PRODUCTION OF TOILET SOAP
80
CHAPTER 1 1.0 INTRODUCTION Soap is a salt of a fatty acid. Soap is mainly used for washing, bathing, and cleaning, but soaps are also important components of lubricants. Soaps for cleansing are obtained by treating vegetable or animal oils and fats with a strongly alkaline solution. Fats and oils are composed of triglycerides: three molecules of fatty acids attached to a single molecule of glycerol. The alkaline solution, often lye, promotes a chemical reaction known as saponification. In saponification, fats are broken down (hydrolyzed) yielding crude soap. Fats are transformed into salts of fatty acids and glycerol is liberated, leaving glycerin as a byproduct. Soaps are key components of most lubrication greases, which are usually emulsions of calcium and lithium soaps in a mineral oil. Lithium-based greases are widely used. Many other metal ions are used, including aluminium, sodium, and mixtures of various metal ions. Such soaps are sometimes classified as thickeners, meaning that they elevate the viscosity of the oil. In ancient times, lubricating greases were prepared by the addition of lime to olive oil. Toilet Soaps, to this class belongs to the finer kinds of scented soaps, which have emollient properties. They are rarely made direct by the perfumer, the body or basis being a well-selected white soap, subsequently cleaned and 1
-
Upload
ing-nana-nhyira-boateng -
Category
Documents
-
view
299 -
download
7
description
DETAILED WORK ON HOW TO PRODUCE TOILET SOAP
Transcript of PRODUCTION OF TOILET SOAP

CHAPTER 1
1.0 INTRODUCTION
Soap is a salt of a fatty acid. Soap is mainly used for washing, bathing, and cleaning, but
soaps are also important components of lubricants. Soaps for cleansing are obtained by
treating vegetable or animal oils and fats with a strongly alkaline solution. Fats and oils
are composed of triglycerides: three molecules of fatty acids attached to a single
molecule of glycerol. The alkaline solution, often lye, promotes a chemical reaction
known as saponification. In saponification, fats are broken down (hydrolyzed) yielding
crude soap. Fats are transformed into salts of fatty acids and glycerol is liberated,
leaving glycerin as a byproduct. Soaps are key components of most lubrication greases,
which are usually emulsions of calcium and lithium soaps in a mineral oil. Lithium-
based greases are widely used. Many other metal ions are used, including aluminium,
sodium, and mixtures of various metal ions. Such soaps are sometimes classified as
thickeners, meaning that they elevate the viscosity of the oil. In ancient times,
lubricating greases were prepared by the addition of lime to olive oil.
Toilet Soaps, to this class belongs to the finer kinds of scented soaps, which have
emollient properties. They are rarely made direct by the perfumer, the body or basis
being a well-selected white soap, subsequently cleaned and purified. For the choicest
grades, the body should be made of a mixture of olive and sweet-almond oil, as the fat
stock. Lard and beef tallow make the next best stock; and for palm soap a small quantity
of bleached palm oil is to be added to them. Cocoa oil and pale yellow resin
saponaceous matters also enter into the composition of certain toilet soaps. These body
soaps may be obtained as wanted from any well-conducted soap factory. To be adapted
to the purposes of perfumery they must be perfectly neutral, firm, free from unpleasant
odor and all tendency to crust in cold, or sweat in damp weather. They should,
moreover, give a rich lather without wasting too rapidly in the water. Soaps, generally,
in their original condition, are usually deficient in many of those points; and must, for
the purposes of perfumery, undergo a refining procests.
1

Main objective
To design a plant to manufacture 50 tonnes/day of toilet soap from animal fat.
Specific Objective
The specific objectives are the processes we need to go through in order to achieve the
main objective and these are as follows:
To select a suitable process for the manufacture of toilet soap.
To draw a process flow chart
To calculate for material and energy balance for all the equipment in the plant
To select a suitable site for the plant.
To determine the economic analysis of the plant.
2

CHAPTER 2
2.0 LITERATURE REVIEW
The most popular soapmaking process today is the cold process method, where fats such
as olive oil react with lye, while some soapers use the historical hot process. Handmade
soap differs from industrial soap in that, usually, an excess of fat is used to consume the
alkali (superfatting), and in that the glycerin is not removed, leaving a naturally
moisturizing soap and not pure soap. Additional processing of this glycerin containing
soap produces glycerin soap. Superfatted soap, which contains excess fat, is more skin-
friendly than industrial soap, though if too much fat is added, it can leave users with a
"greasy" feel to their skin. Sometimes an emollient such as jojoba oil or shea butter is
added "at trace" (the point at which the saponification process is sufficiently advanced
that the soap has begun to thicken) in the belief that it will escape the saponification and
remain intact, or in the case of hot process soap - after most of the oils have saponified
so that they remain unreacted in the finished soap. Superfatting can also be
accomplished through a process called a lye discount, where, instead of putting in extra
fats, the soap maker puts in less lye.
In cold-process and hot-process soapmaking, heat may be required for saponification.
Cold-process soapmaking takes place at a sufficient temperature to ensure the
liquefication of the fat being used. The lye and fat may be kept warm after mixing to
ensure that the soap is completely saponified. Unlike cold-processed soap, hot-
processed soap can be used right away because lye and fat saponify more quickly at the
higher temperatures used in hot-process soapmaking. Hot-process soapmaking was used
when the purity of lye was unreliable, and this process can use natural lye solutions,
such as potash. The main benefit of hot processing is that the exact concentration of the
lye solution does not need to be known to perform the process with adequate success.
Cold-process soapmaking requires exact measurements of lye and fat amounts and
computing their ratio, using saponification charts to ensure that the finished product is
mild and skin-friendly. Saponification charts can also be used in hot-process
soapmaking, but are not as necessary as in cold-process soapmaking.
3

Hot process
In the hot-process method, lye and fat are boiled together at 80–100 °C until
saponification occurs, which before modern thermometers, the soapmaker determined
by taste (the bright, distinctive taste of lye disappears once all the lye is saponified) or
by eye; the experienced eye can tell when gel stage and full saponification have
occurred. Beginners can find this information through research, and classes. It is highly
recommended to not "taste" soap for readiness. Lye, when not saponified is a highly
caustic material. After saponification has occurred, the soap is sometimes precipitated
from the solution by adding salt, and the excess liquid drained off. The hot, soft soap is
then spooned into a mold. The soap lye is processed for recovery of Glycerine.
Cold process
A cold-process soapmaker first looks up the saponification value of the fats being used
on a saponification chart, which is then used to calculate the appropriate amount of lye.
Excess unreacted lye in the soap will result in a very high pH and can burn or irritate
skin. Not enough lye, and the soap is greasy. Most soap makers formulate their recipes
with a 4-10% deficit of lye so that all of the lye is reacted and that excess fat is left for
skin conditioning benefits.
The lye is dissolved in water. Then oils are heated, or melted if they are solid at room
temperature. Once both substances have cooled to approximately 100-110 °F (37-43
°C), and are no more than 10°F (~5.5°C) apart, they may be combined. This lye-fat
mixture is stirred until "trace" (modern-day amateur soapmakers often use a stick
blender to speed this process). There are varying levels of trace. Depending on how
additives will affect trace, they may be added at light trace, medium trace or heavy
trace. After much stirring, the mixture turns to the consistency of a thin pudding.
"Trace" corresponds roughly to viscosity. Essential oils, fragrance oils, botanicals,
herbs, oatmeal or other additives are added at light trace, just as the mixture starts to
thicken.
The batch is then poured into molds, kept warm with towels, or blankets, and left to
continue saponification for 18 to 48 hours. Milk soaps are the exception. They do not
require insulation. Insulation may cause the milk to burn. During this time, it is normal
for the soap to go through a "gel phase" where the opaque soap will turn somewhat
4

