomych umo˝liwiajà wyko-nywanie z∏o˝onych analiz symulacyjnych, a mnogoÊçwykonywanych operacji przesta∏a stanowiç barier´dla modelowania uwzgl´dniajàcego ogromnà liczb´parametrów. W niektórych Êrodowiskach powsta∏oprzekonanie, ˝e za pomocà symulacji numerycznychmo˝na rozwiàzywaç dowolnie skomplikowane za-
dania, a wnioski z obliczeƒ przek∏adajà si´ bezpo-Êrednio na realia techniczne. Faktycznie rezultatynawet najdok∏adniejszych obliczeƒ symulacyjnychzazwyczaj nie dajà si´ bezpoÊrednio przenieÊç dozastosowaƒ praktycznych: zwykle wymagajà we-ryfikacji empirycznej. WiarygodnoÊç uzyskiwanychrozwiàzaƒ istotnie roÊnie po poprawnie przepro-wadzonej identyfikacji parametrów zastosowanegomodelu obliczeniowego – je˝eli identyfikacja takaopiera si´ na rezultatach badaƒ obiektów rzeczy-wistych.
Drugie podejÊcie k∏adzie stosunkowo niewielkinacisk na potrzeb´ teoretycznych analiz zjawisk za-chodzàcych podczas procesów eksploatacyjnych,odwo∏ujàc si´ g∏ównie do algorytmów uwzgl´d-niajàcych wytyczne zawarte w normach, dyrektywachi innych aktach prawnych. Takie wytyczne cz´stooparte sà na wskaênikach empirycznych, popartychdoÊwiadczeniem w konstruowaniu i eksploatacjiobiektów technicznych. Algorytmy post´powaniaprzyjmujà charakter zapisów proceduralnych i wy-korzystujà nieskomplikowane kryteria kwalifika-cyjne (cz´sto traktowane przez zwolenników badaƒsymulacyjnych jako ma∏o wiarygodne i prowadzàcedo istotnych b∏´dów). Pozwalajà jednak realizowaçpowtarzalne dzia∏ania i uzyskiwaç porównywalne,satysfakcjonujàce rezultaty – wpisujàc si´ tym samymw filozofi´ systemów zarzàdzania, znajdujàcà corazwi´ksze uznanie w ró˝nych obszarach ludzkiej aktyw-
Analiza propagacji energii wibroakustycznejelementem procesu konstruowania i eksploatacji
The analysis of propagation of vibroacoustic energyas a part of the process of designing and maintenance
GRZEGORZ KLEKOT
Streszczenie: Wspó∏czesne narz´dzia wspomagajàce projektowanie obiektów technicznych odwo∏ujà si´ mi´dzy innymido wniosków z badania zmian procesów fizycznych towarzyszàcych eksploatacji, w szczególnoÊci do procesów wibro-akustycznych. Problem polega na zdefiniowaniu takich miar sygna∏ów wibroakustycznych, których zmiany mo˝liwie naj-lepiej odwzorujà analizowane zjawiska fizyczne. Przy zastosowaniu nieskomplikowanych wskaêników odwo∏ujàcych si´do zachodzàcych zjawisk mo˝na uzyskiwaç poprawne rozwiàzania o satysfakcjonujàcym poziomie ufnoÊci bez u˝yciawyrafinowanych i z∏o˝onych technik obliczeniowych wykorzystujàcych deskryptory szczegó∏owe. W artykule przedstawionoproblematyk´ wykorzystania propagacji energii wibroakustycznej w procesie konstruowania i eksploatacji obiektówtechnicznych.
S∏owa kluczowe: sygna∏ wibroakustyczny, propagacja energii wibroakustycznej
Abstract: Modern tools supporting to design technical objects refer to the conclusions from studying the changes of physi-cal processes accompanying the exploitation, especially to vibroacoustic processes. The main problem is to definesuch vibroacoustic measures, where their changes will model the analyzed physical phenomena in the best way. Basingon simple indicators which refer to occurring phenomena, it is possible to obtain accurate solutions with satisfactoryreliance level without using complex computing techniques which use detailed descriptors. The article includes discussionof the issue of the use of vibroacoustic energy propagation in the task of designing and maintaining the technical objects.
Keywords: vibroacoustic signal, vibroacoustic energy propagation
Dr hab. in˝. Grzegorz Klekot – Wydzia∏ Samochodówi Maszyn Roboczych PW, ul. Narbutta 84, 02-524 Warszawa,e-mail: [email protected].
40 ROK WYD. LXXIII ZESZYT 11/2014
noÊci. Doskonalenie skutecznoÊci takich proce-dur jest mo˝liwe przez stosowanie wskaênikówwra˝liwych na zmiany konkretnych cech rozwa˝a-nych obiektów, wskaêników odwo∏ujàcych si´ dofizycznych podstaw oraz do istoty analizowanychzjawisk.
Istnieje wiele sytuacji, gdy podczas rozwiàzywaniakonkretnych zadaƒ in˝ynierskich nie zachodzi ko-niecznoÊç stosowania wyrafinowanych i z∏o˝onychtechnik obliczeniowych wykorzystujàcych deskryp-tory szczegó∏owe, a u˝ycie nieskomplikowanychwskaêników odwo∏ujàcych si´ do zachodzàcych zja-wisk pozwala wnioskowaç wystarczajàco precyzyj-nie [1]. W szczególnoÊci kwestie rozpoznawaniai minimalizacji zagro˝eƒ wibroakustycznych czy te˝oceny stanu technicznego obiektów mo˝na ana-lizowaç na podstawie zmian wartoÊci wskaênikówdefiniowanych przy uwzgl´dnieniu zjawisk towarzy-szàcych propagacji energii wibroakustycznej [2],bowiem sygna∏ wibroakustyczny niesie wiele infor-macji potencjalnie u˝ytecznych do wnioskowaniao stanie obiektu technicznego oraz do rozpoznawaniai minimalizowania zagro˝eƒ drganiami i ha∏asem [3].Dynamiczny charakter i z∏o˝onoÊç procesów wibro-akustycznych narzuca postulat kompleksowegorozwiàzywania takich zagadnieƒ z uwzgl´dnieniemczynników kszta∏tujàcych postaç sygna∏u. Dzia∏anieb´dzie skuteczne pod warunkiem zdefiniowania cechw postaci mierzalnych parametrów, których wagazale˝y od rozwiàzywanego zadania.
KolejnoÊç dzia∏aƒPunkt wyjÊcia do dalszych rozwa˝aƒ b´dzie sta-
nowi∏ sygna∏ rejestrowany co najmniej dwomaprzetwornikami pomiarowymi. Zauwa˝my, ˝e ju˝dwa synchronicznie rejestrowane sygna∏y umo˝li-wiajà badanie przep∏ywu energii wibroakustycznejmi´dzy punktami, w których zlokalizowano przetwor-niki pomiarowe [4]. Wi´ksza liczba punktów skut-kuje szerszymi mo˝liwoÊciami wnioskowania w od-niesieniu do ca∏ego obiektu. Jednak nie zawsze zwi´k-szanie liczby punktów pomiarowych jest celowe,bowiem nieuchronnie prowadzi do niekontrolo-wanego przyrostu liczby pozyskiwanych informacji,których wielowymiarowoÊç b´dzie skutkowaç nie-wielkà przydatnoÊcià do realizacji przyj´tych celów.Podczas analizowania relacji wzajemnych ka˝dynast´pny rejestrowany sygna∏ zwi´ksza wymiarowoÊçprzestrzeni obserwacji, co w konsekwencji prowadzido swoistego chaosu informacyjnego [5]. Dla w∏aÊ-ciwego sformu∏owania zadania kluczowy jest zatemodpowiedni dobór liczby i rodzaju rejestrowanychsygna∏ów.
Na tej podstawie mo˝na pokusiç si´ o prób´opracowania wst´pnej propozycji charakterystykiwibroakustycznej obiektu (rozwa˝anej w dziedzi-nach czasu i cz´stotliwoÊci). Taka charakterystykab´dzie doskonalona z wykorzystaniem modelowaniaze szczególnym naciskiem po∏o˝onym na dominu-jàce wymuszenia. Modelowanie wsparte doÊwiad-
czeniem pozwala mi´dzy innymi optymalizowaçlokalizacj´ przetworników pomiarowych z uwzgl´d-nieniem realizacji konkretnych zadaƒ [6, 7, 8].
Kolejnym krokiem u∏atwiajàcym rozwiàzanie za-dania jest dekompozycja. Z jednej strony przez topoj´cie nale˝y rozumieç podzia∏ obiektu na zespo∏yi elementy wywo∏ujàce procesy wibroakustyczneoraz odpowiadajàce za ich propagacj´; z drugiejstrony poj´cie dekompozycji obejmuje rozk∏adsygna∏u na sk∏adowe (mi´dzy innymi z wykorzys-taniem analizy widmowej) w sposób umo˝liwia-jàcy przypisanie wybranych cech okreÊlonymparametrom eksploatacyjno-u˝ytkowym. WartoÊciliczbowe poszczególnych sk∏adowych utworzàprzestrzeƒ charakteryzujàcà proces wibroakus-tyczny, a w konsekwencji – rozwa˝any obiekt tech-niczny.
Na tym etapie mamy do czynienia z du˝à liczbàcz´Êciowo pogrupowanych danych gotowych dodalszego przetwarzania bàdê do bezpoÊredniegowykorzystania. Z doÊwiadczeƒ wynika, ˝e tylko spo-radycznie udaje si´ proces skutecznego wniosko-wania przeprowadziç bez dodatkowych narz´dziklasyfikacyjnych. Absolutne minimum stanowi do-konanie wyboru klasyfikatorów, zazwyczaj poprze-dzone budowà miar o charakterze globalnym,opartych na elementach przestrzeni charakteryzujàcejproces wibroakustyczny.
Weryfikacja przydatnoÊci miar i opracowanychklasyfikatorów jest mo˝liwa pod warunkiem prze-prowadzenia eksperymentów na obiektach rzeczy-wistych, które z jednej strony pozwolà przeprowa-dziç identyfikacj´ parametrów modelu, z drugiejzaÊ zaw´˝à obszar wartoÊci parametrów obiektówreprezentowanych przez wybrane miary.
Rezultatem finalnym wszystkich opisanych etapówjest przedstawienie stanu rozwa˝anego obiektuw postaci pe∏nej (ze wzgl´du na rozwiàzywane za-danie) informacji o jego w∏aÊciwoÊciach eksploata-cyjnych.
Schemat obrazuje uogólniony tryb post´powa-nia ze wskazaniem wzajemnych zwiàzków mi´dzyposzczególnymi etapami realizacji. Uszczegó∏owie-nia sà mo˝liwe po uwzgl´dnieniu specyfiki kon-kretnych obiektów technicznych oraz rozwiàzywa-nych zadaƒ. Elementy schematu nale˝y traktowaçblokowo; odwzorowujà one dzia∏ania adekwatnedo szczegó∏owej problematyki in˝ynierskiej.
Sposób przedstawienia zagadnieƒ pozwala za-proponowaç metodyk´ o du˝ym stopniu uniwersal-noÊci, przydatnà w obszarach dotychczas postrze-ganych za roz∏àczne. Wykorzystanie deskryptorówumo˝liwiajàcych mi´dzy innymi skuteczne porów-nanie w∏aÊciwoÊci materia∏ów i struktur minima-lizujàcych ucià˝liwoÊç wibroakustycznà obiektówtechnicznych, a zarazem odwzorowujàcych procesyeksploatacyjne, wype∏nia istniejàcà luk´, pozwa-lajàc w warunkach eksperymentu laboratoryjne-go lub plenerowego okreÊlaç jednoznacznie przy-datnoÊç badanych rozwiàzaƒ do konkretnych za-stosowaƒ.

