
Proiect Prostu
26
UTCN PROIECT ORGANE DE MASINI PAG 1 1. Memoriul de prezentare 1. CONSIDERAŢII GENERALE Mecanismele cu şurub şi piuliţă se utilizează pentru transformarea mişcării de rotaţie în mişcare de translaţie sau invers în condiţii de transmitere a unor sarcini (ca transmisii de forţă) sau având numai rol cinematic. Utilizarea mecanismelor cu şuruburi de mişcare în construcţia de maşini se datoresc avantajelor pe care le prezintă şi anume: - construcţia simplă şi tehnologia de execuţie uşor realizabilă - posibilitatea de transmitere a unor sarcini axiale mari utilizând forţe de acţionare mici - raport mare de transmitere care duce la viteze mici - compactitatea construcţiei şi gabarit redus - funcţionarea lină şi fără zgomot - posibilitatea de a asigura în mod simplu autofrânarea - permite utilizarea materialelor ieftine - preţ de cost redus Mecanismele cu şuruburi de mişcare prezintă şi următoarele dezavantaje: - existenţa unei frecări în spirele filetului şurubului şi piuliţei care conduce la uzarea pieselor şi la randament scăzut - prezenţa unor puternici concentratori de tensiune în zona filetată afectează rezistenţa la oboseală a şurubului - lipsa autocentrării p d i 2
-
Upload
yonutz-ady -
Category
Documents
-
view
27 -
download
0
Transcript of Proiect Prostu

UTCN PROIECT ORGANE DE MASINI PAG 1
I. Memoriul de prezentare
1. CONSIDERAŢII GENERALE
Mecanismele cu şurub şi piuliţă se utilizează pentru transformarea mişcării de rotaţie în mişcare de translaţie sau invers în condiţii de transmitere a unor sarcini (ca transmisii de forţă) sau având numai rol cinematic.
Utilizarea mecanismelor cu şuruburi de mişcare în construcţia de maşini se datoresc avantajelor pe care le prezintă şi anume:
- construcţia simplă şi tehnologia de execuţie uşor realizabilă- posibilitatea de transmitere a unor sarcini axiale mari utilizând forţe de acţionare mici
- raport mare de transmitere care duce la viteze mici- compactitatea construcţiei şi gabarit redus- funcţionarea lină şi fără zgomot- posibilitatea de a asigura în mod simplu autofrânarea- permite utilizarea materialelor ieftine- preţ de cost redusMecanismele cu şuruburi de mişcare prezintă şi următoarele dezavantaje:- existenţa unei frecări în spirele filetului şurubului şi piuliţei care conduce la
uzarea pieselor şi la randament scăzut- prezenţa unor puternici concentratori de tensiune în zona filetată afectează
rezistenţa la oboseală a şurubului- lipsa autocentrării- necunoaşterea exactă a forţelor de strângereMecanismul studiat este o presă cu piuliţă rotitoare (P.P.R.) care are ca principală
componentă un mecanism cu şurub şi piuliţă.
2. SCOPUL ŞI DEFINIŢIA PROIECTULUI
Proiectarea este o activitate tehnică desfăşurată pentru întocmirea documentelor scrise şi desenate strict necesare pentru executarea unui ansamblu produs. Acesta urmăreşte o desfăşurare în scop creativ şi productiv. Funcţionarea tuturor datelor necesare realizare în practică , cu mijloace materiale şi financiare corelate, a unei teme sau a unei idei.
Proiectul- constituie rezultatul activ de proiectare si reprezinta o lucrare tehnică sub forma unei documentaţii tehnice întocmită în scop productiv şi care cuprinde toate calculele, desenele, condiţiile tehnice, recomandările şi instrucţiunile necesare pentru executarea şi exploatarea unui sistem tehnic/ansamblu/produs. Proiectul de faţă are rolul de :
p
di 2

