Programas completos
87
APLICACIÓN DE HACCP EN LA EMPRESA CARNES FRIAS LA MEJOR INTEGRANTES: MARISOL MURILLO CD: 1640022 DIEGO RAMIREZ CD: 1640175 MARGARITA ASENCIO CD: 1640004 DAYANI ROBLES CD: 1640019 FABIAN BUENDIA CD: 1640181 LEONARDO CARDENAS CD: 1640011 UNIVERSIDAD FRANCISCO DE PAULA SANTANDER FACULTAD DE CIENCIAS AGRARIAS Y DEL MEDIO AMBIENTE INGENIERIA AGROINDUSTRIAL CUCUTA 2011 APLICACIÓN DE HACCP EN LA EMPRESA CARNES FRIAS LA MEJOR INTEGRANTES: MARISOL MURILLO CD: 1640022 DIEGO RAMIREZ CD: 1640175 MARGARITA ASENCIO CD: 1640004 DAYANI ROBLES CD: 1640019 FABIAN BUENDIA CD: 1640181 LEONARDO CARDENAS CD: 1640011 PRESENTADO: YADIRA MIRANDA PARADA UNIVERSIDAD FRANCISCO DE PAULA SANTANDER FACULTAD DE CIENCIAS AGRARIAS Y DEL MEDIO AMBIENTE
-
Upload
fabio-bacca -
Category
Business
-
view
5.553 -
download
0
Transcript of Programas completos

APLICACIÓN DE HACCP EN LA EMPRESA CARNES FRIAS LA MEJOR
INTEGRANTES:
MARISOL MURILLO CD: 1640022
DIEGO RAMIREZ CD: 1640175
MARGARITA ASENCIO CD: 1640004
DAYANI ROBLES CD: 1640019
FABIAN BUENDIA CD: 1640181
LEONARDO CARDENAS CD: 1640011
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
FACULTAD DE CIENCIAS AGRARIAS Y DEL MEDIO AMBIENTE
INGENIERIA AGROINDUSTRIAL
CUCUTA
2011
APLICACIÓN DE HACCP EN LA EMPRESA CARNES FRIAS LA MEJOR
INTEGRANTES:
MARISOL MURILLO CD: 1640022
DIEGO RAMIREZ CD: 1640175
MARGARITA ASENCIO CD: 1640004
DAYANI ROBLES CD: 1640019
FABIAN BUENDIA CD: 1640181
LEONARDO CARDENAS CD: 1640011
PRESENTADO:YADIRA MIRANDA PARADA
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
FACULTAD DE CIENCIAS AGRARIAS Y DEL MEDIO AMBIENTE
INGENIERIA AGROINDUSTRIAL
CUCUTA
2011

TABLA DE CONTENIDO
INTRODUCCION
2. OBJETIVOS
2.1. OBJETIVO GENERAL
2.2. OBJETIVOS ESPECIFICOS
3. CAPITULO I “GENERALIDADES”
4. CAPITULI II “DIAGNOSTICO DE LAS BPM
5. PLAN DE MEJORAS
6. PROGRAMAS PREREQUISITOS.
7. APLICACIÓN DEL HACCP
8. CONCLUSIONES
9. BIBLIOGRAFIA

CAPITULO I
GENERALIDADES DE LA EMPRESA
INTRODUCCION:
El HACCP es una herramienta administrativa que se utiliza para proteger la provisión de alimentos de peligros microbiológicos, químicos y físicos. Por esta razón los consumidores esperan que los productos alimenticios que compran sean seguros para el consumo de acuerdo con unos procesos de preparación, almacenamiento y manipulación adecuados.
En el presente informe se presenta un análisis para minimizar los peligros que comprometan la inocuidad de los alimentos cárnicos ya que estos peligros pueden aparecer en las etapas de la cadena de suministro como la recepción de materia prima y la etapa de cocción; lo que se considera fundamental unos controles adecuados a través de toda la cadena alimentaria.
El HACCP es, esencialmente, un enfoque preventivo que exige la evaluación sistemática de las materias primas, los procesos el entorno y otros factores implicados en la producción de productos alimenticios cárnicos; la identificación de los peligros potenciales y de las áreas de riesgo y la determinación de los puntos críticos de control (es decir, de aquellos pasos en el proceso “en lo que puede aplicarse el control y donde este se considera esencial para prevenir o eliminar el peligro de la seguridad alimentaria o reducirlo a un nivel aceptable”).
RESEÑA HISTORICA:
Carnes Frías La Mejor es una mediana empresa familiar que elabora productos cárnicos con base en la transformación de carnes de bovino, porcino y aves su principal autor es el señor OMAR LUNA ARIAS oriundo de San Alberto Cesar quien gracias a sus ganas de salir adelante y progresar decide montar una planta procesadora de productos cárnicos en la ciudad de Aguachica Cesar en la calle 6 # 2-57 barrio Barahoja en el año 2006.
La producción de la planta comienza inicialmente teniendo como producto principal el salchichón en sus inicios la planta contaba con un molino victoria, un refrigerador y una tajadora al momento de empezar a crecer la producción de la planta con otros productos como jamón, mortadela y la línea de salchichas se consideró pertinente adquirir nueva maquinaria como la mezcladora y el cutter que permitiera realizar de manera adecuada todos éstos nuevos procesos.
De esta manera Don Omar comenzaba su carrera como empresario aprovechando su experiencia en el área de producción de carnes procesadas ya que por 12 años había laborado para diferentes empresas de la ciudad. En Aguachica mejoró sus productos, actualizo sus equipos y se mantuvo por dos años, momento en el cual considera la posibilidad de montar una sucursal en la ciudad de Cúcuta ya que ésta podía ofrecerle un gran potencial en el mercado la idea radico principalmente en ver a esta ciudad como fuente importante para abrir mercados fronterizos.
Siguiendo con el pensamiento de crecer como empresa ésta comienza sus actividades en la ciudad de San José de Cúcuta en junio de 2008 con la producción definitiva de una línea de carnes frías.
Actualmente CARNES FRÍAS LA MEJOR se encuentra ubicada en la mz 9 lt 1 Barrio Los Almendros y ésta en las capacidades de ser competencia en el mercado junto a firmas de reconocida trayectoria en la rama. Cabe aclarar que la empresa se rige por la normatividad vigente para empresas particulares y está legalmente establecida en el territorio Nacional.

MISION:
La empresa Carnes Frías La Mejor elabora y comercializa productos cárnicos de alto valor nutritivo asegurando la inocuidad y calidad de cada uno de ellos, de esta manera satisfacemos las necesidades de nuestros consumidores con alimentos saludables, con atributos de confianza, cercanía y valor agregado. Aplicando un sistema de calidad, dando cumplimiento a condiciones legales, apoyados en un grupo de trabajo eficiente y capacitado.
VISION:
La empresa Carnes Frías La Mejor será para 2015 la empresa con mayor crecimiento en la región Nortesantandereana, líder en la elaboración y comercialización de productos cárnicos procesados brindando altos niveles de calidad e inocuidad, conquistando permanentemente la preferencia de los clientes “razón de ser de la empresa” hacia nuestra marca, logrando competitividad y rentabilidad para ser una de las compañías más exitosas en el mercado de alimentos en la región.
POLITICA DE CALIDAD:
Organizar efectivamente la elaboración de productos de alto valor nutritivo, comprometidos con la obligación de generar mediante políticas de mejoramiento continuo el posicionamiento de nuestros productos en el mercado y bienestar de nuestros colaboradores, clientes y proveedores acorde a las normas vigentes para productos alimenticios.
VALORES CORPORATIVOS:
CARNES FRÌAS LA MEJOR, actúa con responsabilidad, respeto, honestidad y teniendo siempre en mente que:
1. El consumidor, es nuestro punto de partida.
2. Nuestro éxito se fundamenta en la calidad, servicio y competitividad.
3. Nuestra gente e imagen son factores generadores de éxito.
4. Nuestro estilo de trabajo está basado en liderazgo y en equipos autodirigidos.
5. Nuestra fuente de renovación, es la innovación permanente.
6. Nuestro desafío es ser una organización ágil, eficiente y flexible.
7. Actuamos con responsabilidad, respeto y honestidad de acuerdo con nuestra Misión, Visión, Principios y Valores.

ORGANIGRAMA
PLANOS DE LA EMPRESA DE LAS INSTALACIONES:
VER ANEXOS
GERENTE
VENDEDORES
JEFE DE PRODUCCION
SECRETARIA
AREA DESPACHO AREA DE EMPAQUE
JEFE DE EMPAQUE
OPERARIO PICADO OPERARIO
TAJADO
AMARRADOR EMBUTIDOR
AREA DE PRODUCCION
MEZCLADORCOCINERO MEZCLADOR

CAPITULO II
DIAGNOSTICO DE LAS BPM
En el siguiente cuadro veremos una serie de requisitos que deben cumplir las empresas de producción alimentaria y se mostraran los resultados encontrados en la visita realizada en la empresa CARNES FRIAS LA MEJOR:
NOMBRE DE LA EMPRESA CARNES FRIAS LA MEJOR NOMBRE EVALUADORFECHA: 07 DE JUNIO DE 2011
ASPECTOS A
VERIFICAR
1a. EVALUACIO
N
2a. EVALUACIO
NOBSERVACIONES
1INSTALACIONES
FÍSICAS
1.1
La planta está ubicada en un lugar alejado de focos de insalubridad o contaminación.
1 Cumple a cabalidad esta premisa debido
al sector en el que se encuentra.
1.2
La construcción es resistente al medio ambiente y a prueba de roedores.
1 El exterior está debidamente controlado.
1.3
El acceso a la planta es independiente de casa de habitación
1 La planta es totalmente industrial gracias
al diseño de planta.
1.4
La planta presenta aislamiento y protección contra el libre acceso de animales o personas.
1 Presenta características de seguridad a particulares y animales del alrededor.
1.5
Las áreas de la fábrica están totalmente separadas de cualquier tipo de vivienda y no son utilizadas como dormitorio.
1 Es totalmente independiente ya que las casas están a una distancia prudente.
1.6
El funcionamiento de la planta no pone en riesgo la salud y bienestar de la comunidad.
1 Cumple potencialmente la salud de los
trabajadores.
1.7
Los accesos y alrededores de la planta se encuentran limpios, en materiales adecuados y en buen estado de mantenimiento.
1
1.8
Se controla el crecimiento de maleza alrededor de la construcción.
0 Ya que a sus alrededores hay presencia
de maleza y no es controlada por la empresa.
1.9 Los alrededores están libres de
1

agua estancada.
1.10
Los alrededores están libres de basura y objetos en desuso.
1
1.11
Las puertas, ventanas y claraboyas están protegidas para evitar entrada de polvo, lluvia e ingreso de plagas
1
1.12
Existe clara separación física entre áreas de oficinas, recepción, producción, laboratorios, servicios sanitarios, etc.
1
1.13
La edificación está construida para un proceso secuencial.
1 La planta posee áreas que están
diseñadas de una manera funcional.
1.14
Las tuberías se encuentran identificadas por los colores establecidos en las normas internacionales.
0 No se ha puesto en funcionamiento.
1.15
Se encuentra claramente señalizadas las diferentes áreas y secciones en cuanto a acceso y circulación de personas, servicios, seguridad, salida de emergencia, etc.
0 No esta implementada la salida de
emergencia.
INSTALACIONES FISICAS
12 0
2INSTALACIONES
SANITARIAS
2.1
La planta cuenta con servicios sanitarios bien ubicados, en cantidad suficiente, separados por sexo y en perfecto estado y funcionamiento (lavamanos, duchas, inodoros).
1
2.2
Los servicios sanitarios están dotados con los elementos para la higiene personal (jabón líquido, toallas desechables o secador eléctrico, papel higiénico, etc).
1
2.3 Existe un sitio adecuado e higiénico para el descanso y consumo de
1

