PROJETO DE MOLDE PARA SOBREINJEÇÃO DE POLÍMEROS ...
68
PROJETO DE MOLDE PARA SOBREINJEÇÃO DE POLÍMEROS Daniel Elias Alberici Oliveira Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: José Stockler Canabrava Filho Rio de Janeiro Março de 2015
Transcript of PROJETO DE MOLDE PARA SOBREINJEÇÃO DE POLÍMEROS ...

PROJETO DE MOLDE PARA SOBREINJEÇÃO DE POLÍMEROS
Daniel Elias Alberici Oliveira
Projeto de Graduação apresentado ao
Curso de Engenharia Mecânica da Escola
Politécnica, Universidade Federal do Rio
de Janeiro, como parte dos requisitos
necessários à obtenção do título de
Engenheiro.
Orientador: José Stockler Canabrava Filho
Rio de Janeiro
Março de 2015

i
Oliveira, Daniel Elias Alberici
Projeto de Molde para Sobreinjeção de Polímeros / Daniel Elias
Alberici Oliveira – Rio de Janeiro: UFRJ/Escola Politécnica, 2015.
X, 57p.:il.; 29,7 cm
Orientador: José Stockler Canabrava Filho.
Projeto de Graduação – UFRJ/Escola Politécnica/Curso de
Engenharia Mecânica, 2015.
Referências Bibliográficas: p. 56
1. Introdução. 2. Introdução Sobre Injeção de Multimateriais. 3.
Moldes para Injeção de Polímeros. 4. Ensaio de Tração do ABS e
Polipropileno. 5. Molde de Injeção dos Componentes para Formar
o Conjunto Carro e Trilho 6. Conclusão. I. Canabrava Filho, José
Stockler. II. Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia Mecânica. III. Título.

ii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte
dos requisitos necessários para obtenção do grau de Engenheiro Mecânico.
Projeto de Molde para Sobreinjeção de Polímeros
Daniel Elias Alberici Oliveira
Março/2015
Orientador: José Stockler Canabrava Filho
Curso: Engenharia Mecânica
A sobreinjeção de polímeros é um processo muito produtivo e apresenta muitas
vantagens em relação a outras maneiras de fabricar produtos similares. Por isso, esta
técnica vem sendo utilizada com mais frequência pela indústria e seu estudo
ganhando importância.
O objetivo deste trabalho é apresentar a tecnologia de injeção de multimateriais e
desenvolver um molde para injeção de dois materiais, que permite o movimento
relativo entre eles.
Palavras-chave: Polímeros, Moldes de Injeção, Injeção de Multimateriais.

iii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
Mold Design for Polymers Over-Injection Molding
Daniel Elias Alberici Oliveira
March/2015
Advisor: José Stockler Canabrava Filho
Course: Mechanical Engineering
The polymers over-injection molding is a very productive process and present many
advantages in comparison to the factoring process of similar products. Therefore, this
technique has been more and more used by the industry and this study has gained
much more importance.
The main objective of this work is to present the technology of multimaterials injection
and develop a injection mold of two materials which allows the relative movement
between the two materials.
Keywords: Polymers, Injection Mold, Multimaterials Injection.

iv
SUMÁRIO
1. INTRODUÇÃO.................................................................................................... 1
2. INTRODUÇÃO SOBRE INJEÇÃO DE MULTIMATERIAIS................................ 2
2.1. Tecnologia............................................................................................... 3
2.1.1. Injeção de Dois Materiais com Troca de Molde........................... 3
2.1.2. Sobre injeção com Uso de Machos............................................. 4
2.1.3. Co-injeção.................................................................................... 6
2.2. Sobreinjeção Sem Adesão...................................................................... 7
2.3. Adesão.................................................................................................... 8
2.3.1. Adesão por União ou Ancoragem Mecânica............................... 9
2.3.2. Adesão por Atração Eletrostática.............................................. 11
2.3.3. Adesão por Adsorção................................................................ 11
2.3.4 Adesão por Quimissorção ou Adsorção Química...................... 12
2.3.5. Adesão por Interdifusão............................................................. 12
3. MOLDES PARA INJEÇÃO DE POLÍMEROS.................................................. 15
3.1. O Molde................................................................................................. 15
3.2. A Máquina Injetora................................................................................ 16
3.2.1. A Unidade de Injeção................................................................ 17
3.2.2. A Unidade de Fechamento........................................................ 17
3.2.3. O Ciclo de Injeção..................................................................... 18
3.3. Considerações para o Projeto do Molde............................................... 19
3.3.1. Peças do molde......................................................................... 19
3.3.2. Detalhes Construtivos de Partes importantes........................... 21
3.3.2.1. Bucha de injeção................................................ 21
3.3.2.2. Canais de alimentação....................................... 22
3.3.2.3. Garganta............................................................. 23
3.3.2.4. Ponto de injeção................................................. 23
3.3.2.5. Cavidades........................................................... 24

v
3.3.2.6. Canais de Saída de Ar....................................... 25
3.3.3. Tipos de Moldes de Injeção....................................................... 26
3.3.4. Considerações iniciais de Projeto.............................................. 26
4. ENSAIO DE TRAÇÃO DO ABS E Polipropileno.............................................. 28
4.1. Comportamento Mecânico dos Polímeros............................................ 28
4.2. Ensaio com registro de curvas tensão-deformação.............................. 29
4.3. O Molde do Corpo de Prova.................................................................. 33
4.4. A Máquina de Ensaio de Tração........................................................... 36
4.5. Resultados Obtidos............................................................................... 37
5. MOLDE DE INJEÇÃO DOS COMPONENTES PARA FORMAR O CONJUNTO
CARRO E TRILHO....................................................................................................... 42
5.1. Especificações do produto.................................................................... 42
5.2. Injetora Vertical Utilizada...................................................................... 43
5.2.1. Funcionamento da Injetora de Bancada.................................... 45
5.3. Moldes desenvolvidos........................................................................... 46
5.3.1. Molde do trilho........................................................................... 47
5.3.1.1. Dimensionamento do molde............................... 47
5.3.1.1.1. Bucha de injeção..................................... 47
5.3.1.1.2. Canais de Alimentação........................... 49
5.3.1.1.3. Garganta................................................. 50
5.3.1.1.4. Canal de Saída de Ar.............................. 51
5.3.1.1.5. Ponto de Injeção..................................... 52
5.3.2. Molde do Carro.......................................................................... 52
6. CONCLUSÃO................................................................................................... 54
REFERÊNCIAS BIBLIOGRÁFICAS............................................................................. 56
ANEXOS....................................................................................................................... 57
Desenho do Molde do Trilho............................................................................. 57
Desenho do Molde do Carro............................................................................. 58

vi
LISTA DE FIGURAS
Figura 2.1 – Peças injetadas com dois materiais diferentes.......................................... 2
Figura 2.2 – Máquina de injeção de duas unidades com molde rotativo....................... 3
Figura 2.3 – Maquina de injeção de duas unidades com peça movimentada por robô. 4
Figura 2.4 – Molde com o macho ocupando o espaço do sobrematerial na cavidade.. 5
Figura 2.5 – Sobrematerial sendo injetado na cavidade liberada pelo macho............... 5
Figura 2.6 – Esquema de casca e núcleo formados na co-injeção................................ 6
Figura 2.7 – Peça formada por co-injeção cortada para mostrar o núcleo.................... 7
Figura 2.8 – Pontas de eixo fabricadas pelo processo de sobreinjeção........................ 8
Figura 2.9 - Adesão por união mecânica entre substrato (inserto) e polímero
sobreinjetado................................................................................................................ 10
Figura 2.10 - Processo de adesão por atração eletrostática entre as cadeias de
polímeros...................................................................................................................... 11
Figura 2.11 - Processo de adesão por meio de forças de Van der Waals................... 12
Figura 2.12 - Adesão por quimiossorção entre substrato (inserto) e adesivo.............. 12
Figura 2.13 - Interdifusão entre dois polímeros diferentes que possuem afinidade
química......................................................................................................................... 13
Figura 3.1 – Molde de injeção simplificado.................................................................. 16
Figura 3.2 – Desenho esquemático de uma máquina injetora..................................... 18
Figura 3.3 – Tempos do Ciclo de injeção..................................................................... 19
Figura 3.4 – Estrutura básica de um molde de injeção................................................ 20
Figura 3.5 – Detalhes construtivos de uma bucha de injeção...................................... 21