UTCN PROIECT ORGANE DE MASINI PAG 2
- dezvoltarea deprinderilor de lucru independent ale studentului - insuşirea de către student a metodologiei de calcul şi proiectare- obţinerea de către student de experienţă în realizarea de forme constructive şi
dimensiuni optime atât prin calcul cât şi din consideraţii constructive, în alegerea adecvată a materialelor
- însuşirea deprinderilor de utilizare eficientă a literaturii de specialitate, a normelor şi standartelor.
3. CARACTERISTICI FUNCŢIONALE IMPUSE
Dispozitivul trebuie să indeplinească urmatoarele condiţii funcţionale :- Mânuire, antrenare, manipulare uşoară ;- Gabarit cât mai redus ;- Siguranţă în funcţionare ;- Posibilităţi de producere a accidentelor cât mai reduse ;- Posibilitatea mânuirii fără a necesita scule sau dispozitive speciale .
4. SCHEME CONSTRUCTIVE
În varianta I. este prezentat o presa cu piulita fixa la care corpul presei se obtine prin turnare, batiul are o forma deschisa. La partea inferioara are o suprafata plana pe care se aseaza accesoriile în care se reazema piesa asupra carui se actioneaza. De asemenea talpa este prevazuta cu gauri pentru fixarea presei pe postament. Se observa ca talpa presei este scobita, pentru a se asigura o pozitionare mai precisa a presei. La partea superioara batiul are o consola în care se monteaza piulita fixa. La acest tip de presa se recomanda montarea piulitei cu un ajustaj intermediar cu strângere probabila mica (de exemplu cu ajustaj tip H/k). Daca s-ar prevedea un ajustaj cu strângere montarea ar fi dificila din cauza accesului incomod la piulita în vederea presarii ei. Piulita se asigura împotriva rotirii cu asamblare surub-piulita. Portiunea verticala a batiului are sectiunea I. Surubul de forta este actionat de la o roata de mâna care are bratele sudata de butuc, la capete având montate bile. Roata de manevra este calata pe o portiune de sectiune patrata si este fixata cu un prezon, prevazut cu saiba si piulita. În varianta II. este prezentat o presa cu piulita fixa cu corp din profil laminat. La aceasta constructie este constructia batiului din profil laminat U îndoit si sudat în forma de cadru. Batiul este asamblat cu masa presei prin intermediul unor suruburi, asigurate cu saibe Grower. Masa presei este prevazuta cu canale T necesare fixarii unor dispozitive folosite la presare, iar la partea inferioara cu locasuri pentru suruburi de fixare a presei pe fundatie sau pe postament. Piulita fixa se monteaza în alezajul din partea superioara a batiului cu suruburi si piulite asigurate cu saibe Grower. Pe surubul de forta este montata o manivela de constructie sudata. Asamblarea surub forta manivela este cu profil

UTCN PROIECT ORGANE DE MASINI PAG 3
patrat în sectiune transversala, fixarea împotriva demontarii facându-se cu o piulita înfundata si o saiba plata. În varianta III. este prezentat o presa cu piulita fixa asamblat cu ajutorul a doua coloane, care constituie batiul presei. Coloanele sunt filetate la ambele capete, astfel întrucât ele realizeaza legatura între masa presei si traversa fixa, cu ajutorul unor piulite înfundate si saibe plate. Masa presei are o forma circulara fiind prevazuta cu canale T la partea superioara, cu locasuri pentru suruburile de fixare pe fundatie si cu clema, alezajele filetate în care se însurubeaza coloanele. În traversa fixa se monteaza piulita de forta cu ajutorul unor suruburi în cazul în care ajustajul este cu strângere mica (H/k) sau fara suruburi daca se formeaza ajustaj cu strângere mare. Pe surubul de forta se monteaza roata de mâna prin intermediul unei asamblari prin forma, de sectiune patrata, fixarea facându-se cu piulita înfundata. Roata de mâna este de constructie turnata, cu patru brate prevazute cu greutati la capetele lor în vederea antrenarii inertiale în sarcina a surubului de forta. Ca o masura de protectia muncii se fixeaza pe roata de mâna un inel din tabla montat cu ajutorul unor suruburi. La partea inferioara a surubului de forta se monteaza o traversa mobila prevazut cu canale T care se ghideaza pe coloane, asigurând o centrare foarte buna. Pentru micsorarea momentului de frecare la presare între surubul de forta si traversa mobila se monteaza un rulment axial.
5. JUSTIFICAREA SOLUŢIEI ALESE
Principiul de funcţionare a presei este acelaşi pentru ambele variante constructive. Presa este folosită pentru presarea tablelor şi pieselor, având la baza mecanismul şurub-piuliţă, care transformă mişcarea de rotaţie în mişcare de translaţie.
Ambele variante constructive prezintă avantaje şi dezavantaje, motiv pentru care am ales părţile cele mai bune pentru a realiza o soluţie constructivă optimă din punct de vedere economic, tehnologic, estetic, funcţional, productiv şi constructiv.
Mecanismul de acţionare ales este roata de manevră de uz general, prezentând avantajul simpităţii.
6. INDICAŢII DE MONTARE, EXPLOATARE, REGLAJ, ÎNTREŢINERE, RODAJ
1.1 Indicaţii de montare:Este indicat ca dispozitivul să fie montat pe suprafeţe cât mai plane şi orizontale.
1.2 Indicaţii de exploatare, reglaj şi întreţinereDispozitivul se va manevra de către un singur muncitor, nefiind permisă, pentru
manipulare folosirea altor tevi, bare, prelungitoare, decât cele prevăzute de proiectant.

