
Production and Materials Management - MBA Annamalai Assignment
21
Q1. “Product Layout is better than Process Layout”. – Do you agree? Justify your answer. Draw a layout for a company manufacturing mobile handsets. Answer. Plant layout is the integrating phase of production system. The basic objective of this layout is to develop a production system that meets requirements of capacity and quality in the most economy way. Plant Layout is of two types: Product Layout Process Layout Process Layout: In process lay out, it clusters all the resources that perform similar functions. For example all grinding is done in the grinding department; all bills are processed in accounts payable section. This format is used commonly when many different products must be produced or served intermittently at the same work stations. Process layout is also called functional and job lot layout, all machines or processes of the same generic type are grouped together in what are commonly called machine centers or departments. 1 Receiving Tuning Planning Grinding Painting Shipping I 3 2
Transcript of Production and Materials Management - MBA Annamalai Assignment

Q1. “Product Layout is better than Process Layout”. – Do you agree? Justify your answer. Draw a layout for a company manufacturing mobile handsets.
Answer.
Plant layout is the integrating phase of production system. The basic objective of this layout is to develop a production system that meets requirements of capacity and quality in the most economy way. Plant Layout is of two types:
Product Layout Process Layout
Process Layout:
In process lay out, it clusters all the resources that perform similar functions. For example all grinding is done in the grinding department; all bills are processed in accounts payable section. This format is used commonly when many different products must be produced or served intermittently at the same work stations. Process layout is also called functional and job lot layout, all machines or processes of the same generic type are grouped together in what are commonly called machine centers or departments.
Drill Press
Milling Inspection
1
Rece
ivin
g
Tuning Planning Grinding
Painting
Ship
ping
II
1V
IV
I 3
542
III
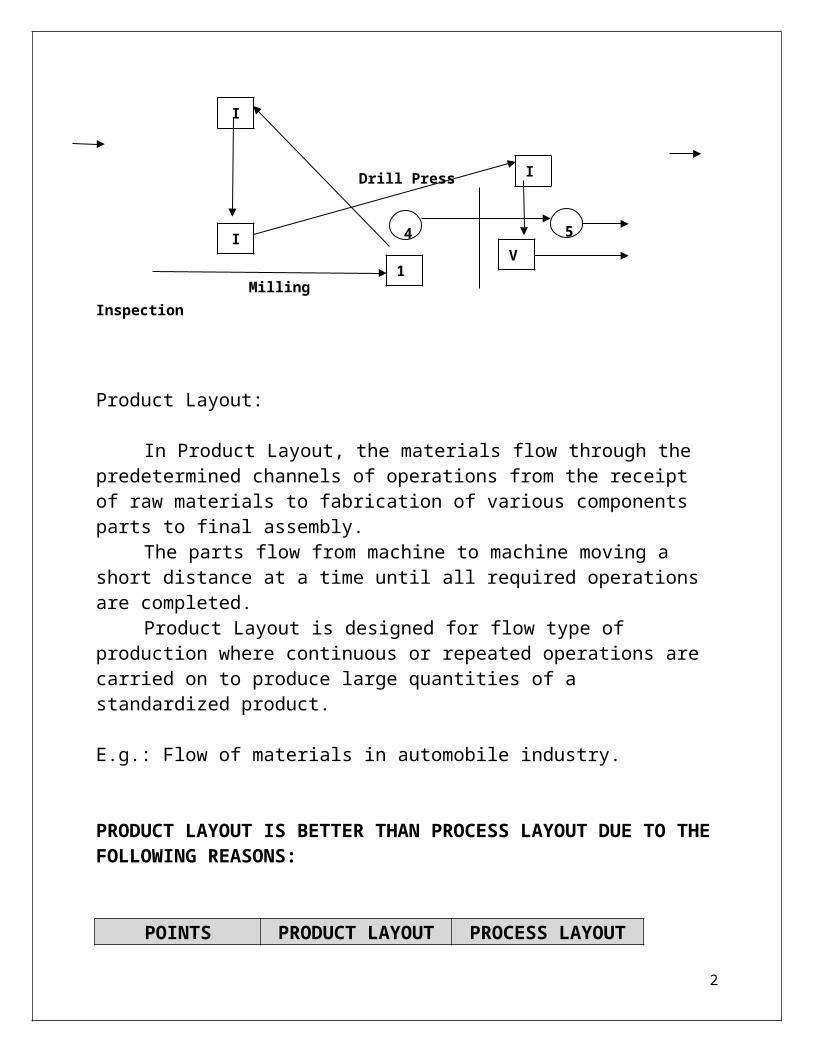
Product Layout:
In Product Layout, the materials flow through the predetermined channels of operations from the receipt of raw materials to fabrication of various components parts to final assembly.