41ROK WYD. LXXIII ZESZYT 11/2014
Propozycja odwzorowania
Koncepcja miar propagacji energii wibroakustycz-nej [1, 2] wykorzystuje fakt, ˝e, jak wiadomo, wartoÊçÊredniokwadratowa amplitudy przebiegu dynamicz-nego jest wprost proporcjonalna do energii sygna∏u[9, 10].
JeÊli oznaczymy energi´ jako U, amplitud´ – x(t), zaÊt – czas ca∏kowania, to zapis wyglàda nast´pujàco:
(1)
Miara efektywnoÊci propagacji energii wibroakus-tycznej H, wià˝àca sygna∏ wymuszony x(t) z wymu-szajàcym P(t) przyjmie postaç:
(2)
Ze wzgl´du na du˝à rozpi´toÊç amplitud sygna∏ówwibroakustycznych cz´sto celowe staje si´ wyko-rzystanie skali logarytmicznej podczas porównywa-nia wartoÊci liczbowych miar:
H[log] = log(H) (3)
Przedstawiony zapis jest jednym ze sposobówumo˝liwiajàcych kompresj´ danych do postaci sze-regu miar jednoliczbowych. Du˝e mo˝liwoÊci ba-dawcze stwarzajà analizy rezultatów opisanychw postaci macierzowej z wykorzystaniem wielu miarbudowanych na przyk∏ad przy ró˝nych przedzia∏achca∏kowania lub po wczeÊniejszym przetworzeniuprzebiegów czasowych.
Koncepcja miar propagacji energii wibroakus-tycznej w sposób naturalny nawiàzuje do twierdze-nia Parsevala [11, 12], z którego wynika identycznoÊç
Rys. 1. Schemat ilustrujàcy tryb analizy propagacji energii wibroakustycznej na potrzeby procesu konstruowania i eksploatacjiobiektów technicznych
42 ROK WYD. LXXIII ZESZYT 11/2014
energii sygna∏u przedstawionego w dziedzinach czasui cz´stotliwoÊci:
(4)
Mo˝liwe jest zatem zdefiniowanie miar propagacjienergii wibroakustycznej tak˝e w dziedzinie cz´sto-tliwoÊci. Równanie (2) zastàpi wówczas zale˝noÊç (5):
(5)
W tej zale˝noÊci X(f) oznacza g´stoÊç widmowàmocy sygna∏u wymuszonego, P(f) – g´stoÊç widmo-wà mocy sygna∏u wymuszajàcego, zaÊ f jest cz´sto-tliwoÊcià w hercach.
Tak zdefiniowana miara faktycznie odpowiadaw dziedzinie cz´stotliwoÊci kwadratowi wspó∏czyn-nika wzmocnienia (kwadratowi modu∏u transmi-tancji) uk∏adu liniowego o sta∏ych parametrach.Subtelna ró˝nica sprowadza si´ do zauwa˝enia, ˝ewspó∏czynnik wzmocnienia dotyczy g´stoÊci wid-mowej, a miary propagacji energii wibroakustycznejoperujà energià procesu odzwierciedlonego widmemlub przebiegiem czasowym, traktujàc równowa˝-nie obliczenia w dziedzinie czasu i w dziedziniecz´stotliwoÊci. Zaproponowane miary energetyczneoperujàc wartoÊciami Êredniokwadratowymi ampli-tud w obu tych dziedzinach sà obliczane z wyko-rzystaniem operacji mno˝enia. Niezaprzeczalnymwalorem jest mo˝liwoÊç ich selektywnego stoso-wania: przez dobór przedzia∏u ca∏kowania miar´ dajesi´ uwra˝liwiç na zmiany niskoenergetyczne nie-zauwa˝alne podczas obserwacji realizacji procesu.
Podsumowanie
Zaprezentowane podejÊcie pozwoli∏o rozwiàzaçwiele problemów technicznych, których przyk∏adyprzedstawiono w monografii [1]. Odpowiednio zde-finiowane globalne miary energetyczne, w szcze-gólnoÊci oparte na procesach wibroakustycznych,zosta∏y wykorzystane do analizowania skompliko-wanych zagadnieƒ in˝ynierskich. U˝ytecznoÊç miarwarunkuje algorytm ich obliczania, który powinienspe∏niç dwa podstawowe warunki: ∏àczyç w sobiecechy obiektu bàdê zjawiska oraz zagwaranto-waç, ˝e przestrzeƒ utworzonych deskryptorów jestprzestrzenià metrycznà; spe∏nienie obu warunkówpozwala prowadziç swobodne obliczenia na wskaê-nikach (b´dàcych tymi miarami).
Poniewa˝ w wielu przypadkach propagacja energiiwibroakustycznej decyduje o walorach funkcjonal-nych obiektu, a cz´Êç tej energii zawsze ulega roz-proszeniu, znaczenia nabierajà miary, które umo˝-liwiajà uwzgl´dnienie w∏asnoÊci rozwa˝anych obiek-tów oraz t∏umienie strukturalne i wewn´trzne.
Poszukiwanie maksymalnego bàdê minimalnegowskaênika liczbowego (b´dàcego faktycznie wartoÊ-
cià funkcji dowolnie wielu zmiennych) jest pod-stawowym kryterium optymalizacji: brak wi´c uza-sadnienia, by odrzucaç operowanie takimi wskaê-nikami (na nieco wy˝szym szczeblu abstrakcji) pod-czas projektowania nowych uk∏adów i urzàdzeƒ.Bezzasadne, wed∏ug autora, jest stawianie kwestiistosowania miar globalnych do opisu zjawisk lubprocesów w opozycji do modelowania – przecie˝faktycznie budowanie takich miar jest te˝ mode-lowaniem, a celem modelowania z kolei jest poszu-kiwanie takich wskaêników (miar).
Wykorzystanie deskryptorów opartych na w∏aÊci-wie dobranych i empirycznie zweryfikowanych mo-delach daje in˝ynierom narz´dzie do stosunkowo∏atwego, efektywnego porównywania i optymalizacjirozwiàzaƒ bez koniecznoÊci dodatkowych rozwa˝aƒszczegó∏owych. Wskaêniki energetyczne, zdaniemautora, sprawdzajà si´ we wszystkich dziedzinach,bowiem nawet dla procesów niskoenergetycznycho ustalonej w dostatecznie d∏ugim czasie Êredniejenergii procesu mo˝na (opierajàc si´ na zaobserwo-wanym, zmieniajàcym si´ kszta∏cie widm chwilo-wych) zdefiniowaç wskaêniki energetyczne w odpo-wiednio dobranych pasmach cz´stotliwoÊci i dla nichrozpatrywaç zmiany energii.
LITERATURA
1. Klekot G.: Zastosowanie miar propagacji energii wibro-akustycznej do monitorowania stanu obiektów orazjako narz´dzie w zarzàdzaniu ha∏asem, ITE PIB, Warszawa– Radom 2012.
2. Klekot G.: Indicator of Vibroacoustic Energy Propagationas a Selection Criterion of Design Solution. Archives ofAcoustics, 38, 4, 2013, pp. 489 – 494.
3. Randall R. B.: The Application of Fault Simulation to Ma-chine Diagnostics and Prognostics. International Journal ofAcoustics and Vibration 14, 2, 2009, pp. 81 – 89.
4. Adamczyk J., Krzyworzeka P., ¸opacz H.: Systemy synchro-nicznego przetwarzania sygna∏ów diagnostycznych. Colle-gium Columbinum, Kraków 1999.
5. Bolc L., Borodziewicz W., Wójcik M.: Podstawy przetwa-rzania informacji niepe∏nej i niepewnej. PWN, Warszawa1991.
6. Dàbrowski Z., Dziurdê J., Klekot G.: Studies on Propagationof Vibroacoustic Energy and its Influence on StructureVibration in a Large-Size Object. Archives Of Acoustics 32,2, 2007, pp. 203 – 212.
7. Deuszkiewicz P., Dobrociƒski S., Dziurdê J., Flis L., Grzà-dziela A., Pakowski R., Specht C.: Diagnostyka wibroakus-tyczna okr´towych silników spalinowych. ITE PIB, Radom2009.
8. Klekot G.: The measure of propagation of vibration forassessment of damages in concrete beam. ZagadnieniaEksploatacji Maszyn, 46, 1(165), 2011, ss. 105 – 112.
9. Crocker M. J.: Handbook of Acoustics. John Willey & SonsInc., New York 1998.
10. Klekot G.: Dobór elementów t∏umiàcych w zadaniu mini-malizacji drgaƒ i ha∏asu torowiska. Przeglàd Mechaniczny, 4,2003, ss. 40 – 46.
11. Bendat J. S., Piersol A. G.: Metody analizy i pomiaru syg-na∏ów losowych. PWN, Warszawa 1976.
12. Bendat J. S., Piersol A. G.: Random Data: Analysis andMeasurement Procedures. 4th ed., Wiley-Interscience, NewJersey 2010.

43ROK WYD. LXXIII ZESZYT 11/2014
Przygotowywana przez producenta zgodnie z dy-rektywà maszynowà [1] deklaracja nt. emitowanegoha∏asu przez maszyn´ zawiera wartoÊci trzech wiel-koÊci charakteryzujàcych emisj´ ha∏asu: poziomuciÊnienia akustycznego emisji skorygowanego cha-rakterystykà cz´stotliwoÊciowà A na stanowisku pracy(jeÊli przekracza 70 dB), szczytowego poziomu ciÊ-nienia akustycznego skorygowanego charakterysty-kà cz´stotliwoÊciowà C na stanowisku pracy (jeÊliprzekracza 130 dB) oraz skorygowanego poziomumocy akustycznej A (jeÊli wartoÊç poziomu ciÊnieniaakustycznego emisji skorygowanego charakterystykàcz´stotliwoÊciowà A na stanowisku pracy przekra-cza 80 dB). Deklaracja ta ma istotne znaczenie dlau˝ytkownika maszyny: u∏atwia wybór maszyny cechu-jàcej si´ ograniczonym ha∏asem. Jednak na podstawietej informacji nie mo˝na okreÊliç nara˝enia pracow-nika na ha∏as w warunkach eksploatacyjnych czy te˝
wykorzystaç deklaracji producenta do przeprowa-dzenia optymalnej lokalizacji maszyny w pomiesz-czeniu eksploatacyjnym.
Globalny wskaênik jakoÊciakustycznej maszyny
Od ponad 10 lat mo˝na zaobserwowaç w Polscerozwój metod wskaênikowych w wibroakustyce [2].Opracowano mi´dzy innymi wskaêniki oceny akus-tycznej maszyn [3, 4], wskaêniki oceny klimatu akus-tycznego hal przemys∏owych [3, 5] oraz wskaênikioceny obiektów sakralnych [6].
Zaproponowany globalny wskaênik jakoÊci akus-tycznej maszyny QGWA jest funkcjà 5 wskaênikówczàstkowych i mo˝e byç okreÊlony z zale˝noÊci [7 – 9]:
QGWA = QN · QR · QΘ · Qimp · QF
gdzie:QN – wskaênik mocy akustycznej,QR – wskaênik odleg∏oÊci stanowiska pracy od
maszyny,Q
Θ – wskaênik kierunkowoÊci promieniowania,
Qimp – wskaênik ha∏asu impulsowego i uderze-niowego,
QF – wskaênik rozk∏adu widma ha∏asu.