transparent for several hours, before once again turning opaque. The soap will continue
to give off heat for many hours after trace.
After the insulation period the soap is firm enough to be removed from the mold and cut
into bars. At this time, it is safe to use the soap since saponification is complete.
However, cold-process soaps are typically cured and hardened on a drying rack for 2–6
weeks (depending on initial water content) before use. If using caustic soda it is
recommended that the soap is left to cure for at least four weeks.
Molds
Many commercially available soap molds are made of silicone or various types of
plastic, although many soap making hobbyists may use cardboard boxes that are lined
with plastic wrap. Soaps can be made in long loaves that are cut into individual bars,
block molds that are cut into loaves and then bars, or individual molds.
Purification and finishing
The common process of purifying soap involves removal of sodium hydroxide, glycerol
and some impurities. These components are removed by boiling the crude soap curds in
water and re-precipitating the soap with salt.
Most of the water is then removed from the soap. This was traditionally done on a chill
roll which produced the soap flakes commonly used in the 1940s and 1950s. This
process was superseded by spray dryers and then by vacuum dryers.
The dry soap (approximately 6-12% moisture) is then compacted into small pellets.
These pellets are now ready for soap finishing, the process of converting raw soap
pellets into a saleable product, usually bars.
The batch is then poured into molds, kept warm with towels, or blankets, and left to
continue saponification for 18 to 48 hours. Milk soaps are the exception. They do not
require insulation. Insulation may cause the milk to burn. During this time, it is normal
for the soap to go through a "gel phase" where the opaque soap will turn somewhat
transparent for several hours, before once again turning opaque. The soap will continue
to give off heat for many hours after trace.
5

Soap pellets are combined with fragrances and other materials and blended to
homogeneity in an amalgamator (mixer). The mass is then discharged from the mixer
into a refiner which, by means of an auger, forces the soap through a fine wire screen.
From the refiner the soap passes over a roller mill (French milling or hard milling) in a
manner similar to calendering paper or plastic or to making chocolate liquor. The soap
is then passed through one or more additional refiners to further plasticize the soap
mass. Immediately before extrusion it passes through a vacuum chamber to remove any
trapped air. It is then extruded into a long log or blank, cut to convenient lengths, passed
through a metal detector and then stamped into shape in refrigerated tools. The pressed
bars are packaged in many ways.
Sand or pumice may be added to produce a scouring soap. The scouring agents serve to
remove dead skin cells from the surface being cleaned. This process is called
exfoliation. Many newer materials are used for exfoliating soaps which are effective but
do not have the sharp edges and poor particle size distribution of pumice.
Nanoscopic metals are commonly added to certain soaps specifically for both coloration
and anti-bacterial properties. Titanium powder is commonly used in extreme "white"
soaps for these purposes; nickel, aluminium and silver are less commonly used. These
metals provide electron-robbing behavior when in contact with bacteria, stripping
electrons from the organism's surface and thereby disrupting their functioning (typically
killing the bacteria when it has lost too many electrons). Because some of the metal is
left behind on the skin and in the pores, the benefit can also extend beyond the actual
time of washing, helping reduce bacterial contamination and reducing potential odors
from bacteria on the skin surface.
6

CHAPTER 3
3.0 EQUIPMENT LIST AND PROCESS DESCRIPTION
3.1 EQUIPMENT LIST
Table 3.1 Equipment List
Item no. Service Quantity Type
VE-101 NaOH Storage tank 1 Vertical Cylindrical
VE-105 Water Storage tank 1 Vertical Cylindrical
VE-110 Saponifier vessel 1 Vertical Cubic
VE-205 Lye Preparation tank 1 Vertical Cylindrical
DA-101 Soap dryer 1 Vacuum Shelf
HE-101 1st Soap Heater 1
SE-101 Static Seperator 1
CO-101 Washing Column 1
CE-201 Centrifuge 1 Tubular Centrifuge
VE-105 Neutralizer Vessel 1
7

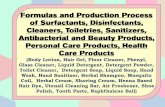
Vacuum Dryer
Saponification vessel
Static Separator
Washing Column
Centrifuge
Neutralizer
Lye
Tallow wet soap Lye
NaOH Crude Soap (13% Glycerine)
Fresh lye Glycerine
35% Glycerine
65% lye
Washed soap
20% lye
Lye
0.3% NaOH wet soap
0.5% NaCl
68.2% Solids
Salt produced
Toilet soap Additives
31% H2O
88% Solids 68% Solid
12% H2O 1% Impurities
Water H3PO4 (Weak acid)
Fig. 3.1 Flow diagram for Toilet Soap Production
8
Neutralizer
Centrifuge
Vacuum DryerNeutralizerNeutralizer

3.2 PROCESS DESCRIPTION
This is a continuous process which uses a plant. The process is best understood in terms
of two streams: soap flowing in the order given below against a counter-current of lye.
Step 1 - Saponification
The raw materials are continually fed into a reactor in fixed proportions.
Tallow: 735.29 kg hr-1
NaOH solution: 272.33 kg hr-1
Lye: 35.22 kg hr-1
These ingredients alone would give a low water, high glycerine soap. Soap needs to be
about 30% water to be easily pumpable, and even then needs to be held at around 70oC,
so excess lye is added to hydrate the soap and dissolve out some of the glycerine. The
lye added is known as "half spent lye" and is the lye discharged from the washing
column. This lye already contains some glycerine, but it is further enriched by that
formed in the saponification reaction.
Step 2 - Lye separation
The wet soap is pumped to a "static separator" - a settling vessel which does not use any
mechanical action. The soap / lye mix is pumped into the tank where it separates out on
the basis of weight. The spent lye settles to the bottom from where it is piped off to the
glycerine recovery unit, while the soap rises to the top and is piped away for further
processing.
Step 3 - Soap washing
The soap still contains most of its glycerine at this stage, and this is removed with fresh
lye in a washing column. The column has rings fixed on its inside surface. The soap
solution is added near the bottom of the column and the lye near the top. As the lye
flows down the column through the centre, a series of rotating disks keeps the soap / lye
mixture agitated between the rings. This creates enough turbulence to ensure good
mixing between the two solutions. The rate of glycerine production is calculated and the
rate at which fresh lye is added to the washing column then set such that the spent lye is
25 - 35 % glycerine. Glycerine is almost infinitely soluble in brine, but at greater than
35% glycerine the lye no longer efficiently removes glycerine from the soap.
The soap is allowed to overflow from the top of the column and the lye ("half spent
lye") is pumped away from the bottom at a controlled rate and added to the reactor.
Step 4 - Lye separation
9