The parts flow from machine to machine moving a short distance at a time until all required operations are completed.
Product Layout is designed for flow type of production where continuous or repeated operations are carried on to produce large quantities of a standardized product.
E.g.: Flow of materials in automobile industry.
PRODUCT LAYOUT IS BETTER THAN PROCESS LAYOUT DUE TO THE FOLLOWING REASONS:
POINTSPRODUCT LAYOUT PROCESS LAYOUT
Smooth Flow of Production
Ensures steady flow of production with economy because stoppage of work at different points of production is eliminated and avoided due to proper arrangement of machines in sequence
Flow of Production is interrupted because the machines are not arranged in a definite sequence of operation
Economy in Manufacturing Time
Materials are fed at one end of the machine and the finished product is collected at the other end, there is no transportation of raw materials backward and forward and thus it shortens the manufacturing time
This layout takes longer time for production because the work necessary for loading the machines must be delivered to each department and after the processing the work has to be held for inspection
2

Mechanization of Material Handling
Since the machines are arranged in sequence of operation, the flow of materials is continuous in a line, quickly and economically
In this layout, there will be no definite channels through which all the work will flow
Saving in Material Handling Cost
In this layout, the product moves from one machine to another machine automatically, hence no transportation cost is required till the completion of the manufacturing process
Since there are no definite channels of work flow, it leads to: 1) Materials are delivered to each department to process. 2) Materials may return to the same department more than once for processing and this makes back tracking of work which makes higher material handling cost
Lesser Work-In Progress
The Work-In Progress is minimum and negligible under this type of layout because the process of production is direct and uninterrupted
Since there is no specific flow of work and the process of production is not direct, the work-in progress is more than Product Layout
Easy Inspection
Production process is integrated and continuous, defective practice can be easily detected and segregated. This makes the job of inspection easy and economical
Each department will have strict inspection responsibility before it goes to the next department for manufacturing process. So, it is not easy like Product Layout
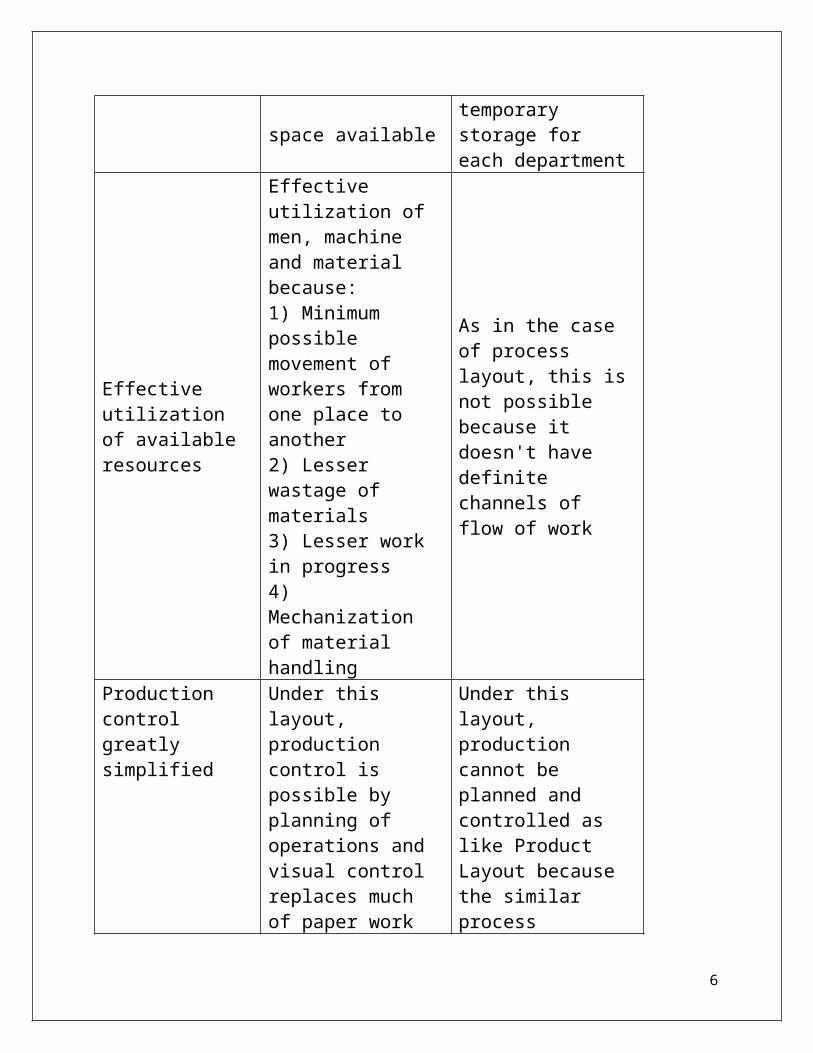
Maximum utilization of available space
Under this type of layout, machines are arranged in sequence of operations and it
Under this layout, greater space is required for service activities, there is