vii
Figura 3.6 – Desenho típico de um canal de saída de ar............................................. 25
Figura 4.1 – Curva tensão-deformação sob tração do Nylon 6,6 (seco, i.e., com 0,2%
de umidade).................................................................................................................. 29
Figura 4.2 – Comportamento dúctil e frágil observados em uma curva tensão-
deformação sob tração................................................................................................. 30
Figura 4.3 – Comportamento tensão-deformação para o poliestireno cristal ensaiado
com tração e compressão............................................................................................ 31
Figura 4.4 – Curvas de tensão-deformação sob compressão para polímeros amorfos
(PVC e CA) e semicristalinos (PTFE e PCTFE)........................................................... 32
Figura 4.5 – Curvas de tensão-deformação para o acetato de celulose a várias
temperaturas..............................................................................................................32
Figura 4.6 – Efeito da taxa de deformação (velocidade de deformação em mm/min)
nas curvas de tração do epóxi...................................................................................... 33
Figura 4.7 – Desenho do corpo de prova..................................................................... 33
Figura 4.8 – Molde de injeção do corpo de prova........................................................ 35
Figura 4.9 – Molde de injeção do corpo de prova em corte.........................................35
Figura 4.10 – A maquina de ensaio de tração do LAPTEC.......................................... 36
Figura 4.11 – Curva que melhor representa a relação Tensão x Deformação no ABS
ensaiado....................................................................................................................... 39
Figura 4.12 – Curva que melhor representa a relação Tensão x Deformação no PP
ensaiado....................................................................................................................... 41
Figura 5.1 – Primeira concepção do modelo de trilho e carro...................................... 43
Figura 5.2 – Produto desenhado de acordo com as especificações de injeção.......... 43
Figura 5.3 – Injetora vertical de bancada Ray-Ran RR 3400 do LAPTEC................... 44
Figura 5.4 – Desenho da bucha de injeção.................................................................. 49

viii
Figura 5.5 – Desenho em perspectiva do molde do trilho............................................ 51
Figura 5.6 – Molde do carro com cavidade para receber o trilho previamente injetado.
.......................................................................................................................................53

ix
LISTA DE TABELAS
Tabela 3.1 – Medidas recomendadas para um canal de saída de ar.......................... 25
Tabela 4.1 – Dimensões do corpo de prova segundo.................................................. 34
Tabela 4.2 – Especificações técnicas da máquina de ensaio de tração do LAPTEC.. 37
Tabela 4.3 – Resultados obtidos com o ensaio de tração do ABS.............................. 38
Tabela 4.4 – Dados do ABS ensaiado segundo seu fornecedor.................................. 39
Tabela 4.5 - Resultados obtidos com o ensaio de tração do PP.................................. 40
Tabela 4.6 – Dados do PP ensaiado segundo seu fornecedor.................................... 41
Tabela 5.1 – Especificações técnicas da injetora vertical de bancada........................ 45
Tabela 5.2 – Parâmetros importantes para o projeto do molde do trilho..................... 47
Tabela 5.3 – Relação da massa do produto com o diâmetro do canal da bucha de
injeção.......................................................................................................................... 48
Tabela 5.4 – Parâmetros importantes para o projeto do molde do carro..................... 52

1
CAPÍTULO
1 1. INTRODUÇÃO
A sobreinjeção de polímeros é um processo muito produtivo e apresenta muitas
vantagens em relação a outras maneiras de fabricar produtos similares. Por isso, esta
técnica vem sendo utilizada com mais frequência pela indústria e seu estudo
ganhando importância.
O objetivo deste trabalho é apresentar a tecnologia de injeção de multimateriais e
desenvolver um molde para injeção de dois materiais, neste caso Polipropileno e ABS,
que permite o movimento relativo entre eles.
Este projeto apresenta o desenvolvimento de moldes para o ensaio da injeção de dois
componentes. No Capítulo 2 é apresentada uma revisão sobre injeção de dois
componentes, suas tecnologias e sobre os mecanismos de adesão. No Capítulo 3 é
apresentada uma revisão sobre maquinas de injeção convencional e moldes de
injeção, mostrando suas principais características. No Capítulo 4 é apresentada uma
revisão sobre ensaios mecânicos em polímeros e os resultados dos testes realizados
em laboratório são mostrados. No Capítulo 5 é apresentada a máquina de injeção
usada para o projeto dos moldes bem como o detalhamento dos moldes projetados.

2
CAPÍTULO
2 2. INTRODUÇÃO SOBRE INJEÇÃO DE MULTIMATERIAIS
As expressões bi-injeção, injeção bi-componente ou co-injeção são usadas quando
dois materiais poliméricos diferentes são injetados em uma única peça. Os dois
materiais podem simplesmente terem cores diferentes, um deles pode ser reforçado
ou ser de espuma para reduzir o peso, ou eles podem ter diferentes propriedades em
diferentes locais (resistência à tração e baixo coeficiente de atrito, rigidez e
flexibilidade).
É fácil incorporar peças de plástico comprimidas ou moldadas por injeção pré-
fabricadas nos produtos moldados por injeção. A Figura 2.1 mostra uma peça com
dois materiais diferentes. Inicialmente, as peças que iriam receber a segunda camada
de material recebia algum tipo de tratamento mecânico, como jato de areia ou lixa.
Com o aprimoramento da adesão entre os materiais, esta etapa se tornou
desnecessária. A adesão entre os materiais, quando bem feita, garante a união.
Figura 2.1 – Peças injetadas com dois materiais diferentes. [CARDENAL]

3
2.1 – Tecnologia
As tecnologias de injeção de multimateriais envolvem a injeção em diferentes
cavidades, a alteração da cavidade do molde por meio de machos ou a injeção de dois
materiais simultaneamente, como será apresentada a seguir.
2.1.1 - Injeção de dois materiais com troca de molde
Uma peça composta por dois materiais, fabricada com esse tipo de tecnologia, tem o
primeiro material injetado em um molde (peça verde, mostrada na Figura 2.2) e em
seguida, a placa móvel do molde é girada e posicionada em uma segunda placa fixa
para receber o material sobre-injetado (peça vermelha, mostrada na Figura 2.2). Um
exemplo de máquina de injeção com o molde rotativo composto por duas unidades de
injeção está mostrado na Figura 2.2. A peça passa da primeira para segunda unidade
através da rotação de 180º do molde.
Como apenas a placa fixa é diferente e a placa móvel é a mesma nas duas etapas da
injeção, alguns tipos de geometria não são possíveis usando este tipo de
configuração. Caso seja necessária a aplicação do segundo material nos dois lados da
peça, são necessários duas placas diferentes e mover a peça para o segundo molde.
Figura 2.2 – Máquina de injeção de duas unidades com molde rotativo. [CARDENAL]

4
A transferência de um molde para outro é mostrado na Figura 2.3. Esta movimentação
deve, preferencialmente, ser executada por um robô, já que se trata da produção em
serie de milhares de peças para justificar o investimento em um equipamento deste
tipo.
Com a troca de molde, temos maior liberdade para a geometria do material sobre-
injetado, que pode ocupar uma cavidade no segundo molde que, no caso de existir no
primeiro molde, seria ocupado pelo primeiro material.
Figura 2.3 – Maquina de injeção de duas unidades com peça movimentada por robô.
[CARDENAL]
2.1.2 - Sobre injeção com uso de machos
O uso de machos ou gavetas nos moldes de sobre-injeção, de acordo com
CHARRIER, 1990, nos permite fabricar este tipo de peça usando apenas um molde. O
material suporte é injetado na cavidade que está parcialmente ocupada por um macho,
como mostrado na Figura 2.4. Após o resfriamento deste, o macho é movimentado
dentro do molde, criando uma nova cavidade onde será injetado o sobrematerial,
conforme é mostrado na Figura 2.5.

5
Figura 2.4 – Molde com o macho ocupando o espaço do sobrematerial na cavidade.
[CARDENAL]
Figura 2.5 – Sobrematerial sendo injetado na cavidade liberada pelo macho.
[CARDENAL]
O uso deste tipo de recurso torna o molde mais complexo, contudo, o fato de não
precisar girar o molde ou reposicionar a peça pode ser interessante por questões de
produtividade e espaço disponível na injetora.

6
2.1.3 - Co-injeção
A co-injeção, segundo CHARRIER,1990, corresponde à técnica que visa formar um
produto com o núcleo e a casca feitos de diferentes materiais. Na primeira etapa, o
material que formará a parte externa da peça é injetado e a cavidade é parcialmente
preenchida. Em uma segunda etapa, o material do interior é injetado e empurra para
frente o primeiro material, que ainda está derretido. O material da casca, ao entrar em
contato com a superfície resfriada do molde se solidifica parcialmente, enquanto a
parte interna vai sendo substituída pelo segundo material injetado, assim estrutura de
casca/núcleo é formada com os materiais, como mostrado esquematicamente na
Figura 2.6. Essa técnica, qual poderia se referir como “co-injeção sequencial em única
cavidade” é comumente usado para fabricação de materiais com núcleos de espuma.
Figura 2.6 – Esquema de casca e núcleo formados na co-injeção. [CARDENAL]
Este sistema pode ser usado para reduzir a massa total e o custo final da peça, ao se
injetar um material leve e barato como núcleo e mantendo um material resistente e de
melhor acabamento como casca, assim como mostrado na Figura 2.7.
Frequentemente, a espuma usada no núcleo pode ser feita a partir de material
reciclado, que não seria usada em casos onde ficaria exposta devido a sua não
uniformidade de cor e textura.