Zastosowanieglobalnego wskaênika jakoÊci akustycznej maszyndo optymalizacji lokalizacji maszyn i stanowiskpracy ze wzgl´du na zagro˝enie ha∏asem*)
The use of global index of sound quality of the machinefor optimization of machines and workplaces locations
DARIUSZ PLEBAN
Streszczenie: W artykule przedstawiono wyniki pracy nad opracowaniem narz´dzia komputerowego umo˝liwiajàcegoprognozowanie ha∏asu i optymalizacj´ lokalizacji maszyn i stanowisk pracy w pomieszczeniu przemys∏owym. Opracowanoglobalny wskaênik jakoÊci akustycznej maszyny, uwzgl´dniajàcy zale˝noÊci mi´dzy poziomem ha∏asu na stanowisku pracya parametrami charakteryzujàcymi aktywnoÊç wibroakustycznà maszyny i parametrami charakteryzujàcymi pomieszczenieeksploatacyjne. Opracowany program komputerowy do prognozowania i optymalizacji wykorzystuje algorytm genetycznyoraz globalny wskaênik jakoÊci akustycznej.
S∏owa kluczowe: ha∏as, optymalizacja, maszyny, algorytm genetyczny
Abstract: The paper describes the results of a study aimed at elaborating a tool for noise prediction and optimizationof machines and workplaces locations in industrial rooms. The global index of acoustic quality of the machine waselaborated. This index accounts for the relations between the noise level at the workplace and selected parameters charac-terising both the machine’s sound activity and the working environment. The genetic algorithm and the global index ofthe acoustic quality of the machine were used in a computer tool for predicting noise emission and optimum locationsof machines and workplaces.
Keywords: noise, optimization, machinery, genetic algorithm
Dr hab. in˝. Dariusz Pleban – Centralny Instytut OchronyPracy-Paƒstwowy Instytut Badawczy, ul. Czerniakowska 16,00-701 Warszawa, e-mail: [email protected].
*) Publikacja opracowana na podstawie wyników I etapuprogramu wieloletniego pn. „Poprawa bezpieczeƒstwa i wa-runków pracy”, finansowanego w latach 2008-2010 w zakresiezadaƒ s∏u˝b paƒstwowych przez Ministerstwo Pracy i PolitykiSpo∏ecznej. Koordynator programu: Centralny Instytut OchronyPracy-Paƒstwowy Instytut Badawczy.
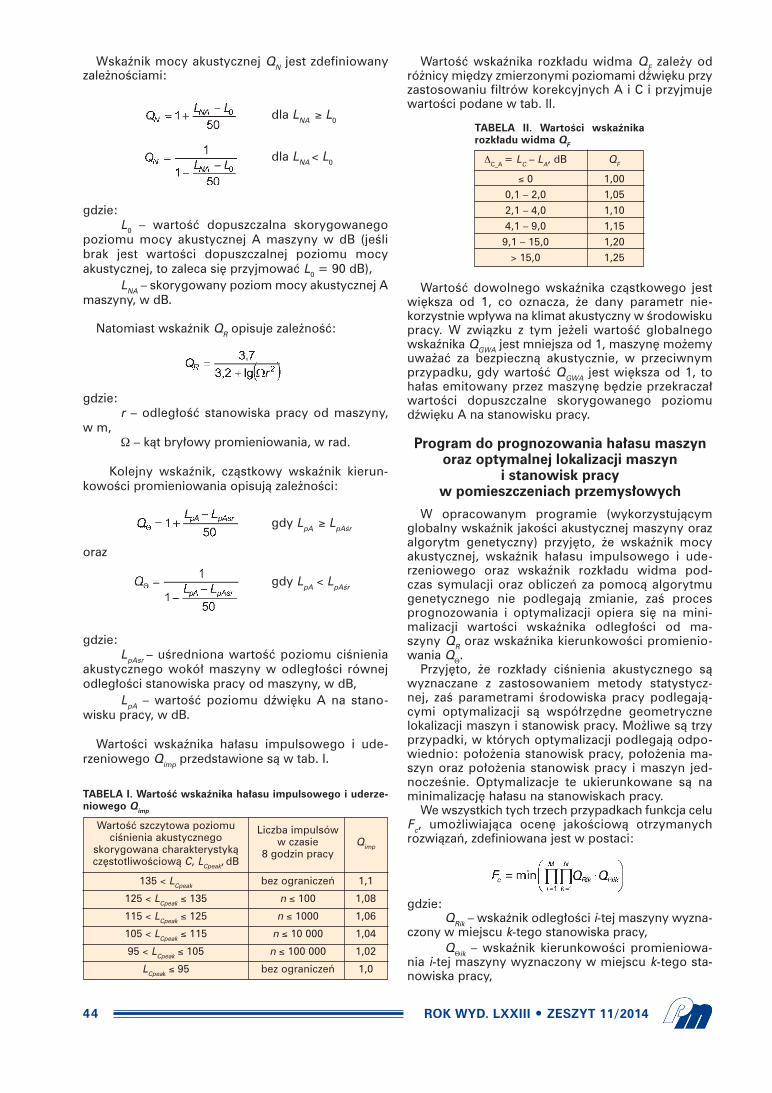
44 ROK WYD. LXXIII ZESZYT 11/2014
Wskaênik mocy akustycznej QN jest zdefiniowanyzale˝noÊciami:
dla LNA ≥ L0
dla LNA < L0
gdzie:L0 – wartoÊç dopuszczalna skorygowanego
poziomu mocy akustycznej A maszyny w dB (jeÊlibrak jest wartoÊci dopuszczalnej poziomu mocyakustycznej, to zaleca si´ przyjmowaç L0 = 90 dB),
LNA – skorygowany poziom mocy akustycznej Amaszyny, w dB.
Natomiast wskaênik QR opisuje zale˝noÊç:
gdzie:r – odleg∏oÊç stanowiska pracy od maszyny,
w m,Ω – kàt bry∏owy promieniowania, w rad.
Kolejny wskaênik, czàstkowy wskaênik kierun-kowoÊci promieniowania opisujà zale˝noÊci:
gdy LpA ≥ LpAÊr
oraz
gdy LpA < LpAÊr
gdzie:LpAsr – uÊredniona wartoÊç poziomu ciÊnienia
akustycznego wokó∏ maszyny w odleg∏oÊci równejodleg∏oÊci stanowiska pracy od maszyny, w dB,
LpA – wartoÊç poziomu dêwi´ku A na stano-wisku pracy, w dB.
WartoÊci wskaênika ha∏asu impulsowego i ude-rzeniowego Qimp przedstawione sà w tab. I.
WartoÊç dowolnego wskaênika czàstkowego jestwi´ksza od 1, co oznacza, ˝e dany parametr nie-korzystnie wp∏ywa na klimat akustyczny w Êrodowiskupracy. W zwiàzku z tym je˝eli wartoÊç globalnegowskaênika QGWA jest mniejsza od 1, maszyn´ mo˝emyuwa˝aç za bezpiecznà akustycznie, w przeciwnymprzypadku, gdy wartoÊç QGWA jest wi´ksza od 1, toha∏as emitowany przez maszyn´ b´dzie przekracza∏wartoÊci dopuszczalne skorygowanego poziomudêwi´ku A na stanowisku pracy.
Program do prognozowania ha∏asu maszynoraz optymalnej lokalizacji maszyn
i stanowisk pracyw pomieszczeniach przemys∏owych
W opracowanym programie (wykorzystujàcymglobalny wskaênik jakoÊci akustycznej maszyny orazalgorytm genetyczny) przyj´to, ˝e wskaênik mocyakustycznej, wskaênik ha∏asu impulsowego i ude-rzeniowego oraz wskaênik rozk∏adu widma pod-czas symulacji oraz obliczeƒ za pomocà algorytmugenetycznego nie podlegajà zmianie, zaÊ procesprognozowania i optymalizacji opiera si´ na mini-malizacji wartoÊci wskaênika odleg∏oÊci od ma-szyny QR oraz wskaênika kierunkowoÊci promienio-wania Q
Θ.
Przyj´to, ˝e rozk∏ady ciÊnienia akustycznego sàwyznaczane z zastosowaniem metody statystycz-nej, zaÊ parametrami Êrodowiska pracy podlegajà-cymi optymalizacji sà wspó∏rz´dne geometrycznelokalizacji maszyn i stanowisk pracy. Mo˝liwe sà trzyprzypadki, w których optymalizacji podlegajà odpo-wiednio: po∏o˝enia stanowisk pracy, po∏o˝enia ma-szyn oraz po∏o˝enia stanowisk pracy i maszyn jed-noczeÊnie. Optymalizacje te ukierunkowane sà naminimalizacj´ ha∏asu na stanowiskach pracy.
We wszystkich tych trzech przypadkach funkcja celuFc, umo˝liwiajàca ocen´ jakoÊciowà otrzymanychrozwiàzaƒ, zdefiniowana jest w postaci:
gdzie:QRik – wskaênik odleg∏oÊci i-tej maszyny wyzna-
czony w miejscu k-tego stanowiska pracy,Q
Θik – wskaênik kierunkowoÊci promieniowa-nia i-tej maszyny wyznaczony w miejscu k-tego sta-nowiska pracy,
TABELA I. WartoÊç wskaênika ha∏asu impulsowego i uderze-niowego Qimp
WartoÊç szczytowa poziomuciÊnienia akustycznego
Liczba impulsów
skorygowana charakterystykàw czasie Qimp
cz´stotliwoÊciowà C, LCpeak, dB8 godzin pracy
135 < LCpeak bez ograniczeƒ 1,1
125 < LCpeak ≤ 135 n ≤ 100 1,08
115 < LCpeak ≤ 125 n ≤ 1000 1,06
105 < LCpeak ≤ 115 n ≤ 10 000 1,04
95 < LCpeak ≤ 105 n ≤ 100 000 1,02
LCpeak ≤ 95 bez ograniczeƒ 1,0
TABELA II. WartoÊci wskaênikarozk∏adu widma QF
∆C_A = LC – LA, dB QF
≤ 0 1,000,1 – 2,0 1,052,1 – 4,0 1,104,1 – 9,0 1,15
9,1 – 15,0 1,20> 15,0 1,25
WartoÊç wskaênika rozk∏adu widma QF zale˝y odró˝nicy mi´dzy zmierzonymi poziomami dêwi´ku przyzastosowaniu filtrów korekcyjnych A i C i przyjmujewartoÊci podane w tab. II.
