Proposed Expansion of Soda Ash & Captive Cogeneration … · Proposed Expansion of Soda Ash &...
20
Transcript of Proposed Expansion of Soda Ash & Captive Cogeneration … · Proposed Expansion of Soda Ash &...


Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur &
Surajkaradi, Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 1
TABLE OF CONTENT
S.No. TITLE PAGE NO.
1.1 Introduction 1
1.2 Brief Description of the project 2
1.3 Location Map 3
1.4 Requirements for the project 5
1.4.1 Raw material requirement 5
1.4.2 Water requirement 5
1.4.3 Power and steam requirement 6
1.4.4 Details of employment generation 6
1.5 Process description 7
1.5.1 Soda ash manufacturing process 7
1.5.2 Captive co-generation power plant process description and associated
activities
8
1.5.3 Cement manufacturing process 9
1.6 Description of Environment 10
1.7 Biological Environment 12
1.7.1 Terrestrial Vegetation 12
1.7.2 Marine vegetation 12
1.7.3 Phytoplankton 12
1.7.4 Mangroves 12
1.7.5 Dominant plant species 12
1.7.6 Dominant fauna species 12
1.7.7 Coral Reef 13
1.7.8 Schedule-I species 13
1.8 Socio Economic Environment 13
1.9 Anticipated Environmental Impacts and Mitigation Measures 13
1.10 Environmental Monitoring Programme 14
1.11 Additional Studies 15
1.12 Project Benefits 15
1.13 Environment Management Plan 16
Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 1
EXECUTIVE SUMMARY
1.1 Introduction
M/s. Tata Chemicals Limited (TCL) was founded in 1939 and has operated a Soda ash plant
since 1943, Captive Cogeneration Power Plant since 1944 and a Cement Plant since 1993 at
villages- Mithapur & Surajkaradi, Taluka- Dwarka, District: Devbhumi Dwarka, Gujarat.
The complex consists of various plants that include; manufacturing of Soda Ash and Sodium
Bicarbonate, Caustic Soda, Liquid Chlorine, Hydrochloric acid, Bromine, Vacuum Evaporated
Salt and Clinker/ Cement. Other supporting infrastructure facilities like; Captive Cogeneration
power plant, Reverse osmosis based Sea Water desalination, a fabrication - machining shop,
foundry, and facilities to handle materials (Limestone, Coal, Pet coke, Coke, Lignite, and Salt)
storage godowns and product packaging unit, laboratories other maintenance shops are
established within the premises with well-connected communication systems. Administrative
offices for different department are also located within the TCL industrial complex.
TCL has proposed for expansion of Soda Ash and Cement production capacities and Captive
Cogeneration Power Plant within existing Chemical Complex.
As per the EIA Notification 2006 and its subsequent amendments, the proposed Expansion of
Soda Ash and Captive Cogeneration Power Plant falls under Category ‘A’ projects- 4(e) [Soda
Ash Industry] and 1(d) [Thermal Power Plant] whereas expansion of cement plant (from 0.78
MTPA to 0.90 MTPA) falls under Category ‘B’ project- 3(b) [cement plants]. Since the project
site is located within 5km from the boundary of marine sanctuary—the proposed expansion of
cement plant will be treated as category ‘A’.