7
Figura 2.7 – Peça formada por co-injeção cortada para mostrar o núcleo. [CARDENAL]
2.2 – Sobreinjeção sem adesão
Um uso potencial para este tipo de tecnologia, ainda pouco utilizado e pouco
estudado, é na fabricação de peças sobreinjetadas com movimento relativo entre o
material suporte e o sobrematerial. Para que este tipo de construção seja possível, é
necessário que não haja adesão entre os materiais, que o atrito entre eles seja baixo e
haja uma folga entre eles após o resfriamento do segundo material injetado,
permitindo assim um movimento com baixa perda de energia e pouca geração de
calor.
Peças injetadas tem vantagem competitiva sobre as usinadas devido à seu baixo
custo e elevada produtividade. As peças sobreinjetadas se destacam por dispensar a
etapa de montagem e, além disso, elimina a necessidade de verificação da folga, pois
esta está garantida pela contração do material ao resfriar durante o processo de

8
injeção. Podemos ver abaixo, na Figura 2.8, pontas de eixo fabricadas pelo processo
de sobreinjeção, com movimento permitido entre a peça branca e a preta sem a
necessidade de lubrificação.
Figura 2.8 – Pontas de eixo fabricadas pelo processo de sobreinjeção. [http://www.igus.com/wpck/3748/igubal_Gelenkkoepfe, 14/12/2014]
Como dito anteriormente, para que haja movimento relativo entre as peças
sobreinjetadas, é necessário que não ocorra o processo de adesão durante a
fabricação do conjunto. Essa não adesão é conhecida por incompatibilidade entre os
materiais e depende de uma série de fatores, alguns deles serão apresentados a
seguir no estudo de processos de adesão, onde serão mostrados seus mecanismos e
capacidade de união entre duas pecas.
2.3 - Adesão
Há anos vêm sendo investigados os mecanismos de adesão, tendo sido propostas
várias teorias em uma tentativa de explicar este fenômeno. Contudo, nenhuma teoria
por si só, é capaz de explicar completamente o que ocorre nos processos de adesão.

9
A ligação que ocorre entre um adesivo e um objeto ou uma superfície pode ser
considerada como uma soma de forças de origem mecânica, física e química que se
sobrepõem e influenciam umas nas outras. Apesar de não haver um único mecanismo
de adesão, segundo POCIUS, 2002, pode-se distinguir e explicar o que ocorre em
cada um deles, durante o processo de adesão. Assim, distingue-se entre forças de
origem mecânica (mechanical interlocking), que são produzidas pela ancoragem do
adesivo em poros ou rugosidades existentes nas superfícies consideradas; forças de
origem eletrostática, as quais se referem à diferença entre as eletronegatividades dos
materiais que serão unidos, sendo os outros mecanismos de adesão de natureza
intermolecular e química, que ocorrem nas interfaces de sistemas heterogêneos. Este
mecanismo de adesão química é explicado, no caso de forças intermoleculares, pela
teoria da adsorção, e no caso de interações químicas pela teoria de quimissorção ou
adsorção química. Os processos que controlam a adesão entre tipos similares de
termoplásticos e sistemas homogêneos são explicados com a teoria da difusão.
2.3.1 - Adesão por União ou Ancoragem Mecânica (Mechanical Interlocking)
A teoria de adesão por união mecânica, mostrada na Figura 2.9, estabelece que uma
boa adesão ocorre quando um adesivo (ou no caso do presente trabalho o polímero
injetado) penetra nos poros e irregularidades existentes na superfície de um substrato.
O adesivo deve não apenas molhar o substrato, como também possuir propriedades
reológicas que permitam a sua penetração nos poros em um tempo relativamente
curto (antes de ocorrer o “endurecimento” do mesmo). Esta teoria contudo, oferece
explicações para poucas situações tais como, a união entre elastômeros e têxteis e
elastômeros e papéis. No entanto, como pode ser observada na prática uma boa
adesão entre superfícies com baixa rugosidade e sem poros superficiais, torna-se
evidente que, apesar da união mecânica auxiliar no processo de adesão, ela não pode
ser considerada como uma justificativa genérica para os mecanismos de adesão.

10
Figura 2.9 - Adesão por união mecânica entre substrato (inserto) e polímero sobreinjetado. [PACKHAM, 2005 (adaptado)]
Alguns tratamentos quando aplicados sobre as superfícies a serem unidas tendem a
aumentar a força de adesão. Estes Tratamentos (especialmente quando aplicados a
superfícies de componentes plásticos) resultam em um aumento da rugosidade, o que
pode aumentar a eficiência e a durabilidade da união devido ao aumento da
ancoragem mecânica ou mechanical interlocking. Além de produzir uma interferência
mecânica, o aumento do nível de adesão, devido à rugosidade, também pode resultar
de outros fatores como o aumento da área de contato entre adesivo e a superfície,
aumento da cinética de molhamento e do aumento da deformação plástica do adesivo.

11
2.3.2 - Adesão por Atração Eletrostática
A teoria da adesão atração por eletrostática, conforme POCIUS, 2002, baseia-se na
diferença de eletronegatividades existente entre os componentes que serão unidos. A
força de adesão é atribuída à transferência de elétrons através da interface criando
cargas negativas e positivas que se atraem. Por exemplo, quando um polímero é
posto em contato com uma superfície metálica, elétrons são transferidos do metal para
o polímero, criando uma atração eletrostática entre os mesmos. A teoria da atração
eletrostática diz que estas forças na interface entre os componentes é que são
responsáveis pela adesão ou resistência à separação entre o adesivo e o substrato.
Na Figura 2.10 vemos o processo esquemático de adesão por atração eletroestática,
onde δ+ e δ- representam as cargas positivas e negativas que produzem a atração
entre as cadeias poliméricas dos componentes a serem unidos.
Figura 2.10 - Processo de adesão por atração eletrostática entre as cadeias de polímeros. [PACKHAM, 2005 (adaptado)]
2.3.3 - Adesão por Adsorção
Segundo POCIUS, 2002, a teoria da adesão por adsorção estabelece que a adesão
seja resultante de um contato íntimo entre dois materiais, e envolve forças que se
desenvolvem entre os átomos nas duas superfícies. Sendo considerado como o
principal mecanismo de adesão. O tipo mais comum de forças superficiais que se

12
formam na interface entre o adesivo e o substrato são as forças de Van der Waals.
Além disso, interações ácido-base e pontes de hidrogênio, geralmente consideradas
como um tipo de interação ácido-base, podem também contribuir para a força de
adesão. Na Figura 2.11 vemos um esquema do processo de adesão por forças de Van
der Waals.
Figura 2.11 - Processo de adesão por meio de forças de Van der Waals. [PACKHAM, 2005 (adaptado)]
2.3.4 - Adesão por Quimissorção ou Adsorção Química
O mecanismo de adesão química sugere que ligações químicas primárias podem se
formar em uma interface. Ligações químicas são fortes e podem contribuir
significativamente para a adesão em alguns casos. Na Figura 2.12 vemos um
esquema do processo de adesão por adsorção química.
Figura 2.12 - Adesão por quimiossorção entre substrato (inserto) e adesivo. [PACKHAM, 2005 (adaptado)]

13
Em PACKHAM, 2005 vemos que forças químicas primárias possuem energias entre
60-1100 kJ/mol, o que é consideravelmente maior do que as energias de ligação de
forças secundárias (0,08 – 5kJ/mol). Deve-se mencionar também que são utilizados
agentes de acoplamento e promovedores de adesão para auxiliar na adesão por meio
de reações químicas.
2.3.5 - Adesão por Interdifusão
A teoria da adesão por difusão [PACKHAM, 2005 ] atribui à adesão em materiais
poliméricos à interpenetração das cadeias do polímero na interface dos dois
componentes, ou seja, a mútua difusão das cadeias poliméricas através da interface
dos mesmos. Esta teoria requer que ambos adesivo e substrato sejam poliméricos, e
que sejam capazes de movimento e ao mesmo tempo mutuamente compatíveis e
miscíveis. Para descrever o fenômeno de autodifusão dos polímeros várias teorias
foram propostas, tais como, acoplamento por entrelaçamento, cooperatividade, e a
teoria da reptação. Na Figura 2.13 vemos a interação esquemática entre dois
polímeros que possuem afinidade química.
Figura 2.13 - Interdifusão entre dois polímeros diferentes que possuem afinidade química. [PACKHAM, 2005 (adaptado)]

14
Parâmetros como o tempo de contato, temperatura, peso molecular dos polímeros e
estado físico (sólido ou líquido) influenciam no processo de adesão. A polaridade dos
polímeros, geralmente, aumenta a força de adesão. Evidências demonstram que o
fenômeno da interdifusão ocorre em polímeros móveis e compatíveis e podem
promover a adesão intrínseca ou auto-adesão. A teoria da difusão, contudo, encontra
uma aplicação limitada quando os polímeros envolvidos não são solúveis ou o
movimento das cadeias é restringido por sua estrutura com um grande número de
ligações cruzadas, por sua estrutura cristalina ou quando estão abaixo de sua
temperatura de transição vítrea.

15
CAPÍTULO
3 3. MOLDES PARA INJEÇÃO DE POLÍMEROS
3.1 – O Molde
As peças fabricadas pelo processo de injeção são produzidas pela moldagem do
plástico fundido no interior de um molde de injeção. A máquina injetora tem como
função preparar e injetar o polímero no interior do molde. O molde por sua vez, é o
responsável pela forma final e pelo resfriamento do polímero injetado.
O molde de injeção é uma unidade completa com condições de produzir peças
moldadas. Suas cavidades possuem as formas e as dimensões da peça desejada. O
molde é adaptado ao final da máquina de injeção e recebe, em sua cavidade, o
plástico fundido, introduzido por meio de pressão [HARADA, 2004].
A figura 3.1 apresenta um molde simplificado recebendo o polímero fundido em sua
cavidade. Neste desenho podemos observar partes importantes em um molde de
injeção, são elas: placa móvel da injetora, placa estacionária da injetora e a cavidade
que recebe o polímero.