alimentos por parte de los empleados (área social).
2.4
Existen vestieres en número suficiente, separados por sexo, ventilados, en buen estado y alejados del área de proceso.
0 No hay presencia de vestier para los
trabajadores.
2.5
Existen casilleros o lockers individuales, con doble compartimiento, ventilados, en buen estado, de tamaño adecuado y destinados exclusivamente para su propósito
0 Solo cuenta con percheros.
INSTALACIONES
SANITARIAS3 0
3PERSONAL
MANIPULADOR DE ALIMENTOS
3,1
PRACTICAS HIGIENICAS Y MEDIDAS DE PROTECCIÓN
3.1.1
Todos los empleados que manipulan los alimentos llevan uniforme adecuado de color claro y limpio y calzado cerrado de material resistente e impermeable.
1
3.1.2
Las manos se encuentran limpias, sin joyas, uñas cortas y sin esmalte.
1
3.1.3
Los guantes están en perfecto estado, limpios, desinfectados.
0 No cuenta porque creen que no son
necesarios y les incomodan a los trabajadores.
3.1.4
Los empleados que están en contacto directo con el producto, no presentan afecciones en piel o enfermedades infecto contagiosas.
1
3.1.5
El personal que manipula alimentos utiliza mallas para recubrir cabello, tapabocas y protectores de barba de forma adecuada y permanente.
0 No cuenta en su totalidad con todos los
EPP.
3.1.6Los empleados no comen o fuman en áreas de proceso.
1
3.1.7 Los manipuladores evitan prácticas antihigiénicas tales
1

como rascarse, toser, escupir, etc.
3.1.8
No se observan manipuladores sentados en el pasto o andenes o en lugares donde su ropa de trabajo pueda contaminarse.
1
3.1.9
Los visitantes cumplen con todas las normas de higiene y protección: uniforme, gorro, prácticas de higiene, etc.
1
3.1.10
Los manipuladores se lavan y se desinfectan las manos (hasta el codo) cada vez que sea necesario.
1
3.1.11
Los manipuladores y operarios no salen con el uniforme fuera de la fábrica.
1
PRÁCTICAS HIGIÉNICAS Y MEDIDAS DE PROTECCIÓN
9 0
3,2EDUCACIÓN Y
CAPACITACIÓN
3.2.1
Existe un programa escrito de capacitación en educación sanitaria
1
3.2.2
Son apropiados los letreros alusivos a la necesidad de lavarse las manos después de ir al baño o de cualquier cambio de actividad.
1
3.2.3
Son adecuados los avisos alusivos a práticas higiénicas, medidas de seguridad, ubicación de extintores, etc.
1
3.2.4
Existen programas y actividades permanentes de capacitación en manipulación higiénica de alimentos para el personal nuevo y antiguo y se llevan registros.
1
3.2.5
Conocen los manipuladores las prácticas higiénicas.
1
EDUCACIÓN Y CAPACITACIÓN
5 0
4-CONDICIONES
DE SANEAMIENTO
4,1 ABASTECIMIENT

O DE AGUA
4.1.1
Existen procedimientos escritos sobre
manejo y calidad de agua.
0
4.1.2El agua utilizada en la planta es
potable1
4.1.3Existen parámetros de calidad para el
agua potable0
4.1.4
Cuenta con registros de
laboratorio que verifican la calidad
del agua
0
4.1.5
El suministro de agua y su presión es adecuado para
todas las operaciones.
1
4.1.6
El agua no potable usada para actividades
indirectas (vapor, control de
incendios, etc) se transporta por
tuberías independientes e
identificadas.
0
4.1.7
El tanque de almacenamiento
de agua está protegido, es de
capacidad suficiente y se
limpia y se desinfecta
periódicamente.
1
4.1.8
Existe control diario de cloro
residual y se llevan registros.
1
4.1.9
El hielo utilizado en la planta se labora
a partir de agua potable.
0 No se labora sino que la planta los
adquiere a terceros.
ABASTECIMIENT
O DE AGUA 4 0
4,2
MANEJO Y DISPOSICIÓN DE
RESIDUOS LÍQUIDOS
4.2.1
La recolección, manejo,
tratamiento y disposición de
efluentes y aguas residuales tienen aprobación de las
autoridades competentes.
0
4.2.2
El manejo de los residuos líquidos
dentro de la planta no presenta riesgo de contaminación para los productos
ni para las superficies en
contacto con éstos.
1
4.2.3 Los trampa grasas 0 No requiere trampa grasas ya que la

están bien ubicados y
diseñados y permiten su
limpieza.
carne a utilizar esta seleccionada.
MANEJO DE RESIDUOS LÍQUIDOS
1 0
4,3
MANEJO Y DISPOSICIÓN DE
DESECHOS SÓLIDOS
(BASURAS)
4.3.1
Existen recipientes suficientes,
adecuados, bien ubicados e
identificados para la recolección interna de los
desechos sólidos o basuras.
1
4.3.2
Son removidas las basuras con la
frecuencia necesaria para
evitar generación de olores, molestias sanitarias,
contaminación del producto y/o superficies y
proliferación de plagas.
1
4.3.3.
Después de desocupados los
recipientes se lavan antes de ser
colocados en el sitio respectivo.
1
4.3.4
Existe local e instalación asignado
exclusivamente para el depósito temporal de los
residuos sólidos, adecuadamente
ubicado, protegido y en perfecto
estado de mantenimiento.
0 Esta en proceso de omplementación.
MANEJO DE RESIDUOS SOLIDOS
3 0
4.4LIMPIEZA Y
DESINFECCIÓN
4.4.1
Existen procedimientos
escritos específicos de
limpieza y desinfección
1
4.4.2
Existen registros que indican que se realiza inspección,
limpieza y desinfección
periódica en las diferentes áreas,
equipos, utensilios y manipuladores.
1
4.4.3 Se tiene 1

claramente definidos los
productos utilizados,
concentraciones, modo de
preparación y empleo y rotación
de los mismos.
LIMPIEZA Y
DESINFECCIÓN3 0
4.5
CONTROL DE PLAGAS
(ARTRÓPODOS, ROEDORES,
AVES)
4.5.1
Existen procedimientos
escritos específicos de
control de plagas
1
4.5.2
No hay evidencia o huellas de la
presencia o daños por plagas
1
4.5.3
Existen registros escritos de
aplicación de medidas o
productos contra las plagas.
1
4.5.4
Existen dispositivos en
buen estado y bien ubicados para el control de plagas (electrocutores,
rejillas, coladeras, trampas,
cebaderos, etc).
0 La planta cuenta con un sistema
inadecuado para control de plagas.
4.5.5
Los productos utilizados se encuentran
rotulados y se almacenan en un
sitio alejado, protegido y bajo
llave.
1
CONTROL DE
PLAGAS 4 0
5CONDICIONES DE PROCESO Y FABRICACIÓN
5,1EQUIPOS Y UTENSILIOS
5.1.1
Los equipos y superficies en
contacto con el alimento están fabricados con
material inertes, no tóxicos, resistentes
a la corrosión no cubiertos con
pinturas o materiales
desprendibles y son fáciles de
limpiar y desinfectar
1
5.1.2 Las áreas circundantes de los
equipos son de fácil limpieza y
1

desinfección.
5.1.3
Cuenta la planta con los equipos
mínimos requeridos para el
proceso de producción.
1
5.1.4
Los equipos y superficies son de
acabados no porosos, lisos, no
absorbentes.
1
5.1.5
Los equipos y las superficies en
contacto con el alimento están
diseñados de tal manera que se
facilite su limpieza y desinfección.
1
5.1.6
Los recipientes utilizados para materiales no comestibles y
desechos son a prueba de fugas,
debidamente identificados, de
material impermeable,
resistentes a la corrosión y de fácil
limpieza.
0
5.1.7
Las bandas transportadoras se
encuentran en buen estado y
están localizados en sitios donde no significan riesgo de contaminación del
producto.
0 No hay necesidad de que se
implementen bandas transportadoras.
5.1.8
Las tubería, válvulas y
ensambles no presentan fugas y están localizados en sitios donde no significan riesgo de contaminación del
producto
1
5.1.9
Los tornillos, remaches, tuercas
o clavijas están asegurados para
prevenir que caigan dentro del producto o equipo
de proceso.
1
5.1.10
Los procedimientos de mantenimiento de
equipos son apropiados y no
permiten presencia de agentes
contaminantes en el producto.
1
5.1.11
Existen manuales de procedimiento
para servicio y mantenimiento (preventivo y correctivo) de
1

equipos.
5.1.12
Los equipos están ubicados según la secuencia lógica
del proceso tecnológico y
evitan la contaminación
cruzada.
1
5.1.13
Los equipos donde se realizan
operaciones criticas cuentan
con instrumentos y accesorios para
medición y registro de variables del
proceso.
1
5.1.14
Los cuartos fríos están equipados
con termómetro de precisión de fácil lectura desde el exterior, con el
sensor ubicado de forma tal que
indique la temperatura promedio del
cuarto y se registra dicha temperatura.
1
5.1.15
Los cuartos fríos están construidos
de materiales resistentes, fáciles
de limpiar, impermeables, se
encuentran en buen estado y no
presentan condensaciones.
1
5.1.16
Se tiene programa y procedimientos
escritos de calibración de
equipos e instrumentos de
medición.
1
EQUIPOS Y UTENSILIOS
13 0
5,2
HIGIENE LOCATIVA DE LA
SALA DE PROCESO
5.2.1
El área de proceso o producción se
encuentra alejada de focos de
contaminación.
1
5.2.2Las paredes se
encuentran limpias y en buen estado.
1
5.2.3Las paredes son
lisas y de fácil limpieza
0 No son totalmente lisas pero si de fácil
limpieza.
5.2.4La pintura esta en
buen estado.1
5.2.5El techo es liso, de fácil limpieza y se encuentra limpio.
1
5.2.6 Las uniones entre las paredes y techos están
diseñadas de tal
1

manera que evitan la acumulación de polvo y suciedad.
5.2.7
Las ventanas, puertas y cortinas,
se encuentran limpias, en buen estado, libres de
corrosión o moho y bien ubicadas
1
5.2.8
Los pisos se encuentran
limpios, en buen estado, sin grietas,
perforaciones o roturas.
1
5.2.9
El piso tiene la inclinación
adecuada para efectos de drenaje.
1
5.2.10
Los sifones están equipados con
rejillas adecuadas.1
5.2.11
En pisos, paredes y techos no hay
signos de filtraciones o humedades.
1
5.2.12
Cuenta la planta con las diferentes áreas y secciones requeridas para el
proceso.
1
5.2.13
Existen lavamanos no accionados manualmente,
dotados con jabón líquido y solución desinfectante y ubicado, en las
áreas de proceso o cercanas a ésta.
1
5.2.14
Las uniones de encuentro del piso y las paredes y de éstas entre si son
redondeadas.
1
5.2.15
La temperatura ambiental y
ventilación de la sala de proceso es
adecuada y no afecta la calidad del producto ni la comodidad de los
operarios y personas
1
5.2.16
No existe evidencia de
condensación en techos o zonas
altas
1
5.2.17
La ventilación por aire acondicionado
o ventiladores mantiene presión positiva en la sala
y tiene el mantenimiento
adecuado: limpieza de filtros y del
equipo.
1
5.2.18
La sala se encuentra con
1