3

makes the maximum utilization of space available
greater need for aisles, temporary storage for each department
Effective utilization of available resources
Effective utilization of men, machine and material because: 1) Minimum possible movement of workers from one place to another 2) Lesser wastage of materials 3) Lesser work in progress 4) Mechanization of material handling
As in the case of process layout, this is not possible because it doesn't have definite channels of flow of work
Production control greatly simplified
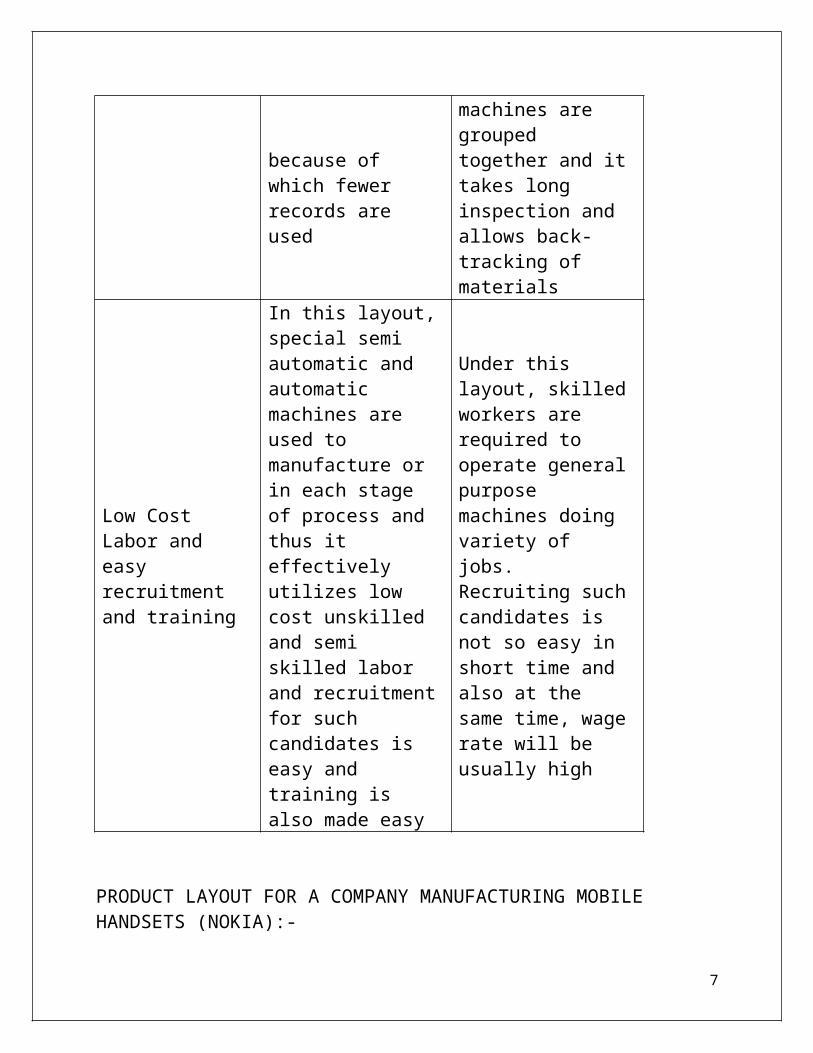
Under this layout, production control is possible by planning of operations and visual control replaces much of paper work because of which fewer records are used
Under this layout, production cannot be planned and controlled as like Product Layout because the similar process machines are grouped together and it takes long inspection and allows back-tracking of materials
Low Cost Labor and easy recruitment and training
In this layout, special semi automatic and automatic machines are used to manufacture or in each stage of process and thus it effectively utilizes low cost unskilled and semi skilled labor and recruitment for such candidates is easy and training is also made easy
Under this layout, skilled workers are required to operate general purpose machines doing variety of jobs. Recruiting such candidates is not so easy in short time and also at the same time, wage rate will be usually high
4

PRODUCT LAYOUT FOR A COMPANY MANUFACTURING MOBILE HANDSETS (NOKIA):-
1. The Foundation: A Printed Circuit Board (Soldering Process)
2. Providing the Parts (Loading Process)
3. Laying Down the Basics (Laying Process)
4. Quality Testing
5. Configuring (Software Installation Process)
6. Assembly and configuring process
5
RAW MATERIALS
FINISHED GOODSSTORAGE
1 4 52 3 6 7 8 9
7. Testing process
8. Fixing Camera and LCD Displays
9. Protection Covers fixing
10.Adding Functionality
11.Unique Serial Numbering Process
12.Diagnostic Test
13.Final Inspection Test (by human eye)
14.Packing
1. The Foundation: A Printed Circuit Board (Soldering Process):At the heart of every Nokia phone is a slender strip of plastic covered with a latticework of basic circuits and settings for the installation of chips and other electronic components. Here, printed circuit boards enter the paste printing machine, which lays down a patterned layer of solder paste, made from a tin-silver-copper alloy. The paste is later melted in an oven to bind electronic components to the board.
2. Providing the Parts (Loading Process):Reels of components are loaded into spindles. From there, they feed into automated “pick and place machines” that grab individual parts off the tape and lay them precisely onto the printed circuit boards. Nokia mostly uses “surface mount” components that lie flat on the board.