Ministry of Environment, Forest and Climate Change has issued following Terms of Reference
(ToR) for above proposals:
1.Expansion of Soda Ash and Captive Power Plant vide ToR letter No. J-11011/140/2016-
IA.II(I) dated 02 August 2016 by EAC Industry-I Committee
2.Expansion of Soda Ash and Captive Power Plant vide ToR letter No. J-11011/66/1999-
IA.II(I) dated 10January 2017EAC Industry-II Committee
Combined EIA/EMP has been prepared for Industry-I and Industry-II project and combined
Public Hearing will be conducted as per Para 6.0 (ii) of ToR letter dated 10 January 2017 and
recommendation of ‘Cumulative EIA-EMP report to be prepared’ given in Minutes of Meeting
of EAC (Industry-II).
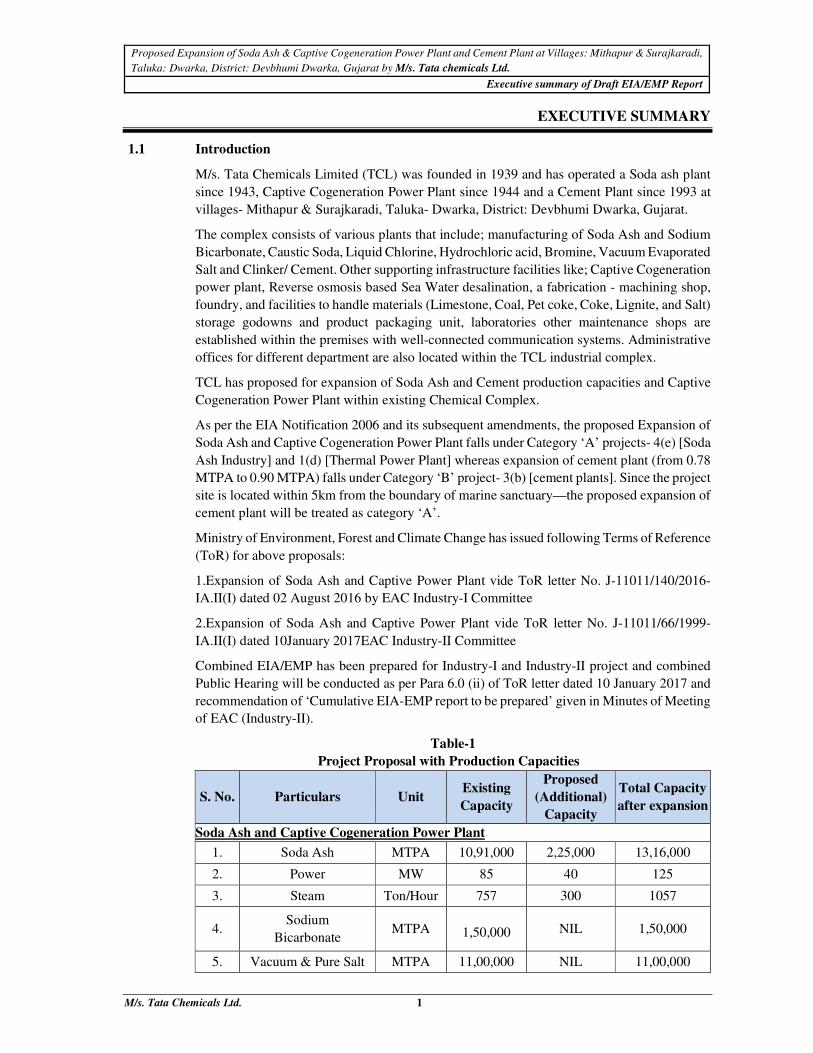
Table-1
Project Proposal with Production Capacities
S. No. Particulars Unit Existing
Capacity
Proposed
(Additional)
Capacity
Total Capacity
after expansion
Soda Ash and Captive Cogeneration Power Plant
1. Soda Ash MTPA 10,91,000 2,25,000 13,16,000
2. Power MW 85 40 125
3. Steam Ton/Hour 757 300 1057
4. Sodium
Bicarbonate MTPA 1,50,000 NIL 1,50,000
5. Vacuum & Pure Salt MTPA 11,00,000 NIL 11,00,000
Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 2
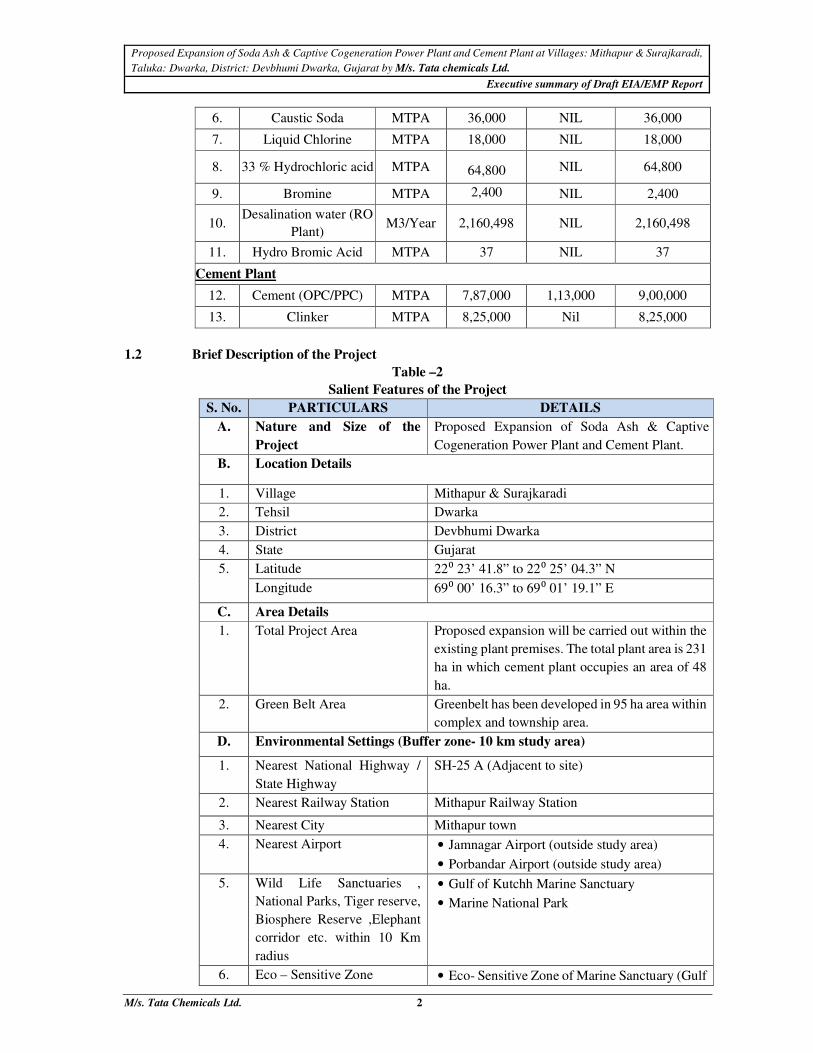
6. Caustic Soda MTPA 36,000 NIL 36,000
7. Liquid Chlorine MTPA 18,000 NIL 18,000
8. 33 % Hydrochloric acid MTPA 64,800 NIL 64,800
9. Bromine MTPA 2,400 NIL 2,400
10. Desalination water (RO
Plant) M3/Year 2,160,498 NIL 2,160,498
11. Hydro Bromic Acid MTPA 37 NIL 37
Cement Plant
12. Cement (OPC/PPC) MTPA 7,87,000 1,13,000 9,00,000
13. Clinker MTPA 8,25,000 Nil 8,25,000
1.2 Brief Description of the Project
Table –2
Salient Features of the Project
S. No. PARTICULARS DETAILS
A. Nature and Size of the
Project
Proposed Expansion of Soda Ash & Captive
Cogeneration Power Plant and Cement Plant.
B. Location Details
1. Village Mithapur & Surajkaradi
2. Tehsil Dwarka
3. District Devbhumi Dwarka
4. State Gujarat
5. Latitude 22⁰ 23’ 41.8” to 22⁰ 25’ 04.3” N
Longitude 69⁰ 00’ 16.3” to 69⁰ 01’ 19.1” E
C. Area Details
1. Total Project Area Proposed expansion will be carried out within the
existing plant premises. The total plant area is 231
ha in which cement plant occupies an area of 48
ha.
2. Green Belt Area Greenbelt has been developed in 95 ha area within
complex and township area.
D. Environmental Settings (Buffer zone- 10 km study area)
1. Nearest National Highway /
State Highway
SH-25 A (Adjacent to site)
2. Nearest Railway Station Mithapur Railway Station
3. Nearest City Mithapur town
4. Nearest Airport • Jamnagar Airport (outside study area)
• Porbandar Airport (outside study area)
5. Wild Life Sanctuaries ,
National Parks, Tiger reserve,
Biosphere Reserve ,Elephant
corridor etc. within 10 Km
radius
• Gulf of Kutchh Marine Sanctuary
• Marine National Park
6. Eco – Sensitive Zone • Eco- Sensitive Zone of Marine Sanctuary (Gulf
Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 3
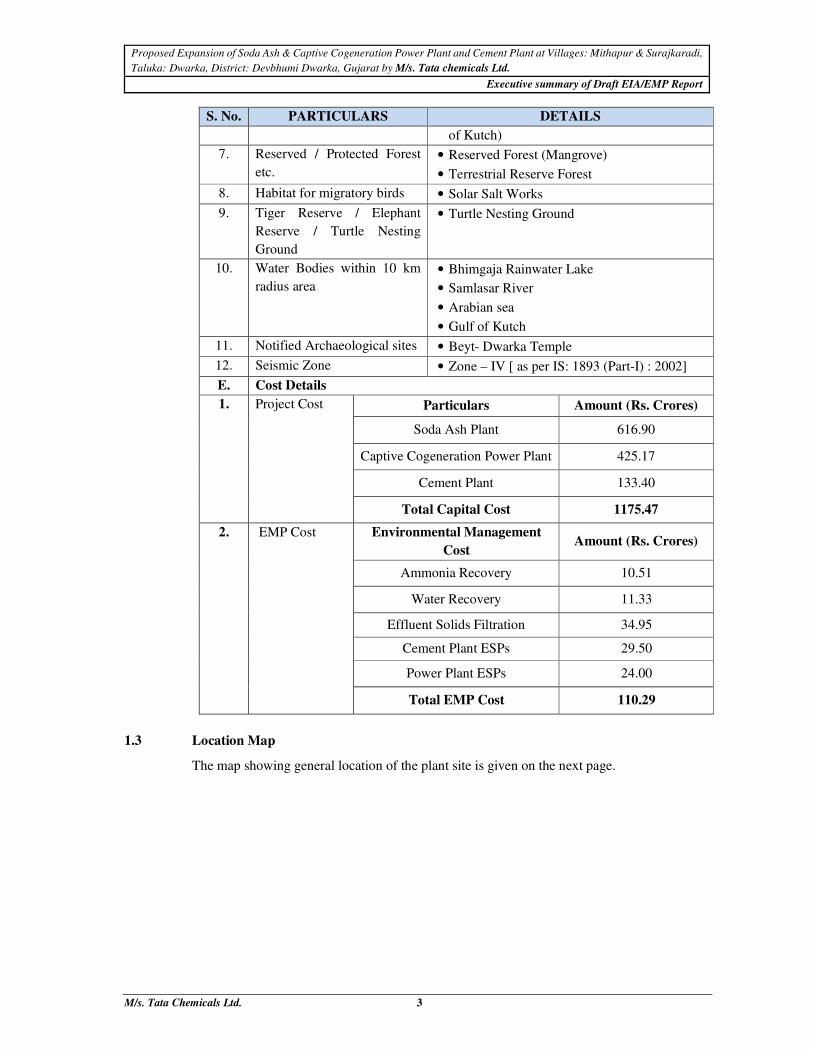
S. No. PARTICULARS DETAILS
of Kutch)
7. Reserved / Protected Forest
etc.