adecuada iluminación en
calidad e intensidad.
5.2.19
Las lámparas y accesorios son de seguridad, están protegidas para
evitar la contaminación en caso de ruptura, están en buen
estado y limpias.
1
5.2.20
La sala de proceso se encuentra
limpia y ordenada1
5.2.21
La sala de proceso y los equipos son
utilizados exclusivamente
para la elaboración de alimentos para consumo humano.
1
5.2.22
Existe lavabotas a la entrada de la sala de proceso,
bien ubicado. Bien diseñado y con
una concentración conocida y
adecuada de desinfectante.
0 Esta instalado pero no está en
funcionamiento.
HIGIENE
LOCATIVA20 0
5,3MATERIAS PRIMAS E INSUMOS
5.3.1
Existen procedimientos escritos para
control de calidad de materias primas e insumos, donde
se señalan especificaciones
de calidad.
1
5.3.2
Previo al uso las materias primas son sometidas a los controles de
calidad establecidos.
1
5.3.3
Las condiciones y equipo utilizado en
el descargue y recepción de la
materia prima son adecuadas y evitan la contaminación y
proliferación microbiana.
1
5.3.4
Las materia primas e insumos se almacenan en condiciones sanitarias
adecuadas, en áreas
independientes y debidamente marcadas o etiquetadas.
1
5.3.5 Las materias primas empleadas
1

se encuentran dentro de su vida
útil.
5.3.6
Las materias primas son
conservadas en las condiciones
requeridas por cada producto (temperatura,
humedad) y sobre estibas
1
5.3.7
Se llevan registros escritos de las condiciones de
conservación de las materias
primas.
1
5.3.8Se llevan registros
de rechazos de materias primas.
1
MATERIAS
PRIMAS8 0
5,4 ENVASES
5.4.1
Los materiales de envase y empaque están limpios, en
perfectas condiciones y no
han sido utilizados previamente para
otro fin.
1
5.4.2Los envases son inspeccionados antes del uso.
1
5.4.3
Los envases son almacenados en
condiciones adecuadas de
sanidad y limpieza, alejados de focos de contaminación.
1
ENVASES 3 0
5,5OPERACIONES
DE FABRICACIÓN
5.5.1
El proceso de fabricación se
realiza en óptimas condiciones
sanitarias que garantizan la protección y
conservación del producto
1
5.5.2
Se realizan y registran los
controles requeridos en los puntos críticos del
proceso para asegurar la calidad
del producto.
0
En algunas ocasiones hay demora en la distribución del producto por lo tanto se almacena een el mismo
cuarto de la materia prima.
5.5.3 Las operaciones de fabricación se realizan en forma
secuencial y continua de
manera que no se producen retrasos
indebidos que permitan la
proliferación de microorganismos o la contaminación
1

del producto.
5.5.4
Los procedimientos mecánicos de
manufactura se realizan de manera que se protege el
alimento de la contaminación.
1
5.5.5
Existe distinción entre los operarios de las diferentes
áreas y restricciones en
cuanto a acceso y movilización de los
mismos.
1
OPERACIONES
DE FABRICACIÓN4 0
5,6OPERACIONES
DE ENVASADO Y EMPAQUE
5.6.1
Al envasar o empacar el
producto se lleva un registro con
fecha y detalles de elaboración y producción
1
5.6.2
El envasado y empaque se
realiza en condiciones que
eliminan la posibilidad de
contaminación del alimento o
proliferación de microorganismos.
1
5.6.3
Los productos se encuentran rotulados de
conformidad con las normas sanitarias
1
OPERACIONES
DE ENVASADO Y EMPAQUE
3 0
5,7ALMACENAMIENTO DE PRODUCTO
TERMINADO
5.7.1
El almacenamiento del producto terminado se
realiza en un sitio que reúne requisitos sanitarios,
exclusivamente destinado para
este propósito, que garantiza el
mantenimiento de las condiciones sanitarias del
alimento.
1
5.7.2 El almacenamiento del producto terminado se
realiza en condiciones adecuadas
(temperatura, humedad,
1

circulación de aire, libre de fuentes de
contaminación, ausencia de plagas, etc).
5.7.3Se registran las condiciones de
almacenamiento1
5.7.4
Se llevan control de entrada, salida, y rotación de los
productos.
1
5.7.5
El almacenamiento de los productos
se realiza ordenadamente, en pilas, sobre
estibas apropiadas, con
adecuada separación de las paredes y del piso.
1
5.7.6
Los productos devueltos a la
planta por fecha de vencimiento se
almacenan en un área exclusiva
para este fin y se llevan registros de
cantidad de producto, fecha de
vencimiento y devolución y destino final.
0 No cuenta con un área para productos devueltos porque no se ha presentado
este problema
ALMACENAMIENTO DE PRODUCTO
TERMINADO5 0
5.8CONDICIONES
DE TRANSPORTE
5.8.1
Las condiciones de transporte excluyen la
posibilidad de contaminación y/o
proliferación microbiana.
1
5.8.2
El transporte garantiza el
mantenimiento de las condiciones de
conservación requeridas por el
producto.
1
5.8.3
Los vehículos con refrigeración o
congelación tienen adecuado
mantenimiento, registro y control
de la temperatura.
1
5.8.4
Los vehículos se encuentran en
adecuadas condiciones
sanitarias, de aseo y operación para el transporte de los
productos.
1
5.8.5
Los productos dentro de los vehículos son
transportados en recipientes o canastillas de
material sanitario.
1 Se observa que son transportados en
canastillas.
5.8.6 Los vehículos son 1

utilizados exclusivamente para
el transporte de alimentos y llevan el aviso "Transporte de
Alimentos".
CONDICIONES DE TRANSPORTE 6 0
6 SALUD OCUPACIONAL
6.1 Existe programa de salud ocupacional 1
6.2
Existe equipos e implementos de
seguridad en funcionamiento y
bien ubicados.
1
6.3
Los operarios están dotados y usan los
elementos de protección personal
requeridos.
0 No utilizan en el momento guantes ni
tapabocas-
6.4
El establecimiento dispone de botiquín
dotado con los elementos mínimos
requeridos.
1
SALUD OCUPACIONAL 3 0
7ASEGURAMIENTO Y CONTROL DE LA
CALIDAD
7,1
VERIFICACIÓN DE DOCUMENTACIÓN
Y PROCEDIMIENTOS
7.1.1
La planta tiene políticas claramente definidas y escritas
de calidad.
1
7.1.2
Posee especificaciones
técnicas de productos
terminados, que incluya criterios de
aceptación, liberación o rechazo
de productos.
1
7.1.3
Existen manuales, catálogos guías o
instrucciones escritas sobre equipo,
procesos, condiciones de
almacenamiento y distribución.
1
7.1.4
Existen planes de muestreo, métodos
de ensayo y procedimientos de
laboratorio.
0
7.1.6
Se realiza con frecuencia un
programa de auto inspecciones o
auditoria.
0
7.1.7
Los procesos de producción y control de calidad están bajo responsabilidad de
profesionales o técnicos capacitados.
1
7.1.8
Existen manuales de procedimientos
escritos y validados de los diferentes
procesos que maneja la planta.
1
7.1.9 Cuenta con manuales de
operación
0

estandarizados tanto para equipos de
laboratorio de control de calidad como de
las líneas de proceso.
7.1.10
Existen manuales de las técnicas de
análisis de rutina vigentes y validados
a disposición del personal del
laboratorio a nivel de fisicoquímica,
microbiología y organoléptico.
0
VERIFICACIÓN DE DOCUMENTACIÓN
Y PROCEDIMIENTOS
5 0
7,2CONDICIONES DEL LABORATORIO DE
CONTROL
7.2.1 La planta cuenta con laboratorio propio. 0
No hay laboratorio de control donde se analice la Materia Prima.
7.2.2La planta tiene contrato con
laboratorio externo.0
7.2.3
El laboratorio esta bien ubicado, alejado
de focos de contaminación, debidamente
protegido del medio exterior.
0
7.2.4
Cuenta con suficiente
abastecimiento de agua potable y las instalaciones son
adecuadas en cuanto espacio y
distribución.
0
7.2.5
Los pisos son de material
impermeable, lavable y no porosos.
0
7.2.6
Las paredes y muros son de material
lavable, impermeable,
pintados de color claro, se encuentran
limpios y en buen estado.
0
7.2.7
Los cielos rasos son de fácil limpieza,
están limpios y en buen estado.
0
7.2.8La ventilación e iluminación son
adecuadas.0
7.2.9
El laboratorio dispone de área
independiente para la recepción y
almacenamiento de muestras.
0
7.2.10
Cuenta con sitio independiente para lavado, desinfección
y esterilización de material y equipo.
0
7.2.11
Cuenta con recipientes
adecuados y con tapa para la
recolección de las basuras.
0
7.2.12
Cuenta con depósito adecuado para
reactivos, medios de
0

cultivo, accesorios y consumibles.
7.2.13
Tiene programa de salud ocupacional y seguridad industrial.
0
7.2.14
Cuenta con las secciones para
análisis fisicoquímico,
microbiológico y organoléptico debidamente
separadas física y sanitariamente.
0
7.2.15
La sección para análisis
microbiológico cuenta con cuarto
estéril.
0
7.2.16
La sección para análisis fisicoquímico cuenta con campana
extractora.
0
7.2.17
Se llevan libros de registros al día de las pruebas realizadas y
sus resultados.
0
7.2.18
Cuenta con libros de registros de entrada
de muestras0
7.2.19
Cuenta con libros de registros de los datos
de análisis personales de los
empleados del laboratorio
(borradores).
0
7.2.20
Se cuenta con la infraestructura y dotación para la
realización de las pruebas
fisicoquímicas.
0
7.2.21
Se cuenta con las infraestructura y la
dotación para la realización de las
pruebas microbiológicas.
0
CONDICIONES DEL LABORATORIO DE
CONTROL0 0
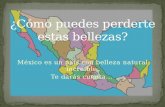
80%
20%
Instalaciones fisicas
10
48%52%
Instalaciones sanitarias
10
82%
18%
practicas higienicas y medidas de proteccion
10
100%
Educacion y capacitacion
10
44%
56%
Abastecimiento de agua
10
24%
76%
Manejo y disposicion de residuos liquidos
10
48%52%
Manejo y sisposicion de residuos solidos
10
100%
Limpieza y desinfeccion
10
56%
44%
Control de plagas
10

81%
19%
Equipos y utensilos
10
87%
13%
Higiene locativa en la sala de proceso
10
100%
Materias primas y utensilios
10
100%
Envases
10
89%
11%
0peracion de fabricacion
10
100%
operación de envasado y empacado
10
89%
11%
almacenamiento de producto terminado
10
100%
condiciones de transporte
10
salud ocupacional
10
67%
33%
control de calidad
10
100%
condiciones del laboratorio de control
10