3. Laying Down the Basics (Laying Process):Circuit boards travel down a belt from one pick and place machine to the next, and by the time they reach the end of the line, all the basic components have been installed. After the parts are in place, the boards go to an oven for seven minutes, where the solder paste is melted and the parts become firmly attached.
4. Quality Testing:The first quality test takes place after the basic components have been
6
installed.
5. Configuring (Software Installation Process):The boards are advanced automatically on tracks into the “flash and alignment” stage, where basic software is first installed into programmable components.
6. Assembly and configuring process:A robotic arms lift the board off the track and puts it into a bay. There, the chips on the board are configured with low-level settings, such as what power level the phone will operate on.
7. Testing process:Then, a series of electronic tests are administered to ensure that the circuit board is perfect, all the parts work, and that they have been correctly installed.
8. Fixing Camera and LCD Displays:At this stage, the hand work begins. Here, a worker plucks digital camera modules from a reel and installs them with tweezers onto assembled, tested, printed circuit boards. The expensive and fragile liquid-crystal display screens are also added by hand.
9. Protection Covers fixing:A nearby worker performs another essential task by hand; sandwiching the completed printed circuit board between front and back structural frames, later adding the outside covers.
10.Adding Functionality:The last step in the production turns a generic phone into one customized to the exacting specifications of mobile users around the world.
11.Unique Serial Numbering Process:Each handset is put into a cradle, where it is given a unique serial number, known as its IMEI code.Then, depending on who the customer is, a unique batch of software code is pumped in to the phone.
7

12.Diagnostic Test:Finally, the phone and the installed software undergo a battery of diagnostic tests. From this point forward, the IMEI code links each individual phone to its intended customer.
13.Final Inspection Test (by human eye):It seems quaint after all the high-tech assembly and testing, but before every Nokia phone goes into a box, it is inspected one last time by an unmatched resource: the human eye. Only a tiny fraction of phones fail this final test. Then, before being packed, the phone is de-ionized to remove dust and electrical charge from the surface.
14.Packing:Phones are packed into retail boxes by hand, with appropriate documentation and accessories, and logged into a tracking system using a bar-code reader.