The lye is added at the top of the washing column, and the soap removed from the
column as overflow. As the lye is added near the overflow pipe the washed soap is
about 20% fresh lye, giving the soap unacceptably high water and caustic levels.
Separating off the lye lowers the electrolyte levels to acceptable limits.
The soap and lye are separated in a centrifuge, leaving a soap which is 0.5% NaCl and
0.3% NaOH, and about 31% water. The lye removed is used as fresh lye.
Step 5 - Neutralisation
Although the caustic levels are quite low, they are still unacceptably high for toilet and
laundry soap. The NaOH is removed by reaction with a weak acid such as coconut oil
(which contains significant levels of free fatty acids), coconut oil fatty acids, citric acid
or phosphoric acid, with the choice of acid being made largely on economic grounds.
Some preservative is also added at this stage.
Step 6 - Drying
Finally, the water levels must be reduced down to about 12%. This is done by heating
the soap to about 125oC under pressure (to prevent the water from boiling off while the
soap is still in the pipes) and then spraying it into an evacuated chamber at 40 mm Hg
(5.3 kPa). The latent heat of evaporation lost as the water boils off reduces the soap
temperature down to 45oC, at which temperature it solidifes onto the chamber walls.The
soap chips are scraped off the walls and "plodded" (i.e. squeezed together) by screws
known as "plodder worms" to form soap noodles. The soap is now known as base or
neat soap chip, and can be converted into a variety of different soaps in the finishing
stages. The moisture evaporated off the wet soap is transported to a barometric
condensor, which recondenses the vapour without the system losing vacuum. The
moisture can contain soap dust (.Fines.) which is removed by cyclones and returned by
augers to the spray chamber, while the water is recycled.
10

Fig.3.2 Process Flow Diagram of Toilet Soap Production
11

CHAPTER 4
4.0 MATERIAL AND ENERGY BALANCES
4.1 MATERIAL BALANCES
4.1.1 ASSUMPTIONS
1. The process is an open system
2. The process occurs at a steady-state condition.
4.1.2 PLANT ATTAINMENT
This is defined as the percentage of available hours in a year that the plant operates
usually between 90-95%. The process plant will operate three shifts of 8 hours per day.
The total downtime (maintenance, shutdowns, and holidays) will take 35 days per year.
330 days 24hours = 7920 hours
1 year 1 day
Basis chosen is in kg/hr
Productivity is 50 tonnes per day
In a year, productivity is 50tonnes x 330 days = 16500 tones per year
Converting,
16500 tons 1 year 1 day 1000kg
1 year 330 days 24 hours 1 ton
= 16500,000 kg
7920 hr
= 2083.333 kg /hr
12

SAPONIFICATION VESSEL
Material balance on saponification vessel
NaOH
Tallow
Lye
Table 4.1 Summary of material balance on saponification vessel
INPUT OUTPUT
Component Amount (kg) Component Amount (kg)
Tallow 735.29 Wet soap 3707.62
NaOH 272.33
Lye 2700
Total 3707.62 Total 3707.62
13

STATIC SEPERATOR
Material Balance on Static Separator.
Wet soap Lye
Crude soap
Table 4.2 Summary of material balance on static separator.
INPUT OUTPUT
Component Amount (kg) Component Amount (kg)
Wet soap 3707.62 Crude soap 3672.4
Lye 35.22
Total 3707.62 Total 3707.62
14

Material Balance on Washing Column.
Fresh lye
Crude soap Washed soap
Glycerin
Table 4.3 Summary of material balance on Washing Column.
INPUT OUTPUT
Component Amount (kg) Component Amount (kg)
Crude soap 3672.4 Washed soap 3360.16
Fresh lye 2500 Glycerine 2812.26
Total 6172.4 Total 6172.4
15
WASHING COLUMN

Material Balance on Centrifuge.
Washed soap Wet soap
Lye
Table 4.4 Summary of material balance on Centrifuge.
INPUT OUTPUT
Component Amount (kg) Component Amount (kg)
Washed soap 3360.16 Lye 672.03
Wet soap 2688.13
Total 3360.16 Total 3360.16
16
CENTRIFUGE.

Material balance on Neutralizing Vessel.
H3PO4 (Weak acid)
Wet soap
Salt Soap
Additives
Salt
Table 4.5 Summary of Material Balance on Neutralizing vessel.
INPUT OUTPUT
Component Amount (kg) Component Amount (kg)
Wet soap 2688.13 Soap 2696.07
Additives 12.57 Salt 24.394
Weak acid 19.76
Total 2720.43 Total 2720.43
.
17
NEUTRALIZING
VESSEL.

Material balance on Dryer.
Solid soap Toilet soap
Water
Table 4.6 Summary of Material Balance on Dryer.
INPUT OUTPUT
Component Amount (kg) Component Amount (kg)
Soap 2696.07 Toilet Soap 2083.33
Water 585.79
Impurities 26.96
Total 2696.07 Total 2696.07
4.2 ENERGY BALANCE FOR THE VARIOUS UNITS
ENERGY BALANCES
The conservation of energy however differs from that of mass in that energy can be
generated (consumed) in a chemical process. Material can change form and new
molecular species can be formed by the chemical reaction, but the total mass flow into a
process unit must be equal to the flow out at steady state. This is not true for energy.
The total enthalpy of the outlet streams will not equal that of the inlet streams if energy
is generated or consumed in the process due to heat of reaction. (Sinnott, 1999)
18
DRYER.

In process design, energy balances are made to determine the energy requirements of
the process: the heating, cooling and power required. It shows the pattern of energy
usage and suggests areas for conservation and savings. (Sinnott, 1999)
4.2.1ASSUMPTIONS:
1. No accumulation of material and energy;
2. Open systems only;
3. The type of process taking place is continuous; and
4. No change in density of material along the process line.
1.Energy Balance on Saponification Vessel
∆ H=Q−W S
Q=∆ H+W S
Where
w s=12.5 kw for a turbineagitator
But for,
∆ H=H 2−H 1
∆ H =m [∫ cpdt−∫ cpdt ]
At reference state of 250c
∆ H=m [∫25' c
70' c
cpdt−∫25 ' c
25 ' c
cpdt ]Hence
19

∆ H=m [∫25' c
70' c
cpdt ]Where
Cp (wet soap)=1.22kj∕kg.k
M(mass flow rate)=3707.48kg∕hr
T at 250c=298.15 k
T at 700 c=343.15k
Then
∆ H=3707.48kgh (1.22
kjkg .k |(343.15−298.15 ) k| h
3600 s|)∆ H=56.5 kw
Where Q=∆ H+W S
¿ (56.5+12.5 ) kw
Q=¿69.04 kw is the amount of heat energy required by the saponification
vessel.
2. Energy balance on washing column
∆ H=Q−W S
Q=∆ H+W S
Where
w s=12.5 kw for a turbineagitator
But for,
∆ H=H out−H ¿
Where
Hout ¿ H glycrinee+H wet soap : T at 800 c=353.15k
20

H ¿=H wet soap+H lye : T at 70
0 c=343.15k
For
Hglycerine=m∫
70c
80c
cpdt
¿ ⟨2812.26kgh |2.43
kjkg . k|(353.15−343.15 ) k| 1h
3600 s|⟩H glycerin e=18.98 kw
Hwashed soap=m ∫
70 c
80 c
cpdt
¿ ⟨3360.16kgh |1.22
kjkg . k |(353.15−343.15 ) k| 1 h
3600 s|⟩Hwashed soap=11.39 kw
Hlye=m∫
70c
80c
cpdt
¿ ⟨2500kgh |3.1
kjkg . k|(353.15−343.15 ) k| 1h
3600 s|⟩H lye=21.53kw
Hcrude soap=m ∫
70 c
80 c
cpdt
¿ ⟨3672.4kgh |1.22
kjkg . k|(353.15−343.15 ) k| 1 h
3600 s|⟩H crude soap=12.45 kw
21