UTCN PROIECT ORGANE DE MASINI PAG 4
Dispozitivul nu se va folosi pentru sarcini şi dimensiuni mai mari decât cele prevăzute de proiectant.
Se vor verifica periodic flancurile filetului, iar in cazul în care se constată uzura acestora se va schimba piuliţa sau surubul dacă este cazul.
După terminarea lucrului, presa se va curăţa, suprafeţele funcţionale se vor unge cu unsoare consistentă de uz general.
Ca lubrifiant se va utiliza ulei de categoria U90 Ca2, clasa NLGI a doua, temperatura minimă fiind de -150C, iar temperatura maximă fiind de 600C. Agentul de ingroşare este săpunul de calciu.
1.3 RodajulRodajul are loc în ambele sensuri, deoarece presa va lucra in exploatare în ambele
sensuri.Ungerea filetului şurubului şi a piuliţei în timpul rodajului se execută cu lubrifiantul
prevăzut mai înainte.După rodaj presa se va curăţa de pragul metalic rezultat în urma rodajului şi de ulei.
Se verifică cu atenţie filetele celor două piese (şurub respectiv piuliţă).După terminarea rodajului se trece la încercări de control, ele se executa de asemenea
la diferite încercări.La încercarea de regim se măsoară şi randamentul, care permite a se verifica obiectiv
economicitatea, calitatea prelucrarii si montajul.
7. NORME DE PROTECŢIA MUNCII
Se recomandă utilizarea presei în poziţie verticală, pe o suprafaţă plană, cu suprafaţa de sprijin mai mare decât suprafaţa de sprijin a presei, asigurandu-se astfel echilibrul.
Pentru a asigura cursa maximă a presei se va aduce şurubul principal la limita inferioară, iar pentru avansul presei se va roti roata de manevră.
Este indicat ca odată la 6 luni să se efectueze o curăţire a presei pentru a îndepărta impurităţile care pot distruge flancurile dinţilor, urmată de o ungere a filetelor cu unsoare consistentă.
Pentru a evita accidentele, proiectantul va lua următoarele măsuri:- Verificarea şurubului la solicitări compuse;- Asigurarea asamblărilor;- Verificarea înaintea livrarii.Măsuri impuse beneficiarului:- Personalul de lucru trebuie să fie instruit corespunzător;- Dispozitivul de strângere nu se va supune la şocuri şi lovituri directe;- Asamblarea şurub-piuliţă se va unge periodic cu unsoare consitentă.

UTCN PROIECT ORGANE DE MASINI PAG 5
II. Breviar de calcul
1. Schema structurală a mecanismului şi diagrame de forţe şi momente
Schema structurală şi sarcinile care încarcă elemntele presei cu şurub şi două coloane sunt prezentate în figura de mai jos:
Diagrama de forţe şi momente
2. Alegerea şi justificarea materialelor pentru şurub şi piuliţă
Principalul dezavantaj al mecanismelor şurub şi piuliţă constă în existenţa unei frecări mari între spirele şurubului şi a piuliţei, ceea ce are ca rezultat uzura flancurilor şi randament scăzut.
UTCN PROIECT ORGANE DE MASINI PAG 6
Datorită condiţiilor specifice de lucru şi pentru realizarea de mecanisme cu şurub şi piuliţă cu randamente cât mai bune, materialele cuplei de frecare şurub-piuliţă trebuie să îndeplinească următoarele condiţii de bază: comportare bună la frecare fără predispoziţii la gripaj, o bună rezistenţă la uzură, coeficient de frecare cât mai mic, înlocuirea materialelor deficitare, preţ de cost redus.
Alegerea materialelor pentru şurub şi piuliţă ca elemente componente ale mecanismelor cu şurub depinde de mai mulţi factori cu pondere diferită: caracteristicile mecanice ale materialului, asigurarea condiţiilor funcţionale, tehnologice şi economice în modul cel mai favorabil, fiabilitatea optimă în contextul unor cheltuieli de producţie minime.
Caracteristicile mecanice importante ale materialelor pentru şurub şi piuliţă din construcţia mecanismelor cu şurub sunt: limita de curgere (Rp0,2), limita de rupere (Rm), alumgirea (A), modulul de elasticitate (E).
Pentru şurubul de forţă care face parte integrată dintr-un mecanism, la care este importantă reducerea greutăţii ansamblului, se vor utiliza materiale cu caracteristici de rezistenţă ridicate, din grupa oţelurilor aliate şi înalt aliate. Pentru calculele de dimensionare sau verificare se utilizează rezistenţa admisibilă a materialului.
Piuliţa ca element component al cuplei de frecare şurub –piuliţă din mecanismele cu şurub, este indicat a di astfel construită încât uzura să fie concentrată asupra ei. Aceasta, deoarece prin dimensiunile si configuraţia sa, piuliţa este piesă mai puţin costisitoare, care poate fi înlocuită uşor.
În acest sens se recomandă ca materialul ales pentru piuliţă să aibă modulul de elasticitate mai mic decât cel al materialului şurubului, ceea ce are ca efect uniformizarea repartizării sarcinii pe sipre, imbunătăţirea comportării la oboseală şi ca urmare creşterea duratei de funcţionare. Alegerea materialului pentru piuliţă , ca element al cuplei de frecare şurub-piuliţă, se va face în aşa fel încât să se limiteze presiunea de contact dintre spirele piuliţei şi ale şurubului la valori reduse evitându-se astfel uzura prematură.
Materialul folosit pentru şurubul de forţă:
OL37:
Rezistenţa la tracţiune: at = ac 42 N/mm2
Rezistenţa la încovoiere: ai 46...50N/mm2
Rezistenţa la răsucire: at 25...27N/mm2
Rezistenţa la forfecare: af 34 N/mm2