• Reserved Forest (Mangrove)
• Terrestrial Reserve Forest
8. Habitat for migratory birds • Solar Salt Works
9. Tiger Reserve / Elephant
Reserve / Turtle Nesting
Ground
• Turtle Nesting Ground
10. Water Bodies within 10 km
radius area
• Bhimgaja Rainwater Lake
• Samlasar River
• Arabian sea
• Gulf of Kutch
11. Notified Archaeological sites • Beyt- Dwarka Temple
12. Seismic Zone • Zone – IV [ as per IS: 1893 (Part-I) : 2002]
E. Cost Details
1. Project Cost Particulars Amount (Rs. Crores)
Soda Ash Plant 616.90
Captive Cogeneration Power Plant 425.17
Cement Plant 133.40
Total Capital Cost 1175.47
2. EMP Cost Environmental Management
Cost Amount (Rs. Crores)
Ammonia Recovery 10.51
Water Recovery 11.33
Effluent Solids Filtration 34.95
Cement Plant ESPs 29.50
Power Plant ESPs 24.00
Total EMP Cost 110.29
1.3 Location Map
The map showing general location of the plant site is given on the next page.

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 4
Fig. 1.1: Location Map

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 5
1.4 Requirements for the project
1.4.1 Raw material requirement
Major Raw Materials required for the proposed expansion are given in the table below.
Table - 3
Raw Material Requirement
S.
No.
Plant /
Product
Name of
Raw
Material
Unit
Requirement
Source Existing Proposed
Total
after
expansion
1. Soda Ash
Plant
Salt TPA 21,27,450 4,38,750 25,66,200
Captive Salt
works and
domestic
Purchase
Limestone TPA 15,85,496 3,26,981 19,12,477
Captive
mines,
Domestic
merchants
and Imports
Fuel
(Coke,
Coal)
TPA 1,26,011 25,988 1,51,999
Domestic &
Imports
Ammonia Kg/Year 36,82,125 7,59,375 44,41,500 Domestic
market
2.
Captive
Cogeneration
Power Plant
Coal TPA 4,83,946 92,391 5,76,337 Import
Petcoke TPA 2,81,984 2,54,075 5,36,059 Domestic
and Import
HSD KL/
Annum
251 99 350 IOCL,
Jamnagar
Furnace
Oil
KL/
Annum
476 189 665 IOCL,
Kandla
3. Cement
plant
Clinker TPA 7,21,000 1,04,000 8,25,000 Existing
Plant
Gypsum TPA 39,350 5,650 45,000 Captive salt
works
Fly ash TPA 24,000 3,500 27,500
Captive
Cogeneration
Power Plant
1.4.2 Water requirement
The water requirement details before and after proposed expansion along with source of supply
are given in the table below-
Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 6
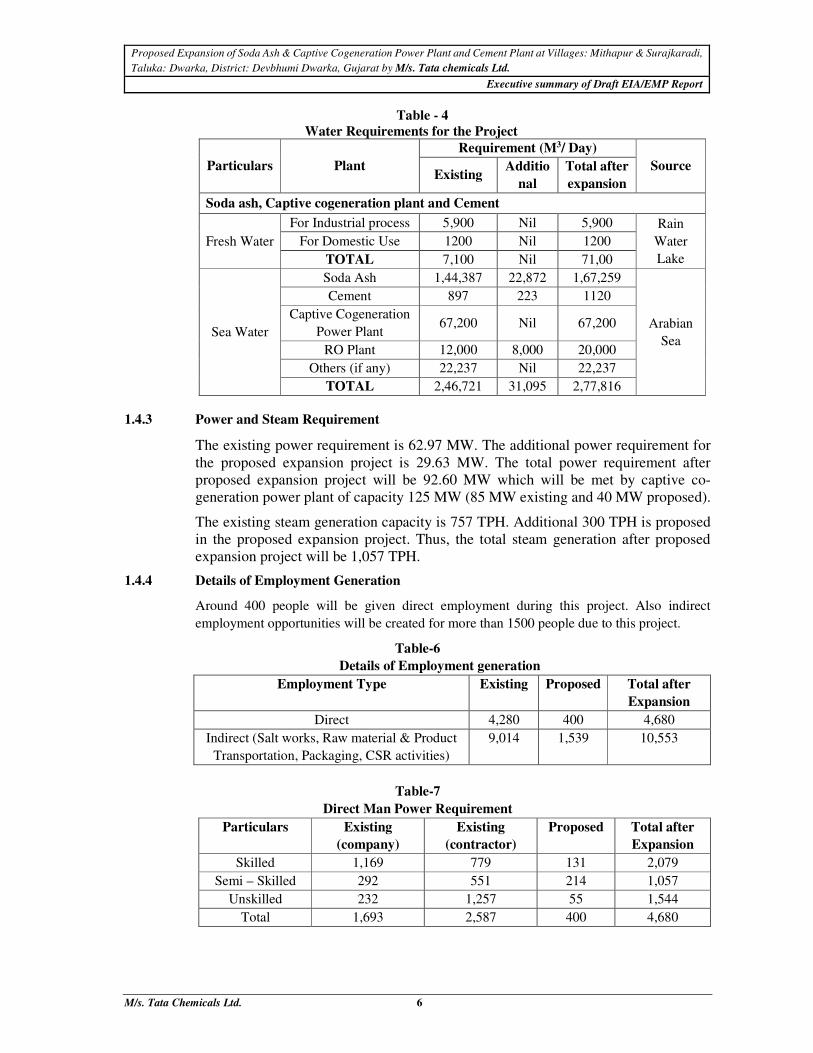
Table - 4
Water Requirements for the Project
Particulars Plant
Requirement (M3/ Day)
Source Existing
Additio
nal
Total after
expansion
Soda ash, Captive cogeneration plant and Cement
Fresh Water
For Industrial process 5,900 Nil 5,900 Rain
Water
Lake
For Domestic Use 1200 Nil 1200
TOTAL 7,100 Nil 71,00
Sea Water
Soda Ash 1,44,387 22,872 1,67,259
Arabian
Sea
Cement 897 223 1120
Captive Cogeneration
Power Plant 67,200 Nil 67,200
RO Plant 12,000 8,000 20,000
Others (if any) 22,237 Nil 22,237
TOTAL 2,46,721 31,095 2,77,816
1.4.3 Power and Steam Requirement
The existing power requirement is 62.97 MW. The additional power requirement for
the proposed expansion project is 29.63 MW. The total power requirement after
proposed expansion project will be 92.60 MW which will be met by captive co-
generation power plant of capacity 125 MW (85 MW existing and 40 MW proposed).