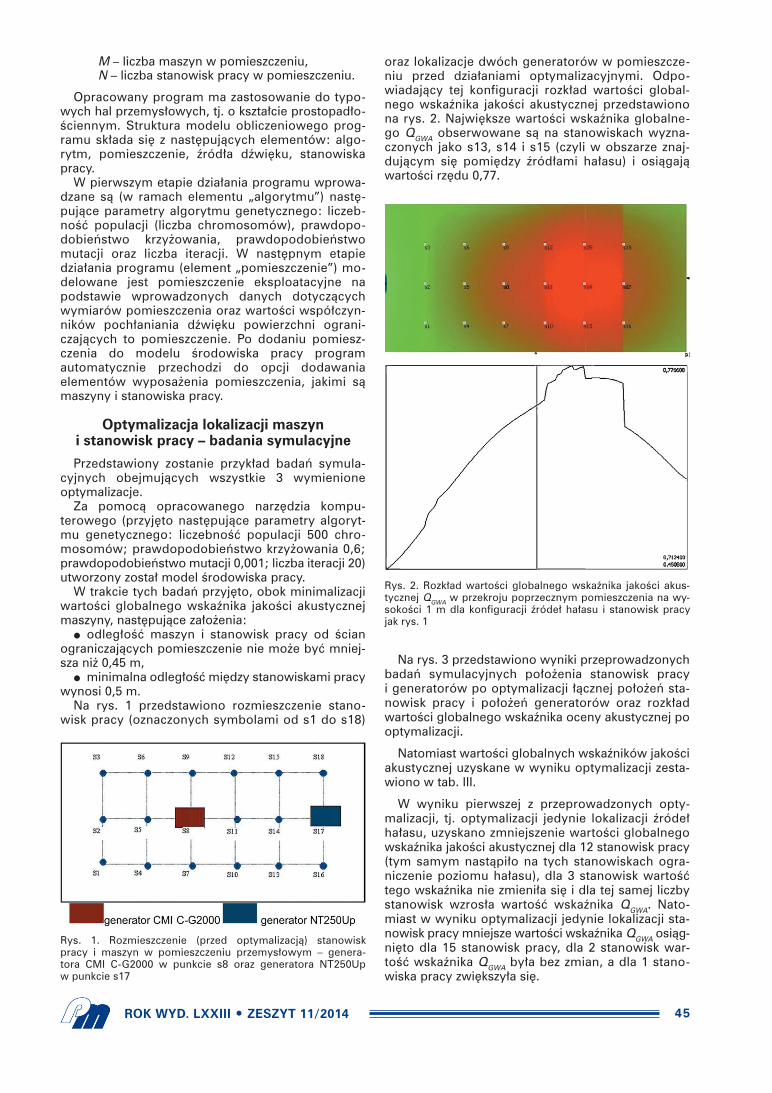
45ROK WYD. LXXIII ZESZYT 11/2014
M – liczba maszyn w pomieszczeniu,N – liczba stanowisk pracy w pomieszczeniu.
Opracowany program ma zastosowanie do typo-wych hal przemys∏owych, tj. o kszta∏cie prostopad∏o-Êciennym. Struktura modelu obliczeniowego prog-ramu sk∏ada si´ z nast´pujàcych elementów: algo-rytm, pomieszczenie, êród∏a dêwi´ku, stanowiskapracy.
W pierwszym etapie dzia∏ania programu wprowa-dzane sà (w ramach elementu „algorytmu”) nast´-pujàce parametry algorytmu genetycznego: liczeb-noÊç populacji (liczba chromosomów), prawdopo-dobieƒstwo krzy˝owania, prawdopodobieƒstwomutacji oraz liczba iteracji. W nast´pnym etapiedzia∏ania programu (element „pomieszczenie”) mo-delowane jest pomieszczenie eksploatacyjne napodstawie wprowadzonych danych dotyczàcychwymiarów pomieszczenia oraz wartoÊci wspó∏czyn-ników poch∏aniania dêwi´ku powierzchni ograni-czajàcych to pomieszczenie. Po dodaniu pomiesz-czenia do modelu Êrodowiska pracy programautomatycznie przechodzi do opcji dodawaniaelementów wyposa˝enia pomieszczenia, jakimi sàmaszyny i stanowiska pracy.
Optymalizacja lokalizacji maszyni stanowisk pracy – badania symulacyjne
Przedstawiony zostanie przyk∏ad badaƒ symula-cyjnych obejmujàcych wszystkie 3 wymienioneoptymalizacje.
Za pomocà opracowanego narz´dzia kompu-terowego (przyj´to nast´pujàce parametry algoryt-mu genetycznego: liczebnoÊç populacji 500 chro-mosomów; prawdopodobieƒstwo krzy˝owania 0,6;prawdopodobieƒstwo mutacji 0,001; liczba iteracji 20)utworzony zosta∏ model Êrodowiska pracy.
W trakcie tych badaƒ przyj´to, obok minimalizacjiwartoÊci globalnego wskaênika jakoÊci akustycznejmaszyny, nast´pujàce za∏o˝enia:
odleg∏oÊç maszyn i stanowisk pracy od Êcianograniczajàcych pomieszczenie nie mo˝e byç mniej-sza ni˝ 0,45 m,
minimalna odleg∏oÊç mi´dzy stanowiskami pracywynosi 0,5 m.
Na rys. 1 przedstawiono rozmieszczenie stano-wisk pracy (oznaczonych symbolami od s1 do s18)
Na rys. 3 przedstawiono wyniki przeprowadzonychbadaƒ symulacyjnych po∏o˝enia stanowisk pracyi generatorów po optymalizacji ∏àcznej po∏o˝eƒ sta-nowisk pracy i po∏o˝eƒ generatorów oraz rozk∏adwartoÊci globalnego wskaênika oceny akustycznej pooptymalizacji.
Natomiast wartoÊci globalnych wskaêników jakoÊciakustycznej uzyskane w wyniku optymalizacji zesta-wiono w tab. III.
W wyniku pierwszej z przeprowadzonych opty-malizacji, tj. optymalizacji jedynie lokalizacji êróde∏ha∏asu, uzyskano zmniejszenie wartoÊci globalnegowskaênika jakoÊci akustycznej dla 12 stanowisk pracy(tym samym nastàpi∏o na tych stanowiskach ogra-niczenie poziomu ha∏asu), dla 3 stanowisk wartoÊçtego wskaênika nie zmieni∏a si´ i dla tej samej liczbystanowisk wzros∏a wartoÊç wskaênika QGWA. Nato-miast w wyniku optymalizacji jedynie lokalizacji sta-nowisk pracy mniejsze wartoÊci wskaênika QGWA osiàg-ni´to dla 15 stanowisk pracy, dla 2 stanowisk war-toÊç wskaênika QGWA by∏a bez zmian, a dla 1 stano-wiska pracy zwi´kszy∏a si´.
oraz lokalizacje dwóch generatorów w pomieszcze-niu przed dzia∏aniami optymalizacyjnymi. Odpo-wiadajàcy tej konfiguracji rozk∏ad wartoÊci global-nego wskaênika jakoÊci akustycznej przedstawionona rys. 2. Najwi´ksze wartoÊci wskaênika globalne-go QGWA obserwowane sà na stanowiskach wyzna-czonych jako s13, s14 i s15 (czyli w obszarze znaj-dujàcym si´ pomi´dzy êród∏ami ha∏asu) i osiàgajàwartoÊci rz´du 0,77.
Rys. 1. Rozmieszczenie (przed optymalizacjà) stanowiskpracy i maszyn w pomieszczeniu przemys∏owym – genera-tora CMI C-G2000 w punkcie s8 oraz generatora NT250Upw punkcie s17
Rys. 2. Rozk∏ad wartoÊci globalnego wskaênika jakoÊci akus-tycznej QGWA w przekroju poprzecznym pomieszczenia na wy-sokoÊci 1 m dla konfiguracji êróde∏ ha∏asu i stanowisk pracyjak rys. 1
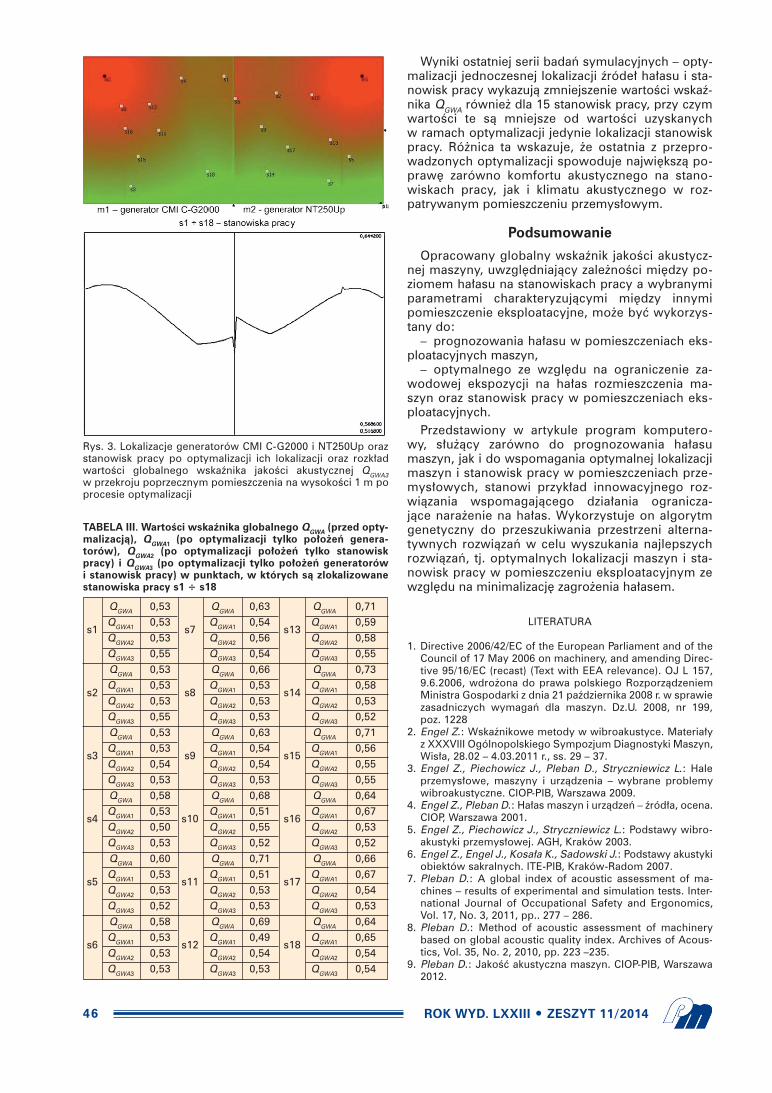
46 ROK WYD. LXXIII ZESZYT 11/2014
Wyniki ostatniej serii badaƒ symulacyjnych – opty-malizacji jednoczesnej lokalizacji êróde∏ ha∏asu i sta-nowisk pracy wykazujà zmniejszenie wartoÊci wskaê-nika QGWA równie˝ dla 15 stanowisk pracy, przy czymwartoÊci te sà mniejsze od wartoÊci uzyskanychw ramach optymalizacji jedynie lokalizacji stanowiskpracy. Ró˝nica ta wskazuje, ˝e ostatnia z przepro-wadzonych optymalizacji spowoduje najwi´kszà po-praw´ zarówno komfortu akustycznego na stano-wiskach pracy, jak i klimatu akustycznego w roz-patrywanym pomieszczeniu przemys∏owym.
Podsumowanie
Opracowany globalny wskaênik jakoÊci akustycz-nej maszyny, uwzgl´dniajàcy zale˝noÊci mi´dzy po-ziomem ha∏asu na stanowiskach pracy a wybranymiparametrami charakteryzujàcymi mi´dzy innymipomieszczenie eksploatacyjne, mo˝e byç wykorzys-tany do:
– prognozowania ha∏asu w pomieszczeniach eks-ploatacyjnych maszyn,
– optymalnego ze wzgl´du na ograniczenie za-wodowej ekspozycji na ha∏as rozmieszczenia ma-szyn oraz stanowisk pracy w pomieszczeniach eks-ploatacyjnych.