UTCN PROIECT ORGANE DE MASINI PAG 7
Materialul folosit pentru piuliţă:
Fc200:
Rezistenţa la tracţiune: at 19...32N/mm2
Rezistenţa la compresiune: ac 48...80N/mm2
Rezistenţa la încovoiere: ai 32...54N/mm2
Rezistenţa la răsucire: at 23...38N/mm2
Rezistenţa la forfecare: af 15...26N/mm2
Valori ale presiunilor admisibile şi rezistenţelor admisibile la strivire pentru cupla de frecare şurub-piuliţă:
Oţel necălit – fontă cenuşie
Presiunea admisibilă: qa 5N/mm2
Rezistenţa admisibilă strivire: astr 35...45N/mm2
3. Alegerea şi justificarea tipului de filet
Pentru şuruburile de mişcare se utilizează în exclusivitate filetul cilindric cu profil pătrat, trapezoidal, fierăstrău şi rotund executate cu pas normal, fin sau mare.
Pasul fin şi normal asigură condiţia de autofrânare. Pasul fin micşorează deplasările axiale de la o rotaţie completă, reduce adâncimea filetului mărind diametrul interior şi implicit rezistenţa şurubului. Deosebirea dintre filetul cu pas normal, mare şi fin la acelaşi diametru nominal constă în modificarea diametrului interior şi a unghiurilor de înclinare. Pasul filetului cu mai multe începuturi Ph se defineşte în funcţie de pasul filetuluicu un singur început şi de numărul de începuturi (n), Ph=n∙P (P fiind pasul filetului cu un singur început).
Filetele ci pas fin au un randament mai scăzut. Randamentul şuruburilor de mişcare creste la cele care se execută cu pas mare sau cu mai multe începuturi, creşterea fiind determinată şi de alegerea corectă a cuplului de materiale, de orecizia şi de calitatea suprafeţelor de contact.
Filetul traperzoidal are profilul unui trapez rezultat din teşirea unui triunghi isoscel cu un vârf de 30o şi baza egală cu pasul. Flancul filetului are o înclinare de 15o . Jocurile la diametrul interior şi exterior sunt egale, iar fundul filetului este rotunjit cu r=0,5 mm la P≥12mm. Filetul trapezoidal este standardizat (STAS 2114/1-75) şi se execută cu pas fin, normal şi mare.
Filetul trapezoidal are o rezistenţă mai mare ca filetul pătrat. Folosirea piuliţei reglabile radial premite eliminarea jocului axial creat în urma uzării flancurilor, avantaj care impune filetul trapezoidal ca principala soluţie perntru mecanismele şurub-piuliţă.