The existing steam generation capacity is 757 TPH. Additional 300 TPH is proposed
in the proposed expansion project. Thus, the total steam generation after proposed
expansion project will be 1,057 TPH.
1.4.4 Details of Employment Generation
Around 400 people will be given direct employment during this project. Also indirect
employment opportunities will be created for more than 1500 people due to this project.
Table-6
Details of Employment generation
Employment Type Existing Proposed Total after
Expansion
Direct 4,280 400 4,680
Indirect (Salt works, Raw material & Product
Transportation, Packaging, CSR activities)
9,014 1,539 10,553
Table-7
Direct Man Power Requirement
Particulars Existing
(company)
Existing
(contractor)
Proposed
Total after
Expansion
Skilled 1,169 779 131 2,079
Semi – Skilled 292 551 214 1,057
Unskilled 232 1,257 55 1,544
Total 1,693 2,587 400 4,680

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 7
1.5 Process description
1.5.1 Soda ash manufacturing process
Soda ash, at Tata Chemicals Limited Mithapur, is manufactured by the conventional Ammonia
Soda (Solvay) process. Salt, Sea water, Lime stone, Coke and Ammonia are the main raw
materials.
Chemical reactions: Overall reaction
CaCO3 + 2NaCl = Na2CO3 + CaCl2
This reaction takes place in following steps:
1. Brine preparation and purification
2. Limestone Calcination
3. Lime hydration- Milk of Lime production
4. Absorption of Ammonia
5. Gas Compression
6. Carbonation of Ammoniated Brine
7. Filtration
8. Calcination
9. Recovery of Ammonia
10. Storage and Packing
Brine Preparation and Purification:
Solar salt used as raw material contains impurities of chlorides and sulphates of calcium and
magnesium and also mud particles. In the Brine preparation and purification section, Solar salt
is dissolved in water and then purified in reactors and thickeners by addition of Soda ash and
milk of lime which removes the impurities viz., Calcium and Magnesium present in Salt.
This is the first effluent source in a soda ash industry and is approximately 0.6 to 1 m3/t of
soda ash manufactured.
Ca2+ + CO32- = CaCO3
Mg2+ + OH- = Mg (OH)2
Limestone Calcination:
Lime stone and Coke in proper proportion is charged into the lime kiln where limestone gets
decomposed into carbon-di-oxide gas and lime. The carbon-dioxide gas from lime kiln is
scrubbed and sent to carbon-di-oxide gas compressor for process use.
CaCO3 =CaO + CO2
C + O2 = CO2
Lime hydration- Milk of Lime production
Hydration of the raw lime is carried out in slackers (dissolvers) where raw lime and water
flows are regulated to ensure that the alkali content of milk of lime produced is as constant as
possible. This milk of lime is used in the Ammonia still/prelimer for the recovery of Ammonia
which is recycled in the Ammonia Soda Process.

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 8
CaO + H2O = Ca(OH)2
Absorption of Ammonia:
The recovered ammonia in the distillation process is cooled in the preheater and gas cooler
before entering the absorber. Recovered and make up ammonia is absorbed in purified brine.
The pure brine before entering the absorber scrubs the exit gases from carbonators and filters
to them from Ammonia.
NH3 + H2O = NH4OH
Gas Compression
The carbon-dioxide gas from lime kiln is scrubbed and sent to carbon-dioxide gas compressor
for process use. These gases are compressed by means of carbon-dioxide gas compressor.
Carbonation
The ammoniated brine is pumped to the carbonating towers where it reacts with carbon-
dioxide gas obtained from carbon-dioxide gas compressor. In the carbonating tower, the
formation of sodium bicarbonate (solid) takes place.
NaCl + NH4OH + CO2 = NH4Cl + NaHCO3
Filtration:
Sodium carbonate precipitates along with the Ammonical liquor from the carbonating towers
are filtered in a Rotary Vacuum filter where solid Sodium Bicarbonate is separated from the
liquor. The liquor is pumped back to Ammonia distillation section preheater for the recovery
of Ammonia gas.
Calcination:
The crude sodium bicarbonate is fed into the steam tube rotary drier where high pressure steam
is used for calcining sodium bicarbonate into Soda Ash.
2NaHCO3 = Na2CO3 + CO2 + H2O
Recovery of Ammonia (Distillation of Ammonia):
Ammonical liquor produced in the carbonation section is distilled in Ammonia still where milk
of lime and steam are used to liberate ammonia gas from the liquor. The recovered ammonia
in the distillation process is cooled in the preheater and gas cooler and recycled into ammonia
absorbers.
2NH4Cl + Ca(OH)2 = 2NH3 + CaCl2 + 2H2O
Storage and Packing:
The calcined soda ash from steam tube drier is then conveyed pneumatically to the storage
silos for weighing and packing.
Part of the light ash is converted to Dense Soda Ash as per demand by compaction or
Monohydrate process.
1.5.2 Captive co-generation power plant process description and associated activities
The power plant operates on the “Total Energy Concept” – raising steam at high pressure (110
kg/cm2), generating power out of this at Topping Turbines and supplying the exhaust steam at
(30 kg/cm2) to the various process units (Steam tube dryers and compressors in Soda ash plant)
as well as to Low Pressure Turbines. These turbines generate additional power and low

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 9
pressure steam, which are used at ammonia stills in the Soda ash plant (at 1.5 kg/cm2) and the
Vacuum Evaporated Salt plant (at 3.5 kg/cm2& 1.5 kg/cm2).
SO2 Absorption System:
To reduce the sulphur dioxide emissions to atmosphere, Limestone dust is added to the fuel
(Petcoke). Limestone absorbs the SO2 generated forming CaSO4, which comes in bottom ash.
Electrostatic Precipitator:
The electrostatic precipitators are provided to control particulate matter from boiler flue gas
emissions. ESPs are designed to meet prescribed norms for particulate matter.
Bag Filter:
The other air pollution control equipment provided is bag filters to control the dust emission
due to the material handling at fuel and dry fly ash handling.
Fly Ash Management:
Bed Ash System: Bed ash extraction takes place via discharge pipes from the fluidized bed
bottom to bed ash coolers which cool the bed ash to about ~150 °C. This is finally conveyed
to the silo.