16
Figura 3.1 – Molde de injeção simplificado [HARADA, 2004].
3.2 – A Máquina Injetora
O molde de injeção é projetado levando-se em consideração o equipamento no qual
ele será usado. Portanto, será feito uma breve apresentação de uma maquina injetora
convencional, onde veremos suas principais peças e mecanismos básicos de
funcionamento.
Uma máquina injetora pode ser definida como uma máquina que conforma peças de
maneira descontínua (em ciclos), principalmente de materiais plásticos. A
conformação é feita aplicando pressão sobre uma massa fundida dentro da cavidade
de um molde e, após resfriamento, a massa solidifica e adquire a forma da cavidade
[HARADA, 2012].
Uma injetora convencional é dividida em duas partes principais: A Unidade de Injeção,
responsável pelo processamento do polímero e a Unidade de Fechamento,
responsável pela fixação e controle do molde

17
3.2.1 – A Unidade de Injeção
Suas funções principais inclui fundir o material usado como matéria-prima (pó ou grãos
do polímero), dosar a quantidade necessária para a fabricação da peça, injetar no
molde respeitando uma velocidade e uma pressão de injeção e por fim, manter uma
pressão com a finalidade de completar e preencher os espaços vazios formados
devido à contração do material durante o resfriamento.
A seguir serão descritas, de forma resumida, as peças da unidade de injeção e suas
principais funções. O alimentador, em geral, tem forma de funil e leva o plástico na
forma primária ao cilindro ou canhão. Esta região, também conhecida como câmara de
aquecimento é onde ocorre a fusão do polímero. O processo de fusão ocorre,
principalmente, devido ao cisalhamento induzido pela rotação da rosca, que tem
outras funções como transporte do material até sua outra extremidade e por fim,
através de um movimento de translação axial, aplica uma pressão sobre o polímero.
Por ter função de fusão, movimentação e injeção do polímero, esta é chamada de
rosca recíproca. Resistências elétricas conservam a temperatura no interior do cilindro
e atuadores linear e rotacional se encarregam dos movimentos da rosca. As peças
descritas neste parágrafo podem ser vistas na Figura 3.2
3.2.2 – A Unidade de Fechamento
É nesta parte da injetora onde o molde é fixado. Este, por sua vez, deve ser projetado
respeitando suas dimensões máximas entre colunas e entre a placa móvel e a fixa da
máquina. Além do fechamento do molde, como o nome da unidade sugere, a força de
fechamento para suportar a pressão de injeção, o travamento do molde e todos os
movimentos necessários para a extração da peça são realizados por esta parte da
máquina. Podemos observar na Figura 3.2 um desenho esquemático de uma máquina
injetora e seus principais componentes aqui descritos.

18
Figura 3.2 – Desenho esquemático de uma máquina injetora. [http://www.xcentricmold.com/aboutinjectmold.php (Adaptado), 15/12/2014].
3.2.3 – O Ciclo de Injeção
A injeção não é um processo contínuo, mas sim intermitente, seguindo um ciclo
conhecido como “ciclo de injeção”. Esse ciclo pode possuir eventos que se
interceptam e eventos que só ocorrem após terminar o antecedente. Podemos dizer
que existe um ciclo com ocorrências sequenciais da rosca recíproca e um ciclo com
eventos sequenciais no molde. No entanto, os ciclos da rosca e do molde são
interdependentes [MANRICH, 2005].
Podemos enumerar, de forma resumida, as principais etapas do ciclo de injeção como:
fechamento do molde, injeção, recalque, dosagem, resfriamento, abertura do molde e
extração do moldado.
Vale ressaltar que, conforme mostrado na Figura 3.3, o maior tempo do ciclo é, de
modo geral, o tempo de resfriamento. É muito comum que a etapa de dosagem
demore menos que o resfriamento, portanto, se desejamos diminuir o tempo de
injeção, devemos diminuir primeiro o tempo de resfriamento, aumentando a
capacidade do molde de retirar calor da peça que foi injetada.

19
Figura 3.3 – Tempos do Ciclo de injeção [HARADA, 2004 (Adaptado)].
3.3 – Considerações para o Projeto do Molde
3.3.1 – Peças do molde
A Figura 3.4 mostra um molde de injeção em corte com suas principais peças. A
seguir, estão numerados os nomes de cada componente mostrado, para futura
referência. Como dito, este desenho não esgota as possibilidades, tampouco, todas as
peças que possivelmente são aplicadas em um molde de injeção, contudo, não faz
parte deste projeto o detalhamento de todas as possibilidades e sim o projeto de um
molde simples.

20
Figura 3.4 – Estrutura básica de um molde de injeção [HARADA, 2004].
1. Placa de fixação inferior
2. Coluna ou espaçador
3. Bucha-guia
4. Coluna-guia
5. Pino extrator
6. Extrator de canal
7. Placa porta-extratores
8. Placa impulsora
9. Pino de retorno
10. Placa-suporte
11. Postiços
12. Bucha de injeção
13. Anel de centragem
14. Placa de fixação superior
a. Cavidade
b. Canal de alimentação

21
3.3.2 – Detalhes construtivos de partes importantes
3.3.2.1 – Bucha de injeção
Tem a função de receber o polímero do bico da injetora e transferi-lo para o canal de
alimentação e é a primeira peça do molde com qual o plástico entra em contato. Para
um encaixe correto, sem vazamentos, entre o bico e a bucha é possível devido ao
formato côncavo desta peça. Seu formato deve ser especificamente projetado de
acordo com o formato do bico.
Recomenda-se que seu canal seja o mais curto o possível, tenha um diâmetro mínimo
de 2,5mm e um afunilamento, divergente a partir da entrada, como mostra a Figura
3.5, para facilitar a remoção da peça. O material recomendado para a fabricação da
bucha, segundo HARADA, 2004 é o aço cromo-níquel endurecido.
Figura 3.5 – Detalhes construtivos de uma bucha de injeção. [GLANVILL, 1963(Adaptado)]

22
3.3.2.2 – Canais de alimentação
É nessa parte do molde onde o polímero plastificado escoa para a(s) cavidade(s). Sua
geometria interfere diretamente no resfriamento do polímero e na pressão aplicada
para a injeção do mesmo. Por isso, SORS, 1965 aponta diretrizes para o correto
dimensionamento destes canais como mostrado abaixo:
• Usar, preferencialmente, seção circular. Outras seções, como trapezoidal ou
semicircular, podem ser usadas. Contudo, o uso de outros formatos exige maior
pressão de injeção quando comparados com uma seção circular.
• Devem ser o mais curto possível e evitar ao máximo as mudanças de direção do
fluxo.
• A soma das áreas das seções transversais dos canais de alimentação deve ser
igual à área da seção final do canal da bucha de injeção.
• O comprimento do canal de alimentação deve ser o mesmo para todas as
cavidades do molde. Desta maneira, o polímero atinge todas as gargantas ao
mesmo tempo, com isso, o preenchimento e vedação serão simultâneos em todas
as cavidades.
Segundo GLANVILL, 1963, o material da extremidade do bico de injeção resfria
durante o ciclo de injeção. No ciclo seguinte, este material resfriado pode causar
defeitos na moldagem, como o entupimento dos canais de alimentação ou crostas na
superfície da peça. Para que esses defeitos não ocorram, é feito um rebaixo aonde o
fluxo vindo da bucha de injeção preenche antes de chegar aos canais de alimentação,
desta forma o material frio se deposita e o material com a temperatura adequada
segue para o molde. A esse rebaixo é dado o nome de poço frio.

23
3.3.2.3 – Garganta
É um estreitamento do canal de alimentação que ocorre bem próximo da entrada da
cavidade. Ela é projetada com o propósito de separar o produto do canal de
alimentação, facilitando sua remoção e reduzindo ou eliminando o dano a superfície
da peça acabada, pois quanto mais estreita a garganta, menor a marca deixada. Além
disso, o estreitamento induz o cisalhamento da massa polimérica e com isso diminui a
viscosidade devido, principalmente, ao aumento de temperatura por atrito. Esse efeito
é importante, pois o polímero perde calor que pode ser significativo ao longo dos
canais de alimentação. Contudo, quanto maior a peça, maior deve ser a garganta e
seu tamanho também deve levar em conta o polímero a ser injetado. GLANVILL, 1963
recomenda a relação da área do canal de alimentação para a área da garganta de
20:1 e seu comprimento é da mesma dimensão do seu diâmetro, para não elevar
muito a perda de carga.
3.3.2.4 – Ponto de injeção
A função do ponto de injeção, além de permitir que o polímero entre na cavidade, é
garantir que a peça não tenha rebarbas e defeitos superficiais advindos do fluxo.
Normalmente, os pontos de injeção são colocados na parte mais espessa da peça
para que a pressão de empacotamento atue com eficácia nessa região. Por outro lado,
deve ser colocado na parte mais discreta da peça para não aparecer marca nesse
ponto. Dependendo da localização do ponto de injeção, as linhas de solda podem
apresentar problemas. É preferível que o ponto esteja próximo a uma região de
separação do fluxo, garantindo assim uma solda mais adequada [MANRICH, 2005].
O número de pontos de injeção deve ser o menor possível, respeitando certos limites
que exigem um número maior de pontos de injeção, como por exemplo, o resfriamento
do fluxo ao longo da peça que impede o preenchimento de toda a cavidade. Esse