UTCN PROIECT ORGANE DE MASINI PAG 8
Filetul trapezoidal asigură o bună centrare între şurub şi piuliţă şi se poate executa prin procedeul de frezare.
În cazul mecanismelor cu şurub şi piuliţă care transmit sarcini mari, în ambele sensuri, direcţia forţei fiind variabilă, se recomandă utilizarea filetelor trapezoidale.
Relaţii de calcul:H1=0.5∙PH4=0.5∙P+ac=h3
z=0.25∙P=H1/2R1max=0.5H=1.866∙PR2max=ac
d2=D2=d-2∙z=d-0.5∙Pd3=d-2∙h3=d-P-2∙ac
D4=d+ac
D1=d-2∙H1=d-P
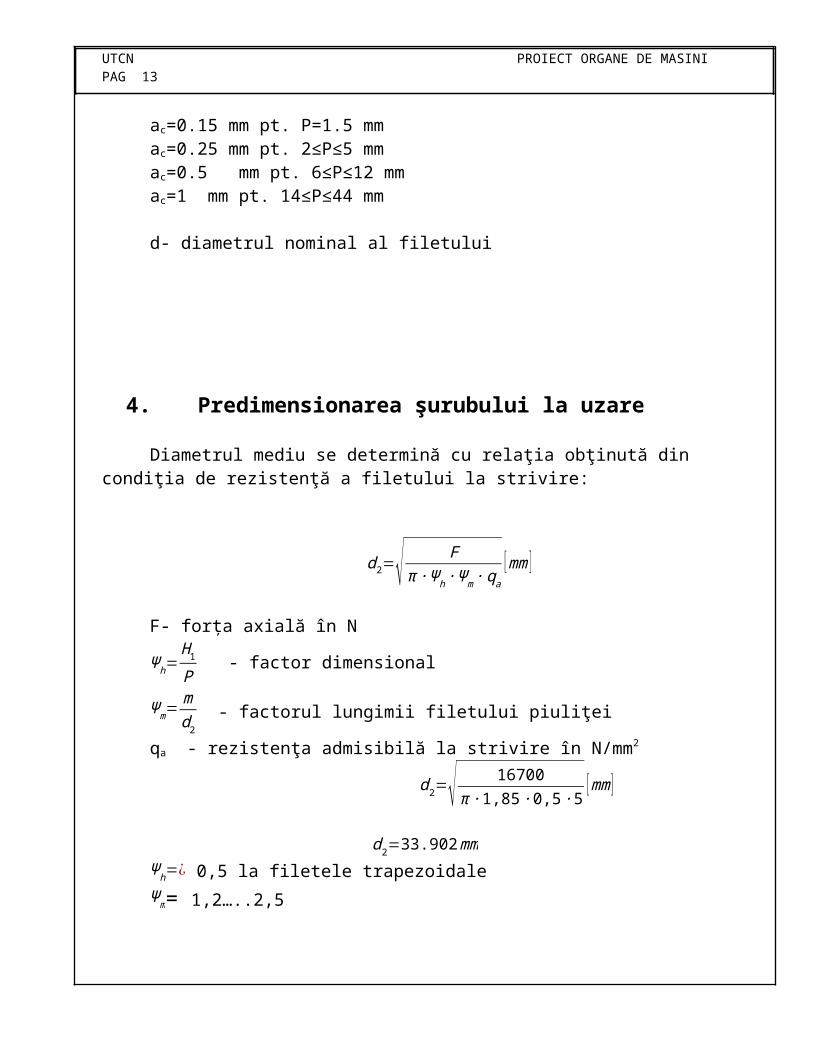
ac=0.15 mm pt. P=1.5 mm ac=0.25 mm pt. 2≤P≤5 mm
ac=0.5 mm pt. 6≤P≤12 mmac=1 mm pt. 14≤P≤44 mm
d- diametrul nominal al filetului

UTCN PROIECT ORGANE DE MASINI PAG 9
4. Predimensionarea şurubului la uzare
Diametrul mediu se determină cu relaţia obţinută din condiţia de rezistenţă a filetului la strivire:
d2=√ Fπ ∙Ψ h ∙Ψ m∙ qa
[ mm ]
F- forţa axială în N
Ψ h=H 1
P - factor dimensional
Ψ m= md2
- factorul lungimii filetului piuliţei
qa - rezistenţa admisibilă la strivire în N/mm2
d2=√ 16700π ∙ 1,85 ∙0,5 ∙ 5
[ mm ]
d2=33.902 mmΨ h=¿ 0,5 la filetele trapezoidaleΨ m= 1,2…..2,5
5. Alegerea filetului standardizat adecvatSe rotunjeşte d2 la valoarea standardizată imediat superioară şi se identifică
dimensiunile filetului.
d2STAS=34.500
Se alege filet trapezoidal Tr 38x7, cu principalele dimensiuni standardizate prezentate
în tabelul de mai jos:
Diametrul
nominal
d, mm
Pasul
P, mm
Diametrul mediu
d2=D2, mm
Diametrul
exterior
D4,mm
Diametrul interior
d3, mm D1, mm
38 7 34,500 39,000 30,000 31,000
6. Calculul înălţimii filetului piuliţeim=Ψ m∙ d2 STAS

UTCN PROIECT ORGANE DE MASINI PAG 10
m=1,85 ∙ d2 STAS
m=63.825 mm
7. Calculul numărului de spire în contact
z=Ψ m ∙ d2
P
z= 9,14
z= 10 spire
8. Verificarea autofrânăriiLa prese se impune realizarea autofrânării, deci filetul se alege cu două începuturi. Se
verifică condiţia de autofrânare cu relaţia:β2<φ'
β2- unghiul de înclinare a elicei pe cilindrul de diametru d2
φ’- unghiul de frecare
β2=arctgPe
π ∙d2
β2=arctg14
π ∙34 ,5 β2=7.3600985
φ '=arctgμ
cosα 1
φ '=arctg0,15
cos15 φ’=8,82703806
β2<φ'
µ- coefficient de frecare pentru cuplul de material şi calitatea ungerii (µ=0,1......0,18)α1- unghiul de înclinarea a flancurilor filetului (α1=15o la filetul trapezoidal)
9. Dimensionarea piuliţei rotitoare