INS
TALA
CIO
NE
S F
ISIC
AS
INS
TALA
CIO
NE
S S
AN
IT...
PR
ÁC
TIC
AS
HIG
IÉN
ICA
...
ED
UC
AC
IÓN
Y C
AP
AC
I...
AB
AS
TEC
IMIE
NTO
DE
...
MA
NE
JO D
E R
ES
IDU
OS
...
MA
NE
JO D
E R
ES
IDU
OS
...
LIM
PIE
ZA Y
DE
SIN
FEC
...
CO
NTR
OL
DE
PLA
GA
S
EQ
UIP
OS
Y U
TEN
SIL
IOS
HIG
IEN
E L
OC
ATI
VA
EN
...
MA
TER
IAS
PR
IMA
S E
I...
EN
VA
SE
S
OP
ER
AC
ION
ES
DE
FA
B...
OP
ER
AC
ION
ES
DE
EN
V...
ALM
AC
EN
AM
IEN
TO D
E...
CO
ND
ICIO
NE
S D
E T
RA
...
SA
LUD
OC
UP
AC
ION
AL
VE
RIF
ICA
CIÓ
N Y
DO
C...
CO
ND
ICIO
NE
S D
EL
LA...
TOTA
L
0
20
40
60
80
100
PERFIL SANITARIOAutoevaluación BPM INVIMA
% d
e C
um
plim
ien
to
CAPITULO III
PLAN DE MEJORAS
ITEM PLAZO CRITERIO
INSTALACIONES FISICAS
( no hay control de crecimiento de maleza alrededor de la empresa)
Corto a partir de la fecha se dispondrá de un personal que se encargara de despojar el área de maleza y seguir controlándolo y se verificara en tres meses.
La empresa no cuenta con tuberías identificadas con colores como indican las normas internacionales
Mediano Implantar la señalización de tuberías por color como es exigido y en seis meses se verificara esta solución.
No hay señalización de la salida de emergencia porque no está implantada en la empresa
Mediano A partir de la fecha se implantará la salida de emergencia y se verificara que se está haciendo en seis meses.
PRACTICAS DE HIGIENE Y MEDIDAS DE PROTECCION
(Los operarios no cuentan con el uso de guantes)
Corto A partir de la fecha se asignaran guantes a cada operario y en tres meses se verificara si los están portando en perfecto estado de higiene.
El personal no cuenta con todos los EPP
Corto A partir de la fecha se asignara tapa bocas a cada operario y en tres meses se verificara si lo están

portando.
ABASTECIMIENTO DE AGUA
(No existen procedimientos escritos de manejo y calidad de agua)
Corto A partir de la fecha se llevara un registro de manejo y calidad de agua y en tres meses se verificara si está hecho.
No existen parámetros de calidad para el agua potable.
Corto A partir de la fecha se implantaran parámetros para la calidad del agua y en tres meses se verificara si está hecho.
La empresa no cuenta con registros de laboratorio que verifique la calidad del agua
Corto A partir de la fecha se realizara un contrato con un laboratorio que verifique la calidad del agua.
La planta no cuenta con tubería independiente de agua no potable
Mediano A partir de la fecha se implantara una tubería de agua no potable que se usara en actividades independientes al proceso (vapor, incendios,etc)
El hielo Corto A partir de la fecha se llevara un control que garantice que el hielo que la empresa adquiere de terceros se elabore con agua potable y tres meses se verificara dicho control.
MANEJO Y DISPOSICION DE RESIDUOS SOLIDOS
(no existe local asignado exclusivamente para el deposito temporal de residuos sólidos)
Largo A partir de la fecha se implantara la construcción de un local asignado para el depósito de residuos sólidos y en un año se verificara que este adecuadamente ubicado, protegido y en perfecto estado de mantenimiento
CONTROL DE PLAGAS
(la planta no cuenta con dispositivos para el control de plagas)
Corto A partir de la fecha se empleara el ridex plus un dispositivo que ahuyenta las plagas y evita el ingreso de las mismas a la empresa.
HIGIENE LOCATIVA EN LA SALA DE PROCESO
(el lavabotas está instalado pero no está en funcionamiento)
Corto
A partir de la fecha se dispondrá del funcionamiento del lavabotas y en tres meses se verificara que este funcionando
SALUD OCUPACIONAL
( los operarios no usan todos los elementos de protección personal)
Corto A apartir de la fecha se inducirá al personal a que porten los guantes y en tres meses se verificara que lo estén cumpliendo.
CONDICIONES DE LABORATORIO
(la planta no cuenta con laboratorio propio)
Largo A partir de la fecha se instalara el laboratorio propio en la planta y en un año se verificara que esté construido en sus respectivas condiciones.

CAPITULO IV
PROGRAMAS PRE REQUISITOS
1) Manejo de residuos sólidos.y líquidos
2) Manual de limpieza y desinfección.3) Control de plagas.4) Abastecimiento de Agua potable.5) Control de proveedores y materia prima.6) Mantenimiento preventivo de áreas y equipos e instalaciones.7) Calibración de equipos e instrumentos de medición8) trasabilidad9) Planes de muestreo10)Control de proveedores y materias primas.
MANEJO Y DISPOSICION DE RESIDUOS SOLIDOS Y LIQUIDOS
La buena disposición y manejo de residuos solidos y liquidos , se busca reducir la conntaminacion del medio ambiente y la comunidad a su alrededor.
PROGRAMA DE MANEJO DE RESIDUOS SOLIDOS Y LIQUIDOS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 1-5
RESIDUOS SÓLIDOS Y LÍQUIDOS
1. OBJETIVO
Garantizar una eficiente recolección y manejo de las basuras que se obtienen a lo largo del proceso productivo para preservar la inocuidad de los productos.
Controlar y prevenir el control de materias primas y producto terminado empleando procedimientos adecuados para la evacuación de desechos líquidos.

2. ALCANCE
Aplicando la clasificación de los desechos sólidos no se permitirá la acumulación de desechos en las áreas de manipulación, almacenamiento y obtención del producto y así evitar de esta manera contaminación.
Realizar la evacuación de residuos líquidos para impedir la contaminación de los alimentos en proceso.
3 .MATERIALES
Escobas
Bolsas de aseo
Cepillo de manos
recogedor
PROGRAMA DE MANEJO DE RESIDUOS SOLIDOS Y LIQUIDOS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 2-5
Haragán
Cepillo manual
Mangueras de agua
Baldes
Cepillo manual
Mangueras de agua
Baldes
5. LUGARES DE REMOCIÓN DE DESECHOS SÓLIDOS
5.1 ÁREA DE PROCESO
Mesones

Equipos y utensilioParedesPisosTechosCanastillas plásticasCuartos fríos
PROGRAMA DE MANEJO DE RESIDUOS SOLIDOS Y LIQUIDOS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 3-5
5.2 Tipo de Residuos a remover
5.2.1 Residuos Orgánicos. Restos de carne, grasa y pasta.
5.2.2 Residuos Inertes. Bolsas plásticas y pitas.
6. PROCEDIMIENTOS
Antes de realizar la limpieza y desinfección diaria, se deben recolectar los residuos sólidos mediante un proceso de barrido, que posteriormente esos residuos van a ser depositados en recipientes con bolsas exclusivamente para el tipo de residuo.
• Someter a remoción de la suciedad los equipos, mesones, pisos y paredes.
• Desarmar los equipos que lo amerite
• Retirara los restos de carne, grasa, plásticos y pitas
• Clasificar los residuos orgánicos (restos de carne y grasa) y los residuos inertes (pitas, bolsas, plásticos, cartón.
• Los residuos inertes se depositan en bolsas de color negro destinados para ello.
• Una vez los residuos tanto orgánicos como inertes se encuentran debidamente clasificados y en sus bolsas correspondientes, serán llevados a los contenedores para ser posteriormente recolectados por la empresa encargada.

PROGRAMA DE MANEJO DE RESIDUOS SOLIDOS Y LIQUIDOS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 4-5
• Se continúa un lavado como aparece en los procedimientos básicos de limpieza y desinfección.
7. SISTEMA DE TRATAMIENTO DE AGUAS RESIDUALES
La empresa Carnes Frías La Mejor en el año de 2008, construyó un tanque con capacidad para 40000 Lts, cuya estructura recibe caudal intermitente generada
Los afluentes líquidos de proceso de fabricación de alimentos, siguen las siguientes etapas del tratamiento:
• Tratamiento pre-eliminar para la remoción de sólidos, que forma parte de la corriente intermitente.
• Tratamiento primario donde se remueve material sedimentable y material flotable.
El tratamiento preliminar y primario comprende pasos de igualación y posible desinfección, La igualación se realiza para homogenizar la corriente. La desinfección se realiza periódicamente en esta fase de tratamiento o al final utilizando cloro y detergente.
El sistema construido que se encuentra en operación combina tratamientos físicos y químicos donde se seguirá entregando una afluente al alcantarillado municipal en condiciones sanitarias aceptables.
PROGRAMA DE MANEJO DE RESIDUOS SOLIDOS Y LIQUIDOS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 5-5

Estos residuos sobrantes al igual que la materia prima cárnica recogida en el de operaciones es retirada por el concesionario de aseo urbano S.A – E.S.P y dispuesto finalmente en el relleno sanitario.
La carga eliminada de sólidos, tanto en el área de operaciones como en el sistema de tratamiento, es de un cien por ciento correspondiente a residuos sobrantes.
El programa de mantenimiento de los tanques sedimentadores se lleva a cabo de forma diaria, terminando la jornada de trabajo, consiste en el retiro total de sólidos retenidos en los potes, lavado con jabón desinfectante y cepillado, se tiene un operario para la ejecución de dichas actividades.
MANUAL DE LIMPIEZA Y DESINFECCION
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 1-10
OBJETIVOS:
Establecer los procedimientos a utilizar para adecuar a unas buenas condiciones higiénico sanitarias, todos los elementos que conforman la planta, y que inciden en la inocuidad de los productos.
ALCANCE Y AMBITO DE APLICACIÓN:
Se debe realizar en el área de producción, área de materia prima, área de empaques, y área de producto terminado y despachado, así como todos sus componentes tales como equipos, paredes, techos, pisos, escaleras, estibas, y personal manipulador de alimentos.
DEFINICIONES:
LIMPIEZA: es el proceso de eliminar de residuos de alimento u otra materia extraña o indeseable.
AGENTE DE LIMPIEZA: sustancia empleada para eliminar el mugre de una superficie. DESINFECCION: es el tratamiento fisicoquímico o biológico aplicado a las superficies
limpias en contacto con el alimento, con el fin de destruir los microorganismos que puedan ocasionar riesgo para la salud pública y reducir el número de microorganismos indeseable, sin que dicho tratamiento afecte la calidad e inocuidad del alimento.
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: APROBADO POR: REVISION: 00

DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
ALEXANDER PAGINA: 2-10
AGENTE DESINFECTANTE: sustancia química que quita la infección o la propiedad de causarla, destruyendo los gérmenes nocivos o evitando su desarrollo.
BARRER: quitar del suelo con la escoba el polvo, la basura, etc. LIMPIAR: hacer que un lugar o superficie quede libre de suciedad o de lo que es
perjudicial en él, como residuos de alimento, polvo, etc. RASPAR: remover con una espátula un material indeseable hasta que quede libre de él. MANIPULADOR DE ALIMENTOS: es toda persona que interviene directamente y, aunque
sea en forma ocasional, en actividades de fabricación, procedimiento, preparación, envase, almacenamiento, transporte, y expendio de alimentos.
CONSIDERACIONES GENERALES:
Las personas encargadas de la limpieza y desinfección deben saber desarmar los equipos que lo requieran y tener en cuenta las precauciones para ello, además deben ser capacitados y sensibilizados para que el proceso de limpieza y desinfección que realicen sea adecuado y óptimo.
Debe exigir la cantidad suficiente de materiales para poder realizar la labor de limpiezas estas deben ser:
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 3-10
- Escoba- Trapero- Recogedor- Baldes- Escobillones- Hipoclorito de sodio- Desinfectante

- Cepillos- Esponjas
Estos deben estar limpios y en buen estado
Los productos de desinfección deben estar almacenados en un lugar que no se mezclen con alimentos, medicamentos, u otras sustancias.
Cuando el equipo se excluya del proceso de producción se le deben retirar todos los residuos de alimento que hayan quedado, y aplicar todo el procedimiento de limpieza y desinfección. De esta forma se evita la contaminación en el área de proceso.
Todos los equipos deben estar apagados antes de realizar esta operación.
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 4-10
Los desinfectantes a utilizar se deben rotar cada mes, con el propósito de que los microorganismos no se vuelvan inmune a ellos.
Los baños deben estar provistos de jabón líquido sin olor, y toallas desechables.
RESPONSABILIDADES:
-OPERARIOS: se encargara de realizar la limpieza y desinfección de las áreas o elementos asignados.
-JEFE DE PRODUCCION: debe supervisar que todo el proceso de limpieza y desinfección se esté realizando correctamente.
Aplicar las correcciones precisas cuando sea necesario.
Registrar en los formatos las actividades que se estén realizando.
PROGRAMA DE LIMPIEZA Y DESINFECCION
ELABORADO POR: DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 5-10