24
número deve ser reduzido, de forma a reduzir o custo de fabricação do molde, devido
à complexidade de se fabricar mais canais de injeção para uma mesma cavidade e
também reduzir o número de linhas de solda na peça.
3.3.2.5 – Cavidades
A cavidade de moldagem é normalmente composta por duas partes: a unidade fêmea,
que modela a parte externa da peça; e o núcleo ou unidade macho, que configura a
sua parte interna. Esta configuração pode ser obtida por usinagem (fresamento,
eletroerosão ou cunhagem), fundição ou eletrodeposição.
O material escolhido para cavidade depende de fatores como precisão requerida,
processo de fabricação da cavidade, numero de peças que se espera que o molde
produza, tratamento térmico e acabamento superficial. Para tais exigências, aços com
elementos de liga para elevar a dureza e a temperabilidade são aplicados.
Uma maneira de facilitar a extração da peça é fabricando uma cavidade cônica. A
conicidade recomendada varia de 0,5º até 1º.
Para aumentar a produtividade de um molde, é comum que estes possuam mais de
uma cavidade. O número máximo de cavidades é limitado pelo tamanho do molde,
capacidade da máquina e a pressão máxima de injeção. Alguns cuidados devem ser
tomados para que o polímero percorra sempre o mesmo caminho para alcanças as
diferentes cavidades.
3.3.2.6 – Canais de Saída de Ar
Todo molde, antes de receber o polímero está contém ar. Este ar precisa sair durante
o precisa encontrar um caminho de saída para que não ocupe o espaço destinado ao
material plástico. Usualmente, a folga entre o molde e os pinos de extração pode ser
suficiente para isso, contudo, em alguns casos é necessária a confecção de canais

25
para a saída deste ar. BECK, 1970 recomenda que esses canais estejam
posicionados opostos aos pontos de injeção. Seu formato típico está mostrado na
Figura 3.6 e suas medidas, na Tabela 3.1.
Figura 3.6 – Desenho típico de um canal de saída de ar. [BECK, 1970 (adaptado)]
Medida Valor Recomendado (mm)
A 0,1
B 3,0
C 10,0
D 0,3
Tabela 3.1 – Medidas recomendadas para um canal de saída de ar. [BECK, 1970 (adaptado)]

26
3.3.3 – Tipos de Moldes de Injeção
Os moldes de injeção podem ser classificados de diversas maneiras, que variam
dependendo do autor. MANRICH, 2005, os classifica de acordo com a quantidade de
placas, se as placas possuem peças móveis e o tipo de alimentação, são elas:
• Moldes com canais frios ou convencionais;
o Moldes de duas placas;
o Moldes de três placas;
• Moldes de canais isolados;
• Moldes com canais quentes;
• Moldes com placas múltiplas;
• Moldes com mandíbulas ou gavetas e
• Moldes com macho central rotativo.
Cada um dos tipos possui uma especificidade e um custo. É possível, de modo geral,
aumentar a produtividade e diminuir a quantidade de refugo, conforme aumenta a
complexidade de fabricação do molde. Por outro lado, um molde simples pode ser
vantajoso, dependendo do número de peças que serão fabricadas. O custo de
produção do molde aumenta com o número de placas e com a necessidade de peças
móveis, bem como, o uso de canais quentes tem o mesmo efeito.
3.3.4 – Considerações iniciais de projeto
Ao se projetar um molde de injeção, as primeiras considerações referem ao peso,
tamanho e desenho da peça, para então se decidir sobre a localização e a quantidade
de cavidades no molde, o local mais adequado para entradas, os elementos de
extração, a necessidade de inserções metálicas, roscas e outras particularidades.

27
Baseando-se no peso e no tamanho das peças, é possível definir o tipo de máquina
injetora ideal e a quantidade de cavidades do molde específico para está. Os
principais dados considerados por um projetista de moldes em uma máquina injetora
devem ser: a capacidade de injeção, a força de fechamento e a sua capacidade de
plastificação. Finalmente, é necessário conhecer algumas características importantes
do material plástico a ser moldado, tais como contração, fluxo e abrasividade.
Na construção de um molde, é indispensável que suas placas fiquem perfeitamente
paralelas após a usinagem. Os pinos de guia devem estar em esquadro perfeito para
permitir um funcionamento suave da abertura do molde. As placas de fixação inferior e
superior ultrapassam o corpo principal do molde, a fim de fornecer um espaço para
grampeamento, ou fixação direta da maquina injetora.
O projeto básico do molde depende dos seguintes fatores:
• Tamanho e forma da peça;
• Número de cavidades;
• Tamanho e capacidade da máquina em que o molde será usado;
• Dimensões entre as colunas da máquina;
• A linha de separação do molde, que deixará uma marca na peça;
• O mecanismo de extração da peça;
• Os pontos de entrada nas cavidades.

28
CAPÍTULO
4 4. ENSAIO DE TRAÇÃO DO ABS E POLIPROPILENO
4.1 - Comportamento mecânico dos polímeros
As propriedades mecânicas dos polímeros são caracterizadas pelo modo com que
esses materiais respondem às solicitações mecânicas aplicadas, podendo estas
ultimas serem do tipo tensões ou deformações. A natureza dessa resposta depende
da estrutura química, temperatura, tempo e da história (condições) de processamento
do polímero.
A estrutura molecular dos polímeros proporciona um comportamento elástico, como os
sólidos Hookeanos. Esse fenômeno é denominado viscoelasticidade e ocorre para os
plásticos e para as fibras. Os elastômeros apresentam um outro fenômeno único, ou
seja, a elasticidade da borracha. Esse tipo de elasticidade é muito particular, pois
envolve grandes deformações. [CANEVAROLO, 2002]
A avaliação das propriedades mecânicas pode ser realizada de forma estática ou
dinâmica. Além disso, a caracterização do comportamento mecânico pode ser feita
atingindo-se ou não a ruptura do material. Por exemplo: módulos elásticos, tensão e
deformação no escoamento, tensão máxima, etc., são parâmetros caracterizados sem
atingir a ruptura do polímero. Por outro lado, tensão e deformação na ruptura,
resistência ao impacto, número de ciclos de vida sob fadiga, etc., são propriedades
mecânicas determinadas no limite da resistência destrutiva do polímero.

29
4.2 - Ensaio com registro de curvas tensão-deformação
Existem vários modos para solicitar um polímero de forma estática, dentre eles: tração,
compressão, flexão, cisalhamento, etc. Os ensaios de tração são os mais populares
entre todos. Os principais parâmetros que quantificam a resistência mecânica dos
polímeros em ensaio tensão-deformação são: módulo de Young ou elasticidade;
tensão e deformação no escoamento; tensão máxima; tensão e deformação na
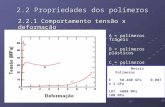
ruptura, e a tenacidade. A Figura 4.1 ilustra alguns desses parâmetros numa curva de
tensão-deformação.
Figura 4.1 – Curva tensão-deformação sob tração do Nylon 6,6 (seco, i.e., com 0,2% de umidade). [CANEVAROLO, 2002 (adaptado)]
As tensões em qualquer região da curva são calculadas através da razão entre a
carga ou força e a área de seção transversal do corpo de prova. A tensão é definida
como nominal quando a área utilizada para o cálculo da tensão é a inicial (Ao). Por
outro lado a tensão é definida como real se a área utilizada no cálculo for a área obtida
no instante do registro da carga, ou seja, instantânea (A).

30
O módulo de Young está diretamente relacionado com a rigidez do polímero, ou seja,
quanto maior for o valor do módulo, maior será a rigidez do polímero. Este é obtido
através da inclinação da curva a baixas deformações, ou seja, E=σ/ε até 0,2% de
deformação. Existem quatro tipos diferentes de módulos de elasticidade: o Módulo de
Young, E; o Módulo de Cisalhamento, G; o Módulo de Compressão, K; e o Módulo sob
Flexão.
As deformações no escoamento e na ruptura definem o poder de escoamento das
moléculas poliméricas durante o estiramento. A deformação calculada através da
relação ε=∆l/l0, onde ∆l=l-l0, l é o comprimento da região útil do corpo de prova no
instante a ser medido a deformação, e l0 é o comprimento inicial da região útil. O valor
de l pode ser obtido acompanhando-se o movimento da travessa ou, de forma mais
precisa, por meio do uso de extensômetros, que podem estar perto mas não tocar a
amostra (leitura por infravermelho), ou fixado no próprio corpo de prova. A tenacidade
é obtida integrando a área sob a curva tensão-deformação até a ruptura.
O comportamento mecânico dos polímeros pode ser visualizado observando-se a sua
curva tensão-deformação. A Figura 4.2 ilustra dois polímeros diferentes sob tração, um
polímero com comportamento dúctil e outro com comportamento frágil.
Figura 4.2 – Comportamento dúctil e frágil observados em uma curva tensão-deformação sob tração. [CANEVAROLO, 2002 (adaptado)]

31
As curvas de tensão-deformação apresentam aspectos característicos para cada tipo
de ensaio. Por exemplo, um polímero apresenta curvas diferentes quando testado em
tração e em compressão. A Figura 4.3 mostra esse efeito para o poliestireno cristal,
que sob tração apresenta uma curva característica de comportamento frágil, enquanto
que em compressão mostra uma curva típica de comportamento dúctil. Essa diferença
de comportamento é função do fato de que o ensaio de compressão proporciona a
redução de tamanho dos defeitos (falhas, microtrincas) do processamento enquanto o
ensaio de tração acentua essas falhas, aumentando as microtrincas.
Figura 4.3 – Comportamento tensão-deformação para o poliestireno cristal ensaiado com tração e compressão. [CANEVAROLO, 2002 (adaptado)]
O comportamento de polímeros amorfos e semicristalinos sob compressão também
apresentam características diferentes. A Figura 4.4 mostra os resultados do ensaio de
tração de policloreto de vinila (PVC), acetato de celulose (CA), politetrafluoroetileno
(PTFE), e policlorotrifluoretileno (PCTFE). Os polímeros amorfos (PVC e CA) mostram
um ponto de escoamento mais nítido, enquanto o mesmo não ocorre com os demais,
que são semicristalinos.