Przedstawiony w artykule program komputero-wy, s∏u˝àcy zarówno do prognozowania ha∏asumaszyn, jak i do wspomagania optymalnej lokalizacjimaszyn i stanowisk pracy w pomieszczeniach prze-mys∏owych, stanowi przyk∏ad innowacyjnego roz-wiàzania wspomagajàcego dzia∏ania ogranicza-jàce nara˝enie na ha∏as. Wykorzystuje on algorytmgenetyczny do przeszukiwania przestrzeni alterna-tywnych rozwiàzaƒ w celu wyszukania najlepszychrozwiàzaƒ, tj. optymalnych lokalizacji maszyn i sta-nowisk pracy w pomieszczeniu eksploatacyjnym zewzgl´du na minimalizacj´ zagro˝enia ha∏asem.
LITERATURA
1. Directive 2006/42/EC of the European Parliament and of theCouncil of 17 May 2006 on machinery, and amending Direc-tive 95/16/EC (recast) (Text with EEA relevance). OJ L 157,9.6.2006, wdro˝ona do prawa polskiego RozporzàdzeniemMinistra Gospodarki z dnia 21 paêdziernika 2008 r. w sprawiezasadniczych wymagaƒ dla maszyn. Dz.U. 2008, nr 199,poz. 1228
2. Engel Z.: Wskaênikowe metody w wibroakustyce. Materia∏yz XXXVIII Ogólnopolskiego Sympozjum Diagnostyki Maszyn,Wis∏a, 28.02 – 4.03.2011 r., ss. 29 – 37.
3. Engel Z., Piechowicz J., Pleban D., Stryczniewicz L.: Haleprzemys∏owe, maszyny i urzàdzenia – wybrane problemywibroakustyczne. CIOP-PIB, Warszawa 2009.
4. Engel Z., Pleban D.: Ha∏as maszyn i urzàdzeƒ – êród∏a, ocena.CIOP, Warszawa 2001.
5. Engel Z., Piechowicz J., Stryczniewicz L.: Podstawy wibro-akustyki przemys∏owej. AGH, Kraków 2003.
6. Engel Z., Engel J., Kosa∏a K., Sadowski J.: Podstawy akustykiobiektów sakralnych. ITE-PIB, Kraków-Radom 2007.
7. Pleban D.: A global index of acoustic assessment of ma-chines – results of experimental and simulation tests. Inter-national Journal of Occupational Safety and Ergonomics,Vol. 17, No. 3, 2011, pp.. 277 – 286.
8. Pleban D.: Method of acoustic assessment of machinerybased on global acoustic quality index. Archives of Acous-tics, Vol. 35, No. 2, 2010, pp. 223 –235.
9. Pleban D.: JakoÊç akustyczna maszyn. CIOP-PIB, Warszawa2012.
TABELA III. WartoÊci wskaênika globalnego QGWA (przed opty-malizacjà), QGWA1 (po optymalizacji tylko po∏o˝eƒ genera-torów), QGWA2 (po optymalizacji po∏o˝eƒ tylko stanowiskpracy) i QGWA3 (po optymalizacji tylko po∏o˝eƒ generatorówi stanowisk pracy) w punktach, w których sà zlokalizowanestanowiska pracy s1 ÷ s18
QGWA 0,53 QGWA 0,63 QGWA 0,71
s1QGWA1 0,53
s7QGWA1 0,54
s13QGWA1 0,59
QGWA2 0,53 QGWA2 0,56 QGWA2 0,58QGWA3 0,55 QGWA3 0,54 QGWA3 0,55QGWA 0,53 QGWA 0,66 QGWA 0,73
s2QGWA1 0,53
s8QGWA1 0,53
s14QGWA1 0,58
QGWA2 0,53 QGWA2 0,53 QGWA2 0,53QGWA3 0,55 QGWA3 0,53 QGWA3 0,52QGWA 0,53 QGWA 0,63 QGWA 0,71
s3QGWA1 0,53
s9QGWA1 0,54
s15QGWA1 0,56
QGWA2 0,54 QGWA2 0,54 QGWA2 0,55QGWA3 0,53 QGWA3 0,53 QGWA3 0,55QGWA 0,58 QGWA 0,68 QGWA 0,64
s4QGWA1 0,53
s10QGWA1 0,51
s16QGWA1 0,67
QGWA2 0,50 QGWA2 0,55 QGWA2 0,53QGWA3 0,53 QGWA3 0,52 QGWA3 0,52QGWA 0,60 QGWA 0,71 QGWA 0,66
s5QGWA1 0,53
s11QGWA1 0,51
s17QGWA1 0,67
QGWA2 0,53 QGWA2 0,53 QGWA2 0,54QGWA3 0,52 QGWA3 0,53 QGWA3 0,53QGWA 0,58 QGWA 0,69 QGWA 0,64
s6QGWA1 0,53
s12QGWA1 0,49
s18QGWA1 0,65
QGWA2 0,53 QGWA2 0,54 QGWA2 0,54QGWA3 0,53 QGWA3 0,53 QGWA3 0,54
Rys. 3. Lokalizacje generatorów CMI C-G2000 i NT250Up orazstanowisk pracy po optymalizacji ich lokalizacji oraz rozk∏adwartoÊci globalnego wskaênika jakoÊci akustycznej QGWA3w przekroju poprzecznym pomieszczenia na wysokoÊci 1 m poprocesie optymalizacji
47ROK WYD. LXXIII ZESZYT 11/2014
Dystrybucja parametrów pola akustycznegowytworzonego przez êród∏o dêwi´ku umieszczonew obszarze zamkni´tym jest funkcjà wielu czynni-ków, m.in. geometrii pomieszczenia, konfiguracjioraz w∏aÊciwoÊci akustycznych rozwiàzaƒ materia-∏owo-konstrukcyjnych wewn´trznych powierzchnii innych. Badania teoretyczne i eksperymentalnedostarczajà wielu metod analizy cech tego pola.W zakresie Êrednich i wysokich cz´stotliwoÊci istniejàprogramy wspomagania komputerowego do wyzna-czania wybranych parametrów pola akustycznegoo algorytmach wykorzystujàcych zasady akustykigeometrycznej. W dziedzinie ma∏ych cz´stotliwoÊci doopisu pola akustycznego w pomieszczeniach stosujesi´ modele falowe, w których rozwiàzuje si´ równanie
falowe. Wzrastajàce mo˝liwoÊci równoleg∏ego po-zyskiwania danych i skutecznego ich przetwarzaniaoraz zwi´kszenie mocy obliczeniowych komputerówpozwoli∏y na zastosowanie metod inwersyjnychw dziedzinie wibroakustyki. Jedna z koncepcji zasto-sowania metod inwersji w zagadnieniach akustycz-nych zak∏ada, ˝e mo˝liwe jest odtworzenie paramet-rów obszaru uk∏adu wibroakustycznego, jeÊli jestznana funkcja przejÊcia lub model propagacji wià-˝àcy pole akustyczne z w∏aÊciwoÊciami akustycznymibrzegu obszaru. Odwrotne sformu∏owanie problemuw akustyce oznacza, ˝e parametry akustyczne modelumaszyny czy pomieszczenia pozyskiwane sà z wyni-ków pomiarów odpowiednich wielkoÊci w ich poluakustycznym. W artykule pokazano po∏àczenie me-tody eksperymentalnej z modelowaniem numerycz-nym pola akustycznego w ma∏ym pomieszczeniu typuprzemys∏owego, co pozwoli∏o na wyznaczenie im-pedancji akustycznej powierzchni ograniczajàcychanalizowany obszar pola akustycznego.
Wyznaczenie impedancji akustycznejz wykorzystaniem inwersjimetody elementów brzegowych
Determination of acoustic impedance using the inverseboundary element method
JANUSZ PIECHOWICZ
Streszczenie: W∏aÊciwoÊci akustyczne pomieszczenia wynikajà z jego geometrii, konfiguracji oraz w∏aÊciwoÊci akustycznychmateria∏ów pokrywajàcych wewn´trzne powierzchnie. Uk∏ad ten ma decydujàcy wp∏yw na cechy pola akustycznegowytworzonego przez êród∏o dêwi´ku umieszczone w obszarze zamkni´tym. Wykorzystanie teorii i eksperymentu pozwalana stworzenie wielu metod analizy cech pola akustycznego. W zakresie ma∏ych cz´stotliwoÊci do opisu pola akustycz-nego w pomieszczeniach stosuje si´ model falowy oparty na rozwiàzaniu równania falowego. Wzrastajàce mo˝liwoÊcirównoleg∏ego pozyskiwania danych i skutecznego ich przetwarzania oraz zwi´kszenie zdolnoÊci obliczeniowychkomputerów pozwoli∏y na zastosowanie metod inwersyjnych w dziedzinie wibroakustyki. Koncepcja stosowania metodinwersji w akustyce oparta jest na za∏o˝eniu, ˝e mo˝liwe jest odtworzenie parametrów obszaru uk∏adu wibroakustycznego,jeÊli znana jest funkcja przejÊcia lub model propagacji wià˝àcy pole akustyczne z w∏aÊciwoÊciami akustycznymi brzeguobszaru. Celem badaƒ by∏a analiza w∏aÊciwoÊci akustycznych pomieszczeƒ typu przemys∏owego z zastosowaniem metodyinwersji. Szczególna uwaga zosta∏a zwrócona na ma∏e pomieszczenia przemys∏owe i zjawiska akustyczne zachodzàcew ma∏ych cz´stotliwoÊciach.
S∏owa kluczowe: wibroakustyka, impedancja akustyczna, metody inwersji
Abstract: The acoustic properties of the room follow from its geometry, configuration and acoustic properties of materialscovering its internal surfaces. This system has a decisive effect on the characteristics of the acoustic field producedby a source located in a closed area. Theoretical and experimental methods of analysis provide many features of the soundfield. The wave model based on the solution of the wave equation has been used to describe the sound field in roomsin the low frequencies. The increasing possibility of parallel data acquisition and processing them effectively and increasethe calculation capacity of computers made it possible to apply inversion methods in the field of vibroacoustics. Theconcept of inversion methods in acoustics is based on the fact that it is possible to restore the area of vibroacousticparameters knowing the transfer function or binding propagation model of the sound field acoustic properties of the edgeof the area. The aim of the study was to analyse the acoustic characteristics of the industrial type room using the methodof inversion. Particular attention was paid to the small industrial premises and acoustic phenomena occurring in lowfrequencies.
Keywords: vibroacoustics, acoustic impedance, inverse methods
Dr hab. in˝. Janusz Piechowicz – AGH AkademiaGórniczo-Hutnicza w Krakowie, Katedra Mechaniki i Wib-roakustyki, al. Mickiewicza 30, 30-059 Kraków, e-mail:[email protected].