CONTROL DE PLAGAS
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 1-11
CONTROL DE PLAGAS
1. OBJETIVOS
Describir en detalle todas las acciones preventivas que se deben cumplir en la fábrica con el fin de controlar la infestación de plagas en la empresa.
Mantener capacitado el personal nuevo y antiguo sobre las medidas preventivas y de control que se practican en la empresa con el fin de mantener la continuidad del programa de control de plagas.
Reconocer el peligro que genera las pestes o plagas a la salud humana.
Aplicar métodos correctivos en el establecimiento, tales como aspersiones y desinfecciones adecuadas para evitar la presencia de los animales nocivos.
2. ALCANCE
Por medio de las buenas prácticas de higiene se pondrá evitar la acumulación de residuos que puedan albergar plagas y reducir la contaminación de estas aplicando medidas de eliminación..
3. POLÍTICAS PARA EL DISEÑO E IMPLEMENTACIÓN DEL PROGRAMA DEL CONTROL DE PLAGAS.
Para el diseño y puesta en marcha del programa de control de plagas es indispensable el establecer políticas claras y específicas acerca de quienes llevarán a cabo la aplicación de actividades a fin de prevenir el ingreso de las diferentes plagas y de productos si es el caso combatirlas. Dentro de este programa se describirá que productos se aplicarán, en qué lugares y de qué manera se aplicarán.
Dichas políticas son:

PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 2-11
• Todas las áreas de la planta deben mantenerse libres de insectos, roedores, pájaros u otros animales.• Las áreas circundantes deberán inspeccionarse periódicamente para cerciorarse de que no existe infestación.
• En caso de que alguna plaga invada el establecimiento, deberán adoptarse medidas de control o erradicación. Las medidas que comprendan el tratamiento con agentes químicos, físicos o biológicos, sólo deberán aplicarse bajo la supervisión directa del personal que conozca a fondo los riesgos para la salud, que el uso de esos agentes pueden entrañar.
• Sólo deberán emplearse plaguicidas, cuando otras medidas no sean eficaces.Antes de aplicar plaguicidas se deberá tener cuidado de proteger todas las materias primas, insumos, productos terminados, equipos y utensilios contra la contaminación. Después de aplicar los plaguicidas, deberán limpiarse minuciosamente el equipo y los utensilios contaminados, a fin de que antes de volverlos a usar queden eliminados los residuos del plaguicida.
• En caso de utilizar plaguicidas, éstos deben ser guardados bajo llave y aplicados bajo la responsabilidad del personal autorizado y entrenado en su manejo. Todos los pesticidas utilizados deben cumplir con las regulaciones vigentes.
• Las operaciones de fumigación de insecticidas debe hacerse por personal bien entrenado y de tal forma que no ocasione contaminación a los productos en proceso de elaboración.
• El mantenimiento de las carnadas y las trampas con resorte, deberá ser hecho por un operador del control de plagas debidamente capacitado.
4. CONSIDERACIONES GENERALES
El control de plagas es aplicable a todas las áreas del establecimiento, recepción de materia prima, almacén, proceso, almacén de producto
PROGRAMA DE CONTROL DE PLAGAS

ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 3-11
terminado, distribución, punto de venta, e inclusive vehículos de acarreo y repartoTodos los sistemas de control de plagas deben ser aprobados por la Dirección general de Salud Ambiental de la Secretaría de Salud. Se debe llevar un registro de control de plagas y guardarlo en archivo.
Deberá impedirse la entrada de animales domésticos en las áreas de elaboración, almacenes de materia prima, y producto terminado.
4.1 PLAGAS MÁS COMUNES.
Las plagas más comunes que encontramos en el lugar son:
• Roedores. Ratas y ratones.
• Insectos. Moscas, cucarachas, hormigas, moscas de frutas, gorgojos. En general se distinguen 3 tipos de insectos:
Voladores, como moscas y mosquitos.
Rastreros, como cucarachas, ciempiés y arañas.
Taladores, como gorgojos y termitas.
Todos ellos causan la alteración y contribuyen a la contaminación de los alimentos o son generalmente un fastidio si se les permite vivir en el lugar.Es importante identificar los signos que revelan la presencia de estos animales, entre ellos están:
• Sus cuerpos vivos o muertos, incluyendo sus formas larvales o pulpales.
• Los excrementos de los roedores.
• La alteración de sacos, envases, sacos, cajas, entre otros; causada por ratones y ratas al roerlos.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 4-11

• La presencia de alimento derramado cerca de sus envases, mostraría que las plagas lo han dañado.
• Las manchas grasientas que producen los roedores alrededor de las cañerías.
5. LAS PRINCIPALES PLAGAS A CONTROLAR
5.1 MOSCAS
5.1.1 Peligro. Excretan líquidos, vomitan sobre los alimentos, su cuerpo está cubierto de pelos y sus patas semejan hojas transparentes, delicadas y palmeadas; por lo tanto recogen fácilmente bacterias y suciedad llevándolas y propagándolas a todos los lugares que tocan, incluyendo los alimentos. Una mosca puede llevar 30 millones de bacterias.
5.1.2 Hábitos. Habitan y ponen huevos (procrean) en las heces humanas y animales, la saliva de los aceros, los recipientes de desperdicios destapados (basuras) y los alimentos sin protección adecuada.
5.2 CUCARACHAS
5.2.1 Peligro. Propagan salmonella, stophylococcus y otras enfermedades. Dejan sus desechos intestinales en todos los lugares por donde se arrastran.
5.2.2 Hábitos. El cuerpo graso y las heces contaminan el alimento y propagan bacterias en las áreas de almacenamiento, producción, etc.
Las hembras depositan o fijan cápsulas llenas de huevos, donde se incubará su descendencia en lugares tales como por detrás y por debajo de los equipos de almacenamiento de alimentos, en la basura, cajones de botellas vacías, áreas húmedas, grietas y hendiduras de paredes y pisos.
Las cucarachas son sensibles a la luz y procrean en la oscuridad ocultándose generalmente durante el día. Pueden penetrar en los servicios de alimentación, dentro de los cajones y bolsas de los alimentos entregados.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 5-11
5.3 RATAS Y RATONES
5.3.1 Peligro. Diseminan y portan enfermedades en gran cantidad patógenas para el hombre y los animales. A menudo causan incendios, destruyen bienes. Sus heces y líquidos causan enfermedades.
5.3.2 Hábitos. Construyen nidos en paredes y pisos. Consumen alimentos del hombre. Buscan alimento de noche. Pueden producir 60 vástagos al año. Viven 4 – 5 años.

5.4 PÁJAROS AVES (PICHONES)
5.4.1 Peligro. Sus heces y líquidos causan enfermedades y contaminación. Son portadores de enfermedades.
5.4.2 Hábitos. Construyen nidos en edificios. Dejan sus excrementos por doquier, creando ambiente s insalubres.
6. CÓMO PUEDEN ENTRAR LAS PLAGAS A LA PLANTA DE PROCESO
Las plagas pueden entrar a la planta de proceso de diversas formas, por lo que se debe mantener una vigilancia constante para detectar su posible aparición en el mismo.La empresa Carnes Frías La Mejor siendo un establecimiento dedicado al procesamiento de alimentos, puede permitir la entrada de las diferentes plagas por medio de:
6.1.1 Empaques. Los empaques vienen de varios proveedores y si el establecimiento del proveedor está infestado, la plaga puede penetrar por este medio. (Forma común de infestación de gorgojos, cochinillas, Cucarachas, etc.).
6.1.2 Dentro y sobre las materias primas. Las materias primas al provenir de diferentes Fuentes de abastecimiento (carne de res, carne de cerdo, pastas de pollo, etc.), pueden llegar al Establecimiento con plagas, por lo que es conveniente establecer controles para su detección y combate.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 6-11
6.1.3 A través de puertas, ventanas desprotegidas o por ductos de ventilación. Pueden permitir el paso de cualquier tipo de animal que atente contra la inocuidad y calidad de los productos que la empresa procesa.
7 . PROCEDIMIENTOS
Para lograr un adecuado plan de tareas y un óptimo resultado del mismo, se deben seguir los siguientes pasos:
• Diagnóstico de las instalaciones e identificación de sectores de riesgo.• Monitoreo.• Mantenimiento e higiene (control no químico)• Aplicación de productos (control químico)
8.1 DIAGNÓSTICO DE LAS INSTALACIONES E IDENTIFICACIÓN DE SECTORES DE RIESGOS
En esta etapa inicial, se determinan las plagas presentes, los posibles sectores de ingreso, los potenciales lugares de anidamiento y las

fuentes de alimentación, para lo cual es recomendable la confección de un plano de ubicación, en el cual se localizan los diferentes sectores de la planta y se vuelca esquemáticamente la información relevada.
A modo de ejemplo este diagnóstico puede incluir la inspección de los siguientes ítems:
Como potenciales vías de ingreso se observan: agua estancada, pasto alto, terrenos baldíos, instalaciones vecinas, desagües, rejillas, cañerías, aberturas, ventilación, extractores, mallas anti-insectos, sellos sanitarios, materias primas, insumos, etc.
Como potenciales lugares de anidamiento se observan: grietas, cañerías exteriores, cajas de luz, estructuras colgantes, desagües, piletas, espacios entre equipos y paredes, silos, depósitos, vestuarios, etc.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 7-11
Como potenciales lugares de alimentación se observan: restos de la operatoria productiva, suciedad, desechos, devoluciones, productos vencidos, pérdidas de agua, agua estancada, depósitos, etc.
Como signos de las plagas presentes se observa la posible presencia de: en el caso de aves, podrían ser nidos, excrementos, plumas; en el caso de insectos, mudas, huevos, pupas, excrementos, daños, y en el caso de roedores podrían ser, pisadas, excrementos, pelos, sendas, madrigueras, roeduras, etc.
8.2 MONITOREO
Los monitoreos son una herramienta sumamente eficaz, ya que registra la presencia o no de plagas, y su evolución en las distintas zonas críticas determinadas.
8.2.1 Mantenimiento e higiene (control no químico). El plan de mantenimiento e higiene debe ser integral e incluir todas las estrategias para lograr un adecuado manejo de plagas. Se entiende por integral a la implementación del conjunto de operaciones físicas, químicas y de gestión para minimizar la presencia de plagas.
Recordemos que los insectos y roedores necesitan ambientes que les provean:
• Aire• Humedad• Alimento• Refugio

Por lo anterior se deben generar acciones correctivas teniendo en cuenta las siguientes medidas preventivas:
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 7-11
Son medidas que deben realizarse en forma continua con el fin de minimizar la presencia de plagas.
• Limpiar todos los restos de comidas en superficies o áreas al finalizar la jornada de trabajo.
• Limpiar la grasa o parte de masa cárnicas retenida en las áreas de producción.
• Barrer los suelos, inclusive debajo de las mesadas y las máquinas, especialmente cerca de las paredes.
• Limpiar los desagües.
• Limpiar todas las aguas estancadas formadas en la zona de producción y evitar acumulación de frascos con bebidas líquidas.
• No depositar la basura en cercanías de la planta.
• Las aberturas permitidas como los espacios para la ventilación por medio de extractores deberá contener un alambrado de tejido fino para evitar el ingreso de insectos voladores a salas de proceso, donde arriesgue la calidad e inocuidad de los productos.
• No mover los aparatos de lucha contra las plagas instalada por la empresa o grupos dedicados al manejo integral de plagas.
7.2.2 Control físico. El control físico está basado en el uso de criterios que permiten generar las mejores acciones de exclusión de las plagas en la planta.
Por lo tanto, el personal dedicado al control de plagas deberá generar los informes necesarios para indicar qué tipo de mejoras se deberán realizar en la planta para minimizar la presencia de plagas en el lugar.
El uso de distintos elementos no químicos para la captura de insectos, como por ejemplo las trampas de luz UV para insectos voladores y las trampas de

PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 8-11
pegamentos para insectos o roedores también son consideradas acciones físicas.
7.2.3 Aplicación de productos (control químico). Una vez conocido el tipo de plagas que hay que controlar, se procede a planificar la aplicación de productos.
La aplicación debe ser realizada por personal idóneo y capacitado para tal fin.Es necesario tener en cuenta algunas medidas de seguridad a la hora de aplicarlos:
• Se debe leer la etiqueta para comprobar que se trata del producto correcto para el tipo de plagas.
• Utilizar ropa de protección adecuada.
• Utilizar los equipos de aplicación adecuados.
• En caso de contacto con el producto seguir las indicaciones de la etiqueta.
La inadecuada manipulación y/o aplicación de estos productos puede traer aparejados problemas de intoxicaciones a los aplicadores u operario de la planta.
Es responsabilidad directa del aplicador efectuar la correcta aplicación de los productos.
De presentarse un problema toxicológico (operario, animal, producto elaborado,etc.) Se deberá dar aviso a los centros de Toxicología que figuran en los marbetes del producto para una atención de emergencia, y al fabricante del plaguicida quienes prestarán la asistencia necesaria. Nunca tirar los marbetes o rótulos de los envases.
PROGRAMA DE CONTROL DE PLAGAS

ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 9-11
8. PRODUCTOS USADOS PARA LA ELIMINACIÓN DE PLAGAS.
8.1 BLATANEX
Garantiza una notable reducción de las poblaciones de cucarachas en aquellos lugares donde otros insecticidas residuales a base de agua nebulizaciones/aerosoles no son recomendables. La excelente adherencia y color blanco permite una aplicación casi imperceptible en lugares estratégicos y diferentes tipos de superficies.
• Proporción. Blatanex ultra gel viene listo para su uso por lo que no hay que preparar, mezclar dosificar, ni utilizar equipos especiales de aplicación.
8.2 KAOTRINAInsecticida piretroide sintético, de acción residual prolongada, para la aplicación en edificaciones y residencia. Se recomienda para el control de zancudos y vectores.
• Proporción. 10% de insecticida por cada litro de disolvente.
8.3 SOLFAC EC-050
Insecticida piretroide, concentrado emocionable con prolongado efecto residual contra insectos. En la aplicación directa de solfac no hay manchado de las superficies tratadas, solfac deja un mínimo olor en los ambientes tratados, hay expulsión de insectos voladores y rastreros de sus escondrijos, facilitando luego las labores de higiene, en las diferentes industrias donde se hacen presentes y se requieren controlarlas. De su uso universal en salud pública.• Proporción. 10% de insecticida por cada litro de disolvente.
PROGRAMA DE CONTROL DE PLAGAS
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 10-11
7.4 KLERAT PELLETS

Es un anticoagulante de última generación, que ingerido por el roedor en un solo bocado y en muy pequeña cantidad tiene una excepcional actividad contra ratas y ratones. Klerat cebo granulado viene en pellets, contiene una mezcla deBRODIFAACOUMA con cereales de la mejor calidad y otros granos altamente apetitosos para ratas y ratones.
9. NORMATIVIDAD
Decreto 3075 del 23 de diciembre de 1997. Buenas Prácticas de Manufactura.
ABASTECIMIENTO DE AGUA ´POTABLE
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 1-10
OBJETIVO GENERAL
Verificar la calidad del agua que se consume en la planta de producción así como la que se usa para labores de aseo.
DESCRIPCIÓN DEL PROGRAMA
A través de este programa se dará un manejo y disposición adecuado del agua potable. Así mismo se realizara la limpieza, mantenimiento de los tanques de almacenamiento de agua potable y el mantenimiento de filtros y dispensadores de agua.
LOCALIZACIÓN
Los tanques de almacenamiento de agua potable se encuentran ubicados en la parte superior de la planta, los mismos se encuentran cubiertos para evitar la acumulación de residuos sólidos.
ASPECTOS LEGALES
Decreto 1575 de 2007: por lo cual el ministerio de salud de Colombia expide normas técnicas de calidad de agua potable.

Resolución 2115 de 22 de junio de 2007: por medio del cual se señalan características, instrumentos básicos y frecuencias del sistema de control y vigilancia para la calidad del agua para consumo humano.
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 1-10
8. LUGAR DE REMOCIÓN DE DESECHOS LÍQUIDOS
8.1 ÁREA DE PROCESO
Mesones y pisos
Equipos y utensilio
Techos
Canastillas plásticas
Cuartos fríos
8.2 TIPO DE SUCIEDAD A REMOVER
• Agua residual del proceso de lavado y desinfección
• Agua de congelamiento del cuarto frío
• Agua del proceso de cocción

PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 1-10
9. PROCEDIMIENTOS
Identificar los mesones, utensilios, pisos, drenajes, cuatros fríos, tanques; que durante su proceso de limpieza y desinfección generan desechos líquidos.
Revisar los sitios de drenaje que posean sus respectivas mallas o rejillas permitiendo la adecuada evacuación de residuos líquidos, evitando la salida de residuos sólidos que puedan obstruir los drenajes.
Los desechos líquidos originados del proceso de producción de ser evacuados para evitar el riesgo de contaminación de la materia prima, productos en proceso y producto terminado.
Una vez terminada las labores de proceso se continua con la limpieza y desinfección de las áreas del proceso.
10. FRECUENCIA
Cuando surja disponibilidad por parte del operario y al terminar la jornada diaria de trabajo.
11. NORMATIVIDAD
Decreto 3075 del 23 de diciembre de 1997. Buenas Prácticas de Manufactura
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 2-10

PLAN DE ACCION
Realizar la determinación de cloro residual y pH con el kit
Realizar control microbiológico y fisicoquímico con la colaboración del laboratorio externo MICROLAB el cual se encuentra facultado para realizar dichos análisis.
Realizar limpieza y desinfección de los tanques de agua potable.
Realizar mantenimiento de los tanques de agua potable.
Realizar una inspección de fugaz y realizar mantenimiento.
Realizar el mantenimiento de filtros de agua.
Adecuar todas las tapas de los tanques de almacenamiento y mantenerlas debidamente cerradas evitando ingreso de aguas lluvia y animales.
Llevar el registro de los trabajos realizados en el mantenimiento de los tanques, calidad del agua y fugaz presentadas.
Elaborar e implementar el cronograma de actividades de agua potable
CARACTERISTICAS DEL AGUA EMPLEADA
Características organolépticas
Color: aceptable
Olor: aceptable
Aspecto: normal
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 3-10
Análisis microbiológico
Recuento total de aerobios mesofilos: 10 UFC en 100 ml
Coliformes totales: 0 microorganismos en 100 ml
Coliformes fecales: 0 microorganismos en 100 ml
Resultados fisicoquímicos
pH: 7.7
Turbiedad: 0.8

Conductividad: 236
Color: 8
Alcalinidad total: 52
Dureza al calcio: 20
Dureza al magnesio: 10
Dureza total: 30
Cloro residual: 0.64
Cloruros: 4.72
Sulfatos: 38
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 4-10
Hierro total: 0.09
Aluminio residual: 0.02
Fosfatos: 0.00
Nitritos: 0.00
FUENTE DE AGUA
El agua empleada en la planta de producción y el área administrativa es proporcionada por el acueducto municipal de la ciudad de San José de Cúcuta operado por la empresa Aguas capital S.A.
CONTROL DE LA POTABILIDAD DE AGUA
Análisis fisicoquímicos
Este control se realizara cada seis meses, los parámetros que se evaluaran serán los dispuestos en la resolución 2115 de 2007 los cuales son:
Características físicas

El agua utilizada en la empresa Carnes Frías la Mejor no podrá sobrepasar los valores máximos aceptables para cada una de las características físicas que se señalan a continuación y las cuales se encuentran documentadas en la resolución 2115 de 2007
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 5-10
CARACTERISTICAS FISICAS
EXPRESADO VALOR MAXIMO ACEPTABLE
Color aparente Unidades de platino y cobalto 15
Olor y sabor Aceptable o no aceptable Aceptable
Turbiedad Unidades nefelometricas de turbiedad (UNT)
2
Características químicas
El agua utilizada en la empresa Carnes Frías la Mejor no podrá sobrepasar los valores máximos aceptables para cada una de las características químicas que se señalan a continuación y las cuales se encuentran documentadas en la resolución 2115 de 2007
PROGRAMA DE MANEJO DE AGUA POTABLE

ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 6-10
PARAMETROS EXPRESADO NORMA
pH Unidades de pH 6.5 a 9.0
Turbiedad UNT 2
Conductividad Micromhos/ cm 1000
Color UPC Menor o igual a 15
Alcalinidad mg/ 1 de CaCO3 200
Dureza al calcio mg/ 1 de CaCO3 -
Dureza al magnesio mg/ 1 de CaCO3 -
Dureza total mg/ 1 de CaCO3 300
Cloro residual mg/ 1Cl2 0.2 a 2.0 mg/1
Cloruros mg/ 1Cl 250
Sulfatos mg/ 1SO4 250
Hierro total mg/ 1 de Fe 0.3
Aluminio residual mg/ 1 de Al 0.2
fosfatos mg/ 1 de PO4 0.5
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 7-10
Características microbiológicas
Este control se realizara mensualmente, una vez para agua de la entrada del acueducto, el siguiente mes para la salida del tanque de almacenamiento, los parámetros que se evaluaran serán:

Técnicas utilizadas Coliformes fecales Escherichia coli
Filtración por membrana 0 UFC/100 cm 0 UFC/100 cm
Enzima Sustrato < de 1 microorganismo en 100 cm
< de 1 microorganismo en 100 cm
Sustrato definido 0 microorganismo en 100 cm3
0 microorganismo en 100 cm3
Presencia – Ausencia Ausencia en 100 cm3 Ausencia en 100 cm3
SISTEMAS DE CONDUCCION A LOS DEPOSITOS
Este sistema lo realiza directamente la empresa de acueducto mediante presión regulada a través de tuberías de PVC las cuales son las encargadas de llevarlas desde el punto de llegada hasta el tanque de almacenamiento.
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 8-10
TANQUES DE ALMACENAMIENTO
Son elaborados en material resistente (ladrillo de arcilla) y sus paredes recubiertas por una mezcla de arena y cemento. Así mismo llevan un recubrimiento especial a base de poliuretanos lo cual le sirve de impermeabilizante. El mismo tiene una capacidad de 40.000 Lts pero por seguridad solo es llenado hasta la mitad.
LAVADO DE TANQUES
Este procedimiento se realizara cada treinta (30) días, esta operación se realizara usando agua y cepillos de cerda suave esto para evitar deteriorar la capa de impermeabilizante que se le aplico, el proceso esmuy sencillo ya que es un proceso manual el cual consiste en restregar las paredes par desprender elementos o lama que se ha adherido a las paredes, terminada esta operación se continua con la aplicación de un desinfectante el cual puede ser cloro, el mismo

ayudara a controlar los índices de cloro permitidos. Terminada la operación se tapa nuevamente el tanque y se procede a su llenado
MANEJO DE pH Y VERIFICACIÓN DE CLORO RESIDUAL
Objetivos
Monitorear la presencia de cloro residual en el agua empleada en las diferentes actividades de la empresa como ayuda para implementar estrategias correctivas cuando los niveles de cloro y pH estén por debajo o arriba de la norma.
PROGRAMA DE MANEJO DE AGUA POTABLE
ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA: 9-10
INSUMOS
Comparar colorimétrico para cloro residual y pH (piscinas)
Reactivos rojo de fenol y DPD
FRECUENCIA
Diaria
PROCEDIMIENTO
1. Ubicar la llave donde se va a llevar a cabo la medición de cloro residual y pH
2. Limpiar muy bien la llave, retirar cualquier tipo de suciedad
3. Dejar correr el agua a flujo máximo para asegurar que el contenido de la tubería se descargue más o menos 5 litros.
4. Enjuagar muy bien las celdas del comparador con la misma agua, antes de tomar la cantidad de agua necesaria por lo menos 2 veces.
5. Tomar la cantidad necesaria según el comparador utilizado
PROGRAMA DE MANEJO DE AGUA POTABLE