Cyclone Ash Recirculation System: `
Major part of the fuel ash introduced is carried up as fly ash from the fluidized bed by the flue
gases. More than 95% of this fly ash is separated in the cyclones eco/ah pass. The Cyclone ash
recirculation is carried out for cooling the fluidized bed, and for increasing the carbon burn-
up rate. The Cyclone ash is returned to the fluidized bed via down comers and ash siphons.
The ash siphons are used as a pressure seal between cyclone and combustion chamber.
1.5.3 Cement manufacturing process
Raw Material Handling
The raw materials for manufacture of cement are limestone, blue dust, clay, sandstone, laterite,
dry soda ash effluent solids, gypsum, fly ash and undersize limestone from soda ash plant. The
undersize limestone separated in soda ash plant is reduced to desired size in the crusher and
stacked in storage area. The blended limestone is reclaimed and conveyed to the raw mill
storage bin area. Other raw material like blue dust and clay are trucked into the plant and
conveyed to individual storage bins in the raw mill area through belt conveyor.
Process in Raw Mill
Individual weigh feeders underneath the storage bins proportion the individual raw material
components to the grinding mill for fine grinding. The raw mill is a two chamber ball mill with
closed circuit grinding. The grinding media charge is hi chrome type balls. The raw mill is
capable of producing final product of fineness 15% retained on 212-micron sieve. The coarse
material is recycled back to mill for further grinding. The mill utilizes the available preheater
exhaust gases and cooler excess air for drying the raw material from 6 - 10% moisture down
to a final product of moisture of 0.5%. The resultant product of the raw mill, called raw meal
is mixed with dry effluent solids from Effluent Solids Filtration plant, fly ash and bag filter
limestone dust from soda ash plant for blending and storage. The blended mix extracted from
the silo through gates provided at the bottom, called kiln feed, and conveyed to the preheater
and pre-calciner via airlift system.
Preparation of Clinker (Pyro Processing)

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 10
The kiln feed in requisite quantities is then transferred to rotary kiln via kiln feed bins, air lift
vessel, preheater and pre-calciner. The preheater consist of a six stage cyclone and a pre-
calciner with four stage cyclones from where kiln feed passes. The kiln feed is preheated in
preheater by means of kiln hot gases and pre-calcined in pre-calciner by applying secondary
coal firing in pre-calciner vessel before it is admitted into the rotary kiln. The heat exchange
between the material and the hot exhaust gases from kiln is done in cyclones in which both the
material and the gas are in suspension. Alkalis present in kiln feed is removed by passing a
part of the kiln hot gases to gas conditioning tower before kiln feed enters the rotary kiln. The
alkali waste collected in this tower is dumped within the factory premises and gases are vented
after dedusting in ESP.
The 90% calcined material that leaves the calciner enters a kiln for final calcining and
clinkering. The calcined material passes further down the rotating kiln and by applying heat
energy clinker is formed. The coal is used as fuel for rotating kiln. Coal stored in the raw coal
hopper is fed to the coal mills for pulverization and then stored in fine coal bins prior to being
pneumatically conveyed to the calciner and the kiln swirlex burner as fuel to rotary kiln. The
hot exhaust gases from the kiln are used in the preheater/pre-calciner as well as in raw mill
/coal mill for drying the raw material/coal mill for drying the raw material/coal and for
carbonation of soda ash effluent and drying of wet cake in ESF plant. The exhaust dust laden
gases are led to a high efficiency ESP, provided for both the kiln and raw material where solid
particles are recovered and recycled while dust free gas are vented.
The clinker exits the kiln at approx. 1,450°C into a coolax grate cooler where ambient air is
blown by various cooler fans for cooling to a final product temperature of 65°C above ambient.
The discharge of the cooler is equipped with the latest design of the hammer crusher.
A part of the hot air from the cooler is vented after dedusting in ESP by a cooler exhaust fan
and rest of the hot air is used in kiln. The final product clinker is conveyed to clinker silo for
cement production.
Cement Manufacturing
From clinker silo, clinker is fed to cement mill, where in clinker along with fly ash and gypsum,
in required proportion, is ground to form cement. The types of cement manufactured are PPC
(Pozzolana Portland Cement) and OPC (Ordinary Portland Cement) of grade 43 and 53. For
manufacture of OPC (Ordinary Portland Cement) clinker is mixed with gypsum in desired
proportion and for manufacture of PPC clinker is mixed with gypsum and fly ash in desired
proportion. The resultant cement is packed in the PP bags of 50 kg for its dispatch.
1.6 Description of Environment
To assess the baseline environmental quality of the area, field assessment has been conducted
considering following components of the environment, viz. land, air, meteorology, noise,
water, soil, biological and socio-economic.
The baseline monitoring has been conducted during post-monsoon season, 2016 in the study
area (10 km radius from the project site).
Land use pattern
The study area is dominated by sea which is 49.54 % of the total study area. Remaining 50.46
% of the study area comprises of Ponds / Reservoir, Fallow land, Open Land, Open Scrub Land,
Salt Pans, Plantation / Vegetation, Crop Land, Human Settlement, Industrial Area, Forest land,
Mangrove and Air Strip.
Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 11
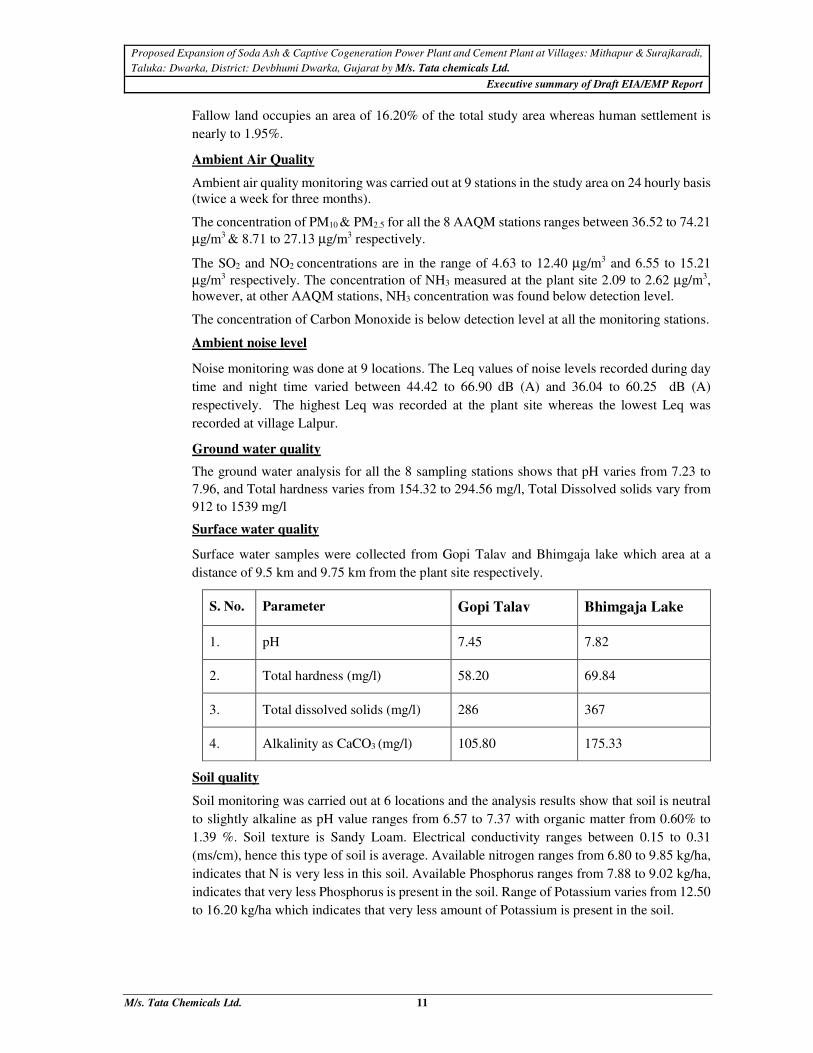
Fallow land occupies an area of 16.20% of the total study area whereas human settlement is
nearly to 1.95%.