32
Figura 4.4 – Curvas de tensão-deformação sob compressão para polímeros amorfos (PVC e CA) e semicristalinos (PTFE e PCTFE). [CANEVAROLO, 2002 (adaptado)]
O comportamento viscoelástico do polímero faz com que parâmetros, tais como
tempo, temperatura e ambiente, afetem diretamente as propriedades dos polímeros.
As figuras a seguir ilustram a influência de cada parâmetro sobre as curvas tensão-
deformação. A Figura 4.5 evidencia a influencia da temperatura num ensaio de tração
de acetato de celulose. Pode-se observar que, dependendo da temperatura, o
polímero passa de um comportamento totalmente frágil para um totalmente dúctil.
Figura 4.5 – Curvas de tensão-deformação para o acetato de celulose a várias temperaturas. [CANEVAROLO, 2002 (adaptado)]
A influencia do tempo, ou seja, da taxa de deformação sobre as curvas tensão-
deformação pode ser observada na Figura 4.6, onde o epóxi é submetido a um

33
ensaios de tração a varias taxas de deformação. A tensão de escoamento aumenta
linearmente com o aumento da taxa de deformação. Quanto mais rápido é o
movimento da deformação, maior é o módulo.
Figura 4.6 – Efeito da taxa de deformação (velocidade de deformação em mm/min) nas curvas de tração do epóxi. [CANEVAROLO, 2002 (adaptado)]
4.3 - O Molde do Corpo de Prova
A ferramenta usada como molde para a injeção dos corpos de prova está disponível
no LAPTEC e foi fabricada segundo a ISO 527-2, que especifica o desenho do corpo
de prova como segue mostrado na Figura 4.7 e suas dimensões definidas pela Tabela
4.1.
Figura 4.7 – Desenho do corpo de prova. [ISO 527-2:2012]

34
Dimensões do Corpo de Prova
Referência Descrição da Dimenção Dimensão (mm)
l3 Comprimento Total ≥75
b2 Largura nas Extremidades 12,5 ± 1
l1 Comprimento da Porção Paralela 25 ± 1
b1 Largura na Porção Paralela 4 ± 0,1
r1 Raio Pequeno 8 ± 0,5
r2 Raio Grande 12,5 ± 1
L Distância Inicial Entre Agarras 50 ± 2
L0 Distância Inicial Entre Marcações Padrão 20 ± 0,5
H Espessura 2 ± 0,2
Tabela 4.1 – Dimensões do corpo de prova segundo. [ISO 527-2:2012]
A Figura 4.8 mostra o molde de injeção, composto por três placas, usado na
confecção dos corpos de prova. A primeira placa contém uma peça de acoplamento
entre o bico da injetora e o molde de injeção, que é chamado de bucha de injeção.
Este acoplamento é feito, neste caso, de um material mais macio que o material do
bico da injetora. Isto é feito desta maneira para evitar o desgaste do bico da injetora, já
que é mais fácil e barato substituir uma peça na ferramenta do que na injetora.
Podemos observar na segunda placa a cavidade que será preenchida pelo polímero
durante a injeção no formato do corpo de prova. Nesta mesma placa, vemos o canal
de alimentação, por onde escoa o material até chegar à cavidade e o canal de saída
de ar que permite que o ar escape para fora do molde, para que o espaço destinado à
peça seja completamente preenchido pelo polímero. A terceira e ultima placa é
simplesmente uma chapa lisa com a função de fechamento do molde.

35
Figura 4.8 – Molde de injeção do corpo de prova.
Na Figura 4.9, vemos as três placas do molde em corte. Podemos ver neste corte o
canal de alimentação, a cavidade do molde, o canal de saída de ar e a placa superior
e inferior de fechamento.
Figura 4.9 – Molde de injeção do corpo de prova em corte.

36
4.4 - A Máquina de Ensaio de Tração.
A máquina utilizada para realização dos ensaios de tração foi a INSTRON 5569
disponível no LAPTEC do IMA, Figura 4.10. Esta máquina mede a deformação do
corpo de prova através do deslocamento da travessa. A capacidade de carga do
equipamento é de 50kN e possui garras de acionamento pneumático para a fixação
dos corpos de prova, suas especificações técnicas estão mostradas na Tabela 4.2.
A aquisição de dados é feita por um computador conectado ao equipamento e um
software é responsável pro seu processamento. Após a realização de alguns ensaios
temos como resultado os valores médios de limite de resistência à tração, carga
máxima, deformação à carga máxima, extensão à carga máxima, tensão de
escoamento, deformação no escoamento, módulo de elasticidade, tensão na ruptura e
deformação na ruptura. Além disso, o software disponibiliza os gráficos de tensão x
deformação de cada ensaio, bem como os dados obtidos em cada ponto para que
possam ser efetuados novos tratamentos dos dados obtidos.
Figura 4.10 – A maquina de ensaio de tração do LAPTEC.

37
Especificações Técnicas
Especificação Valor Unidade
Capacidade de Carga 50 kN
Velocidade Mínima 0,001 mm/min
Velocidade Máxima 600 mm/min
Resolução do Controle de Posição 0.0268 µm
Rigidez Axial da Estrutura 180 kN/mm
Espaço Útil para Ensaio 1212 Mm
Deslocamento Total da Travessa 1140 Mm
Distância Livre Entre Colunas 418 Mm
Massa do Equipamento 250 Kg
Potência Requerida 900 VA
Tabela 4.2 – Especificações técnicas da máquina de ensaio de tração do LAPTEC. [http://instronromania.com/media/POD_5960SeriesDualColumnTabletop_rev6_0113.pdf 23/03/2014 (adaptado)]
4.5 - Resultados Obtidos
E ensaio de tração foi realizado com sete amostras de cada material (ABS e PP). Os
ensaios com valores extremos (maior e menor) de cada teste foram descartados e os
resultados são mostrados nas tabelas e gráficos abaixo.

38
Resultado do Ensaio ABS
Propriedade Valor Unidade
Limite de Resistência à Tração 44,83299 MPa
(Tensile stress at Maximum Load)
Deformação à Carga Máxima 4,87 %
(Tensile strain at Maximum Load)
Extensão à Carga Máxima 1,94726 Mm
(Extension at Maximum Load)
Carga Máxima 367,1 N
(Maximum Load)
Tensão de Escoamento 44,83299 MPa
(Tensile stress at Yield)
Deformação no Escoamento 4,86815 %
(Tensile strain at Yield)
Módulo de Elasticidade 1154,96105 MPa
(Modulus)
Tensão na Ruptura 37,36799 MPa
(Tensile stress at Break)
Deformação na Ruptura 28,88546 %
(Tensile strain at Break)
Tabela 4.3 – Resultados obtidos com o ensaio de tração do ABS.

39
Figura 4.11 – Curva que melhor representa a relação Tensão x Deformação no ABS ensaiado.
Dados do Fornecedor ABS
Propriedade Valor Unidade
Resistência à Tração 50 MPa
Resistência à Flexão 83 MPa
Módulo de Flexão 2650 MPa
Dureza Rockwell R-110 -
Resistência ao Impacto Izod 196 J/m
Temperatura de deflexão sob carga (Annealed) 101 °C
Índice de fluidez (220 °C/10kg) 17 g/10 min
Densidade 1,05 g/cm³
Flamabilidade 1/16” HB -
Tabela 4.4 – Dados do ABS ensaiado segundo seu fornecedor. [http://www.innova.ind.br/upload/others/file/654160ee008cbdecee6b7ef462c5d4db.pdf, 12/04/2014]

40
Resultado do Ensaio PP
Propriedade Valor Unidade
Limite de Resistência à Tração 35,74264 MPa
(Tensile stress at Maximum Load)
Deformação à Carga Máxima 541.17% %
(Tensile strain at Maximum Load)
Extensão à Carga Máxima 216,46663 mm Mm
(Extension at Maximum Load)
Carga Máxima 298,1 N N
(Maximum Load)
Tensão de Escoamento 29,76230 MPa MPa
(Tensile stress at Yield)
Deformação no Escoamento 10,98% %
(Tensile strain at Yield)
Módulo de Elasticidade 801,69209 Mpa MPa
(Modulus)
Tensão na Ruptura 35.46022 Mpa MPa
(Tensile stress at Break)
Deformação na Ruptura 552,34% %
(Tensile strain at Break)
Tabela 4.5 - Resultados obtidos com o ensaio de tração do PP.