Hence
∆ H=H out−H ¿
¿ (18.98+11.39 )−(21.53+12.45 )
¿30.37−33.98
∆ H=−3.61 kw
Then
Q=∆ H+W S
¿−3.61+12.5
Q=8.89 k w
3. Energy balance on centrifuge
The energy consumption of a tubular bowl centrifuge handling dilute slurries is 1.49kw
Tubular centrifuge bowl diameter =4.25in
Maximum centrifuge force × gravity =13200
Ref.(Robert H.Perry and Don W. Green,Perrys chemical engineershandbook, 7 th
edition ,page 18-112,table 18-12)
Where Q=WS
Q=1.49kw
Separation factor (ks)
k s=¿39.48 n2 r
g¿
k
s=¿39.48 (2502) 4.125
9..81¿
k s=¿1037557.3 ¿
22

4. Energy balance on Neutralizer
NaOH+H 3 PO 4→ NaHP O4+H 2 O
Q=∆ H
Where ∆ H is by definition ∆ Ĥ rxn for the chemicalreactionequqtion
Compound ∆ Ĥ f (kj ∕ mol)
NaOH - 469.43
H3PO4 - 1294.23
H 2 O - 1748.1
NaHPO4 - 285. 85
Hence
∆ Ĥ rxn=¿
∆ Ĥ rxn=[ (V NaHPO 4 ∆ Ĥ f NaHPO 4+V H2 O ∆ Ĥ f H 2O )−(V NaOH ∆ Ĥ f NaOH+V H3 PO 4 ∆ Ĥ f H 3 PO 4 ) ]
∆ Ĥ rxn=[ (1 × (−1748.1 ) )+(1 × (−285.85 ) ) ]−[ ( 1× (−469.43 ) )+ (1× (−1294.23 ) ) ]
∆ Ĥ rxn=(−2033.95 ) — (−1763.66 )
23

∆ Ĥ rxn=−270.29 kj /mol
Hence Q= -270.29kj/mol
The negative value of Q means heat is removed from the reaction.
5.Energy balance on dryer
Qs
ms
=CPS (T sb−T sa )+ Xa Cpl (T v−T sa )+( X a−Xb )⋋+X bC pl (T va−T v )+( X a−Xb ) C pv (T va−T v)
WhereT sa=feed temperature
T v=vapourizationtemperature
T sb=final solidstemperature
T va=final vapour temperature
CPS , Cpl ,C pv=h eat capcities of solids ,liquid∧vapour
Then
C pl=4.187 kj
kg. k
C pv=4.285 kj
kg. k
CPS=1.22 kj
kg. k
T sa=700 c+273.15 k=343.15 k
T v=100oc+273.15 k=373.15 k
T sb=45oc+273.15 k=318.15 k
⋋=225 kj /kg
X a=0.31 X b=0.12 ms=2083.33 kg/h
Then total rate of heat transfer (Qs ¿
24

Qs
ms
=1.22 (318.15−343.15 )+( 0.3 ) ( 4.1897 ) (373.15−343.15 )+ (0.31−0.12 ) 225+(0.12 ) (4.1897 )(318.15−373.15)+ (0.31−0.12 )(4.2859)(38.15−398.15 )
Qs
ms
=(−30.5 )+(38.964 )+(42.75 )−27.652+3.986
Qs
ms
=−58.152+85.7
Qs
ms
=27.548
Qs=ms(27.548)
Qs=2083.33(27.548)
Qs=57391.6|kjh | 1 h
3600 s
Qs=15.94kw
Hence the enegy needed by the dryer is 15.94kw
CHAPTER 5
25

5.0 EQUIPMENT SPECIFICATION AND PIPELINE SCHEDULE
5.1 EQUIPMENT SPECIFICATIONS
Equipment specification typically includes the determination of vessel dimensions and
description of other internal parts of the equipment. It also involves the determination of
parameters like speed, power and any other operating parameters pertaining to the
particular equipment. Specification of equipment can be approached from a duty
specification viewpoint.
(Cheremisinoff, 2000)
Summary of equipment specification
The major considerations under equipment specification are:
1. Identification of the equipment
2. Function of the equipment
3. Material handled
4. Basic design data
5. Material of construction
Information and data used are from Peter and Timmerhaus, McCabe and Smith and
Chemical Engineering handbook, 5th edition.
Saponification vessel
Duty: To react sodium hydroxide, tallow and lye.
Type: Non reversible
Capacity: 50 tonnes/hr
Number required: 1
Static separator
26

Duty: separates the soap from the lye.
Type: a settling vessel which does not use any mechanical action
Material of Construction: carbon steel
Area: 2.0m2
Width: 1.15m
Length: 1.725m
Storage Tank 1
Duty: To serve as a stock pile for the tallow.
Description: Vertical cylindrical tank with flat ends.
Capacity: 1362 m3
Height: 24m
Diameter: 8.5m
Thickness: 7mm
Number required: 6
Material of construction: Carbon Steel.
Washing colunm
Duty: To remove glycerine from the soap by introducing fresh lye.
Type: column with rings fixed on its inside surface.
Description: Cylindrical and slightly inclined to the horizontal
Inside diameter of washing column: 1570m3
Length: 80m
Diameter: 5 m
Rotational speed of rings : 1.324 rpm
Material of construction: Mild Steel
Number required: 1
Storage Tank 227

Duty: To temporarily store sodium hydroxide.
Description: Vertical cylindrical tank with flat ends.
Capacity: 480.66 m3
Height: 17m
Diameter: 6m
Thickness: 7mm
Number required: 2
Material of construction: Carbon Steel
Thickness: 7mm
Number required: 1
Material of construction: Carbon Steel
Neutralizer
Duty: to react weak acid with sodium hydroxide.
Type: Continuous Stirred Tank Reactor
Capacity: 185m3
Height: 8 m
Diameter: 5m
Material of Construction: Carbon Steel
Storage Tank 3
Duty: To temporarily store lye solution before entering saponifier.
Description: Vertical cylindrical tank with flat ends.
Capacity: 124.8 m3
Height: 11m
Diameter: 3.8m
Thickness: 7mm
Number required: 1
28

Material of construction: Carbon Steel
Dryer
Duty: to reduce water levels to about 12% in the toilet soap
Type: vacuum shelf dryer
Number: 1
Capacity: 2083.33kg/hr
Moisture content: 3%
Column diameter: 0.9m
Number of trays: 10
Hole diameter: 20mm
Distance between trays: 20mm
Centrifuge
Duty: To separate soap and lye
Type: Tubular centrifuge
Diameter: 4.25in
Number: 1
The energy consumption of a tubular bowl centrifuge handling dilute slurries is 1.49kw
Tubular centrifuge bowl Maximum centrifuge force × gravity =13200
Separation factor ( kS ) ; 1037557.3
5.1 SPECIFICATION OF PIPELINES
29