Ambient Air Quality
Ambient air quality monitoring was carried out at 9 stations in the study area on 24 hourly basis
(twice a week for three months).
The concentration of PM10 & PM2.5 for all the 8 AAQM stations ranges between 36.52 to 74.21
µg/m3 & 8.71 to 27.13 µg/m3 respectively.
The SO2 and NO2 concentrations are in the range of 4.63 to 12.40 µg/m3 and 6.55 to 15.21
µg/m3 respectively. The concentration of NH3 measured at the plant site 2.09 to 2.62 µg/m3,
however, at other AAQM stations, NH3 concentration was found below detection level.
The concentration of Carbon Monoxide is below detection level at all the monitoring stations.
Ambient noise level
Noise monitoring was done at 9 locations. The Leq values of noise levels recorded during day
time and night time varied between 44.42 to 66.90 dB (A) and 36.04 to 60.25 dB (A)
respectively. The highest Leq was recorded at the plant site whereas the lowest Leq was
recorded at village Lalpur.
Ground water quality
The ground water analysis for all the 8 sampling stations shows that pH varies from 7.23 to
7.96, and Total hardness varies from 154.32 to 294.56 mg/l, Total Dissolved solids vary from
912 to 1539 mg/l
Surface water quality
Surface water samples were collected from Gopi Talav and Bhimgaja lake which area at a
distance of 9.5 km and 9.75 km from the plant site respectively.
S. No. Parameter Gopi Talav Bhimgaja Lake
1. pH 7.45 7.82
2. Total hardness (mg/l) 58.20 69.84
3. Total dissolved solids (mg/l) 286 367
4. Alkalinity as CaCO3 (mg/l) 105.80 175.33
Soil quality
Soil monitoring was carried out at 6 locations and the analysis results show that soil is neutral
to slightly alkaline as pH value ranges from 6.57 to 7.37 with organic matter from 0.60% to
1.39 %. Soil texture is Sandy Loam. Electrical conductivity ranges between 0.15 to 0.31
(ms/cm), hence this type of soil is average. Available nitrogen ranges from 6.80 to 9.85 kg/ha,
indicates that N is very less in this soil. Available Phosphorus ranges from 7.88 to 9.02 kg/ha,
indicates that very less Phosphorus is present in the soil. Range of Potassium varies from 12.50
to 16.20 kg/ha which indicates that very less amount of Potassium is present in the soil.

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 12
1.7 Biological Environment
1.7.1 Terrestrial vegetation
The species of Herbs, Shrubs, Climbers, Trees and Major agriculture crops, were documented
during this base line survey. The dominant plant species growing in this area were Prosopis
juliflora, Acacia nilotica, Salvadora oleoides, Pongamia pinnata, Moringa oleifera,
Pithecellobium dulce, Capparis decidua, Ficus benghalensis, Phoenix dactylifera, Peltophorum
pterocarpum, Abutilon indicum. The dominant species of sand dune flora are Euphorbia
caducifolia, Euphorbia neriifolia, Euphorbia tirucalli, Opuntia elatior, Aloe barbadensis, Ephedra foliata, Urochondra setulosa, Eragrostis unioloides, Calotropis procera, Fimbristylis
Sp, Indigofera sp and Ipomoea pescaprae, Evolvulus alsinoides, Launaea procumbens. The
common seagrasses found growing on the mudflats are Halophila ovata, Halophila Beccarii
and Zostera marina.
1.7.2 Marine vegetation
The most common marine algal species are Ulva fasciata, Ulva reticulata, Enteromorpha
intestinalis, Dictyota sp, Hypnea musciformis, Sargassum tenerrimum, Sargassum ilicifolium,
Gracilaria corticata, Cystoseira sp, Padina Tetrastromatica, Corallina sp, Laurencia sp,
Caulerpa racemosa, Bryopsis sp, Turbinaria sp, Ectocarpus sp, Acanthophora spicifera,
Chondria sp, and Codium sp.
1.7.3 Phytoplankton
The primary production of the water column as assessed from chlorophylla concentration is
generally high and comparable with different segments of the Gulf regions. Phytoplankton
represents about 31 genera and 41 species. The major phytoplankton genera are Rhizosolenia,
Synedra, Chaetoceros, Navicula, Nitzschia, Pleurosigma, Thalassiothrix, Biddulphia,
Stauroneis, Coscinodiscus and Skeletonema. The Gulf also sustains good and variable
zooplankton and benthic standing stock with diversity. The primary and secondary tropic levels
offer congenial feeding grounds for prawns and fishes in the Gulf.
1.7.4 Mangroves
Sparse to dense mangrove patches are present on the coast in the Marine Sanctuary area.
Avicennia spp. (Cher) is the largest and most widespread of the three important mangrove
species (Avicennia marina, Avicennia officinalis and Avicennia alba).
As per our information and survey majority of the mangrove area is dominated by the Avicennia
marina. However, there are Rhizophora and Ceriops species also present in the area that area planted by the local forest department. These species are brought from other places and planted
in the Gulf of Kutch. No major mangrove associates except Suaedanudiflora is seen in the area.
1.7.5 Dominant plant species
The dominant plant species growing in the area are Prosopis juliflora, Avicenna marina,
Commiphora wightii, Salvadora persica, Zizyphus nummularia, Thespesia populnea,
Euphorbia neriifolia, Euphorbia tirucalli, Convolvulus microphyllus, Ephedra foliata, Suaeda
maritime, Cassia tora, Sorghum halepense, Heteropogon contortus and Apluda mutica.
1.7.6 Dominant fauna species
Based on our observations, interview survey of local people and forest officials, we found that
among the terrestrial fauna, Nilgai, Wild Pig are most common and dominant mammal wildlife
species present in the study area. Whereas several birds species belong to Passerine were most
common and dominant group of birds present in the core and buffer area of the project site.
Among reptiles, common garden lizard, monitor lizard etc. were most common species present
in the study area. There were no exotic or invasive species of mammals, reptiles or birds present
in the project site.