Figura 4.12 – Curva que melhor representa a relação Tensão x Deformação no PP
ensaiado.
Propriedade
Resistência à Tração
Alongamento no Escoamento
Módulo de Flexão
Dureza Shore
Resistência ao Impacto Izod
Temperatura de Distorção Térmica
Índice de Fluidez (230ºC/2,16kg)
Densidade
Temperatura de Amolecimento
Tabela 4.6 – Dados do PP [http://activas.com.br/fichas/quattor/pp/homopolimero/KM6100.pdf 12/04/2014]
Curva que melhor representa a relação Tensão x Deformação no PP
Dados do Fornecedor PP
Propriedade Valor
Resistência à Tração 36
Alongamento no Escoamento 9
Módulo de Flexão 1550
Dureza Shore D-73
Resistência ao Impacto Izod 45
Temperatura de Distorção Térmica 92
Índice de Fluidez (230ºC/2,16kg) 3,5
Densidade 0,905
Temperatura de Amolecimento 152
Dados do PP ensaiado segundo seu fornecedor. http://activas.com.br/fichas/quattor/pp/homopolimero/KM6100.pdf 12/04/2014]
41
Curva que melhor representa a relação Tensão x Deformação no PP
Unidade
MPa
%
MPa
-
J/m
°C
g/10 min
g/cm³
°C
ensaiado segundo seu fornecedor. http://activas.com.br/fichas/quattor/pp/homopolimero/KM6100.pdf 12/04/2014]

42
CAPÍTULO
5 5. MOLDE DE INJEÇÃO DOS COMPONENTES PARA
FORMAR O CONJUNTO CARRO E TRILHO
O molde projetado tem como objetivo avaliar a interação de dois polímeros. O aspecto
de interesse é a movimentação de uma peça que foi sobre-injetada. Para isso, será
usado um sistema composto por um trilho e um carro. Assim, o movimento relativo do
trilho com relação ao carro poderá ser observado, caso não haja aderência ou
interferência entre as duas peças, após o processo de fabricação.
5.1 – Especificações do produto
As peças injetadas possuem certas especificidades e limitações relativas ao processo
de injeção, da mesma maneira que os outros processos de fabricação. Neste caso, as
limitações ocorrem por vários motivos como impossibilidade de fabricar o molde,
impossibilidade de retirada da peça do molde ou problemas relativos ao resfriamento
da peça que pode causar defeitos de distorções.
O principal fator a ser considerado para evitar deformações na peça é a uniformidade
de espessura. Ao se fabricar peças com espessura constante, ou com pouca variação,
garantimos que a distribuição de massa também será constante em todo o produto.
Assim, podemos considerar que a peça irá se resfriar por inteiro de com a mesma
velocidade. Evitamos, desta forma, defeitos como chupagens e vazios. Os cantos
vivos devem ser evitados, com efeito de reduzir o custo de fabricação do molde.

43
Uma primeira concepção do produto é mostrada na Figura 5.1, onde podemos ver em
cinza o trilho e em azul o carro. Porem este formato não é adequado para um produto
injetado, devido às considerações feitas no parágrafo anterior. Podemos ver na Figura
5.2, um desenho mais adequado a este tipo de fabricação.
Figura 5.1 – Primeira concepção do modelo de trilho e carro.
Figura 5.2 – Produto desenhado de acordo com as especificações de injeção.
5.2 – Injetora Vertical Utilizada
Para projetor o molde é preciso definir a injetora que será usada. Nesse projeto será
empregada uma injetora vertical de bancada, fabricada pela empresa Ray-Ran,
modelo RR 3400. Este é um equipamento do LAPTEC / IMA (Laboratório de Apoio
Tecnológico / Instituto de Macromoléculas Professora Eloisa Mano).
Este equipamento foi escolhido por ser mais simples e barato que uma injetora
convenciona, também disponível no LAPTEC. Em comparação com uma injetora

44
convenciona, a injetora de bancada apresenta como vantagem um número muito
menor de peças móveis, menor quantidade de material para injetar, consumo de
energia reduzido e rápido treinamento do operado. Por outro lado, o tamanho da peça
a ser injetado é limitado e seu desenho também possui limites pela simplicidade de
construção do molde. Contudo essas desvantagens não representam prejuízos para
os casos que iremos utilizar neste projeto.
A Figura 5.3 mostra a injetora de bancada utilizada para o projeto do molde com seus
principais componentes. Os moldes devem ser projetados de acordo com as
especificações deste equipamento, observando valores como as medidas da unidade
de fechamento, a capacidade de injeção da maquina e a pressão que está é capaz de
impor ao polímero. Estes dados estão mostrados na Tabela 5.1 e serão usados como
parâmetros de projeto.
Figura 5.3 – Injetora vertical de bancada Ray-Ran RR 3400 do LAPTEC

45
Especificações Técnicas
Especificação Valor Unidade
Volume Máximo por Injeção 48 cm³
Máxima Pressão na Linha de Ar 9,6 Bars
Máxima Pressão do Polímero 430 Bars
Comprimento Máximo da Peça 175 Mm
Largura Máxima da Peça 40 mm
Espessura Máxima da Peça 12,7 mm
Faixa de Temperatura do Cilindro 23 – 400 °C
Faixa de Temperatura do Molde 23 – 150 °C
Tabela 5.1 – Especificações técnicas da injetora vertical de bancada. [http://ray-ran.com/uploads/injection_moulding_scr.pdf, 22/05/2014]
5.2.1 – Funcionamento da Injetora de Bancada
Apesar de sua grande simplicidade, o ciclo de injeção deste equipamento é
semelhante ao de uma injetora convencional. O ciclo de injeção de uma máquina
convencional está descrito no Capítulo 3 deste projeto.
O ciclo de injeção da injetora de bancada pode ser descrito como:
• Posicionamento do molde na câmara e fechamento manual;
• Acionamento do cilindro pneumático para preenchimento do molde com
material plastificado;
• Manter a pressão no cilindro até solidificação do material injetado (recalque);
• Aliviar a pressão e aguardar o resfriamento da peça;
• Retirar o molde da câmara para retirar a peça do molde.

46
Diferente do que ocorre numa injetora convencional, as operações de fechamento do
molde, acionamento da pressão, abertura do molde e retirada da peça injetada são
realizadas manualmente, bem como, o controle dos tempos de injeção e resfriamento
é realizado pelo operador. Além disso, no equipamento convencional basta manter seu
alimentador carregado para o ciclo se mantenha, na injetora de bancada este ciclo
deve ser interrompido toda vez que a quantidade de material no barril se torne
insuficiente para uma nova injeção. Neste momento o barril deve ser recarregado e
aguardar até que o novo material alcance a temperatura de injeção para que reinicie o
ciclo.
Os únicos parâmetros a serem ajustados neste equipamento são:
• Temperatura do cilindro,
• Temperatura do molde e
• Pressão no cilindro.
5.3 – Moldes desenvolvidos
O projeto desenvolvido leva em consideração a fabricação de um molde para a
injetora de bancada descrita neste capítulo e tem a intenção de ser fabricado de forma
simples, com maquinas operatrizes manuais e usando as ferramentas comuns. A
confecção de ferramentas especiais significaria um grande aumento no custo de
fabricação do molde. Aliado a isso, o número de peças fabricadas será muito baixo,
apenas para fins de estudo.
O principal material a ser usado na fabricação destes moldes será o aço comum 1020
devido ao seu baixo custo e disponibilidade no mercado. Outros materiais são
recomendados, como mostrado no Capítulo 3 deste projeto, contudo, seu alto custo
não se justifica para a fabricação de poucas peças.

47
5.3.1 – Molde do trilho
Neste molde será injetado o trilho que, posteriormente, irá receber o carro sobre ele.
Alguns dados importantes para os cálculos que serão apresentados posteriormente
podem ser vistos na Tabela 5.2 para referência e consulta futura.
O material escolhido para o trilho, ou seja, o material base foi o Polipropileno (PP).
Essa escolha ocorreu devido ao fato se ser material com maior índice de contração e
maior temperatura de injeção.
Parâmetro Valor Unidade
Material PP -
Densidade 0,905 g/cm³
Volume Injetado 3,172 cm³
Massa Total Injetada 2,871 g
Largura Máxima da Peça 25 mm
Espessura da Peça 4 mm
Comprimento da Peça 56 mm
Tabela 5.2 – Parâmetros importantes para o projeto do molde do trilho.
5.3.1.1 – Dimensionamento do molde
5.3.1.1.1 – Bucha de injeção
Recomenda-se, para a fabricação de uma bucha de injeção, que esta tenha um furo
divergente no sentido do fluxo do material, como mostrado no Capítulo 3 deste projeto.
Este formato facilita a remoção do canal solidificado. Contudo, esta geometria não

48
será adotada neste molde devido à complexidade de construção e número reduzido de
peças a ser produzido.
SORS, 1965 apresenta valores experimentais para o diâmetro do canal, mostrado na
Tabela 5.3, esta tabela relaciona a massa do produto com uma faixa de diâmetros que
podem ser usados. Os valores máximos da tabela se referem a polímeros com baixa
fluidez e alta densidade.
Massa Total do Produto (g)
Diâmetro Mínimo do Canal (mm)
0 – 45 2,5 – 3,5
45 – 90 3,5 – 4,5
90 – 180 4,0 – 5,0
180 – 680 4,5 – 6,0
Tabela 5.3 – Relação da massa do produto com o diâmetro do canal da bucha de injeção. [SORS, 1965 (adaptado)]
O material recomentado para fabricação de buchas de injeção, como foi dito no
Capítulo 3 deste projeto, é o aço cromo-níquel endurecido. Contudo, o material que
será adotado é o alumínio. Esta escolha foi feita para evitar o desgaste no bico de
injeção da máquina e não será comprometedor para o desempenho do molde, pois
este irá produzir poucas peças.
O desenho da bucha de injeção está mostrado na Figura 5.4. Neste, podemos
observar o diâmetro de 2,5mm escolhido para o canal. O valor mínimo foi adotado
devido à baixa massa injetada, menor que 3g. O desenho mostra também a
conicidade, feita para acoplar o bico da injetora à bucha e o rebaixo na parte inferior
onde a bucha se encaixa no molde.