UTCN PROIECT ORGANE DE MASINI PAG 11
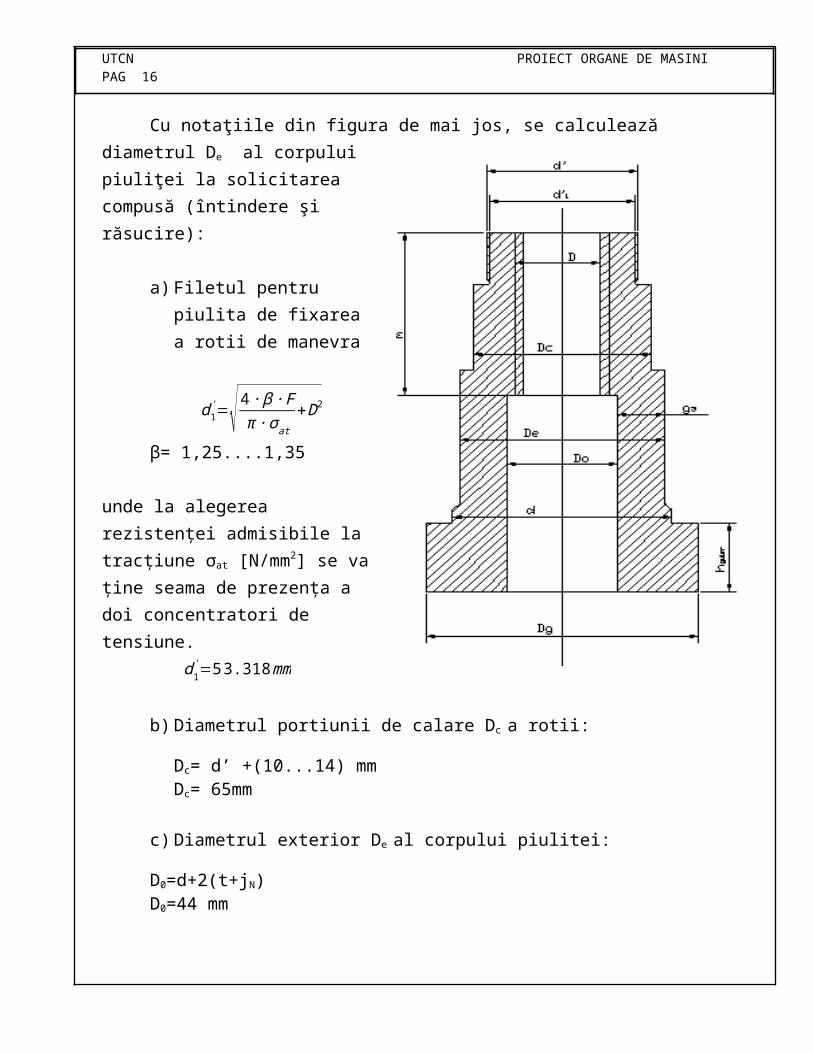
Cu notaţiile din figura de mai jos, se calculează diametrul De al corpului piuliţei la solicitarea compusă (întindere şi răsucire):
a) Filetul pentru piulita de fixarea a rotii de manevra
d1' =√ 4 ∙ β ∙ F
π ∙ σat
+D2
β= 1,25....1,35
unde la alegerea rezistenţei admisibile la tracţiune σat [N/mm2] se va ţine seama de prezenţa a doi concentratori de tensiune.
d1' =5 3.318 mm
b) Diametrul portiunii de calare Dc a rotii:
Dc= d’ +(10...14) mmDc= 65mm
c) Diametrul exterior De al corpului piulitei:
D0=d+2(t+jN)D0=44 mm
d- diametru exterior al surubuluit- inaltimea penei in exteriorul surubuluijN – 2mm distanta dintre pana si piulita
De=√ 4 ∙ β ∙ Fσ at
+D02
De=75 mm
d) Diametrul gulerului piulitei Dg
dm<Dg<Dr
Dg=95mm