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 13
1.7.7 Coral Reef
Coral reefs are one of the core ecosystems as it protects shores as well as provides breeding
grounds for diverse groups of marine organisms. Corals are the richest depository which helps
to maintain marine biodiversity.
Coral atlas of Gujarat coast was published in 2011 under Integrated Coastal Zone Management
Project jointly prepared by Gujarat Ecology Commission (GEC) and Bhaskaracharya Institute
for Space Applications and Geo-Informatics (BISAG).
Indian water harbour three types of corals namely:
1. Milleporan Corals (Fire Corals)- GoK does not show any Millepora species of corals
(Venkataraman et al., 2003)
2. Scleractinian corals (Hard corals)- Ahermatypic and hermatypic corals occur in
Gujarat Coast including GoK.
3. Alcyonarian Corals (Soft corals)- Alcyonarians and gorgonids occur off Veraval, off
Dwarka, Gulf of Kutchh, off Mundra and off Mandvi in Gujarat.
1.7.8 Schedule-I species
Following schedule-I species have been identified in the study area:
S.No. Based on Field Survey conducted
during post-monsoon season, 2016
Based on secondary Source (Reports of
Forest Department)
1 Indian Peafowl (Pavo cristatus) Common dolphin (Delphinus delphis),
2 Monitor Lizard (Varanus
bengalensis)
Dugong (Dugong dugong)
3 Carcass of green sea turtle
(Chelonia mydas)
Green sea turtle (Chelonia mydas)
4 -- Olive ridley turtle (Lepidochelys alivacea)
1.8 Socio-Economic Environment
As per 2011 Census records, the population of study area is 117409. Scheduled Caste fraction
of the population of the study area (10 km) is 15671 (13.34%) and Scheduled Tribe 1148
(0.97%). Literacy rate of the area is 72.70%. Total no. of households are23761. Population of
the workers engaged in occupation is 32.02%. Remaining, 67.98% of the total population is
considered as non-workers.
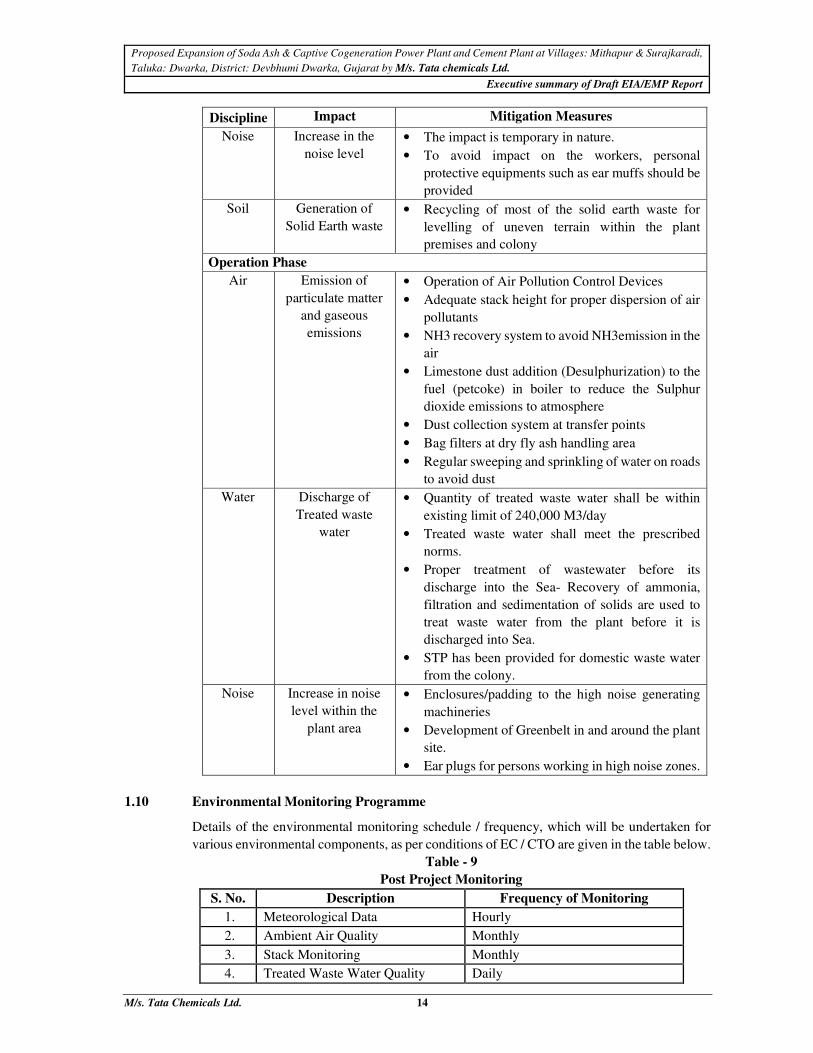
1.9 Anticipated Environmental Impacts and Mitigation Measures
Anticipated environmental impacts due to the proposed project along with mitigation measures
are given in Table below.
Table - 8
Anticipated Environmental Impacts and Mitigation Measures
Discipline Impact Mitigation Measures
Construction Phase
Air Emission of
Particulate Matter
and fugitive dust
• Proper upkeep and maintenance of vehicles,
• Sprinkling of water on construction site,
• Sufficient greenbelt to suppress particulate
emissions outside the plant boundary which will
be further developed & maintained.
Water Surface Run-off
during rainy season
• An adequate drainage system & storm water drains
for run-off water
Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 14
Discipline Impact Mitigation Measures
Noise Increase in the
noise level
• The impact is temporary in nature.
• To avoid impact on the workers, personal
protective equipments such as ear muffs should be
provided
Soil Generation of
Solid Earth waste
• Recycling of most of the solid earth waste for
levelling of uneven terrain within the plant
premises and colony
Operation Phase
Air Emission of
particulate matter
and gaseous
emissions
• Operation of Air Pollution Control Devices
• Adequate stack height for proper dispersion of air
pollutants
• NH3 recovery system to avoid NH3emission in the
air
• Limestone dust addition (Desulphurization) to the
fuel (petcoke) in boiler to reduce the Sulphur
dioxide emissions to atmosphere
• Dust collection system at transfer points
• Bag filters at dry fly ash handling area
• Regular sweeping and sprinkling of water on roads
to avoid dust
Water Discharge of
Treated waste
water
• Quantity of treated waste water shall be within
existing limit of 240,000 M3/day
• Treated waste water shall meet the prescribed
norms.
• Proper treatment of wastewater before its
discharge into the Sea- Recovery of ammonia,
filtration and sedimentation of solids are used to
treat waste water from the plant before it is
discharged into Sea.
• STP has been provided for domestic waste water
from the colony.
Noise Increase in noise
level within the
plant area
• Enclosures/padding to the high noise generating
machineries
• Development of Greenbelt in and around the plant
site.
• Ear plugs for persons working in high noise zones.
1.10 Environmental Monitoring Programme
Details of the environmental monitoring schedule / frequency, which will be undertaken for
various environmental components, as per conditions of EC / CTO are given in the table below.