Table 5.1: Pipeline Specifications
Pipeline
Location
Fluid
Transpor
ted
Mass
Flow
Rate,
(kg/hr)
Fluid
Velocit
y, m/s
Diamete
r, In.
Sched
ule
Numb
er
Material
Of
Construct
ion
Between the
saponification
vessel and the
static separator
Wet soap 3707.62 9.67 8 40-S 304
Stainless
Steel
Between the
static separator
and the washing
column
Crude
soap
3672.4 9.67 8 40-S 304
stainless
steel
Between the
washing colunm
and the
centrifuge
Washed
soap
2812.26 2.73 6 40-S 304
stainless
steel
Between
centrifuge and
neutralizer
Wet soap 2688.13 2.23 6 40-S 304
stainless
steel
Between
neutralizer and
the vacuum
Soap 2696.07 2.22 6 40-S 304
stainless
30

shelf dryer steel
From vacuum
shelf dryer
Toilet
soap
2083.33 2.34 1.5 40-S 304
stainless
steel
31

CHAPTER 6
6.0 PLANT SITING AND LOCATION
6.1 PLANT SITING AND LAYOUT
Application of sound engineering principles, exhaustive costing and profitability
analysis only will not be enough for successful operation. The success and profitability
of the plant is largely dependent on so many factors. These factors are:
1. Plant location
2. Availability of raw materials
3. Marketing areas
4. Maintenance
5. Availability of utilities: water, fuel, power, etc.
6. Availability of cheap labour
7. Personal safety measures
8. Control and instrumentation
9. Storage facilities
10. Pollution control
11. Quality control
6.1.1 PLANT LOCATION
The geographical location of the plant has a strong influence on the success or failure of
the plant. In other words, it has a crucial effect on the profitability of the plant, and the
scope of future expansion. Therefore, a plant should be located where minimum cost of
production, as well as distribution could be obtained, amongst other factors.
6.1.2 CHOICE OF LOCATION
In order to make the design project realistic, the aspect of site selection must be given
some consideration. There are a number of considerations concerning the choice of site
locations for a toilet soap plant within the country. Some of these are general
considerations whilst others relate directly to the process and its requirements. The
following list contains a few of the important considerations.
30

a. Designation as a heavy industrial development area.
b. Prior existence of similar chemical plants and location of other industrial centers
c. Existing roads and services and also appropriate terrain, sub surface, drainage
etc.
d. Suitable access for transportation for transportation of raw materials and
chemicals and for construction of a chemical plant.
e. Availability of a local workforce and distance from local communities.
f. Environmental discharge regulation and cost of land and services etc
g. Climatic condition
h. Proximity to both the raw materials supply and the market for the product
chemical.
i. Political and strategic considerations.
j. Location community considerations.
k. Proximity to major transportation networks e.g. roads, railways.
l. Availability of suitable land etc.
The importance of the geographical location of the plant cannot be over emphasized.
The locations considered for the sitting of the toilet soap plant are Kumasi in the
Ashanti Region, Tema in the Greater-Accra Region and Takoradi in the Wetern Region.
After detailed analysis of the various locations appropriate for sitting the toilet soap
plant has been done, the location of the toilet soap plant will be Takoradi in the Western
Region of Ghana.
Some of the factors considered were:
31

Availability of Raw Material
The main raw materials for the toilet soap plant are tallow and Sodium hydroxide.
Looking at the probable site location, Takoradi in the Western Region was selected as
the most probable for this plant since it is the capital of the Western region. Takoradi
and some of its surrounding towns produce a high level of animal fat which is
obtained at the abattoir and thus imply a good availability of tallow in that area. It being
a coastal town, NaOH can easily be imported from overseas for the purpose of soap
production and thus if the plant is sited in Takoradi , raw materials will not be a
problem.
Availability of Suitable land
The suitability of land is judged based on some factors including: drainage, load bearing
characteristics and flatness. The sites must therefore be evaluated to determine the need
for any special foundations, and Takoradi qualifies because it has all this positive
characteristics.
Transportation Facilities
The fact that Takoradi is a regional capital assures any investor of good transportation
facilities. The town’s proximity to the port serves as a good means of easily transporting
the sodium hydroxide by sea. Also the ease of moving the raw materials from the sites
is assured. The region has a good railway and road network to transport some of the
product; toilet soap, to some local customers.
Utilities
There exists a power line network connecting, Takoradi to the national source of
hydroelectric power. With respect to the current trend of power outages, we envisage
that the by the time the project is completed and ready to commence, this problem
would have capsized. But if the worse happens, the plant would have to resort to the
Thermal Plant or any other cheaper form of energy available. Moreover because some
units will run on gaseous fuel (natural gas) it is a good site because of the West-African
Gas pipeline project which is expected to be operational by the commencement of this
32

project. Water is also needed for the various processes involved in the production, as
well as other non-production related purposes such as drinking, washing and sanitary
purposes among others. Takoradi has a good source of water supply which is of good
quality to our plant. All the major towns in and around the regional capital have their
buildings well laid out with defined access routes and well planned layouts.
Availability of labour
Generally, skilled labour must be brought in for the construction of the plant. However,
there must be adequate labour (skill and unskilled) in the locality for the operation of
the plant. The availability of cheap labour in developing countries including Ghana and
therefore, favours this possible plant location.
Takoradi having attained metropolitan status and the region’s jubilee field (crude oil)
sector in particular and agriculture in general attracts migrants to Takoradi. The migrant
population shows that males are attracted to the town than females. With the advent of
the toilet soap plant in that area, the youth will be employed on the plant site in various
forms of casual work. Unemployment among the youth like any other densely populated
area is high. Thus labour, especially unskilled labour will not be a problem. Skilled
labour can also be brought in for special purposes.
Market Areas
The local consumption and export needs are the primary focus for production, since
future expansion would seek to explore opportunities in the West African Region as
well as other parts of the world. Because transportation cost takes up a significant
fraction of the sales price, it is one of the reasons why our plant will be situated close to
the primary market and closer to the seaport and habour which is also in this town
Takoradi.
Moreover the major market for the highly manufactured toilet soap is the foreign
market. Since a higher percentage of the product would be exported out of the country.
With the plant site being Takoradi which has a Sea Port renders the site very suitable.
The local market can also be served with adequate supply of toilet soap by the means of
good road and rail networks in the region and across the other regional and district
capitals.
33

Climate
This is considered a very important factor when choosing a location for the plant.
Generally, adverse climate conditions at a plant site will increase cost. Ghana has two
major seasons (dry and rainy seasons) which is common to all the possible plant
location. This factor thus favours the possible plant location.
Political and strategic considerations
Sometimes, the choice of location provides certain benefits from the government in
terms of capital grants, tax concessions and other inducements. For this factor however,
since government benefits of this sort are spread around Ghana, the possible location is
also favoured by this factor.
Local community consideration
It is important to locate the plant in a safe community and where it is accepted. The
community should also be able to provide adequate facilities for plant personnel such as
schools, banks, housing, and recreational and cultural facilities. Since Takoradi is the
regional capital; schools, banks, housing and other recreational facilities are present
with more to be created upon the establishment of the plant thus making it a favourable
location.
34