UTCN PROIECT ORGANE DE MASINI PAG 12
e) Grosimea gulerului hg
hg≥1,6g3
hg=14.4mm
10. Verificarea filetului şurubului şi piuliţei la strivire, forfecare şi încovoiere
1.1 Calculul numărului de spire z:
z= 4 ∙ F
π ∙ (d2−D12 ) ∙ pa
pa=5....6 MPa pentru oţel-fontă
z=10 spire
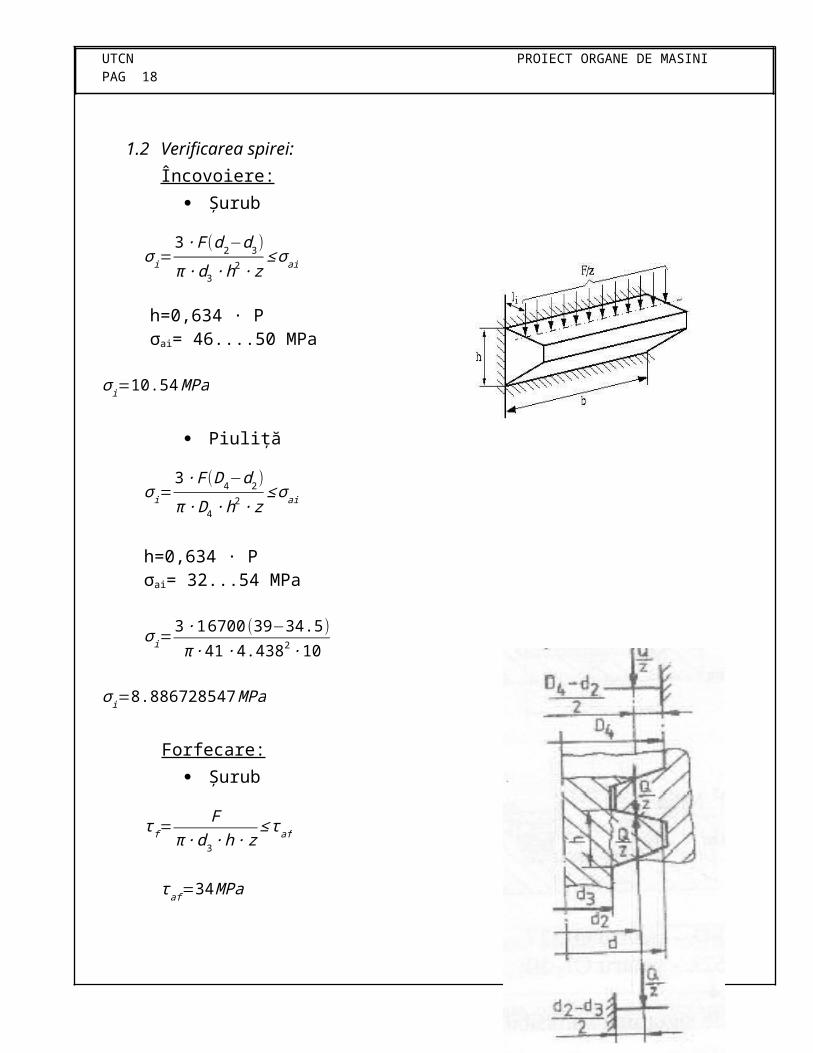
1.2 Verificarea spirei:Încovoiere:
Şurub
σ i=3 ∙ F(d2−d3)
π ∙ d3 ∙ h2 ∙ z≤ σai
h=0,634 ∙ Pσai= 46....50 MPa
σ i=10.54 MPa
Piuliţă
σ i=3 ∙ F( D4−d2)π ∙ D4 ∙ h2∙ z
≤ σ ai
h=0,634 ∙ Pσai= 32...54 MPa
UTCN PROIECT ORGANE DE MASINI PAG 13
σ i=3 ∙ 16700 (39−34.5)
π ∙ 41 ∙ 4.4382 ∙ 10
σ i=8.886728547 MPa
Forfecare: Şurub
τ f=F
π ∙d3 ∙ h∙ z≤ τaf
τ af=34 MPa
τ f=3.4392 MPa
Piuliţă
τ f=F
π ∙ D 4∙ h ∙ z≤ τaf
τ af=15 … ..26 MPa
τ f=167 00
π ∙39 ∙ 4.438 ∙10
τ f=3.071246634 MPa
Strivire: Şurub
q= Fz∙ π ∙ d2 ∙ H 1
≤ qa
qa=5 MPaH= 0,5∙7H=3.5
q=4.4022 Piuliţă
q= Fz∙ π ∙ D1∙ H 1
≤ qa

UTCN PROIECT ORGANE DE MASINI PAG 14
q= 167 0010∙ π ∙31 ∙3.5
q=4.899331889 Verificarea se face la contactul spirelor dintre şurub şi piuliţă
11. Verificarea tijei şurubului la solicitări compuseTija şurubului este solicitata la compresiune şi torsiune în zona de contact a spirelor
şurubului şi piuliţei:
M t 2=1
2000∙ μ0 ∙ d2 ∙ F
μ0=0,01
M t 2=1
2000∙ 0,01 ∙34.5 ∙ 1 67 00
M t 2=2.88075 N ∙ m
M t 1=1
2000∙ d2 ∙ F ∙ tg (β2+φ' )
M t 1=1
2000∙ 34.5 ∙167 00∙ tg (β2+φ' )
M t 1=83.62339451N ∙m
M tot=M t 1+M t 2
M ¿t=86.50414451 N ∙ m
σ ech=√σc2+4 τ t
2≤ σ ac
Efort unitar de compresiune : σ c=4 ∙ F
π ∙ d12≤ σac
σ ac=45 N /mm2
σ c=4 ∙ 167 00
π ∙ 312
σ c=22.12601498 MPa
Efort unitar de torsiune: τ t=16 ∙103 ∙ M tot
π ∙ d13 ≤ τat
τ at=33 N /mm2