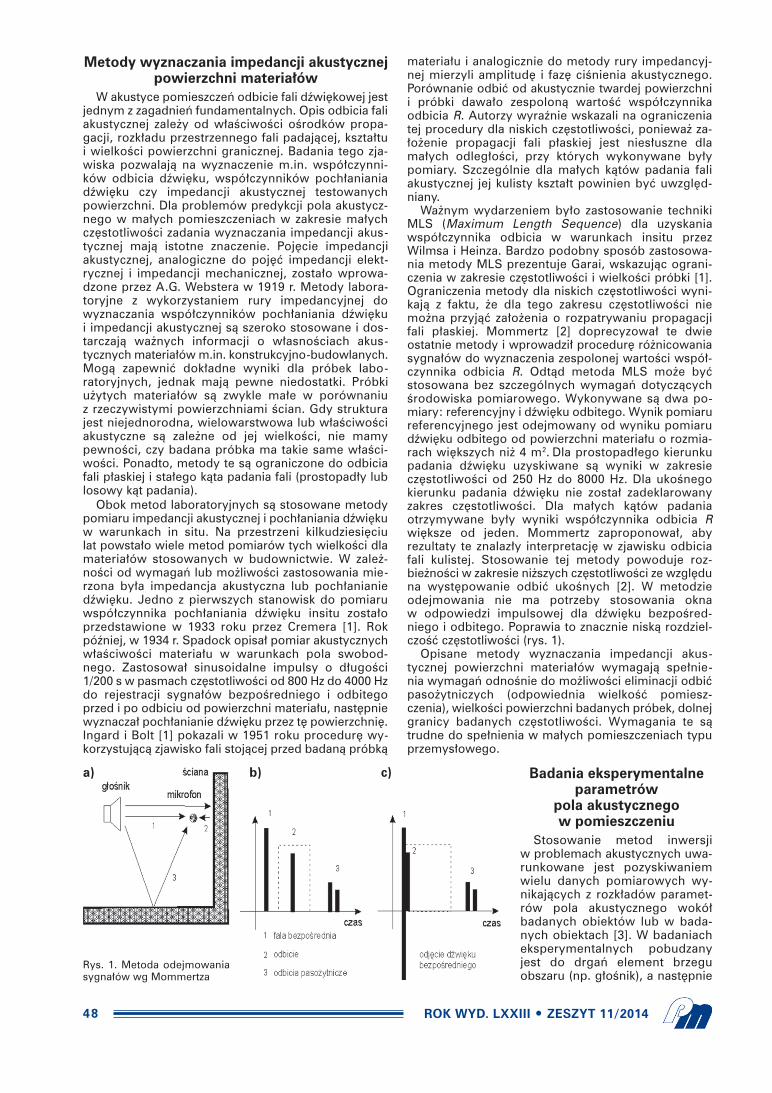
48 ROK WYD. LXXIII ZESZYT 11/2014
Metody wyznaczania impedancji akustycznejpowierzchni materia∏ów
W akustyce pomieszczeƒ odbicie fali dêwi´kowej jestjednym z zagadnieƒ fundamentalnych. Opis odbicia faliakustycznej zale˝y od w∏aÊciwoÊci oÊrodków propa-gacji, rozk∏adu przestrzennego fali padajàcej, kszta∏tui wielkoÊci powierzchni granicznej. Badania tego zja-wiska pozwalajà na wyznaczenie m.in. wspó∏czynni-ków odbicia dêwi´ku, wspó∏czynników poch∏anianiadêwi´ku czy impedancji akustycznej testowanychpowierzchni. Dla problemów predykcji pola akustycz-nego w ma∏ych pomieszczeniach w zakresie ma∏ychcz´stotliwoÊci zadania wyznaczania impedancji akus-tycznej majà istotne znaczenie. Poj´cie impedancjiakustycznej, analogiczne do poj´ç impedancji elekt-rycznej i impedancji mechanicznej, zosta∏o wprowa-dzone przez A.G. Webstera w 1919 r. Metody labora-toryjne z wykorzystaniem rury impedancyjnej dowyznaczania wspó∏czynników poch∏aniania dêwi´kui impedancji akustycznej sà szeroko stosowane i dos-tarczajà wa˝nych informacji o w∏asnoÊciach akus-tycznych materia∏ów m.in. konstrukcyjno-budowlanych.Mogà zapewniç dok∏adne wyniki dla próbek labo-ratoryjnych, jednak majà pewne niedostatki. Próbkiu˝ytych materia∏ów sà zwykle ma∏e w porównaniuz rzeczywistymi powierzchniami Êcian. Gdy strukturajest niejednorodna, wielowarstwowa lub w∏aÊciwoÊciakustyczne sà zale˝ne od jej wielkoÊci, nie mamypewnoÊci, czy badana próbka ma takie same w∏aÊci-woÊci. Ponadto, metody te sà ograniczone do odbiciafali p∏askiej i sta∏ego kàta padania fali (prostopad∏y lublosowy kàt padania).
Obok metod laboratoryjnych sà stosowane metodypomiaru impedancji akustycznej i poch∏aniania dêwi´kuw warunkach in situ. Na przestrzeni kilkudziesi´ciulat powsta∏o wiele metod pomiarów tych wielkoÊci dlamateria∏ów stosowanych w budownictwie. W zale˝-noÊci od wymagaƒ lub mo˝liwoÊci zastosowania mie-rzona by∏a impedancja akustyczna lub poch∏anianiedêwi´ku. Jedno z pierwszych stanowisk do pomiaruwspó∏czynnika poch∏aniania dêwi´ku insitu zosta∏oprzedstawione w 1933 roku przez Cremera [1]. Rokpóêniej, w 1934 r. Spadock opisa∏ pomiar akustycznychw∏aÊciwoÊci materia∏u w warunkach pola swobod-nego. Zastosowa∏ sinusoidalne impulsy o d∏ugoÊci1/200 s w pasmach cz´stotliwoÊci od 800 Hz do 4000 Hzdo rejestracji sygna∏ów bezpoÊredniego i odbitegoprzed i po odbiciu od powierzchni materia∏u, nast´pniewyznacza∏ poch∏anianie dêwi´ku przez t´ powierzchni´.Ingard i Bolt [1] pokazali w 1951 roku procedur´ wy-korzystujàcà zjawisko fali stojàcej przed badanà próbkà
materia∏u i analogicznie do metody rury impedancyj-nej mierzyli amplitud´ i faz´ ciÊnienia akustycznego.Porównanie odbiç od akustycznie twardej powierzchnii próbki dawa∏o zespolonà wartoÊç wspó∏czynnikaodbicia R. Autorzy wyraênie wskazali na ograniczeniatej procedury dla niskich cz´stotliwoÊci, poniewa˝ za-∏o˝enie propagacji fali p∏askiej jest nies∏uszne dlama∏ych odleg∏oÊci, przy których wykonywane by∏ypomiary. Szczególnie dla ma∏ych kàtów padania faliakustycznej jej kulisty kszta∏t powinien byç uwzgl´d-niany.
Wa˝nym wydarzeniem by∏o zastosowanie technikiMLS (Maximum Length Sequence) dla uzyskaniawspó∏czynnika odbicia w warunkach insitu przezWilmsa i Heinza. Bardzo podobny sposób zastosowa-nia metody MLS prezentuje Garai, wskazujàc ograni-czenia w zakresie cz´stotliwoÊci i wielkoÊci próbki [1].Ograniczenia metody dla niskich cz´stotliwoÊci wyni-kajà z faktu, ˝e dla tego zakresu cz´stotliwoÊci niemo˝na przyjàç za∏o˝enia o rozpatrywaniu propagacjifali p∏askiej. Mommertz [2] doprecyzowa∏ te dwieostatnie metody i wprowadzi∏ procedur´ ró˝nicowaniasygna∏ów do wyznaczenia zespolonej wartoÊci wspó∏-czynnika odbicia R. Odtàd metoda MLS mo˝e byçstosowana bez szczególnych wymagaƒ dotyczàcychÊrodowiska pomiarowego. Wykonywane sà dwa po-miary: referencyjny i dêwi´ku odbitego. Wynik pomiarureferencyjnego jest odejmowany od wyniku pomiarudêwi´ku odbitego od powierzchni materia∏u o rozmia-rach wi´kszych ni˝ 4 m2. Dla prostopad∏ego kierunkupadania dêwi´ku uzyskiwane sà wyniki w zakresiecz´stotliwoÊci od 250 Hz do 8000 Hz. Dla ukoÊnegokierunku padania dêwi´ku nie zosta∏ zadeklarowanyzakres cz´stotliwoÊci. Dla ma∏ych kàtów padaniaotrzymywane by∏y wyniki wspó∏czynnika odbicia Rwi´ksze od jeden. Mommertz zaproponowa∏, abyrezultaty te znalaz∏y interpretacj´ w zjawisku odbiciafali kulistej. Stosowanie tej metody powoduje roz-bie˝noÊci w zakresie ni˝szych cz´stotliwoÊci ze wzgl´duna wyst´powanie odbiç ukoÊnych [2]. W metodzieodejmowania nie ma potrzeby stosowania oknaw odpowiedzi impulsowej dla dêwi´ku bezpoÊred-niego i odbitego. Poprawia to znacznie niskà rozdziel-czoÊç cz´stotliwoÊci (rys. 1).
Opisane metody wyznaczania impedancji akus-tycznej powierzchni materia∏ów wymagajà spe∏nie-nia wymagaƒ odnoÊnie do mo˝liwoÊci eliminacji odbiçpaso˝ytniczych (odpowiednia wielkoÊç pomiesz-czenia), wielkoÊci powierzchni badanych próbek, dolnejgranicy badanych cz´stotliwoÊci. Wymagania te sàtrudne do spe∏nienia w ma∏ych pomieszczeniach typuprzemys∏owego.
Badania eksperymentalneparametrów
pola akustycznegow pomieszczeniu
Stosowanie metod inwersjiw problemach akustycznych uwa-runkowane jest pozyskiwaniemwielu danych pomiarowych wy-nikajàcych z rozk∏adów paramet-rów pola akustycznego wokó∏badanych obiektów lub w bada-nych obiektach [3]. W badaniacheksperymentalnych pobudzanyjest do drgaƒ element brzeguobszaru (np. g∏oÊnik), a nast´pnie
Rys. 1. Metoda odejmowaniasygna∏ów wg Mommertza
a) b) c)

49ROK WYD. LXXIII ZESZYT 11/2014
wykonywany jest wielopunktowy pomiar ciÊnieniaakustycznego wewnàtrz pomieszczenia, rejestrowanesà wartoÊci ciÊnienia akustycznego i kàta przesuni´ciafazowego w punktach obserwacji o znanych wspó∏-rz´dnych. JednoczeÊnie z pomiarem ciÊnienia akus-tycznego mierzona jest pr´dkoÊç drgaƒ elementubrzegu (membrany g∏oÊnika) pobudzanego do drgaƒ.Uzyskane wielkoÊci sà danymi wejÊciowymi do mo-delu obliczeniowego z zastosowaniem metody ele-mentów brzegowych. Otrzymujàc wartoÊci ciÊnieniaakustycznego i pr´dkoÊci czàstki akustycznej na brzeguobszaru, mo˝emy wyznaczyç impedancj´ akustycznàmateria∏u pokrycia powierzchni.
W badaniach eksperymentalnych i numerycznychzastosowano autorsko opracowane pakiety oprogra-mowania zarówno do akwizycji danych z pomiarów,jak i póêniejszych analiz. Do badaƒ eksperymental-nych zbudowany zosta∏ tor pomiarowy zapewniajàcyjednoczesnà, synchronicznà 24-kana∏owà rejestracj´sygna∏ów akustycznych i sygna∏u rejestrowanego przezwibrometr laserowy (pr´dkoÊç drgaƒ membranyg∏oÊnika). W uk∏adzie znajdowa∏ si´ równie˝ generatorsygna∏ów tonowych oraz szumu bia∏ego, któregosygna∏ przez wzmacniacz podawany by∏ do g∏oÊnika,który wzbudza∏ pomieszczenie sygna∏em harmonicz-nym lub szumem gaussowskim. W czasie pojedyn-czego pomiaru uzyskiwano 24 wartoÊci amplitudciÊnienia akustycznego, odpowiednio 24 kàty prze-suni´ç fazowych sygna∏ów wzgl´dem êród∏a (mem-brany g∏oÊnika) i Êrednià wartoÊç pr´dkoÊci drgaƒêród∏a (membrany g∏oÊnika).