ELABORADO POR:
DIEGO RAMIREZ. DAYANI ROBLES. MARISOL MURILLO. MARGARITA ASCENCIO. FABIAN BUENDIA. LEONARDO CARDENAS. IVAN ALVAREZ.
APROBADO POR: ALEXANDER
REVISION: 00 PAGINA:10-10
6. Adicionar los reactivos para cloro residual y pH en las celdas asignadas, el rojo para pH y el amarillo para cloro.
7. tapar y agitar el comparador, esperar más o menos 30 seg. para que se dé la reacción
8. Limpiar el comparador para evitar suciedad o huellas que impidan la lectura.
9. Realizar la lectura preferiblemente contra un fondo blanco si se tiene duda repita el procedimiento
10. Parámetros de comparación, si el comparador tiene una escala en intervalos de 0.2 – 0.5 – 1.0 – 1.5 – 2.0 – 3.0 ml/lt y la coloración no alcanza la escala color correspondiente a 0.2 mg/lt reportamos como menor de 0.2 mg/lt (<0.2 mgr/lt), si el color corresponde al rango 0.2 – 1.5 se reporta de este parámetro. Si por el contrario se presenta una coloración que rebasa la escala correspondiente a 1.5
mg/lt se reporta como mayor de 1.5 (> de 1.5) para pH determinar según la escala 6.0 – 7.0
11. Registrar en planilla de control.
12. Realizar medidas correctivas según el caso
CRONOGRAMA CONTROL DE POTABILIDAD DEL AGUA
REGISTROS
CONTROL DE PROVEDORES Y MATERIA PRIMA
INTRODUCCION
La inspección de materias primas, productos semi-terminados o productos
terminados es parte importante del aseguramiento de la calidad. Cuando el

propósito de la inspección es la aceptación o el rechazo de un producto, con base
en la conformidad respecto a un estándar, el tipo de procedimiento de inspección
que se utiliza se llama normalmente muestreo por aceptación.
En la actividad de control de calidad en ocasiones es necesario inspeccionar lotes
de materia prima, partes o productos terminados para asegurar que cumplen ciertos
niveles de calidad con un buen grado de confianza. El muestreo de aceptación es
el proceso de inspección de una muestra de unidades extraídas de un lote con el
propósito de aceptar o rechazar todo el lote.
OBJETIVOS
Los métodos de toma de muestras y análisis serán los establecidos por la
legislación nacional o comunitaria. A falta de éstos, se utilizarán métodos
que estén validados científicamente con arreglo a normas o protocolos
reconocidos internacionalmente
PROGRAMA PLANES DE MUESTREO
Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
ALCANCE
El muestreo de aceptación se puede aplicar en cualquier relación cliente-proveedor, ya sea en el interior de una empresa o entre diferentes empresas y se puede ver como una medida defensiva para protegerse de la amenaza del posible deterioro de la calidad.
MARCO TEORICO
Muestreo para aceptación
Debemos tener claro que al ser el muestreo de aceptación una forma particular de
inspección, entonces este muestreo simplemente acepta y rechaza lotes; pero no
mejora la calidad. Es decir, el muestreo de aceptación no es una estrategia de

mejora de la calidad, es más bien una estrategia de contención y de garantía con
cierto nivel de seguridad de que se cumplan ciertas especificaciones de calidad
que han sido definidas.
Tampoco este tipo de muestreo proporciona buenas estimaciones de la calidad de
lote. De esta manera, en toda relación cliente-proveedor se debe buscar mejorar
los procesos y corregir de fondo las causas de la deficiencia en la calidad. El
muestreo de aceptación debe verse como un esfuerzo complementario de alcance
limitado pero que bajo ciertas condiciones específicas es la decisión más viable
como estrategia defensiva ante el posible deterioro de la calidad.
PROGRAMA PLANES DE MUESTREO
Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
En este sentido, cuando se pretende enjuiciar un lote se tienen tres alternativas:
inspección al 100%, cero inspección, o muestreo de aceptación. Esta última es
una decisión intermedia entre las otras dos alternativas opuestas, y a veces
resulta ser la más económica globalmente.
LOTE DE TAMAÑO N
SE SELECCIONA UNA MUESTRA DE TAMÑO N
SE INSPECCIONA LOS N ARTICULOS
SE ENCUENTRA C O MENOS DEFECTUOSOS
SE ACEPTA EL LOTE
SE RECHAZA EL LOTE

PROGRAMA PLANES DE MUESTREO
Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
Cero inspección (aceptar o mandar el lote sin inspección). Esta alternativa es
adecuada cuando el proceso que fabricó el lote ha demostrado cumplir
holgadamente los niveles de calidad acordados entre el cliente y el proveedor
(que sería el caso de procesos estables o procesos en los que se han hecho
inspección previa). También se aplica cero inspecciones cuando la pérdida
global causada por las unidades defectuosas es pequeña con el costo del
muestreo.
Se pensaría que la inspección al 100% aunque costosa es una
buena estrategia para garantizar calidad, pero esto no es correcto, debido a que
en la inspección al 100% se puede caer en la monotonía, en mayores errores
de inspección y en ocasiones el producto de daña. Incluso hay casos en los que
debido a los primeros dos problemas de la inspección al 100% se tiene
como política que las unidades se inspeccionen doble vez (inspección 200%).
Inspección al 100%. Consiste en revisar todos los artículos del lote y quitar los
que no cumplen con las características da calidad establecida. Los que no
cumplen podrían ser devueltos al proveedor, reprocesarlos o desecharlos. La
inspección al 100% se utiliza en aquellos casos en que los productos son de
alto riesgo y si pasan defectuosos puede causar gran pérdida económica.
También es útil cuando la capacidad del proceso fabricante del lote es
inadecuada para cumplir las especificaciones.
El muestreo por aceptación es muy probablemente útil en las situaciones
siguientes:
PROGRAMA PLANES DE MUESTREO

Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
Cuando la prueba es destructiva.
Cuando es muy alto el costo de una inspección al 100%.
Cuando una inspección al 100% no es tecnológicamente factible.
Cuando hay que inspeccionar muchos artículos y la tasa de errores de
inspección es suficientemente alta para una inspección al 100%.
Cuando el proveedor tiene un excelente historial de calidad, y se desea
alguna reducción en la inspección al 100%
Ventajas:
Por lo general es menos costoso, pues requiere menos inspección.
Hay un menor manejo del producto y por tanto se reducen los daños.
Puede aplicarse en el caso de pruebas destructivas.
Hay menos personal implicado en las actividades de inspección.
Reduce notablemente la cantidad de errores de inspección.
Desventajas:
Existe el riesgo de aceptar lotes malos y rechazar lotes buenos.
Se genera menos información sobre el producto o el proceso de fabricación
del producto.
Necesita planeación y documentación del procedimiento de muestreo
Tipos de planes de muestreo.
La primera clasificación de los planes de muestreo para aceptación podría ser la
distinción entre planes de muestreo por atributos y planes de muestreo por
PROGRAMA PLANES DE MUESTREO

Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
variables dependiendo del tipo de característica de calidad que se mida. Las
variables son características de calidad que se miden en una escala numérica y
los atributos son características de calidad que se expresan en forma de aceptable
o no aceptable.
MUESTREO DE ACEPTACIÓN POR ATRIBUTOS.
Muestreo de Aceptación por Atributos.
El plan de muestreo por atributos (n,c) consiste en inspeccionar muestras
aleatorias de n unidades tomadas de lotes de tamaño N, y observar el número de
artículos disconformes o defectuosos d en las muestras. Si el número de artículos
defectuosos d es menor que o igual a c, se aceptara el lote, si el número de dichos
artículos defectuosos d es mayor que c se rechazara el lote. c
Muestreo simple.
Un plan de muestreo simple es un procedimiento en el que se toma una muestra
aleatoria de n unidades del lote para su estudio y se determina el destino de todo
el lote con base en la información contenida en la muestra.
Consiste en extraer una muestra aleatoria de n unidades de una corrida o lote
original e inspeccionarla sobre las bases de aceptación o rechazo para encontrar c
o menos unidades defectuosas. La curva característica de operación demuestra la
PROGRAMA PLANES DE MUESTREO

Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
bondad con que funciona el programa de muestreo. En este curva se representan
las probabilidades de aceptación, Pa, contra la proporción de unidades p,
supuesta para los lotes de entrada. Dichas proporciones y los riesgos de
aceptación o rechazo que implican se deducen de la naturaleza de la curva CO y
con ello se determina el programa de muestreo simple que cubre las
especificaciones deseadas.
Muestreo doble.
Un plan de muestro doble tiene dos fases. En la primera fase se selecciona una
decisión basada en la información de esta muestra. Esta decisión puede llevar a
tres alternativas: aceptar el lote, rechazar el lote o tomar una segunda muestra. Si
se toma esta última estamos ante la segunda fase, y se combina la información de
ambas muestras para decidir sobre la aceptación o el rechazo del lote.
Etapa 1. Para un determinado riesgo del productor y del consumidor, encuéntrese
el programa de muestreo adecuado.
Etapa 2. Selecciónese cualquier valor de c2 > c1 del programa de muestreo
simple.
Etapa 3. Selecciónese cualquier valor de c1 de tal manera que 0<c1 <c.
Etapa 4. Con base en el valor seleccionado de c1, encuentre n1 de tal manera que
n1 multiplicado por el NAC de cómo resultado una probabilidad menor (pero
cercana) a 1.0 RP, y el producto de n1 por el PDTL de cómo resultado una
probabilidad menor (pero cercana) a RC. Etapa 5. Seleccione n2 de tal manera
PROGRAMA PLANES DE MUESTREO

Elaborado por:
Estudiantes UFPS
Aprobado por Versión: 09
Cód.: PM
que se satisfagan diferencias entre la probabilidad n1 (NAC) y 1.0−RP y entre la
probabilidad n1 (PDTL) y RC.
Muestreo múltiple.
Un plan de muestre múltiple es una extensión del concepto de muestreo doble a
varias fases en el que pueden necesitarse mas de dos muestras para llegar a una
decisión acerca de la suerte del lote. Los tamaños maestrales suelen ser menores
que en un muestreo simple o doble.
Muestreo secuencial.
Un plan de muestreo secuencial es una extensión del muestreo múltiple a un
número elevado de fases (teóricamente infinito) en el que se van seleccionando
artículos de uno en uno del lote y, según la inspección de cada unidad, se toma
una decisión para aceptar o rechazar el lote,
MUESTREO DE ACEPTACIÓN POR VARIABLE.
Muestreo de aceptación por variable.
En los planes de muestreo de aceptación por variables se especifican el número
de artículos que hay que muestrear y el criterio para juzgar los lotes cuando se
obtienen datos de las mediciones respecto a la característica de calidad que
interesa. Estos planes se basan generalmente en la media y desviación estándar
maestrales de la característica de calidad. Cuando se conoce la distribución de la
característica en el lote o el proceso, es posible diseñar planes de muestreo por

PROGRAMA PLANES DE MUESTREO
Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
variables que tengan riesgos especificados de aceptar y de rechazar lotes de una
calidad dada.
Ventajas:
Se puede obtener de la misma curva característica de operación con un
tamaño muestral menor que lo requerido por un plan de muestreo por
atributos.
Cuando se utilizan pruebas destructivas, el muestreo por variables es
particularmente útil para reducir los costos de inspección.
Los datos de mediciones proporcionan normalmente más información sobre
el proceso de manufactura o el lote que los datos de atributos.
Desventajas:
Se debe de conocer la distribución de la característica de calidad.
Se debe de usar un plan para cada característica de calidad que hay que
inspeccionar.
Es posible que el uso de un plan de muestreo por variable lleve al rechazo
de un lote aunque la muestra que se inspecciona realmente no tenga
ningún artículo defectuoso.
FORMACION DEL LOTE Y SELESCCION DE LA MUESTRA
La formación de un lote puede influir en la eficacia del plan de muestreo de
aceptación. A continuación se enuncia tres recomendaciones para formar los
lotes, aunque una de ellas se debe ver como reserva.
PROGRAMA PLANES DE MUESTREO
Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM

1. Los lotes deben ser homogéneos. Es decir, las unidades que forman un lote
en particular deben haber sido fabricadas bajo condiciones similares en
cuanto a máquinas, operadores, materia prima, tiempo (fechas), etcétera.
Cuando el lote se forma mezclando unidades de diferentes fuentes, el
muestreo de aceptación no es tan efectivo como se debe. Además la
existencia de lotes no homogéneos hace más difícil tomar acciones
correctivas que eliminan la causa de los productos defectuosos. De esa
manera, cuando se forme un pedido o embarque es mejor inspeccionar cada
lote individual y evitar aplicar la inspección a todo el pedido después de que
se han mezclado lotes.
2. Los lotes deben ser formados de manera que no compliquen el manejo de
materiales del proveedor y del cliente. Todos los artículos de los lotes deben
ser empaquetados y embarcados con un mínimo de riesgo y de forma que la
selección de unidades de la muestra sea relativamente fácil.
3. Con las reservas del caso, otra recomendación tradicional es: los lotes deben
ser tan grandes como sea posible. Esto debido al menor costo y
mayor eficiencia de la inspección, ya que en los lotes grandes es necesario
inspeccionar menos proporcionalmente que con los lotes pequeños, y
además los planes resultantes a partir de tamaños de lote grande tienen
mayor poder de detectar los lotes de mala calidad.
PROGRAMA PLANES DE MUESTREO
Elaborado por:
Estudiantes UFPS
Aprobado por: Versión: 09
Cód.: PM
CONCLUSIONES
El empleo de métodos microbiológicos convencionales es una excepción en la
industria de alimentos. Todo lo que se pueda realizar mediante los métodos
rápidos, se hará de esa manera. Otro punto importante también es, luego de
analizar todos esos factores, que cada uno puede decir cuál es su mejor método,
pero no cuál es el mejor método. En función de todos los puntos mencionados en
el artículo, cada uno analizara y evaluará qué método elige.

¿’
CAPITULO V
APLICACIÓN HACCP
1)GRUPO HACCP
AREA DE GERENCIA
Objetivo:Tomar las decisiones oportunas en relación con las finanzas e inversiones de la empresa, su sistema de información, manejo adecuado de tesorería y pago oportuno de las obligaciones fiscales.
Funciones:*Responsable de los negocios financieros de la empresa. *Investigar, desarrollar y formular planes financieros para asegurar la provisión de fondos adecuados para satisfacer los requerimientos a corto y a largo plazo.

*Recomendar y supervisar la operación de un sistema adecuado de pronósticos de las necesidades de capital de trabajo de la empresa. *Disponer el arreglo y administración de las líneas de crédito y de las cuentas de depósito en bancos apropiados.*Cumplir con las políticas y estrategias trazadas para el buen funcionamiento de la empresa.
AREA ADMINISTRATIVA
Funciones:
*Encargado de todas las compras de bienes y servicios que se efectúen en la empresa. De la misma forma todas las requisiciones de compra deberán ser aprobadas por él.
*El administrador es responsable directo sobre los términos y condiciones generales de compra y de estos documentos.
*Los proveedores que soliciten cambios en las condiciones de compra, serán atendidos por el administrador.
JEFATURA DE CONTABILIDAD.
Objetivo:
*Mantener al día y dentro de las normas legales, las cuentas de la empresa.
Funciones:
*Presentar y procesar la información contable para uso interno.
*Tener un registro que se encuentre al día en cuanto a números y nombres de los clientes, proveedores, documentos por cobrar y por pagar, mercancías etc.
*Se deberá hacer un análisis y depuración periódica de las principales cuentas como son: clientes, proveedores, cuentas y documentos por pagar y por cobrar, deudores diversos, funcionarios y empleados, acreedores diversos préstamos bancarios, gastos, etc.
*Presentación de información financiera mensual para uso interno y externo, así como el uso del catálogo de cuentas para facilitar el registro de las mismas.
REVISOR FISCAL.
Funciones:
*Revisar periódicamente los informes contables.
*Firmar y responder legalmente por los registros finales de contabilidad de la empresa.

*Evaluar funcionamiento financiero de la empresa.
SECRETARIA.
Objetivo:
*Manejar correctamente la cartelera de clientes de la planta, para mantener al día la documentación que ingresa y egresa de la empresa.
Funciones:
*Atender con eficacia a proveedores y clientes.
*Llevar al día la documentación de la empresa.
*Archivar diariamente la documentación generada durante la actividad de la empresa y vigilar el manejo del archivo de la planta.
AREA DE PRODUCCIÓN:
El supervisor del área productiva será el enlace entre los empleados y la gerencia por lo tanto, tendrá que darse su puesto y guardar de manera cordial cierta distancia. En cuanto a su indumentaria deberá utilizar la respectiva de acuerdo a las leyes.
JEFE DE PRODUCCION
Objetivo:
*Lograr que nuestros productos lleguen al mercado en las mejores condiciones de calidad y utilidad en base a la simplificación de procesos y recursos materiales, humanos, técnicos, etc., tomando en consideración el concepto de productividad que medirá la relación entre los insumos y el producto final asegurando de ésta manera el desarrollo de la producción de la planta.
Funciones:
*Corresponde al jefe de producción informar a su superior directo el daño de alguno de los equipos para que sean reparados de ser posible inmediatamente para que la producción no se vea afectada.
*Sin exceptuar persona, rango, categoría o funciones, no está permitido fumar en las áreas de fabricación de la planta.
*El supervisor del área de producción tiene la total autoridad para rechazar cualquier materia prima o insumo que no cumpla con los requisitos de calidad exigidos por la empresa.
*Tiene la obligación de tomar periódicamente muestras representativas de la producción para determinar la inocuidad y calidad del producto.
*Ningún material transformado en una sección productiva, podrá ser trasladado a otra si antes no lo ha consentido el jefe de producción.
*Llevar los registros de producción.

*Organizar tareas de producción.
*Cumplir y hacer cumplir las normas de higiene y de seguridad.
*Entregar oportunamente materiales, herramientas y elementos, a los operarios.
OPERARIOS
Ningún empleado de la compañía divulgará o revelara información a terceros sobre ofertas, características, condiciones y demás datos obtenidos en negocios, o contactos con proveedores de la empresa. De igual manera cuando se presenten fallas técnicas en el área de producción y ésta se detenga los operarios y el personal en general de la empresa deberá permanecer en su lugar de trabajo.
Objetivo:
*Cumplir correctamente las labores de producción y entregar un producto final de excelente calidad.
Funciones:
*Registrar en el control de inventario toda materia prima que ingresa o sale del almacén.
*Tomar constantemente la temperatura del producto para constatar que sea la adecuada para su conservación.
*Todo material que se dañe en el almacén o durante su manufactura deberá entregarse al jefe de producción con el reporte correspondiente, dentro de las 24 horas posteriores a haberse localizado el desperfecto.
*Mantener la limpieza y el perfecto estado de la maquinaria. La limpieza e higiene estarán directamente relacionada con el buen mantenimiento de la planta.
*Todo operador que por primera vez vaya a manejar alguna de nuestras maquinas, deberá recibir instrucciones previas del supervisor responsable.
*Ningún trabajador desarrollará actividades distintas a las que son inherentes a su puesto, preparación y experiencia.
*Preparar la materia prima que se utilizará en la producción diaria.
*Preparar la maquinaria y elementos, realizar las operaciones de transformación.
*Cumplir con las normas de higiene y seguridad implantadas por la empresa.
*Verificar el funcionamiento adecuado de las máquinas.
*Efectuar labores de mantenimiento de equipos.
*Ordenar y asear el puesto de trabajo.

2) DESCRIPCION DEL PRODUCTO.
FICHA TECNICA
NOMBRE: salchichas mixtas
INGREDIENTES:Carne de res, Carne de pollo, Harina de trigo (agente aglutinante), Agua, Proteína de soya, Grasa de cerdo, Mezcla de especias naturales, Sal, Polifosfato de sodio (sal mulsificante), Sal curante (sustancia de retención del color), Eritrosina, Colorante Index 45430), Lactacto de sodio (conservante), Humo (saborizante), Eritorbato de sodio (antioxidante).
Registro Invima No. RSAÑO111208
Fabricado por Carnes Frías La Mejor
Dirección: Manzana 9, Lote 1 – Barrio Los Almendros
Tel: 5811612
Cúcuta – Norte de Santander
INDUSTRIA COLOMBIANA
E-mail: [email protected]
CONSERVESEREFRIGERADO DE 0 oC A 4 Oc
¿PH QUE DEBE SALIR?
El producto sale con un PH de 7,4 (aproximadamente neutro) y esta empresa maneja ese PH con lactato de sodio.
PRESENTACION: PESO NETO: 100 gr. (25 UNIDADES)
3) DETERMINAR EL USO PARA QUE SE DETERMINA EL PRODUCTO:
Este producto alimenticio derivado cárnico tiene demanda para consumo humano dirigido a varios sectores de la capital de Norte de Santander.
4) DIAGRAMA DE FLUJO Y DIAGRAMA DESCRIPTIVODEL PROCESO:

REALIZAR
5)UN ANALISIS DE LOS PELIGROS:
*El equipo de HACCP enumera todos los peligros que puede razonablemente preverse que se producirán en cada fase, desde la producción primaria, la elaboración, la fabricación y la distribución hasta el punto de consumo del producto cárnico?
R/ los peligros más representativos pueden verse en la recepción ya que hay peligro de contaminación cruzada, presencia de agentes ajenos que alteran la materia prima. Y la cocción debido al manejo de la temperatura.
*Luego, el equipo de HACCP deberá llevar a cabo un análisis de peligros para identificar, en relación con el plan de HACCP, cuáles son los peligros cuya eliminación o reducción a niveles aceptables resulta indispensable, por su naturaleza, para producir un alimento inocuo?
R/ En relación con el plan HACCP en la fase de recepción es donde podemos reducir a niveles aceptables para poder manipular la materia prima de entrada en el proceso de producción ya que esta llega con una temperatura no apta por ende está a propensa a microorganismos que pueden ser perjudiciales para la salud de los consumidores.
RECEPCION
MOLINO
MEZCLADOR
EMULSIFICADOR
ELEVADOR
EMBUTIDOR
TORCION
EMPAQUE
ALMACENAMIENTO
DISTRIBUCION

5) ESTABLEZCA PCC:
La etapa de embarque de carne bovina para consumo representa uno de los pcc de mayor importancia dentro del sistema HACCP, debido a los procedimientos antihigiénicos de embarque y por el empleo de vehículos inadecuados, que representan una contaminación cruzada.
6) SISTEMAS DE MONITOREO Y ASEGURAMIENTO DEL PUNTO CRITICO:
PCC LIMITE CRITICO MONITORIZACION
recepcion
VARIABLE RIESGO ACCION RESPONSABLE
BPMcontaminación
cruzada
Verificar y registrar prácticas y condiciones higiénicas
sanitarias
Operario responsable de la etapa y Jefe de producción.
refrigeracion Temperatura
0°C -4°C tomada del centro de la pieza más
gruesa
Verificar, controlar y registrar permanentemente la
temperatura de refrigeración.
Operario responsable de
la etapa.
7) ACCIONES CORRECTIVAS Y DE VERIFICACION:
MEDIDAS CORRECTIVASACCION NOTIFICACION
Incrementar el monitoreo de condiciones
higuiénicas de los operarios
Jefe de producción
MEDIDAS CORRECTIVAS

ACCION NOTIFICACION
Hacer ajustes rápidos a las condiciones de refrigeración.
Responsable de la Planta de
producción y Jefe de
producción.