CHAPTER 7
7.0 ECONOMIC ANALYSIS
This plant design project aims to present a process that is capable of operating under
conditions which will yield profit. As a necessity the economic viability of this
manufacturing business must be addressed considering the society and government with
which it will operate. The primary concern of an investor lies in the rate of return
(ROR) based on accurate cost estimates and sound data.
Since net profit equals total income minus all expenses, it is essential that all the costs
involved in manufacturing processes are considered. A capital investment is required for
any industrial process and the determination of the process consists of fixed capital
Investment of physical equipment and facilities in the plant plus necessary investment is
an important part design project. The total investment for any working capital which
must be available to pay salaries, keep raw materials and products on hand and handle
other special items requiring a direct cash outlay. Thus in this analysis income tax is
taken into consideration.
Using the payback period, rate of return and unit product cost a profitability analysis
will be conducted to see the viability of this plant design.
Basis of economic analysis:
Start of construction: January, 2011
Completion of construction: January, 2012
Commencement of processing: Jan 2013
Plant operation: 3 shifts per day
Process: Continuous
Plant life: 15years (Peters et al,1986)
Plant production rate: 16,500 tonnes per annum
Working period: 330 days
Production capacity: varied over the years
Selling price of toilet soap: $1.50
Chemical Engineering Cost index for 2008 = 1495.7
Time value of money is not neglected
Exchange rate of dollar :GH ¢ 1.40
35

7.1 TOTAL CAPITAL INVESTMENT
Before an industrial plant can be put into operation, a large sum of money is needed to
purchase and install the necessary machinery and equipments, obtain land and service
facilities and also the plant must be erected complete with all piping, controls and
services. Many must also be available for the payment of expense and involved in the
plant operation (peter et al). The total capital investment is the sum of the following:
Fixed Capital Investment (FCI) is the capital needed to supply all manufacturing and
plant facilities. FCI can also be defined as the total cost of the plant ready for start up
(Coulson and Richardson, Volume 6). This includes:
Direct (manufacturing) fixed capital investment – the amount of money
necessary for the installed process equipment with all auxiliaries needed for
a complete process operation (e.g. purchased equipment cost, equipment
installation cost, instrumentation and control cost, piping cost, electrical
equipment and material cost, building (including services) cost, yard
improvement cost, service facilities coat, land cost, etc)
Indirect (non manufacturing) fixed capital investment – construction
overheads and all plant components which are directly related to the process
operation. (e.g. engineering and supervision cost, construction expenses,
contractors fee, contingency fees, warehouse, laboratories, transportation,
utility etc)
Working Capital is the capital needed for the daily running of the plant. In other words ,
it is the additional investment capital needed over and above the fixed capital
investment to start the plant, to operate it to the point when income is earned. This
consists of the total amount of money invested in
Start up
Raw material and supplies carried in stock
Finished and semi finished products in stock
Accounts receivable and payable
Cash kept on hand for monthly payment of operating expenses
Taxes payable
It is estimated that working capital is approximately 15% of total capital investment.
36

7.2 FIXED CAPITAL INVESTMENT
The fixed capital investment is the capital needed to supply the necessary manufacturing and
plant facilities (peter et al). It can also be defined as the total cost of the plant ready for start up
(Coulson and Richardson, volume 6). The fixed capital investment can be divided into two. That
is:
1. The direct fixed capital investment
2. The indirect fixed capital investment.
7.3 ESTIMATION OF DIRECT FIXED CAPITAL INVESTMENT
Table 7.1: Cost of Equipment in 2009
Item no. Service Cost $
VE-101 NaOH Storage tank 14904
VE-105 Water Storage tank 6505
VE-110 Saponifier vessel 146302
VE-205 Lye Preparation tank 8280
DA-101 Soap dryer 7300
HE-101 1st Soap Heater 2505.3
SE-101 Static Separator 649,600
CO-101 Washing Column 21,900
CE-201 Centrifuge 6900
VE-105 Neutralizer Vessel 265,700
Source: Perry’s
Total Equipment Cost = $1,129,896.3
Purchased Equipment Installation Cost
The installation of the equipment includes factors directly related to the erection of
purchased equipment (e.g. painting, platforms, insulation, formulation, construction
expenses). This is estimated to be 25% of the purchased equipment cost (Peter et al,
1990).
37

Instrumentation and Control Cost
Instrument cost, installation-labour cost and expenses of auxiliary equipment and
materials constitute the major portion of the capital investment required for
instrumentation (peter et al). This component is estimated to be 8% (for normal solid-
fluid chemical process plant) of the purchased equipment cost (Peter et al, 1990).
Piping Cost
This refers to the cost for raw material, intermediate-product, finished-product, steam,
water, and waste products piping (Peter et al). Items involved in the complete erection
of all piping used directly in the process which include the labour, valves, fittings, pipe,
support etc. The piping cost is estimated to be 30% of purchased equipment cost (Peter
et al, 1990).
Cost of Electrical Systems
The electrical system consists of the power wiring, lighting, transformation and
services, and instrument and control wiring. This component is estimated to be 12% of
the purchased cost (Peter et al, 1990).
Cost of Buildings and Structures
The cost involved in the erection of all buildings connected with the plant (labour,
materials and supplies). Cost for plumbing, heating, lighting, ventilation, and similar
building services are included here. This component is estimated to be 47% (for solid-
fluid process plant, new plant and new site) of the purchased equipment (Peter et al,
1990).
Cost of Yard Improvement
This involves costs for fencing, grading, roads, sidewalks, rail road sidings, landscaping
and similar items. Yard improvement cost for chemical plant is estimated to be 10% of
the purchased equipment cost (Peter et al, 1990).
38

Service Facility and Utility Cost
Utilities for supplying steam, water, power and fuel are part of the service facilities of a
chemical process plant. Services include the cost of waste disposal, fire protection, and
miscellaneous service items (shop, first aid, cafeteria equipment etc). This component is
estimated to be 30% of the purchased equipment cost (Peter et al, 1990).
Cost of Land
The plant will be sited at Takoradi in the Western Region. The cost of land per plot
(30mx30m) is GH¢600. The number of plots needed for the construction of the plant is
10, making room for future expansion of the company, 25% of the land needed will be
added, and the total land needed is 11,025m2. The total cost will be GH¢7500
($5357.14)
7.4 ESTIMATION OF INDIRECT FIXED CAPITAL INVESTMENT
Engineering and Supervision Cost
This involves construction design and engineering, drafting, purchasing accounting,
construction and cost engineering, travel, reproductions, communications and home
office expenses including overhead. This component is estimated as 8% of the total
direct costs of the process plant (Peter et al, 1990).
Construction Expenses
This cost component involves construction and operation, construction tools and rentals,
construction payroll, taxes, insurance and other overheads. This component is estimated
as 10% of the total direct cost (Peter et al, 1990).
Contractors’ Fee
The contractors’ fee can be taken as 5% of the total direct cost (Peter et al, 1990).
39

Contingency Fees
A contingency amount is included in all estimates of total capital investment in
recognition of the fact that, there will be unexpected events and changes that will
inevitably increase the cost of the project (i.e. strikes, price changes, small design
changes, storms, floods etc). This component is estimated as 8% of the total direct and
indirect cost (Peter et al, 1990).
Table 7.2: Summary of the Total Capital Investment Estimation
Item
Estimated Cost,
$
Purchased equipment cost 1129896.3
Purchased equipment installation 1955890.93
Instrumentation and controls 625885.1
Piping (installed) 2347069.116
Electrical (installed) 938827.65
Building (Including services) 3677075
Yard improvements 782356.37
Service facilities 2347069.116
Land 5357.14
Total Direct Cost(TDC) 13,809,426.72
40