15.Finished good storage Phones packed into retail boxes are grouped territory wise and order wise
ware house. From there it is dispatched to specific places based on the orders
8

Q4. What type of maintenance is more effective? Make a comparative analysis of various types and conclude. Do you feel that the type of maintenance differ from industry to industry? Why?
Answer:
The dictionary defines maintenance as follows: “the work of keeping something in proper condition; upkeep.” This would imply that maintenance should be actions taken to prevent a device or component from failing or to repair normal equipment degradation experienced with the operation of the device to keep it in proper working order. Nothing lasts forever and all equipment has some predefined life expectancy or operational life. For example, equipment may be designed to operate at full design load for 5,000 hours and may be designed to go through 15,000 start and stop cycles.
The design life of most equipment requires periodic maintenance. Belts need adjustment, alignment needs to be maintained, proper lubrication on rotating equipment is required, and so on. In some cases, certain components need replacement, e.g., a wheel bearing on a motor vehicle, to ensure the main piece of equipment (in this case a car) last for its design life.
The three types of Maintenance are Reactive Maintenance, Preventive Maintenance & Predictive Maintenance. Out of these three, Preventive Maintenance is the most effective maintenance.
Reactive Maintenance
Reactive maintenance is basically the “run it till it breaks” maintenance mode. No actions or efforts are taken to maintain the equipment as the designer originally intended to ensure design life is reached.
Advantages to reactive maintenance can be viewed as a double-edged sword. If we are dealing with new equipment, we can expect minimal incidents of failure. If our maintenance program is purely reactive, we will not expend manpower dollars or incur capitol cost until something breaks.
Since we do not see any associated maintenance cost, we could view this period as
9
saving money. In reality, during the time we believe we are saving maintenance and capitol cost, we are really spending more money than we would have under a different maintenance approach. We are spending more money associated with capital cost because, while waiting for the equipment to break, we are shortening the life of the equipment resulting in more frequent replacement. We may incur cost upon failure of the primary device associated with its failure causing the failure of a secondary device. This is an increased cost we would not have experienced if our maintenance program was more proactive.
Labor cost associated with repair will probably be higher than normal because the failure will most likely require more extensive repairs than would have been required if the piece of equipment had not been run to failure. Chances are the piece of equipment will fail during off hours or close to the end of the normal workday. If it is a critical piece of equipment that needs to be back on-line quickly, we will have to pay maintenance overtime cost. Since it was expected to run the equipment to failure,a large material inventory of repair parts will be required. This is a cost we could minimize under a different maintenance strategy.
Advantages
• Low cost.• Less staff.
Disadvantages
• Increased cost due to unplanned downtime of equipment.• Increased labor cost, especially if overtime is needed.• Cost involved with repair or replacement of equipment.• Possible secondary equipment or process damage from equipment failure.• Inefficient use of staff resources.
Preventive Maintenance
Preventive maintenance can be defined as follows: Actions performed on a time- or machine-run-based schedule that detect, preclude, or mitigate degradation of a component or system with the aim of sustaining or extending its useful life through controlling degradation to an acceptable level. The U.S. Navy pioneered preventive maintenance as a means to increase the reliability of their vessels. By simply expending the necessary resources to conduct maintenance activities
10

intended by the equipment designer, equipment life is extended and its reliability is increased. In addition to an increase in reliability, money are saved over that of a program just using reactive maintenance. Studies indicate that this savings can amount to as much as 12% to 18% on the average.
Depending on the facilities current maintenance practices, present equipment reliability, and facility downtime, there is little doubt that many facilities purely reliant on reactive maintenance could save much more than 18% by instituting a proper preventive maintenance program.
Performing the preventive maintenance as the equipment designer envisioned, we will extend the life of the equipment closer to design. This translates into money savings. Thou we cannot prevent equipment catastrophic failures; we can decrease the number of failures. Minimizing failures translate into maintenance and capital cost savings
Advantages
• Cost effective in many capital intensive processes.• Flexibility allows for the adjustment of maintenance periodicity.• Increased component life cycle.• Energy savings.• Reduced equipment or process failure.• Estimated 12% to 18% cost savings over reactive maintenance program.
Disadvantages
• Catastrophic failures still likely to occur.• Labour intensive.• Includes performance of unneeded maintenance.•Potential for incidental damage to components in conducting unneeded maintenance.