Schemat toru pomiarowego pokazany jest na rys. 2.Z wyników analiz zarejestrowanych sygna∏ów (rys. 3)powsta∏y macierze danych z∏o˝one z amplitud ciÊnieƒakustycznych zarejestrowanych w punktach pomia-rowych, kàtów przesuni´ç fazowych mi´dzy sygna-∏em emitowanym przez êród∏o a docierajàcym domikrofonów, a tak˝e z amplitud pr´dkoÊci drgaƒ mem-brany êród∏a. Uzyskane macierze dla poszczegól-nych cz´stotliwoÊci stanowi∏y dane wejÊciowe dlaalgorytmów obliczeniowych do wyznaczania impe-dancji akustycznej materia∏ów powierzchni brzegówobszaru.
Wyznaczenie impedancji akustycznejÊciany pomieszczenia
Zadania odwrotne stanowià wynik formalizacjiproblemów poznawczych, których istotà jest dociera-nie do przyczyn zjawisk na podstawie obserwacji ichskutków. Dystrybucj´ parametrów pola akustycznegow modelowanym pomieszczeniu mo˝emy wyznaczyç,znajdujàc rozwiàzanie zagadnienia odwrotnego z wy-korzystaniem wartoÊci ciÊnienia akustycznego zmie-rzonych w punktach referencyjnych pola.
W przypadku ma∏ych pomieszczeƒ, dla których wy-miary sà bliskie d∏ugoÊciom rozchodzàcej si´ faliakustycznej, znacznie dok∏adniejsze sà metody akus-tyki falowej, np. metody elementów brzegowych lubelementów skoƒczonych. Odwrotna metoda elemen-tów brzegowych jest procedurà, w której rozwiàzanieca∏kowo-ró˝niczkowych równaƒ jest znane i odpo-wiada warunkom brzegowym, których poszukujemy.Zatem odwrotnie do zastosowania MEB, która dajenam przybli˝one rozwiàzanie dla pola akustycznegodla znanych warunków brzegowych.
PoprawnoÊç odpowiedniego modelu numeryczne-go dla oprogramowania MEB stanowi podstaw´do sformu∏owania problemu odwrotnego – wyzna-czenia impedancji akustycznej ZS Êciany pomiesz-czenia przy znanym rozk∏adzie wartoÊci ciÊnieniaakustycznego wewnàtrz pomieszczenia. Impedancjaakustyczna ZSx w pewnym punkcie x na powierzchniÊciany S okreÊlona jest w postaci (1)
(1)
gdzie: pSx – ciÊnienia akustyczne w punkcie x,vSx – pr´dkoÊç czàstki akustycznej w punkcie x.
Do opisu pola akustycznego w pomieszczeniachw zakresie ma∏ych cz´stotliwoÊci stosowany jest modelfalowy, w którym rozwiàzywane jest równanie falowe[4, 5]. Równanie to przy za∏o˝eniu rozwiàzania har-monicznego w czasie przedstawia formu∏a (2) (rów-nanie Helmholtza):
∇2p + k2p = 0 (2)
gdzie: p – ciÊnienie akustyczne, Pa, k – liczba falowa.Warunki brzegowe, nak∏adane na brzeg, w tym rów-
naniu mo˝na zapisaç w postaci warunek Dirichleta
warunek Neumana
warunek impedancyjny (warunek brzegowy mie-
szany; Robina)
Stosujàc to˝samoÊç Greena, zapisujemy nast´pu-jàce ca∏kowe równanie brzegowe w obszarze ogra-niczonym powierzchnià S:
(3)
gdzie: stanowi rozwiàzanie fundamen-
talne równania (2), natomiast cp jest wspó∏czynnikiemzale˝nym do po∏o˝enia punktu obserwacji.
Dokonujàc dyskretyzacji brzegu, przyjmujàc odpo-wiednie funkcje kszta∏tu, otrzymuje si´ dla ka˝degopodobszaru równanie [6]:
Rys. 2. Schemat pomiarów akustycznych w modelu pomiesz-czenia
Rys. 3. Rozk∏ad amplitud ciÊnienia akustycznego w pomiesz-czeniu dla cz´stotliwoÊci wymuszenia 200 Hz
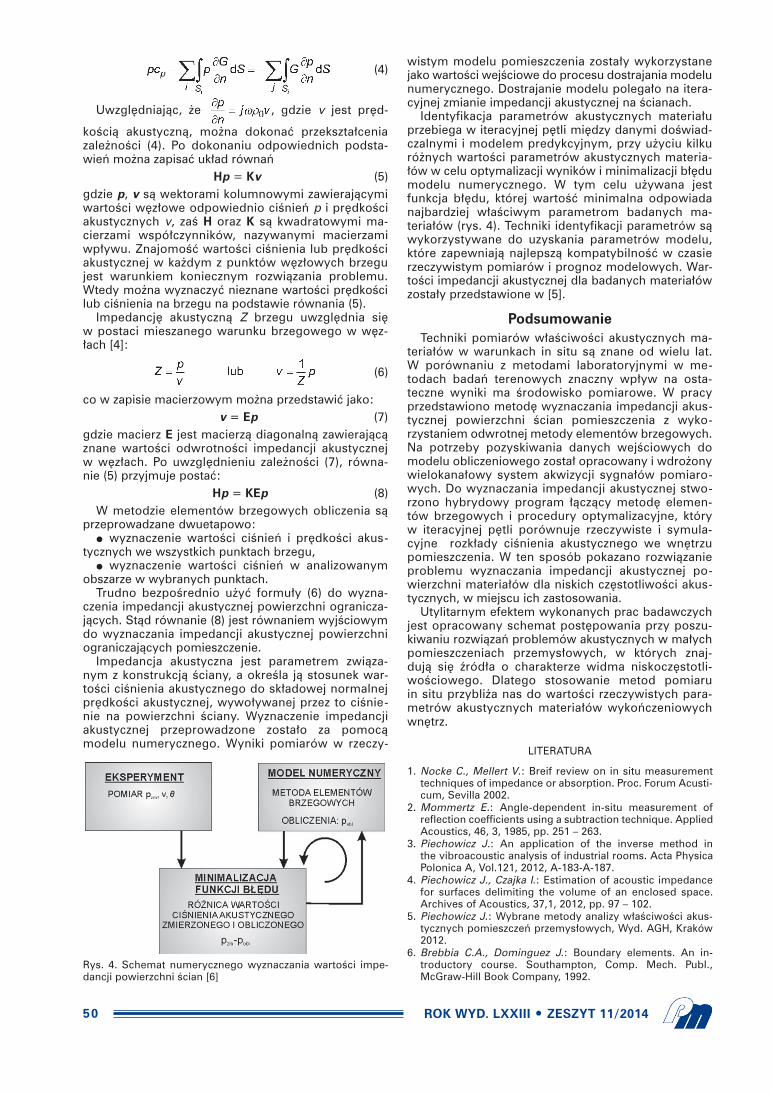
50 ROK WYD. LXXIII ZESZYT 11/2014
(4)
Uwzgl´dniajàc, ˝e , gdzie v jest pr´d-
koÊcià akustycznà, mo˝na dokonaç przekszta∏ceniazale˝noÊci (4). Po dokonaniu odpowiednich podsta-wieƒ mo˝na zapisaç uk∏ad równaƒ
Hp = Kv (5)gdzie p, v sà wektorami kolumnowymi zawierajàcymiwartoÊci w´z∏owe odpowiednio ciÊnieƒ p i pr´dkoÊciakustycznych v, zaÊ H oraz K sà kwadratowymi ma-cierzami wspó∏czynników, nazywanymi macierzamiwp∏ywu. ZnajomoÊç wartoÊci ciÊnienia lub pr´dkoÊciakustycznej w ka˝dym z punktów w´z∏owych brzegujest warunkiem koniecznym rozwiàzania problemu.Wtedy mo˝na wyznaczyç nieznane wartoÊci pr´dkoÊcilub ciÊnienia na brzegu na podstawie równania (5).
Impedancj´ akustycznà Z brzegu uwzgl´dnia si´w postaci mieszanego warunku brzegowego w w´z-∏ach [4]:
(6)
co w zapisie macierzowym mo˝na przedstawiç jako:v = Ep (7)
gdzie macierz E jest macierzà diagonalnà zawierajàcàznane wartoÊci odwrotnoÊci impedancji akustycznejw w´z∏ach. Po uwzgl´dnieniu zale˝noÊci (7), równa-nie (5) przyjmuje postaç:
Hp = KEp (8)W metodzie elementów brzegowych obliczenia sà
przeprowadzane dwuetapowo: wyznaczenie wartoÊci ciÊnieƒ i pr´dkoÊci akus-
tycznych we wszystkich punktach brzegu, wyznaczenie wartoÊci ciÊnieƒ w analizowanym
obszarze w wybranych punktach.Trudno bezpoÊrednio u˝yç formu∏y (6) do wyzna-
czenia impedancji akustycznej powierzchni ogranicza-jàcych. Stàd równanie (8) jest równaniem wyjÊciowymdo wyznaczania impedancji akustycznej powierzchniograniczajàcych pomieszczenie.
Impedancja akustyczna jest parametrem zwiàza-nym z konstrukcjà Êciany, a okreÊla jà stosunek war-toÊci ciÊnienia akustycznego do sk∏adowej normalnejpr´dkoÊci akustycznej, wywo∏ywanej przez to ciÊnie-nie na powierzchni Êciany. Wyznaczenie impedancjiakustycznej przeprowadzone zosta∏o za pomocàmodelu numerycznego. Wyniki pomiarów w rzeczy-
wistym modelu pomieszczenia zosta∏y wykorzystanejako wartoÊci wejÊciowe do procesu dostrajania modelunumerycznego. Dostrajanie modelu polega∏o na itera-cyjnej zmianie impedancji akustycznej na Êcianach.
Identyfikacja parametrów akustycznych materia∏uprzebiega w iteracyjnej p´tli mi´dzy danymi doÊwiad-czalnymi i modelem predykcyjnym, przy u˝yciu kilkuró˝nych wartoÊci parametrów akustycznych materia-∏ów w celu optymalizacji wyników i minimalizacji b∏´dumodelu numerycznego. W tym celu u˝ywana jestfunkcja b∏´du, której wartoÊç minimalna odpowiadanajbardziej w∏aÊciwym parametrom badanych ma-teria∏ów (rys. 4). Techniki identyfikacji parametrów sàwykorzystywane do uzyskania parametrów modelu,które zapewniajà najlepszà kompatybilnoÊç w czasierzeczywistym pomiarów i prognoz modelowych. War-toÊci impedancji akustycznej dla badanych materia∏ówzosta∏y przedstawione w [5].
PodsumowanieTechniki pomiarów w∏aÊciwoÊci akustycznych ma-
teria∏ów w warunkach in situ sà znane od wielu lat.W porównaniu z metodami laboratoryjnymi w me-todach badaƒ terenowych znaczny wp∏yw na osta-teczne wyniki ma Êrodowisko pomiarowe. W pracyprzedstawiono metod´ wyznaczania impedancji akus-tycznej powierzchni Êcian pomieszczenia z wyko-rzystaniem odwrotnej metody elementów brzegowych.Na potrzeby pozyskiwania danych wejÊciowych domodelu obliczeniowego zosta∏ opracowany i wdro˝onywielokana∏owy system akwizycji sygna∏ów pomiaro-wych. Do wyznaczania impedancji akustycznej stwo-rzono hybrydowy program ∏àczàcy metod´ elemen-tów brzegowych i procedury optymalizacyjne, któryw iteracyjnej p´tli porównuje rzeczywiste i symula-cyjne rozk∏ady ciÊnienia akustycznego we wn´trzupomieszczenia. W ten sposób pokazano rozwiàzanieproblemu wyznaczania impedancji akustycznej po-wierzchni materia∏ów dla niskich cz´stotliwoÊci akus-tycznych, w miejscu ich zastosowania.