TOTAL INDIRECT COST (TIC)
Item Estimated cost
Engineering and Supervision 1640247-531
Construction expense 2050309.414
Contractors Fee 1025154.707
Contingencies 1640247.531
TOTAL TIC 6355959.183
TOTAL FIXED CAPITAL INVESTMENT
(TFCI) = (TDC) + (TIC) 20165385.90
WORKING CAPITAL (WC)= 15%(TFCI) 3024807.885
TOTAL CAPITAL INVESTMENT(TCP)$ =
(TFCI + WC) 23,190,193.79
7.5 ESTIMATION OF TOTAL PRODUCT COST
The two basic components that affect product pricing are costs of manufacture and
competition in selling. It is unprofitable to sell a product below the manufacturer’s
production costs and unfeasible to sell it at a price higher than that at which comparable
merchandise is being offered. Other variables also affect pricing. Company policy may
require a minimum profit on new product lines or a specified return on investments, or
discounts may be offered on purchases in quantity.
This involves the estimation of cost for operating the plant and selling the products.
Total product cost is broken down into two:
Total Product Cost = Manufacturing Cost + General Expenses
41

The manufacturing cost (direct product cost) is also subdivided into the fixed charges,
plant overheads and variable production cost. The fixed charges are costs that do not
vary with production rate, where as the variable production cost is the cost dependent on
the amount of product produced. Plant overheads comprise hospital and medical bills,
general plant maintenance cost safety services among others (Peter et al, 1990).
The general expenses comprise administrative expenses, distribution and marketing
expenses and research and development expenses.
An additional 12.5% 0f the total cost for direct and indirect labour is included to
account for the social security contributions for each employee.
Operating Labour
Table 7.3: Direct and Indirect Labour Costs (DLC and ILC)
42

Direct Labour Cost (DLC)
Staff Number Annual Salary Per
Head, $
Total Annual
Salary, $
Plant Manager 1 80,000 80,000
Production Manager 1 70,000 70,000
Chemical Engineer 2 65,000 130,000
Mechanical
Engineer
2 63,000 126,000
Electrical Engineer 2 63,000 126,000
Quality Assurance
Manager
1 55,000 55,000
Supervisors 5 45,000 225,000
Lab Technicians 5 18,000 90,000
Plant Site Workers 15 4,800 72,000
Total (DLC) 34 974000
Indirect Labour Cost (ILC)
Staff Number Annual Salary Per Total Annual
43

Head, $ Salary, $
Managing Director 1 80,000 80,000
Human Resource
Manager
1 50,000 50,000
Sales Manager 1 45,000 45,000
Accountant 2 40,000 80,000
Store Keeper 2 15,000 30,000
Receptionist and
Secretary
1 10,000 10,000
Cleaners 5 2,400 12,000
Drivers 6 3600 21,600
Security men 8 3000 24,000
Total (ILC) 352600
(DLC + ILC) 1326600
Social Security
Contributions
12.5%(DLC +
ILC)
165825
TOTAL LABOUR
COST
1492425
44

7.6 DETERMINATION OF MANUFACTURING COST
Raw Material
The raw materials needed in this project are
Table 7.4: Raw Materials
Raw Material Annual Quantity
Unit Cost/kg,
$ Annual Cost ($)
Tallow 5823496.80 kg 0.714/20kg 207,898.84
Sodium
hydroxide
2156853.60 kg 0.178 383,919.94
Total 591,818.78
Utilities
This includes the cost of the total cost of electricity, process cooling water, and other
forms of utility that is required to keep the plant in operation. This component is
estimated as 10% of the total equipment cost.
Maintenance and repairs
If a plant is to be kept in efficient operating condition, a considerable amount of
expenses is necessary for maintenance and repairs. Since the annual cost for the plant is
high, this component is estimated as 6% of the fixed capital investment.
Operating supplies
45

This includes the cost of items such as lubricants, test chemicals, charts etc, required to
keep the plant functioning efficiently. It is assumed to be 15% of maintenance and
repairs.
Laboratory Charges
This involves cost of laboratory tests for control operation and product quality control.
It is taken as 20% of operating labour.
Table 7.5: Total Annual Direct Product Cost
Description Total Annual Cost, ($)
Raw Materials 591,818.78
Operating Labour 1,492,425
Operating Supplies 181,488.47
Power and Utilities 112,989.63
Maintenance and Repairs 1,209,923.15
Laboratory Charges 298,485
Total Annual Direct Product Cost 3,887,130.03
.
CHAPTER 8
46

8.0 PLANT SAFETY AND POLLUTION CONTROL
8.1 PLANT SAFETY
Every organisation (company or industry) has the moral and legal obligation to protect
the health and welfare of its employees as well as that of the general public. Therefore,
good safety measures have to be put in place to ensure the safety of lives and prevent
damage to equipment. The primary aim of these safety measures therefore is to prevent
or minimize workers exposure to the potential hazard, injury to workers, loss of lives,
and destruction of properties. They are also needed to ensure safe as well as efficient
operation.
These safety measures are employed in industry mainly to prevent or control hazards.
A hazard is a property which in particular circumstances could lead to harm. Common
safety hazards in the manufacturing industry include; dangerous machinery, explosion
to fires, faulty electrical connections and falling materials due to poor housekeeping
among others.
The potential hazards that could be present in the toilet soap plant include hazards due
to materials handling and hazards due to the various processes.
Hazards due to materials handling
Potentially hazardous situations include handling and packaging operations, equipment
cleaning and repair, decontamination following spills and equipment failure. Hazards
that workers are likely to be exposed to can be prevented by a number of ways, example
of which is the provision of PPEs (Personal Protective Equipment). These equipments
include chemical splash goggles, overcoat/chemical suit, rubber boots, ear plugs, face
shield, etc. These equipment are worn to protect the worker from the dangers of
handling some of the chemicals especially sodium hydroxide.
Hazards due to various processes
Hazards that might be caused during processes in this plant include fire hazards,
electrical and mechanical hazards.
Fire Hazards: During the process of heating the raw materials, for example,
heating takes place at high temperatures of about 600-650⁰C with the production
of hot flue gases through a chimney. Care must be taken near or during
47

operation of the saponification vessel for example the control of temperature.
Labourers are so careless and tend to attempt checking temperature manually.
This and many other careless practices may lead to a fire hazard. Overheating of
vessel should also be avoided to prevent explosions or fire outbreak.
Electrical Hazards: The main source of energy for this plant is electricity since
most of the process units would be powered by it .Care must be taken in dealing
with electric powered units, power should be shut down immediately when
faulty electrical connections are detected and alternative power source be sought
for use. Workers must also be careful especially during power fluctuations as
this might cause electrocution or explosions that might lead to fires.
Mechanical Hazards: These hazards may be due to improperly fixed or
dangerous machinery. Some machines are designed in such a way that it picks
everything in its path. For example packaging. Such equipment is likely to cause
a mechanical hazard. Parts of machinery should not be left just anywhere on the
plant site. Rather, good housekeeping of machine parts should be employed.
With the above mentioned safety measures, the plant can be safe to work on.
8.2 POLLUTION CONTROL
Pollution according to the Dangerous Substances Directive 76/464/EEC of the
European Union is the discharge by man directly or indirectly of substances or energy
into the environment, the result of which causes hazards to human health, harm to living
resources and to ecosystems, damage to amenities or interference with other legitimate
uses of the environment.
Pollution in any industry is of major concern because the more or less it produces
pollutants indicates the level of control measures in place. Pollution can either be abated
by preventing it at the source or using the end-of-pipe technology. The concept of zero
emissions and pollution prevention at source is the best and less expensive option for
any industry. This is where raw materials are prepared and purified through initial
cleaning processes before production.
However most of the pollution control measures are end- of- pipe technology where
waste at the end of production is treated before released.
48