49
Figura 5.4 – Desenho da bucha de injeção.
5.3.1.1.2 – Canais de Alimentação
O formato do canal de alimentação adotado será o retangular, devido à facilidade de
construção. A área de sua seção transversal deve ser igual à área da seção
transversal do canal da bucha de injeção. GLANVILL, 1963 estima uma preda de
carga 20% maior no uso de uma seção retangular, em relação à uma seção circular,
portanto multiplicaremos a área do canal de injeção por 1,2 para encontrar a área do
canal de alimentação. Ainda segundo ele, devemos usar uma relação entre 2/3 e 4/5
da profundidade em função da largura. Segue adiante a memória de cálculo para os
as medidas de largura e profundidade do canal de alimentação.
Diâmetro do canal da bucha de injeção (�):
� = 2,5��
Área da seção transversal da bucha de injeção (��):
�� =�²
4

50
�� = 4,91��
Área da seção transversal do canal de alimentação (��):
�� = 1,2 × ��
�� = 5,89��
Relação entre profundidade (�) e largura (�):
� =2
3× �
Cálculo de � e �:
� × � =��
� =2
3× �
2
3× �² = ��
� = 2,97��� = 1,98��
Para o projeto, usar: � = 3�� e � = 2��.
Usaremos um pequeno poço frio para que retenha a primeira camada de polímero que
fica na ponta do bico injetor entre um ciclo e outro. Este poço terá 5mm de diâmetro e
2mm de profundidade, resultando em um furo passante na placa central do molde.
5.3.1.1.3 – Garganta
Neste projeto, não iremos adotar o uso da garganta. Esta escolha se deve ao fato
acréscimo pressão necessária para injetar o polímero. Essa escolha não irá prejudicar

51
o produto final, pois o acabamento superficial não é um fator de grande importância,
bem como, a dificuldade de remover os canais de alimentação da peça não será um
problema.
5.3.1.1.4 – Canal de Saída de Ar
Uma vez que este molde não possui pinos para extração da peça injetada, precisamos
usinar um canal de saída de ar. Este canal seguirá as especificações mostradas no
Capítulo 3 deste projeto.
A Figura 5.5 mostra as três placas que compõem o molde de injeção do trilho em
perspectiva. As três placas serão chamadas de superior, inferior e central. Na placa
central se encontra a cavidade, seu canal de alimentação e seu canal de saída de ar.
A placa superior tem a função de fechamento da cavidade e nela é fixada a bucha de
injeção e a placa inferior só tem a função de fechamento. O desenho de fabricação
está anexo ao projeto, em folha padrão A3.
Figura 5.5 – Desenho em perspectiva do molde do trilho.

52
5.3.1.1.5 – Ponto de Injeção
O ponto de injeção escolhido foi o único possível devido ao formato longilíneo da peca.
A adoção de um ponto na lateral da peça não é viável devido ao comprimento desta
ser de maior dimensão que a largura do molde.
5.3.2 – Molde do Carro
Este molde irá receber o trilho previamente injetado e sobre este, será injetado o carro.
A Tabela 5.4 mostra parâmetros importantes para o projeto do molde.
Parâmetro Valor Unidade
Material ABS -
Densidade 1,05 g/cm³
Volume Injetado 1,053 cm³
Massa Total Injetada 1,105 G
Largura Máxima da Peça 15 Mm
Espessura da Peça 2 Mm
Comprimento da Peça 14 Mm
Tabela 5.4 – Parâmetros importantes para o projeto do molde do carro.
As dimensões usadas para a bucha de injeção, canais de alimentação e canal de
saída de ar serão as mesmas utilizadas no molde do trilho. A Figura 5.6 mostra o
desenho do molde do carro em perspectiva. Podemos notar que na placa central, há
uma cavidade que não será preenchida pelo material a ser injetado e sim pelo trilho,
produzido em um processo anterior. As placas intermediárias, acima e abaixo da placa
central, bem como a própria placa central com o trilho nela posicionada, formaram a
cavidade para o trilho. Ao ser injetado o carro será moldado em trono do trilho e, caso
não haja adesão entre os dois materiais e a folga seja suficiente, o carro poderá se
movimentar longitudinalmente em relação ao trilho.

53
Figura 5.6 – Molde do carro com cavidade para receber o trilho previamente injetado.

54
CAPÍTULO
6 6. CONCLUSÃO
Neste projeto foram desenvolvidos moldes para injeção de um conjunto carro e trilho
com dois componentes incompatíveis, no caso apresentado, PP e ABS. Para
possibilitar esse desenvolvimento, foi feita uma revisão sobre injeção de multimateriais
onde foram apresentadas algumas tecnologias que permitem esse processo de
injeção. Foi descrito também um molde de injeção convencional e suas principais
peças e componentes, bem como, o seu modo de fabricação e materiais usados.
Este trabalho contém uma parte experimental onde foram executados os ensaios de
tração nos materiais escolhidos. Essa etapa teve sua importância por caracterizar os
materiais em condições de injeção semelhantes às encontradas no objeto de estudo.
Além disso, a injeção dos corpos de prova serviu para conhecer melhor a injetora
usada no projeto do molde.
Foi obtido sucesso com o ensaio de tração, tendo em vista que os resultados obtidos
foram bastante consistentes e próximos dos valores disponibilizados pelos fabricantes
dos polímeros. Outro ponto positivo está no projeto do molde que poderá ser usado
para avaliar a interação entre os polímeros apresentados nesse trabalho ou outros
materiais incompatíveis.
O processo de projeto do molde seguiu basicamente as recomendações apresentadas
pelos autores citados. As partes do molde foram dimensionadas segundo o que foi

55
apresentado por um ou mais autores, chegando a um resultado final que pode ser
aplicado na injeção de peças sobreinjetadas.
Um molde de injeção pode ser muito mais complexo e caro do que o apresentado
neste projeto. Contudo, a simplicidade e o baixo custo foram considerados no seu
desenvolvimento. Apesar disto, encontramos dificuldades de fabricar o molde dentro
da universidade. Outro fator que dificultou um pouco a parte prática deste projeto foi a
maquina de injeção do LAPTEC que sofreu manutenção devido a quebra de um
componente durante a realização deste trabalho.
Uma sugestão de trabalhos futuros é a de usar o molde projetado para avaliar a
interação entre materiais incompatíveis. Ele poderá ser usado para estudar, por
exemplo, a aderência ou não dos materiais com a variação dos parâmetros da
máquina de injeção como a temperatura ou a pressão de injeção ou inverter o material
usado no carro e no trilho.

56
REFERÊNCIAS BIBLIOGRÁFICAS
BECK, R. D., 1970, Plastic Product Design. Ed. Van Noshand Reinhold Company.
CANEVAROLO, S. V., 2002, Ciência dos polímeros : um texto básico para
tecnólogos e engenheiros. São Paulo, Artliber Editora.
CARDENAL, M., Tecnologia de injeção de dois ou mais componentes. Battenfeld
do Brasil
CHARRIER, J. M., 1990, Polymeric materials and processing: plastics, elastomer,
and composites. New York, Oxford Univ. Pr.
GLANVILL, A. B., DENTON, E. N., 1963, Injection-Mould Design Fundamentals.
The Machinery Publishing Co. Ltd.
HARADA, J., 2004 Moldes para injeção de termoplásticos: projetos e princípios
básicos. São Paulo, Artliber Editora.
HARADA, J., UEKI, M. M., 2012, Injeção de termoplásticos: produtividade com
qualidade. São Paulo, Artliber Editora.
ISO 527-2, Plastics – Determination of tensile properties – Part 2: Test conditions
for moulding and extrusion plastics. 15/02/2012
MANRICH, S., 2005, Processamento de Termoplásticos: rosca única, extrusão e
matrizes, injeção e moldes. São Paulo, Artliber Editora.
PACKHAM, D. E., 2005, Handbook of Adhesion. US: John Wiley & Sons, Ltd.
POCIUS, A. V., CHAUDHURY, M., 2002, Adhesion Science and Engineering – 2
Surfaces, Chemistry and Applications. Netherlands, Elsevier.
SORS, L., BARDÓCZ, L., RADONÓTI, I., 1965, Plásticos Moldes e Matrizes. São
Paulo, Hemus Editora Limitada.