UTCN PROIECT ORGANE DE MASINI PAG 15
τ t=16 ∙103 ∙ 86.50414451
π ∙ 313
τ t=1 4.78842571 MPa
σ ech=36.93709978 MPa
12. Verificarea corpului piuliţei la solicitări compuse
Zona 1: σ t=4 F
π (d1' 2−D2)
σ t=10.9445 Zona 2: Nu exista nici o solicitare
Zona 3: σ t=4 F
π (De2−D0
2)σ t=6.54652
13. Verificarea gulerului piuliţei la strivire, forfecare şi încovoiere
Încovoiere- efort unitar normal
σ i=3 ∙ F ∙(dm−d f )
π ∙d f ∙ hg2
σ i=16.855 N /mm2
Forfecare- efort unitar tangenţial
τ f=F
π ∙d f ∙hg
τ f=4.888 N /mm2
14. Calculul mecanismului de actionare
Lc=103 ∙ M tot
Fm
UTCN PROIECT ORGANE DE MASINI PAG 16
Fm=150 … ..300 N – forţa muncitorului
Lc=103 ∙ 86.50414451
200Lc=432.5207
15. Calculul randamentului mecanismului
η=tg β2
tg(β2+φ ')η=0.4 4497626η=44 %
Randamentul trebuie sa fie mai mic de 50%, atunci când este îndeplinită condiţia de autofrânare.

UTCN PROIECT ORGANE DE MASINI PAG 17
Bibliografie
1. MATIEŞAN Dorina, ş.a.
2. BELCIN Ovidiu, ş.a.
3. JULA Aurel, ş.a.
4. * * * *
5. Curs Organe de Maşini
Elemente de proiectare pentru mecanismele cu şurub şi piuliţă, Atelierul de multiplicare al Institutului Politehnic, Cluj Napoca 1985
Organe de maşini, Elemente constructive în proiectare, Ed. Risoprint, Cluj-Napoca 2011
Mecanisme Şurub-Piuliţă-Îndrrumător de proiectareEditura Lux Libris, Braşov 2000
Standarde
UTCN PROIECT ORGANE DE MASINI PAG 18
III. Cuprins
I. Memoriul de prezentare........................................................................1
1. CONSIDERAŢII GENERALE............................................................1
2. SCOPUL ŞI DEFINIŢIA PROIECTULUI.........................................1
3. CARACTERISTICI FUNCŢIONALE IMPUSE..............................2
4. SCHEME CONSTRUCTIVE...............................................................2
5. JUSTIFICAREA SOLUŢIEI ALESE.................................................2
6. INDICAŢII DE MONTARE, EXPLOATARE, REGLAJ, ÎNTREŢINERE, RODAJ...........................................................................2
1.1 Indicaţii de montare:...........................................................................................................................2
1.2 Indicaţii de exploatare, reglaj şi întreţinere.......................................................................................2
1.3 Rodajul.................................................................................................................................................3
7. NORME DE PROTECŢIA MUNCII..................................................3
II. Breviar de calcul....................................................................................4
1. Schema structurală a mecanismului şi diagrame de forţe şi momente.......................................................................................................4
2. Alegerea şi justificarea materialelor pentru şurub şi piuliţă.............5
3. Alegerea şi justificarea tipului de filet.................................................6
4. Predimensionarea şurubului la uzare..................................................8
5. Alegerea filetului standardizat adecvat...............................................8
6. Calculul înălţimii filetului piuliţei........................................................9
7. Calculul numărului de spire în contact...............................................9
8. Verificarea autofrânării........................................................................9
9. Dimensionarea piuliţei rotitoare.........................................................10

UTCN PROIECT ORGANE DE MASINI PAG 19
10.Verificarea filetului şurubului şi piuliţei la strivire, forfecare şi încovoiere...................................................................................................11
11.Verificarea tijei şurubului la solicitări compuse...............................13
12.Verificarea corpului piuliţei la solicitări compuse............................14
13.Verificarea gulerului piuliţei la strivire, forfecare şi încovoiere.....14
14. Calculul mecanismului de actionare..................................................15
15.Calculul randamentului mecanismului..............................................15
Bibliografie.................................................................................................16


