It has been assumed that preventive maintenance programs help to
ensure reliability and safety of equipment and machinery. However, tests
performed by airlines in the mid-1960s showed that scheduled overhaul
of complex equipment had little or no positive effect on the reliability of
the equipment in service. These tests revealed the need for a new
11

concept of preventive maintenance, which later became known as
reliability-centered maintenance (RCM).
Basically, RCM methodology deals with some key issues not dealt with by other maintenance programs. It recognizes that all equipment in a facility is not of equal importance to either the process or facility safety. It recognizes that equipment design and operation differs and that different equipment will have a higher probability to undergo failures from different degradation mechanisms than others. It also approaches the structuring of a maintenance program recognizing that a facility does not have unlimited financial and personnel resources and that the use of both need to be prioritized and optimized. In a nutshell, RCM is a systematic approach to evaluate a facility’s equipment and resources to best mate the two and result in a high degree of facility reliability and cost-effectiveness. RCM is highly reliant on predictive maintenance but also recognizes that maintenance activities on equipment that is inexpensive and unimportant to facility reliability may best be left to a reactive maintenance approach.
Advantages
• Can be the most efficient maintenance program.• Lower costs by eliminating unnecessary maintenance or overhauls.• Minimize frequency of overhauls.• Reduced probability of sudden equipment failures.• Able to focus maintenance activities on critical components.• Increased component reliability.• Incorporates root cause analysis.
Disadvantages
• Can have significant startup cost, training, equipment etc.• Savings potential not readily seen by management
12
Predictive Maintenance
Predictive maintenance techniques help determine the condition of in-service equipment in order to predict when maintenance should be performed. This approach offers cost savings over routine or time-based preventive maintenance, because tasks are performed only when warranted.
Basically, predictive maintenance differs from preventive maintenance by basing maintenance need on the actual condition of the machine rather than on some preset schedule. Preventive maintenance is time-based. Activities such as changing lubricant are based on time, like calendar time or equipment run time. For example, most people change the oil in their vehicles every 3,000 to 5,000 miles travelled. This is effectively basing the oil change needs on equipment run time. No concern is given to the actual condition and performance capability of the oil. It is changed because it is time. This methodology would be analogous to a preventive maintenance task.
If, on the other hand, the operator of the car discounted the vehicle run time and had the oil analyzed at some periodicity to determine its actual condition and lubrication properties, he/she may be able to extend the oil change until the vehicle had traveled 10,000 miles. This is the fundamental difference between predictive maintenance and preventive maintenance, whereby predictive maintenance is used to define needed maintenance task based on quantified material/equipment condition.
The advantages of predictive maintenance are many. A well-orchestrated predictive maintenance program will all but eliminate catastrophic equipment failures. We will be able to schedule maintenance activities to minimize or delete overtime cost. We will be able to minimize inventory and order parts, as required, well ahead of time to support the downstream maintenance needs. We can optimize the operation of the equipment, saving energy cost and increasing plant reliability.
Advantages
• Increased component operational life/availability.• Allows for preemptive corrective actions.• Decrease in equipment or process downtime.• Decrease in costs for parts and labor.• Better product quality.• Improved worker and environmental safety.
13

• Improved worker moral.• Energy savings.• Estimated 8% to 12% cost savings over preventive maintenance program.
Disadvantages
• Increased investment in diagnostic equipment.• Increased investment in staff training.• Savings potential not readily seen by management
Different types of maintenance practices are followed in different industry and also inside the same plant.
In a plant where the process is critical, there production team or maintenance team undergoes periodic maintenance to avoid break down and stoppage of production.
In a plant where the process is not critical, there break down maintenance will be practiced.
In a plant where there is no stand by machines, preventive maintenance is followed whereas when there is standby machine, breakdown maintenance is followed to avoid further cost on maintenance.
For economical reason: breakdown maintenance may be followed When the plant capacities exceed the market demand then there will not be
chance for preventive maintenance in that case they go breakdown maintenance, in order to capture the timely business and earn more profit during demand period. but the same time the plant may go for shut down maintenance in the off season period.
Seasonal business like sugar factory they go preventive maintenance during off-season period and they may go for shut maintenance during seasonal period. But now days the entire factory will have separate team TPM (total preventive maintenance) to prevent stoppage of production.
14


