CHAPTER 9
49

9.0 DISCUSSION
At this end, one can envisage that the production process is a feasible one within the
confines of the country. With the abundance of tallow in Ghana and its neighboring
country, Ivory Coast, the possibility of raw materials shortage is extremely low.
This plant can be duplicated in regions in the country in which the raw materials are
readily available. The establishment of this plant in other locations will provide
employment.
From the literature, the tallow, when left to decompose, tend to be very toxic to the soil.
This process introduces a way out whereby almost all of the tallow would be utilized in
this very lucrative venture.
The glycerine, also, obtained after the saponification process, serves as a valuable
source of product for export and other purposes. With the advancement of this project
some measures will have to be put in place to ensure that the quality of the toilet soap
remains unaltered. Thus the farmers (animal rearers) will have to be motivated to
produce a high quality of tallow required for efficient production.
With the high rate of return over the plant life, this project is very viable and rewarding
to investors and the nation (product is for exportation).
A continuous operation is preferred for the plant due to the following reasons (Peters et
al, 1991):
1. A specific product (toilet soap)
2. The production rate is far greater than 16500 tonnes per annum.
The chosen process for the production of toilet soap will be the best since the batch
method will not be cost effective.
CHAPTER 10
50

10.0 RECOMMENDATION
We recommend that, in the near future, the industry should partner with the
abattoirs and oil companies to reduce the purchase cost of raw materials.
Due to the cost intensive nature of this project, a lower annual production rate
should be used.
The issue of safety and control should be enforced at all levels and times to
ensure the smooth running of the plant, to protect lives and the environment as a
whole.
The marketing department should market the product to raise the profitability
measure higher than as shown during the plant life.
The processes and product of the plant be subjected to ISO audit to give the
company the needed recognition on the world market.
REFERENCES51

http://www.answers.com/topic/toilet soap. 14th March, 2011. 8:46 pm
Sinnott, R.K. (1999). Coulson and Richardson’s Chemical Engineering Design,
Vol. 6, Third Edition, pp. 407, 435
Perry Robert H., Green Don W., (1999), Perry’s Chemical Engineer’s
Handbook, 7th Edition, McGraw-Hill Companies Inc., pp. section 18-2 to 18-12.
Liddell, Donald M. 1922. Handbook of Chemical Engineering, Volume 1,1st
edition, McGraw Hill.
Walas, Stanley M. (1990) Chemical Process Equipment (Selection and
Design).In Mixing and Agitation Chapter 10, pp. 287-296.
APPENDIX
52

MATERIAL BALANCE ON THE PRODUCTION OF 50TONS TOILET SOAP
PER DAY
ASSUMPTIONS
The process is an open system
The process occurs at a steady-state condition.
PLANT ATTAINMENT
This is defined as a percentage of available hours in a year that plant operates usually
between 90-95%. The process plant will operates three shifts of 8 hours per day.
The total downtime (maintenance, shutdowns and holidays) will take 35days per year.
330days 24hrs
1year 1day
Basis: kg/hr
Productivity is 50 tonnes per day
In a year, productivity is 50 tonnes × 330days = 16500tonnes per year
Converting,
16500 1year 1day 1000kg
1year 330days 24hrs 1ton
= 16500 000kg
7920hr
=2083.33kg/hr
BALANCES ON SAPONIFICATION VESSEL
53

Reaction: (C17H35COO) C3H5 + 3NaOH 3[C17H35COONa] + C3H5(OH)3
Mass of soap to be produced = 2083.33kg/hr
Molecular weight of soap = 306g/mol
n = 2083.33kg mol 1000g
hr 306g 1kg
= 2083330
306
= 6808.27mol/hr
Hence,
1 mol Tallow 6808.27mol/hr
3mol Soap
= 2269.42mol/hr
But,
n= m/M m=nM
m = 2269.42mol 324g 1kg
hr mol 1000g
= 735293.16
1000
= 735.29kg/hr
Also,
n(NaOH) = n(Soap)
n(NaOH) = 6808.29
m = n × M
= 6808.29mol 40g 1kg
54

Hr mol 1000g
= 272.33kg/hr
Amount of lye to be used at the saponification vessel = 2700kg/hr
BALANCES ON STATIC SEPERATOR
Wet soap = Lye + Crude soap
Lye = Wet soap – Crude soap
Lye = 3707.48 – 3672.4
Lye = 35.08kg/hr
BALANCE ON WASHING COLUMN
Total Material Balance
C.S + F.L = B + 3360.163
Where,
C.S = Crude soap; F.L = Fresh lye
B = Washed soap
F.L = 2500kg/hr
C.S + 2500 = B + 3360.163
Fresh Lye Component Balance
F.L = 0.65B + 0.2 (3360.163)
2500 = 0.65B + 672.033
0.65B = 1827.967
B = 2812.257
From T.M.B,
C.S + 2500 = 2812.257 + 3360.163
C.S = 2812.257 + 3360.163 – 2500
C.S = 3672.4kg/hr
BALANCES ON CENTRIFUGE
Total Material Balance
55

W.S = L + W.S
Where,
W.S = Washed soap
L = Lye
W.S = Wet soap
WS = L + 2688.13------- (1)
Lye Component Balance
0.2 W.S = L--------- (2)
Substituting (2) into (1)
W.S = 0.2W.S + 2688.13
0.85W.S = 2688.13
W.S = 3360.163kg/hr
BALANCES ON NEUTRALIZER
Neutralization reaction
NaOH + H3PO4 NaH2PO4 + H2O
Soap (Solid) Component Balance
W.S (0.682) = 2656.96 (0.69)
W.S (0.682) = 1833.302
W.S = 2688.126kg/hr
NaOH Balance
0.003 (2688.126) = 8.064kg/hr
Therefore,
1 mol NaOH
1 mol H3PO4
But n = m M (NaOH) = 40g/mol
M
56

n (NaOH) = 8.064 kg mol 1000g
Hr 40g 1kg
n = 201.6mol/hr
Therefore,
1 mol H3PO4 201.6 NaOH
1mol NaOH
n (H3PO4) = 201.6mol/hr
m (H3PO4) = n × M
= 201.6 mol 98g 1kg
Hr mol 1000g
m (H3PO4) = 19.76kg/hr
From Stiochiometric Ratio
1mol NaH2PO4 201.6 NaOH
1 mol NaOH
= 201.6mol/hr
M (NaH2PO4) = 121g/mol
n = m / M
m (NaH2PO4) = 121g 201.6mol 1kg
mol hr 1000kg
m (NaH2PO4) = 24.349kg/hr
Then,
Total Material Balance
W.S + H3PO4 + Additives = S + NaH2PO4
2688.13 + 19.76 + Additives = 2696.04 + 24.394
Additives = 12.54kg/hr
BALANCE ON VACUUM DRYER
Total Material Balance
S = W + 2083.3kg/hr
57

Where,
S = Soap
W = Water
Solid Component Balance
S (0.68) = 2083.33 (0.88)
0.68S = 1833.33
S = 2696.07kg/hr
Water Component Balance
2696.07 (0.31) = 2083.3 (0.12) + W
835.782 = 249.996 + W
W = 835.782-249.996
W = 585.79kg/hr
For Impurities
0.01 (2696.07) = 26.96kg/hr
58