Utylitarnym efektem wykonanych prac badawczychjest opracowany schemat post´powania przy poszu-kiwaniu rozwiàzaƒ problemów akustycznych w ma∏ychpomieszczeniach przemys∏owych, w których znaj-dujà si´ êród∏a o charakterze widma niskocz´stotli-woÊciowego. Dlatego stosowanie metod pomiaruin situ przybli˝a nas do wartoÊci rzeczywistych para-metrów akustycznych materia∏ów wykoƒczeniowychwn´trz.
LITERATURA
1. Nocke C., Mellert V.: Breif review on in situ measurementtechniques of impedance or absorption. Proc. Forum Acusti-cum, Sevilla 2002.
2. Mommertz E.: Angle-dependent in-situ measurement ofreflection coefficients using a subtraction technique. AppliedAcoustics, 46, 3, 1985, pp. 251 – 263.
3. Piechowicz J.: An application of the inverse method inthe vibroacoustic analysis of industrial rooms. Acta PhysicaPolonica A, Vol.121, 2012, A-183-A-187.
4. Piechowicz J., Czajka I.: Estimation of acoustic impedancefor surfaces delimiting the volume of an enclosed space.Archives of Acoustics, 37,1, 2012, pp. 97 – 102.
5. Piechowicz J.: Wybrane metody analizy w∏aÊciwoÊci akus-tycznych pomieszczeƒ przemys∏owych, Wyd. AGH, Kraków2012.
6. Brebbia C.A., Dominguez J.: Boundary elements. An in-troductory course. Southampton, Comp. Mech. Publ.,McGraw-Hill Book Company, 1992.
Rys. 4. Schemat numerycznego wyznaczania wartoÊci impe-dancji powierzchni Êcian [6]
51ROK WYD. LXXIII ZESZYT 11/2014
Przy projektowaniu sportowego modelu samo-chodu Alfa Romeo 4C korzystano z najwi´kszychosiàgni´ç techniczno-przemys∏owych marek AlfaRomeo i Maserati. Wspólne dzia∏ania w zakresieprojektowania i produkcji prowadzi∏y Grupa Fiati Chrysler, wykorzystano równie˝ doÊwiadczeniatechniczne i technologiczne innych firm w∏oskich,b´dàcych Êwiatowymi liderami w bran˝y cz´Êciprodukowanych do najlepszych samochodów spor-towych.
Samochód cechuje si´ stosunkiem masy do mocyponi˝ej 4 Kg/KM przy ca∏kowitej masie wynoszàcejtylko 895 kg. Osiàgni´cie takich parametrów by∏omo˝liwe m.in. dzi´ki zastosowaniu odpowiednich,nowoczesnych materia∏ów konstrukcyjnych.
Doboru materia∏ów dokonywano pod wzgl´demokreÊlonej wagi i w∏aÊciwoÊci fizykochemicznych,mechanicznych i technologicznych, które najlepiejspe∏niajà wymogi zwiàzane z osiàgami i dynamicznymzachowaniem sportowego auta. Na wag´ 895 kgsk∏adajà si´ g∏ównie: aluminium, stal, kompozyt SMCoraz w∏ókno w´glowe.
W∏ókno w´gloweW∏ókno w´glowe stanowi 25% wag. samochodu.
Obecnie w∏ókno w´glowe jest materia∏em, który gwa-rantuje najlepszà równowag´ pomi´dzy ci´˝arema sztywnoÊcià. Z tego powodu zosta∏o wybrane,aby spe∏niaç strukturalnà funkcj´ nadwozia, a jed-noczeÊnie ramy noÊnej samochodu. Jest to rozwià-zanie przyj´te w najnowoczeÊniejszych samocho-dach, ∏àczàce niewielkà wag´ z doskona∏ymi osià-gami – nadwozie wa˝y tylko 65 kg.
W ca∏oÊci zaprojektowane przez zespó∏ specjalis-tów Alfy Romeo, nadwozie jest produkowane przezAdler Plastic w innowacyjnym procesie produk-cyjnym, który ∏àczy aktualny stan wiedzy w dziedzi-nie technologii produkcji ze zdolnoÊciami manual-nymi, typowymi dla w∏oskiego rzemios∏a. Dzi´kitakiemu podejÊciu mo˝na by∏o przenieÊç technolo-
gi´ prepreg, wywodzàcà si´ z Formu∏y 1, do seryjnejprodukcji, tym bardziej ˝e Alfa Romeo jest jedy-nà markà, która mog∏a zapewniç produkcj´ ponad1000 sztuk na rok.
W∏ókno w´glowe prepreg, poddawane obróbcemetodà worka pró˝niowego (vacuum bag) w auto-klawie, pozwoli∏o na przejÊcie od etapu projekto-wania cz´Êci do projektowania materia∏u. Nadwozieosiàgn´∏o w ten sposób wysokà odpornoÊç nanapr´˝enia i obcià˝enia dynamiczne, która by∏abyniemo˝liwa do uzyskania przy zastosowaniu innychtechnologii czy materia∏ów.
W∏ókno w´glowe prepreg mo˝e byç u∏o˝onew optymalnym kierunku w stosunku do si∏ dzia∏a-jàcych na karoseri´, uzyskujàc rezultat, który materia∏metalowy da∏by tylko przy uk∏adzie warstwowym,zró˝nicowanych gruboÊciach i dodanych wzmoc-nieniach. Poza tym, polimeryzacja w autoklawiepozwala wyprodukowaç podczas jednego procesustruktury pude∏kowe, które wg normy sk∏adajàsi´ z wielu elementów, cz´sto z ró˝nych materia∏ów,wyprodukowanych i zmontowanych podczas wieluetapów produkcji. Zdarza si´ na przyk∏ad, ˝e s∏upekdrzwi, który w wersji standardowej jest wykonanyze stali, sk∏ada si´ z 6 elementów po∏àczonych mi´dzysobà i z nadwoziem podczas wielu etapów procesuprodukcyjnego.
Dzi´ki polimeryzacji w autoklawie, s∏upek drzwijest jednocz´Êciowym elementem, cz´Êcià strukturynoÊnej. W zasadzie, nadwozie z w∏ókna w´glowegostanowi jednà ca∏oÊç i jako takie reaguje na napr´˝eniazewn´trzne, co korzystnie wp∏ywa na przenoszenieobcià˝enia dynamicznego.
AluminiumZastosowanie materia∏ów o wysokiej sztywnoÊci
skr´tnej i zmniejszonym ci´˝arze w∏aÊciwym cha-rakteryzuje elementy strukturalne Alfy Romeo 4C.Jednym z przyk∏adów jest zastosowanie aluminiumdo konstrukcji siatki wzmacniajàcej dach orazszkielet przedni i tylny. Równie˝ w tym przypadku,w celu zmniejszenia masy i zwi´kszenia sztywnoÊci,wykonane zosta∏y pewne zabiegi, zarówno w fazieprojektowej elementów, jak i w procesie produk-cyjnym. Projektanci stworzyli nowy przekrój podpór,który zast´puje tradycyjny przekrój prostokàtny:w ten sposób szkielet jest l˝ejszy i tym samymbezpieczniejszy. Poza tym, podpory sà produko-wane z zastosowaniem innowacyjnego procesuCobapress, który ∏àczy korzyÊci wynikajàce z odle-wania i kucia pod prasà, która dodatkowo zgniatastop z aluminium, zamykajàc wszystkie pozosta-jàce pory. Wszystko to powoduje zmniejszenie ci´˝aruelementu przy jednoczesnej poprawie jego w∏aÊ-ciwoÊci mechanicznych.
Wreszcie, wykorzystywany jest proces zgrzewa-nia liniowego zimnego metalu, który pozwala na
Materia∏y zastosowanew konstrukcji samochodu Alfa Romeo 4C
www.alfaromeopress.com
WSPÓ¸CZESNE MATERIA¸Y KONSTRUKCYJNE
52 ROK WYD. LXXIII ZESZYT 11/2014
bardzo precyzyjne zgrzewanie, niepowodujàce de-formacji elementów i gwarantujàce optymalneuzupe∏nienie ewentualnych luk.
Aluminium jest równie˝ podstawowym materia-∏em w konstrukcji tarcz hamulców przednich, typuhybrydowego, z aluminiowà piastà i ˝eliwnà tarczà.Chodzi tu o opatentowanà przez SHW technologi´,która gwarantuje redukcj´ masy tarczy nawet o 2 kgoraz lepsze hamowanie. Ponadto, technologia wy-koƒczenia powierzchniowego metodà szczotkowa-nia zwi´ksza przyczepnoÊç i „czucie” peda∏u, na-tomiast innowacyjny system po∏àczenia pomi´dzytarczà a piastà gwarantuje bardziej komfortowei bezpieczne hamowanie. W rzeczywistoÊci, ró˝nicarozszerzalnoÊci termicznej pomi´dzy ˝eliwem a alu-minium jest regulowana przez specjalne stalowesworznie radialne, które precyzyjnie przenoszàdzia∏anie hamujàce.
SMC (Sheet Moulding Compound)Do produkcji karoserii zosta∏ wykorzystany SMC
(Sheet Moulding Compound), kompozyt o niskiejg´stoÊci i wysokiej wytrzyma∏oÊci, dzi´ki któremuwaga zmniejszy∏a si´ o 20% w stosunku dotradycyjnej blachy stalowej. Alfa Romeo 4C jestpierwszym samochodem seryjnym z tak wysokimprocentem SMC o niskiej g´stoÊci: przy zaledwie
1,5 g/cm3 jest to materia∏ zdecydowanie l˝ejszy odstali (~7,8 g/cm3) i aluminium (~2,7 g/cm3), a oprócztego jest bardziej plastyczny. Ta cecha pozwoli∏a naswobod´ projektowania pod wzgl´dem stylu i stwo-rzenie designu charakterystycznego dla Alfy Romeo.Poza tym, jest to trwa∏y materia∏, który w odró˝-nieniu od aluminium nie deformuje si´ w przypad-ku niewielkich uderzeƒ i jest bardzo wytrzyma∏yna czynniki chemiczne i atmosferyczne. Dodatko-wo, bardzo dobrze rozprasza ha∏as, co jest wa˝ne zewzgl´du na komfort akustyczny pasa˝erów.
Wreszcie, SMC o niskiej g´stoÊci gwarantuje dobrepo∏àczenie funkcjonalne pomi´dzy cz´Êciami, coprowadzi do zmniejszenia liczby elementów i operacjioraz skrócenia czasu monta˝u, a tym samym obni˝kikosztów produkcji.
PUR-RIM (poliuretan)Z przedstawionych powodów, do wykonania ele-
mentów zderzaków i b∏otników zosta∏ równie˝ wy-brany PUR-RIM (poliuretan). Jest to lekki materia∏(o 20% l˝ejszy od stali) stosowany do produkcjinawet najbardziej z∏o˝onych elementów designukaroserii, takich jak b∏otnik Alfy 4C, zapewniajàcyoptymalny stosunek kosztów do wielkoÊci produkcji.
èród∏o: www.alfaromeo