Table - 9
Post Project Monitoring
S. No. Description Frequency of Monitoring
1. Meteorological Data Hourly
2. Ambient Air Quality Monthly
3. Stack Monitoring Monthly
4. Treated Waste Water Quality Daily

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 15
5. Noise Level Monitoring Monthly
6. Performance evaluation of Effluent
Treatment System
Yearly
7. Medical Checkup of Employees Yearly
1.11 Additional Studies
Additional Studies conducted as per the ToR letters issued by the Industry-I and Industry-II
committees for cement plant (J-11011/66/1999-IA.II (I) dated 10th Jan., 2017 and soda ash &
co-generation power plant (letter no J-11011/140/2016-IA II (I) dated 2nd Aug., 2016)
respectively are-
– Marine Impact Assessment Study
– Water quality Modeling Study
– Social Impact Assessment Study
– Hydro-geological and Rainwater Harvesting Study
– Risk Assessment Study
– Public Hearing
1.12 Project Benefits
The proposed project is expected to provide employment to local skilled people in different
activities such as construction activities, commissioning, raw material, product handling and
transportation and plantation activities.
Also the company’s Corporate Social Responsibility initiatives will have a positive impact on
socio economic fabric of the region. The Company follows an integrated development
approach, which specifically targets the disadvantaged, vulnerable and marginalized
stakeholders.
At Tata Chemicals, it has been our constant endeavor to focus on inclusive and collaborative
growth. We began our journey a few years back by focusing on Affirmative Action i.e.
disadvantaged communities and while we continue to progress on this road-map, we expanded
our focus on diversity to additionally cover gender diversity, disadvantaged regions and the
differently abled – all of which we believe are important segments that can help us create a
more sustainable organization for the future. Towards this objective, we have reconstituted our
current Affirmative Action Council into a Diversity Council. The organization has instituted
Diversity Council (DC) led by Managing Director & senior leaders to focus on these four areas.
The Company’s leadership drives the Affirmative Action agenda across the organization with
passion and commitment
The Company's inter-related development interventions are named as BEACoN (Blossom –
Enhance – Aspire – Conserve – Nurture). All social initiatives are being conducted under these
five verticals, around Company’s areas of operation. It follows an integrated development
approach to improve the quality of life, especially in their neighborhoods and for the farmers.
Tata Affirmative Action Programme
The Tata Affirmative Action Programme commits Tata companies to exercising positive
discrimination in employing personnel from historically disadvantaged communities and in
engaging them as business partners, without sacrificing merit or quality
Tata Affirmative Action policy
• Tata companies believe in social equity.
• Tata companies adhere to the principle of equal opportunity, irrespective of caste,
whether in recruitment or career advancement within the organization.

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 16
• Tata companies are also committed to directly conducting or supporting initiatives to
ensure an equal footing for socially and economically disadvantaged sections in the
country at large, and specifically the Scheduled Caste and Scheduled Tribe
communities.
• Towards the ultimate goal of enhancing their employability and entrepreneurship
abilities, Tata companies are committed to creating and promoting access to quality
education and technical skills and competencies for members of the SC/ST
communities.
• Further, to speedily enable these communities to overcome the social discrimination
that has prevented them from realizing their potential as productive members of
society, Tata companies will assist members from these communities towards
employment opportunities and as business associates, provided everything else (merit
for employment, cost and quality for business associates) is equal.
1.13 Environment Management Plan
Table-10
Environmental Management Plan
Particulars Details
Air Quality
Management
• Operation of Air Pollution Control Devices
• Adequate stack height for proper dispersion of air pollutants
• NH3 recovery system to avoid NH3 emission in the air
• Limestone dust addition (Desulphurization) to the fuel (petcoke) in boiler to
reduce the Sulphur dioxide emissions to atmosphere
• Dust collection system at transfer points
• Bag filter at dry fly ash handling area
• Regular sweeping and sprinkling of water on roads to avoid dust emission
Water
quality
management
• Quantity of treated waste water shall be within existing limit of 240,000 M3/day
• Treated waste water shall meet the prescribed norms.
• Recovery of Ammonia in ammonia still process (Soda ash plant)
• Recovery of Effluent solids in Effluent solids filtration plant for utilization in
cement plant as raw material.
• Settling of suspended solids in sedimentation basins to meet effluent quality
standards
• The final treated effluent is discharged into sea (Gulf of Kutch) after dilution with
spent sea water.
• The domestic waste water is treated in the sewage treatment plant. Treated sewage
is partly recycled and reused for toilet flushing in the township. Any excess quantity
of treated sewage is used for horticulture purposes or disposed through pipelines
into the Sea.
Noise
Management
• Periodical maintenance and lubrication of equipments
• Equipments/machineries with proper enclosures and padding
• Noise monitoring on regular basis.
• Personnel protective equipments like earmuffs/ear plugs provided to the workers.
Solid Waste
Management S.
No.
Type of
waste
Waste generation Quantity (TPA) Management
Method Existing
Proposed
(Additional)
Total
After
Expansion

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 17
Particulars Details
From Soda Ash Manufacturing Process
1 Under sized
Lime stone
5,39,809 1,52,126 6,91,935 Used as raw
material in cement
plant
2 Milk of Lime
rejects
37,853 10,667 48,520 Used for bund/ road
making in
Company's salt
works area
4
Soda Ash
Effluent
Solids
2,77,667 82,036 3,59,703 Partially used for
cement making,
Land filling for
plantation site
development, road
construction and
storage site
reclamation with
green cover.
5
Static Salt
Dissolver
waste
56,091 16,612 72,703 Used for bund/ road
in Company's salt
works area
From Captive Cogeneration Power Plant
1 Fly ash
1,17,832 60,220 1,78,052 Partially used for
cement making, low
lying area filing,
bund making. Road
construction and
plantation. Supply
to brick
manufacturers
Hazardous
Waste
Management S.No. Type of
waste
Existing
Quantity
(as per
GPCB’s
CCA)
Additional
Quantity
Total
Quantity
Disposal Method
1 Used or spent
oil (Cat. 5.1)
72 MT 28 MT 100 MT Sold to approved
recycler
2 Wastes or
residues
containing
oil (Cat 5.2)
12 MT 5 MT 17 MT
Sold to approved
recycler
3 Spent ion
exchange
resin
containing
toxic metals
(Cat 35.2)
7 MT 3 MT 10 MT To GPCB approved
TSDF for
Incineration
4 Empty
barrels
1800
Nos.
Nil 1800 Nos. Sold to approved
recycler

Proposed Expansion of Soda Ash & Captive Cogeneration Power Plant and Cement Plant at Villages: Mithapur & Surajkaradi,
Taluka: Dwarka, District: Devbhumi Dwarka, Gujarat by M/s. Tata chemicals Ltd.
Executive summary of Draft EIA/EMP Report
M/s. Tata Chemicals Ltd. 18
Particulars Details
contaminated
with
hazardous
wastes (Cat .
33.1)
Green Belt
Development
/ Plantation
Greenbelt has been developed in an area of 95 ha around the plant and colony area.
Another 36 ha area has been proposed to be developed as greenbelt area/plantation.